ERP – zarządzanie przez planowanie
zasobów
Wyższa Szkoła Menedżerska SIG
Katedra Informatyki
Copy right Marek J. Greniewski & Piotr Greniewski
Autorzy prezentacji
Prof. dr hab. Marek J. Greniewski
Mgr inż. Piotr Greniewski
Copy right Marek J. Greniewski & Piotr Greniewski
Motto:
“.....Powodzenie przedsiębiorstwa - zależy
od umiejętności właściwego wykorzystania
zasobów przez zarząd, czyli:
informacji (w tym rozwiązań konstrukcyjnych),
materiałów, półfabrykatów i robót w toku;
pieniędzy;
personelu;
zdolności produkcyjnych.”
Jay W. Forrester (pionier modelowania dynamiki
przedsiębiorstwa) Harvard Business Review - rok
1958
Copy right Marek J. Greniewski & Piotr Greniewski
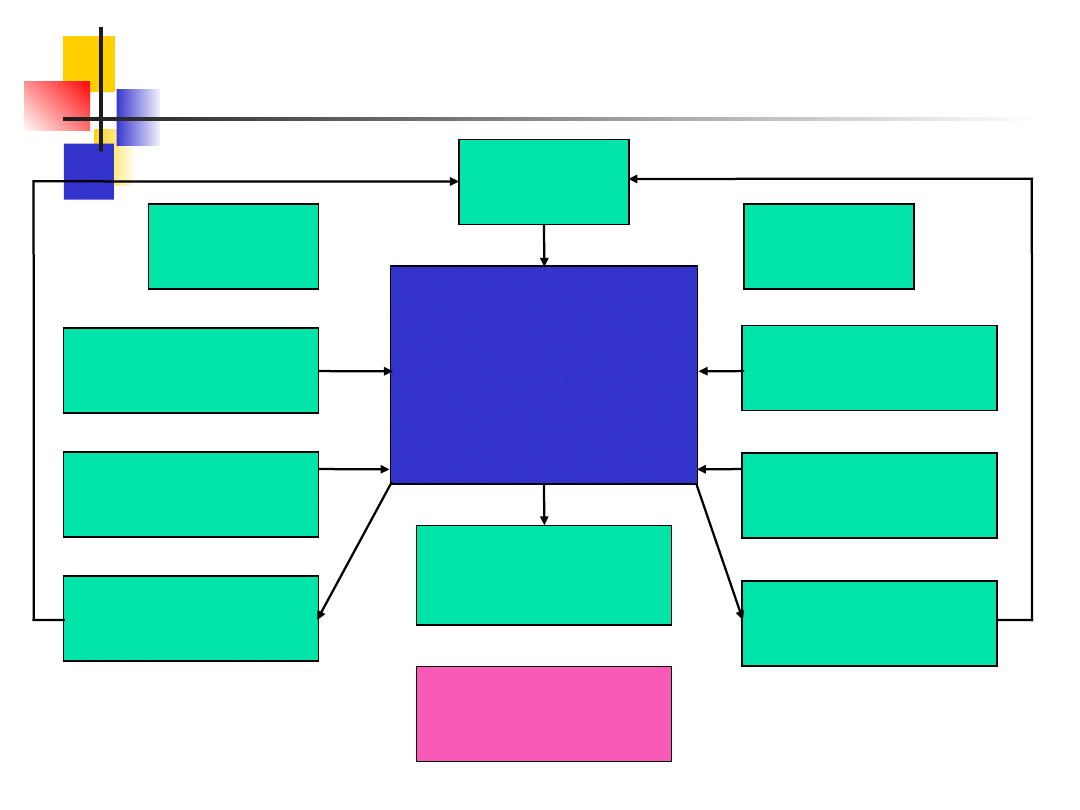
Klienci
Produkcja
(roboty w toku)
Magazyn
wyrobów
gotowych
Magazyn
materiałów
Magazyn
półfabrykatów
Dostawcy
Komora
przyjęć
Komora
wydań
Łańcuch infrastruktury logistycznej
Copy right Marek J. Greniewski & Piotr Greniewski
Uniwersalne Równanie Produkcji
W krajach anglosaskich, zestaw niżej
przedstawionych czterech pytań,
nazwano “Uniwersalnym Równaniem Produkcji”:
Co mamy wyprodukować (jakie wyroby gotowe i w jakim
terminie), aby zaspokoić rozpoznany popyt zewnętrzny?
Czym musimy dysponować i w jakim czasie (zdolnościami
produkcyjnymi, półfabrykatami, surowcami, itd.), żeby
wykonać tę produkcję?
Co z tego posiadamy obecnie (jakimi zdolnościami
produkcyjnymi netto - dysponujemy w kolejnych okresach
planistycznych; jakie mamy zapasy:
produkcji w toku, półfabrykatów i surowców, które
możemy użyć do wykonania tej produkcji)?
Co jeszcze musimy zakupić (jakie surowce i jakie usługi
pod-wykonawców - kooperantów), żeby wykonać tę
produkcję?
Copy right Marek J. Greniewski & Piotr Greniewski
Uniwersalne Równanie Produkcji
Uniwersalne równanie produkcji
zostało rozwiązane z pomocą metody -
zwanej MRP II (Manufacturing
Resources Planning),
przez APICS.
Copy right Marek J. Greniewski & Piotr Greniewski
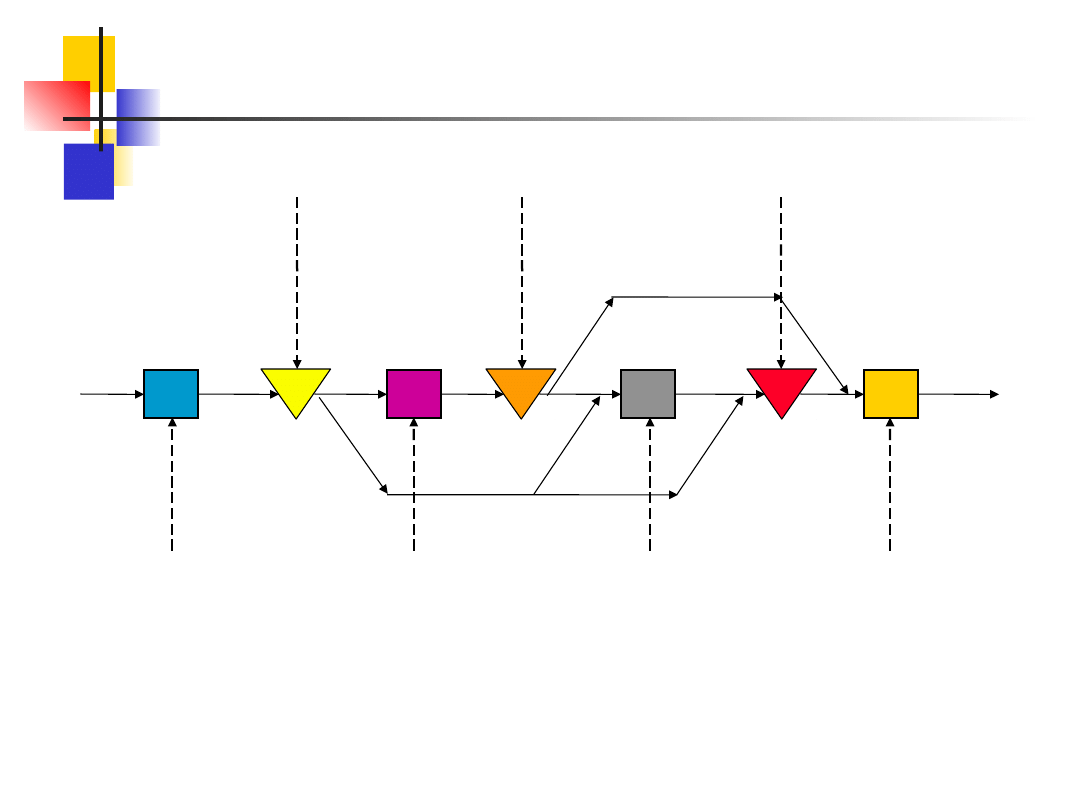
Strumień materiałowy
Strumień materiałowy
Zapasy
Zapasy
Surowce
Surowce
Wyroby Gotowe
Wyroby Gotowe
Półfabrykaty
Półfabrykaty
Fabrykacja
Fabrykacja
Montaż finalny
Montaż finalny
Dostawa
Dostawa
i odbiór
i odbiór
surowców
surowców
Kompletacja,
Kompletacja,
pakowanie
pakowanie
i spedycja
i spedycja
Części
Części
zamienne
zamienne
Copy right Marek J. Greniewski & Piotr Greniewski
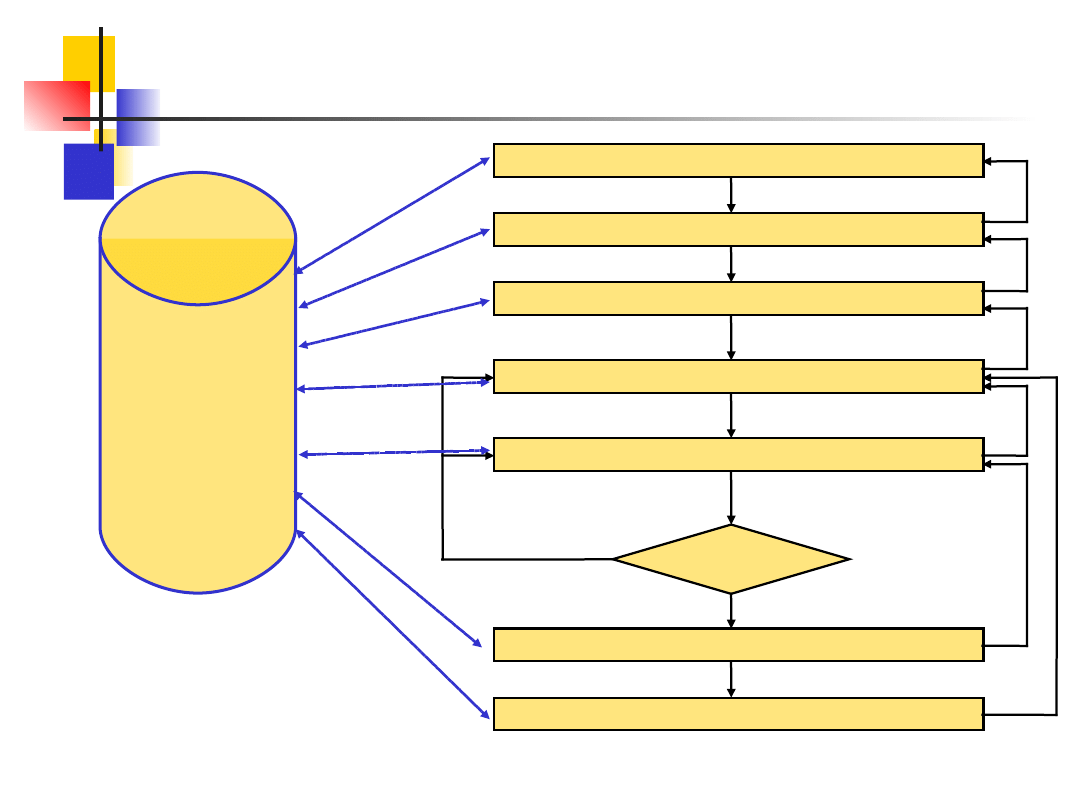
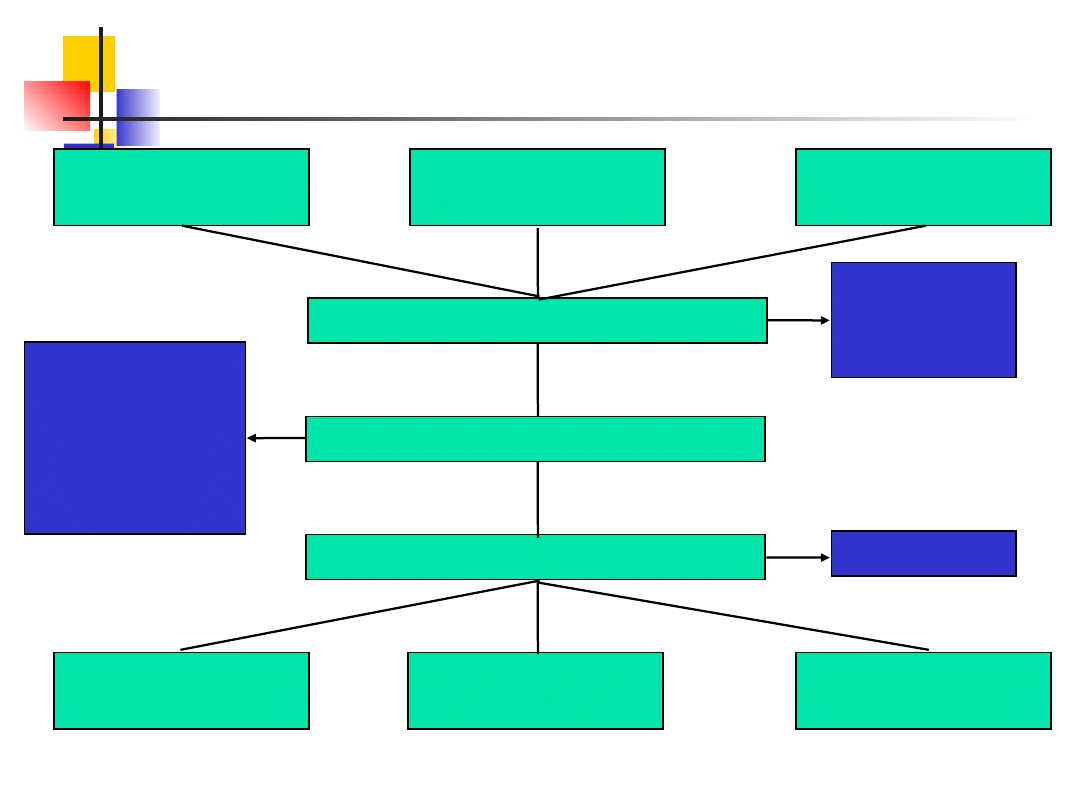
Planowanie biznesu
Planowanie operacji market. i sprzedaży - SOP
Główny harmonogram produkcji - MPS
Planowanie potrzeb materiałowych - MRP
Wykonalność planu potrzeb materiałowych
Wykonalność planu zdolności produkcyjnych
Plan spójny ?
Planowanie zdolności produkcyjnych - CRP
NIE
TAK
Baza Danych
MRP II
System MRP II
Copy right Marek J. Greniewski & Piotr Greniewski
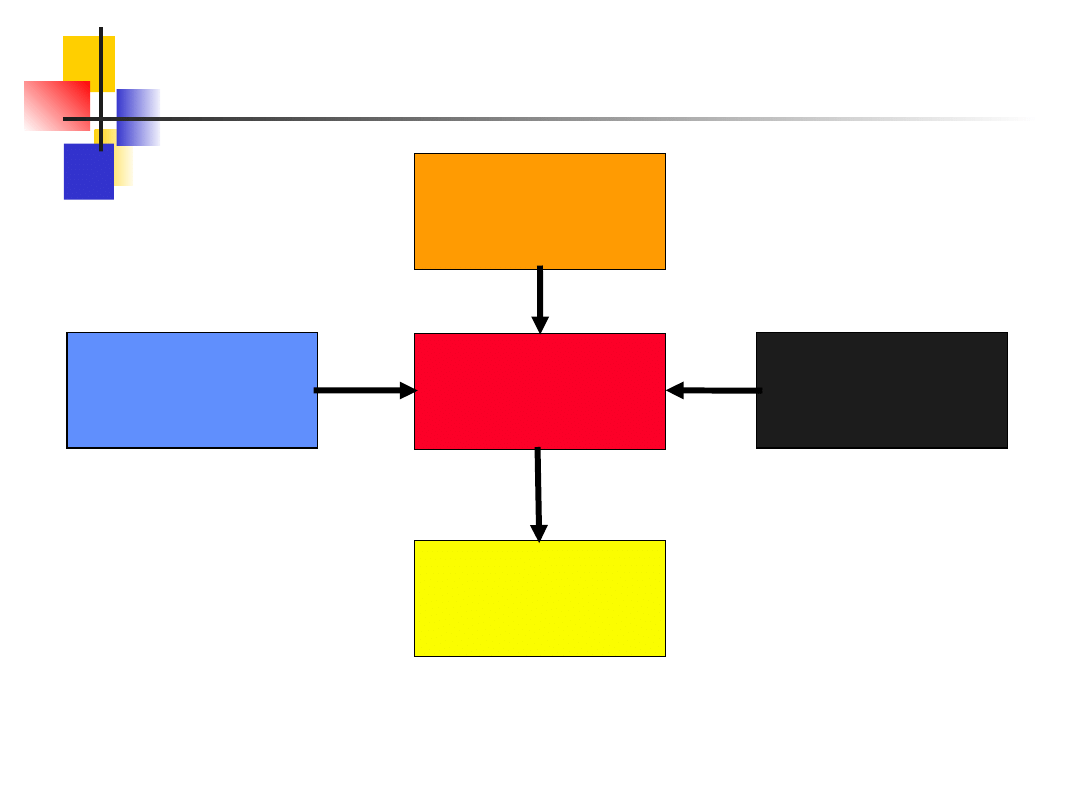
Business Plan
SOP- Plan sprzedaży
i produkcji
MPS - Główny harmonogram produkcji
Zlecenia głównego harmonogramu produkcji
MRP - Plan potrzeb materiałowych
Zlecenia produkcji i zakupów
PUR - Plan zakupów
materiałów i usług
SFC - Harmonogramy
warsztatowe
Schemat procesów planowania MRP II
Copy right Marek J. Greniewski & Piotr Greniewski
Popyt pierwotny i popyt wtórny
Przez popyt pierwotny rozumiemy
popyt rynku na produkty i usługi
dostarczane przez dane
przedsiębiorstwo.
Przez popyt wtórny rozumiemy popyt
wytworzony wewnątrz danego
przedsiębiorstwa na zespoły główne,
podzespoły, detale, materiały i usługi,
wywołany dążeniem do zaspokojenia
popytu pierwotnego.
Copy right Marek J. Greniewski & Piotr Greniewski
Identyfikacja pozycji asortymentowych
Każda pozycja, jest identyfikowana za pomocą kodu pozycji
(item code).
Podstawowe typy pozycji: (1) konstrukcyjne; (2)
produkcyjne czyli standardowe; (3) zakupywane; (4)
uogólnione (generic) oraz
(5) pozycje kastomizowane.
Pozycje produkcyjne lub zakupywane (na magazyn) o
znormowanym zużyciu, mają przeznaczenie anonimowe i są
sterowane metodami MPS/MRP lub SIC.
Pozycje produkowane na zamówienie, mają przeznaczenie
„na konkretne zamówienie” i są sterowane metodą FAS.
Sterowanie zamówieniami uzupełnienia zapasu pozycji,
oparte jest na:
historii zapotrzebowań na pozycję,
średnim czasie realizacji zlecenia,
poziomie odnowienia zapasu.
Copy right Marek J. Greniewski & Piotr Greniewski
Pozycje uogólnione
Pozycje konstrukcyjne - podstawa tworzenia
pozycji produkcyjnych czyli standardowych
oraz kastomizowanych.
Pozycje produkowane i zakupywane dla
anonimowego odbiorcy, obejmujemy wspólną
nazwą pozycji standardowych.
Pozycje kastomizowane , są tworzone w ramach
konkretnych projektów, czyli mają z góry
określone przeznaczenie.
Pozycje uogólnione, są szablonami do tworzenia
pozycji standardowych i kastomizowanych.
Copy right Marek J. Greniewski & Piotr Greniewski
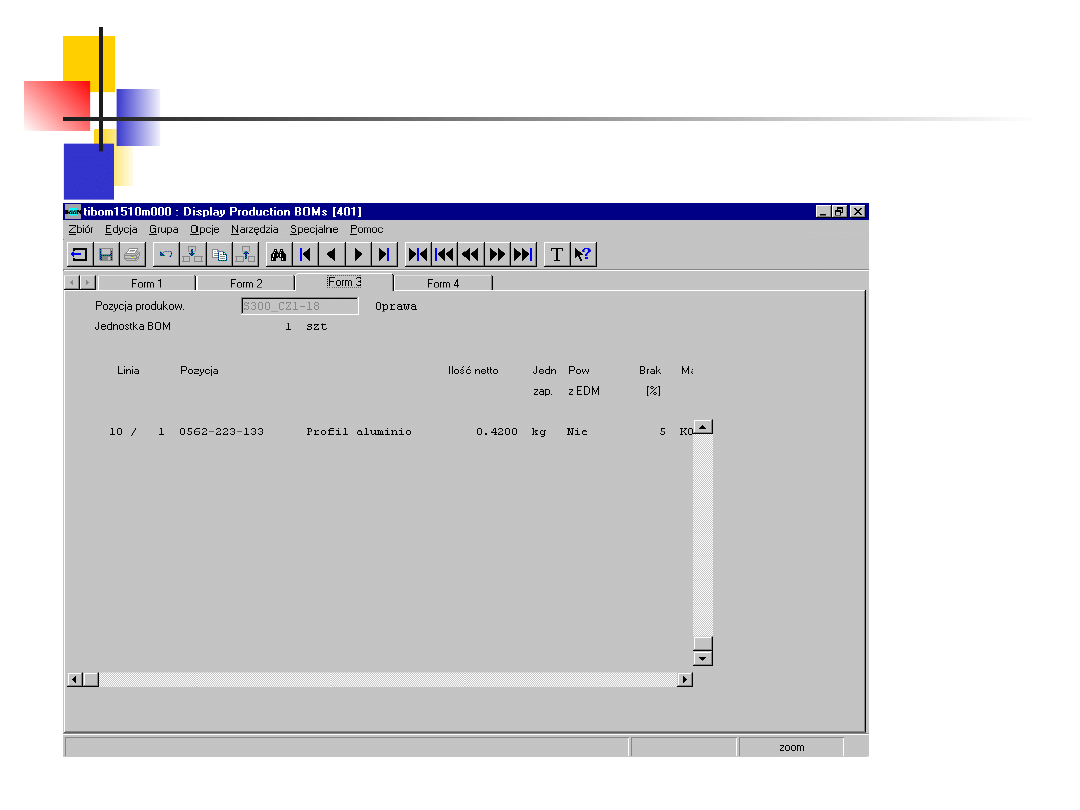
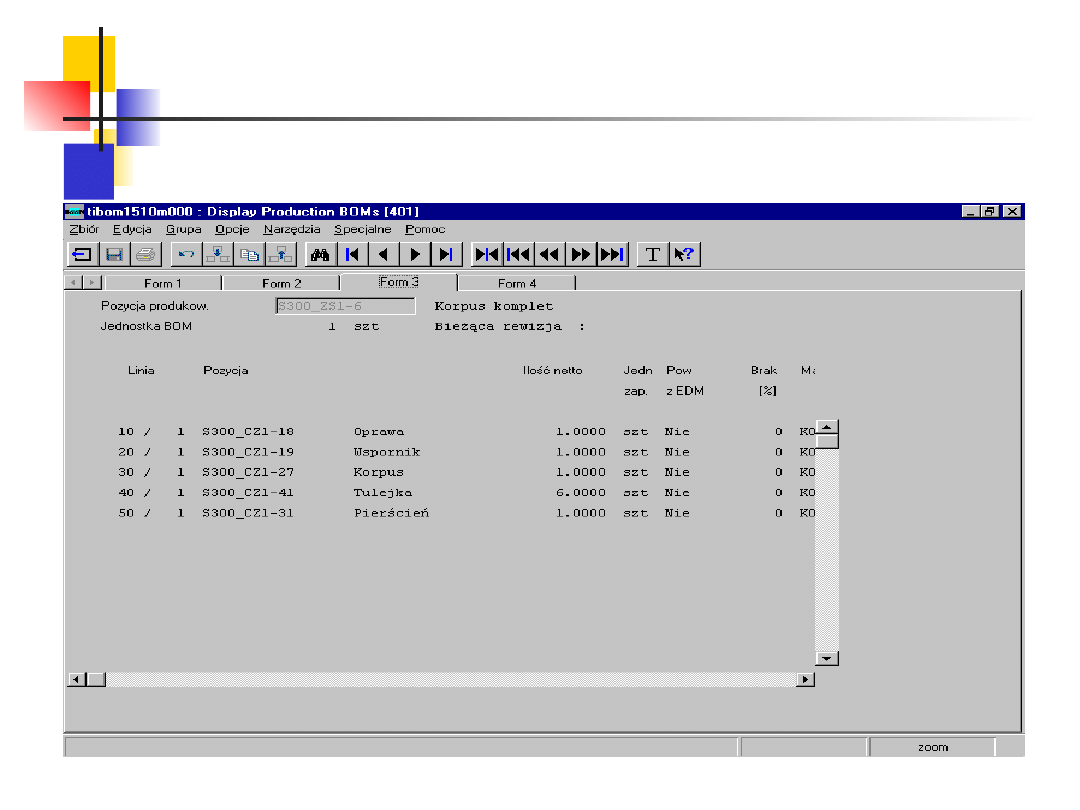
Zestawienie materiałowe
- (bill of materials)
Przez zestawienie materiałowe (bill of materials)
rozumiemy listę pozycji asortymentowych - czyli
materiałów, detali, podzespołów – dowolnego rzędu,
zespołów i zespołów głównych wchodzących do
wyrobu, zespołu głównego, zespołu dowolnego rzędu
lub detalu, z jednostkową normą zużycia i numerem
operacji marszruty technologicznej, w której są
wykorzystane.
Zestawienia materiałowe dla metody MRP II, są
zestawieniami dwupoziomowymi, pokazujące tylko
pozycje asortymentowe bezpośrednio wchodzące do
danej pozycji asortymentowej.
Pełne zestawienie materiałowe wyrobu finalnego,
powstaje z dwupoziomowych zestawień
materiałowych poprzez identyfikacje kodów pozycji
asortymentowych dla komponentów danego poziomu.
Copy right Marek J. Greniewski & Piotr Greniewski
Rodzaje zestawień materiałowych
wyrobów tzw. BOM-ów
Zestawienia materiałowe konstrukcyjne
Zestawienia materiałowe produkcyjne,
czyli standardowe
Zestawienia materiałowe
kastomizowane
Zestawienia materiałowe uogólnione
Copy right Marek J. Greniewski & Piotr Greniewski
Różnice w zestawieniach materiałowych
BOM konstrukcyjny pozycji zawiera zestawienie
materiałowe - czyli listę pozycji konstrukcyjnych lub
asortymentowych, wchodzących (komponentów).
Uwaga 1: BOM konstrukcyjny nie zawiera tzw. pozycji
technologicznych (np. drutu spawalniczego).
BOM (standardowy lub uogólniony) pozycji zawiera
zestawienie materiałów o znormalizowanym zużyciu na
jednostkę pozycji wytwarzanej - czyli listę pozycji
wchodzących (komponentów), z odwołaniem do numeru
operacji marszruty technologicznej. BOM (standardowy lub
uogólniony) pozycji zawiera dodatkowe parametry opisu:
długość, masę, ilość, procent braków i ilość netto pozycji.
Uwaga 2: BOM standardowy lub uogólniony nie zawiera
komponentów, których zużycie jest normowane na jednostkę
czasu, a nie na jednostkę pozycji wytwarzanej.
BOM uogólniony daje możliwość definiowania wariantowych
zestawień materiałowych.
Copy right Marek J. Greniewski & Piotr Greniewski
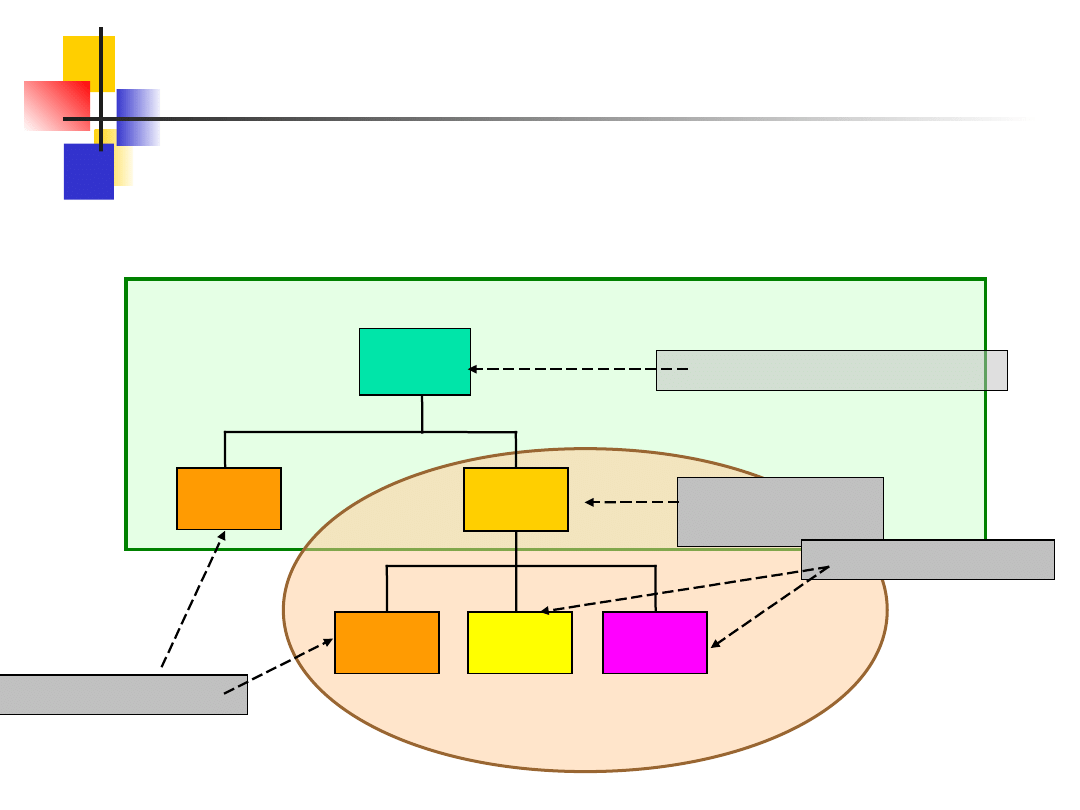
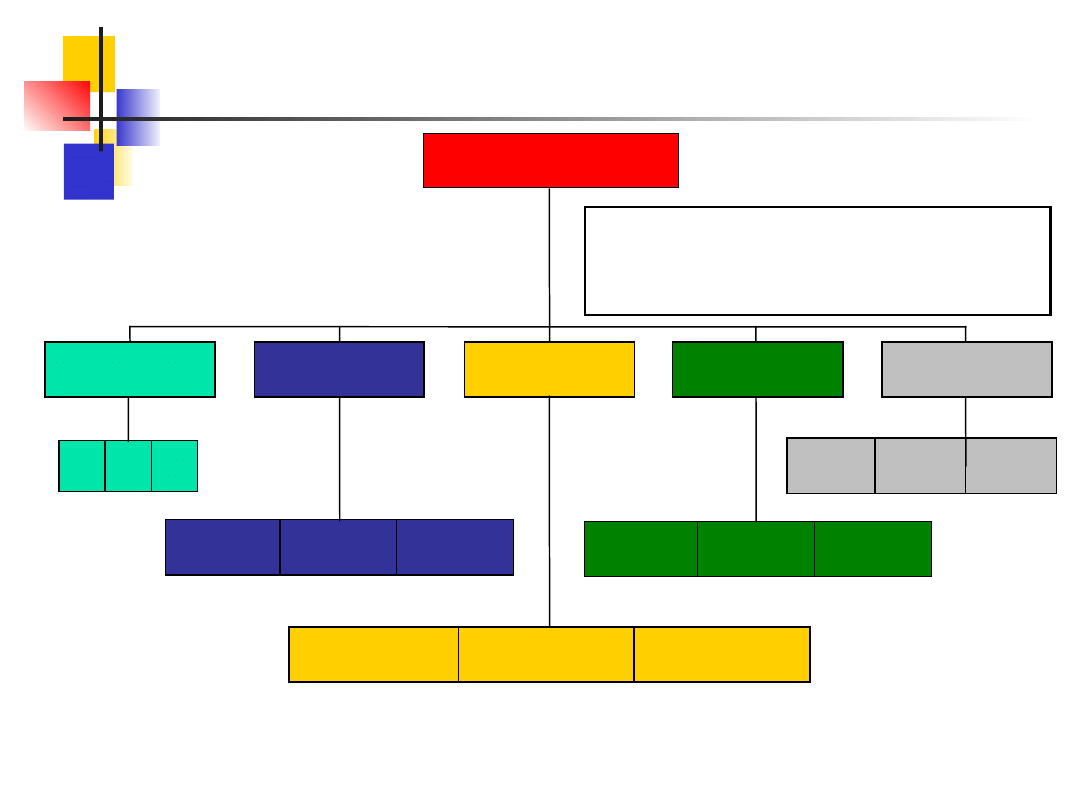
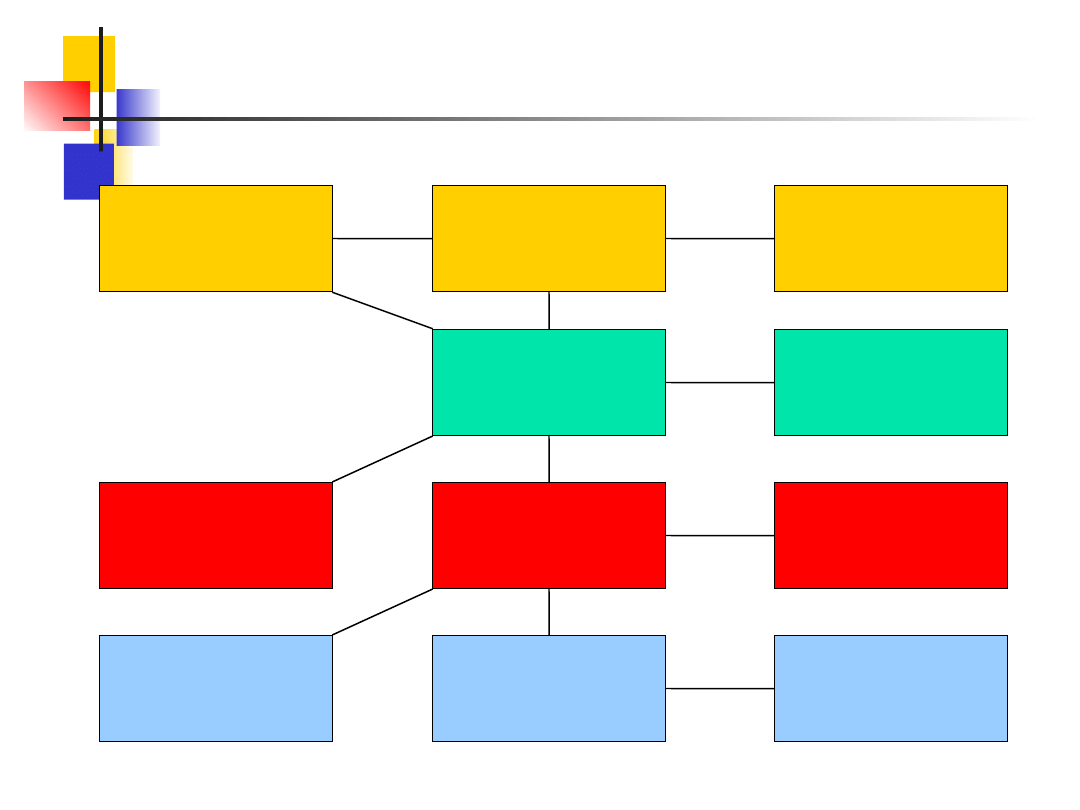
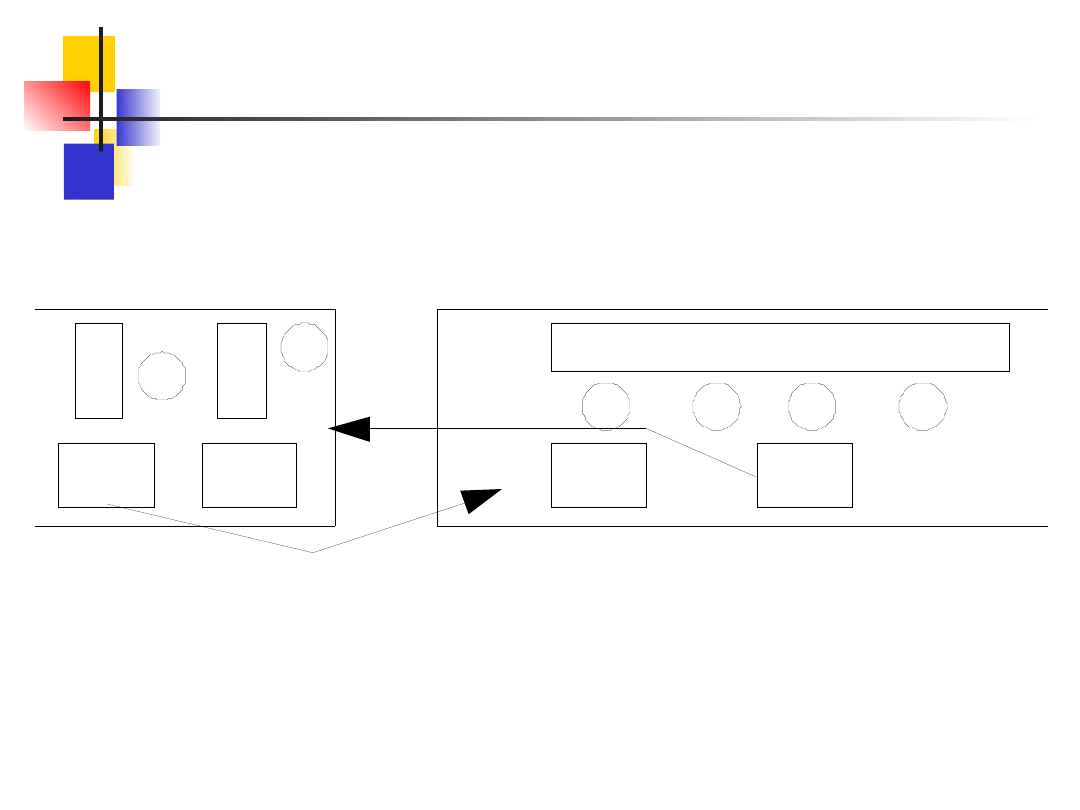
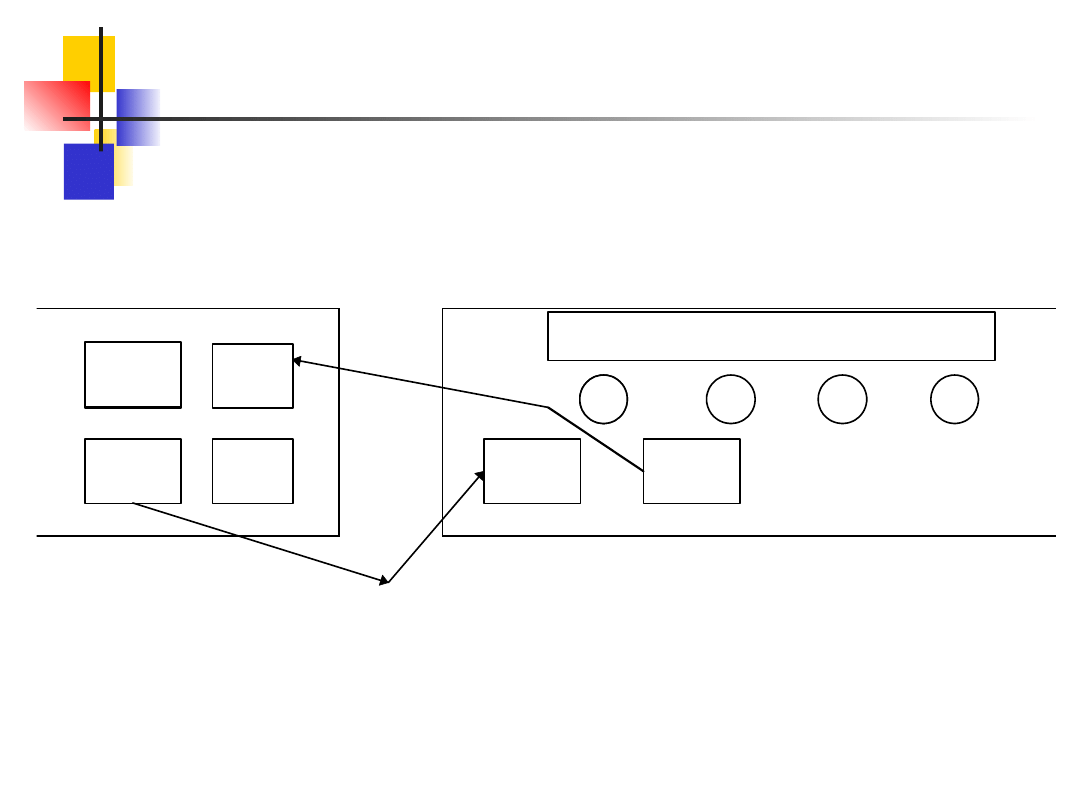
Kodowanie poziomów
Każdy poziom rozwinięcia wyrobu otrzymuje kod – numer poziomu.
Wyroby finalne mają kod = 0;
Pozycje bezpośrednio wchodzące, które nie wchodzą na dalszych poziomach,
mają kod = 1; itd. Pozycje wchodzące do więcej niż jednej pozycji nadrzędnej –
otrzymują kod najniższego poziomu swojego wchodzenia.
Pozycja A
Pozycja B
Pozycja E
Poziom 0 – wyrób finalny
Poziom 1 –
zespól
Poziom 2 – części
Poziom 2 – złącza
Dwupoziomowy BOM wyrobu finalnego
Dwupoziomowy BOM zespołu
Pozycja D
Pozycja C
Pozycja B
Copy right Marek J. Greniewski & Piotr Greniewski
Zestawienie materiałowe (BOM)
Copy right Marek J. Greniewski & Piotr Greniewski
Zestawienie materiałowe (BOM)
Copy right Marek J. Greniewski & Piotr Greniewski
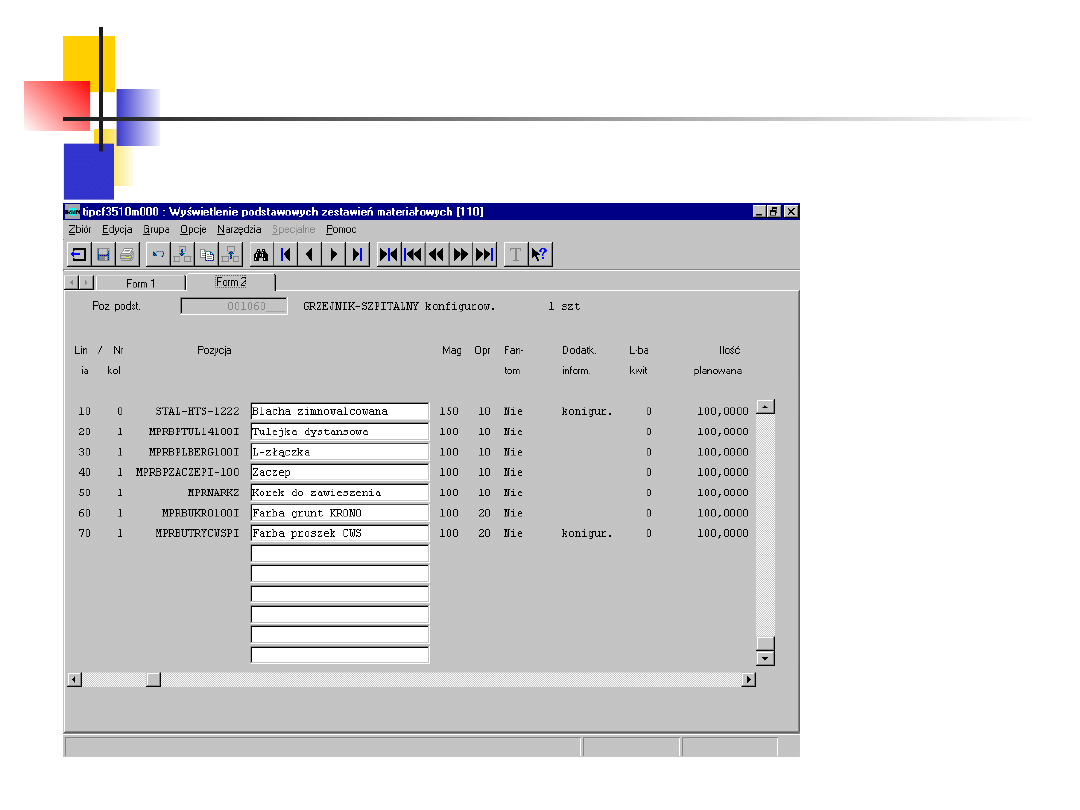
Uogólniony BOM
Copy right Marek J. Greniewski & Piotr Greniewski
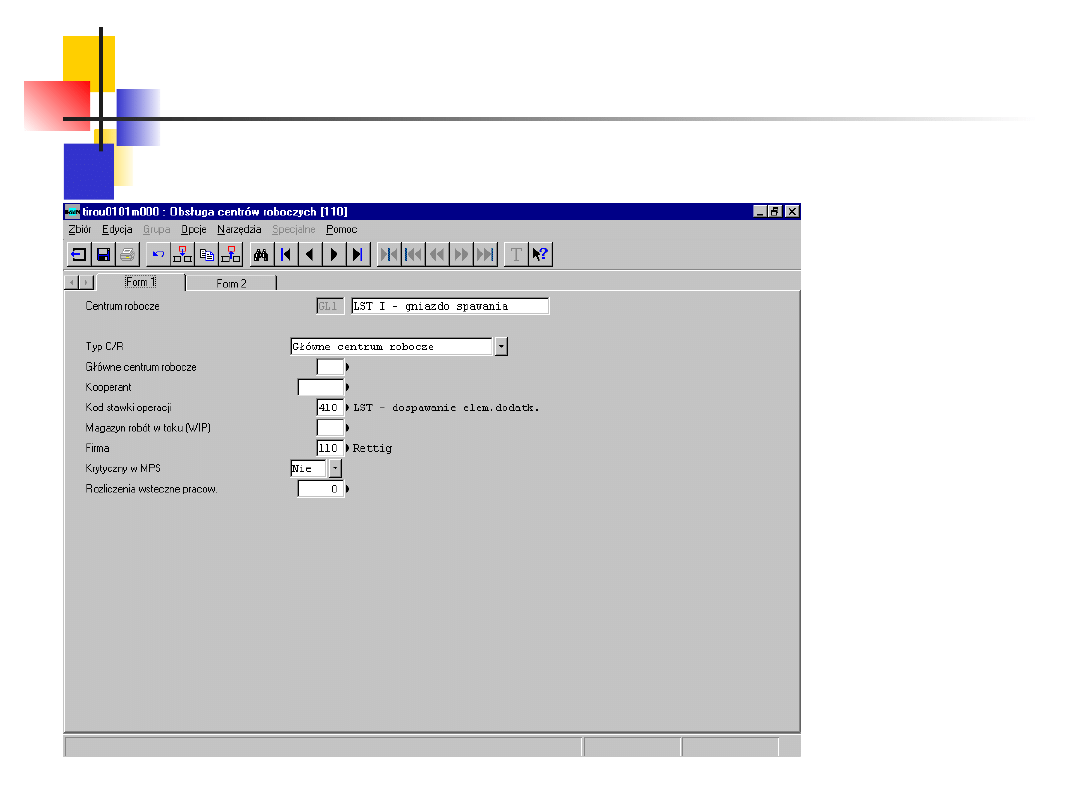
Centrum robocze (work center)
Centrum robocze w terminologii
MRPII/ERP to odpowiednik polskiego
terminu gniazdo produkcyjne.
Centrum robocze może więc zawierać
szereg stanowisk roboczych i szereg
maszyn.
Centrum robocze, może być
zorganizowane:
Przedmiotowo (gniazdo przedmiotowe), albo
Technologicznie (gniazdo technologiczne).
Copy right Marek J. Greniewski & Piotr Greniewski
Opis Centrum Roboczego - część I
Copy right Marek J. Greniewski & Piotr Greniewski
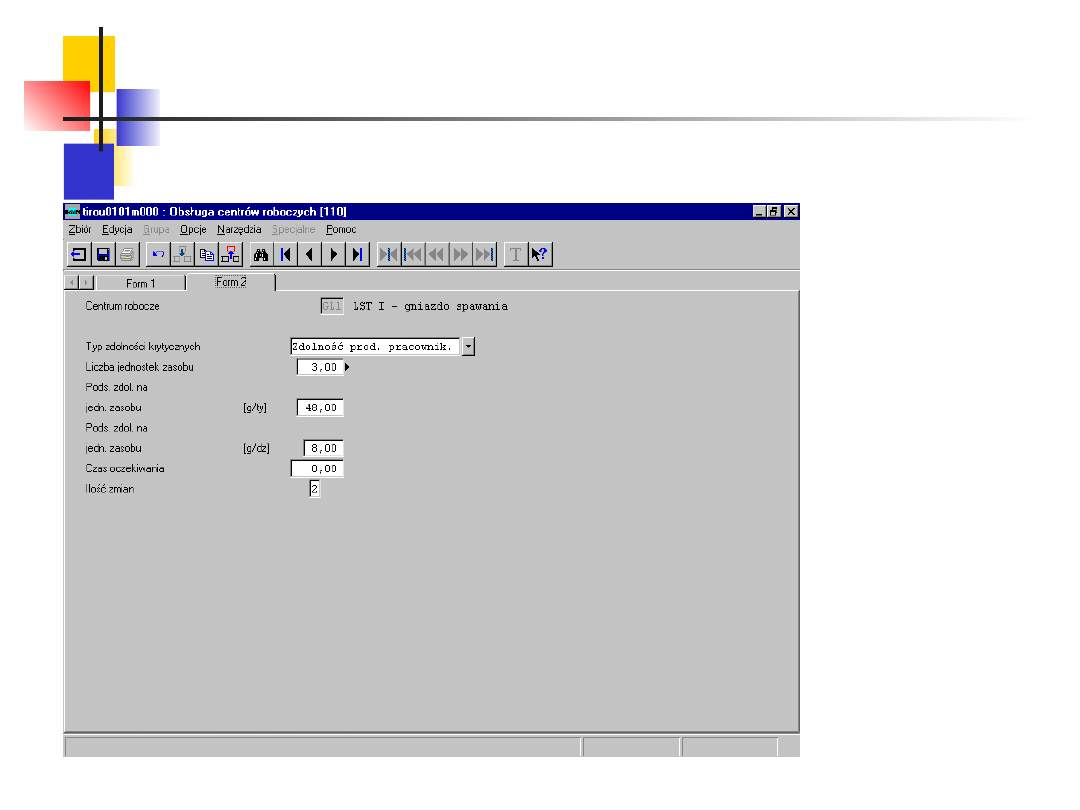
Opis Centrum Roboczego - część II
Copy right Marek J. Greniewski & Piotr Greniewski
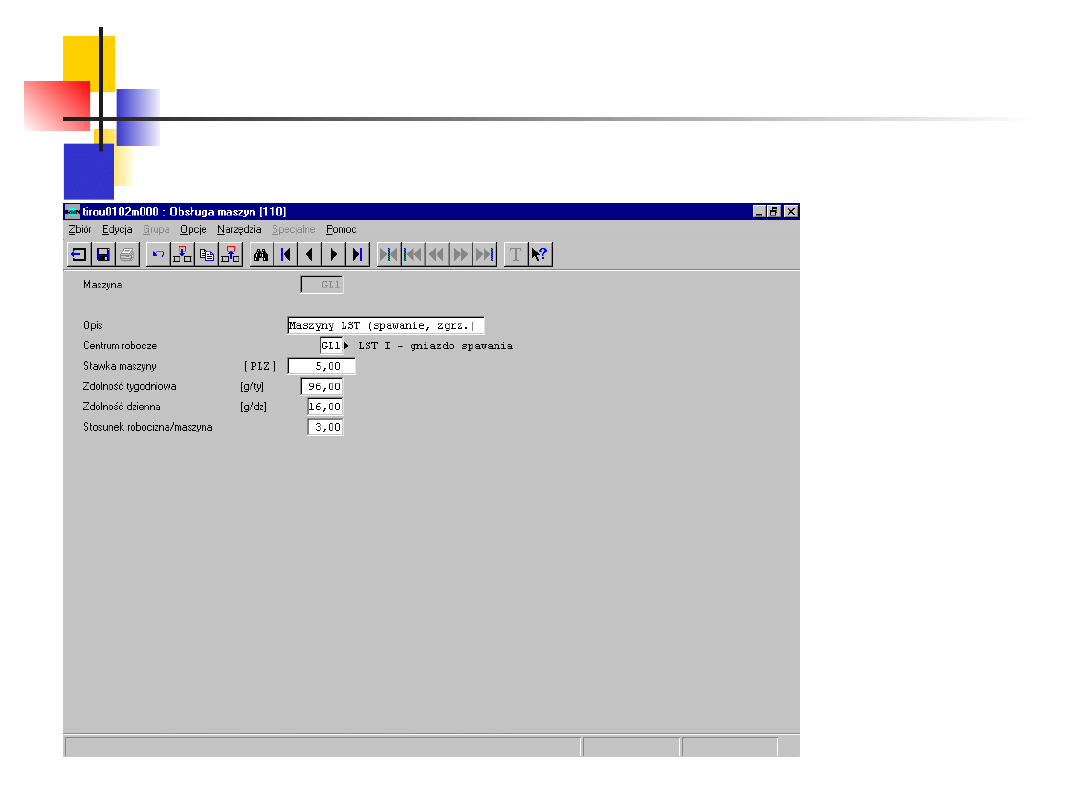
Maszyny w Centrum Roboczym
Copy right Marek J. Greniewski & Piotr Greniewski
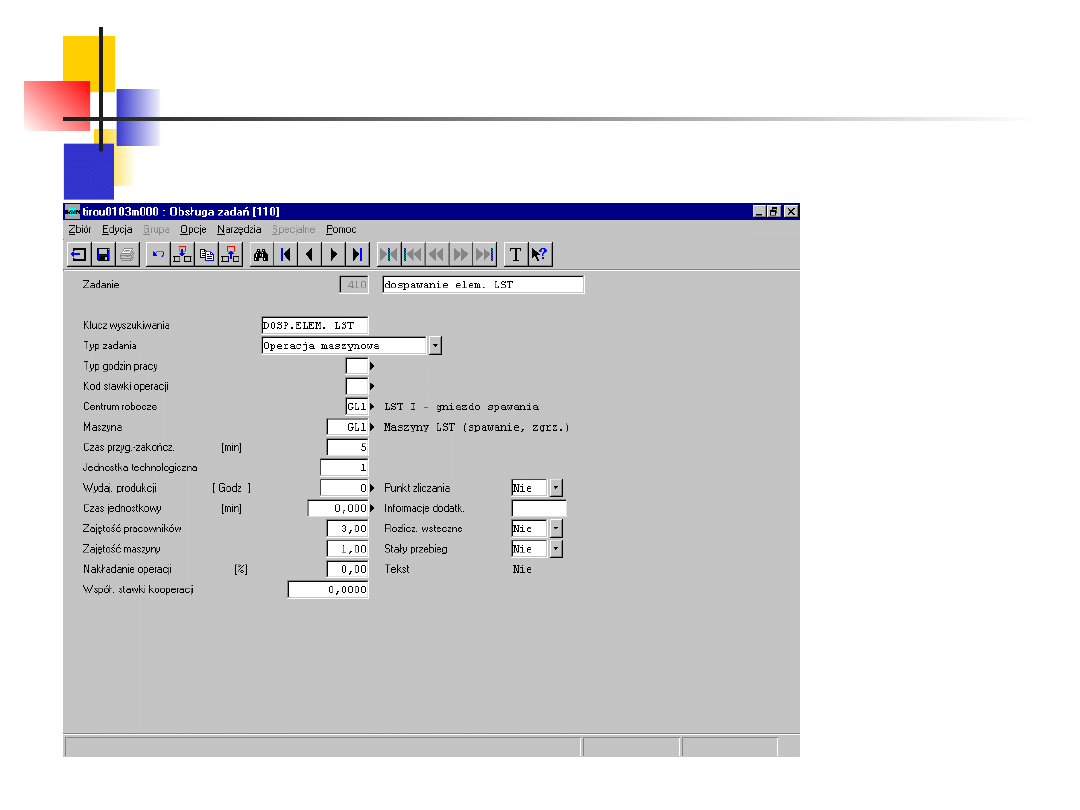
Zadanie realizowane w Centrum
Roboczym
Copy right Marek J. Greniewski & Piotr Greniewski
Kody technologii
Copy right Marek J. Greniewski & Piotr Greniewski
Tablice norm czasowych
Copy right Marek J. Greniewski & Piotr Greniewski
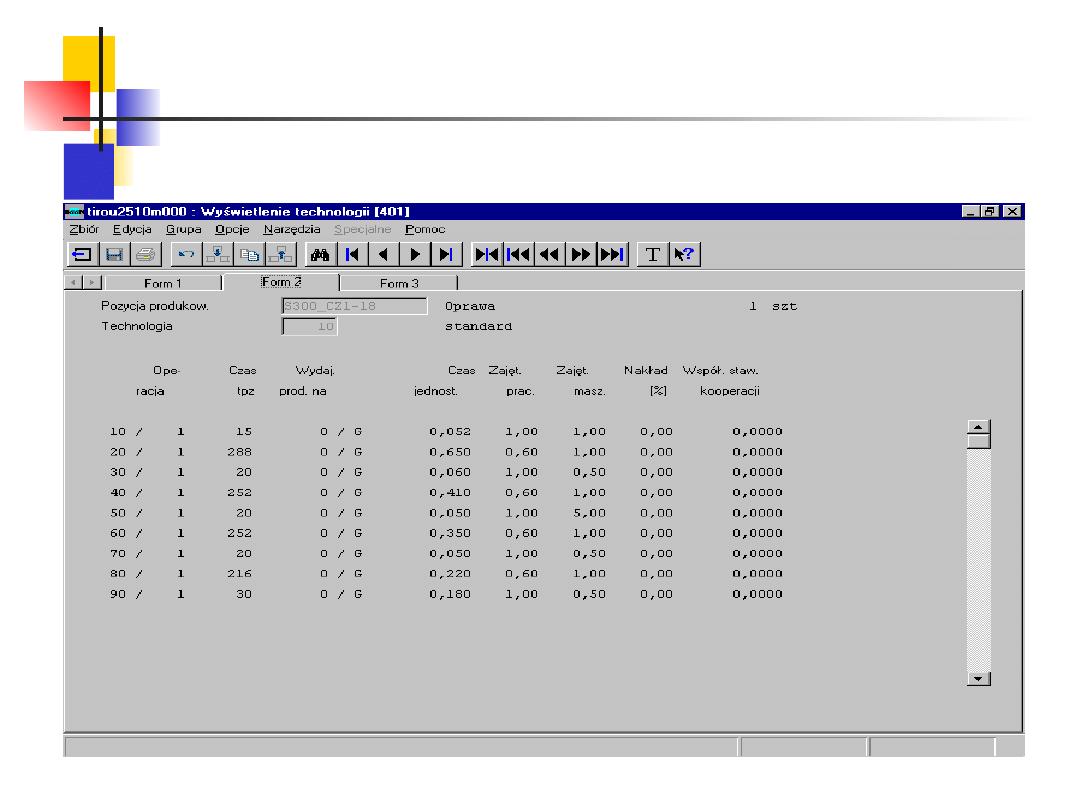
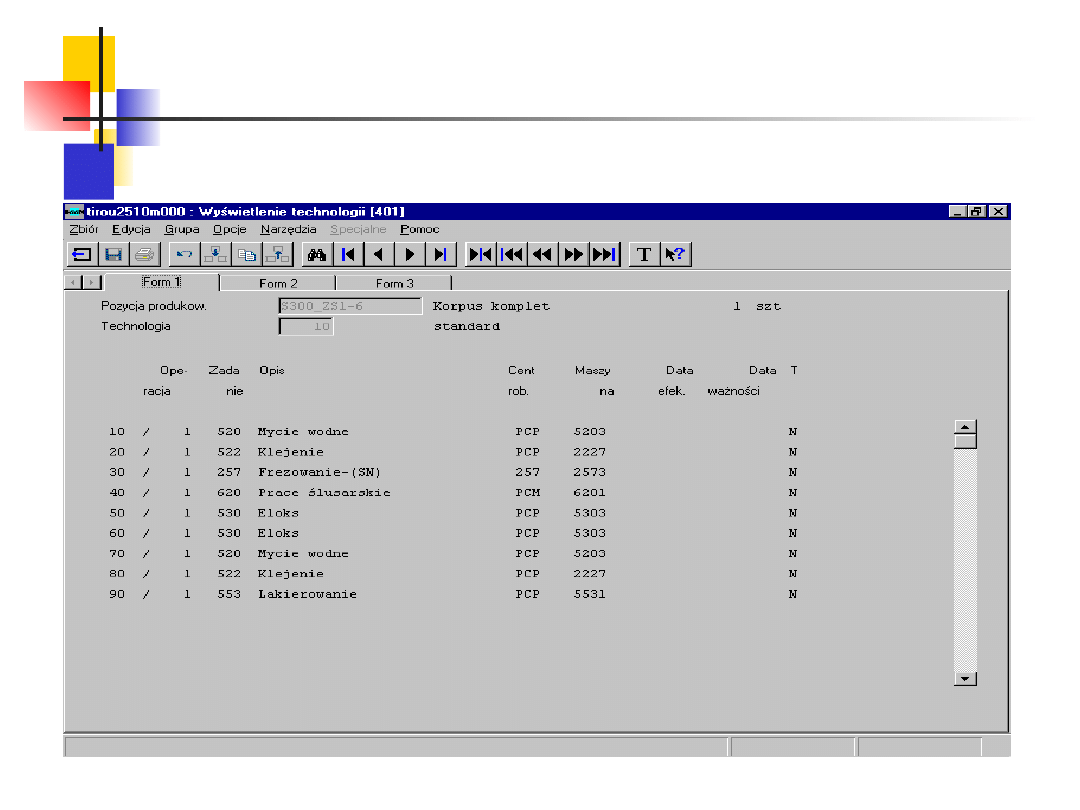
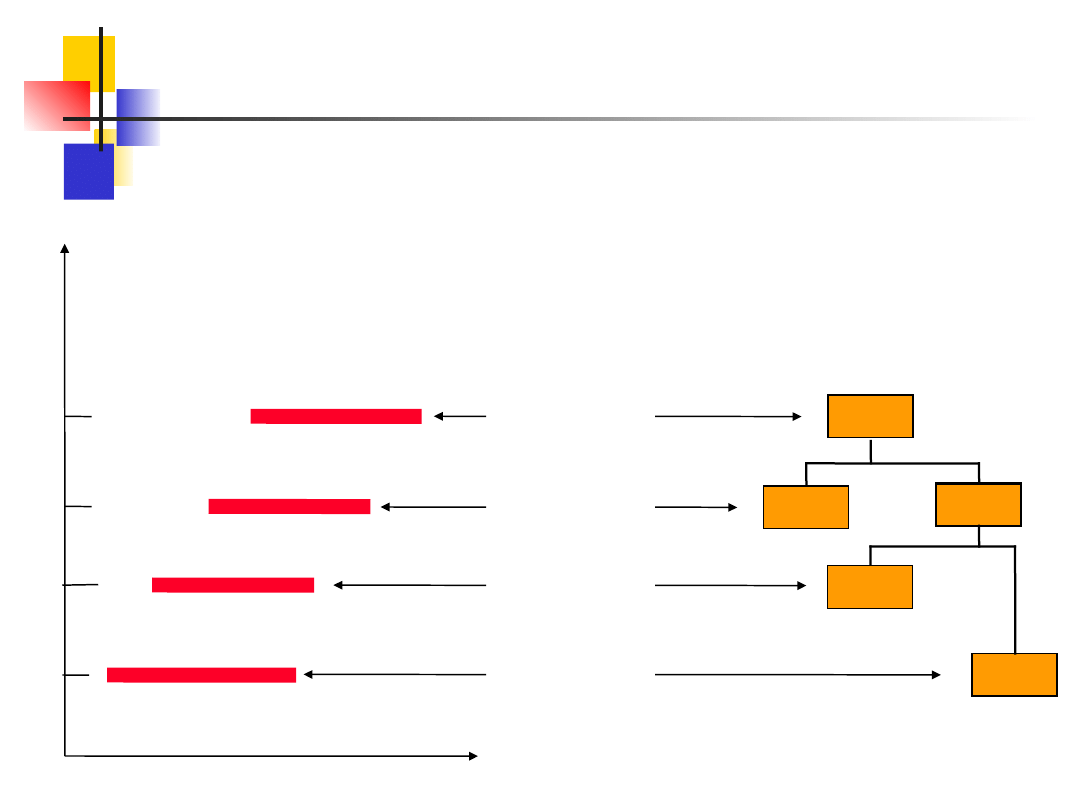
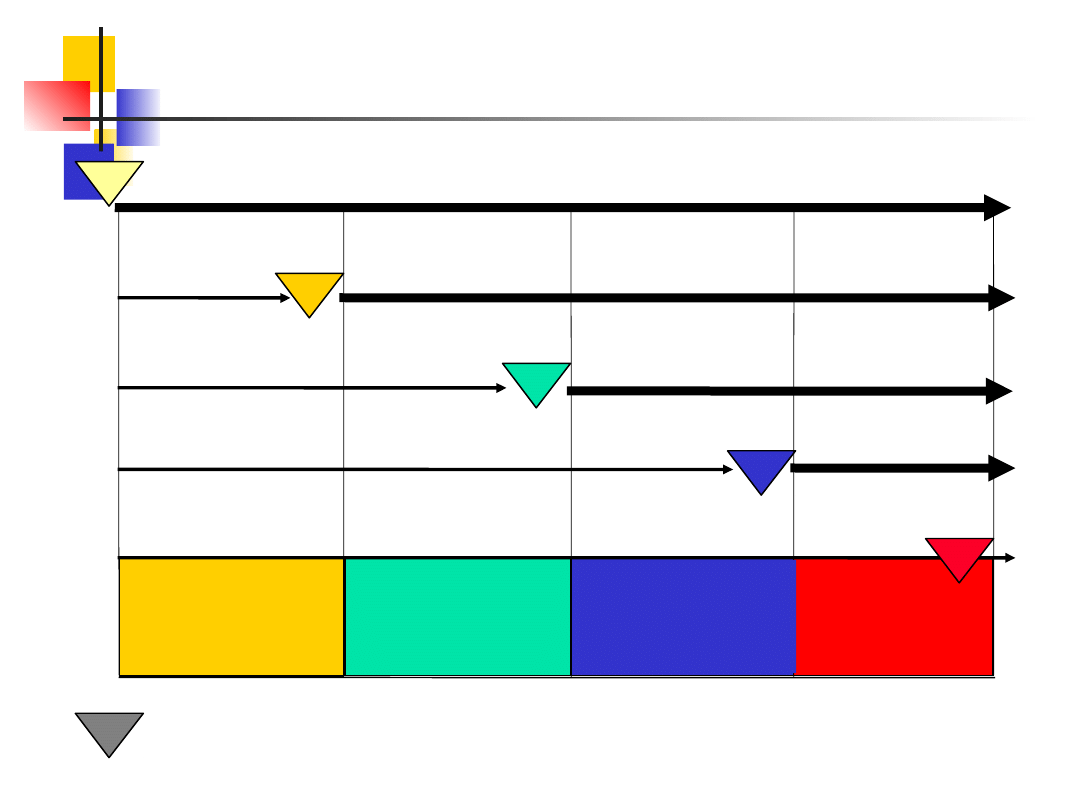
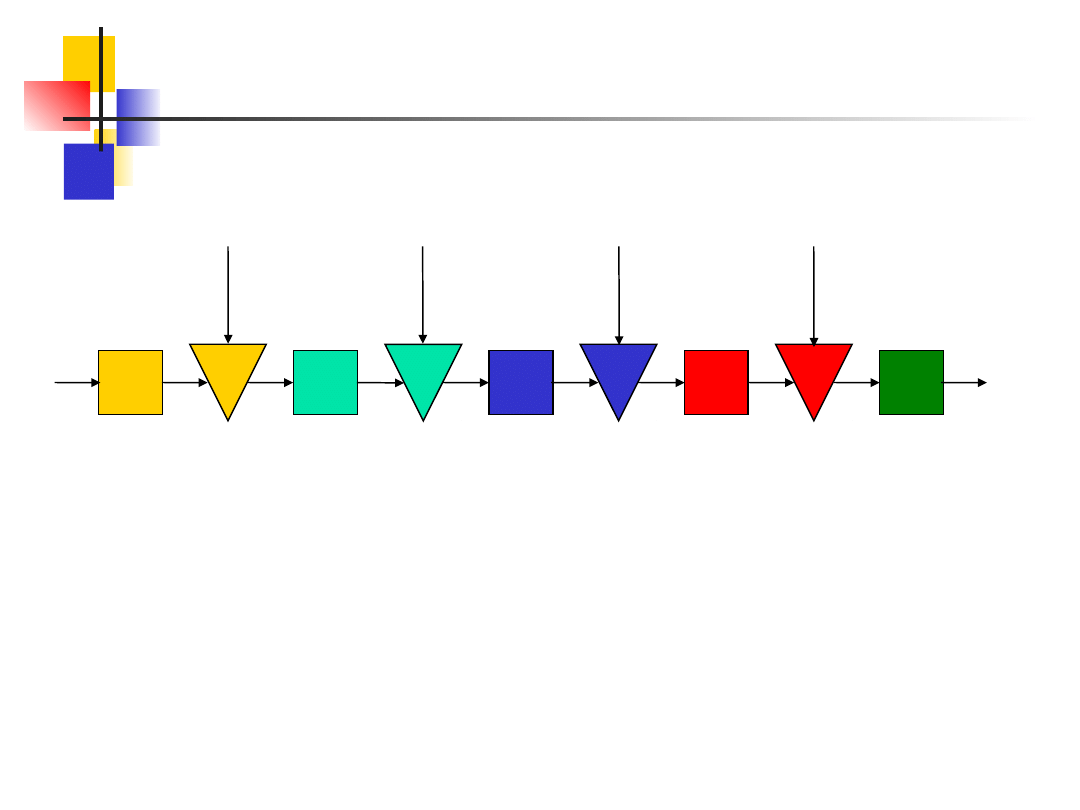
Marszruta technologiczna (routing)
Nr operacji
technologicznej,
której odpowiada
zadanie
W tym przykładzie, operacje
technologiczne
wykonywane w kolejnych centrach
roboczych
mają tzw. częściowy spływ, czyli
nakładkowanie
kolejnych operacji. Każdej operacji
technologicznej
odpowiada jedno zadanie
technologiczne,
z odpowiednio dobranymi parametrami.
Opis marszruty technologicznej zawiera:
Nr operacji technologicznej
Kod centrum roboczego
Kod maszyny
Kod zadania technologicznego
tpz i czas jednostkowy
Inne parametry dla zadania
technologicznego.
10
20
30
40
Czas
Czas
Copy right Marek J. Greniewski & Piotr Greniewski
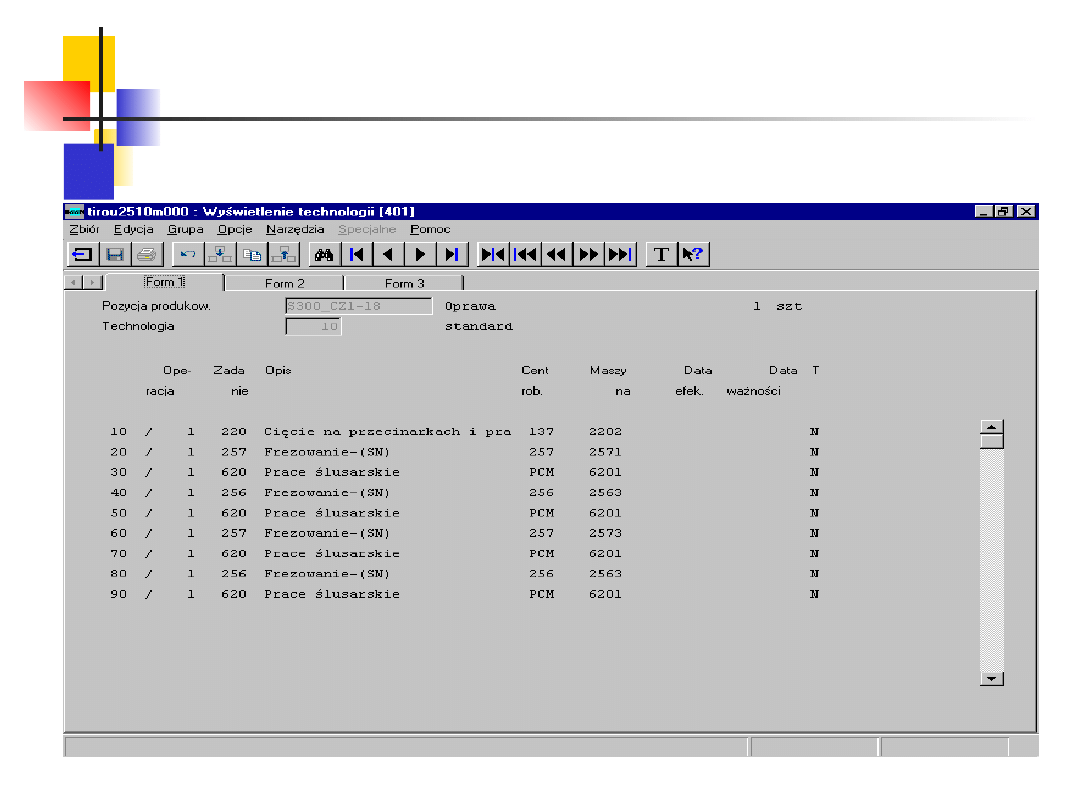
Marszruta technologiczna I
Copy right Marek J. Greniewski & Piotr Greniewski
Marszruta technologiczna II
Copy right Marek J. Greniewski & Piotr Greniewski
Marszruta technologiczna III
Copy right Marek J. Greniewski & Piotr Greniewski
Operacja 10
-
wchodzący element
D
Operacja 20
- wchodzący element
E
Operacja 30
- wchodzący element
B
Operacja 40
- wyrób
finalny
Struktura
Struktura
materiałowa
materiałowa
A
B
C
E
D
Marszruta technologiczna
Marszruta technologiczna
Marszruta technologiczna
a zestawienie materiałowe pozycji
Nr operacji
technologicznej,
której odpowiada
zadanie
10
20
30
40
Czas
Czas
Copy right Marek J. Greniewski & Piotr Greniewski
Ograniczenia funkcji - zmienności
Gaźnik
Wtrysk
Paliwa
Pompa
Wtryskowa
1,8
1,3 1,6
Etylina
Olej
Napędowy
Gaz
Cztero-
biegowa
Pięcio-
biegowa
Automa-
tyczna
Samochód
Warunki ograniczające konfigurację:
przy silniku Diesla o pojemności 1,8 litra,
obowiązkowa pięciobiegowa skrzynia biegów
Rozruch
Silnika
Rozrusznik
Automatyczny
Zapłon
Elektroniczny
Rozrusznik
Ręczny
Skrzynia
Biegów
Paliwo
System
Zasilania
Pojemność
Skokowa
Copy right Marek J. Greniewski & Piotr Greniewski
Poziomy planowania w systemie MRP II
SOP – Plan operacji
marketingowych
i sprzedaży
MPS - Tworzenie
głównego harmonogramu
produkcji
MRP - Planowanie
potrzeb materiałowych
SFC - Zarządzanie
warsztatem
produkcyjnym
CRP - Planowanie
zapotrzebowania na
zasoby
CRP - Zgrubne
planowanie zdolności
produkcyjnych
CRP - Planowanie
zdolności produkcyjnych
I/O - Planowanie
prac na stanowisku
roboczym
DEM - Zarządzanie
popytem (przewidywania
i zamówienia klientów)
FAS –
Harmonogramowanie
montażu finalnego
PUR - Zakupy
materiałów i usług
Copy right Marek J. Greniewski & Piotr Greniewski
Hierarchia planów w MRP II
Dzienny
Dzień lub
godzina
1 – 4 tygodni
Operacja
technologiczna
SFC –
Harmonogramy
warsztatowe
Tygodnio
wy
Tydzień lub
dzień
1 – 6
miesięcy
Element
MRP – Plan
potrzeb
materiałowych
Miesięczn
y
Miesiąc lub
tydzień
0,5 - 1 roku
Produkt i
harmonogram
montażu
MPS – Główny
harmonogram
produkcji
Kwartalny
Kwartał lub
miesiąc
1 – 2 lata
Rodzina produktów
SOP – Plan
operacji
marketingowych i
sprzedaży
Przeglą
d
Okres
Horyzont
Podmiot
Poziom
planu
Copy right Marek J. Greniewski & Piotr Greniewski
Hierarchia decyzji planistycznych
Terminy rozpoczęcia i
zakończenia
poszczególnych
operacji dla zleceń
produkcji
Dzień lub
godzina
1 – 4 tygodni
Operacja
technologiczn
a
SFC –
Harmonogramy
warsztatowe
Ilości elementów,
terminy rozpoczęcia i
zakończenia – zleceń
produkcji i zakupu
Tydzień lub
dzień
1 – 6 miesięcy
Element
MRP – Plan
potrzeb
materiałowych
Ilości do produkcji w
kolejnych tygodniach,
dla każdego z
produktów
Miesiąc lub
tydzień
0,5 - 1 roku
Produkt i
harmonogram
montażu
MPS – Główny
harmonogram
produkcji
Ilości do produkcji w
kolejnych miesiącach,
dla każdej z rodzin
produktów
Kwartał lub
miesiąc
1 – 2 lata
Rodzina
produktów
SOP – Plan
operacji
marketingowych i
sprzedaży
Typowe decyzje
Okres
Horyzont
Podmiot
Poziom
planu
Copy right Marek J. Greniewski & Piotr Greniewski
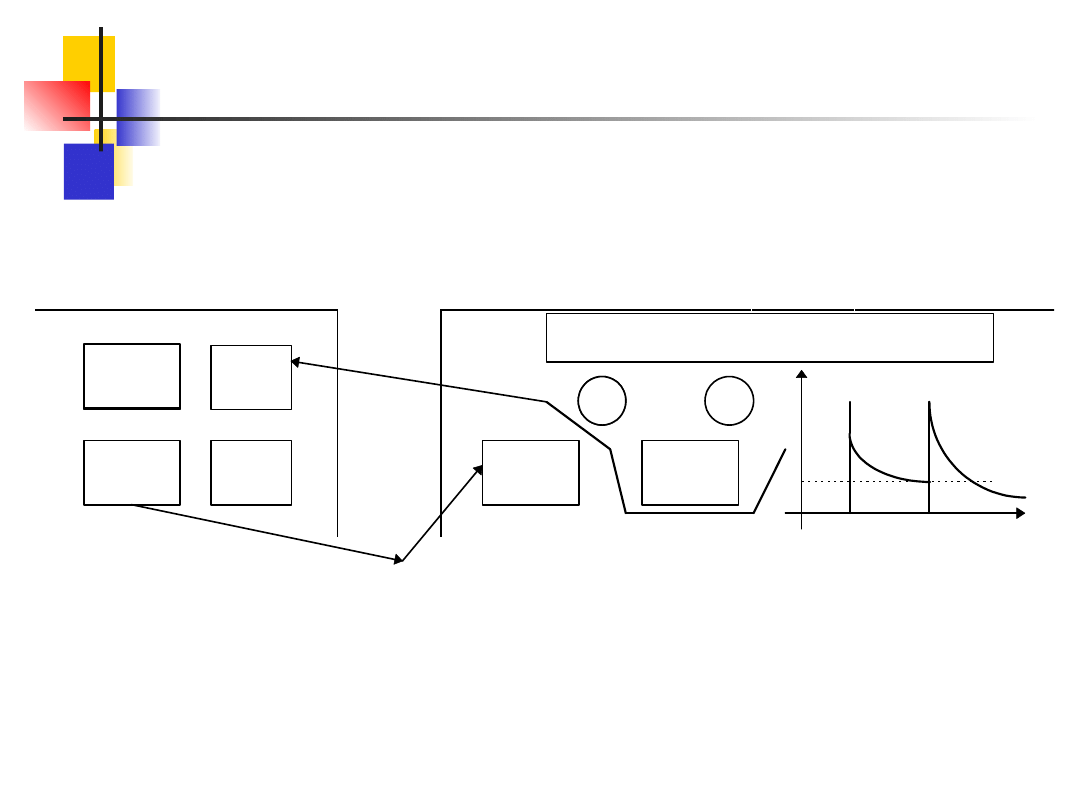
Zasady zgrubnego planowania zdolności
produkcyjnych
7,8
Fabrykacji
4,2
Montażu
Obciążeni
e na
jednostkę
Wydział
Produkt: RVC-100
5,1
Fabrykacji
3,9
Montażu
Obciążenie
na
jednostkę
Wydział
Produkt: UPL-150
100
100
120
120
110
110
UPL -150
70
70
60
60
60
60
RVC -100
Cze
Maj
Kwi
Mar
Lut
Sty
Okres
700
700
700
700
700
700
Zdolność
16
16
-20
-20
19
19
Różnica
684
684
720
720
681
681
Obciążeni
e
Cze
Maj
Kwi
Mar
Lut
Sty
Okres
Profil obciążania
Główny harmonogram produkcji
Zdolności produkcyjne wydziału montażu finalnego
Copy right Marek J. Greniewski & Piotr Greniewski
Obciążanie zdolności produkcyjnej
stanowisk roboczych zleceniami w
kolejnych tygodniach
0
20
40
60
80
100
120
140
1 tydz.
2 tydz.
3 tydz.
4 tydz.
5 tydz.
wiercenie
spawanie
malowanie
% zdolności
Copy right Marek J. Greniewski & Piotr Greniewski
Typy zleceń MRP II
Zlecenie sprzedaży
Zlecenie produkcji lub zakupu status – planowane
Zlecenie produkcji lub zakupu status – zamrożone
(czyli ręcznie planowane, nie wymagające
zatwierdzenia)
Zlecenie produkcji lub zakupu status –
zatwierdzone
Zlecenie produkcji lub zakupu status – w realizacji
Zlecenie produkcji lub zakupu status – zawieszone
(czyli o przerwanej z jakiś przyczyn realizacji)
Zlecenie produkcji lub zakupu status – zakończone
Zlecenie produkcji lub zakupu status - rozliczone
Copy right Marek J. Greniewski & Piotr Greniewski
Zamrożone zlecenia produkcji i zakupów
-
czyli zlecenia nie podlegające automatycznemu prze-
planowaniu
Zlecenie planowane ręcznie, przez planistę, jest
traktowane przez system, jako zlecenie zamrożone
Zlecenie planowane przez system, modyfikowane
ręcznie - przez planistę, staje się zleceniem
zamrożonym
Stosowanie zleceń zamrożonych, umożliwia
ponadto:
wykorzystywanie zapasu “starych” elementów
bezkolizyjne wprowadzanie zmian konstrukcyjnych
i technologicznych
Zamrażanie zleceń produkcji i zakupów, jest
jednym ze środków oddziaływania planisty na
system
Copy right Marek J. Greniewski & Piotr Greniewski
Dyrektor
Zarządzający
System MRP II
Planista
Odpowiedzialny
za MPS
Szef produkcji i
kierownik sprzedaży
Grodź zwalniania zleceń
Grodź popytu
Grodź
planowania
Horyzont
planowania
Cykl montażu
Cykl realizacji dostawy
Ciągniony cykl produkcji i zaopatrzenia
Grodzie czasowe w MPS
- uprawnienia do zmian planu
Copy right Marek J. Greniewski & Piotr Greniewski
Grodź planowania
Pod pojęciem grodzi planowania,
Działania systemu MRP II w okresie „od
chwili bieżącej do grodzi planowania”,
Działania systemu w okresie „od grodzi
planowania do horyzontu
planistycznego”
Copy right Marek J. Greniewski & Piotr Greniewski
Oś czasu
Grodź planowania
Ręczne dodawanie, zmienianie
i usuwanie zamrożonych zleceń
(firm planned orders) produkcji
i zaopatrzenia
Automatycznie dodawanie,
zmienianie i usuwanie zleceń
produkcji i zaopatrzenia -
planowanych przez system
Komunikaty o działaniach -
generowane przez system
Rola grodzi planowania
Copy right Marek J. Greniewski & Piotr Greniewski
Komunikaty o działaniach podjętych lub
proponowanych
-
generowane automatycznie przez system
Zwolnienie planowanego zlecenia.
Zamrożenie planowanego zlecenia.
Prze-planowanie - przyśpieszenie
terminu spływu zlecenia.
Prze-planowanie - opóźnienie terminu
spływu zlecenia.
Usunięcie zlecenia, na które nie ma
zapotrzebowania.
Pozostałość przyjętych zamówień, nie
pokryta zaplanowanymi zleceniami.
Copy right Marek J. Greniewski & Piotr Greniewski
Charakterystyka produkcji dyskretnej
Produkty są wytwarzane, na konkretne zapotrzebowane
ilości i terminy spływu.
Popyt na produkty jest odniesiony do zamówień klienta.
Zapasy elementów-komponentów, są przechowywane na
stanowiskach składowania w magazynach i wydawane
kompletami na poszczególne zlecenia produkcji.
Zapasy są rezerwowane, na poszczególne zlecenia
produkcji.
Ewidencyjne stany zapasów, są zmniejszane o ilości wydane
na poszczególne zlecenia produkcji.
Sprawozdawczość warsztatowa, jest nakierowana na
zadania poszczególnych zleceń produkcji.
Przygotowanie dokumentacji warsztatowej towarzyszy
zwalnianiu zadań na warsztat.
Poszczególne centra produkcyjne warsztatu, realizują
pewną liczbę różnych zadań.
Copy right Marek J. Greniewski & Piotr Greniewski
Charakterystyka produkcji powtarzalnej
Produkty są wytwarzane, raczej według harmonogramu
produkcji, niż na zlecenia.
Popyt na produkt, jest odnoszony do przedziału czasu.
Zapasy pozycji-komponentów, są przechowywane na
warsztatowych powierzchniach odkładczych, w pobliżu miejsc
ich użycia.
Pozycje-komponenty, są wydawane w dużych ilościach,
umożliwiających raczej zaspokojenie popytu w danym przedziale
czasu, niż zapotrzebowania poszczególnych zleceń.
Ewidencyjne stany zapasów, są zmniejszane (back-flushed) o
ilości wynikające z jednostkowej technicznej normy zużycia i
liczby wykonanych, tzw. kluczowych operacji produkcji.
Sprawozdawczość warsztatowa, jest bardzo uproszczona i
ograniczona do sprawozdawczości z wykonania, tzw. kluczowych
operacji.
Wielkość zapasów robót w toku podlega stałemu monitorowaniu,
w oparciu o wykorzystanie danych ewidencji prowadzonej przez
system, na warsztatowych powierzchniach odkładczych.
Copy right Marek J. Greniewski & Piotr Greniewski
Przegląd terminologii produkcji
powtarzalnej
-
Rozliczanie wsteczne (Back-flushing)
Zmniejszenie stanu ewidencyjnego pozycji-
komponentów,
w oparciu o jednostkową normę techniczną zużycia
i ilość wykonanej produkcji, zarejestrowanej po
wykonaniu tzw.
kluczowej operacji na stanowisku rozliczania (Pay-
point).
Operację rozliczania wstecznego, można albo
realizować programem typu „background”,
uruchamianym powtarzalnie – z częstotliwością
określoną przez użytkownika, albo alternatywnie -
programem wsadowym wykonywanym w
godzinach nocnych.
Copy right Marek J. Greniewski & Piotr Greniewski
Przegląd terminologii produkcji
powtarzalnej
-
Powierzchnia odkładcza po operacji kluczowej
(Completion locations)
Powierzchnie odkładcze produkcji w toku - po
wykonaniu kolejnej operacji technologicznej, służą
do przechowywania zapasu podręcznego
(buforowego) robót w toku. Na ogół powierzchnie
odkładcze, są warsztatowymi stanowiskami
składowania, mogą być jednak również
magazynowymi stanowiskami składowania.
Jeśli została zdefiniowana powierzchnia odkładcza
- po kluczowej operacji, to ilości elementów tam
znajdujących się, automatycznie
jest wykazywana w ewidencjonowanych przez
system zapasach.
Natomiast jeśli nie została zdefiniowana
powierzchnia odkładcza po kluczowej operacji,
ilości elementów po operacji kluczowej, są dalej
zaliczone do zapasu robót w toku, aż do
przekazania ich do magazynu.
Copy right Marek J. Greniewski & Piotr Greniewski
Przegląd terminologii produkcji
powtarzalnej
-
Warsztatowy umowny zapas niedoboru (Discrepant floor-
stock locations)
Jeśli system stwierdzi - niedostateczny
warsztatowy zapas elementów-
komponentów, dla zarejestrowanej na
kluczowym stanowisku ilości produkcji - już
wykonanej, to tworzy wówczas równy
wyliczonemu niedoborowi komponentu, tzw.
warsztatowy umowny zapas niedoboru.
Transakcja wydania komponentu na
warsztat, w ilości odpowiadającej
niedoborowi, powoduje likwidację
umownego zapasu komponentu.
Copy right Marek J. Greniewski & Piotr Greniewski
Przegląd terminologii produkcji
powtarzalnej
-
Warsztatowe podręczna powierzchnia odkładcza (Floor-
stock locations)
Warsztatowa podręczna powierzchnia odkładcza
to miejsce składowania zapasu komponentów w
pobliżu stanowiska roboczego ich użycia.
Podręczna powierzchnia odkładcza, jest
powiązane albo ze stanowiskiem roboczym, albo z
operacją wykonywaną na stanowisku roboczym.
Domyślnie jest powiązane ze stanowiskiem
roboczym.
Stany ewidencyjne komponentów na powierzchni
odkładczej , są:
zwiększane masowym wydaniem komponentów, na
podstawie obliczonego zapotrzebowania;
zmniejszane rozliczeniem wstecznym (Back-flushing)
zużytych komponentów, w oparciu o jednostkową normę
techniczną zużycia i ilość wykonanej produkcji,
zarejestrowanej po wykonaniu tzw. kluczowej operacji na
stanowisku rozliczania (Pay-point).
Copy right Marek J. Greniewski & Piotr Greniewski
Przegląd terminologii produkcji
powtarzalnej
-
Komponenty wydawane ręcznie (Manual issue
components)
Są to pozycje-komponenty, które nie podlegają
rozliczaniu wstecznemu (Back-flushing).
Stan ewidencyjny tych pozycji-komponentów,
ulega zmniejszeniu w wyniku wykonania
transakcji wydania pozycji z magazynu, na
podstawie powtarzalnego harmonogramu
produkcji, ze wskazanego miejsca składowania.
Pozycje-komponenty kontrolowane numerem
partii, albo numerem serii, muszą być
określane jako ręcznie wydawane komponenty.
Copy right Marek J. Greniewski & Piotr Greniewski
Przegląd terminologii produkcji
powtarzalnej
-
Stanowisko rozliczania produkcji (Pay-point operations)
Jest to stanowisko robocze produkcji
powtarzalnej, na którym rejestrowana jest
ilość wykonanej produkcji - po zakończeniu
wykonywania fragmentu marszruty
technologicznej produkcji powtarzalnej i
rejestrowana liczba przepracowanych
roboczo godzin.
Stanowiska rozliczania produkcji
powtarzalnej, stanowią jedynie część
wszystkich stanowisk produkcyjnych
produkcji powtarzalnej.
Copy right Marek J. Greniewski & Piotr Greniewski
Przegląd terminologii produkcji
powtarzalnej
-
Horyzont zasysania (Pull horizon)
Horyzont zasysania - jest liczba dni
roboczych dla produkcji powtarzalnej,
podczas których, ma miejsce bilansowanie
zapotrzebowań produkcji na komponenty (z
zapasem warsztatowym tych pozycji), celem
określenia ilości każdego z komponentów,
która ma być dostarczona na warsztat, dla
zapewnienia ciągłości produkcji.
System generuje raport (pull list),dla
warsztatowych powierzchni odkładczych, w
których istnieje zapotrzebowanie na
obliczone ilości komponentów.
Copy right Marek J. Greniewski & Piotr Greniewski
Przegląd terminologii produkcji
powtarzalnej
-
Powierzchnia odkładcza robót w toku (WIP location)
Warsztatowe powierzchnia odkładcza,
jest to stanowisko składowania na
wydziale produkcyjnym, na którym
odkładana jest produkcja w toku - po
wykonaniu kolejnej operacji
technologicznej oraz na którym
produkty w toku podlegają bieżącej
ewidencji ilościowej.
Copy right Marek J. Greniewski & Piotr Greniewski
Kanban
P
P
Centrum robocze A
Centrum robocze B
Para warsztatowych
powierzchni odkładczych
Para warsztatowych
powierzchni odkładczych
Inicjowanie produkcji kartą P (produkcja)
Copy right Marek J. Greniewski & Piotr Greniewski
N = D * L * (1 + alpha) / Q
N = D * L * (1 + alpha) / Q
gdzie:
N
N = liczba kart
D
D = popyt dzienny
L
L = cykl realizacji (odtworzenia zapasu)
alpha
alpha = współczynnik bezpieczeństwa
Q
Q = standardowa liczba (ilość) pozycji w pojemniku.
Kanban
Zalecana liczba kart transportowych Kanban dla każdej pozycji
i miejsca składowania przyjmującego, może być wprowadzana
ręcznie lub obliczana i aktualizowana automatycznie,
według następującego wzoru:
Copy right Marek J. Greniewski & Piotr Greniewski
Kanban
T
T
Magazyn
Centrum robocze
Para warsztatowych
powierzchni odkładczych
Para warsztatowych
powierzchni odkładczych
Inicjowanie przesunięcia ze stanowiska składowania w magazynie
na wydział produkcyjny kartą T (transport)
Copy right Marek J. Greniewski & Piotr Greniewski
Kanban elektroniczny
Magazyn
Centrum robocze
Para warsztatowych
powierzchni odkładczych
Inicjowanie przesunięcia ze stanowiska składowania w magazynie,
na wydział produkcyjny, według punktu odtworzenia zapasu na
wydziale produkcyjnym

Copy right Marek J. Greniewski & Piotr Greniewski
Baza danych MRP II – pliki część I
1.
Abnormal demand mask (maska popytu nienormalnego)
- MPS, DEM.
2.
Available to promise (dostępne do przyrzeczenia) - MPS,
DEM.
3.
Bill of material (zestawienie materiałowe) - MRP.
4.
Calendar (kalendarz roboczy) - MPS, DEM, MRP, CRP, PUR,
SFC.
5.
Capacity planning work file (dane do planowania zasobów)
- CRP.
6.
Customer order (zamówienia klientów) - MPS, DEM, MRP.
7.
Depended demand (popyt zależny) - MPS, DEM, MRP.
8.
Dispatch list work file (lista zleceń do realizacji) - SFC.
9.
Distribution requirements and interplant orders
(zapotrzebowania dystrybucji i międzyzakładowe) - MPS,
DEM, MRP.

Copy right Marek J. Greniewski & Piotr Greniewski
Baza danych MRP II - pliki część II
1.
Exception messages (komunikaty wyjątków) - MPS, MRP.
2.
Forecast (prognozy popytu) - MPS, DEM, MRP.
3.
Input/output control (zadania dla stanowisk roboczych) -
I/OC.
4.
Item master file (pozycje asortymentowe) - INV, MRP, CRP,
PUR, SFC.
5.
Item sourcing file (dostawcy pozycji kupowanych) - PUR.
6.
Load profile (profile obciążeń centrów roboczych) - MPS.
7.
Master schedule item file (pozycje głównego
harmonogramu produkcji), MPS, DEM.
8.
Master schedule orders (zlecenia głównego
harmonogramu produkcji) - MPS, DEM.
9.
Open order detail file (dane szczegółowe o realizowanych
zleceniach) - CRP, SFC.

Copy right Marek J. Greniewski & Piotr Greniewski
Baza danych MRP II - pliki część III
1.
Planned orders file (planowane zleceniach produkcji i zakupu)
- MRP, CRP, PUR.
2.
Planning bill of material file (zestawienia pozycji MPS) - MPS.
3.
Production forecast file (prognoza produkcji) - MPS, MRP.
4.
Routing file (marszruty technologiczne) - CRP, SFC.
5.
Schedule receipts and firm planned orders (planowane terminy
spływu zleceń i zlecenia zamrożone) - MRP, CRP, PUR, SFC.
6.
Shipment history (historia spedycji) - MPS, DEM, MRP.
7.
Trigger file (pomocniczy plik rozwinięć zestawień materiałowych)
- MRP.
8.
Vendor file (dostawcy) - PUR.
9.
Vendor scheduling and negotiation work file (harmonogramy
dostaw z zakupu i dane o negocjacjach) - PUR.
10.
Work center file (centra robocze) - CRP, SFC.

Copy right Marek J. Greniewski & Piotr Greniewski
1. Plik: Abnormal demand mask
Kod pozycji.
Względny numer tygodnia.
Ciągniony współczynnik niskiego popytu.
Ciągniony współczynnik wysokiego popytu.
Okresowy współczynnik niskiego popytu.
Okresowy współczynnik wysokiego popytu
.
Copy right Marek J. Greniewski & Piotr Greniewski
2. Plik: Available to promise
1.
Kod pozycji.
2.
Data.
3.
Ilość.
Copy right Marek J. Greniewski & Piotr Greniewski
3. Plik: Bill of material
Pola wielokrotnie
powtarzane!
Kod pozycji.
Kod pozycji-komponentu.
Norma zużycia na jednostkę pozycji rodzica.
Numer operacji.
Współczynnik odpadu.
Data początkowa obowiązywania.
Data końcowa obowiązywania
.
Copy right Marek J. Greniewski & Piotr Greniewski
4. Plik: Calendar
1.
Dzień tygodnia.
2.
Dzień roboczy (T, N).
3.
Początek miesiąca obrachunkowego (T, N).
4.
Numer miesiąca obrachunkowego (np.1-13).
5.
Numer dnia według kalendarza warsztatowego.
Pola wielokrotnie powtarzane!!!

Copy right Marek J. Greniewski & Piotr Greniewski
5. Plik: Capacity planning work
1.
Kod pozycji.
2.
Numer zlecenia.
3.
Numer operacji.
4.
Opis operacji.
5.
Kod centrum roboczego.
6.
Czas przygotowawczo-zakończeniowy.
7.
TPZ.
8.
TJ - Czas roboczy.
9.
Data rozpoczęcia operacji.
10.
Data zakończenia operacji.
11.
Status operacji.
12.
Data wykonania zlecenia.

Copy right Marek J. Greniewski & Piotr Greniewski
6. Plik: Customer order
Kod pozycji.
Data przyrzeczonej dostawy.
Termin żądany przez klienta.
Ilość.
Numer zlecenia sprzedaży.
Numer klienta.
Numer zamówienia klienta.
Kod popytu nienormalnego
(A=popyt nienormalny, pozostałe wartości=popyt
normalny
)

Copy right Marek J. Greniewski & Piotr Greniewski
7. Plik: Depended demand
1.
Kod pozycji.
2.
Data zapotrzebowania.
3.
Ilość.
4.
Kod pozycji rodzica.
5.
Numer zlecenie rodzica.
6.
Status (A=rezerwowany; inne wartości=łączne
zapotrzebowanie).

Copy right Marek J. Greniewski & Piotr Greniewski
8. Plik część I: Dispatch work list
1.
Kod pozycji.
2.
Numer operacji.
3.
Opis zadania.
4.
Kod centrum roboczego.
5.
TPZ
6.
TJ - Czas wykonania.
7.
Kod zaszeregowania roboty.
8.
Czas zaplanowany na wykonanie operacji.
9.
Potrzebna liczba ludzi lub maszyn w centrum
roboczym.
10.
Współczynnik wydajności.

Copy right Marek J. Greniewski & Piotr Greniewski
8. Plik część II: Dispatch work list
1.
Kod pozycji
2.
Numer zlecenia
3.
Flaga operacji wykonywanej przez kooperanta (T/N i
Status operacji).
4.
Czas wykonania operacji kooperacyjnej.
5.
Data rozpoczęcia operacji.
6.
Data zakończenia operacji.
7.
Data wykonania zlecenia (data spływu).
8.
Numer następnej operacji.
9.
Kod następnego centrum roboczego.
10.
Numer poprzedniej operacji.
11.
Kod poprzedniego centrum roboczego.

Copy right Marek J. Greniewski & Piotr Greniewski
9. Plik: Distribution requirements
and interplant orders
1.
Kod pozycji.
2.
Data zapotrzebowania.
3.
Ilość.
4.
Miejsce dostawy.
5.
Numer zlecenia dystrybucji.
6.
Status (A=rezerwowany; inne wartości=łączne
zapotrzebowanie).
Copy right Marek J. Greniewski & Piotr Greniewski
10. Plik: Exception message
1.
Kod pozycji.
2.
Kod komunikatu (RI, RO, CN, PD, RL, NA, AO).
3.
Numer zlecenie.
4.
Planowana data wykonania.
5.
Data zapotrzebowania.
6.
Ilość.
Copy right Marek J. Greniewski & Piotr Greniewski
11. Plik: Forecast
1.
Kod pozycji.
2.
Data.
3.
Ilość.
4.
Ilość już przyjęta do realizacji na podstawie
zamówień, uwzględniona w tej prognozie.

Copy right Marek J. Greniewski & Piotr Greniewski
12. Plik: Input/output control
1.
Kod centrum roboczego.
2.
Opis centrum roboczego.
3.
Kolejka w centrum roboczym.
4.
Pożądana długość kolejki
5.
Tolerancja „wielkości wejścia” w normo-godzinach.
6.
Tolerancja długości kolejki w normo-godzinach.
7.
Planowane „wejście” (dla 8 tygodni).
8.
Bieżące „wejście” (dla 8 tygodni).
9.
Planowane „wyjście” (dla 8 tygodni).
10.
Bieżące „wyjście” (dla 8 tygodni).
11.
Planowana kolejka (dla 8 tygodni).
12.
Bieżąca kolejka (dla 8 tygodni).

Copy right Marek J. Greniewski & Piotr Greniewski
13. Plik: Item master
1.
Kod pozycji.
2.
Nazwa i opis pozycji
3.
Saldo bieżącego zapasu.
4.
Wielkość serii (partii).
5.
Cykl produkcji / zaopatrzenia.
6.
Zapas bezpieczeństwa.
7.
Współczynnik strat.
8.
Pozycja występująca w głównym harmonogramie
produkcji (T/N).
9.
Pozycja produkowana, kupowana (P/K).
Copy right Marek J. Greniewski & Piotr Greniewski
14. Plik: Item sourcing
1.
Kod pozycji.
2.
Numer dostawcy.
3.
Numer zlecenia zakupu
4.
Data dostawy
5.
Procent całości dostaw elementu.
6.
Kod pozycji wytwórcy.

Copy right Marek J. Greniewski & Piotr Greniewski
15. Plik: Load profile
1.
Kod pozycji.
2.
Kod centrum roboczego.
3.
Ilość zasobu potrzebna na jednostkę pozycji.
4.
Cykl produkcji / zaopatrzenia w tygodniach.

Copy right Marek J. Greniewski & Piotr Greniewski
16. Plik: Master schedule items
1.
Kod pozycji.
2.
Rodzina produktów.
3.
Wskaźnik - pułapka, indywidualnego nienormalnego
zamówienia klienta, jako procentowe odchylenie od
prognozy tygodniowej.
4.
Zapas dysponowany.
5.
Wielkość serii (partii).
6.
Cykl produkcji / zaopatrzenia.
7.
Zapas bezpieczeństwa.
8.
Współczynnik ubytków (np. straty na brakach).
9.
Czy jest to pozycja harmonogramem montażu finalnego?
(T/N).
Copy right Marek J. Greniewski & Piotr Greniewski
17. Plik: Master schedule orders
1.
Kod pozycji.
2.
Data spływu.
3.
Data rozpoczęcia.
4.
Ilość.
5.
Status (F = zlecenie zamrożone; S = spływ wg.
harmonogramu).
6.
Numer zlecenia.

Copy right Marek J. Greniewski & Piotr Greniewski
18. Plik: Open order detail
1.
Numer zlecenia.
2.
Kod pozycji.
3.
Numer operacji.
4.
Opis zadania.
5.
Kod centrum roboczego.
6.
TPZ.
7.
TJ.
8.
Kod zaszeregowania
pracy.
1.
Planowany czas realizacji.
2.
Liczba ludzi lub maszyn.
3.
Współczynnik wydajności.
4.
Data rozpoczęcia operacji.
5.
Data zakończenia operacji.
6.
Status operacji.
7.
Operacji kooperanta (T/N).
8.
Czas wykonania u
kooperanta

Copy right Marek J. Greniewski & Piotr Greniewski
19. Plik: Planned orders
1.
Kod pozycji.
2.
Numer zlecenia.
3.
Data spływu.
4.
Data rozpoczęcia.
5.
Ilość.
Copy right Marek J. Greniewski & Piotr Greniewski
20. Plik: Planning bill of material
1.
Kod pozycji (rodziny produktów).
2.
Kod pozycji-komponentu należącego do rodziny.
3.
Liczba komponentów na jednostkę rodziny.
4.
Udział procentowy komponentu w rodzinie.
5.
Obowiązuje od dnia.
6.
Obowiązuje do dnia.

Copy right Marek J. Greniewski & Piotr Greniewski
21. Plik: Production forecast
1.
Kod pozycji.
2.
Numer zlecenia
3.
Data zapotrzebowania.
4.
Przewidywana data zakończenia.
5.
Ilość.
6.
Kod pozycji rodzica.
7.
Numer zlecenia elementu rodzica.
Copy right Marek J. Greniewski & Piotr Greniewski
22. Plik: Routing
1.
Kod pozycji.
2.
Numer operacji.
3.
Kod zadania.
4.
Kod centrum roboczego.
5.
TPZ.
6.
TJ.
7.
Kod zaszeregowania pracy
8.
Czas na wykonane operacji.
9.
Liczba pracowników lub maszyn.
10.
Współczynnik wydajności.
11.
Operacja kooperacyjna (T/N).
12.
Czas wykonania kooperanta
Pola wielokrotnie
powtarzane!!!
Copy right Marek J. Greniewski & Piotr Greniewski
23. Plik: Schedule receipts and firm
planned orders
1.
Kod pozycji.
2.
Data spływu (zakończenia).
3.
Data rozpoczęcia.
4.
Ilość.
5.
Status (F = zlecenie zamrożone; S = spływ wg.
harmonogramu).
6.
Numer zlecenia.

Copy right Marek J. Greniewski & Piotr Greniewski
24. Plik: Shipment history
1.
Kod pozycji.
2.
Data.
3.
Ilość wysłana.
4.
Numer zamówienia klienta.
5.
Numer klienta.
6.
Żądana data przez klienta.
7.
Wskaźnik popytu nienormalnego.
Copy right Marek J. Greniewski & Piotr Greniewski
25. Plik: Trigger
1.
Wskaźnik początku następnego poziomu.
2.
Kod pozycji.
Copy right Marek J. Greniewski & Piotr Greniewski
26. Plik: Vendor
1.
Numer dostawcy.
2.
Nazwa dostawcy.
3.
Adres dostawcy.

Copy right Marek J. Greniewski & Piotr Greniewski
27. Plik: Vendor scheduling and
negotiation work
1.
Kod pozycji.
2.
Numer dostawcy.
3.
Data dostawy dla zlecenia.
4.
Ilość.
5.
Procent całości zapotrzebowanej.
6.
Numer zlecenia.
7.
Status zlecenia ( Harmonogramowana dostawa;
Zlecenie zamrożone; Zlecenie planowane ).
1.
Kod towarowy elementu.
2.
Koszt normatywny.
3.
Koszt bieżący.

Copy right Marek J. Greniewski & Piotr Greniewski
28. Plik: Work center
1.
Kod centrum roboczego.
2.
Opis.
3.
Podporządkowanie organizacyjne.
4.
Liczba obsady lub maszyn.
5.
Liczba roboczo/maszynogodzin na zmianie 1.
6.
Liczba roboczo/maszynogodzin na zmianie 2.
7.
Liczba roboczo/maszynogodzin na zmianie 3.
8.
Długość kolejki wejściowej w
roboczo/maszynogodzin .
Copy right Marek J. Greniewski & Piotr Greniewski
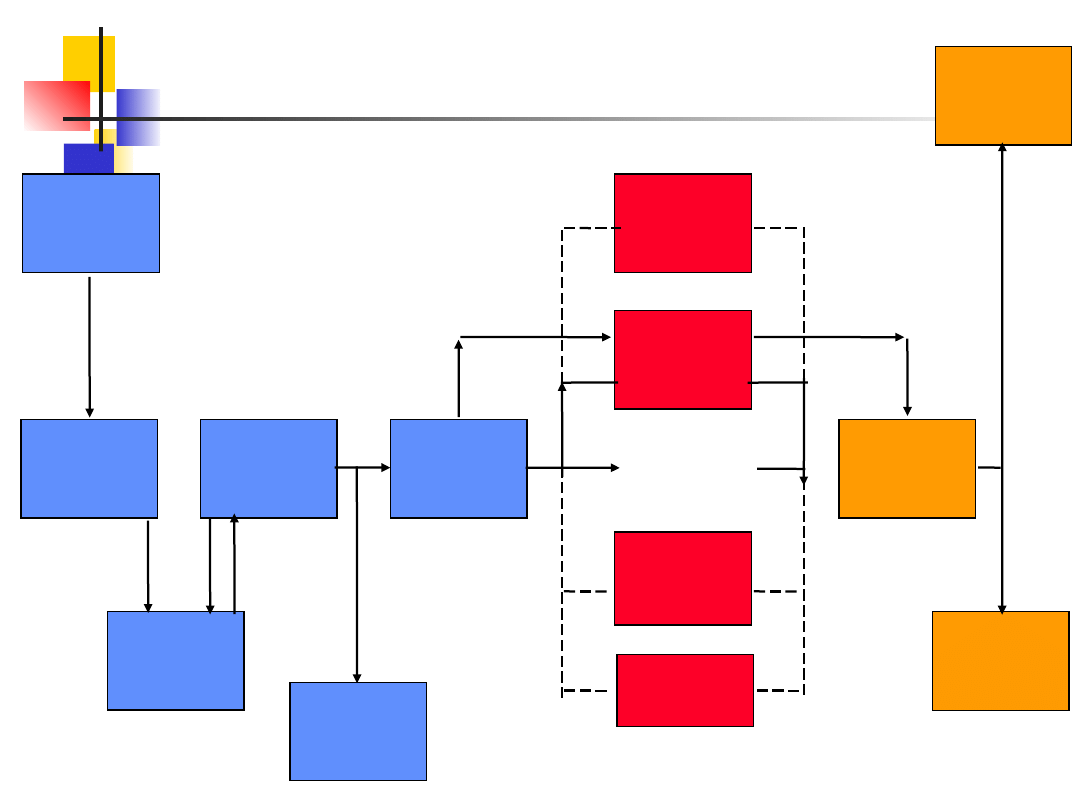
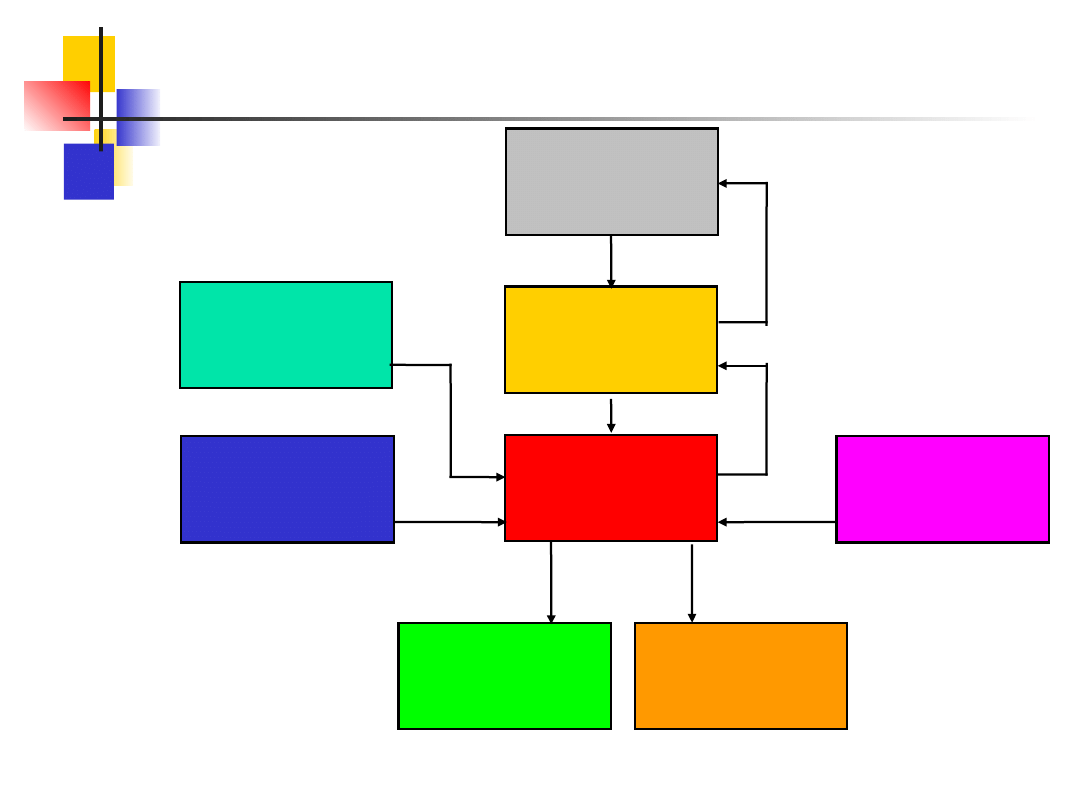
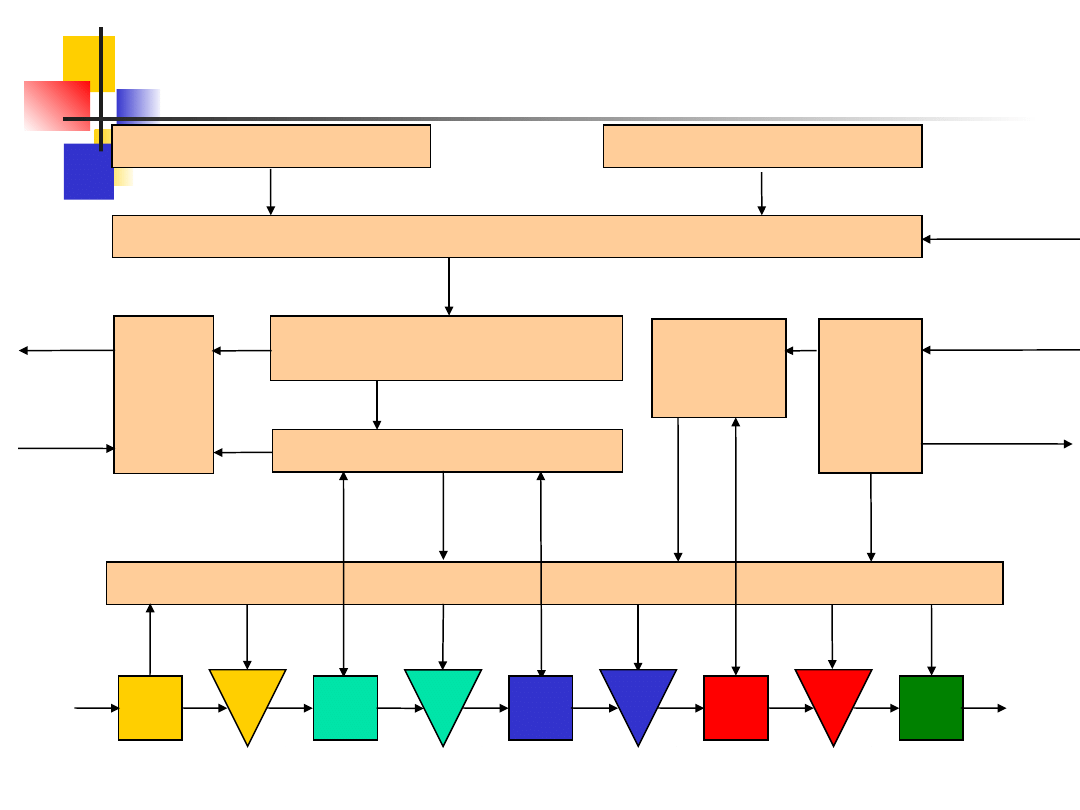
Główny Harmonogram Produkcji - MPS
Plan Główny
Produkcji
Zlecenia
Produkcyjne
Zamówienia
Zaopatrzeniowe
Komunikaty o Błędach,
Zalecenia Zmian Terminów
Propozycje Zamówień
Zaopatrzeniowych
i Zleceń Produkcyjnych
Zapotrzebowanie na
Moce Produkcyjne
Zapotrzebowanie na
Środki Finansowe
Dane Magazynowe
Umowy Sprzedaży
i Zlecenia Sprzedaży
Zlecenia Serwisowe
Dane o Pozycjach
Zestawienia Materiałowe
Technologie
Rozwinięcie Planu
w Zapotrzebowanie Brutto
Rozwinięcie Planu
w Zapotrzebowanie Netto
Obliczenie Zapotrzebowania
na Moce Produkcyjne
oraz na Środki Finansowe
Copy right Marek J. Greniewski & Piotr Greniewski
Podstawowe funkcje MPS
Zapewnienie powiązań pomiędzy MRP a DEM.
Tworzenie porównań popytu i głównego harmonogramu
produkcji dla utworzenia komunikatów wyjątków. Mechanizm
ten jest regeneracyjny, czyli tworzący komunikaty wyjątków
dla wszystkich produktów, dla których ma miejsce sytuacja
wyjątkowa, za każdym razem, kiedy mechanizm ten zostanie
uruchomiony.
Obliczanie ilości produktów, o które należy zwiększyć dla
zaspokojenia popytu - główny harmonogram produkcji.
Prezentowanie głównego harmonogramu produkcji.
Umożliwienie budowy dwu poziomowego harmonogramu
produkcji.
Tworzenie i prezentacja zgrubnego zbilansowania zdolności
produkcyjnych, dla głównego harmonogramu produkcji.
Wyznaczanie ciągnionych cykli dla poszczególnych produktów.
Copy right Marek J. Greniewski & Piotr Greniewski
Podstawowe funkcje DEM - część I
Zapewnienie powiązania planu sprzedaży i
produkcji oraz głównego harmonogramu
produkcji - z jednej strony, a procesem tworzenia
prognoz - z drugiej strony.
Porównywanie otrzymywanych zamówień od
klientów, z prognozą popytu, celem stwierdzenia,
czy popyt nie jest „popytem nienormalnym”.
Mechanizm ten obsługuje zarówno indywidualne
zamówienia, jak i paczki zamówień łącznie.
Wskazywanie zjawiska „popytu nienormalnego
”.
Copy right Marek J. Greniewski & Piotr Greniewski
Podstawowe funkcje DEM - część II
Dostarczenie logiki konsumpcji prognozy,
zawierającej następujące funkcje:
Obsługę zamówień klientów, nie pasujących do
prognozy typu tydzień po tygodniu, ale dobrze
aproksymowanych prognozą dla dłuższych okresów;
Obsługę prognozy i zamówień dla przyszłych
okresów;
Konsumpcję prognozy w oparciu o zapytania
klientów, poprzedzających otrzymanie zamówień
Copy right Marek J. Greniewski & Piotr Greniewski
Podstawowe funkcje DEM - część III
Wyznaczanie całkowitego popytu, w oparciu o
prognozę popytu, „normalne” zamówienia
klientów, „nienormalne” zamówienia klientów,
popyt zależny, zapotrzebowania dystrybucyjne
i popyt wewnętrzny (między zakładowy), dla
każdego elementu występującego w głównym
harmonogramie produkcji.
Wyznaczanie ilości dostępnych do
przyrzeczenia, w kolejnych okresach (np.
dniach lub tygodniach) i prezentowanie tych
ilości w rozbiciu na poszczególne pozycje
asortymentowe.
Copy right Marek J. Greniewski & Piotr Greniewski
INV - Gospodarka zapasami
Upomnienia
Zlecenia Zakupu
Raporty
Planowanie potrzeb
Materiałowych (MRP)
Harmonogramy Dostaw
Kontrakty Zakupu
Planowanie potrzeb
Przedsięwzięć (PRP)
Księga Zamówień Zakupu
Odebranie Wyrobów
Dopasowywanie Faktur
Analiza rzetelności
Analiza rzetelności
dostawców
dostawców
Rozszerzona
statystyka zakupów
Historia zamówień
zakupu
Dokument przyjęcia
Raport kontroli
Noty dot. zwrotu
Reklamacje
Lista składowania
Faktury pro forma
Copy right Marek J. Greniewski & Piotr Greniewski
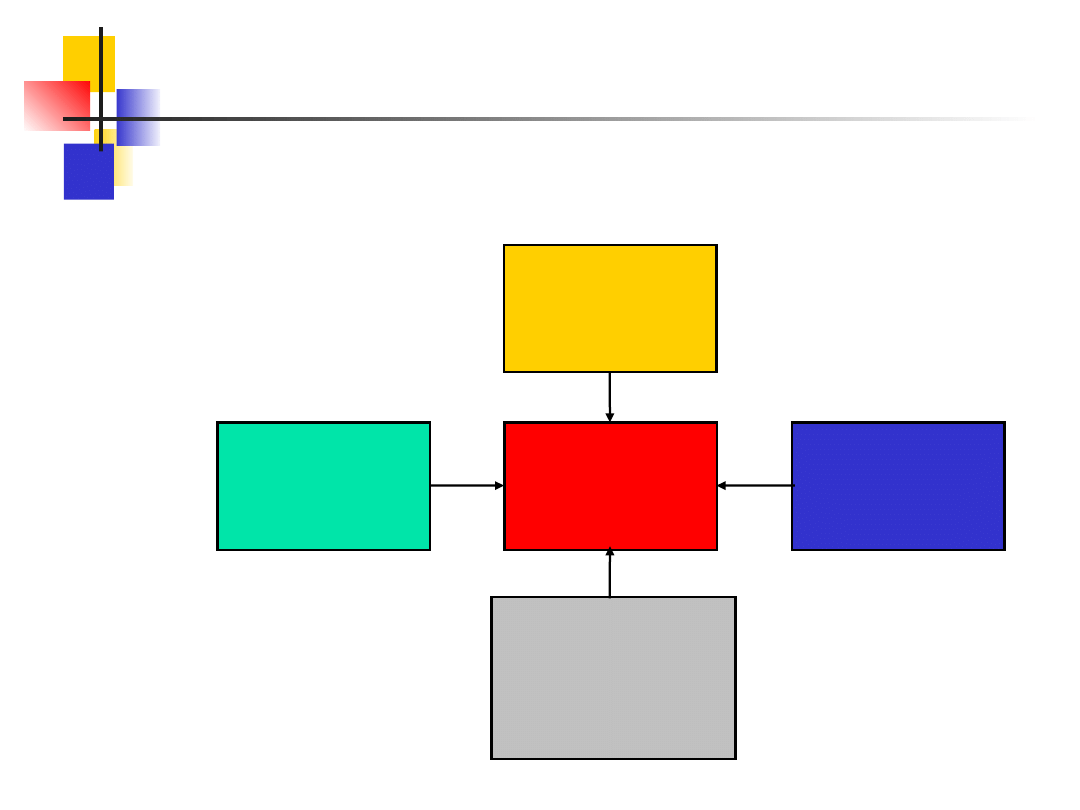
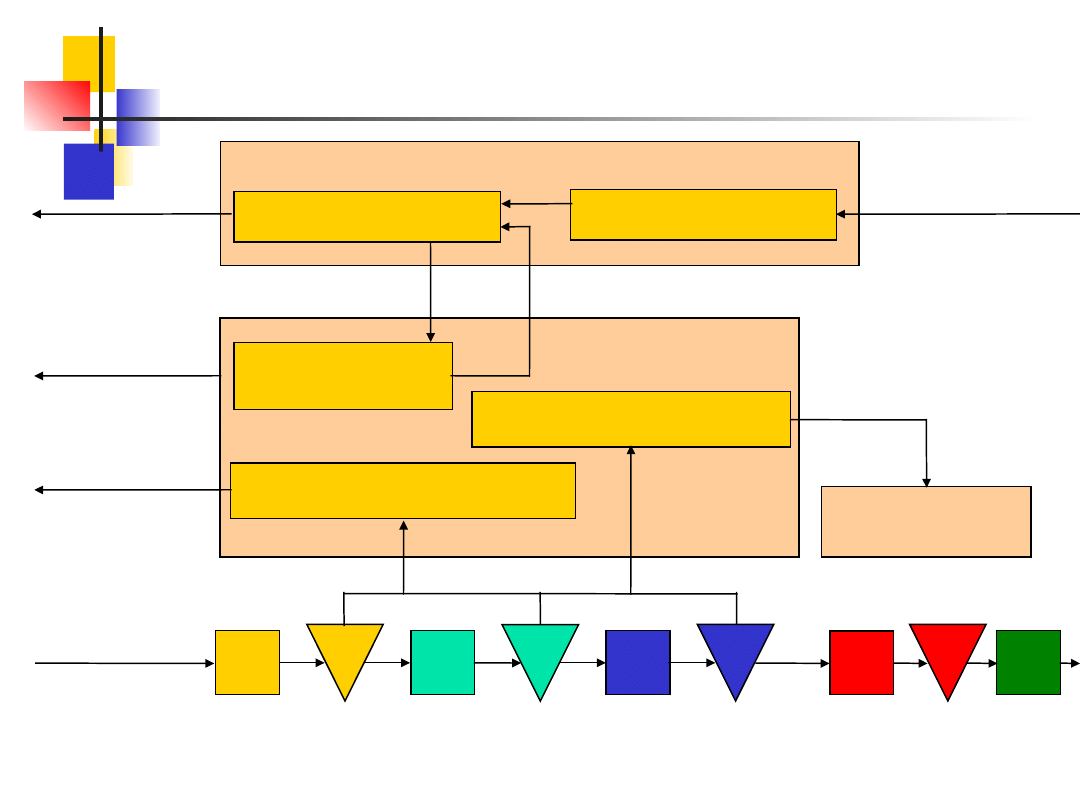
Procedura MRP
BOM – zestawienia
materiałowe pozycji
asortymentowych
Zapotrzebowanie
na produkty
finalne
MRP
Zapotrzebowanie
netto na komponenty
produktów finalnych
Posiadane zapasy
pozycji
asortymentowych
komponentów
Copy right Marek J. Greniewski & Piotr Greniewski
Podstawowe funkcje MRP
Wyznaczanie zapotrzebowań netto na pozycje
asortymentowe w kolejnych okresach planistycznych,
uwzględniając: zapotrzebowania brutto, dostępne zapasy,
planowany spływ w wyniku wykonania uruchomionych
zleceń oraz zleceń zamrożonych. Tworzenie w oparciu o
wyznaczone zapotrzebowania netto komunikatów wyjątków.
Planowanie zleceń pokrywających niezaspokojone
zapotrzebowania na poszczególne pozycje asortymentowe.
Rozwijanie pozycji złożonych na ich komponenty, ze zleceń
planowanych oraz zleceń zamrożonych, celem określenia
zapotrzebowań brutto na pozycje-komponenty.
Dostarczanie raportów i prezentowanie informacji o:
danych fazowanych, komunikatach wyjątków,
przeznaczeniu partii (serii) produkcyjnych oraz
zakupowych, oraz innych szczegółowych danych
dotyczących zleceń planowanych i zleceń zamrożonych.
Copy right Marek J. Greniewski & Piotr Greniewski
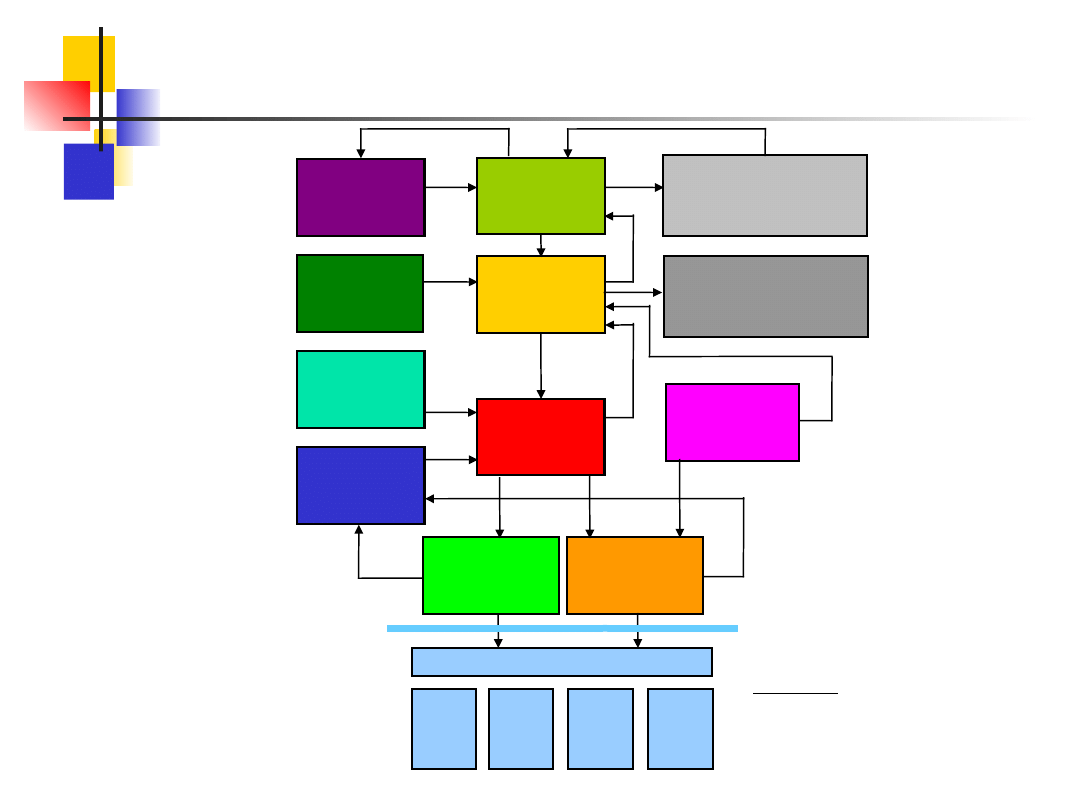
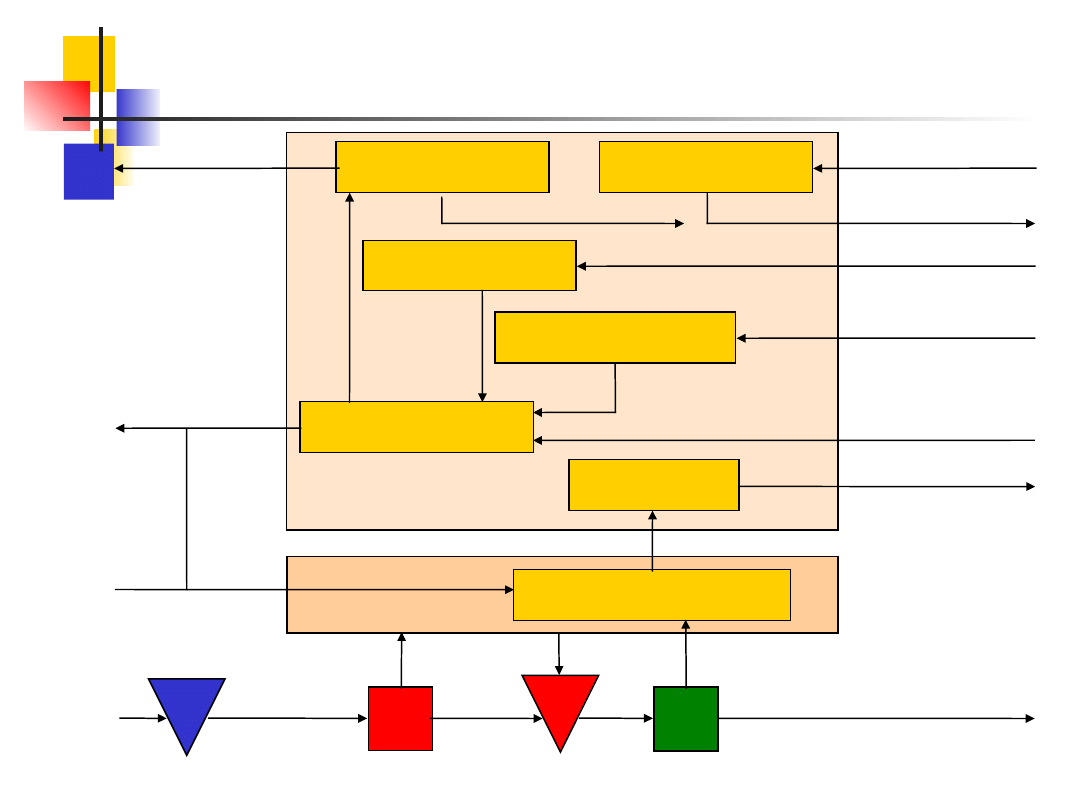
SFC - Sterowanie warsztatem
Rejestracja
robocizny
Wykonanie
i rejestracja
operacji
Przyjęcie
Pozycji do
magazynu
Wydania
komponentów
z magazynu
Rozlicz.
wsteczne?
tak/nie
Emisja
dokument.
zlecenia
Powiązanie
z finansami
Rozliczenie
zlecenia
i historia
Zwalnianie
zleceń
warsztatowych
Zlecenia
planowane
Plan
warsztatowy
Jeśli jest
następna
operacja?
Dla zleceń
zaplanowanych
na warsztat
Dla zleceń
zamkniętych
Zlecenia
oczekujące
Planowanie
warsztatowe
Transfer zleceń
na warsztat
Jeśli
ostatnia
operacja?
Dla zleceń
zakończonych
Czynności towarzyszące
Copy right Marek J. Greniewski & Piotr Greniewski
Wybrane funkcje SFC - część I
Tworzenie i aktualizowanie danych
dotyczących uruchomionych zadań
produkcyjnych, dla każdego
zaplanowanego harmonogramu spływu
elementów i dla każdego zlecenia
zamrożonego.
Dostarczanie transakcji, umożliwiających
bieżącą rejestrację strumienia robót w
toku, zużycia materiałów oraz wykonanej
produkcji pozycji asortymentowych.
Copy right Marek J. Greniewski & Piotr Greniewski
Wybrane funkcje SFC - część II
Realizowanie procedur harmonogramowania
„wstecznego” i harmonogramowania „do przodu”, dla
zaplanowania terminów wykonania operacji, dla
każdego zaplanowanego harmonogramu spływu pozycji
asortymentowych i dla każdego zlecenia zamrożonego,
czyli tworzenie harmonogramów warsztatowych.
Dostarczanie dziennych list uruchamiania
zaplanowanych zadań składających się na poszczególne
zlecenia produkcji – czyli harmonogramów
warsztatowych.
Wyznaczanie i prezentowanie, dla uruchomionych
zadań bieżących statusów każdej z operacji, dla
każdego zaplanowanego harmonogramu spływu pozycji
asortymentowych i dla każdego zlecenia zamrożonego.
Copy right Marek J. Greniewski & Piotr Greniewski
CRP - Planowanie zdolności
produkcyjnych
Centrum robocze
Kalendarz warsztatowy
Pozycja
Marszruta
technolog.
Ilość
Copy right Marek J. Greniewski & Piotr Greniewski
Podstawowe funkcje CRP
Wyznaczać zapotrzebowania na zdolności produkcyjne
centrów roboczych, w toku wykonywania procedur
harmonogramowania „wstecznego” i
harmonogramowania „do przodu”, dla zaplanowania
terminów wykonania zadań (operacji technologicznych),
dla każdego zaplanowanego harmonogramu spływu
pozycji asortymentowych.
Wyznaczać zapotrzebowania na zdolności produkcyjne
centrów roboczych, dla każdego zlecenia zamrożonego.
Tworzyć, raportować i prezentować informacje
szczegółowe i zbiorcze, o zapotrzebowaniu na zdolności
produkcyjne poszczególnych centrów roboczych.
Copy right Marek J. Greniewski & Piotr Greniewski
Podstawowe funkcje I/OC
Tworzenie, aktualizowanie, raportowanie
oraz prezentowanie informacji, o kolejkach
zadań (operacji technologicznych)
oczekujących na wykonanie zadania w
centrum roboczym i o kolejkach zadań po
wykonaniu operacji w centrum roboczym,
oczekujących na transport do kolejnego
centrum roboczego lub do magazynu, w
rozbiciu na poszczególne centra robocze,
wydziały produkcyjne, itd.
Copy right Marek J. Greniewski & Piotr Greniewski
Wybrane funkcje PUR
Zbieranie i aktualizowanie informacji, o wszystkich
źródłach dostaw kupowanych pozycji asortymentowych.
Wybieranie i łączenie zapotrzebowań na kupowane pozycje
asortymentowe, z uruchomionych planowanych zleceń
zakupu i ze zleceń zamrożonych, celem wyznaczenia
zapotrzebowań zbiorczych dla poszczególnych okresów
planistycznych.
Podział zapotrzebowań zbiorczych na kupowane pozycje
asortymentowe, pomiędzy poszczególnych dostawców.
Tworzenie i prezentowanie informacji, o negocjacjach
prowadzonych z dostawcami, w rozbiciu na pozycje
asortymentowe o tym samym kodzie towarowym.
Tworzenie i aktualizowanie harmonogramów dostaw od
poszczególnych dostawców.
Kontrolowanie realizacji dostaw i dokonywanie odbioru
ilościowego oraz jakościowego, poszczególnych dostaw.
Copy right Marek J. Greniewski & Piotr Greniewski
Kody komunikatów wyjątków
RO – Prze-harmonogramować na późniejszy
termin
RI – Prze-harmonogramować na wcześniejszy
termin
PD - Opóźniona realizacja zlecenia
CN – Zlecenie zbędne, należy je usunąć z planu
RL - Zlecenie oczekuje na zwolnienie do realizacji
NA - Główny harmonogram produkcji nie pokrywa
popytu
AO - Nadmierna ilość przyrzeczona na zmówienie
klienta
Copy right Marek J. Greniewski & Piotr Greniewski
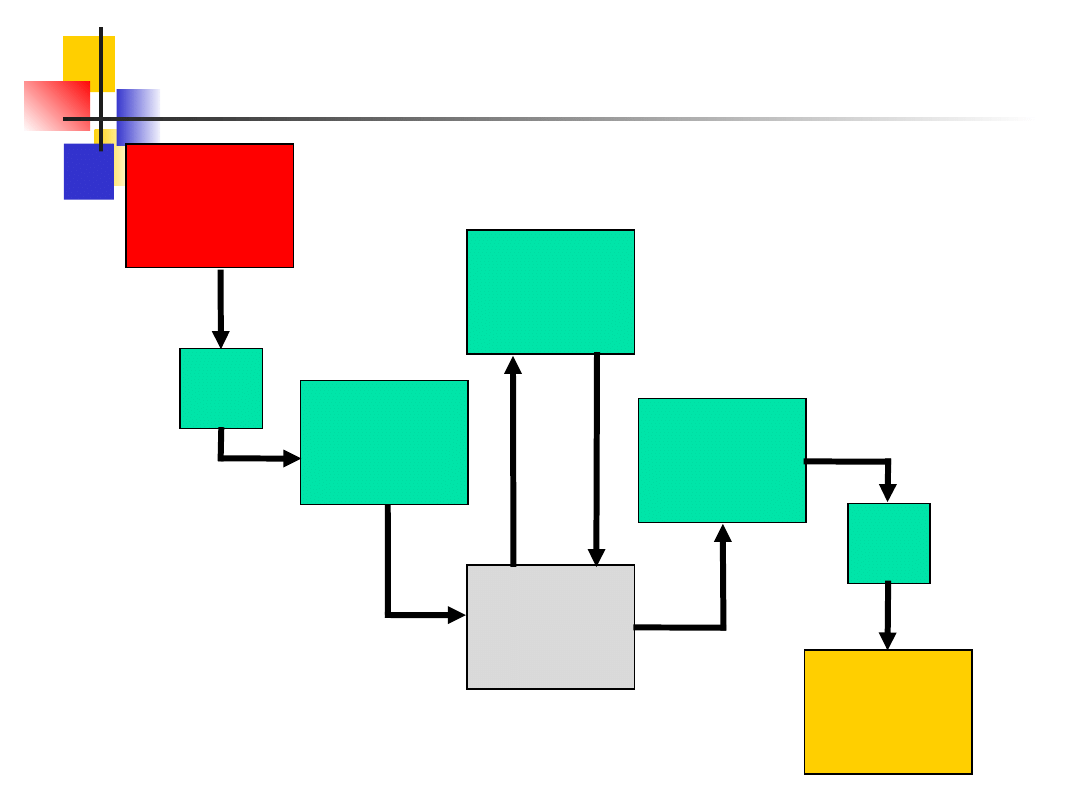
Rozwój MRP w latach 1965 – 1970
-
PLANOWANIE POTRZEB MATERIAŁOWYCH
MPS
BO
M
MRP
INV
Zlecenia
Zlecenia
Produkcj
Produkcj
a
a
Zakupy
Zakupy
MPS - Tworzenie gł. harmonogramu produkcji
BOM - Struktury produktów
INV - Zapasy elementów
MRP - Plan. potrzeb materiałowych
Copy right Marek J. Greniewski & Piotr Greniewski
Rozwój MRP w latach 1975 – 1980
-
"Closed Loop MRP"
MPS - Tworzenie gł. harmonogramu produkcji
BOM - Struktury produktów
INV - Zapasy elementów
MRP - Plan. potrzeb materiałowych
CRP - Plan. zdolności produkcyjnych
SFC - Zarządzanie warsztatem
PUR - Zakupy materiałowe
Kroczący plan
sprzedaży
oraz
produkcji
BOM
MPS
INV
MRP
CRP
PUR SFC
Copy right Marek J. Greniewski & Piotr Greniewski
DE
M
Planowanie
Zasobów
COE
MPS
Zgrubne
planowanie
zdolności
produkcyjnych
BO
M
MRP
CRP
INV
PUR
SFC
A/R
A/R
COST
COST
G/L
G/L
A/P
A/P
FINANSE
FINANSE
Moduł interfejsu dla finansów
Uwaga: Moduły finansowe
nie są częścią składową
systemu MRP II.
Rozwój MRP II
- (Manufacturing Resource Planning) w latach 1980 - 1989
SOP
DEM - Prognozowanie
popytu
SOP - Kroczący plan
produkcji i sprzedaży
MPS -Tworzenie głównego
harmonogramu
produkcji
COE - Przyjmowanie
zamówień klientów
BOM - Zestawienia
materiałowe
INV - Zapasy elementów
MRP - Planowanie potrzeb
materiałowych
CRP - Planowanie zdolności
produkcyjnych
SFC - Zarządzanie
warsztatem
PUR - Zakupy materiałowe
COST - Rejestracja kosztów
AP - Rejestr zobowiązań
AR - Rejestr należności
GL - Księga główna
rachunkowości
Copy right Marek J. Greniewski & Piotr Greniewski
Wielkość produkcji
jednostkowa małosery
jna
średnioseryjnawielkoseryjnapowtarzalna masowa-
ciągła
Ob
sza
r z
as
tos
ow
an
ia
MR
P I
I
gniazda
przedmiotowe
proces
aparaturowy
jedno-
stanowiskowa
gniazda
technologiczne
linie
produkcyjne
Obszar zastosowania MRP II
Typy organizacji
produkcji
Copy right Marek J. Greniewski & Piotr Greniewski
Różnice pomiędzy ERP a MRP II
ERP wprowadził szereg rozszerzeń w
stosunku do MRP II. A mianowicie,
między innymi:
Włączenie modułów finansowych do systemu
oraz rozszerzenie ich zakresu o budżetowanie,
w miejsce modułu interfejsu finansów w MRP
II.
Wprowadzenie metod planowania sieciowego
dla potrzeb zarządzania przedsięwzięciami.
Wprowadzenie opcji konfigurowania wyrobów.
Copy right Marek J. Greniewski & Piotr Greniewski
Miejsce rozprzęgania zamówień - CODP
Pozyskiwanie
Surowców
Produkowanie
Detali
Produkowanie
Podzespołów
i Zespołów
Montaż
Finalny
Produktu
K
li
e
n
c
i
-
N
a
b
yw
c
y
P
ro
d
u
k
tó
w
D
o
st
a
w
c
y
Konstrukcja i Produkcja na Zamówienie Klienta
Produkcja na Zamówienie Klienta
Głęboki montaż na Zamówienie
Klienta
Montaż na Zamówienie Klienta
Produkcja Standardowych Produktów na Magazyn
-
Miejsce Rozprzęgania Zamówienia Klienta (
Miejsce Rozprzęgania Zamówienia Klienta (
Customer Order Decoupling Point
Customer Order Decoupling Point
)
)
Copy right Marek J. Greniewski & Piotr Greniewski
Strumień materiałowy
SPEDYCJA
DETALE
SUROWCE
WYROBY
GOTOWE
DOSTAWA
SUROWCÓW
PRODUKCJA
DETALI
PRODUKCJA
ZESPOŁÓW
ZESPOŁY MONTAŻ
FINALNY
Surowce
Półfabrykaty
Wyroby gotowe
Copy right Marek J. Greniewski & Piotr Greniewski
Przykład funkcjonalności ERP
Poprzedni slajd pokazuje klasyfikację
produkcji dyskretnej, ze względu na
miejsce rozprzęgania zamówienia
klienta – CODP
Z kolei omówimy bliżej funkcjonalność
systemu ERP dla modelu – montaż na
zamówienie klienta (ATO – Assembly to
Order)
Model ATO jest przedstawiony w
postaci strukturalnej
Copy right Marek J. Greniewski & Piotr Greniewski
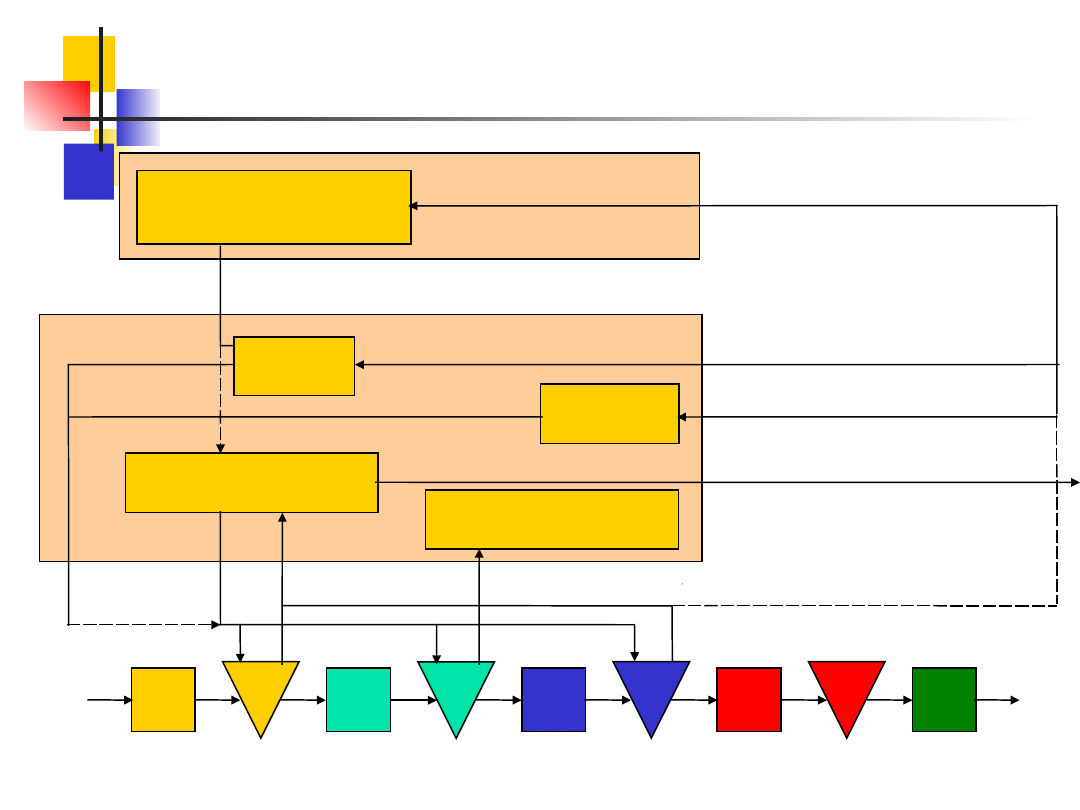
Montaż na Zamówienie (ATO)
SLS
Montaż
Finalny
(FAS)
Informacje o wyrobie
Informacje o wyrobie
Planowanie Biznesu
Rozwój wyrobu
Planowanie Główne (MPS)
Prognoza
Prognoza
sprzedaży
sprzedaży
Plan potrzeb materiałowychGłówny harmonogram produkcji
Zlecenia sprzedaży skonfigurowane
Zlecenia sprzedaży skonfigurowane
Zamówienia
Kontrakty
Zapytania
Plan zapotrzebowań
MRP/CRP
PUR
Produkcja
Zamówienia
klienta
Faktury
dla klienta
Gospodarka magazynowa (INV)
Zlecenia produkcyjne
Plan potrzeb materiałowych
Zlecenia warsztatowe
Zlecenia montażu (FAS)
Zlecenia sprzedaży
gotowe do spedycji
Postępy
Realizacji
Dostawy
surowców
Listy pobrań
Listy
pobrań
Listy
pobrań
Listy
pobrań
Spedycja
wyrobów
gotowych
SPEDYCJA
DETALE
SUROWCE
WYROBY
GOTOWE
DOSTAWA
SUROWCÓW
PRODUKCJA
DETALI
PRODUKCJA
ZESPOŁÓW
ZESPOŁY MONTAŻ
FINALNY
Copy right Marek J. Greniewski & Piotr Greniewski
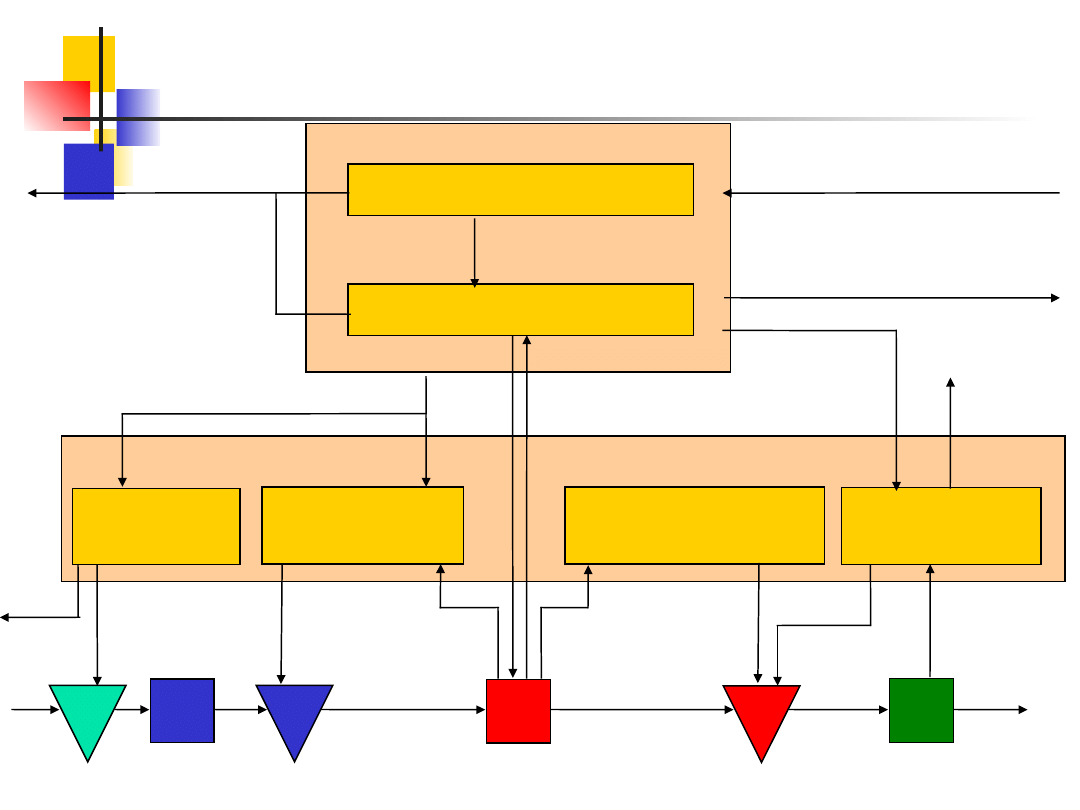
Model ATO: Sprzedaż
Fakturowanie
sprzedaży
Zlecenia Sprzedaży
gotowe do montażu
Zlecenia Sprzedaży gotowe
do pakowania i spedycji
Zlecenie sprzedaży gotowe do fakturowania
Zapytania o dostawy w ramach
harmonogramu realizacji kontraktu
Zlecenie Sprzedaży gotowe
do sprawdzenia prowizji i
rabatu
Zamówienie klienta na podstawie
oferty cenowej
Montaż Finalny
Zarządzanie ofertami
sprzedaży
Zamówienie klienta wymagające
potwierdzenia
Faktury sprzedaży dla klienta i do
księgowania
Sprzedaż
Sterowanie
prowizjami
i rabatami
Zarządzanie
cenami
sprzedaży
Zapytania
cenowe
Oferty cenowe
Prowizje i rabaty do ustalenia
Zarządzanie kontraktami
Kontrakty sprzedaży do zawarcia z
klientem
Zapytanie cenowe
klienta
Zlecenia
sprzedaży
do rejestracji
Zarządzanie zleceniami
sprzedaży
Gospodarka
Magazynowa
Pakowanie
i spedycja
SPEDYCJA
WYROBY
GOTOWE
MONTAŻ
FINALNY
ZESPOŁY
Lista pobrań
Zainicjowanie transportu
Montaż Finalny
Copy right Marek J. Greniewski & Piotr Greniewski
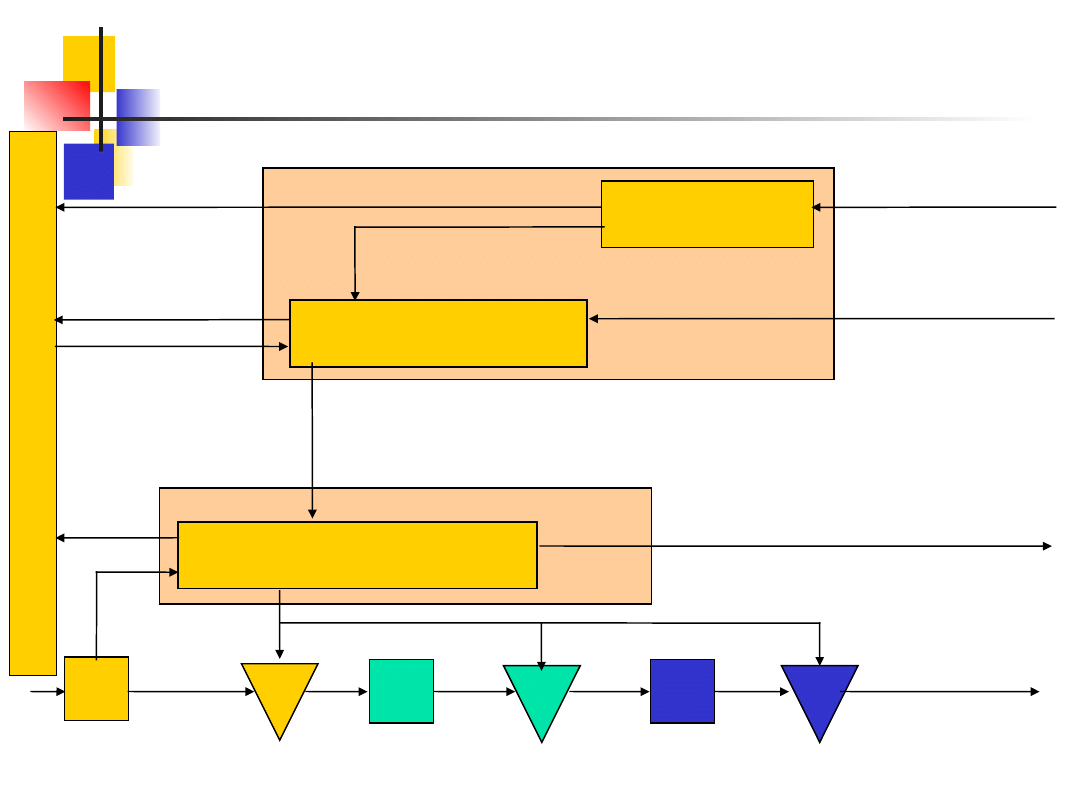
Model ATO: Planowanie główne (MPS)
Planowanie
Zapotrzebowa
ń
Prognozy popytu oraz
dane sprzedaży i
marketingu
Główny Harmonogram Produkcji
MPS
- gotowy do przetwarzania
Planowanie główne
Zlecenia odtworzenia
- przygotowane do
przetwarzania
Gospodarka
magazynowa
Planowanie
popytu
Planowanie
odtworzenia zapasów
MPS/RCCP
Sterowanie zapasami
metodą statystyczną (SIC)
Zmiany do Głównego Harmonogramu Produkcji MPS
(Closed Loop)
Zlec. MPS prod. i
zakupu
- gotowe do
zwolnienia
Zlec. MRP prod. i
zakupu
- gotowe do
zwolnienia
Zlec. SIC prod. i
zakupu
- gotowe do
zwolnienia
MRP II / CRP
Plan popytu gotowy dla
tworzenia MPS
SPEDYCJA
DETALE
SUROWCE
WYROBY
GOTOWE
DOSTAWA
SUROWCÓW
PRODUKCJA
DETALI
PRODUKCJA
ZESPOŁÓW
ZESPOŁY
MONTAŻ
FINALNY
Dane do planu
- odtworzenie zapasów metodą SIC
Dane do planu
- odtworzenie zapasów
metodą MRP
Copy right Marek J. Greniewski & Piotr Greniewski
Model ATO: Planowanie odtworzenia
zapasów
Planowanie zapotrzebowań
Zlecenia odtworzenia zapasów przygotowane do
przetwarzania
Planowanie
odtworzenia zapasów
Gospodarka magazynowa
Pozycje do pobrania
Kierowanie
pozycji do
właściwych
lokalizacji
Obroty pozycji w tym
o zapasie
odtwarzanym
Pobierania z
magazynów
i dostarczanie do
produkcji
Przyjęcia i kontrola
dostaw
(Odtwarzanie
Zapasów)
Zakończone zlecenia
Odtworzenia
Rachunkowość i Finanse
Dane do Planu Odtworzenie
zapasów
Wykonywanie
transakcji
magazynowych
Zarządzani
e
lokalizacja
mi
Wykonywanie transakcji na lokalizacjach
Zapasy podlegające
odtworzeniu
Lokalizacje podlegające odtworzeniu
zapasów
Sterowan
ie
zapasami
SPEDYCJA
DETALE
SUROWCE
WYROBY
GOTOWE
DOSTAWA
SUROWCÓW
PRODUKCJA
DETALI
PRODUKCJA
ZESPOŁÓW
ZESPOŁY MONTAŻ
FINALNY
Przyjęte (zaakceptowane)
oraz rezerwowane Pozycje
Copy right Marek J. Greniewski & Piotr Greniewski
Model ATO: Montaż finalny
Gospodarka
Magazynowa
Zamówienia klienta
gotowe do konfigurowania
Rejestracja wykonania
Operacji technologicznych
i kontrola jakości
Wydawanie pozycji
do montażu
Zlecenia sprzedaży
gotowe
dopakowania i
wysyłki
Przygotowanie
wyrobu do wysyłki
Zapotrzebowania na pobranie pozycji z
magazynów
Zlecenia sprzedaży
do fakturowania
Sprzedaż
Sprzedaż
Zlecenia FAS do realizacji
Zlecenia zakupu i
kooperacji
oczekujące na zwolnienie
Zakupy
Wydawanie
materiałów
podwykonawco
m
Zapotrzebowania
na materiały wsadowe
i części dla kooperantów
Zakończone zlecenia
FAS
Rachunkowość i
Finanse
Zlecenia FAS do wykonania
i kontroli realizacji
Przygotowanie montażu na
zamówienie
Konfigurowanie wyrobów w
oparciu
o zamówienia - zlecenia FAS
Wykonywanie zleceń FAS
i kontrola ich realizacji
Rejestracja
postępu
realizacji zleceń
FAS
Pobranie
wyrobu
do wysyłki
Rezerwacja wyrobu
do wysyłki
Przekazywanie
kompletów
pozycji na montaż
Zainicjowanie
transportu
wyrobu finalnego
dla klienta
Listy pobrań
Listy pobrań
M
a
te
ri
a
ły
w
sa
d
o
w
e
i
cz
ę
śc
i
d
la
k
o
o
p
e
ra
n
tó
w
SPEDYCJA
DETALE
WYROBY
GOTOWE
PRODUKCJA
ZESPOŁÓW
ZESPOŁY
MONTAŻ
FINALNY
Przyjęcie na magazyn
wykonanych wyrobów
finalnych
Copy right Marek J. Greniewski & Piotr Greniewski
Model ATO: Zakupy
Gospodarka
Magazynowa
Pozycje rezerwowane na
zlecenia
Ceny dostawców
Rozwój produktów i
Planowanie Główne
(MPS)
Zlecenia zakupu
oczekujące na
zwolnienie do realizacji
Planowanie Główne
(MPS)
Planowanie
Zapotrzebowań
Produkcja
Montaż na zamówienie
(FAS)
D
O
S
T
A
W
C
A
Dostawy na podstawie zleceń zakupu
- oczekujące na odbiór ilościowy i
jakościowy
Dowody dostawy gotowe do parowania z fakturami
Rachunkowość i
Finanse
Przyjmowanie dostaw i
kontrola jakości części i
materiałów
DETALE
SUROWCE
DOSTAWA
SUROWCÓW
PRODUKCJA
DETALI
PRODUKCJA
ZESPOŁÓW
ZESPOŁY
Zakupy
Sterowanie
zamówieniami -
zakupy
Selekcja dostawcy,
np. ze względu na cenę
Zaopatrzenie
Zapytania do dostawców
i umowy dostawy
Zlecenia zakupu
wysłane do dostawcy
Potwierdzenia przyjęcia
do realizacji zleceń
zakupu i kontrola
realizacji zamówień
Zwroty do
dostawców
Dostawa zamówionych
części i materiałów
wsadowych
Copy right Marek J. Greniewski & Piotr Greniewski
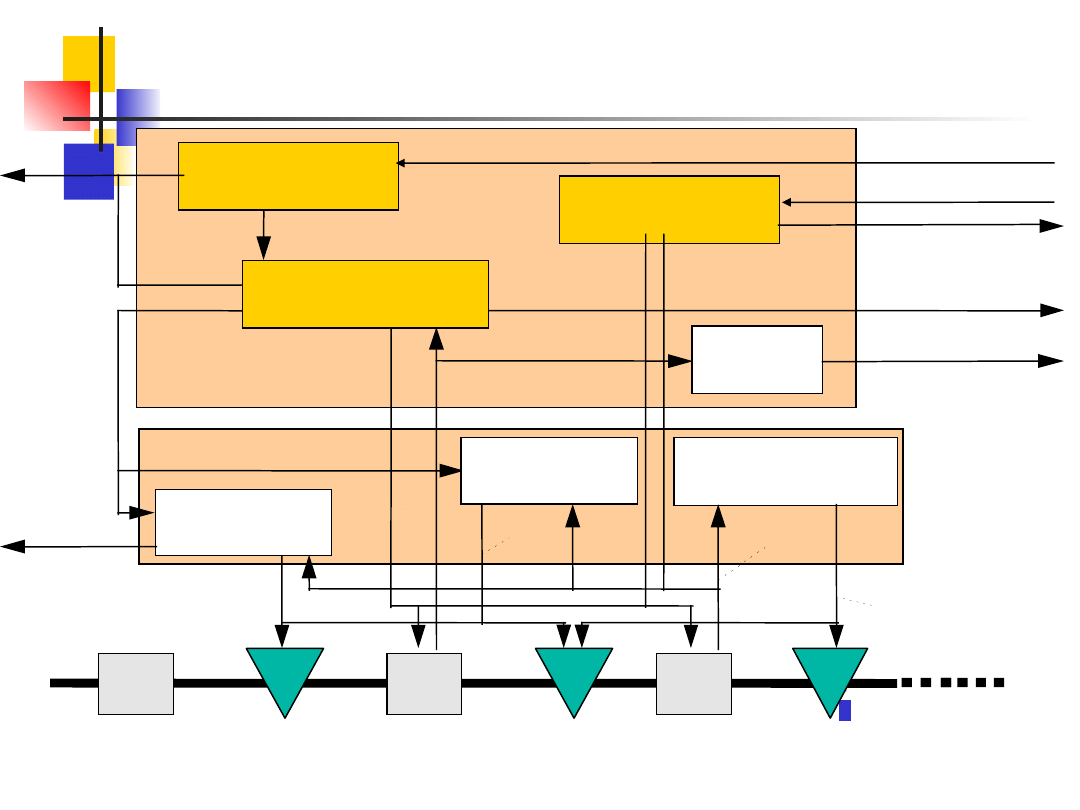
ATO: Produkcja pozycji standardowych
Gospodarka Magazynowa
Zlecenia produkcji do zwolnienia
Zwalnianie do realizacji
zleceń warsztatowych
Przyjmowanie
wyprodukowanych
pozycji
Zakończone
zlecenia
produkcyjne
Zapotrzebowa
nia
na części
i materiały
wsadowe
Pozycje
do pobrania
z magazynu
Planowane
zleceń
warsztatowych
Produkcja
powtarzalna
Zlecenia RPT
do realizacji
Wysyłka do
kooperantów
Pobieranie
pozycji do
produkcji
Zapotrzebowania
na części i materiały
wsadowe dla
kooperantów
Materiały wsadowe
i części gotowe
do przekazania
kooperantowi
Zlecenia RPT do
zwolnienia
Zlecenia warsztatowe
do realizacji
Rejestracja postępu w realizacji
zleceń warsztatowych
Kanban
Rejestracja stanu
realizacji zleceń RPT
Pozycje przesuwane pomiędzy lokalizacjami
Pozycje
do pobrania
z magazynu
Rezerwacja pozycji
na zlecenia
Rejestracja
czasu pracy
Zakończone zlecenia RPT
Rachunkowośći
Finanse
Transakcje czasu pracy
Zlecenia zakupu
i zlecenia
kooperacji
- oczekujące na
zwolnienie do
realizacji
Zakupy
Realizacja
zleceń
warsztatowych
CODP
Przyjęcia
i kontrola
dostaw
Materiały
wsadowe
i zespoły
kupowane
Wytwarzanie
komponentów
Komponent
y
Zespoły
główne
Wytwarzanie
zespołów
głównych
Produkcja komponentów i
zespołów
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
- Slide 42
- Slide 43
- Slide 44
- Slide 45
- Slide 46
- Slide 47
- Slide 48
- Slide 49
- Slide 50
- Slide 51
- Slide 52
- Slide 53
- Slide 54
- Slide 55
- Slide 56
- Slide 57
- Slide 58
- Slide 59
- Slide 60
- Slide 61
- Slide 62
- Slide 63
- Slide 64
- Slide 65
- Slide 66
- Slide 67
- Slide 68
- Slide 69
- Slide 70
- Slide 71
- Slide 72
- Slide 73
- Slide 74
- Slide 75
- Slide 76
- Slide 77
- Slide 78
- Slide 79
- Slide 80
- Slide 81
- Slide 82
- Slide 83
- Slide 84
- Slide 85
- Slide 86
- Slide 87
- Slide 88
- Slide 89
- Slide 90
- Slide 91
- Slide 92
- Slide 93
- Slide 94
- Slide 95
- Slide 96
- Slide 97
- Slide 98
- Slide 99
- Slide 100
- Slide 101
- Slide 102
- Slide 103
- Slide 104
- Slide 105
- Slide 106
- Slide 107
- Slide 108
- Slide 109
- Slide 110
- Slide 111
- Slide 112
- Slide 113
- Slide 114
- Slide 115
- Slide 116
- Slide 117
- Slide 118
- Slide 119
- Slide 120
Wyszukiwarka
Podobne podstrony:
ERP zarzadzanie przez planowanie zasobow
Planowanie zasobow ludzkich, Zarządzanie zasobami ludzkimi
Planowanie zasobow ludzkich - rysunki + Prognozowanie podazy, ZARZĄDZANIE ZASOBAMI LUDZKIMI
Planowanie zasobów ludzkich - Rysunki + tabela, Ekonomia, Zarządzanie Zasobami Ludzkimi
Planowanie zasobow ludzkich, Zarządzanie zasobami ludzkimi
Wyklad 7 Zarzadzanie strategia i planowanie
Nowoczesne koncepcje zarzadzania przez jakosc (23-04), WSE notatki, 5 sem
Zarządzanie przez wyniki i odchylenia
Zarządzanie przez delegowanie, ZZL
Zarządzanie przez konflikty - poprawiony, Materiały studia, Zarządzanie
zarządzanie przez?le (ZPC) (9 str)
baruk, zarządzanie produkcją, PLANOWANIE OPERATYWNE I STEROWANIE PRODUKCJĄ
ZARZĄDZANIE PRZEZ?LE W MIKROPRZEDSIĘBIORSTWIE
Zarządzanie przez nazdór i kontrolę, ZZL
więcej podobnych podstron