
Technologie odzysku i
recyklingu makulatury

Plan prezentacji:
1.
Wstęp
2.
Definicje
3.
Prawodawstwo
4.
Statystyki
5.
Historia
6.
Opis technologii
7.
Wpływ technologii na środowisko
8.
Wady i zalety
9.
Podsumowanie
2

U progu XXI wieku trudno sobie wyobrazić
funkcjonowanie
bez
papieru.
Przeciętnie
mieszkaniec świata rocznie zużywa ok. 50 kg
papieru. Obecnie roczna produkcja światowa
sięga 318 mln ton. Tak wielką ilość byłoby trudno
wytworzyć
przy
wykorzystaniu
wyłącznie
surowców pierwotnych (drewna), dlatego zużywa
się coraz więcej makulatury. Jej wykorzystanie ma
jeszcze jedno znaczenie: gdyby nie przetwarzano
makulatury na nowy papier, stawałaby się ona
niepotrzebnym śmieciem, masowo zalegającym
na wysypiskach.
3

Polskie zapóźnienia…
Statystyczny Polak zużywa rocznie ponad 60 kg
papieru. Z tej ilości część jest przechowywana w
postaci dokumentów, książek czy zeszytów, część
zużywa się doszczętnie (np. papier toaletowy, ręczniki
papierowe), jednak znaczna ilość to odpady. Średnio:
mieszkaniec naszego kraju zbiera rocznie ok. 22 kg
makulatury, zatem przekazuje do recyklingu niespełna
36% zużywanego przez siebie papieru. To bardzo mało,
gdyż dla porównania w Austrii, Holandii i w Niemczech
odzysk przekracza 70%. Znacznie lepiej niż w Polsce
jest pod tym względem we wszystkich krajach Unii
Europejskiej, a także w Czechach, Słowacji i na
Węgrzech.
4

Nasze zapóźnienia związane są z brakiem rozwiązań
systemowych oraz lukami w edukacji ekologicznej. W innych
krajach powszechnie uznaje się, że za zbiórkę i recykling
odpadów
odpowiadają
ich
wytwórcy,
czyli
przemysł
produkujący towary, handel - ich dystrybutor oraz każdy
konsument zużywający różne produkty i pozbywający się
opakowań. Dlatego powszechnie wprowadzono segregację
odpadów; w Niemczech aż 95% obywateli deklaruje, że w
domu segreguje własne odpady. Ludność, angażując się w
segregację i zbiórkę surowców wtórnych, nie oczekuje za nie
zapłaty; ma natomiast świadomość, że pozwoli to zmniejszyć
koszty wywozu odpadów oraz przyczyni się do poprawy
ochrony środowiska. W Polsce u schyłku lat 90. selektywna
zbiórka odpadów prowadzona była zaledwie w 12% gmin.
Dotychczasowe efekty zbiórek są skromne. W 1998 r.
odzyskano około 22 tys. ton surowców wtórnych, tj. 2,8 kg na 1
mieszkańca, czyli mniej niż 1% wytwarzanych przez każdego z
nas odpadów. Do dnia dzisiejszego poprawa jest minimalna.
5

PAPIER - co zbieramy, czego nie?
Papier – pojemnik niebieski
wrzucamy:
ogazety, książki w miękkich okładkach lub po usunięciu twardych,
okatalogi, prospekty,
otekturę,
oworki papierowe, papier pakowy,
ościnki drukarskie,
nie można wrzucać:
oopakowań z jakąkolwiek zawartością,
olakierowanego lub foliowanego papieru z folderów reklamowych,
otapet,
okalki,
opapieru termicznego,
ozatłuszczonego i brudnego papieru (jeśli jest to fragment wystarczy go
oderwać),
oopakowań wielomateriałowych (tzw. kartoników, opakowań tetra pak)
oartykułów higienicznych
6

Bardzo ważne jest, żeby
makulatura nie była mokra –
wilgotność to istotny parametr
jej jakości - oraz aby razem z
papierem
nie
trafiły
do
pojemnika
żadne
zanieczyszczenia
mechaniczne
(np. metale, szkło, tekstylia,
piasek), chemiczne (np. kleje,
farby)
czy
mikrobiologiczne
(pleśń czy grzyby).
7

Odzysk to „wszelkie działania,
niestwarzające zagrożenia dla życia,
zdrowia
ludzi
lub
dla
środowiska,
polegające na wykorzystaniu odpadów w
całości lub w części, lub prowadzące do
odzyskania
z
odpadów
substancji,
materiałów lub energii i ich wykorzystania.
Przykład: wytwarzanie energii (cieplnej,
elektrycznej) podczas procesów spalania
odpadów).
8

Recykling to „odzysk, polegający na
powtórnym przetwarzaniu substancji lub
materiałów zawartych w odpadach w
procesie produkcyjnym w celu uzyskania
substancji lub materiału o przeznaczeniu
pierwotnym lub o innym przeznaczeniu, w
tym też recykling organiczny, z wyjątkiem
odzysku energii”.
Przykład: wytwarzanie makulatury i papieru
toaletowego w wyniku recyklingu papieru.
9

Etapy recyklingu:
Sortowanie. Oddzielenie poszczególnych
frakcji
odpadów:
tworzyw
sztucznych,
makulatury, puszek metalowych, szkła i
odpadków
organicznych.
Zalecany
jest
wstępny
recykling
w
gospodarstwach
domowych na podział na frakcje suchą i
mokrą (odpady organiczne). Warunkiem
powodzenia selektywnej zbiórki odpadów jest
wysoka świadomość społeczna, kultura
ekologiczna
oraz
łatwa
dostępność
pojemników na odpady.
10

Rozdrabnianie.
Odbywa
się
w
specjalnych
urządzeniach (młynach nożowych), wyposażonych w
noże tnące oraz sita separujące odpady o wymaganej
wielkości. Z uwagi na łatwość transportu surowca
odpady z tworzyw sztucznych muszą zostać
rozdrobnione do wymiarów rzędu kilku mm.
Mycie. Odpady z tworzyw sztucznych i szkła zwykle
są zanieczyszczone i wymagają mycia. Stosowane są
w tym celu wanny myjące, zawierające kąpiele wodne
z detergentami. Po etapie mycia konieczne jest
usunięcie wody, co odbywa się przez odwirowanie i
suszenie odpadów (wirówki i suszarnie).
Wytłaczanie. Prowadzi do wytworzenia produktu
końcowego recyklingu, którym może być granulat lub
wyrób finalny o formie użytkowej w przypadku szkła.
Inne. W linii recyklingu znajdować się powinny także
elementy towarzyszące - transportery, cyklony oraz
silosy
spełniające
funkcje
magazynowe
i
homogenizujące odpady.
11
Makulatura – niepotrzebne lub zniszczone wyroby papiernicze, nadające
się bezpośrednio do wtórnego wykorzystania w innych celach niż były
przeznaczone pierwotnie lub nadające się jako jeden z surowców do
produkcji nowego papieru.
12

Klasyfikacja makulatury:
W Polsce stosowana jest klasyfikacja makulatury oparta na europejskim
wykazie rodzajów i odmian tego surowca. Według tej klasyfikacji
makulaturę dzieli się na cztery rodzaje, a w ramach rodzajów na 54
odmiany.
Rodzaj A – są to tzw. odmiany słabe. Obejmują one 12 odmian makulatury
określonych symbolami od A1 do A12. Dominuje wśród nich makulatura
zmieszana z różnych rodzajów papieru i tektury.
Rodzaj B – jest to tzw. makulatura średnia. Obejmuje 15 odmian
makulatury określonych symbolami od B1 do B15. W rodzaju tym
dominującą pozycję stanowią gazety, książki oraz ilustrowane magazyny.
Rodzaj C – odmiany tzw. lepsze. Występuje 19 odmian tego rodzaju
makulatury, które są określone symbolami od C1 do C19. W rodzaju tym
dominują ścinki i odpady wytworów i przetworów z papierów białych i
bezdrzewnych, akta białe oraz ścinki drukarskie.
Rodzaj D – stanowi makulatura mocna. Obejmuje 6 odmian tego surowca
określonych symbolami od D1 do D6. Są to głównie worki, tektura falista,
ścinki i odpady z papieru i tektury tzw. kraft (siarczanowej)
13

Ze względu na mało precyzyjne kryteria oraz nadmiernie
rozbudowany podział makulatury klasyfikacja ta jest w
praktyce trudna do stosowania.
W zbiórce i przerobie makulatury stosowany jest często
podział na następujące rodzaje makulatur:
makulatura mocna obejmująca zużyte worki, tekturę falistą
oraz przetwory z niezielonej masy celulozowejsiarczanowej,
makulatura biała obejmująca wytwory i przetwory z
bielonych mas włóknistych,
makulatura mieszana składająca się z makulatury
niesortowalnej,
makulatura
śmietnikowa
zawierająca
makulaturę
pochodzącą z pojemników na śmieci lub wysypisk.
14

Opłata produktowa
Od początku 2002 r. obowiązują proekologiczne
ustawy, nakładające na każdego producenta
towaru opakowanego obowiązek zebrania i
przekazania do recyklingu odpowiedniej ilości
zużytych opakowań. Jeżeli producent nie wywiąże
się z tej powinności, będzie musiał za każdy
kilogram nie zebranego opakowania zapłacić
wysoką opłatę produktową. Zgromadzone w ten
sposób środki mają wesprzeć budowę krajowego
systemu recyklingu.
15

Firmy, które nie będą w stanie same zatroszczyć się o
recykling opakowań własnych produktów, a chcą być w zgodzie
z prawem, mogą zlecić ich odzysk wyspecjalizowanym
instytucjom, zwanym organizacjami odzysku, które za pewną
opłatą (o wiele niższą od opłaty produktowej) przejmą na siebie
obowiązki przedsiębiorców z tytułu odzysku opakowań. Obok
organizowania zbiórki i recyklingu opakowań, organizacje
odzysku wspierają starania samorządów, podejmowane w celu
uruchamiania gminnych programów selektywnej zbiórki
surowców wtórnych i dużą wagę przykładają do edukacji
ekologicznej.
Bez
poprawy
świadomości
ekologicznej
społeczeństwa i przychylności obywateli do segregacji
odpadów, trudno będzie osiągnąć poziom odzysku makulatury i
pozostałych surowców wtórnych zbliżony do innych krajów
europejskich.
16
Zużycie papieru
2008
2009
2010
Produkcja
papieru i
tektury ['000t]
*3055,4
3275,0
3689,3
Import papieru i
tektury
3448,2
3276,4
3641,9
Eksport papieru
i tektury
2620,7
2700,2
3258,7
Zużycie
3882,9
3851,2
4072,5
Liczba
mieszkańców
38,1
38,2
38,2
Zużycie na 1
osobę
101,6
100,8
106,6
* dane zmienione przez GUS w stosunku do wcześniej publikowanych
17
Statystyka produkcji
2008
2009
2010
Papier i tektura
łącznie
*3055,4
3275,0
3689,3
Papier do celów
graficznych
884,9
948,4
859,1
Papiery
sanitarne
423,0
427,1
463,0
Papiery do
celów
opakowaniowyc
h
1424,9
1596,4
2034,9
Pozostałe
papiery i
tektury
322,6
303,1
332,3
* dane zmienione przez GUS w stosunku do wcześniej publikowanych
18

Przeciętne roczne zużycie papieru na jednego mieszkańca w
kilogramach
Zużycie papieru w różnych częściach
świata
19

Trochę historii…
Do wyrobu papieru surowce wtórne
wykorzystywano od dawna. Już jego wynalazca
- Chińczyk Caj Lun, swoje pierwsze arkusze w
105 r. n.e. wyprodukował m.in. ze starych sieci
rybackich. W Europie jako surowiec papierniczy
zastosowano włókna ze szmat lnianych i
konopnych. Papiernictwo europejskie było
zatem
od
dawna
gałęzią
wytwórczości
zużywającą surowiec wtórny, a papiernicy
przyczyniali się do zmniejszania ilości odpadów,
czym "nieświadomie" dbali o środowisko.
20

Szmaty pozostały cennym surowcem
papierniczym
jeszcze
w
okresie
przemysłowej produkcji. Ich zbieracze,
zwani nieco pogardliwie "szmaciarzami",
byli spotykani w polskich wsiach i
miasteczkach jeszcze w latach 70. XX
wieku. Ostatecznie jednak przemysł
papierniczy
przestawił
się
na
wykorzystanie drewna – pierwsze arkusze
z tego surowca powstały w 1844 r.
21

Większe znaczenie jako surowiec makulatura
zyskała dopiero w drugiej połowie XX w. Wraz ze
wzrostem świadomości ekologicznej społeczeństw
wywierano naciski na przemysł, by przetwarzał jak
najwięcej surowców wtórnych. Zaczęto stosować
makulaturę do produkcji papieru wcześniej
wytwarzanego z drewna. Początkowo powstawały
z niej głównie papiery do pakowania, z czasem
zastosowano ją jako surowiec na papier toaletowy
i tekturę falistą, a od ok. dwudziestu lat z
makulatury
produkuje
się
również
papier
gazetowy.
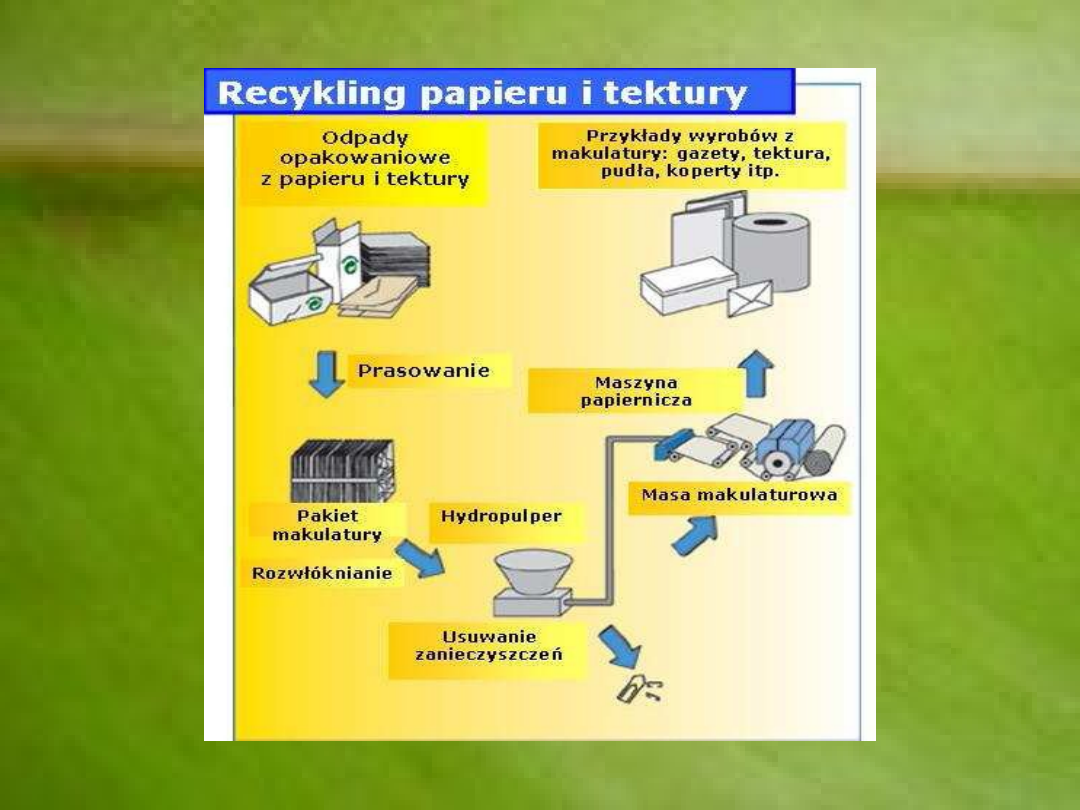
22

Układy
technologiczne
przerobu
makulatury
Celem przerbu makulatury jest odzyskanie z masy
makulaturowej
wysokiej
jakości
włókien
wtórnych,
przydatnych do wytworzenia różnego rodzaju papierów,
bibułek, tektur itp. Jednym z głównych zadań większości
operacji technologicznych przerobu makulatury jest
usunięcie
z
niej
możliwie
jak
największej
ilości
zanieczyszczeń.
Proces
wymaga
stosowania
wielu
wyspecjalizowanych
operacji
technologicznych.
Wzrost zanieczyszczenia makulatury wynika m.in. ze
stosowania w procesie wytwarzania i przetwarzania papieru
wielu substancji. Zanieczyszczenia wprowadzane są także
podczas użytkowania papierów. Również po wykorzystaniu
papier ulega dalszemu zanieczyszczeniu. Czynniki te
powodować mogą zaburzenia w procesie przerobu
makulatury oraz wpływać na pogorszenie jakości
wytwarzanych mas makulaturowych.
23

Dobór stosowanych operacji, ich
kolejności uzależniony jest od rodzaju
przerabianej
makulatury
i
wymaganych
właściwości
wytwarzanej masy makulaturowej,
które
uzależnione
są
od
jej
przeznaczenia.
24

Podstawy procesów przerobu makulatury na papiernicze masy makulaturowe
Podstawowe operacje stosowane w tych procesach stanowią:
• rozczynianie
• rozwłóknianie
• oczyszczanie
• sortowanie
• frakcjonowanie
• odbarwianie
• usuwanie zanieczyszczeń mineralnych
• dyspergowanie farb drukarskich
• bielenie
25

Makulatura dostarczana do firmy w postaci bel, magazynowana
jest na przygotowanym do tego składowisku. Stąd transportowana
jest na podajniki, które dozują ją do rozwłókniaczy. Rozwłóknianie
stanowi
pierwszy
i
podstawowy
etap
produkcji
masy
makulaturowej. W rozwłókniaczu, do którego dozowana jest woda
następuje rozdrabnianie papieru w postaci arkuszy do zawiesiny
włókien w wodzie. Dodatkowo w tym etapie następuje usuwanie
części
zanieczyszczeń
obecnych
w
makulaturze.
Z rozwłókniaczy masa trafia do specjalnie przygotowanych
urządzeń, które usuwają z niej tzw. zanieczyszczenia ciężkie
(spinki, zszywki oraz piasek). Następnie masa zostaje
rozcieńczana wodą i poddawana sortowaniu właściwemu na
sortownikach. Zastosowane na wydziale urządzenia i perforacja sit
mają na celu optymalne oczyszczenie masy z zawartych w niej
zanieczyszczeń. Kolejnym etapem produkcji masy makulaturowej
jest jej frakcjonowanie mające na celu wydzielenie czystszego
włókna krótkiego, które jest następnie poddawane oczyszczaniu
niskostężeniowemu i zagęszczane oraz włókna długiego
poddawanego sortowaniu właściwemu.
26

Masa makulaturowa krótko włóknista, po uprzednim jej
rozcieńczeniu, trafia do instalacji hydrocyklonów, gdzie następuje
dalsze usunięcie z piasku a także drzazg i innych zanieczyszczeń
tego typu w procesie oczyszczania niskostężeniowego. Masa
długo włóknista poddawana jest sortowaniu właściwemu na
sortownikach wyposażonych w sita szczelinowe pozwalające na
wydzielenie
z
masy
drobnych
zanieczyszczeń
lekkich.
Oczyszczona z zanieczyszczeń masa krótko i długo włóknista
zagęszczana
jest
na
urządzeniach
zagęszczających
i
magazynowana w wieżach magazynowych masy makulaturowej.
Frakcja krótko włóknista bez dalszej obróbki jest zagęszczana i
kierowana do wież magazynowych natomiast frakcja długo
włóknista poddawana jest sortowaniu właściwemu i oczyszczaniu
niskostężeniowemu. Po oczyszczaniu nisko stężeniowym masa
długo włóknista podlega dodatkowo dyspersji polegającej na
termiczno mechanicznej obróbce mającej na celu rozproszenie
zanieczyszczeń.
Uzysk włókna z makulatury wynosi 82%, pozostały procent
stanową woda i zanieczyszczenia.
27
28

Proces przerobu makulatury w Guchołaskich Zakładach Papierniczych
Wśród asortymentu firma produkuje między innymi wate celulozową, papier
toaletowy, bibułe higieniczną do dalszego przerobu, tuleje (gilzy) do nawijania
papieru tkanin. Gospodarka odpadowa prowadzona jest w zakładzie w sposób
poprawny zgodny z wydaną przez Starostwo Powiatowe w Nysie decyzją
zezwalającą na wytwarzanie odpadów niebezpiecznych i innych niz niebezpieczne
oraz zezwalającą na przetwarzanie odpadów innych niż niebezpieczne. Zakład w
swojej technologii wykorzystuje odpady inne niż niebezpieczne jako surowiec, zatem
jest to działalność polegająca na zbieraniu i odzysku odpadów (makulatura). W
zakładzie na czterech maszynach papierniczych prowadzi się produkcję papierów z
udziałem makulatury.Wszystkie cztery maszyny mają bardzo podobne układy
przerobumakulatury.
Maszyny MP I, MP II i MP IV są typowymi maszynami do produkcji papierów
higienicznych, posiadają wspólne przygotowanie masy ze wstępnym
oczyszczaniem.
Maszyna MP III jest maszyną typu offsetowego ( do produkcji papierów
gładkich), posiada układy oczyszczania tego samego rodzaju co poprzednie
maszyny.
Wszystkie cztery maszyny pracują na obiegach wodnych zamkniętych, Świeża woda
podawana jest tylko na natryski kondycjonujące sita i filce.
29

Przygotowanie masy papierniczej
W trakcie procesu przygotowywania masy papierniczej otrzymuje się z wody i
surowców włóknistych jednorodną zawiesinę o odpowiednim stężeniu. Surowcami
włóknistymi są masy celulozowe długowłókniste, krótkowłókniste i makulaturowe.
Udział surowców i dodatków uzależniony jest od rodzaju produkowanego papieru.
EtapI
Rozczynianie surowców i dodatków masowych do uzyskania masy papierniczej o
stężeniu około 5%. Po rozczynieniu następuje oczyszczanie masy przy pomocy tzw.
grabi, które w hydropulperach wyłapują duże zanieczyszczenia typu folia, sznurki,
druty. Zanieczyszczenia te są odpadem nieprzydatnym do dalszej produkcji.
EtapII
1. oczyszczanie i mielenie przy stężeniu 5%.
2. oczyszczanie prowadzone jest na układach turboseparatorów, sortowników
ciśnieniowych zaopatrzonych w sita o średnicy oczek 6 mm.
W turboseparatorach następuje oczyszczanie masy z zanieczyszczeń lekkich
i ciężkich, odrzuty z turboseparatorów podawane są na posortowniki typu Jonson.
Masa odrzucona z posortowników jest odpadem nieprzydatnym do dalszej produkcji.
EtapIII
Rozczynianie do stężenia 0,2 * 1,2% na wlewie w zależności od produkowanego
asortymentu.
30

Produkcja
papieru
na
maszynie
papierniczej
Masa oczyszczona i o odpowiednim stężeniu
podawana jest do wlewu maszyny papierniczej.
Zadaniem
wlewu
jest
równomierne
rozprowadzenie masy na szerokości sita ze stałą
prędkością
wypływu,
zależną
od
rodzaju
produkowanego papieru.
Etap I - formowanie wstęgi papieru i
odwadnianie w części sitowej
Etap II - odwadnianie w części prasowej.
Dla maszyn MP I i MPII i MPIV
Etap III - suszenie wstęgi papieru
31
32
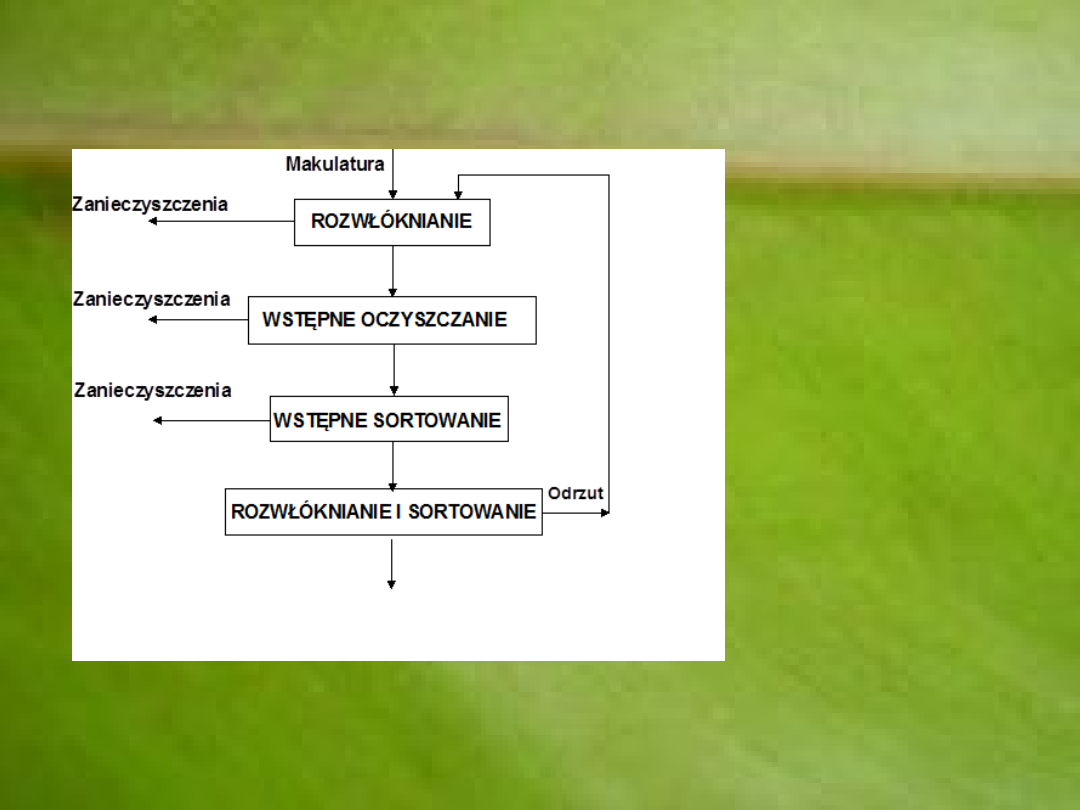
Rys. 2.
Schemat przerobu
makulatury do
produkcji tektur
(makulaturowych,
budowlanej do
wyrobu papy),
papieru
toaletowego,
papierów pakowych
makulaturowych i
makulaturowo-
celulozowych i
papierów na
warstwy płaskie i
pofalowane tektury
falistej
33
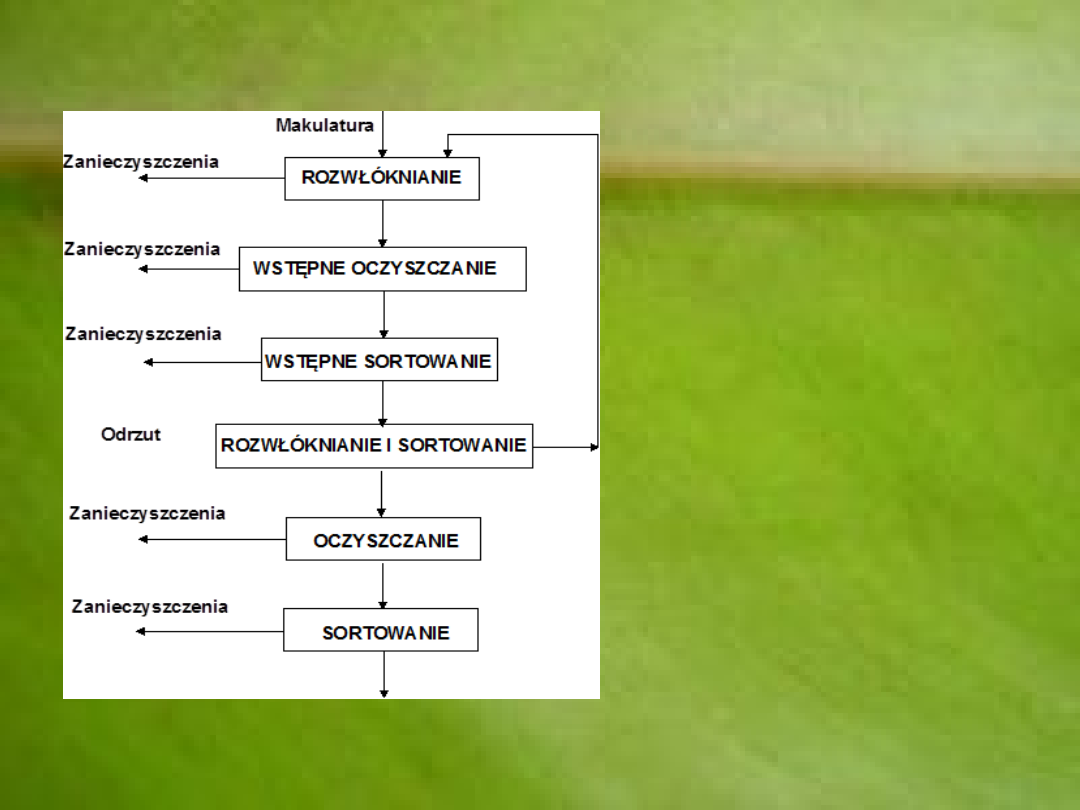
Rys. 3. Schemat przerobu
makulatury do produkcji
papierów pakowych
makulaturowych, papierów na
warstwy płaskie i pofalowane
tektury
falistej i papieru
obwolutowego
34
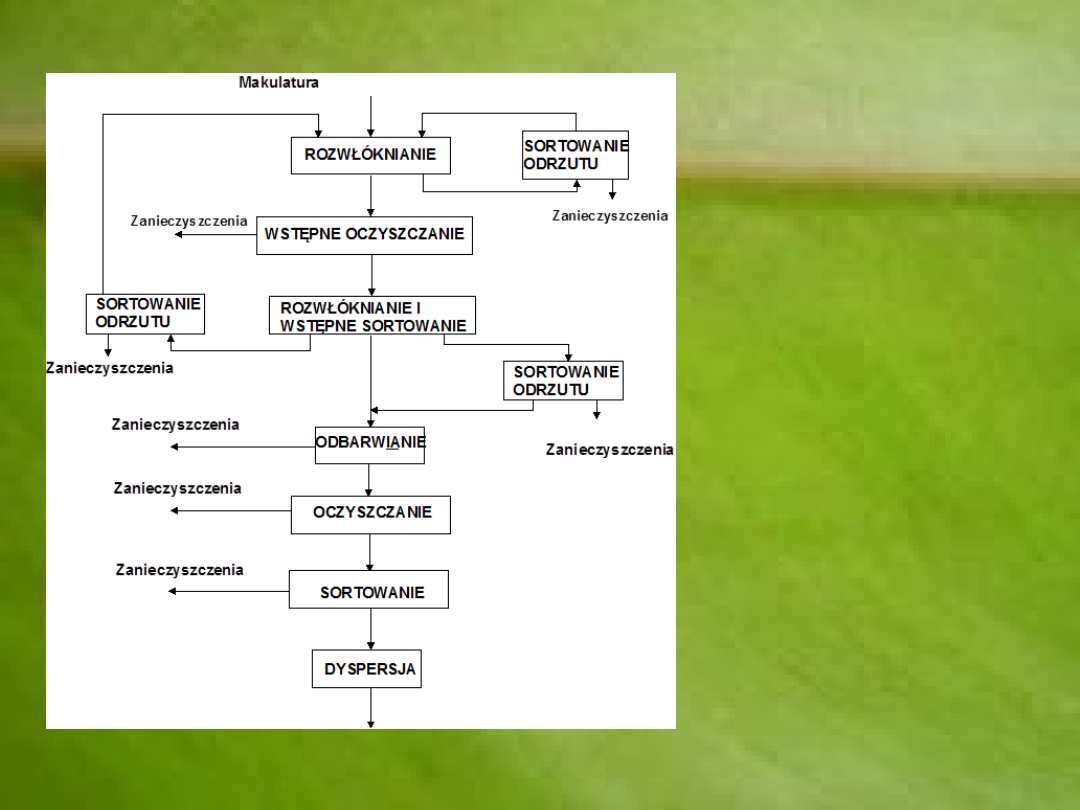
Rys. 4. Schemat
przerobu makulatury
do produkcji papieru
gazetowego i tektur
jedno- i dwustronnie
krytych
35

Produkcja mas celulozowych z
włókien
z
recyclingu
(włókien
odzyskanych)
Zebrane stare gazety, magazyny oraz zwroty wydawców
są podstawą mas z włókien z recyclingu.
Pierwszy etap produkcji polega na odmierzeniu określonej
ilości makulatury i poddaniu jej działaniu mydeł kwasów
tłuszczowych oraz gorącej wody. Wszystko to jest mieszane
w ogromnym zbiorniku niczym w pralce. Proces ten pozwala
na oddzielenie włókien od siebie, jest to początek procesu
tzw. „deinkingu” czyli pozbycia się farby drukarskiej z
zadrukowanych włókien. Na tym etapie z masy usuwane są
również inne niepotrzebne materiały takie jak zszywki
introligatorskie, materiały reklamowe, koperty na CD, folie do
pakowania oraz inne przedmioty. Pozostałe zanieczyszczenia
usuwane są z masy za pomocą sortowników wirowych oraz
podczas filtrowania masy.
36

Masa jest następnie oczyszczana w
wieloetapowym
procesie
płukania,
który
pozwala usunąć ponad 99% farby przylegającej
do włókien. Do kadzi z ciepłą wodą oraz
nieoczyszczoną masą dodawane są mydła
kwasów tłuszczowych. Proces ten powtarzany
jest wielokrotnie w wielu zbiornikach, aż do
chwili kiedy masa celulozowa będzie już
zupełnie czysta. Może okazać się, że po takim
czyszczeniu masa wymaga jeszcze bielenia, tak
aby uzyskać stabilną i jednolitą biel.
37

Maszyna papiernicza w Aylesford, w Wielkiej Brytanii
produkuje papier gazetowy w 100% wytworzony z
makulatury.
38

Trwałość włókien z makualtury
Do tego, aby proces przetwarzania włókien z
makualtury mógł trwać w sposób ciągły niezbędne
są włókna świeże. Dzieje się tak ponieważ
odzyskanie
włókien
z
makulatury
można
powtarzać co najwyżej 7 razy. Tylko około 80%
włókien po recyclingu może zostać poddanych
ponownemu
„deinking’owi”.
Wielokrotnie
oczyszczane z resztek farby włókna stają się
krótsze a przez to słabsze, są więc eliminowane z
dalszej obróbki. Takie włókna można natomiast
wykorzystać do produkcji energii.
39

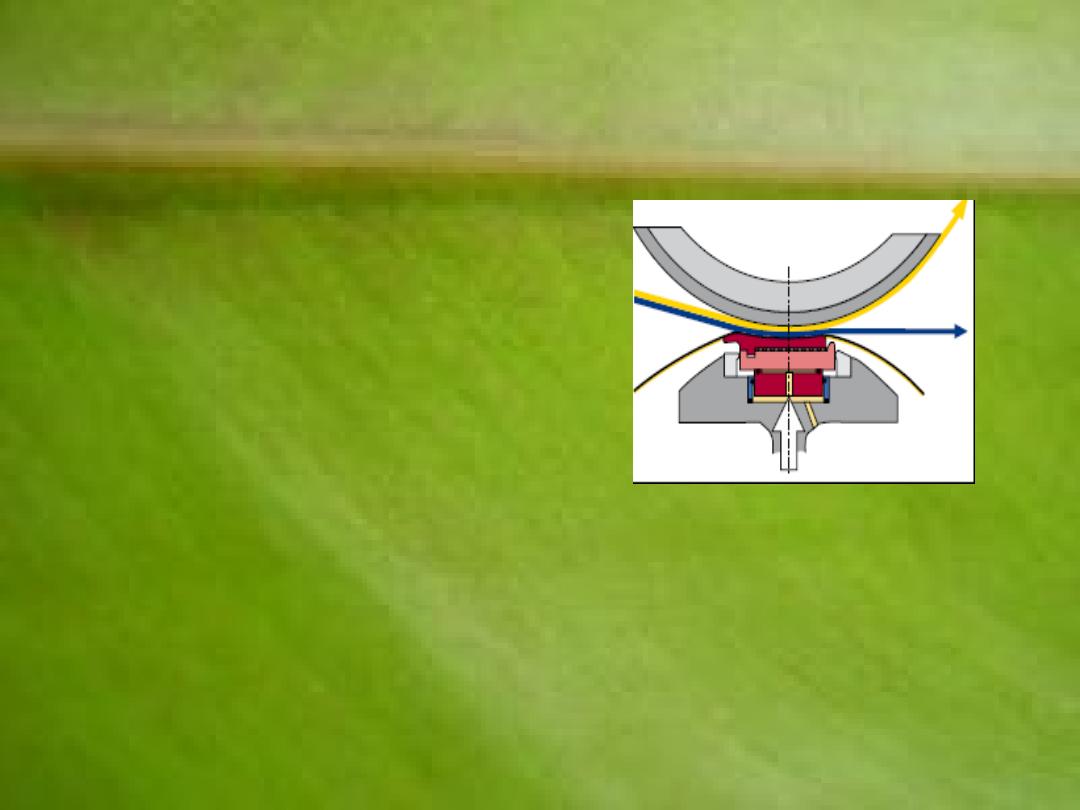
Wlew maszyny papierniczej
Masa papiernicza zbudowana jest w 99% z wody
oraz dodatków procesowych i tylko w 1% z
włókien. Tak duża zawartość wody zapobiega
flokulacji. Flokulacja polega na dążeniu włókien do
łączenia się ze sobą. W przypadku, gdyby
flokulacja nie została wyeliminowana uzyskany
finalnie
papier
uformowałby
niejednorodną
powierzchnię. Aby zapobiec flokulacji masa
wylewana we wlewie wprawiana jest dodatkowo w
ruch. Wlew rozprowadza ściśle określoną, równą
ilość masy papierniczej w kolejnej sekcji sitowej,
gdzie następuje formowanie wstęgi papieru.
40

Wlew na maszynie PM 1 SCA w Ortviken.
41

Sekcja sitowa maszyny papierniczej
Masa papiernicza w sposób kontrolowany transportowana jest z
wlewu na sito. Sito w postaci matrycy lub siatki o dość dużych
otworach pozwala na odwodnienie masy oraz uformowanie jednolitej
wstęgi Sito porusza się z prędkością przybliżoną do prędkości
wylewania na nie masy z wlewu. W zależności od wartości prędkości
uzyskamy
różną
formację
włókien.
Większość
włókien
zorientowanych będzie zgodnie z kierunkiem ruchu sita formującego.
Efektem tego zjawiska jest wyższa wytrzymałość papieru w kierunku
pracy maszyny niż w kierunku do niego prostopadłym. Gdyby jednak
w czasie formowania wstęgi polegano jedynie na siłach grawitacji,
uzyskano by papier dwustronny, gdzie właściwości jednej i drugiej
strony znacznie różniłyby się od siebie czyli papier o wysokim stopniu
anizotropii. Aby tego uniknąć w sekcji sitowej stosuje się drugie sito,
które dotyka górnej warstwy wstęgi. Pozwala to na odsączanie wody
w sposób próżniowy a w konsekwencji uzyskanie papieru o
jednakowych parametrach po obu stronach czyli papieru o wysokim
stopniu izotropii. Po przejściu przez sekcję sitową udział suchej masy
w masie papierniczej zwiększa się z 1% do 16-19%.
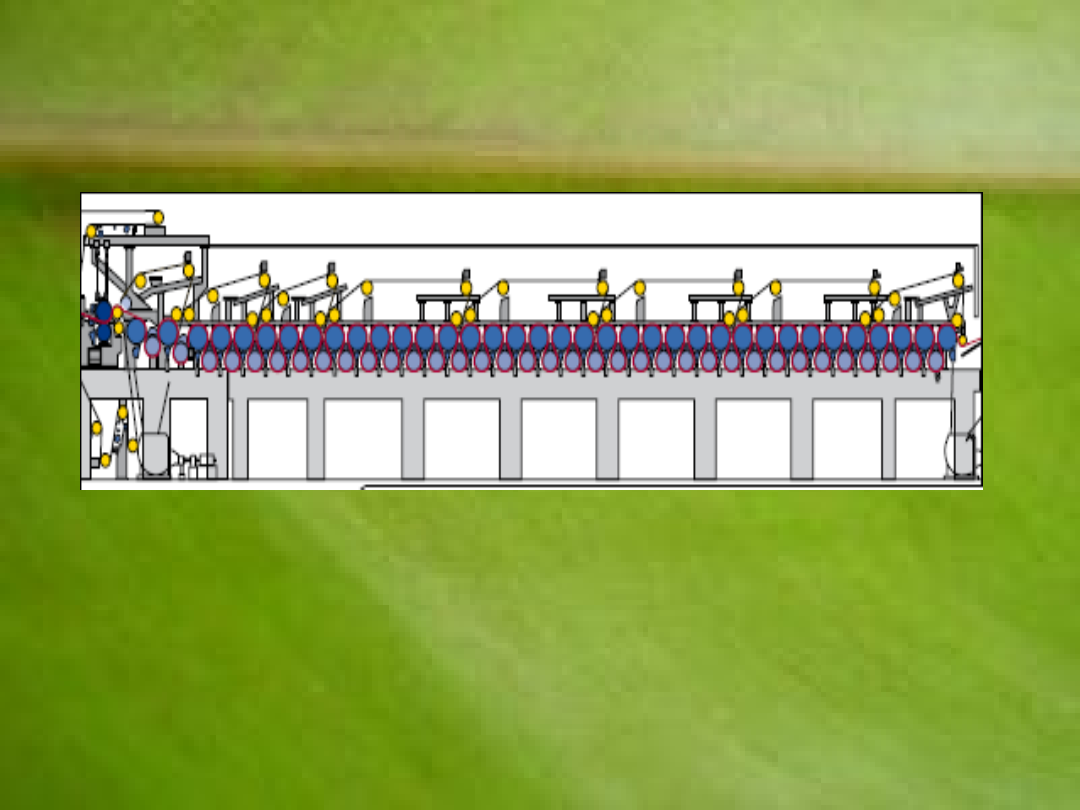
42

Zdjęcie maszyny papierniczej płaskositowej PM 1 SCA w
Ortviken.
43
Sekcja prasowa maszyny
papierniczej
Utworzona wstępnie
wstęga
papieru
jest
ponownie
odwodniona
w
sekcji prasującej. Wstęga, w
której duży udział ma nadal
woda przechodzi przez liczne
walce
metalowe,
które
wyciskają
z
niej
wodę.
Wstęga w sekcji prasującej
trafia również pomiędzy filce,
które dodatkowo absorbują
ciecz z wstęgi. Po przejściu
przez
sekcję
prasującą
zawartość
masy
suchej
wzrasta do 40-50%. Wstęga
posiada na tym etapie już
własną wytrzymałość.
Prasa z stałym elementem
odwadniającym, formuję
wstęgę podczas odwadniania
44

Sekcja
susząca
maszyny
papierniczej
W celu uzyskania ostatecznej wilgotności papieru kolejne
ilości wody usuwane są poprzez jej odparowanie. W sekcji
suszącej
wstęga
przechodzi
przez
serię
cylindrów
podgrzewanych parą. Ułożenie cylindrów powoduje, że
wstęga dotyka do nich raz jedną a raz drugą stroną, dzięki
czemu odparowanie wody odbywa się po obu stronach
równomiernie. W zależności od konstrukcji maszyny wstęga
może być dodatkowo dociśnięta. Dociśnięcie powoduje lepsze
przekazanie temperatury z walców, szczególnie w szybkich
maszynach. W przypadku papierów gazetowych i innych
pochodnych z tej grupy jedynym dodatkowym etapem będzie
gładzenie czyli kalandrowanie. Kalander składa się z wielu
stalowych walców, stykających się z obiema stronami papieru
w celu wygładzenia włókien na jego powierzchni.
45
W sekcji suszącej wstęga osuszana jest przez walce
podgrzewane parą
.
46

Oddziaływanie na środowisko produkcji papieru
Dawniej produkcja masy włóknistej oraz papieru była zaliczana do
najbardziej wymagających nakładów i silnie zanieczyszczających ze
wszystkich branż przemysłu. Poza tym do procesu potrzebne są:
woda, energia i chemikalia. Przemysł drzewny i papierniczy zajmuje
czwartą pozycję wśród sektorów przemysłowych w emisji szkodliwych
substancji wydanych do wody, a trzeci w takich uwolnień do
powietrza. Papier wpływa na środowisko nawet po jego wyrzuceniu,
papier i tektura stanowiły największą część (34 procent) strumienia
odpadów komunalnych, a 25 procent odrzutów po odzyskaniu
materiałów do recyklingu i kompostowania. Wreszcie, transport w
całym systemie ma również znaczący wpływ na środowisko. Wycinki
drzew lub papier makulaturowy są transportowane do celulozowni,
rolki papieru są transportowane do konwerterów oraz gotowe wyroby
z papieru są transportowane do hurtowników i następnie na ich
punkcie sprzedaży detalicznej. Transport w każdym z tych etapów
zużywa energię i powoduje emisji gazów cieplarnianych.
47

48

Zalety i wady recyklingu makulatury
WADY
Papier może być wykorzystany powtórnie jedynie trzy razy,
gdyż w trakcie przetwarzania ulegają pogorszeniu jego
właściwości (skrócenie włókien).
Jeszcze do lat 90-tych na świecie, a dotychczas w Europie
Środkowo-Wschodniej, powszechnie stosowano do bielenia
papieru chlor elementarny lub jego substytut dwutlenek
chloru. Stosowanie chloru powoduje olbrzymie skażenie
środowiska i ryzyko dla zdrowia ludzi. W zanieczyszczeniach
emitowanych z papierni i celulozowni zidentyfikowano ponad
250 związków chemicznych, z czego 180 to substancje
chlorowane. Średniej wielkości papiernia emituje dziennie
około 35 ton organicznych związków chloru, a zakłady
używające dwutlenku chloru, od 10 do 20 ton dziennie.
49

ZALETY
W przypadku stosowania przez przemysł
makulatury następuje obniżenie zanieczyszczenia
powietrza przez zakłady papiernicze o 74% oraz
zmniejszenie ilości wytwarzanych toksycznych
ścieków
papierniczych,
a
tym
samym
ograniczenie skażenia wody o 35%.
Selektywna zbiórka i recykling to duży krok w
drodze do rozwiązywania problemu gospodarki
odpadami.
50

Recykling – to działa!
Używanie w produkcji surowców wtórnych to wielka korzyść dla środowiska
– oszczędzamy surowce naturalne, nie dewastujemy przyrody, aby te surowce
wydobywać, wreszcie oszczędzamy na kosztach samej produkcji.
Dla przykładu zebranie i przetworzenie 1 tony makulatury to:
uratowanie 17 drzew,
oszczędność 25 procent energii,
aż o 75 procent mniej zanieczyszczeń atmosfery (produkcja celulozy używanej
do „normalnego” papieru jest bardzo uciążliwa)
oraz oszczędność 26.000 litrów wody!
Dzięki dzisiejszym technologiom produkt z surowców wtórnych ma takie
same parametry jakościowe i estetyczne jak z surowców naturalnych. Często
jest przy tym tańszy. Dobrym przykładem są produkty Mola Eko (papier
toaletowy i papierowe ręczniki) – wykonane w 100 procentach z makulatury,
eleganckie i wysokiej jakości. Dodatkowo, poszczególne paczki zawierają o 20
procent więcej ściśle nawiniętego papieru. Oznacza to także aż 20 procent
redukcję ilości opakowań, zużycia energii i emisji spalin w całym cyklu
logistycznym – od zejścia tego produktu z taśmy produkcyjnej po moment,
kiedy w naszym domu decydujemy się na kolejne zakupy (bo służy nam także
o 20 procent dłużej).
51

Wioletta Zięba
52
Document Outline
- Slide 1
- Plan prezentacji:
- Slide 3
- Polskie zapóźnienia…
- Slide 5
- PAPIER - co zbieramy, czego nie?
- Slide 7
- Slide 8
- Slide 9
- Etapy recyklingu:
- Slide 11
- Slide 12
- Klasyfikacja makulatury:
- Slide 14
- Opłata produktowa
- Slide 16
- Zużycie papieru
- Statystyka produkcji
- Slide 19
- Trochę historii…
- Slide 21
- Slide 22
- Układy technologiczne przerobu makulatury
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Przygotowanie masy papierniczej
- Produkcja papieru na maszynie papierniczej
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Trwałość włókien z makualtury
- Wlew maszyny papierniczej
- Slide 41
- Sekcja sitowa maszyny papierniczej
- Slide 43
- Sekcja prasowa maszyny papierniczej
- Sekcja susząca maszyny papierniczej
- Slide 46
- Oddziaływanie na środowisko produkcji papieru
- Slide 48
- Zalety i wady recyklingu makulatury
- Slide 50
- Slide 51
- Slide 52
Wyszukiwarka
Podobne podstrony:
Proces technologiczny odzysku odpadów na przykładzie Zakładu Odzysku i Recyklingu Odpadów w Lublinie
Odzysk i recykling 13 11 04
Odzysk i recykling odp do pytań
Odzysk i recykling 13 12 10
EGZ2015 Odzysk i Recykling
potwierdzenie odzysku recyklingu wzor
03 63 roczne poziomy odzysku i recyklingu odp opakowaniowyc
Odzysk i recykling 13 10 21
Odzysk i recykling 14 01 07
Odzysk i recykling 13 11 25
03 35 roczne poziomy odzysku i recyklingu odpadów opakow
Odzysk i recykling 13 11 18
Odzysk i recykling 13 11 04
Technologia mięsa, Mięso drobiowe odzyskane mechanicznie, Mięso drobiowe odzyskane mechanicznie (MDO
Recykling i odzysk materiałów opakowaniowych, STUDIA, opakowalnictwo i przechowalnictwo
Sprawozdanie Rzeczypospolitej Polskiej na temat osiągniętych poziomów ponownego użycia i odzysku ora
Metody recyklingu i odzysku materiałów, ochrona środowiska naturalnego (Piotr Ciepliński)
Rozwiązania technologiczno aparaturowe do odzyskiwania fosforanów(V) ze ścieku z przemysłu nawozoweg
PORÓWNYWANIE TECHNOLOGII
więcej podobnych podstron