Materiały szkoleniowe SAPA Aluminium
Wrzesień 2007
Opracował Andrzej Kaczmarek
OEE
Całkowita Wydajność
Maszyn
Materiały szkoleniowe SAPA Aluminium
Wrzesień 2007
Opracował Andrzej Kaczmarek
OEE – Overall
Equipment
Effectivness
Całkowita Wydajność Maszyn
OEE jest międzynarodowym standardem służącym
do mierzenia efektywności wykorzystania maszyn.
Materiały szkoleniowe SAPA Aluminium
Wrzesień 2007
Opracował Andrzej Kaczmarek
Efektywność maszyn
Idealny stan pracy maszyny to taki, w którym maszyna pracuje ciągle
(24h) przy maksymalnych prędkościach i bez produkcji braków – stan
taki możnaby nazwać efektywnym w 100%
Wiemy, że w praktyce osiągnięcie 100% efektywności na dłuższą metę
jest niemożliwe – oprócz innych rzeczy, maszyna musi być czasem
konserwowana i przestawiana na inną produkcję.
Realistycznym celem („World Class”) jest 85% wynik. Przykładowo:
maszyna produkuje 99% wyrobów zgodnie ze specyfikacją przy
rzeczywistej prędkości 95% maksymalnej prędkości teoretycznej i przy
faktycznym wykorzystaniu 90% planowanego czasu pracy:
99% Jakości x 95% Prędkości x 90% Czasu = 85% Wydajności
W systemie trzyzmianowym oznacza to 03:24 h dostępne dla
konserwacji, nastawów i napraw maszyn, przezbrojeń i zmian ustawień
oraz innych możliwych przestojów.
Wynik 85% zaczyna być postrzegany w świecie jako zachowawczy; w
firmach produkujących w sektorze automotive obserwujemy wydajność
90% i większą.
Materiały szkoleniowe SAPA Aluminium
Wrzesień 2007
Opracował Andrzej Kaczmarek
Efektywność maszyn
Analiza setek instalacji dla różnych procesów w zakładach nie
stosujących zasad TPM pokazuje, że średnio pracują one na
poziomie efektywności w granicach 35 – 45%
Dla niektórych sektorów jest on z natury nieco niższy (np.
przemysł farmaceutyczny), ale zawsze są w każdym sektorze
przypadki pozytywnie i negatywnie odstające
Dla zakładów, w których odnotowano taki wynik, a które
uważają, że wykorzystały już wszystkie możliwości poprawy
produktywności, jest dobra informacja:
dwa razy tyle dobrych wyrobów (efektywność 80%!)
można zrobić przy tych samych kosztach
albo
na jednej zmianie zamiast dwóch!
Materiały szkoleniowe SAPA Aluminium
Wrzesień 2007
Opracował Andrzej Kaczmarek
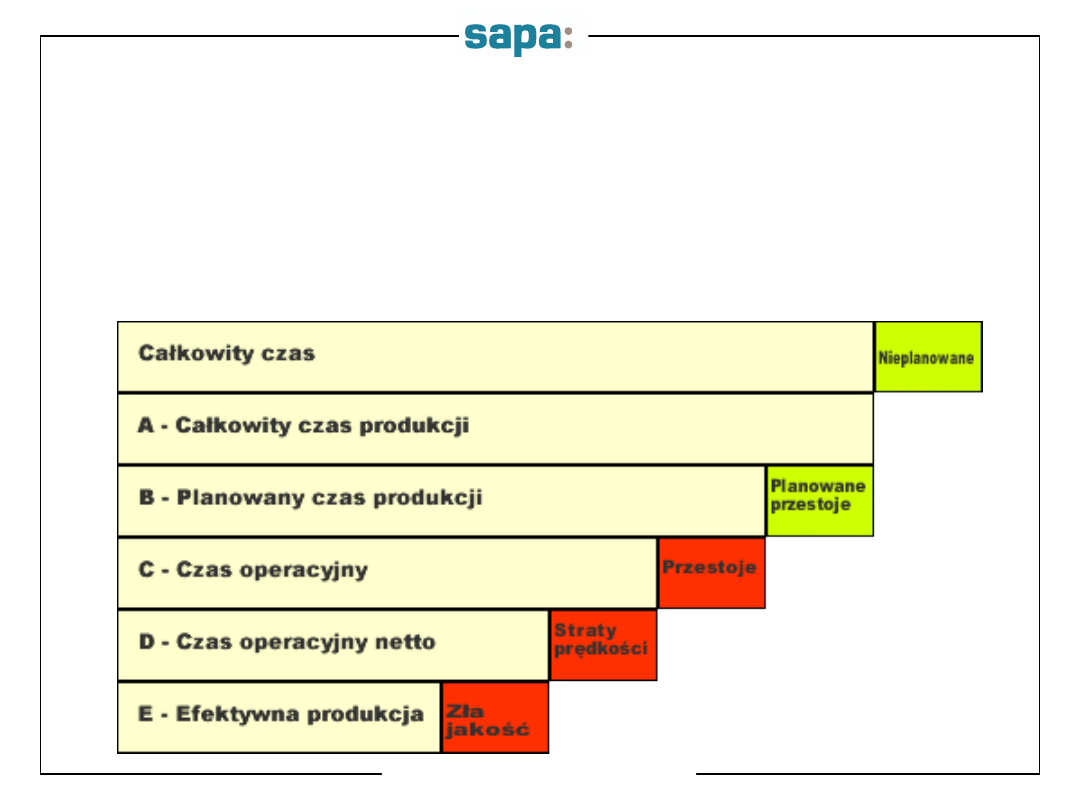
Obliczanie OEE
Analiza OEE rozpoczyna się od określenia całkowitego czasu
produkcji, w którym można produkować.
Od całkowitego czasu produkcji odejmuje się planowane
przestoje, które obejmują wszystkie zdarzenia, które powinny
być wykluczone z analizy efektywności, ponieważ w tym
czasie nie było intencji do prowadzenia produkcji (np. przerwy,
szkolenia, planowane konserwacje, brak zleceń od klientów).
Pozostały czas jest zwany planowanym czasem produkcji.
Faktyczny początek analizy OEE rozpoczyna się od
Planowanego czasu produkcji i analizuje straty
efektywności, które występują naturalnie w procesie. Są 3
ogólne kategorie strat do rozpatrzenia – Przestoje, Straty
Prędkości, Jakość.
Materiały szkoleniowe SAPA Aluminium
Wrzesień 2007
Opracował Andrzej Kaczmarek
Składowe OEE
Dostępność:
Wskaźnik dostępności bierze pod uwagę wszystkie przestoje,
które obejmują wszystkie zdarzenia, które powodują
zatrzymanie procesu produkcji na pewien okres czasu (zwykle
na kilkanaście minut, czyli czas możliwy do zarejestrowania).
Przykładami są awaria, braki materiałów, przezbrojenia. Czas
przezbrojenia jest brany do analizy OEE gdyż jest w pewnym
sensie przestojem. Czas przezbrojenia nie da się w pełni
wyeliminować, ale może w większości przypadków zostać
zredukowany. Pozostały dostępny czas jest zwany czasem
operacyjnym
Materiały szkoleniowe SAPA Aluminium
Wrzesień 2007
Opracował Andrzej Kaczmarek
Składowe OEE
Wydajność:
Efektywność bierze pod uwagę straty szybkości, które
uwzględniają wszelkie czynniki, które powodują, że produkcja
idzie z mniejszą od maksymalnej szybkością. Przykładami
mogą być mikroprzestoje, praca ze zmniejszoną szybkością.
Pozostały czas jest zwany czasem operacyjnym netto.
Materiały szkoleniowe SAPA Aluminium
Wrzesień 2007
Opracował Andrzej Kaczmarek
Składowe OEE
Jakość:
Jakość uwzględnia wszelkie straty z powodu wyprodukowania
produktów nie spełniających standardów jakości wliczając
braki. Pozostały czas jest to czas efektywnej produkcji .
Materiały szkoleniowe SAPA Aluminium
Wrzesień 2007
Opracował Andrzej Kaczmarek
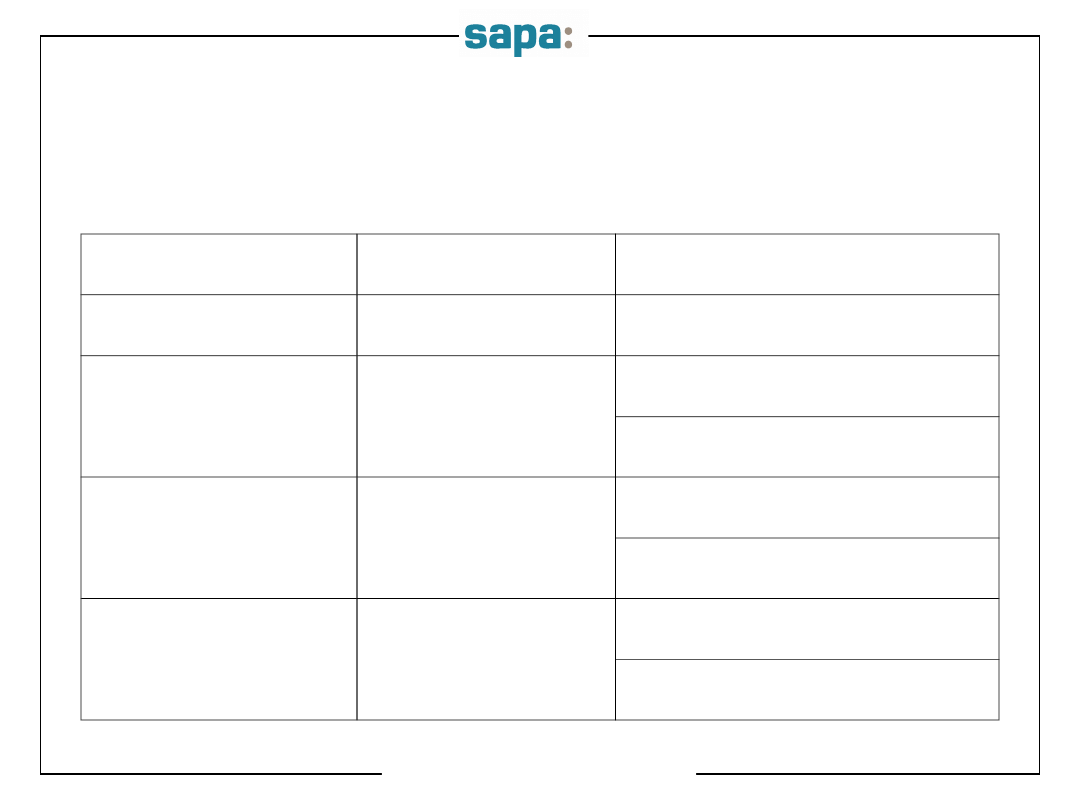
Zestawienie czynników OEE
Miara
Wskaźnik OEE
Metoda obliczania
Planowane przestoje
A. Nie są częścią analizy OEE
Przestojów
Dostępność = C/B
C. Czas Operacyjny
B. Planowany Czas Produkcji
Strat prędkości
Efektywność = D/C
D. Czas Operacyjny Netto
C. Czas Operacyjny
Złej jakości
Jakość = E/D
E. Czas Efektywnej Produkcji
D. Czas Operacyjny Netto
Materiały szkoleniowe SAPA Aluminium
Wrzesień 2007
Opracował Andrzej Kaczmarek
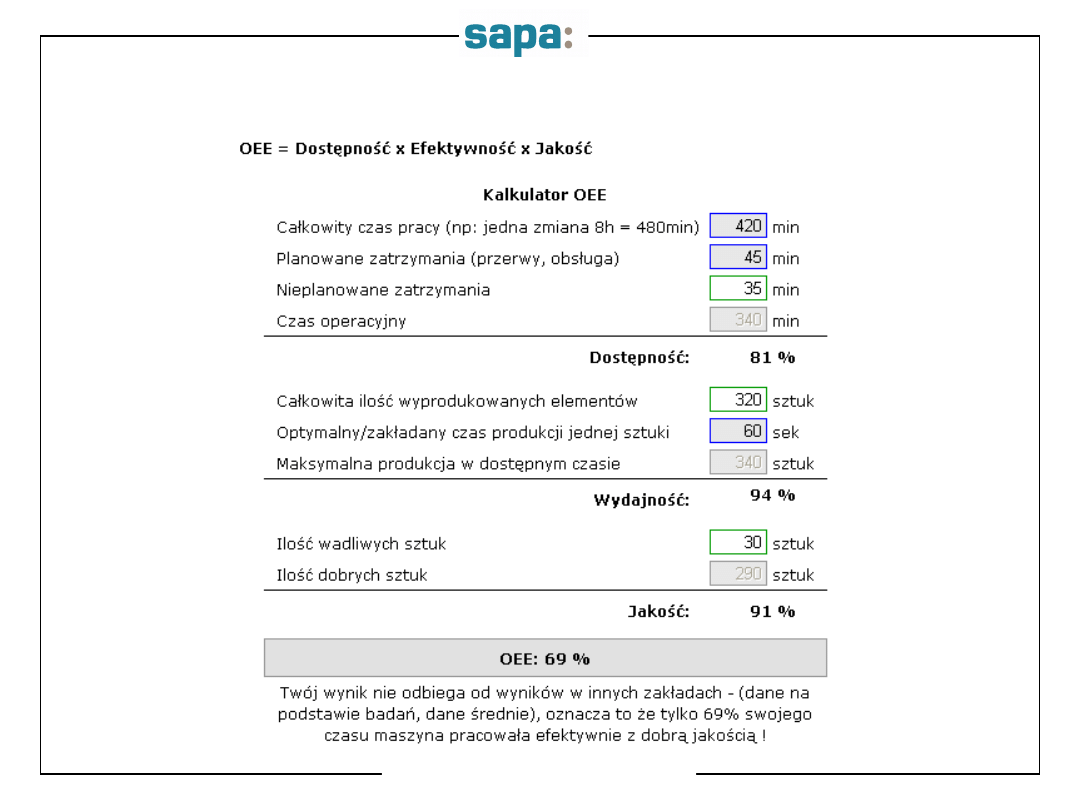
Sposób obliczenia OEE
Aby obliczyć ile wynosi wartość Całkowitej Efektywności
Sprzętu należy wykonać następujące obliczenie:
OEE = Dostępność x Efektywność x Jakość
Np. OEE = 90% x 95% x 99.9% = 85%
Oznacza to, że maszyna tylko przez 85% swojego czasu
pracowała efektywnie z dobrą jakością
Materiały szkoleniowe SAPA Aluminium
Wrzesień 2007
Opracował Andrzej Kaczmarek
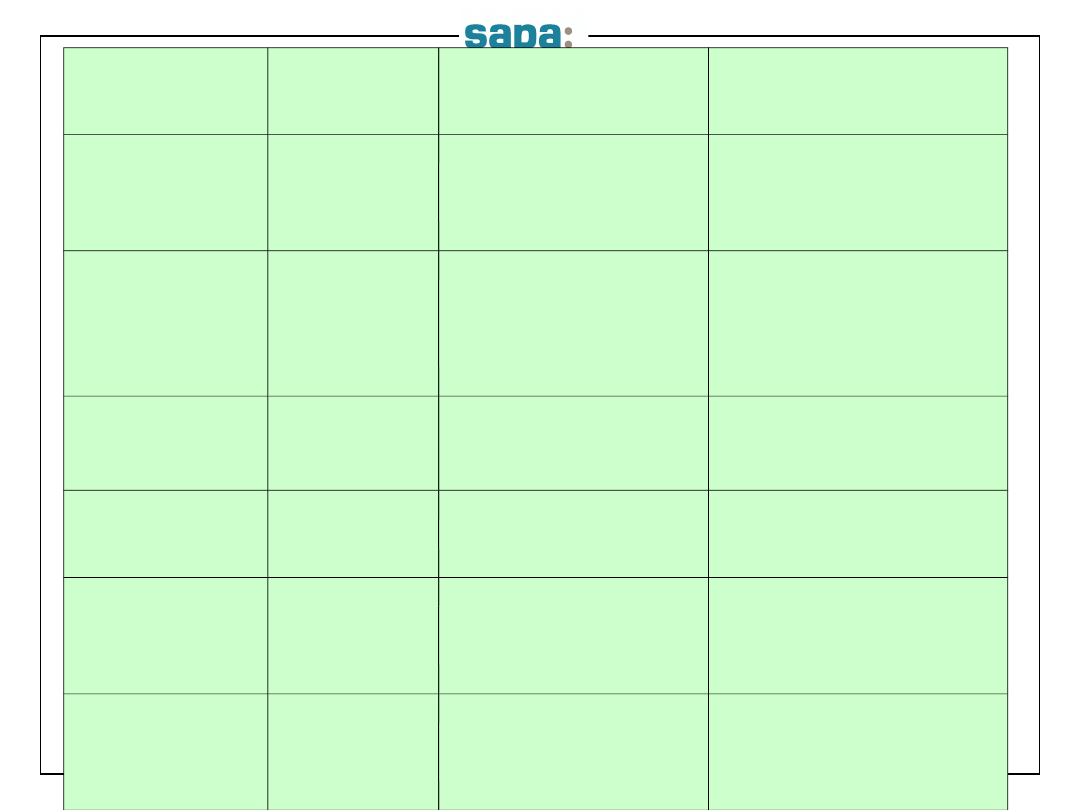
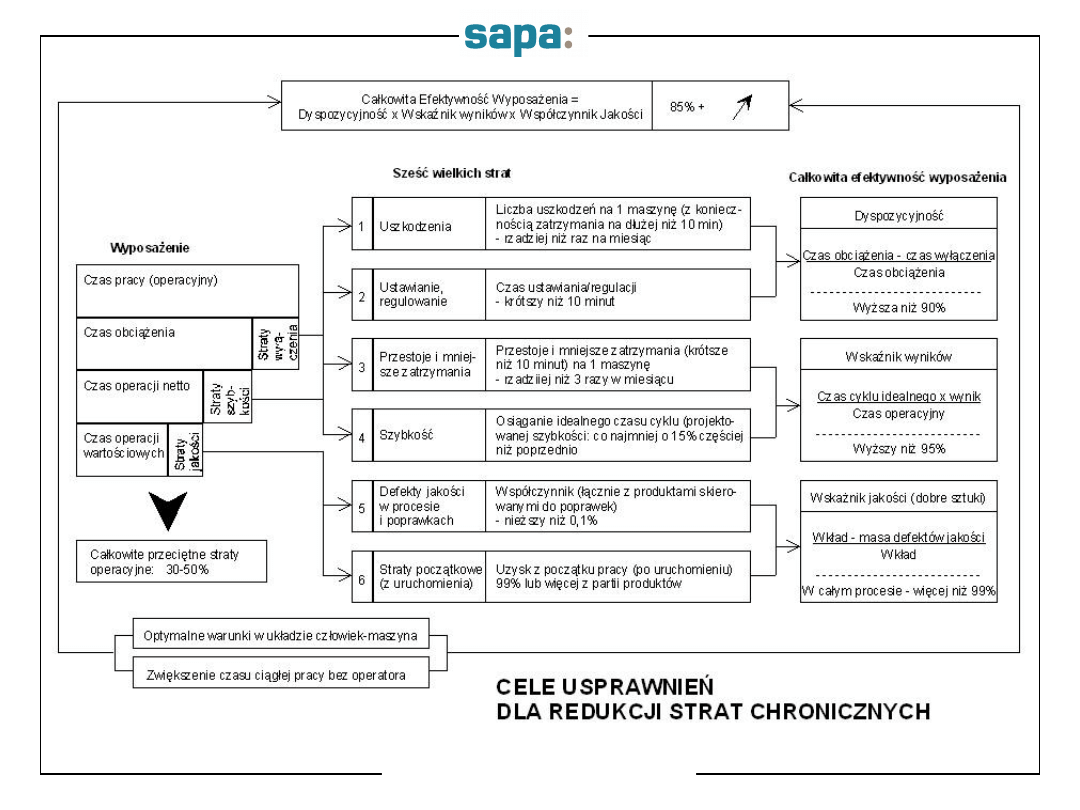
Sześć
głównych
strat
Kategoria
strat
OEE
Przykłady zdarzeń
Komentarz
Awarie
Przestoje
Awarie osprzętu
Nieplanowane konserwacje
Generalne awarie
Awarie maszyn
Ustawienia i
przezbrajan
ie
Przestoje
Zmiana ustawień
Rozruch linii
Przezbrajanie
Brak materiału
Brak operatora
Drobne
przestoje
Straty prędkości
Zablokowany przepływ
produktów
Zazwyczaj zawiera tylko przestoje
trwające powyżej 5 minut i nie
wymagające personelu
utrzymania ruchu.
Zablokowany komponent
(podajnik)
Mniejsza
prędkość
Straty prędkości
Nierówna praca
Wszystko, co ogranicza proces od
pracy teoretyczną maksymalną
wydajnością
Zużycie maszyn
Nieefektywność operatora
Odrzuty na
rozruchu
Zła jakość
Braki
Odrzuty podczas „rozgrzewania”,
rozruchu, być może z powodu
złego ustawienia.
Naprawy
Uszkodzenia w procesie
Wadliwy montaż
Odrzuty
produkcyjn
e
Zła jakość
Braki
Odrzuty podczas normalnej pracy
Naprawy
Uszkodzenia w procesie
Wadliwy montaż
Materiały szkoleniowe SAPA Aluminium
Wrzesień 2007
Opracował Andrzej Kaczmarek
Materiały szkoleniowe SAPA Aluminium
Wrzesień 2007
Opracował Andrzej Kaczmarek
Rodzaje strat
Awarie:
Eliminowanie nieplanowanych przestojów jest krytyczne dla
poprawy OEE. Ważne jest, aby wiedzieć ile jest przestojów (i
kiedy), a także jakie były ich przyczyny przypisane do
odpowiednich kodów przyczyn przestojów. Daje to możliwość
analizy przyczyn i znalezienia przyczyn powodujących
największe straty.
Dodać szczegóły z OEE Industry Standard (również dla
pozostałych)
Materiały szkoleniowe SAPA Aluminium
Wrzesień 2007
Opracował Andrzej Kaczmarek
Rodzaje strat
Ustawienia i przezbrojenia:
Czas ustawienia i przezbrojenia jest to czas pomiędzy ostatnią
dobrą sztuką wyprodukowaną przed przezbrojeniem i pierwszą
dobrą sztuką po przezbrojeniu. Często obejmuje następujący
czas dodatkowych ustawień i rozgrzewania potrzebnych do
uzyskania ciągłej produkcji. Śledzenie czasu przezbrojeń jest
krytyczne dla zmniejszenia tych strat.
Materiały szkoleniowe SAPA Aluminium
Wrzesień 2007
Opracował Andrzej Kaczmarek
Rodzaje strat
Drobne przestoje i mniejsza prędkość:
Są to najtrudniejsze do analizy przyczyny strat. Aby je
wykazać, powinna być użyta analiza czasu cyklu. Drobne
przestoje muszą być oddzielone od pracy ze zmniejszoną
prędkością ze względu na całkowicie różne przyczyny obu strat
Materiały szkoleniowe SAPA Aluminium
Wrzesień 2007
Opracował Andrzej Kaczmarek
Rodzaje strat
Odrzuty na rozruchu i odrzuty produkcyjne:
Należy rozróżniać te dwie kategorie odrzutów ze względu na
różne przyczyny źródłowe ich powstania. Produkty
wymagające jakiejkolwiek naprawy lub przetwarzania powinny
być uznawane za odrzuty. Śledzenie w którym momencie
powstają odrzuty pozwala określić źródłowe przyczyny ich
powstawania, co często prowadzi do wykrycia powtarzającego
się wzorca.
Pytania i odpowiedzi z Industry Standard OEE
Materiały szkoleniowe SAPA Aluminium
Wrzesień 2007
Opracował Andrzej Kaczmarek
‘World class’
Składnik OEE
World Class
Dostępność
90,0 %
Wydajność
95,0 %
Jakość
99,9 %
OEE
85,0 %
Materiały szkoleniowe SAPA Aluminium
Wrzesień 2007
Opracował Andrzej Kaczmarek
Przykład
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
Wyszukiwarka
Podobne podstrony:
Wykład 1 inżynierskie Wprowadzenie do zarządzania operacyjnego
Wprowadzenie do medycyny rozwojowej 1
PD W1 Wprowadzenie do PD(2010 10 02) 1 1
Wprowadzenie do psychologii
Wprowadzenie do filozofii
(1) Wprowadzenie do nauki o finansach 1id 778 ppt
wprowadzenie do systemu win i podst sieci
wprowadzenie do psychologii społecznej
Wprowadzenie do cw1A
1 Wprowadzenie do psychologii pracy (14)id 10045 ppt
MWB 1 Wprowadzenie do modelowania wymagań w bezpieczeństwie
Wprowadzenie do Kryptografii
Wprowadzenie do pomocy społecznej
ZZL USWyklad 1 Wprowadzenie do tematyki
Wprowadzenie do psychologii religii
Wprowadzenie do odwarstwienia siatkówki (RD)
więcej podobnych podstron