Rodzaje naddatków i czynniki
wpływające
na ich wielkość
Białystok 2009
Białystok 2009
Rodzaje naddatków i czynniki wpływające na ich wielkość
Obróbka wiórowa półfabrykatów części maszyn powoduje, że dużą
objętość
materiału zamienia się w wióry. W wielu przypadkach wióry stanowią do 60%
masy
półfabrykatu, co wynika głównie ze zbyt dużych naddatków materiałowych.
Wielkości podstawowe w odniesieniu do naddatków
Rozróżnia się naddatki całkowite i tzw. naddatki operacyjne.
Naddatek całkowity na obróbkę С określa grubość warstwy usuwanej w
procesie
obróbki. Wielkość naddatku kompensuje błędy wymiarowo-kształtowe, wady
powierzchniowe i pod powierzchniowe występujące w poszczególnych etapach
wytwarzania
i
spowodowane
niedokładnością
metod
i
urządzeń
technologicznych.
Wielkość naddatku całkowitego stanowi różnicę wartości wymiaru półfabrykatu i
wartości wymiaru gotowej części .
Tolerancja wymiaru półfabrykatu jest jednocześnie tolerancją wymiaru
naddatku
całkowitego na obróbkę oraz naddatku na pierwszą operację. Tolerancja
wymiaru
półfabrykatu może obejmować odchyłkę dodatnią (+) i ujemną (-). Przy
ustalaniu
naddatku dla pierwszej operacji bierze się pod uwagę (wlicza się) tylko
odchyłkę w
głąb materiału, tj. odchyłkę (-) dla powierzchni zewnętrznych oraz odchyłkę (+)
dla
otworów.
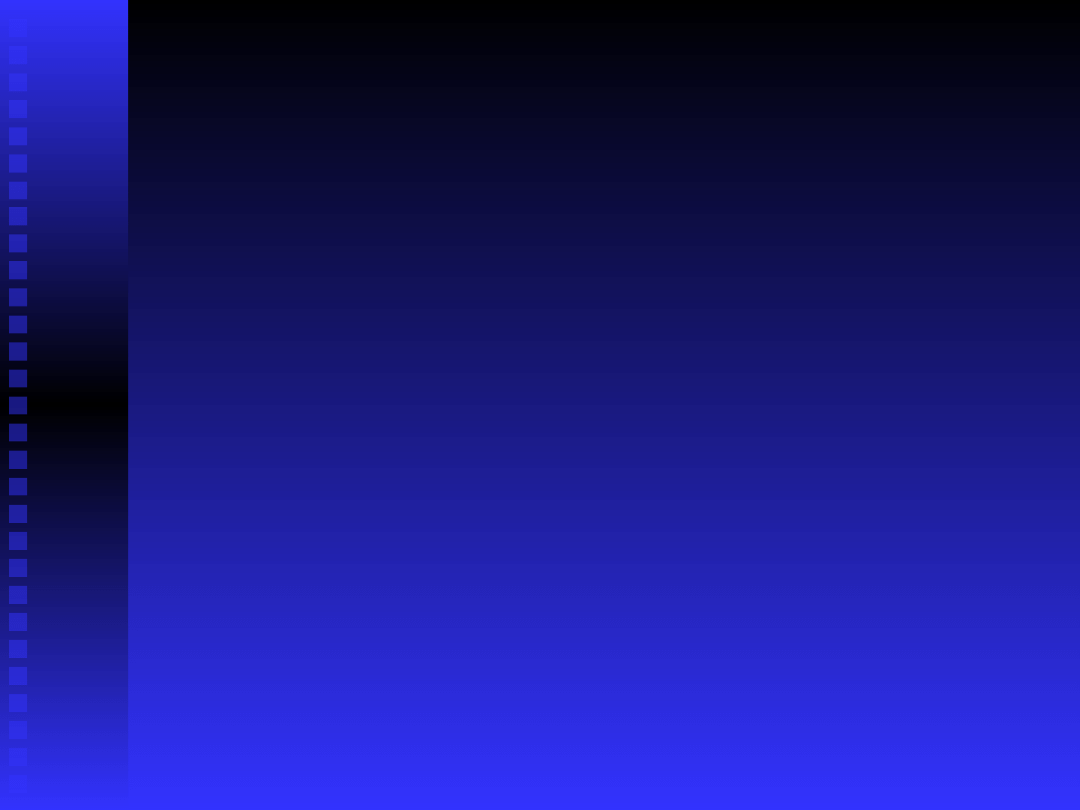
6. Kodzaje naddatków i czynniki wpływające na ich wielkość
Naddatek całkowity na obróbkę
skrawaniem a, b – wymiary gotowej
części; C
a
, C
b
, Ci – całkowite naddatki
Konsekwencją konieczności stosowania
podziału obróbki na obróbkę zgrubną
kształtującą
(średnio
dokładną)
i
wykańczającą
jest
podział
naddatku
całkowitego na tzw. naddatki operacyjne.
Naddatek operacyjny jest określony
grubością
warstwy
g
obejmującej
wadliwość
powierzchni
i
materiału,
usuwanej podczas operacji. Wartości
naddatku operacyjnego określa się różnicą
wartości wymiarów otrzymywanych w
dwóch kolejnych operacjach.
Naddatek całkowity na obróbkę С jest
zatem sumą algebraiczną naddatków
operacyjnych. W przypadku naddatków
jednostronnych i asymetrycznych jest
sumą warstw skrawanych w kolejnych
operacjach, zabiegach lub przejściach
obróbkowych
Struktura
naddatku
całkowitego jednostronnego na obróbkę
powierzchni zewnętrznej;
T
pf
, T
b
T
2
, T
3
- odpowiednie wartości
tolerancji
wymiarowo-kształtowych
półfabrykatu,
obróbki
zgrubnej,
kształtującej i wykańczającej;
g
b
g
2
, g
3
- naddatki na obrót zgrubną,
kształtującą i wykańczającą powierzchni
wewnętrznej/
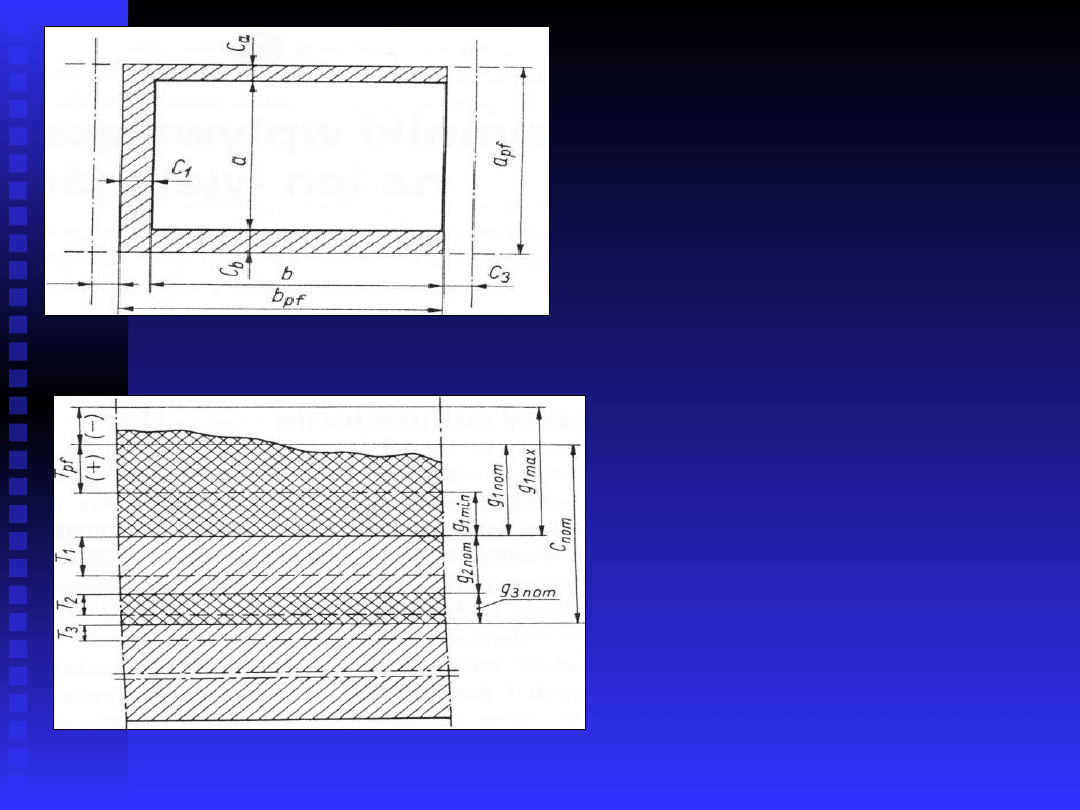
Przy naddatkach na dwie strony, czyli naddatkach symetrycznych
2g=T
a
+ 2(R
za
+W
a
) + 2(S
a
±e
z
)
gdzie: T
a
- wartość tolerancji wymiaru dla poprzedniej operacji, mierzona w głąb
materiału,
R
za
- normatyw średniej wysokości chropowatości powierzchni dla poprzedniego zabiegu
obróbki,
W
a
- normatyw głębokości warstwy wadliwej materiału dla uprzedniego zabiegu,
S
a
- normatyw wypadkowego odchylenia przestrzennego wzajemnie związanych
powierzchni części
obrabianej, spowodowanego w poprzednim zabiegu obróbki,
e
z
- normatyw błędu ustalenia części wykonywanej operacji obejmujący błąd bazowania
(ustalenia) i
błąd zamocowania części
Struktura błędu odchylenia (przemieszczenia) przestrzennego wzajemnie
związanych układów : powierzchni na przykładzie wału
Struktura naddatku
operacyjnego
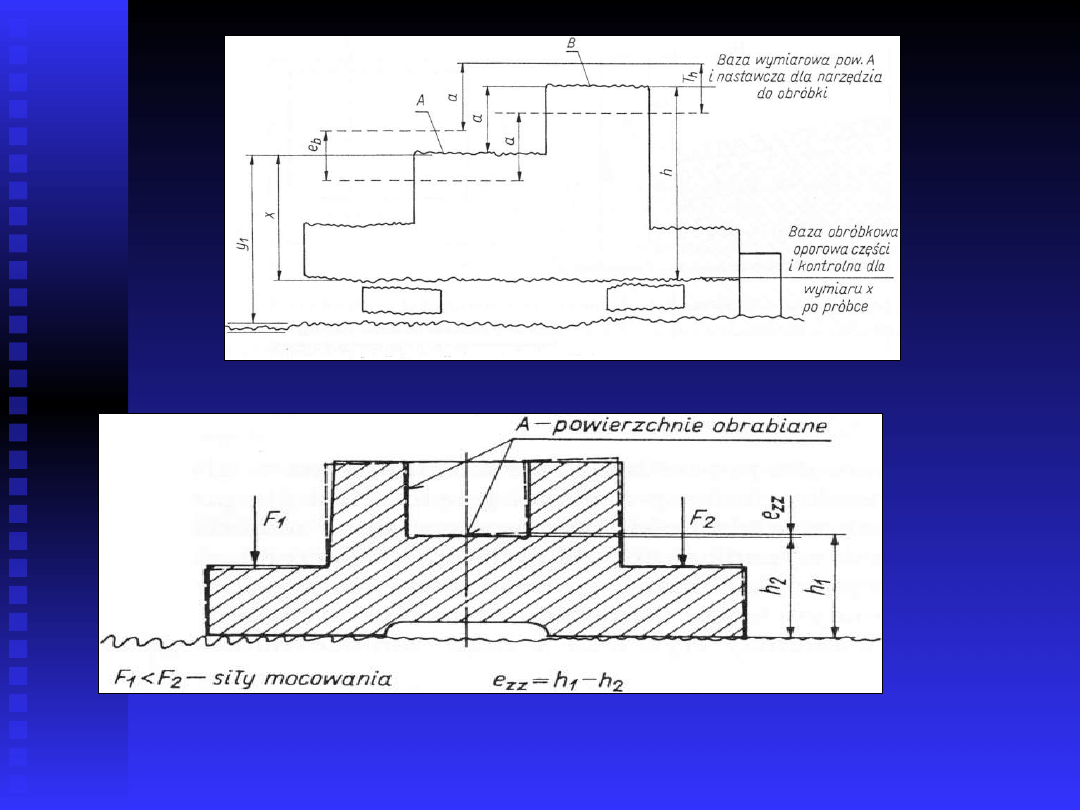
Wyjaśnienie błędu bazowania Th = e
b
Wyjaśnienie błędu zamocowania e
zz
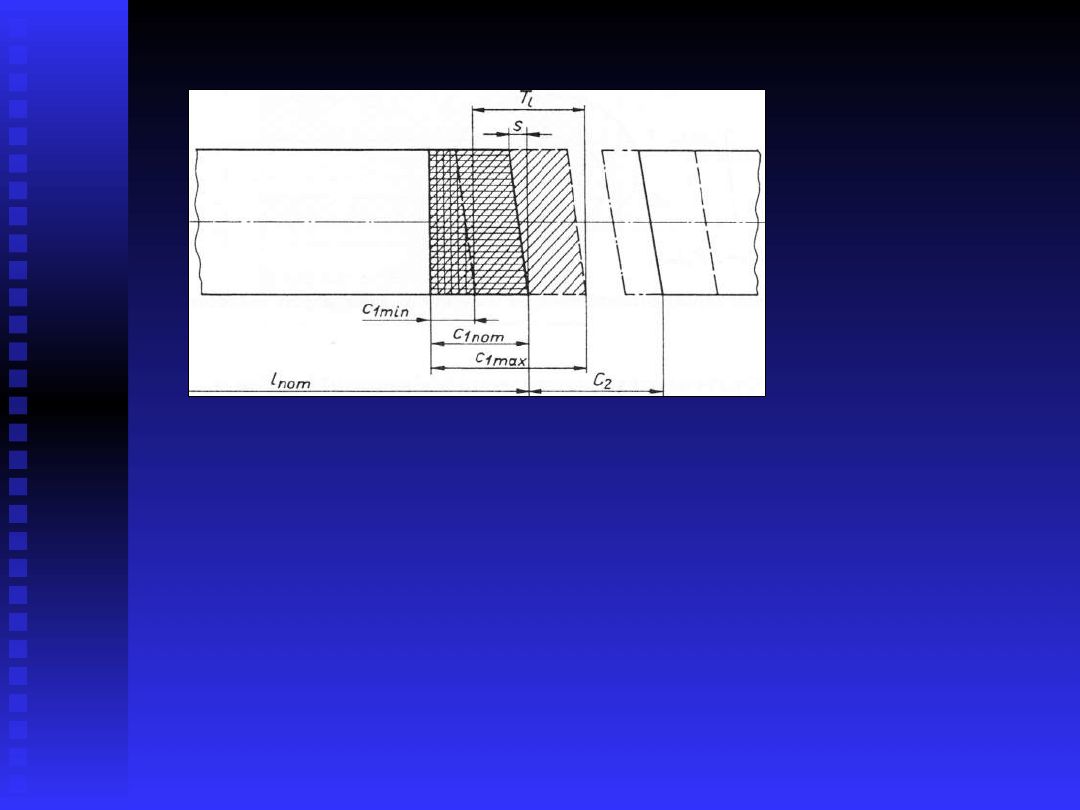
Strata materiału, naddatki i tolerancje wymiarów przy
przecinaniu; I nom - wymiar długości półwyrobu; Ti -
tolerancja wymiaru /; Ci
min
, Ćmom, Ci
max
- minimalny, nominalny
i maksymalny naddatek na wyrównanie powierzchni czołowej;
S - błąd nie prostopadłości powierzchni czołowej do osi
materiału; C
2
- strata na przecinanie
Naddatek na obróbkę powierzchni czołowej jest ściśle związany z procesem
przecinania materiału. Jest to typowy naddatek na obróbkę C
b
obejmujący błędy
wymiarowo-kształtowe
oraz
wady
powierzchniowe
i
podpowierzchniowe
występujące przy przecinaniu .
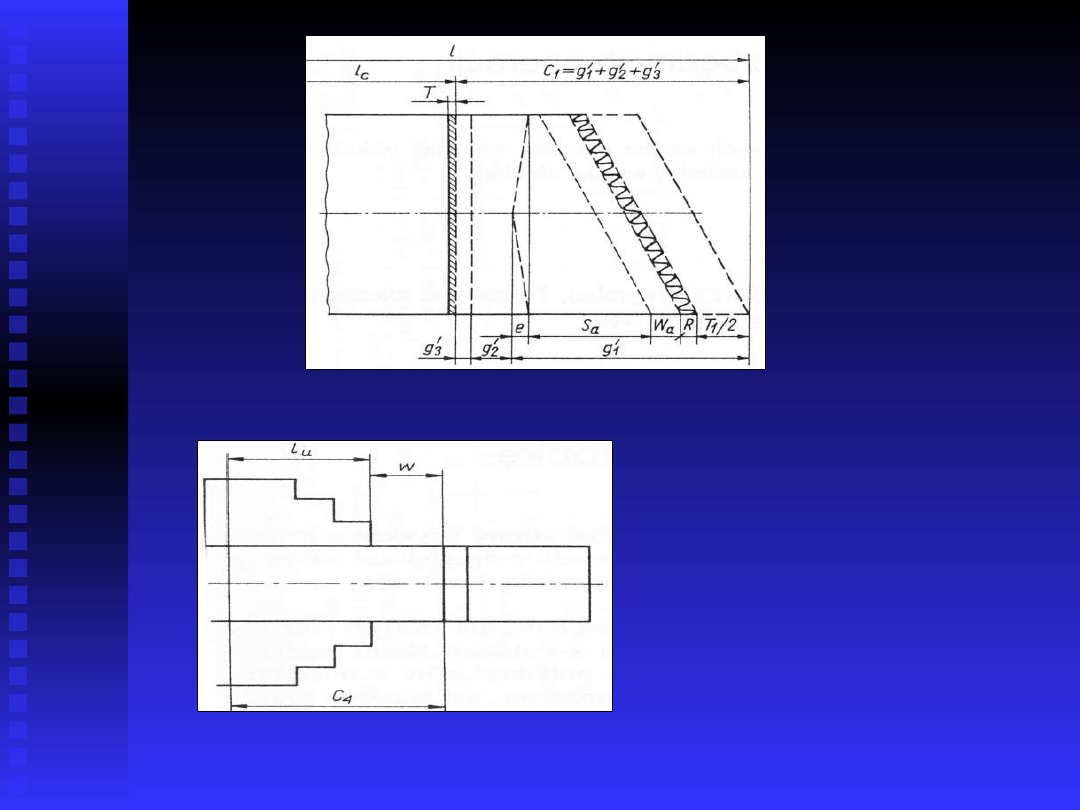
Naddatek Ci na obróbkę powierzchni czołowej po przecinaniu; g1 - naddatek na obróbkę
zgrubią;
g‘
2
- naddatek na obróbkę kształtującą; g'
3
- naddatek na obróbkę wykańczającą;
Odpad
C
4
na
uchwycenie
Odpad na uchwycenie C
4
jest to strata technologiczna materiału występująca przу
odcięciu z pręta (rury) zamocowanego w uchwycie ostatniego półwyrobu.
Obliczenie liczby niezbędnych operacji
obróbkowych
Liczbę niezbędnych operacji obróbkowych można określić, ustalając
wskaźnik Ko wymaganego wzrostu dokładności powierzchni w wyniku
obróbki
gdzie:
T
pf
- wartość tolerancji półfabrykatu (półwyrobu), T - wartość tolerancji
wymiaru maksymalnej średnicy zewnętrznej gotowej części.
W przybliżeniu:
- przy K
0
< 10 można stosować 1 operację,
- przy 10 < K
0
< 50 powinno się stosować 2 operacje,
- przy K
0
> 50 powinno się stosować 3 operacje.

Normatywy naddatków na obróbkę skrawaniem
W produkcji jednostkowej i małoseryjnej dla wyrobów, dla których
półfabrykatami są odlewy lub odkuwki, przyjmuje się naddatki z Polskich Norm,
podające całkowity naddatek na obróbkę. Dla półfabrykatów hutniczych, np.
prętów walcowanych, technolodzy opracowują normatywy zakładowe,
branżowe i ujmują je w odpowiednich tablicach lub rejestrują w komputerze.
W produkcji wielkoseryjnej i masowej naddatki powinny być ustalone metod
analityczno-obliczeniową. Kolejność postępowania w takim przypadku powinna
być następująca:
1. Obliczenie wskaźnika wymaganego wzrostu dokładności K
0
na podstawie
tolerancji wymiaru półfabrykatu i wartości tolerancji wymiaru końcowego danej
powierzchni.
2. Na podstawie wskaźnika K
0
i warunków produkcyjnych ustalenie liczby
operacji, zabiegów lub przejść obróbkowych.
3. Obliczenie wartości nominalnej naddatku operacyjnego na pierwszą
operację, obróbkę zgrubną, na podstawie normatywów spodziewanych błędów
półfabrykatów
4. Obliczenie wartości nominalnej naddatku operacyjnego na następną
operację, i obróbkę kształtującą, na podstawie normatywów spodziewanych
błędów dla obróbki zgrubnej T
h
R
zb
W\, S\
9
oraz ewentualnie błędu ustalenia.
5. Obliczenie wartości nominalnej naddatku operacyjnego na operację obróbki
wykańczającej.
6. Obliczenie wartości nominalnej naddatku całkowitego na obróbkę danej
powierzchni jako sumy nominalnych naddatków operacyjnych i ewentualne
zaokrąglenie wartości obliczeniowej.

Naddatki na obróbkę powierzchni zewnętrznych
Średnica
Średnica
Chropowat
Chropowat
ość
ość
Produkcja jednostkowa i
Produkcja jednostkowa i
maloseryjna
maloseryjna
Odchyłk
Odchyłk
a
a
wykonan
wykonan
ia
ia
nominalna
nominalna
powierzch
powierzch
ni
ni
Ra
Ra
do
do
Rodzaj
Rodzaj
obróbki
obróbki
Stan
Stan
długość, mm
długość, mm
d
d
mm
mm
materiału
materiału
obrabian
obrabian
ego
ego
do
do
100
100
100
100
-250
-250
250
250
400
400
400
400
-630
-630
630
630
-
-
1000
1000
1000
1000
-
-
1600
1600
1600
1600
-2500
-2500
mm
mm
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
10
10
11
11
12
12
20
20
toczenie
toczenie
zgrubne
zgrubne
walcowa
walcowa
ny
ny
2,5
2,5
3,0
3,0
3,0
3,0
3,5
3,5
-
-
-
-
-
-
-0,3 -0,1
-0,3 -0,1
,2,5
,2,5
toczenie
toczenie
kształtujące
kształtujące
-
-
0,9
0,9
1,0
1,0
1,2
1,2
1,3
1,3
-
-
—
—
< 10
< 10
0,63
0,63
szlifowanie
szlifowanie
kłowe
kłowe
miękki
miękki
0,3
0,3
0,3
0,3
0,4
0,4
0,4
0,4
—
—
—
—
0,63
0,63
szlifowanie
szlifowanie
kłowe
kłowe
twardy
twardy
0,3
0,3
0,4
0,4
0,4
0,4
0,5
0,5
-
-
—
—
-0,06
-0,06
0,63
0,63
szlifowanie
szlifowanie
bezkłowe
bezkłowe
miękki
miękki
0,3
0,3
0,3
0,3
0,3
0,3
0,3
0,3
-
-
—
—
—
—
0,63
0,63
szlifowanie
szlifowanie
bezkłowe
bezkłowe
twardy
twardy
0,3
0,3
0,3
0,3
0,3
0,3
0,4
0,4
-
-
-
-
—
—
20
20
toczenie
toczenie
zgrubne
zgrubne
walcowa
walcowa
ny
ny
2,5
2,5
3,0
3,0
3,0
3,0
3,5
3,5
4,0
4,0
-
-
-
-
-0,4
-0,4
2,5
2,5
toczenie
toczenie
kształtujące
kształtujące
-
-
1,0
1,0
1,1
1,1
1,2
1,2
1,4
1,4
1,7
1,7
—
—
—
—
10-18
10-18
0,63
0,63
szlifowanie
szlifowanie
kłowe
kłowe
miękki
miękki
0,3
0,3
0,4
0,4
0,4
0,4
0,5
0,5
0,5
0,5
—
—
-0,12
-0,12
0,63
0,63
szlifowanie
szlifowanie
kłowe
kłowe
twardy
twardy
0,3
0,3
0,4
0,4
0,4
0,4
0,5
0,5
0,7
0,7
—
—
—
—
-0,07
-0,07
0,63
0,63
szlifowanie
szlifowanie
bezkłowe
bezkłowe
miękki
miękki
0,3
0,3
0,3
0,3
0,3
0,3
0,3
0,3
0,4
0,4
—
—
—
—
0,63
0,63
szlifowanie
szlifowanie
bezkłowe
bezkłowe
twardy
twardy
0,3
0,3
0,3
0,3
0,3
0,3
0,3
0,3
0,5
0,5
—
—
—
—
20
20
toczenie
toczenie
zgrubne
zgrubne
walcowa
walcowa
ny
ny
3,0
3,0
3,0
3,0
3,5
3,5
4,0
4,0
4,5
4,5
5,5
5,5
-
-
-0,5
-0,5
2,5
2,5
toczenie
toczenie
kształtujące
kształtujące
-
-
1,2
1,2
1,3
1,3
1,4
1,4
1,6
1,6
1,8
1,8
2,2
2,2
—
—
18-30
18-30
0,63
0,63
szlifowanie
szlifowanie
kłowe
kłowe
miękki
miękki
0,3
0,3
0,4
0,4
0,4
0,4
0,5
0,5
0,6
0,6
0,7
0,7
—
—
-0,14
-0,14
0,63
0,63
szlifowanie
szlifowanie
kłowe
kłowe
twardy
twardy
0,4
0,4
0,4
0,4
0,5
0,5
0,5
0,5
0,7
0,7
0,9
0,9
—
—
-0,08
-0,08
0,63
0,63
szlifowanie
szlifowanie
bezkłowe
bezkłowe
miękki
miękki
0,3
0,3
0,3
0,3
0,3
0,3
0,4
0,4
0,4
0,4
—
—
0,63
0,63
szlifowanie
szlifowanie
bezkłowe
bezkłowe
twardy
twardy
0,3
0,3
0,3
0,3
0,3
0,3
0,4
0,4
0,4
0,4
-
-
—
—

Normatywy naddatków na obróbkę skrawaniem
c.d.
Bardzo cenną pomocą dla technologów są opracowane, na podanej wyżej
zasadzie, przez Instytut Obróbki Skrawaniem w Krakowie normatywy naddatków
na obróbkę skrawaniem w postaci tablic.
Rozróżnia się 2 podstawowe rodzaje normatywów. Są to:
- normatywy podstawowe składowe,
- normatywy naddatków operacyjnych.
W normatywach podstawowych składowych są zawarte wartości tolerancji
wymiarów technologicznych, głębokości warstw wadliwych, wysokości
chropowatości powierzchni, błędy odchyleń przestrzennych i błędy ustalania
obrabianych części.
Forma ujęcia normatywów naddatków operacyjnych jest analogiczna do form;
ujęcia normatywów podstawowych, z tym że zamiast wielkości błędów
występują, naddatki na poszczególne rodzaje obróbki. Normatywy naddatków
operacyjnych są opracowane z mniejszą dokładnością dla produkcji seryjnej i z
dużą dokładnością dla produkcji wielkoseryjnej i masowej, dla ściśle określonych
warunków produkcji.

Dziękuję za uwagę
Document Outline
Wyszukiwarka
Podobne podstrony:
RODZAJE WYSIŁKU FIZYCZNEGO
rodzaje ooznaczen i ich ochrona
rodzaje struktur rynkowych 2
rodzaje diet
Rodzaje zanieczyszczeń środowiska
rodzaje wi za
Rodzaje fundamentów
Wykład 5 Rodzaje audytu wewnetrznegoSTUDENCIZAO
Rodzaje aberracji chromosomowych pop
Różne rodzaje grzejników
II wyklad Interakcje i rodzaje wiedzy
Rodzaje przedsiębiorstw2
Rodzaje cery
Rodzaje manipulacji
Narzędzia chirurgiczne i ich rodzaje
W 4 biomonitoring testy rodzaje
Rodzaje klimatów na świecie
rodzaje oznaczen i ich ochrooona
więcej podobnych podstron