Obróbka plastyczna
Wykład 3
Wykrawanie
Wytłaczanie
W procesach
technologicznych
kształtowania blach
wyróżniamy dwie
podstawowe grupy
operacji:
procesy polegające na
oddzieleniu jednej części
materiału od drugiej (np.
cięcie),
plastyczne kształtowanie
wyrobów o powierzchni
rozwijalnej (np. gięcie) i
nierozwijalnej (np.
wytłaczanie).
Cięcie
– metoda kształtowania
wyrobów polegająca
na oddzieleniu jednej
części materiału od
drugiej wzdłuż linii
zamkniętej lub
niezamkniętej zwanej
linią cięcia.
Cięcie można realizować za
pomocą:
dwu elementów tnących (np.
cięcie na nożycach,
wykrawanie na wykrojnikach),
jednego elementu tnącego
(np. okrawanie wypływki).
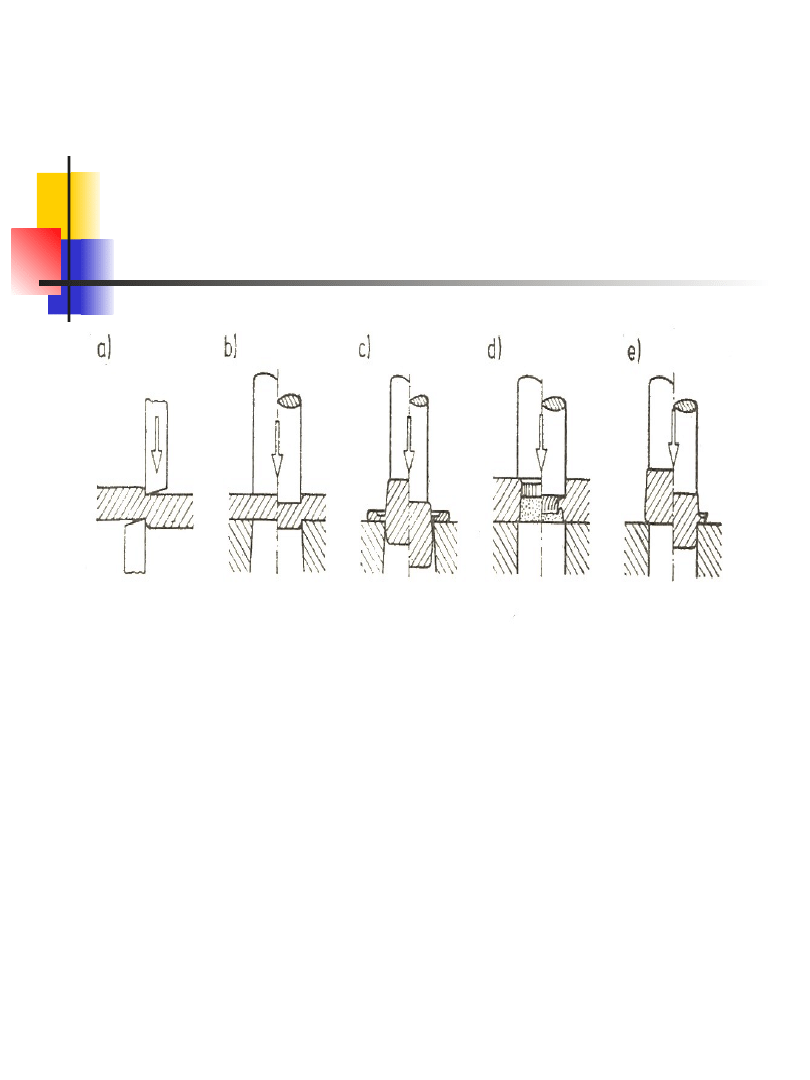
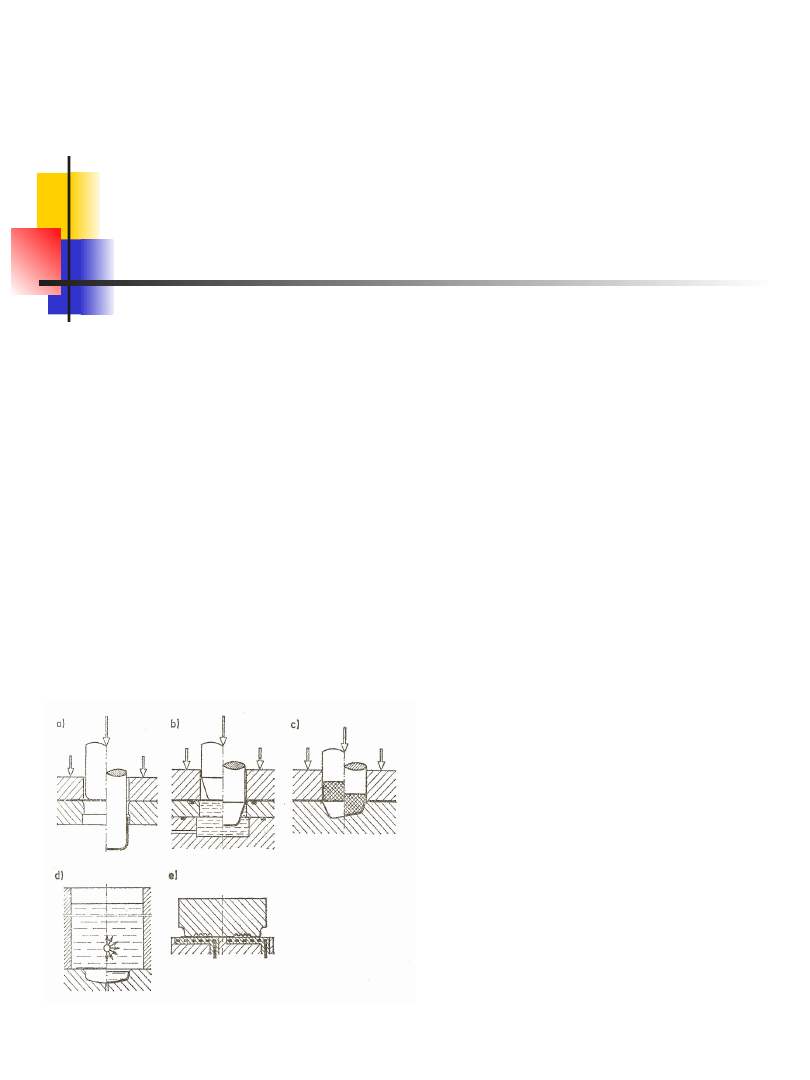
Rys. 1. Różne sposoby cięcia:
a) cięcie na nożycach, b)
wykrawanie na wykrojnikach, c)
okrawanie wypływki, d) wygładzanie
otworu stemplem,
e) wygładzanie powierzchni
zewnętrznej płytą tnącą.
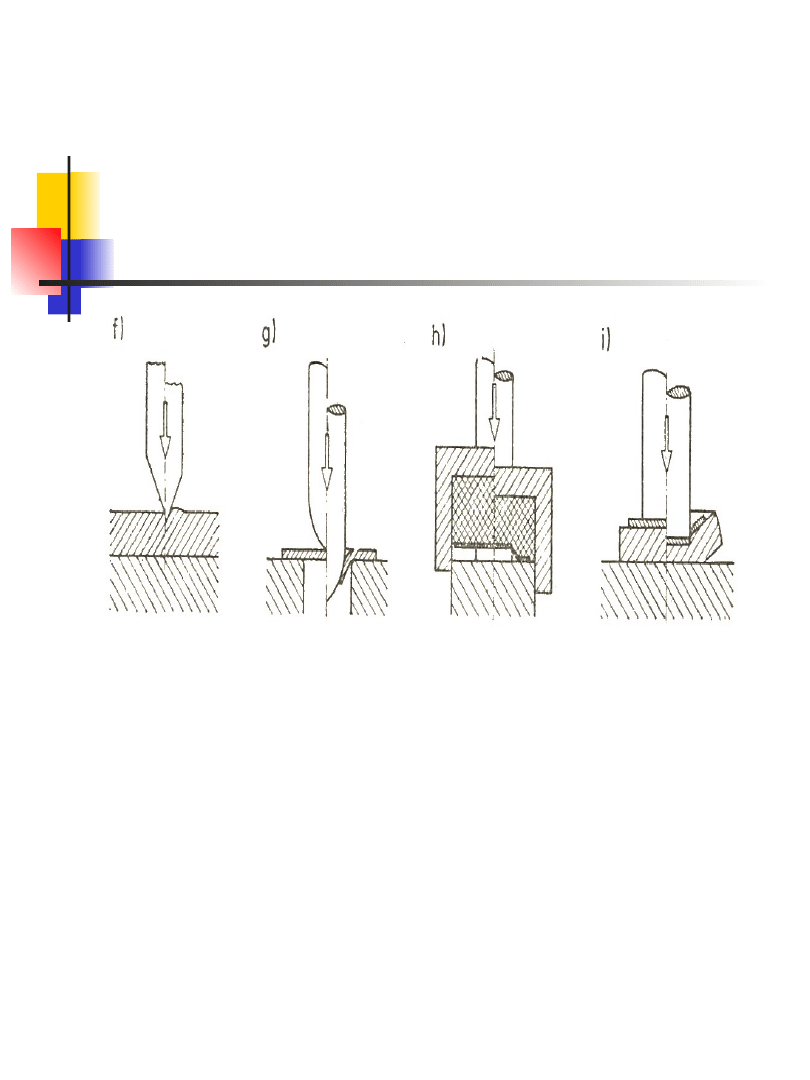
Rys. 1 cd. Różne sposoby cięcia:
f) cięcie nożowe, g) przebijanie otworu i
wywijanie obrzeża,
h) wykrawanie gumą, i) wykrawanie
przy użyciu bardzo plastycznego metalu
(np. ołowiu, aluminium).
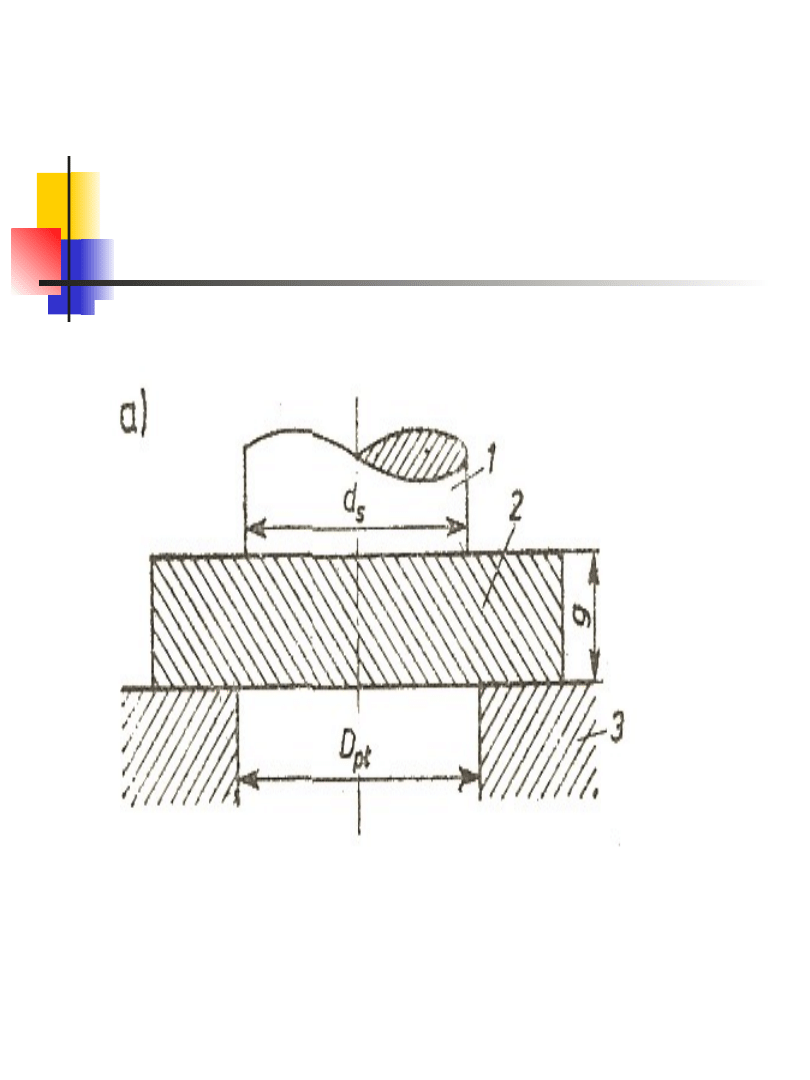
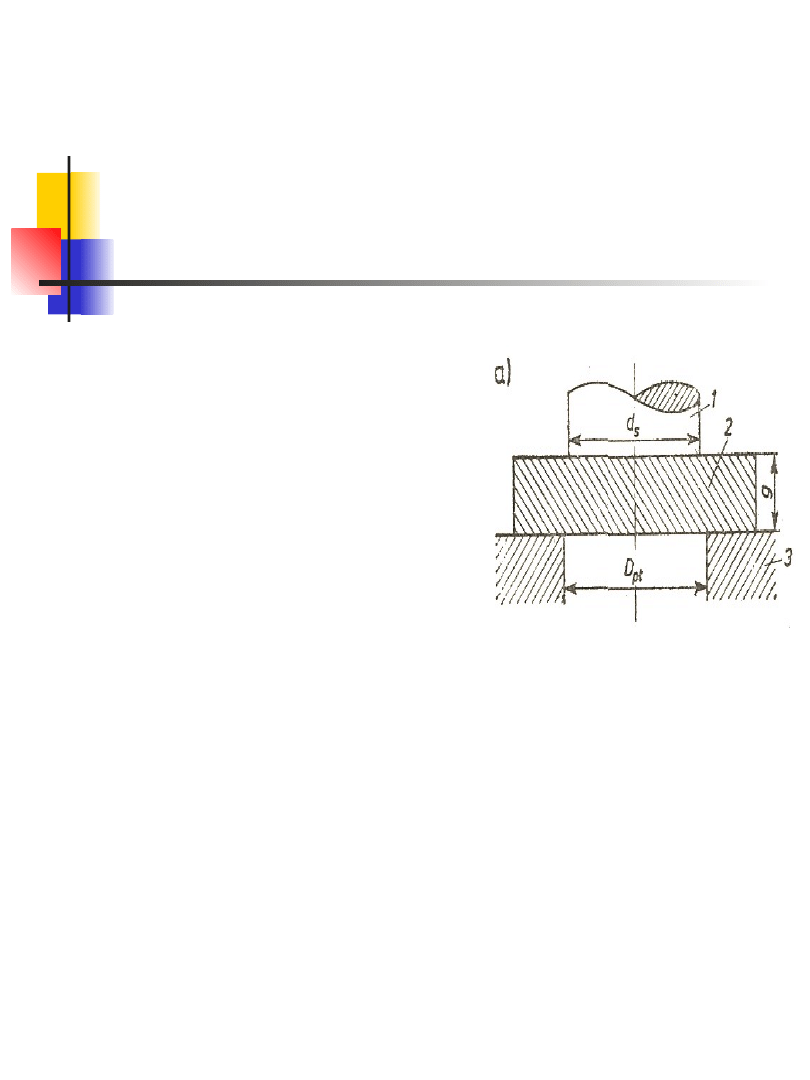
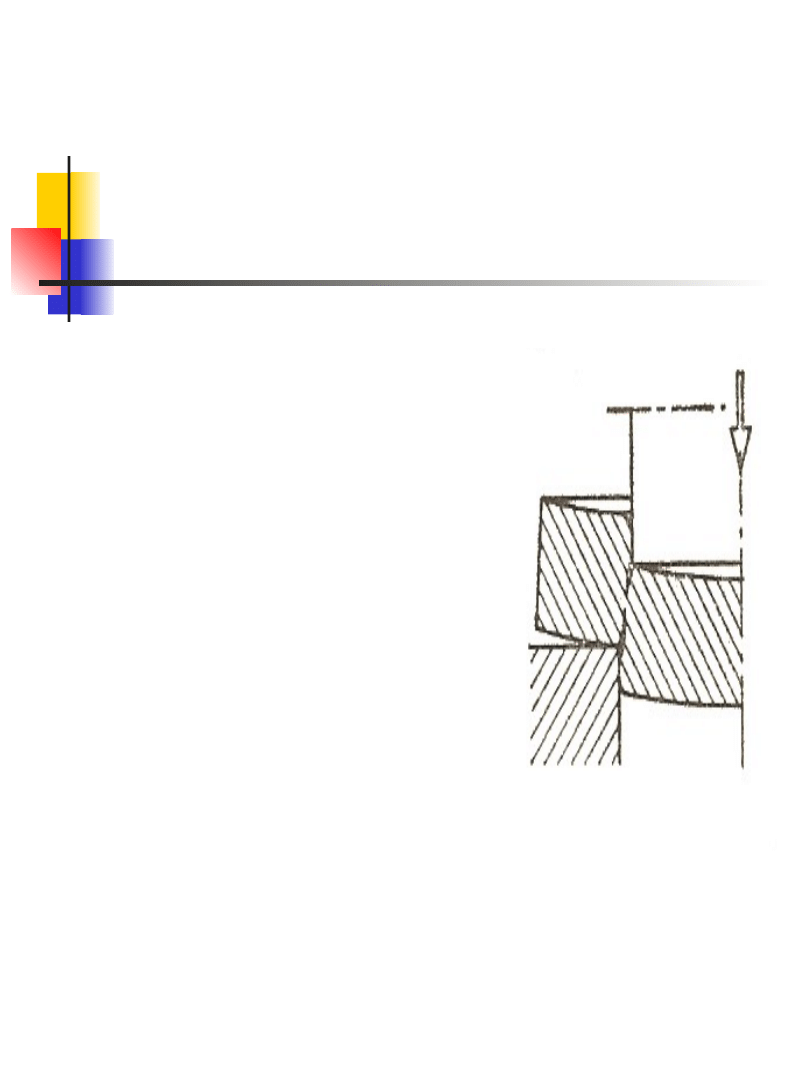
Schemat wykrawania na
wykrojniku:
1 – stempel, 2 – blacha, 3 – płyta
tnąca
Podstawowym parametrem
wpływającym na przebieg
procesu wykrawania jest luz
względny:
g
d
D
L
s
pt
gdzie:
D
pt
– średnica otworu płyty
tnącej,
d
s
– średnica stempla,
g – grubość blachy.
Luz względny podaje się
również w procentach.
Fazy procesu cięcia:
odkształceń
sprężystych,
odkształceń
sprężysto
plastycznych,
plastycznego
płynięcia,
pękania,
całkowitego
oddzielenia
wyciętego
przedmiotu od
blachy.
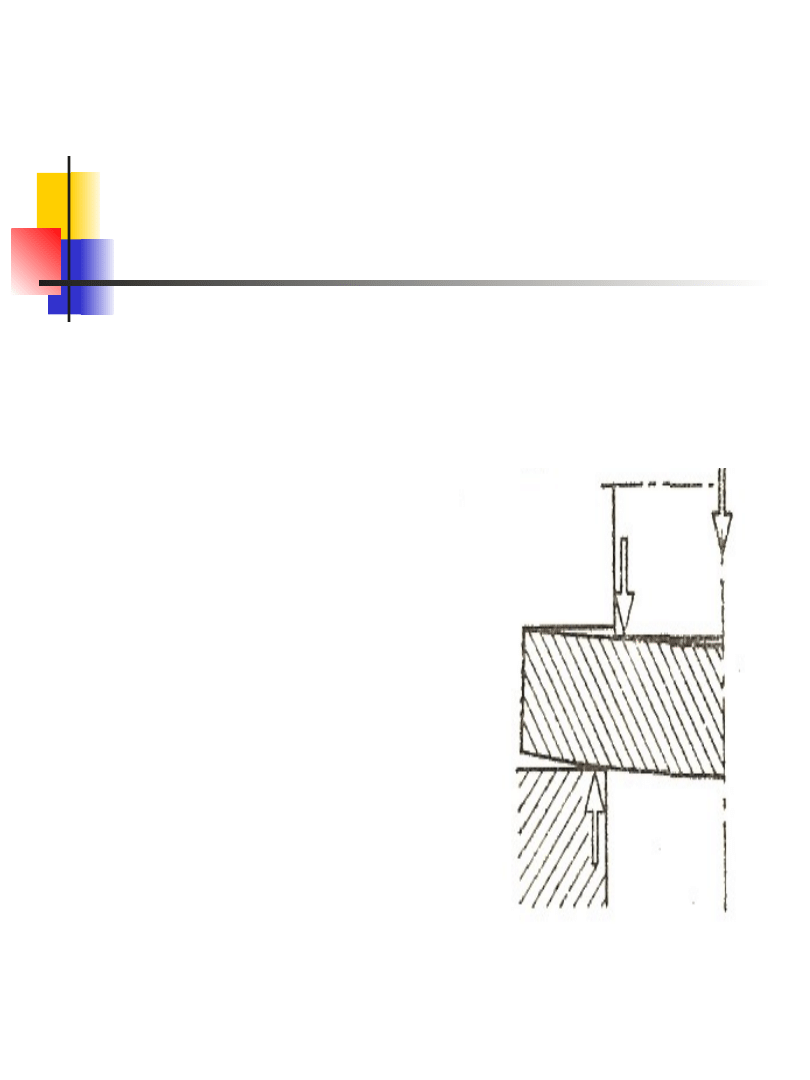
Faza odkształceń
sprężystych:
W fazie tej siły
wywierane na
blachę przez
krawędzie tnące
stempla i płyty
tnącej są
względem siebie
przesunięte, a
powstały na
skutek tego
moment zginający
powoduje wstępne
wybrzuszenie
blachy.
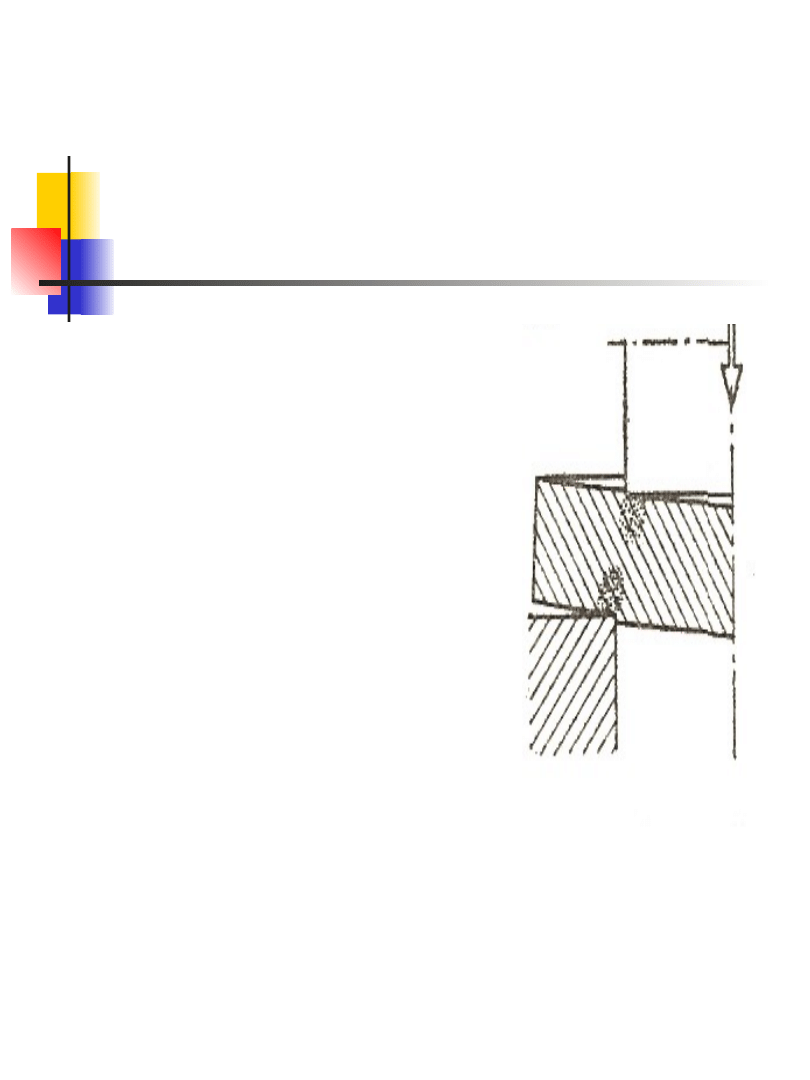
Faza odkształceń
sprężysto-plastycznych:
W chwili, gdy
naprężenia tnące
przekroczą
wartość graniczną
następuje
miejscowe
uplastycznienie
materiału przy
krawędziach
tnących stempla i
płyty tnącej.
Faza plastycznego
płynięcia:
W fazie tej
następuje
plastyczne
płynięcie
materiału w
otoczeniu
powierzchni
rozdzielania.
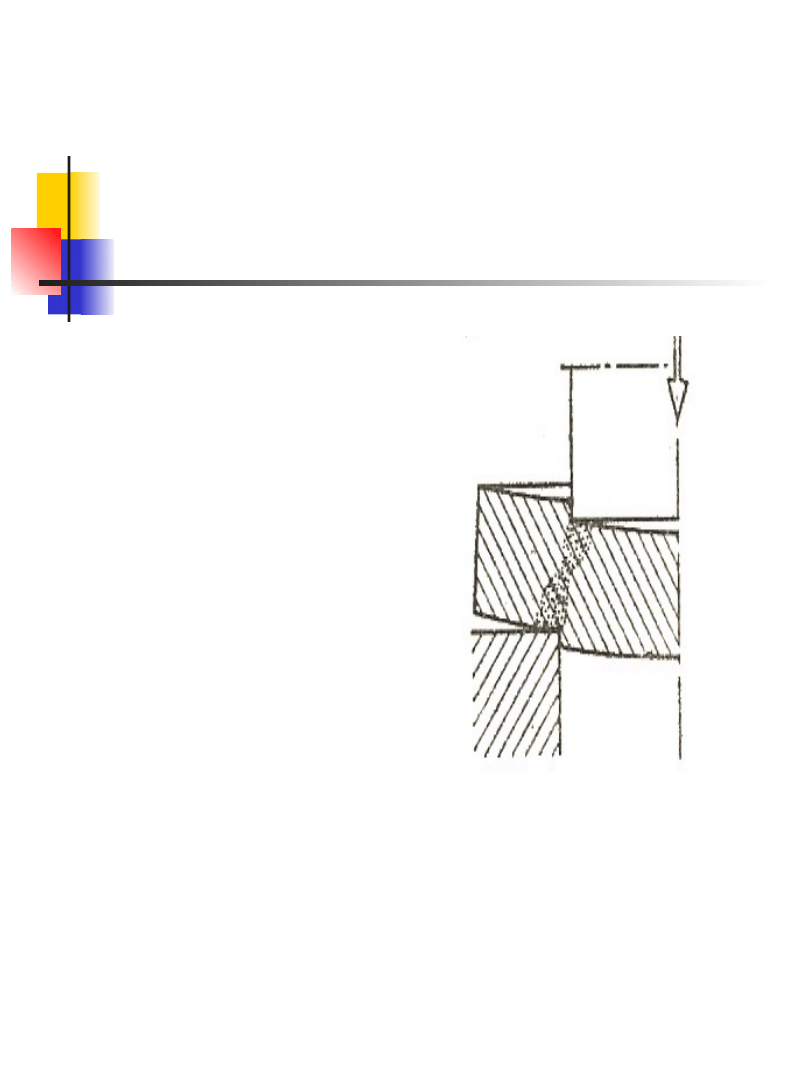
Faza pękania:
Po wyczerpaniu
zdolności materiału do
odkształceń
plastycznych
następuje pęknięcie w
miejscach, gdzie
materiał jest
najbardziej
odkształcony tj. w
pobliżu krawędzi
tnących.
Faza pękania:
Dla pewnego przedziału wartości
luzu, pęknięcia rozchodzące się od
obu krawędzi tnących spotykają się
ze sobą tworząc powierzchnię
pęknięcia. Taki luz nazywa się luzem
optymalnym (L
o
). Zazwyczaj jest on
równy od kilku do kilkunastu procent
grubości wykrawanej blachy.
Faza całkowitego
oddzielenia wyciętego
przedmiotu od blachy:
Pomimo pęknięcia wycięty
przedmiot, na skutek
wzajemnego zazębiania się
nierówności tkwi jeszcze mocno
w otaczającym materiale. Aby
nastąpiło całkowite rozdzielenie
należy odkształcić lub ściąć
występy na powierzchni
pęknięcia.
Narzędzia produkcyjne wykonuje się z
luzem mniejszym od optymalnego tzw.
luzem normalnym
. Podyktowane jest to
wycieraniem się powierzchni bocznych
stempla i płyty tnącej przez co luz ulega
powiększaniu. Zastosowanie luzu
normalnego pozwala na utrzymanie
przez dłuższy czas warunków cięcia
zbliżonych do optymalnych.
Grubość g
[mm]
do 1 1-2 2-3 3-5 5-7
L
n
[%]
5-7 6-8 7-9 8-10 9-11
Wartości luzu normalnego L
n
w %
grubości materiału wykrawanego
Mniejsze wartości luzów przyjmuje się dla
materiałów miękkich i plastycznych, większe – dla
twardych i kruchych.
Siły i praca cięcia
Maksymalna wartość siły
wykrawania:
t
R
g
l
k
P
max
gdzie:
R
t
– wytrzymałość materiału na
ścianie,
g – grubość ciętego materiału,
l – długość linii cięcia,
k=1,11,3 – współczynnik
uwzględniający
dodatkowe opory cięcia
(stan krawędzi tnących,
nierównomierność
własności
wytrzymałościowych i
grubości ciętego
materiału, nieosiowość
stempla itp.)
Cięcie za pomocą wykrojników
Wykrojnik
– tłocznik mocowany na
prasach, przystosowany do cięcia
materiału.
Wykrawanie
– sposób cięcia blachy
(najczęściej w postaci pasów lub taśm)
realizowany za pomocą wykrojników.
Pasy
są cięte z arkuszy blach.
Taśmy
są wyrobem o odpowiedniej
szerokości, produkowanym specjalnie
na potrzeby procesów tłoczenia. Są
zwijane w kręgi, wykorzystuje się je
zazwyczaj do produkcji masowej.
Cięcie za pomocą wykrojników
Za pomocą wykrojników można
wykonać osiem różnych operacji
cięcia:
wycinanie, dziurkowanie, odcinanie,
przycinanie, nadcinanie, okrawanie,
rozcinanie, wygładzanie.
Wykrojniki ze względu na znaczne
koszty wykonania stosowane są
najczęściej do produkcji dużych serii.
Wykrojniki
wielozabiegowe jednozabiegowe
wielotaktowe
jednoczesne
Wykrojniki
Wykrojniki
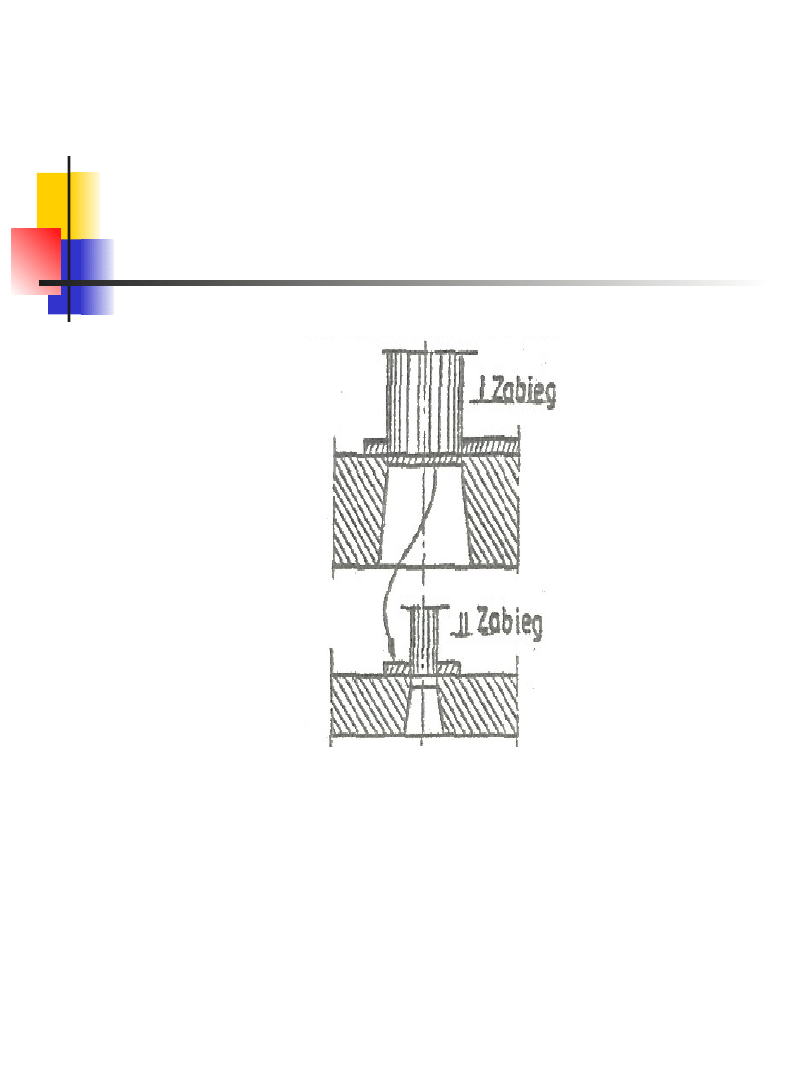
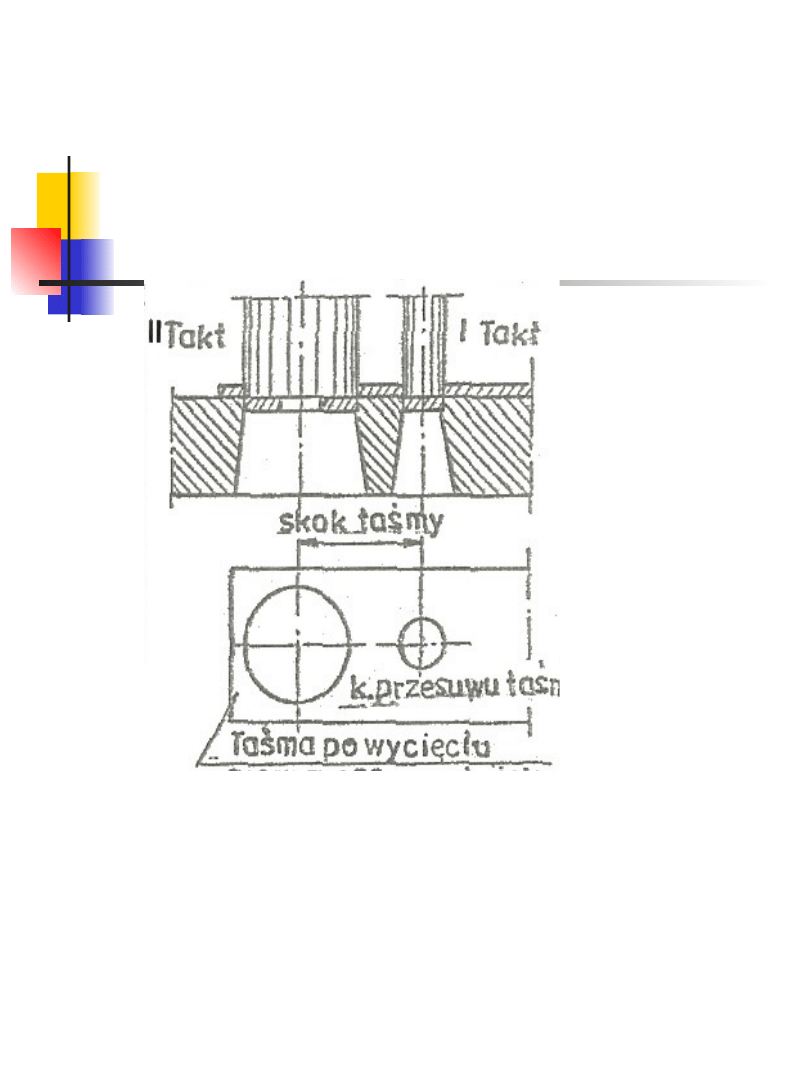
Wykrojniki wielotaktowe
– wyrób
kształtowany jest kolejno w czasie
kilku skoków suwaka prasy; ilość
skoków niezbędnych do
wyprodukowania jednego wyrobu
określa ilu taktowy jest wykrojnik.
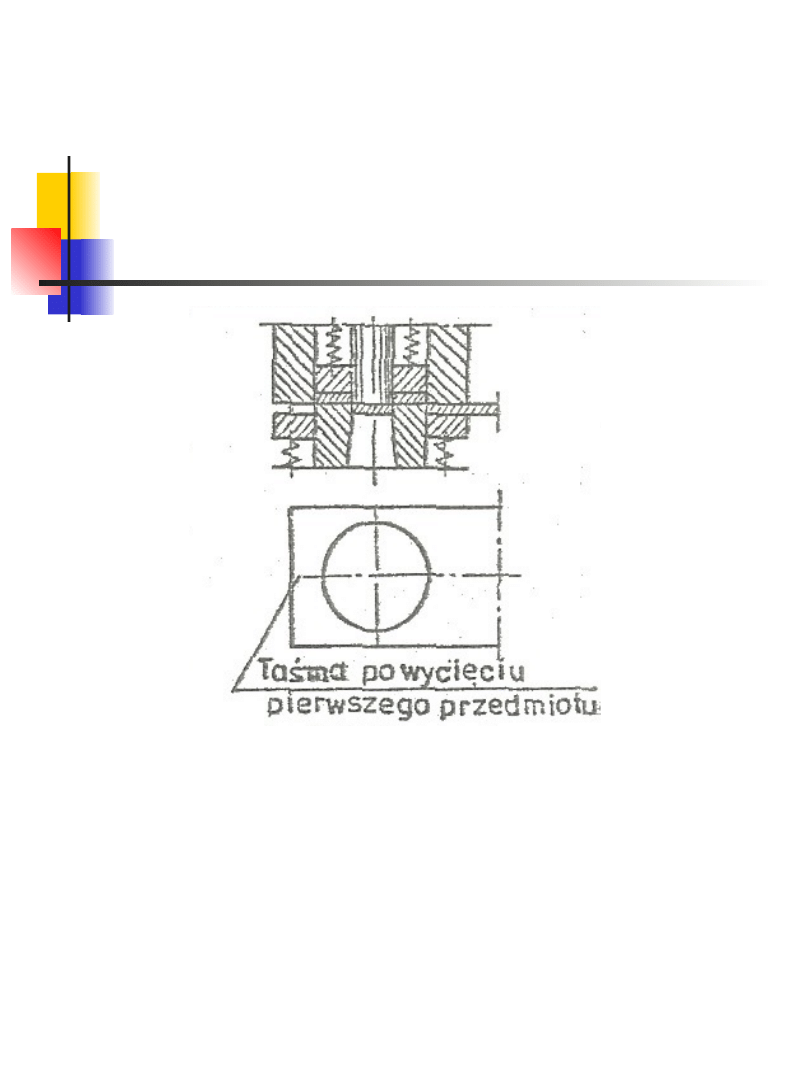
Wykrojniki jednoczesne
– w czasie
jednego skoku suwaka prasy
wykonywane są wszystkie zabiegi.
Wykrojniki jednozabiegowe
Zalety: prosta konstrukcja, niski
koszt.
Wady: mała wydajność.
Wykrojniki wielotaktowe
Zalety:
wysoka wydajność, możliwość
automatyzacji.
Wady: stosunkowo niewielka dokładność wymiarowa,
występowanie zadzioru po obu stronach
przedmiotu.
Wykrojniki jednoczesne
Zalety:
wysoka wydajność, dobra dokładność
wymiarowa, dobra płaskość wyrobu,
jednostronny zadzior.
Wady: wysoki koszt, utrudniona automatyzacja
procesu.
Kształtowanie
przedmiotów o
powierzchni
nierozwijalnej
Ciągnienie i rozciąganie
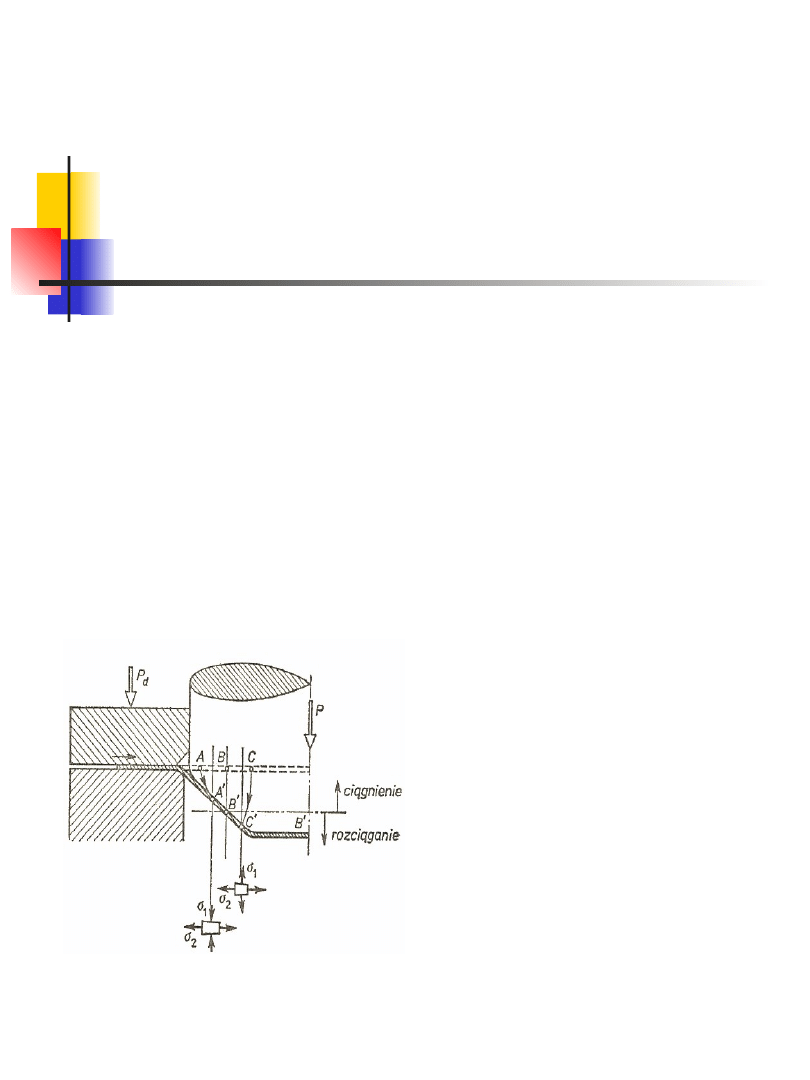
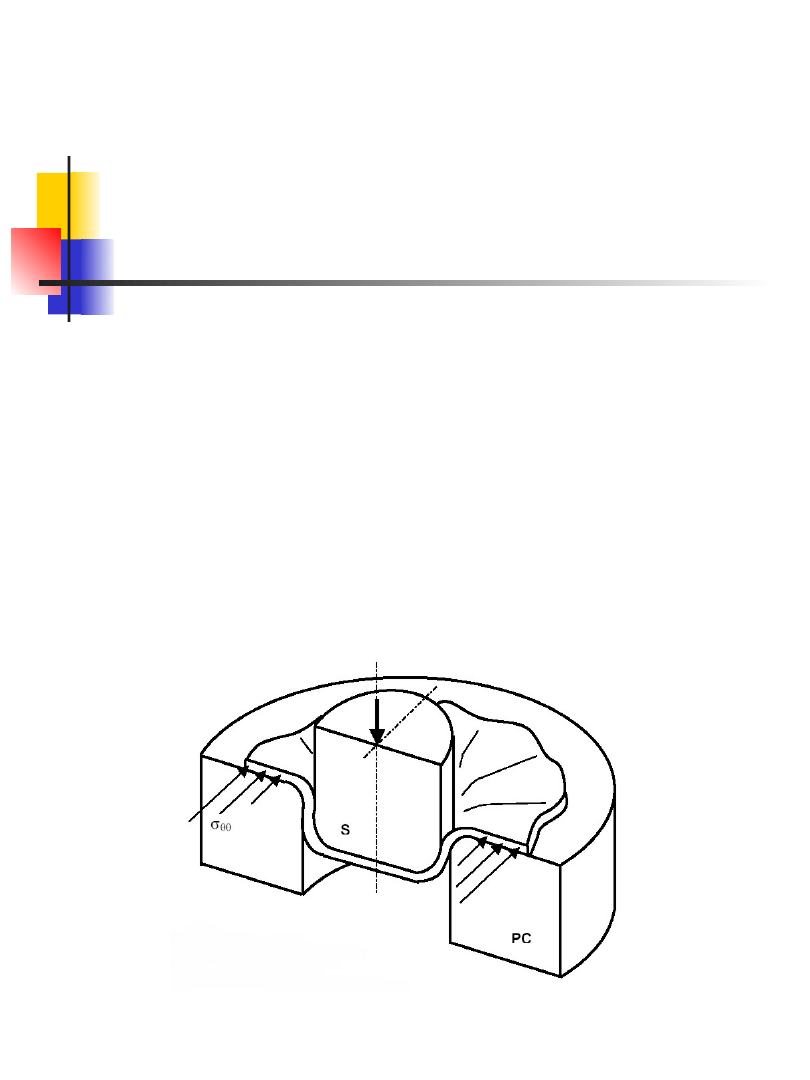
Rozpatrując proces wytłaczania można
przyjąć, że przebiega on w płaskim stanie
naprężenia tj. naprężenie działające w
kierunku normalnym do powierzchni blachy
jest równe zero (
3
=0). Linia B’B’ rozdziela
cylindryczno-stożkową wytłoczkę na dwa
obszary. W kołnierzowej części występuje
tzw.
ciągnienie
, w części dennej –
rozciąganie
.
Rys. 1 Schemat
obrazujący udział
ciągnienia i
rozciągania w
procesie wytłaczania
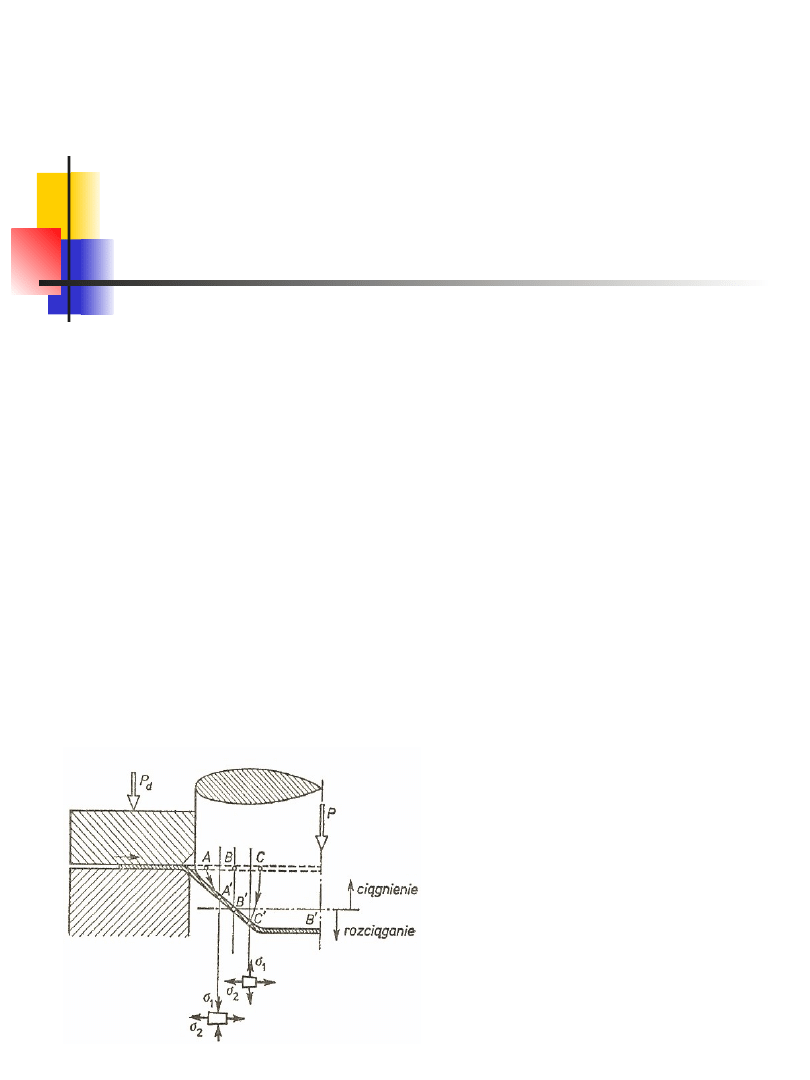
Ciągnienie i
rozciąganie
Rozciąganie
– charakteryzuje się
występowaniem naprężeń rozciągających
zarówno w kierunku promieniowym jak i
obwodowym (
1
>0,
2
>0). Materiał oddala
się od osi wytłoczki (pkt. CC’).
Ciągnienie
– charakteryzuje się
występowaniem naprężeń o różnych
znakach; w kierunku obwodowym występują
naprężenia ściskające (
1
<0), w kierunku
promieniowym – rozciągające (
2
>0).
Materiał przemieszcza się w kierunku osi
wytłoczki (pkt. AA’).
Rys. 1 Schemat
obrazujący udział
ciągnienia i rozciągania
w procesie wytłaczania
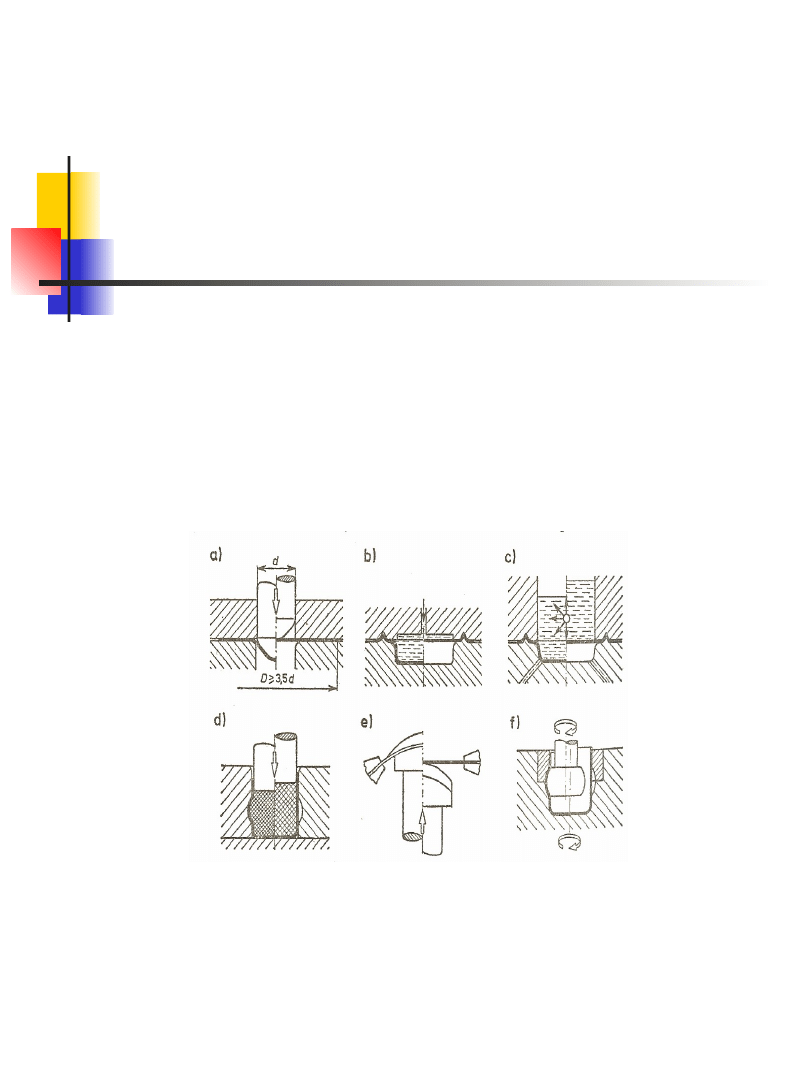
Kształtowanie
wytłoczek przez
rozciąganie
Kształtowanie wytłoczek poprzez
rozciąganie ma miejsce podczas
kształtowania zagłębień, jeżeli są one małe
w porównaniu z wymiarami blachy, lub gdy
jej obrzeże jest utwierdzone. Powierzchnia
wytłoczki ulega powiększeniu kosztem
zmniejszenia grubości jej ścianki.
Rys. 2 Sposoby kształtowania wytłoczek przez
rozciąganie: a) za pomocą sztywnego stempla, b)
za pomocą cieczy, c) za pomocą bardzo dużych
mocy, d) rozpychanie, e) obciąganie, f)
wyoblanie.
Kształtowanie
wytłoczek przez
ciągnienie
W większości przypadków wytłaczanie zachodzi z
dominującym udziałem ciągnienia.
W przypadku b) i c) rolę jednego z narzędzi odgrywa
ciecz, guma lub poliuretan.
W przypadku d) wytłaczanie jest realizowane
działaniem impulsu ciśnienia wywołanego w cieczy
detonacją ładunku wybuchowego lub rozładowaniem
iskrowym baterii kondensatorów.
W przypadku e) wytłaczanie przebiega za pomocą
impulsu elektromagnetycznego.
Rys. 3 Sposoby
kształtowania wytłoczek
przez ciągnienie: a) za
pomocą sztywnych
narzędzi, b)
hydrauliczne, c)
wytłaczanie gumą, d)
przy użyciu dużych
mocy, e)
elektromagnetyczne.
Wytłaczanie
Najczęściej stosowane jest wytłaczanie za pomocą
sztywnych narzędzi. Materiał wsadowy w postaci
płaskiego krążka blachy na skutek działania
stempla zmienia kształt na walcowy poprzez
odkształcenie plastyczne, przy którym zachodzi
podwójna zmiana krzywizny blachy.
Rys. 4 Poszczególne
fazy procesu
wytłaczania z
dociskaczem
naczynia
cylindrycznego.
Maksymalną siłę wytłaczania
naczyń cylindrycznych bez
kołnierza można wyznaczyć ze
wzoru:
gdzie:
d – średnica wytłoczki
zmierzona w środku grubości
ścianki,
R
m
– wytrzymałość na rozciąganie
kształtowanej blachy,
g – grubość blachy,
k – współczynnik zależny od
wartości d/D i (g/D)·100 (tab. 1).
Wytłaczanie
m
k
R
g
d
k
P
max
Wytłaczanie
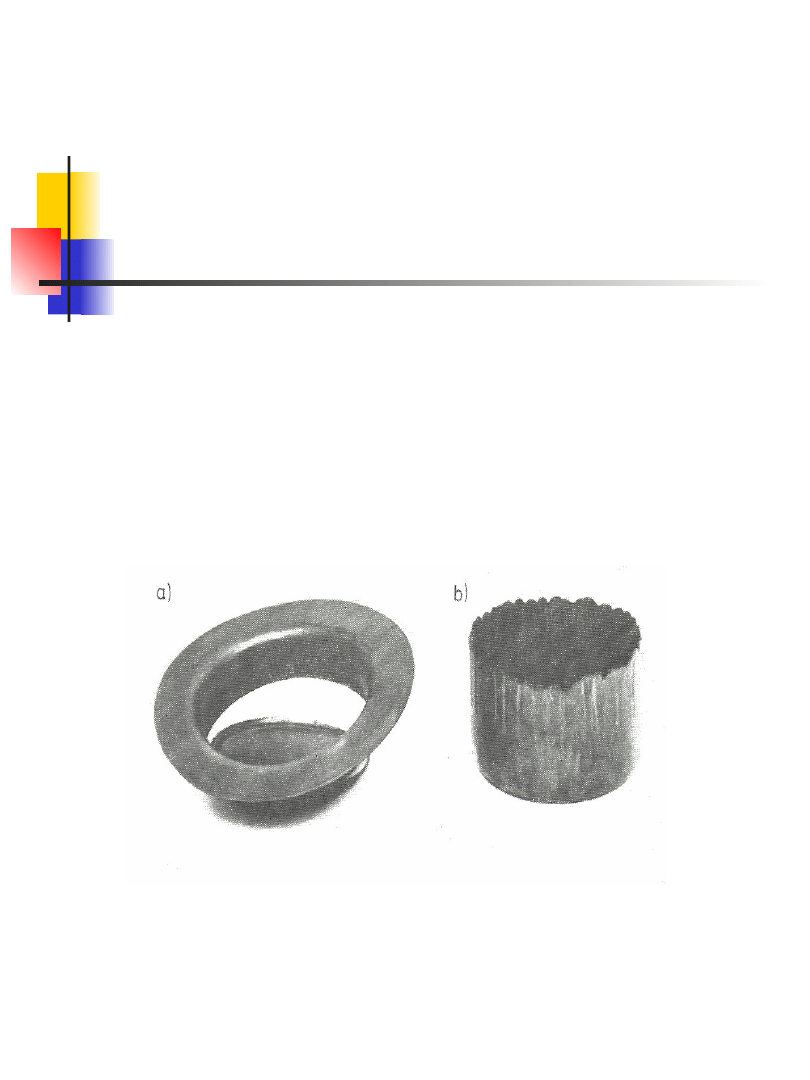
Zjawiska ograniczające
proces wytłaczania:
pękanie obwodowe
ścianki,
fałdowanie kołnierza.
Rys. 6 Pękniecie obwodowe
ścianki a) oraz pofałdowanie b)
Wytłaczanie: pękanie
obwodowe ścianki
Aby nie dopuścić do pęknięcia
ścianki, proces wytłaczania musi być
realizowany przy sile tłoczenia
mniejszej od siły zrywającej:
Ogranicza to odkształcenia jakie
mogą być zrealizowane w procesie
wytłaczania, które umownie
reprezentowane są przez tzw.
współczynnik wytłaczania m
1
:
0
1
1
D
d
m
gdzie:
d
1
– średnica zewnętrzna
wytłoczki,
D – średnica materiału
wsadowego.
zr
k
P
P
max
Wytłaczanie: pękanie
obwodowe ścianki
Jeżeli współczynnik m
1
jest większy
od pewnej granicznej wartości:
m
1
> m
gr
to proces przebiega prawidłowo.
Jeżeli ten warunek nie jest
zachowany następuje pocienienie
ścianki i pęknięcie w tzw. przekroju
niebezpiecznym znajdującym się w
pobliżu przejścia części walcowej
stempla w zaokrąglenie.
Wytłaczanie: pękanie
obwodowe ścianki
Tab. 2 Zalecane wartości współczynnika
wytłaczania m
1
dla naczyń
cylindrycznych bez kołnierza.
Względna
grubość
krążka
(g/D)·100
2,0
1,5
1,0
0,5
0,2
0,0
6
Współczynnik
wytłaczania
m
1
0,4
6
0,5
0
0,5
3
0,5
6
0,5
8
0,6
0
Wytłaczanie: pękanie
obwodowe ścianki
Niebezpieczeństwo pęknięcia zmniejsza się wówczas,
gdy zmniejsza się maksymalna siła wytłaczania i
zwiększa się wartość siły zrywającej.
Zmniejszenie maksymalnej siły wytłaczania można
osiągnąć przez:
zaokrąglenie krawędzi pierścienia ciągowego
możliwie dużym promieniem r
m
> (5÷10)g, co
zmniejsza pracę gięcia plastycznego na tej krawędzi
oraz zmniejsza występujące na niej opory tarcia,
zmniejszenie oporów tarcia między blachą a
powierzchniami roboczymi matrycy i dociskacza
przez staranne wypolerowanie i odpowiednie
smarowanie tych powierzchni,
ograniczenie do niezbędnego minimum nacisków
jednostkowych wywieranych przez dociskacz.
Zwiększenie wartości siły zrywającej można osiągnąć
przez:
wykonanie możliwie dużych promieni zaokrąglenia
krawędzi stempla
r
s
(4÷6)g,
zwiększenie tarcia między powierzchnią boczną
stempla i kształtowaną blachą, co odciąża
niebezpieczny przekrój.
Wytłaczanie: fałdowanie
kołnierza
Fałdowanie kołnierza
jest pewną formą
plastycznego wyboczenia blachy,
zachodzącego pod wpływem ściskających
naprężeń obwodowych. Występuje
wówczas, gdy grubość blachy g jest mała w
porównaniu ze średnicą D odkształcanego
krążka.
Wytłaczanie: fałdowanie
kołnierza
Przyjmuje się , że przy wytłaczaniu
swobodnym fałdowanie kołnierza
wystąpi jeżeli zachodzi
następująca zależność jest
prawdziwa:
)
1
(
5
100
1
m
D
g
W takich przypadkach należy
stosować tzw. dociskacz.
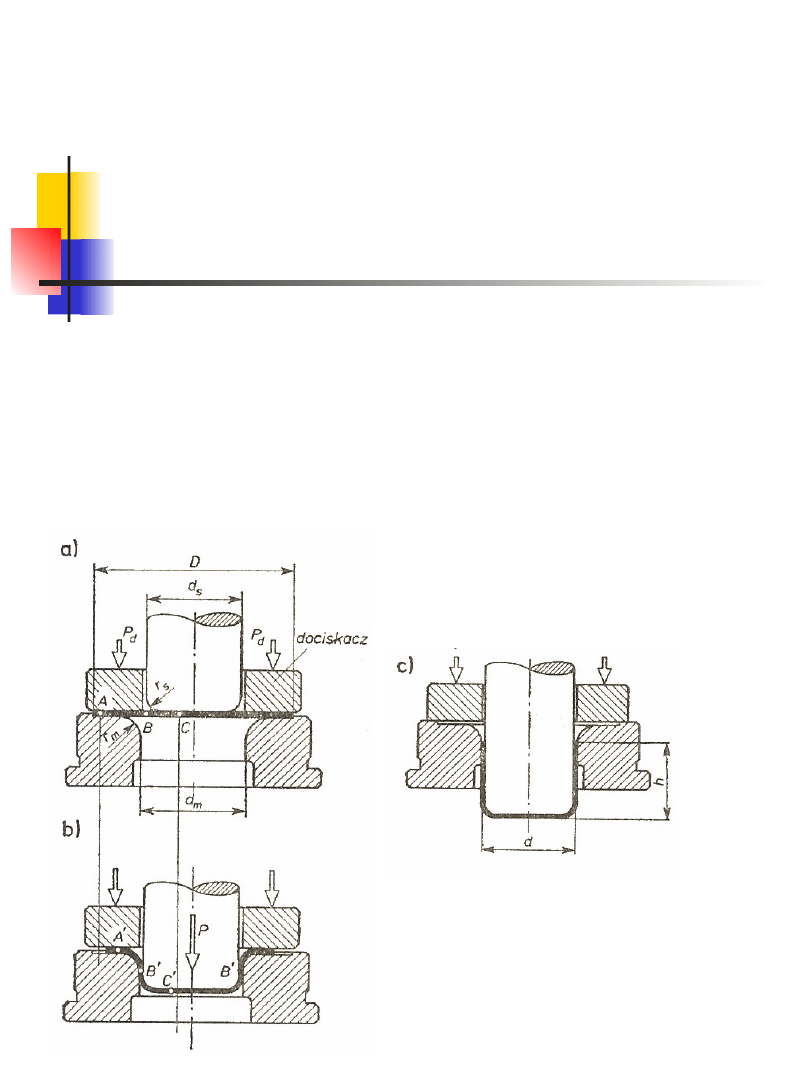
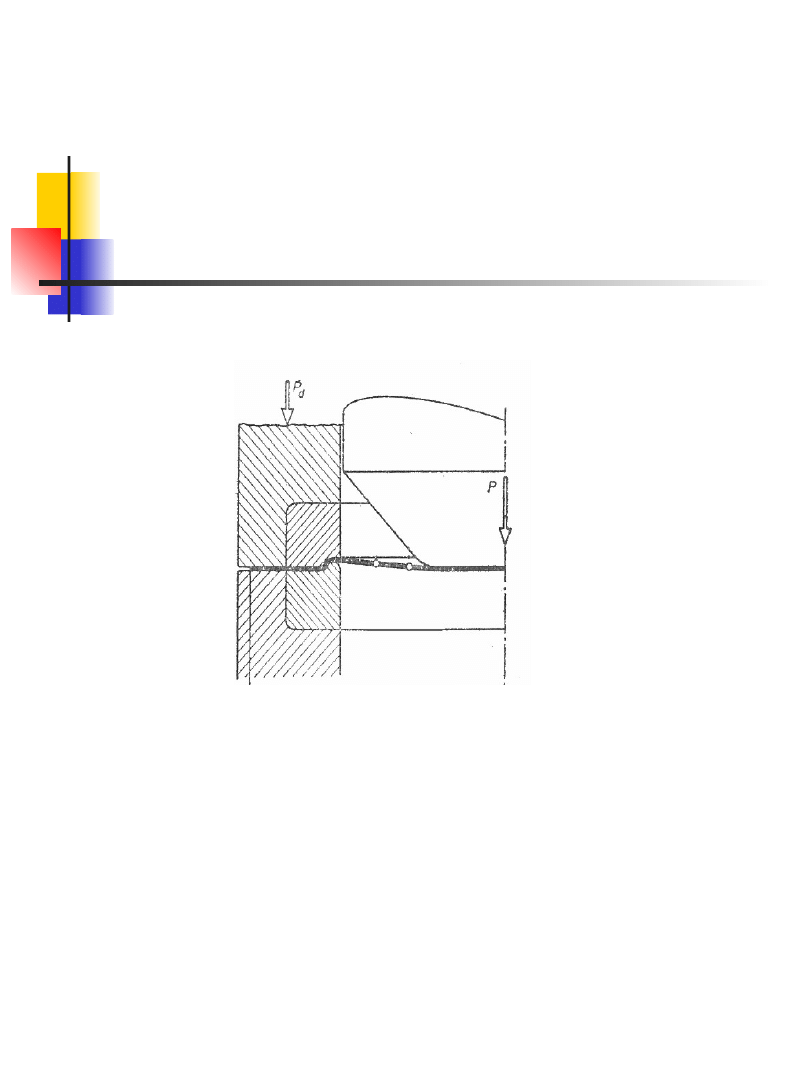
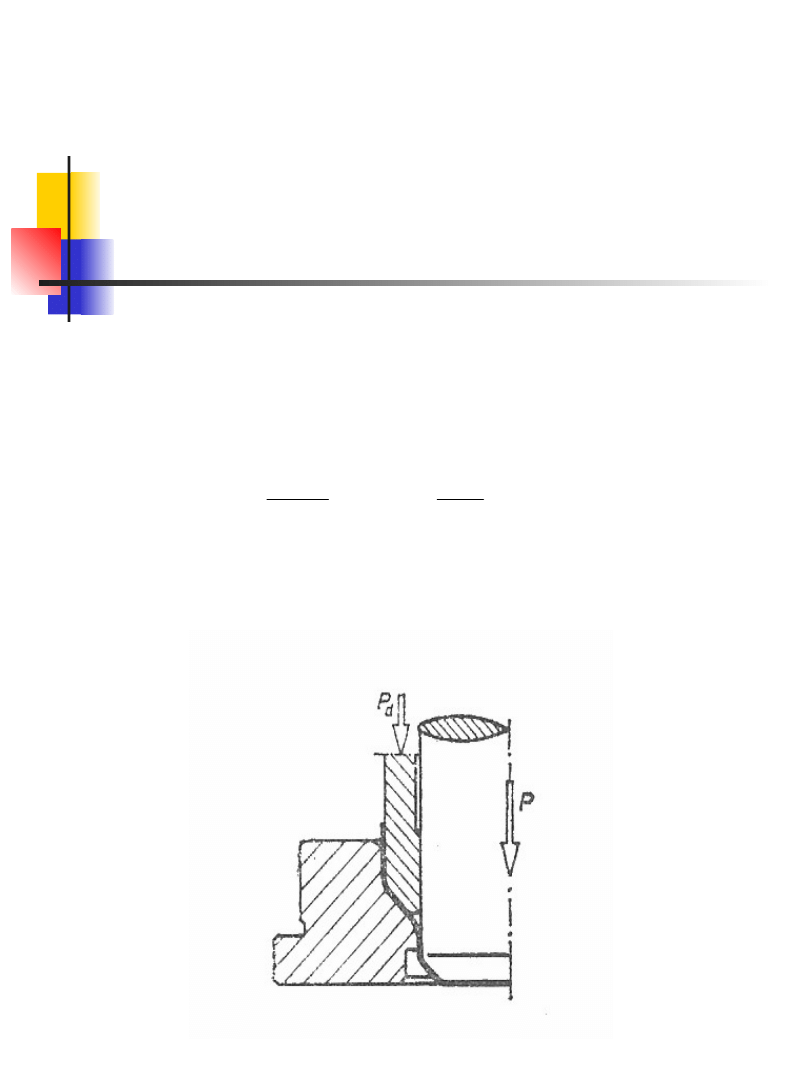
Wytłaczanie: fałdowanie
kołnierza
Dociskacz –
dodatkowy
pierścień
dociskający blachę
do powierzchni
pierścienia
ciągowego z pewną
siła P
d
.
Dociskacz stosuje
się tylko wtedy gdy
jest to konieczne,
gdyż powoduje on
dodatkowe opory
wytłaczania i
zwiększa
niebezpieczeństwo
pęknięcia wytłoczki.
Wytłaczanie: fałdowanie
kołnierza
Bardzo ważny jest dobór siły
dociskającej. Nie może być ona zbyt
mała, gdyż dociskacz nie spełni swojego
zadania; z drugiej strony nie może być
zbyt duża, gdyż prowadzi do
nadmiernego wzrostu siły tłoczenia i
pęknięcia wytłoczki.
Siłę wywieraną przez dociskacz oblicza
się na podstawie wzoru:
gdzie: A
d
– powierzchnia, na którą działa
dociskacz,
q – nacisk jednostkowy zależny od
rodzaju materiału i jego grubości,
r
m
– promień zaokrąglenia krawędzi
matrycy.
q
r
d
D
q
A
P
m
m
d
d
2
2
)
2
(
4
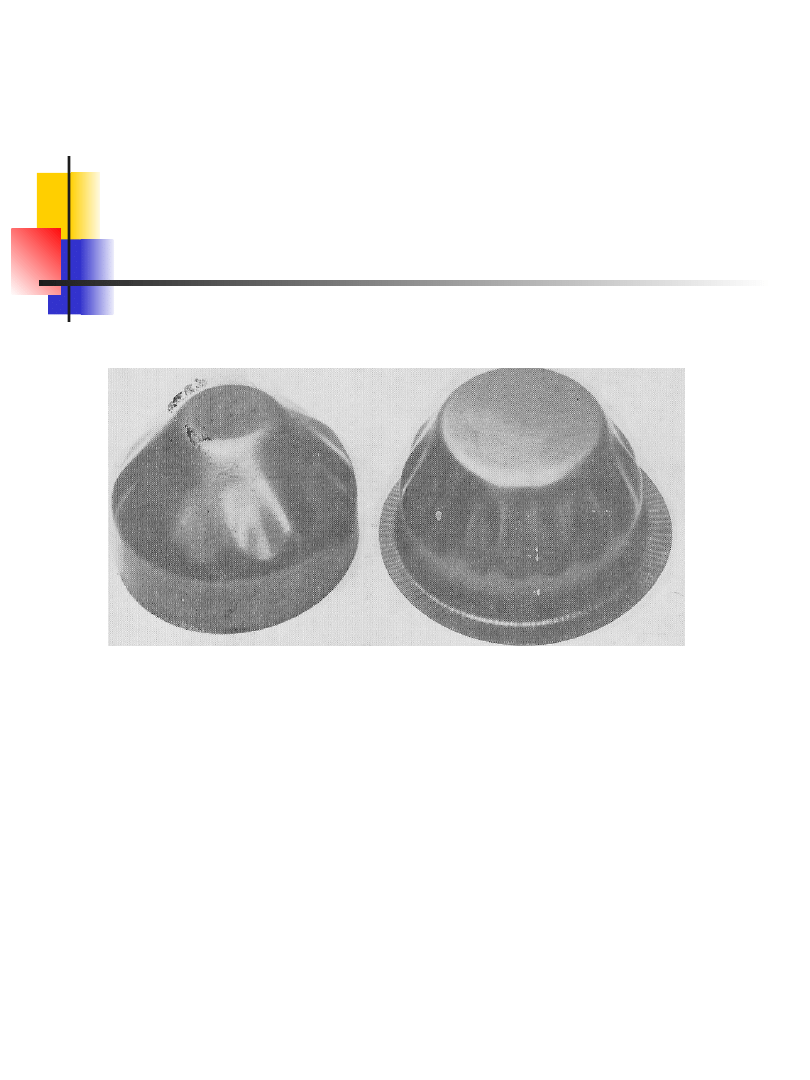
Wytłaczanie: fałdowanie
kołnierza
Dociskacz zapobiega tworzeniu się fałd
jedynie na płaskim kołnierzu wytłoczki. Przy
innych kształtach niż cylindryczne, fałdy
mogą powstać poza kołnierzem, w
obszarach swobodnych. Ma to miejsce
przede wszystkim przy kształtowaniu
wytłoczek typu karoseryjnego oraz
cienkościennych naczyń o kształcie stożków
ściętych, paraboloid obrotowych itp.
Wytłaczanie: fałdowanie
kołnierza
Obwodowe naprężenia ściskające można
zmniejszyć lub nawet zupełnie usunąć
przez zwiększenie promieniowych naprężeń
rozciągających. Najczęściej uzyskuje się to
przez zastosowanie żeber lub progów
ciągowych (rys.).
Progi ciągowe powinny być tak
projektowane, aby opory kształtowania nie
były zbyt duże, gdyż prowadzi to do
pęknięcia wytłoczki.
Przetłaczanie
Jeżeli geometria wytłoczki nie
pozwala na jej wykonanie w jednej
operacji wytłaczania, to najpierw
stosuje się wytłaczanie z
zalecanym stosunkiem
wytłaczania m
1
, a następnie
operację przetłaczania.
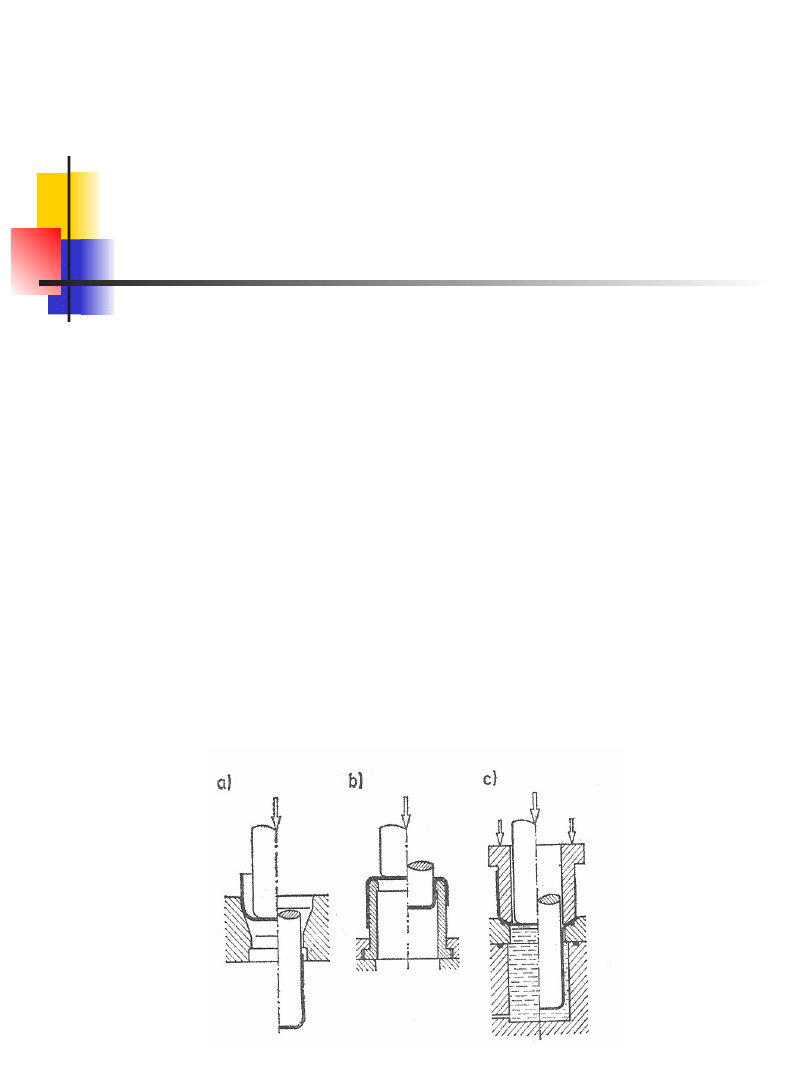
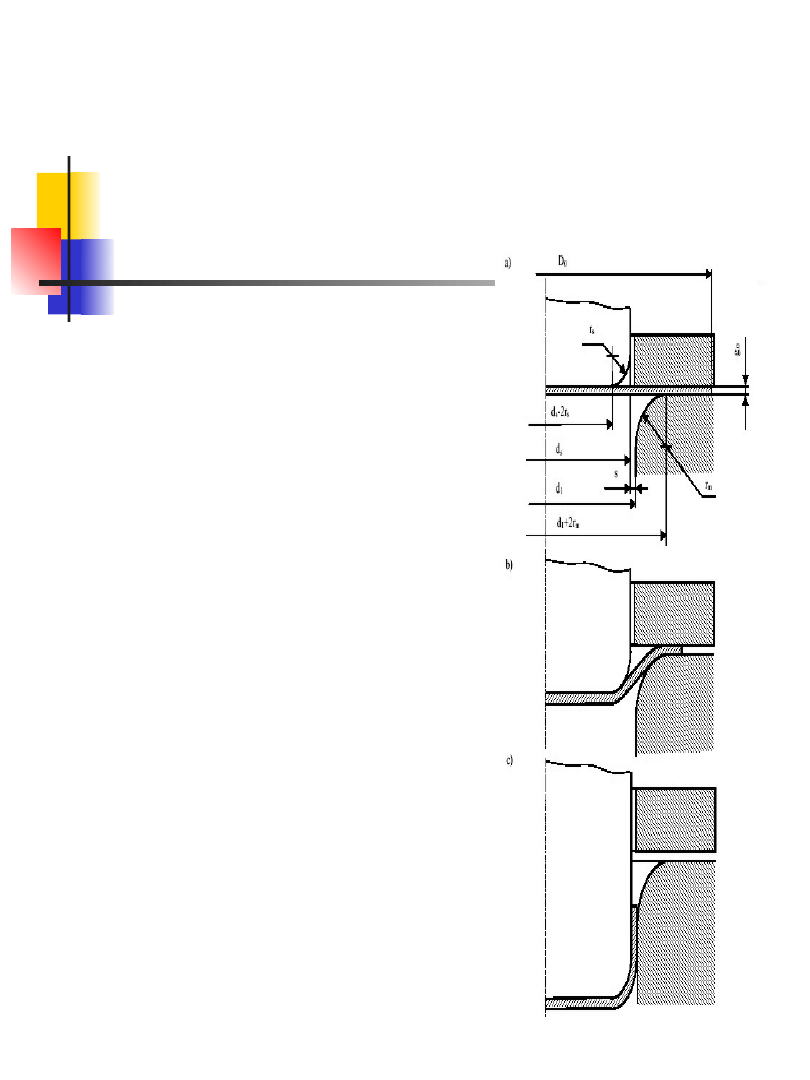
Przetłaczanie
Najczęściej realizowany jest sposób
przetłaczania przedstawiony na rys. a.
Przetłaczanie można prowadzić tak, aby
wewnętrzna powierzchnia wytłoczki stała
się powierzchnią zewnętrzną (tzw.
przewijanie) – rys. b. Przetłaczanie,
podczas którego wytłoczka jest dociskana
do stempla cieczą pod ciśnieniem (rys. c),
wskutek korzystnego wpływu tarcia między
stemplem a cylindryczną ścianką ,
umożliwia uzyskanie w jednej operacji
znacznie wyższych wytłoczek niż przy
sposobach konwencjonalnych. Wymaga
ono jednak zastosowania specjalnej prasy.
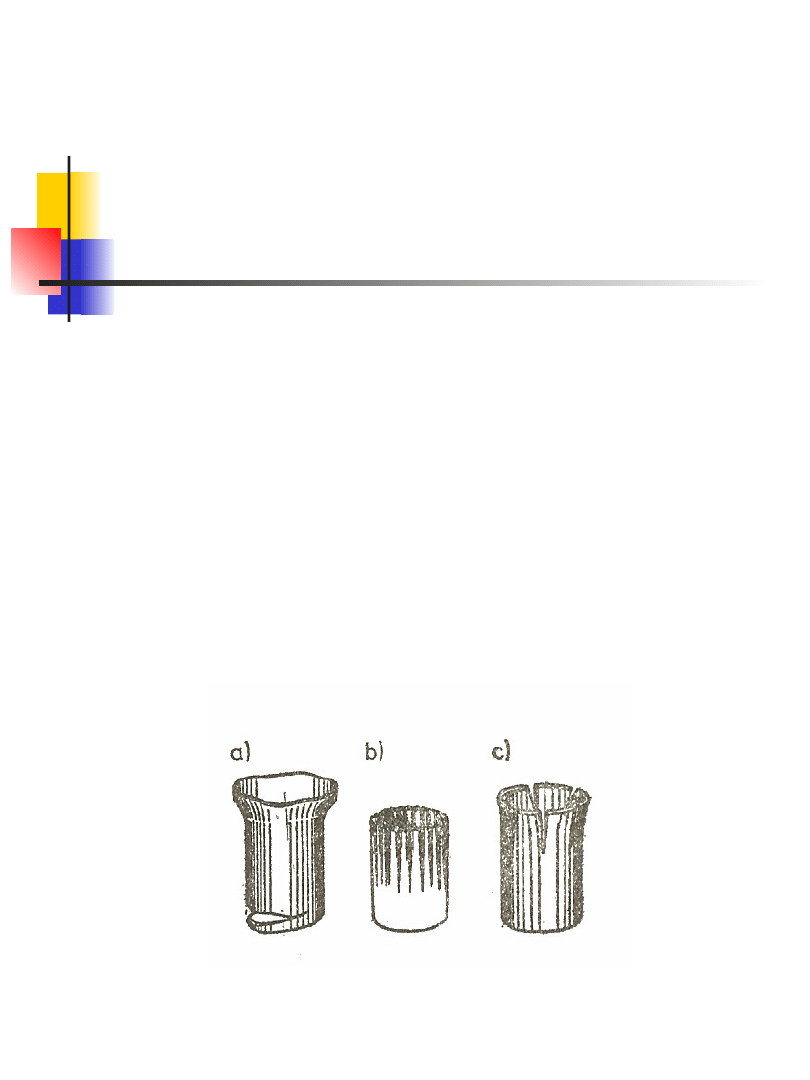
Przetłaczanie: zjawiska
ograniczające
Proces przetłaczania ograniczony jest przez trzy
zjawiska:
pęknięcia obwodowe wytłoczki w pobliżu dna
(rys. a),
fałdowanie ścianki wytłoczki, wywołane
obwodowymi naprężeniami ściskającymi (rys. b),
wzdłużne pęknięcie ścianki przy obrzeżu
wytłoczki, będące wynikiem nadmiernego
umocnienia materiału (rys.c).
Przetłaczanie: zjawiska
ograniczające
Ze względu na występowanie obwodowego pęknięcia
ścianki wytłoczki stosunek średnic d
2
/d
1
zwany
inaczej współczynnikiem przetłaczania m
2
musi być
większy od wartości granicznej tego stosunku
(d
2
/d
1
)
gr
.
Przez wielokrotne powtarzanie operacji przetłaczania
można uzyskać stopniowo zmniejszające się średnice
wytłoczki d
2
, d
3
, ..., d
n-1
, d
n
. W każdej z tych kolejnych
operacji musi być spełniony warunek:
gr
n
n
n
n
n
d
d
d
d
m
1
1
Przetłaczanie: zjawiska
ograniczające
Fałdowanie ścianki wytłoczki nie występuje, jeżeli
spełniony jest warunek:
Jeżeli warunek ten nie jest spełniony, to
zapobiega się fałdowaniu przez zastosowanie
dociskacza (rys.).
n
n
m
d
g
1
100
1
Przetłaczanie: zjawiska
ograniczające
Wzdłużne pęknięcie wytłoczki następuje
na skutek umocnienia materiału na skutek
odkształceń, które w kolejnych operacjach
osiągają wartości największe na obrzeżach
wytłoczki. Pęknięcia te mogą się pojawić
bezpośrednio po przetłoczeniu wyrobu
przez matrycę lub po upływie pewnego
czasu. Aby wyeliminować to zjawisko
stosuje się międzyoperacyjne wyżarzanie
rekrystalizujące. Dokładne określenie
liczby operacji bez wyżarzania jest trudne i
wymaga zwykle przeprowadzenia prób.
Gięcie – metoda kształtowania
przedmiotów z blach, prętów,
drutów i rur.
W zależności od rodzaju ruchu
narzędzia rozróżnia się następujące
podstawowe metody gięcia:
gięcie na prasach – narzędzie
wykonuje ruchu prostoliniowo-
zwrotne,
gięcie za pomocą walców –
narzędzia kształtujące wykonują
ruch obrotowy,
gięcie przez przeciąganie.
GIĘCIE
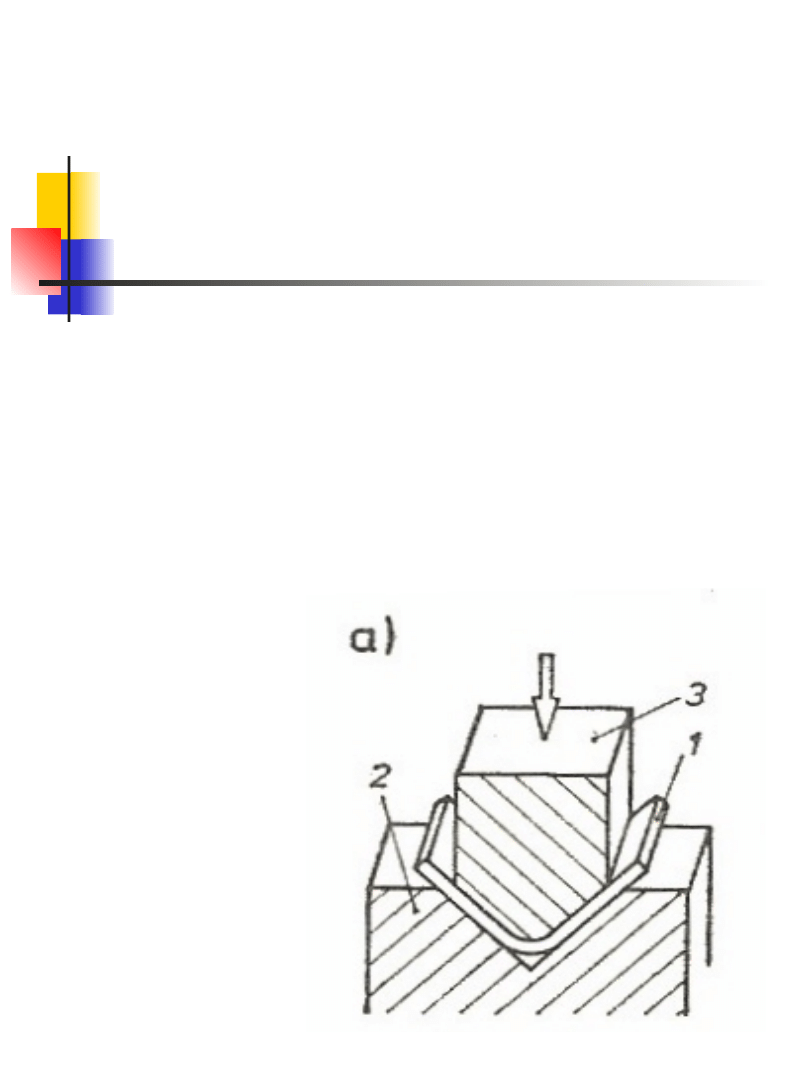
Wyginanie
Wyginanie jest podstawowym
sposobem gięcia na prasach.
Kształtowanie pasa blachy 1,
położonego na matrycy 2, odbywa
się wskutek wywarcia nacisku
przez stempel 3.
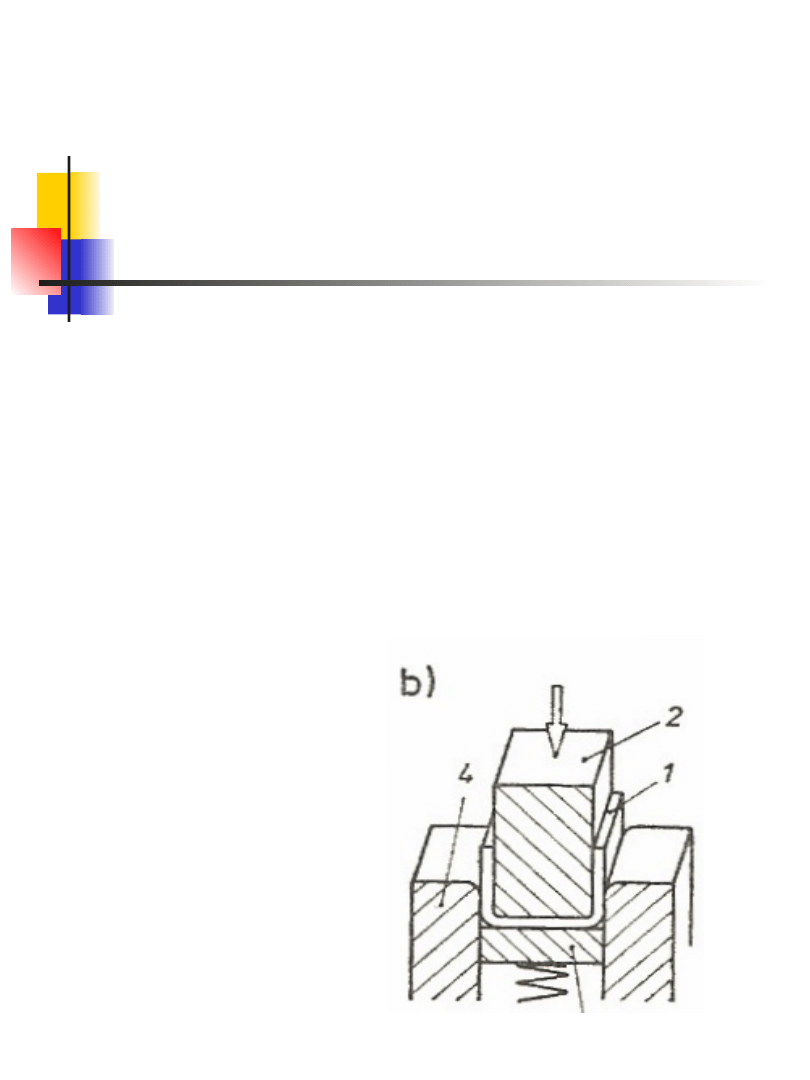
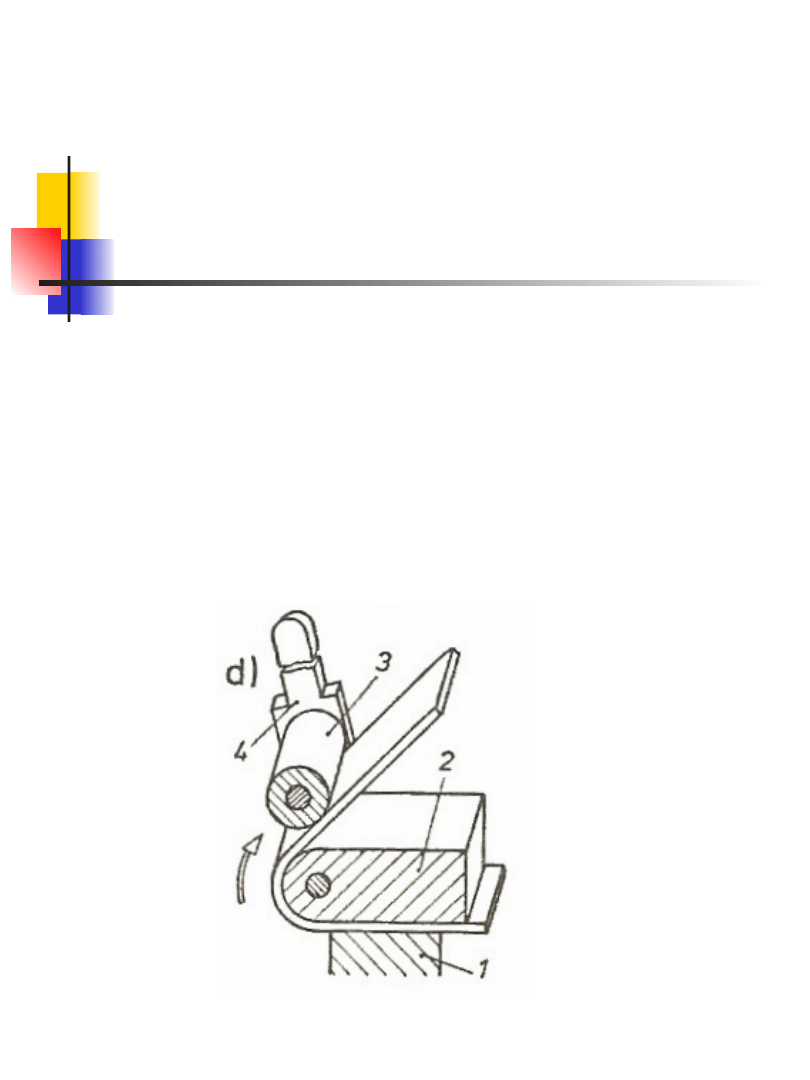
Zaginanie
Podczas zaginania blacha 1 jest
stale dociskana do powierzchni
stempla 2 za pomocą dociskacza
3. Ramiona przedmiotu ulegają
zaginaniu wskutek ślizgania się po
zaokrąglonych krawędziach
nieruchomych szczęk gnących 4.
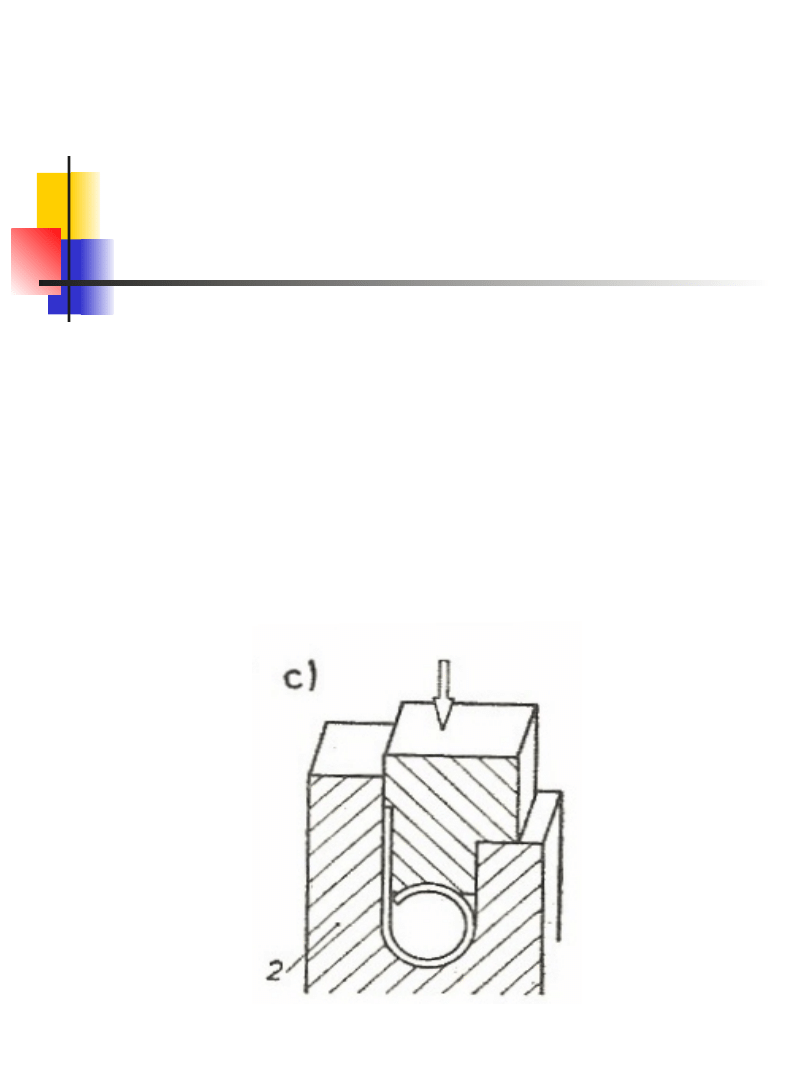
Zwijanie
W przypadku zwijania nacisk
wywierany jest wzdłuż
płaszczyzny blachy. Zakrzywienie
blachy następuje na skutek
ślizgania się po jej wewnętrznej
walcowej powierzchni narzędzia 2.
Owijanie
Owijanie polega na zamocowaniu
jednego końca materiału w
zacisku 1 i owijaniu go wokół
wzornika 2 za pomocą rolki 3,
umieszczonej na długiej dźwigni
4.
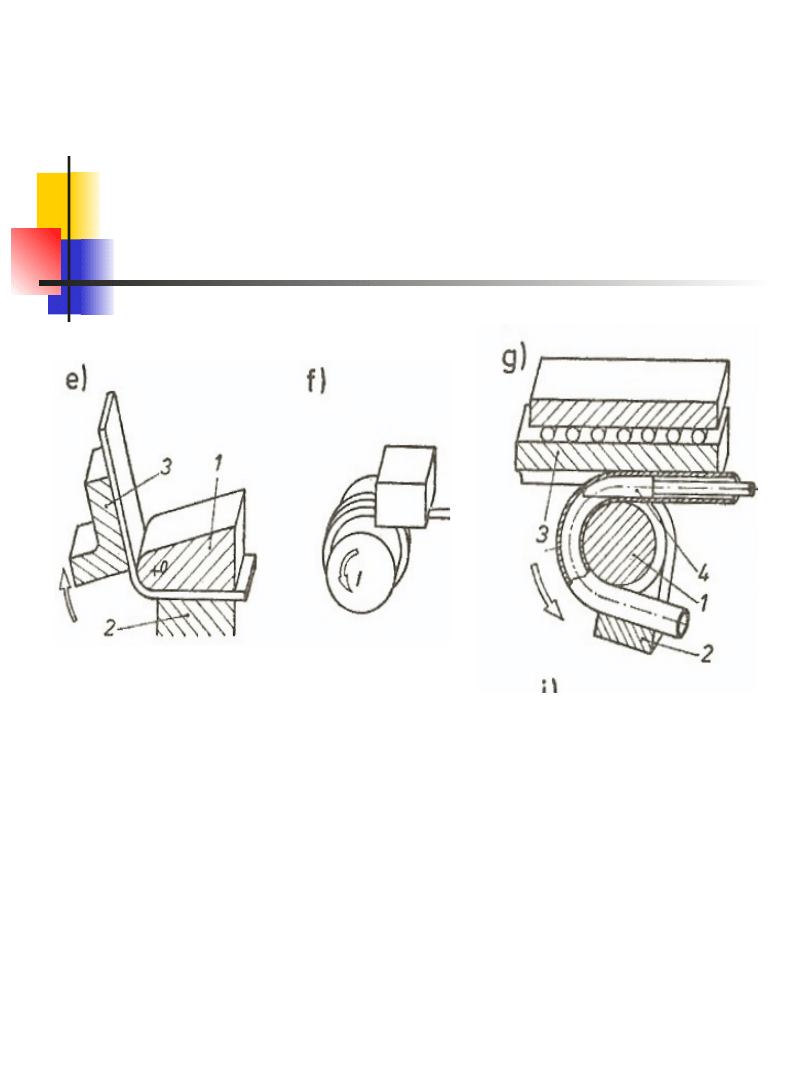
Owijanie
Na rysunku przedstawiono różne
sposoby owijania: e) gięcie na
zaginarkach, f) zwijanie sprężyn na
trzpieniu, g) owijanie rur
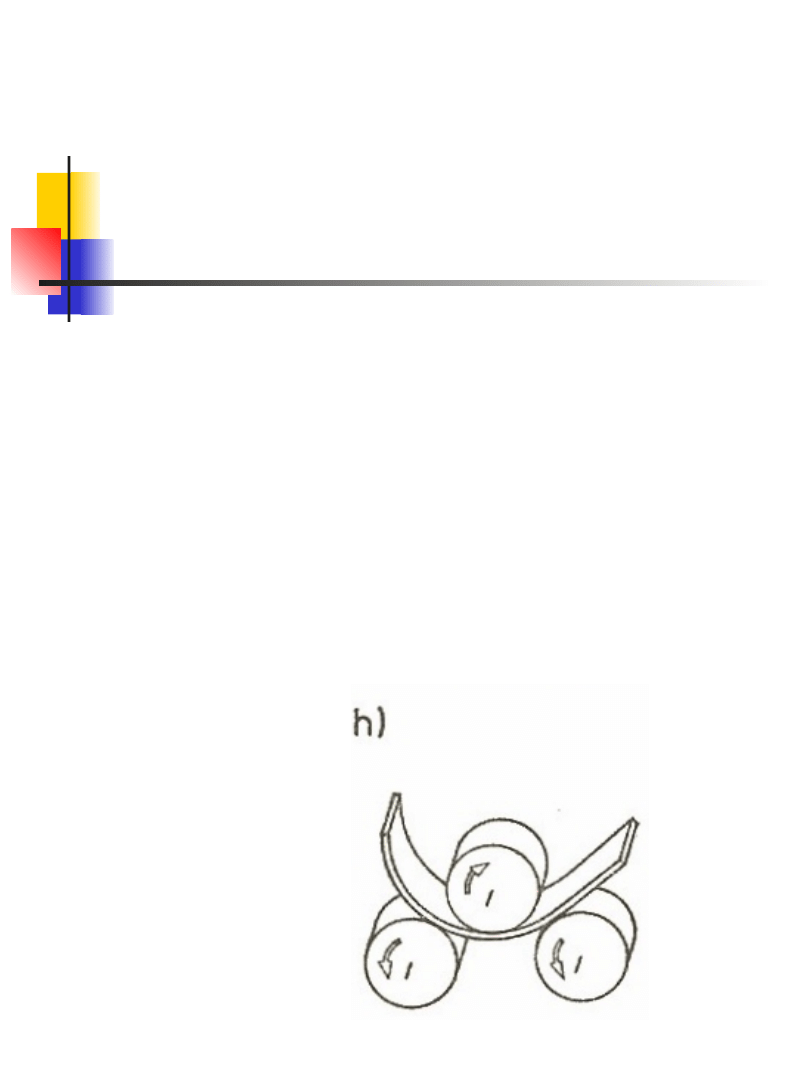
Gięcie blachy za pomocą
trzech walców
Zakrzywienie materiału następuje
na skutek ruchu obrotowego
walców i działania odpowiednich
nacisków wywieranych przez te
walce na kształtowaną blachę.
Między innymi tą metodą
kształtuje się duże płaszcze
zbiorników wykonywanych z grubej
blachy.
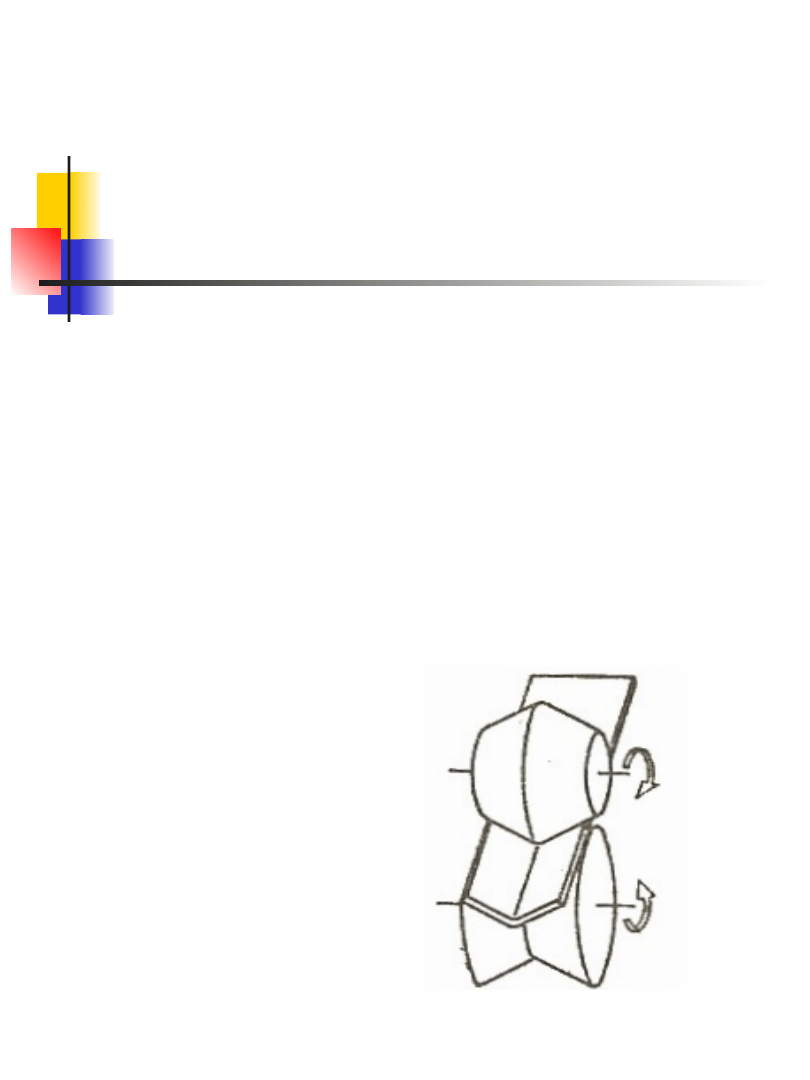
Gięcie za pomocą
walcowania wzdłużnego
Obrabianą taśmę przepuszcza się kolejno
przez jedną, kilka lub kilkanaście par
walców ustawionych jedna za drugą.
Zginają one taśmę nadając jej stopniowo
żądany kształt. Walce mają zwykle osie
poziome i są napędzane. Pomiędzy nimi
umieszcza się często pomocnicze, nie
napędzane walce (rolki) o osiach
pionowych. Jest to bardzo wydajny
sposób gięcia stosowany do produkcji
różnego rodzaju kształtowników.
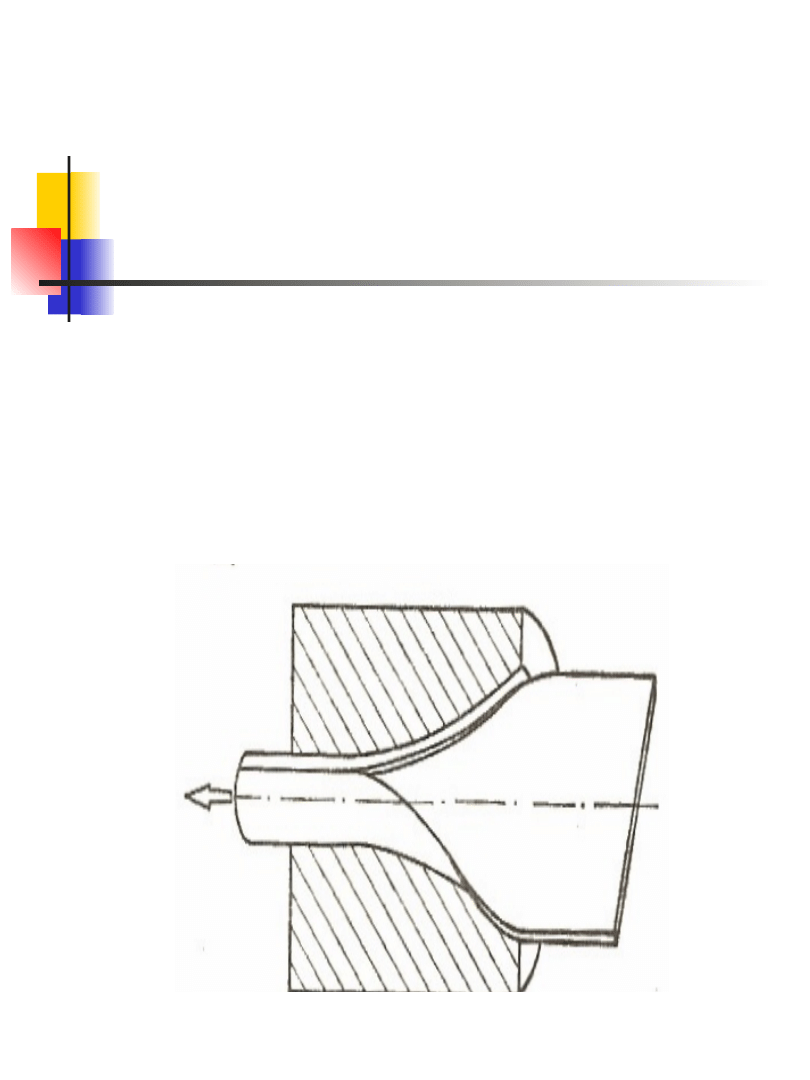
Gięcie przez przeciąganie
Na rysunku przedstawiono schemat
wzdłużnego zwijania taśmy w rurę metodą
przeciągania przez nieruchome narzędzie
o odpowiednio ukształtowanym zarysie
otworu roboczego.
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
- Slide 42
- Slide 43
- Slide 44
- Slide 45
- Slide 46
- Slide 47
- Slide 48
- Slide 49
- Slide 50
- Slide 51
- Slide 52
- Slide 53
- Slide 54
- Slide 55
- Slide 56
- Slide 57
Wyszukiwarka
Podobne podstrony:
TECHNOLOGIA PROCESU WYTŁACZANIA!!, Uczelnia, Semestr 9, PODSTAWU PRZETW�?RSTWA TWORZYW SZTUCZNYCH, L
technologia wytlaczania
WYKRAWANIE Rys, Technologie wytwarzania
technologia wytlaczania, Polibuda, PTS
WYKRAWANIE, Technologie wytwarzania
technologia wytlaczania, ZiIP Politechnika Poznańska, Przetwórstwo Tworzyw Sztucznych
technologia wytlaczania (2), ZiIP sem.I, PTS, PTS
Technologia wytłaczania tworzyw sztucznych
Technologie przetwórstwa tworzyw (prasowanie, wytłaczanie,
PORÓWNYWANIE TECHNOLOGII
19 Mikroinżynieria przestrzenna procesy technologiczne,
Technologia informacji i komunikacji w nowoczesnej szkole
Technologia spawania stali wysokostopo
więcej podobnych podstron