Lutospawanie – czyli informacji kilka
,
,
W tym artykule chciałbym poświęcić chwile tematowi lutospawania. Coraz częściej pojawia się to w ogólnych
pytaniach użytkowników i dlatego chcę przybliżyć ten temat.
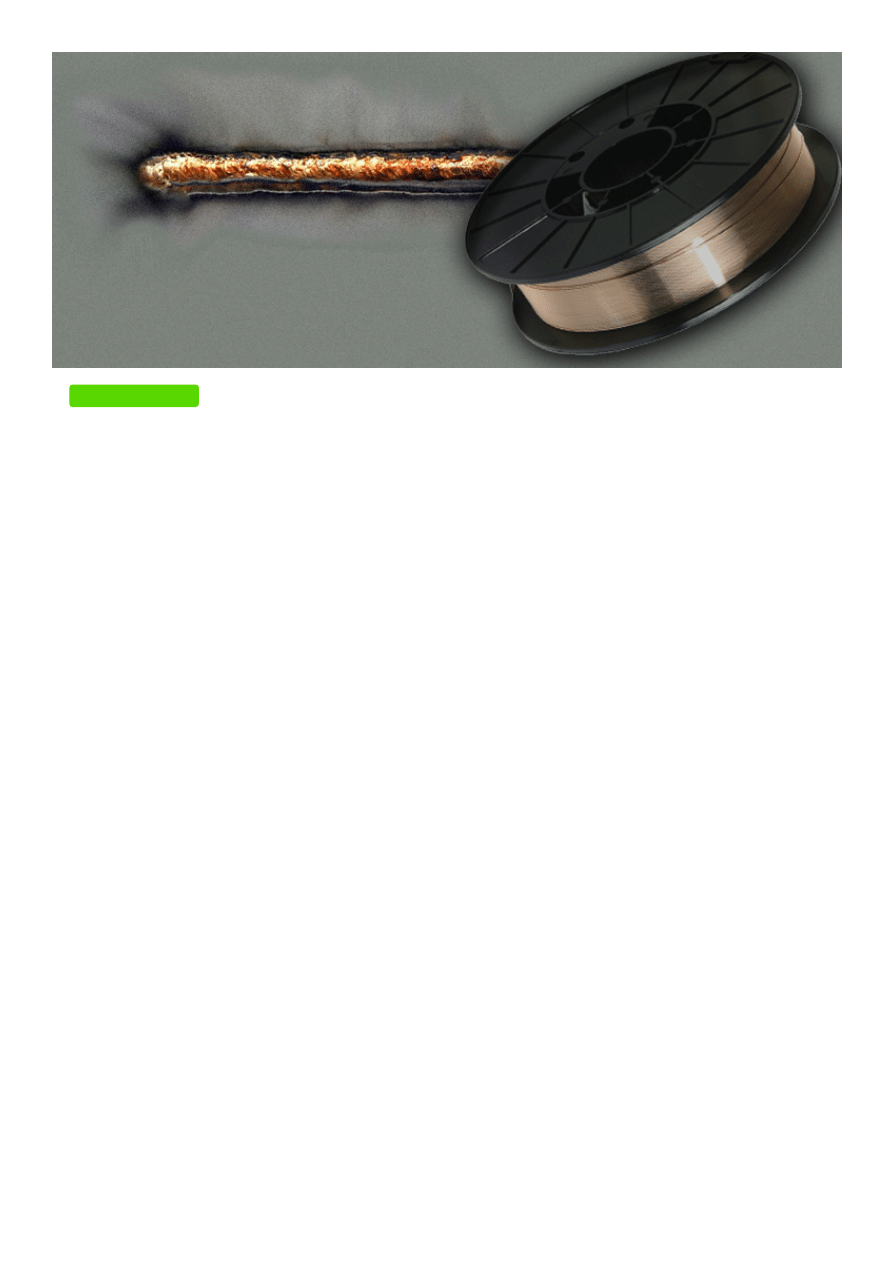
Generalnie lutospawanie lub lutospawanie łukowe zostało wprowadzone w 1990 roku. W dużym stopniu
przypomina ono spawanie metodą MIG/MAG. Największa różnica dotyczy rodzaju drutu będącego spoiwem
oraz stapiania materiału rodzimego, ponieważ w metodzie lutospawaniu MIG nie ulega on przetopieniu.
Energia dostarczana w lutospawaniu MIG jest znacznie mniejsza niż w przypadku spawania metodą
MAG/MIG i dlatego nadaje się ono szczególnie do łączenia cienkich blach ocynkowanych, stosowanych
przykładowo w przemyśle samochodowym. Ze względu na doprowadzanie mniejszych ilości ciepła, blacha nie
wygina się, a warstwa cynku nie zostaje uszkodzona. Dlatego też przemysł samochodowy wykazuje
największe zainteresowanie tą metodą i wykorzystuje ją do naprawy samochodów.
Olbrzymi wzrost zużycia w przemyśle blach galwanizowanych cynkiem lub aluminium nastręcza
wykonawcom dużo problemów przy zastosowaniu tradycyjnych metod spawania. W procesie spawania
parujący cynk jest przyczyną porowatości spoin, ponieważ wysokie temperatury powstające w tym obszarze
niszczą warstwę ochronną, a elementy łączone tracą swoją odporność korozyjną. Mechaniczne usuwanie cynku
przed spawaniem jak i ponowne nakładanie z miejsc, w których nastąpiło odparowanie jest procesem bardzo
kosztownym. Natomiast uzupełnianie ubytków preparatami typu „cynk spray” niedostatecznie zabezpiecza
konstrukcję przed korozją.

UWAGA! Należy zwrócić uwagę, że przy spawaniu blach ocynkowanych następuje bardzo duża emisja
szkodliwych dla zdrowia spawaczy oparów cynku. Wszystkich tych niedogodności można uniknąć przy
zastosowaniu technologii lutospawania metodą MIG/MAG.
Szczególnie należy uważać na ocynk. Zatrucie tlenkiem cynlku objawia sie tzw. gorączka cynkowa.
Gorączka cynkowa jest wynikiem wdychania toksycznych oparów tlenku cynku. Na gorączkę cynkową
narażeni są głównie pracownicy przemysłowi, którzy pracują m.in. przy spawaniu, cięciu lub lutowaniu stali
ocynkowanej – stąd potoczna nazwa choroby „gorączka odlewników” i „gorączka metalowców”.
Główne objawy gorączki cynkowej są podobne do objawów grypy:
– kaszel
– duszność
– krótki oddech
– gorączka (39 st. C) i dreszcze
– nudności
– bóle mięśniowe i bóle głowy
– wysoka leukocytoza
Może pojawić się także słodki lub metaliczny posmak w ustach, któremu może towarzyszyć chrypka. W
skrajnych przypadkach mogą pojawić się bezmocz, drgawki, wysypka, wymioty, wodnista lub krwawa
biegunka oraz niskie ciśnienie krwi, co jest wskazaniem do natychmiastowej pomocy medycznej.
Objawy gorączki cynkowej pojawiają się zwykle kilka godzin po ekspozycji na opary tlenku cynku i utrzymują
się od 6 do 24 godzin. Powrót do zdrowia następuje po 24-48 godzinach od pojawienia się objawów.
Te wszystkie przygody moi mili mogą się pojawić nawet po krótkim SPAWANIU ocynkowanych blach,
natomiast proces LUTOSPAWANIA chroni nas przed tym w bardzo dużym stopniu.
Wracając do tematu i już po przestrodze, musicie wiedzieć, że jest to najlepsza metoda do spawania, a w
zasadzie lutowania ocynku. Każdy kto działa z blachami ocynkowanymi zapewne wie już to wszystko,
natomiast kto chce w ten temat wejść po przeczytaniu tego wpisu będzie też to wiedział.
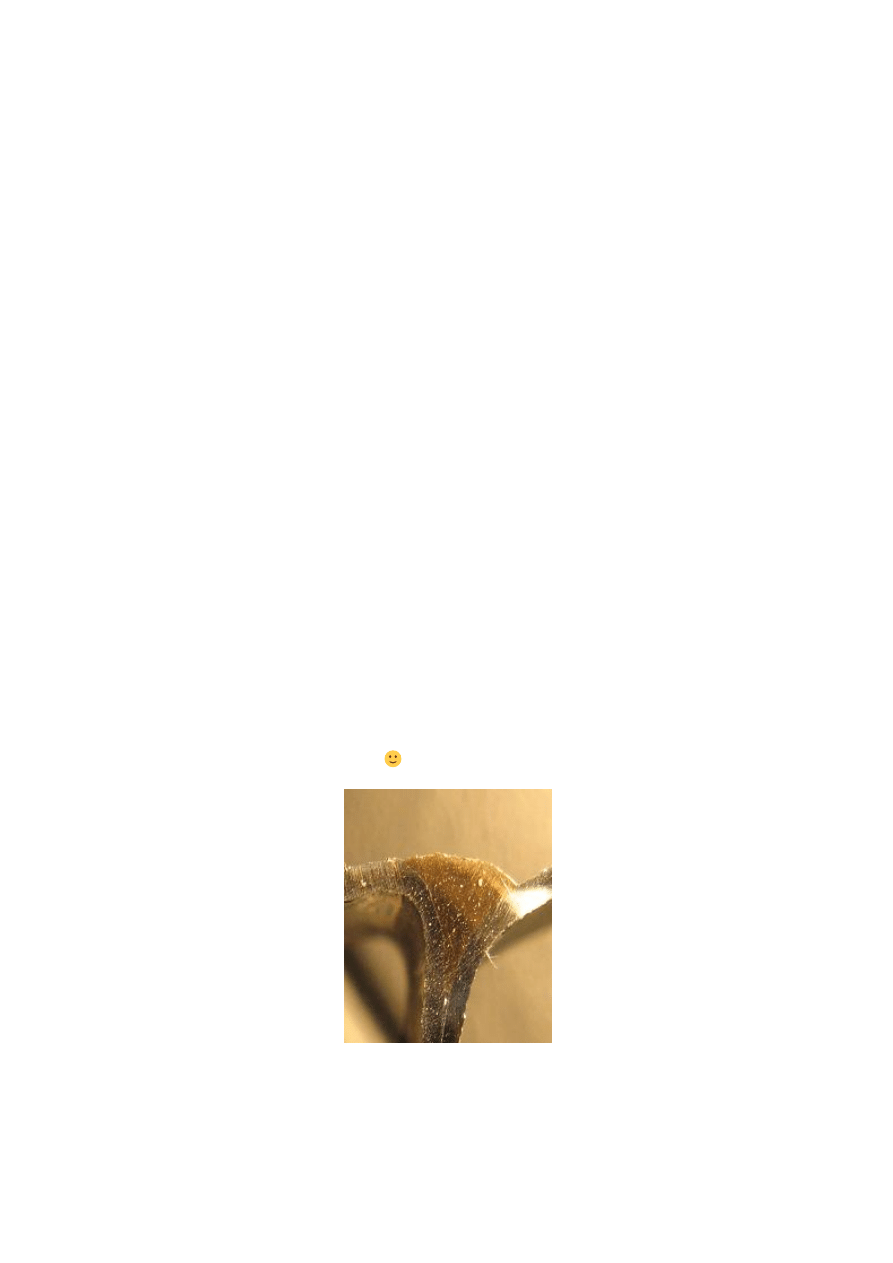
Główną cechą i zaletą jest wprowadzanie o wiele mniejszej ilości ciepła do materiału łączonego.
Przykładem może być aplikacja jaką robiła pewna zaprzyjaźniona firma.
Do zrobienia mieli jakiś element z kwasówki, który można byłoby pospawać normalnie drutem. Jednak było
jedno ale.
Nie mogli przekroczyć wartości ciepła jakie dostał by materiał podczas tradycyjnego spawania, więc radzili
sobie lutowaniem twardym, niestety kolejne ale to był czas. Lutowanie twarde pochłaniało za dużą ilość czasu.
kombinowaliśmy z zastosowaniem półautomatu z pulsem do zrobienia tego, niestety nie dysponowali
takowym. Doszliśmy do wniosku, żeby wypróbować opcję z lutospawaniem i jaki był efekt? Najlepszy jaki
mógł być. Ilość ciepła nie przekroczyła założonych wartości, natomiast wykorzystanie półautomatu
zaoszczędziło ogromną ilość czasu w porównaniu z lutowaniem gazowym.
Jako materiał dodatkowy stosuje się spoiwa na bazie miedzi. Najczęściej są to druty o oznaczeniu CuSi3. Są
dostępne również druty o oznaczeniu CuAl8 przy czym za względu na znacząco większe zastosowanie blach
ocynkowanych niż aluminiowanych, drut o symbolu CuSi3 jest w powszechnym użyciu. Skład chemiczny tego
drutu jest następujący: Cu>95%, Si 3%, Mn 1%, inne dodatki max 0,3%.
Gaz osłonowy jaki musimy zastosować to czysty Argon. Również źródło do lutospawania musi być źródłem
inwertorowym, z uwagi na „samoregulację łuku”.
Do tej pory urządzenia oferujące lutospawanie, były jedynie drogimi urządzeniami typowo do branży
samochodowej. Teraz poprzez ogólne zastosowanie inwertorowych źródeł wystarczy prosty inwertorowy
półautomat.
Nawet nazewnictwo w branży blacharskiej się zmieniło, z „urządzenie do lutospawania” na „półautomat do
lutospawania”. Cóż, każdy broni się jak może
Mam nadzieję, że artykuł był i będzie pomocny.
Wyszukiwarka
Podobne podstrony:
2018 01 18 Wyrzysk Zarzuty dla nauczyciela
2018 01 18 500 tys kary za wpis o Wellman
2018 01 18 Brigitte Bardot krytycznie o akcji #MeToo Do Rzeczy
2018 01 18 Wellman pozwała znanego pisarza
Karta przebiegu studiów 32483 2018 01 19 18 43 (1)
wieleba,technologie informacyjne, Procesor i jego architektura
02 01 11 01 01 18 Pol Gdańska, PG, Kolo1 z rozw
02 01 11 11 01 18 Kolokwium2D1
2003 01 18
TPL WYK 13 01 18 Tabletki, pastylki
20a operacje informacyjne, Procesy informacyjne w zarządzaniu, materiały student Z-sem 12-13, wytycz
188 Selekcja informacji w procesie recepcji komunikatów
Algorytm ciskanie mimorodowe i nono 2013 01 18
02 01 11 11 01 18 kol1
2011 01 Elektronika dla informatyków
zarzadzanie zasobami ludzkimi grupa 4 zaliczenie z informatyki w procesach kadrowych, Zarządzanie i
01?schwitz czarownice, dzieje procesow o czary (2)
01 Masoneria doglebna informacja
więcej podobnych podstron