KATEDRA TECHNIK WYTWARZANIA
I AUTOMATYZACJI
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
Przedmiot :
OBRÓBKA SKRAWANIEM I NARZĘDZIA
Nr ćwiczenia : 9
Temat:
Ostrzenie narzędzi skrawających.
Kierunek: Mechanika i Budowa Maszyn
1. Cel ćwiczenia
Celem ćwiczenia jest zapoznanie studenta z zasadami i sposobami ostrzenia narzędzi skrawających
takich, jak wiertło, frez i nóż tokarski.
2. Wyposażenie stanowiska
- Szlifierka do ostrzenia noży i frezów walcowo - czołowych
- Szlifierka do wierteł
- Instrukcja do ćwiczenia
3. Przebieg ćwiczenia
- Zapoznanie się z budową szlifierki do ostrzenia narzędzi,
- Zapoznanie się z budową szlifierki do ostrzenia wierteł,
- Przeprowadzenie ostrzenia frezu,
- Przeprowadzenie ostrzenia wiertła.
- Przeprowadzenie ostrzenia noża tokarskiego
Literatura:
- Poradnik inżyniera „Obróbka skrawaniem tom I” WNT Warszawa 1991 r.
- Dul – Korzyńska B. „ Obróbka skrawaniem i narzędzia” OWPR Rzeszów
- Cichosz P. „Techniki wytwarzania obróbka ubytkowa” OWPW Wrocław 2002 r.
Opracował:
Uwagi: Załącznikiem jest instrukcja szczegółowa
1. Wprowadzenie.
Ostrzeniem narzędzi nazywa się zabieg przywracaniu ostrzu jego prawidłowej geometrii
poprzez częściowe usuwanie materiału ostrza za pomocą szlifowania lub obróbki erozyjnej.
Ostrzenie jest dokonywane przez usuwanie odpowiednio grubej warstwy materiału ostrza z
powierzchni przyłożenia, powierzchni natarcia lub obu tych powierzchni.
Ostrzenie przez szlifowanie narzędzi ze stali narzędziowych, zarówno niestopowych, jak i
stopowych oraz stali szybkotnących odbywa się ściernicami elektrokorundowymi, natomiast
ostrzenie narzędzi z węglika spiekanego, które odznaczają się dużą twardością i odpornością
na ścieranie narzuca stosowanie ściernic karborundowych lub diamentowych.
2. Ostrzenia frezu.
Podczas szlifowania ostrzy na obwodzie frezu stosuje się następującą kolejność operacji:
Szlifowanie obwodu frezu.
Szlifowanie powierzchni natarcia ostrza.
Szlifowanie powierzchni przyłożenia.
Szlifowanie w celu nadania wtórnego kąta przyłożenia oraz w celu utrzymania
właściwej szerokości łysinki.
Szlifowanie obwodu frezu ma podwójne zadanie: usunięcie nadmiernego stępienia frezu,
jeżeli jego granica została przekroczona poza granice dopuszczalne, oraz otrzymanie na
ostrzach śladów obwodu frezu, które przy szlifowaniu powierzchni przyłożenia są wskazówką
równomiernej wysokości ostrzy.
Szlifowanie powierzchni natarcia ostrza stosuje się tylko w tym przypadku, jeżeli ostrza są
mocno stępione lub wyszczerbione. Należy rozróżnić szlifowanie ostrzy frezu o skrętnej linii
ostrza na obwodzie od ostrzy o prostej linii ostrza. Na rys. 1 przedstawiono położenie
ściernicy i narzędzia podczas ostrzenia powierzchni przyłożenia frezu o prostej linii ostrza
frezu.
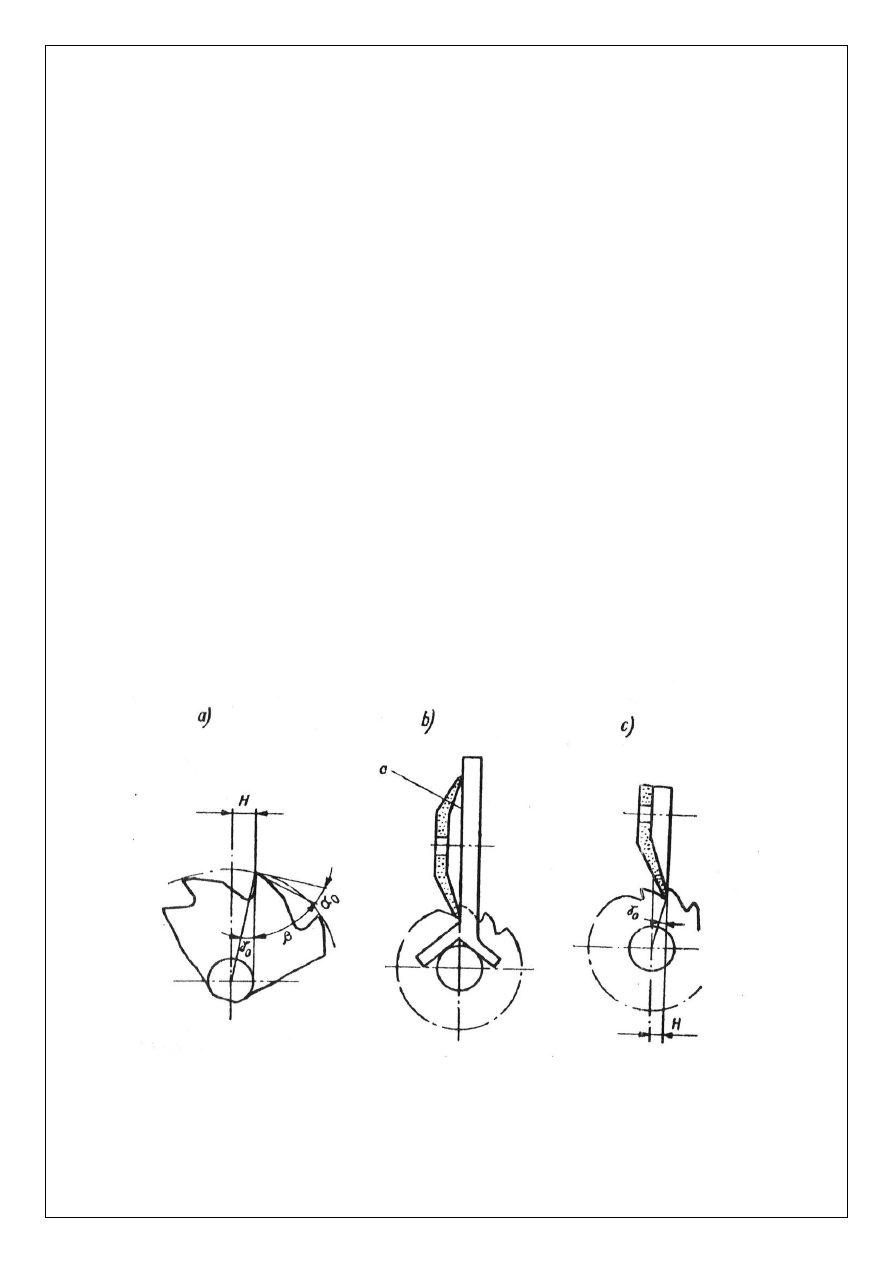
Rys 1. Ostrzenie powierzchni natarcia frezów ścinowych: a) ustawienie ostrza w czasie ostrzenia przy
kącie natarcia większym od zera, b) ustawienie frezu z kątem natarcia zerowym ostrza przed
ostrzeniem, c) ustawienie frezu z kątem natarcia większym od zera przed ostrzeniem.
W celu prawidłowego naostrzenia kąta natarcia o wartości dodatniej należy przesunąć oś
narzędzia względem powierzchni czołowej ściernicy o wartość H. Przemieszczenie H
wyznacza się z zależności opisanej poniżej, jak widać na wartość przemieszczenia wpływa
średnica D
w
oraz wartości szlifowanego kąta natarcia γ
o
.
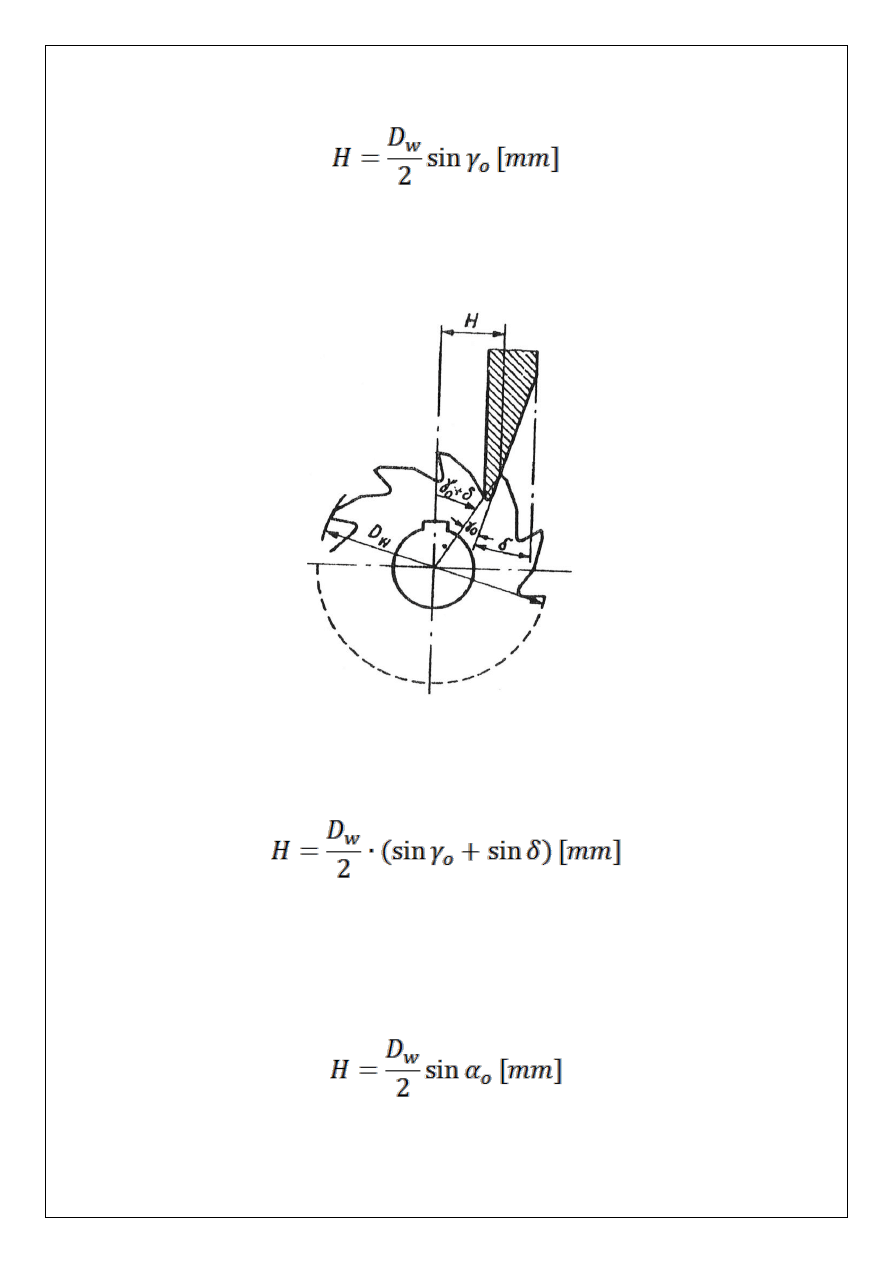
Podczas szlifowania kąta natarcia frezów o linii śrubowej, stosujemy ściernicę stożkową
talerzową. Wielkość przesunięcia ściernicy należy powiększyć dodatkowo o sinus kąta stożka
ściernicy. Na rys. 2 pokazano ustawienie ostrza przy szlifowaniu powierzchni natarcia frezów
o skrętnej linii ostrza.
Rys 2. Ustawienie ostrza przy szlifowaniu frezów o skrętnej linii ostrza.
Dla szlifowania frezów o skrętnej linii ostrza ściernicą talerzową (stożkową) wartość
przemieszczenie narzędzia względem ściernicy wyraża się zależnością.
Szlifowanie powierzchni przyłożenia może odbywać się ściernicą garnkową lub obwodem
ściernicy tarczowej (płaskiej). Dla obu typów ściernic kąt przyłożenia uzyskuje się przez
przesunięcie osi wrzeciona ściernicy w stosunku do osi frezu o wartość H. Wielkość H
opisana jest zależnością:
Na rys. 3 przedstawiono ustawienie ostrza przy szlifowaniu powierzchni przyłożenia frezu
ścinowego.
Rys 3. Ustawienie ostrza przy szlifowaniu powierzchni przyłożenia frezu ścinowego.
Do ostrzenie użyto szlifierkę Multigrind firmy KNUTH, która pozwala na ostrzenie narzędzi
takich jak: frezy, noże tokarskie, narzędzia do otworów (rozwiertaki, pogłębiacze) oraz
innych narzędzi. Szlifierka w wyposażeniu dodatkowym posiada różne uchwyty
umożliwiające realizację procesu ostrzenia wyżej wymienionych narzędzi. Na rys. 4 i 5
przedstawiono ustawienie szlifierki do ostrzenia powierzchni przyłożenia na ostrzach
czołowych frezu walcowo–czołowego i powierzchni przyłożenia ostrzy o skrętnej linii
śrubowej frezu walcowego.
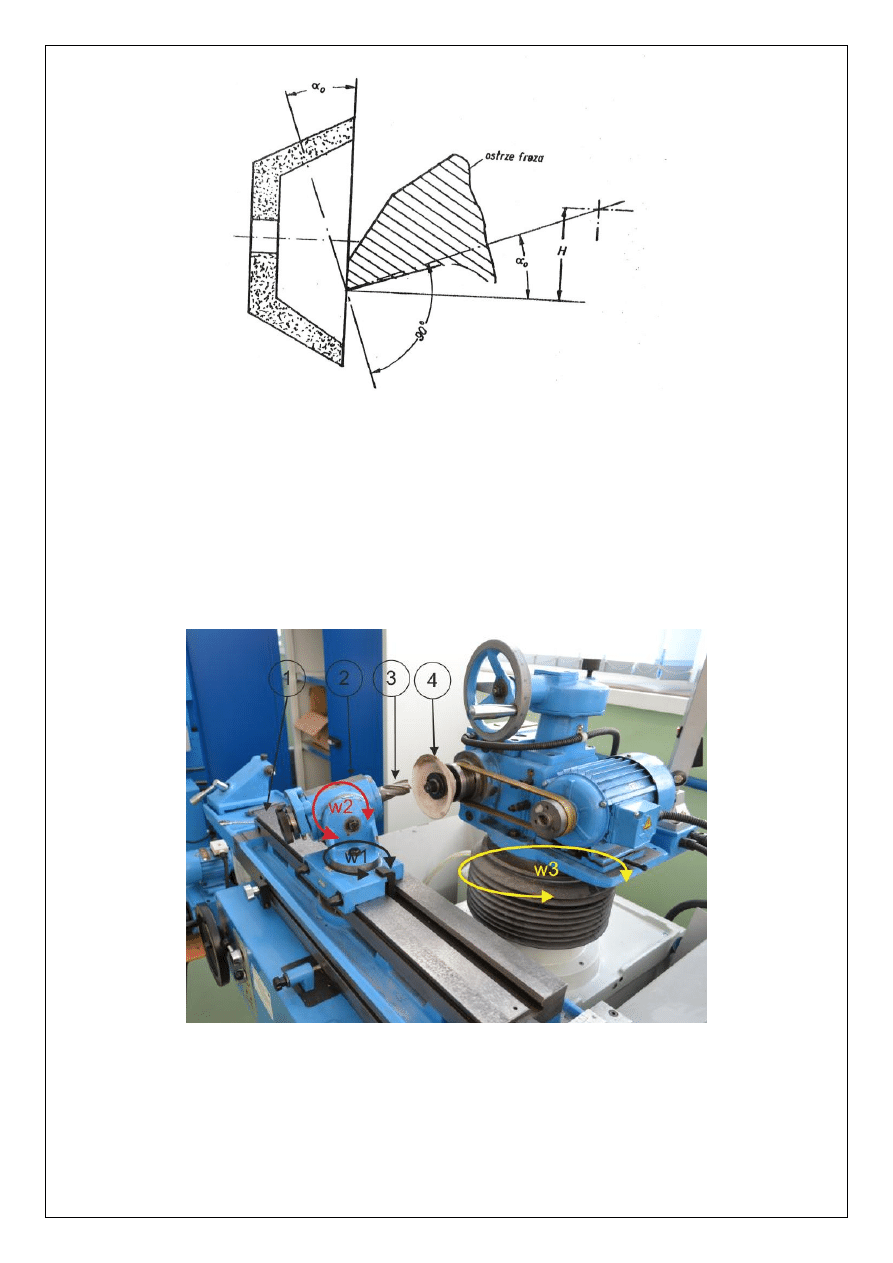
Rys.4 Ustawienie szlifierki do ostrzenia powierzchni przyłożenia ostrzy czołowych frezu walcowo –
czołowego: 1 – stół, 2 – adapter do ostrzenia frezów walcowo – czołowych, 3 – frez ostrzony, 4 –
ściernica garnkowa.
Prawidłowe naostrzenie powierzchni przyłożenia ostrzy czołowych możliwe jest poprzez
zastosowanie specjalnego uchwytu o dwóch przegubach obrotowych, które pozwalają na
ustawienie kąta przyłożenia poprzez odpowiednią orientację kątową w dwóch płaszczyznach
(w płaszczyźnie stołu ruch w1, w płaszczyźnie prostopadłej do płaszczyzny stołu ruch w2).
Rys 6. Ustawienie szlifierki do ostrzenia kąta przyłożenia ostrzy o linii śrubowej:
1 – mocowanie narzędzia w kłach, 2 – frez walcowy o skrętnej linii ostrza, 3 – palec wodzący.
Na rysunku powyżej pokazano ustawienie szlifierki do ostrzenia powierzchni przyłożenia
ostrzy o linii śrubowej na obwodzie frezu walcowego. W celu prawidłowego naostrzenia kąta
przyłożenia na powierzchni walcowej ostrzy śrubowych wykorzystuje się prowadzenie ostrzy
za pomocą palca wodzącego. W wyniku przemieszczania się stołu obrabiarki palec wodzący
obraca frez utrzymując kontakt tarczy szlifierskiej wzdłuż całej krawędzi skrawającej ostrza.
Dodatkowo tarczę garnkową pochyla się o wartość 1-2º w celu uzyskania punktowej pracy
ściernicy.
3. Ostrzenie wierteł krętych.
Ze względu na charakter pracy narzędzi do obróbki otworów wymagają one znacznie
częstszego procesu ostrzenia niż inne narzędzia. Zamknięta strefa obróbki, problemy z
transportem wiórów oraz utrudniony dostęp cieczy chłodząco–smarującej potęgują zjawisko
zużycia narzędzia. Podczas wiercenia najczęściej zużyciu ulegają główne krawędzie
skrawające na wierzchołku wiertła, ponieważ część stożkowa wpływa znacząco na pracę
narzędzia podlega ona ostrzeniu. Na rys. 7 pokazano budowę wiertła krętego.
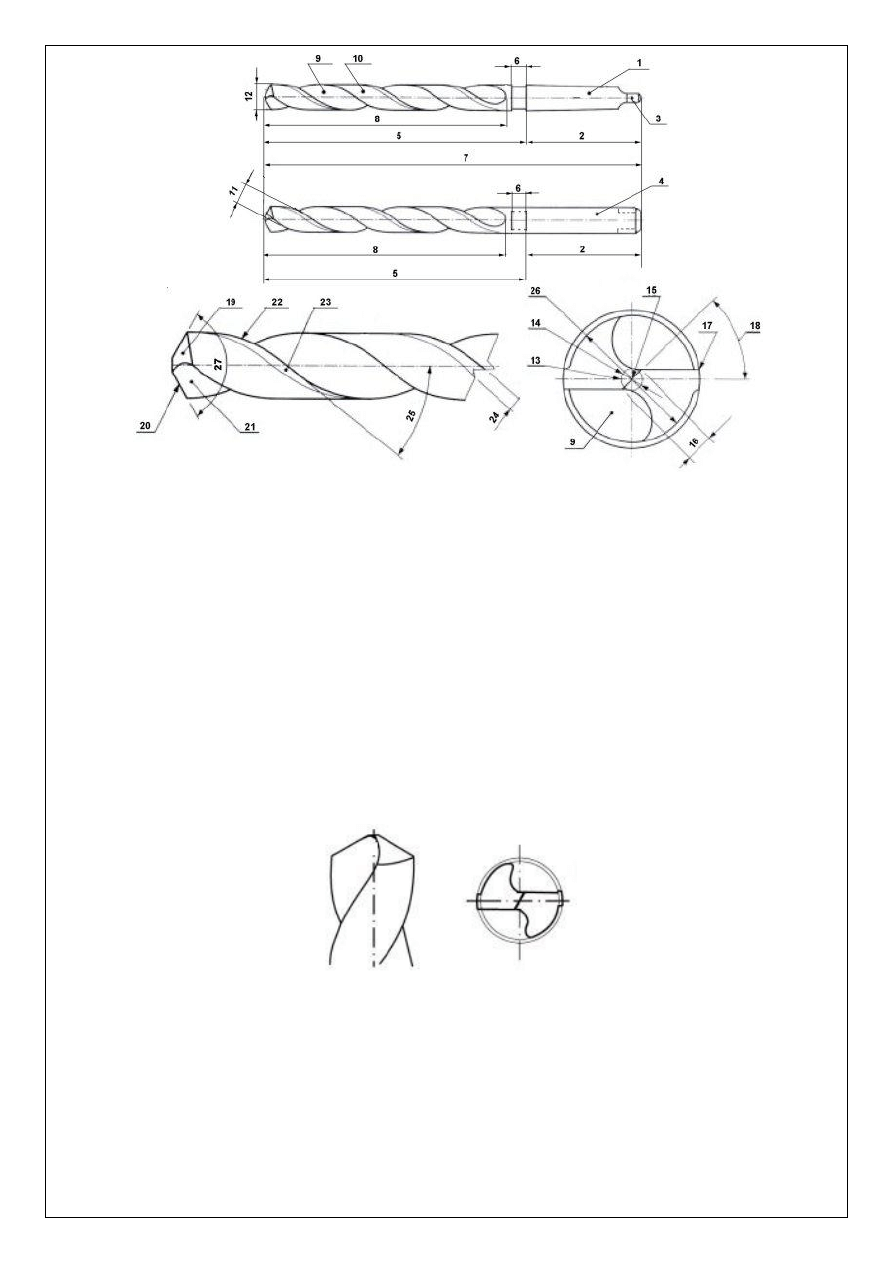
Rys 7. Budowa wiertła krętego :1 Chwyt stożkowy, 2 Długość chwytu, 3 Płetwa, 4 Chwyt
cylindryczny, 5 Korpus, 6 Szyjka, 7 Długość całkowita, 8 Długość rowka wiórowego, 9 Rowek
wiórowy, 10 Grzbiet wiertła, 11 Szerokość grzbietu, 12 Średnica wiertła, 13 Rdzeń, 14 Grubość
rdzenia, 15 Ścin wiertła, 16 Długość ścinu, 17 Naroże, 18 Kąt ścinu, 19 Powierzchnia przyłożenia,
20 Krawędź skrawająca, 21 Powierzchnia natarcia, 22 Pomocnicza krawędź skrawająca, 23
Łysinka prowadząca, 24 Szerokość łysinki prowadzącej, 25 Kąt pochylenia linii śrubowej, 26
Średnica grzbietu, 27 Kąt wierzchołkowy.
W zależności od zastosowania można wyróżnić różne formy zaostrzenia wierteł krętych.
Forma zaostrzenia bez korekcji
Zaostrzenie normalne. Zastosowanie: do wszystkich zwykłych wierceń w stali, metalach
kolorowych, tworzywach. Kąt ostrza zależny od skrawalności obrabianego materiału.
Korzyści: silne główne krawędzie tnące, niewrażliwe na uderzenie i siły boczne. Prosty szlif,
możliwość ostrzenia ręcznego.
Korekcja typu "A"
Zastosowanie: do wszystkich zwykłych wierceń przy użyciu wierteł z mocnym rdzeniem,
przy dużych średnicach wiercenia w pełnym materiale. Korzyści: dobre centrowanie przy
nawiercaniu przez skrócenie ścina na 1/10 średnicy; zmniejszenie siły nacisku i momentu
obrotowego.
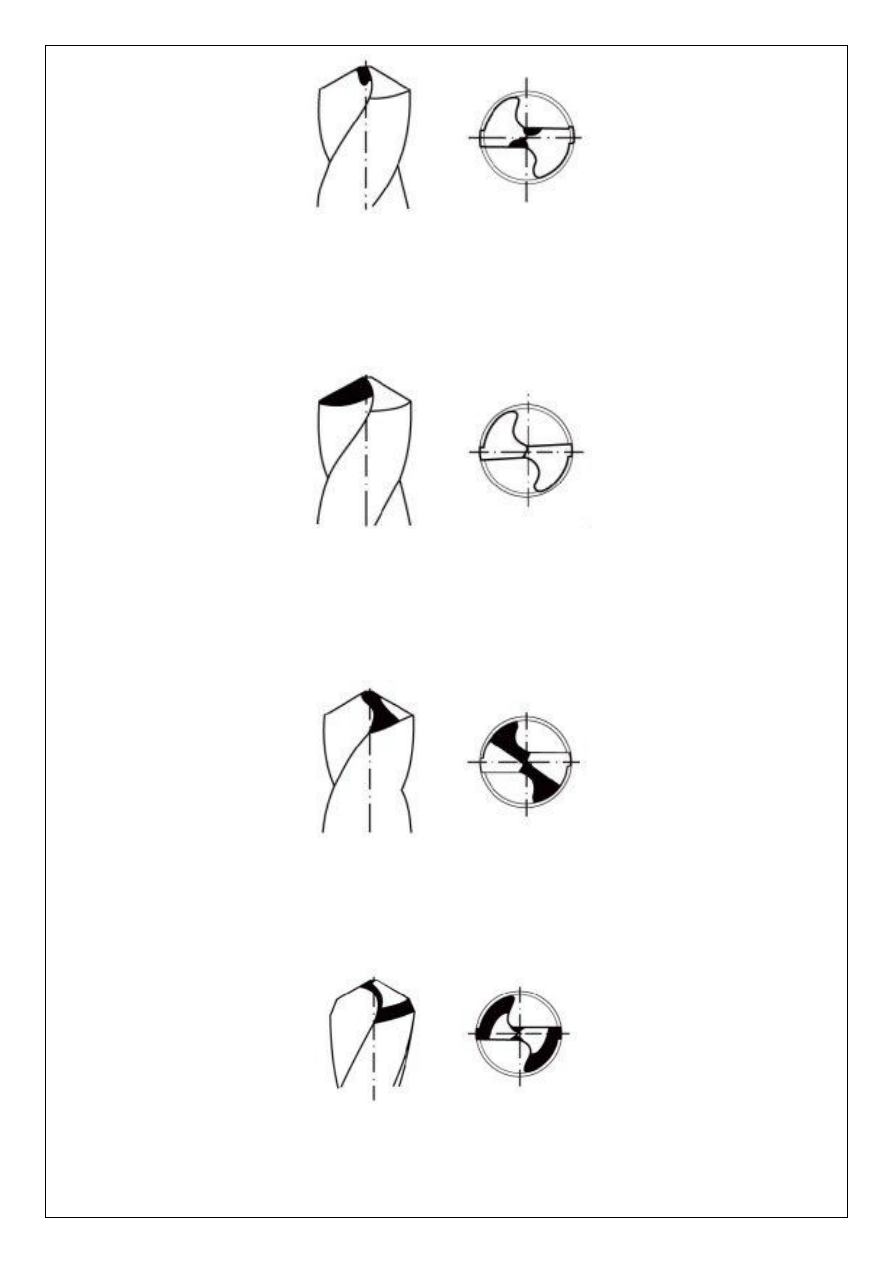
Korekcja typu "B"
Zaostrzona krawędź ścina ze skorygowaną główną krawędzią tnącą. Zastosowanie: przy
wierceniu w stali o wysokiej wytrzymałości, stali manganowej o zawartości ponad 10% Mn,
do twardych stali sprężynowych i do rozwiercania. Korzyści: niewrażliwe na uderzenia,
jednostronne obciążenie i siły boczne.
Korekcja typu "C"
Zastosowanie: do wiercenia przy użyciu wierteł z mocnym rdzeniem, dla szczególnie
twardych materiałów i przy wierceniu głębokich otworów. Korzyści: dobre centrowanie,
zmniejszona siła nacisku. Podział wióra - lepsze usuwanie.
Korekcja typu "D"
Zastosowanie: do wiercenia w żeliwie szarym, ciągliwym i odkuwkach. Korzyści:
oszczędzanie naroży skrawających dzięki przedłużonym krawędziom tnącym, niewrażliwość
na uderzenia, dobre odprowadzanie ciepła (podwyższona trwałość).
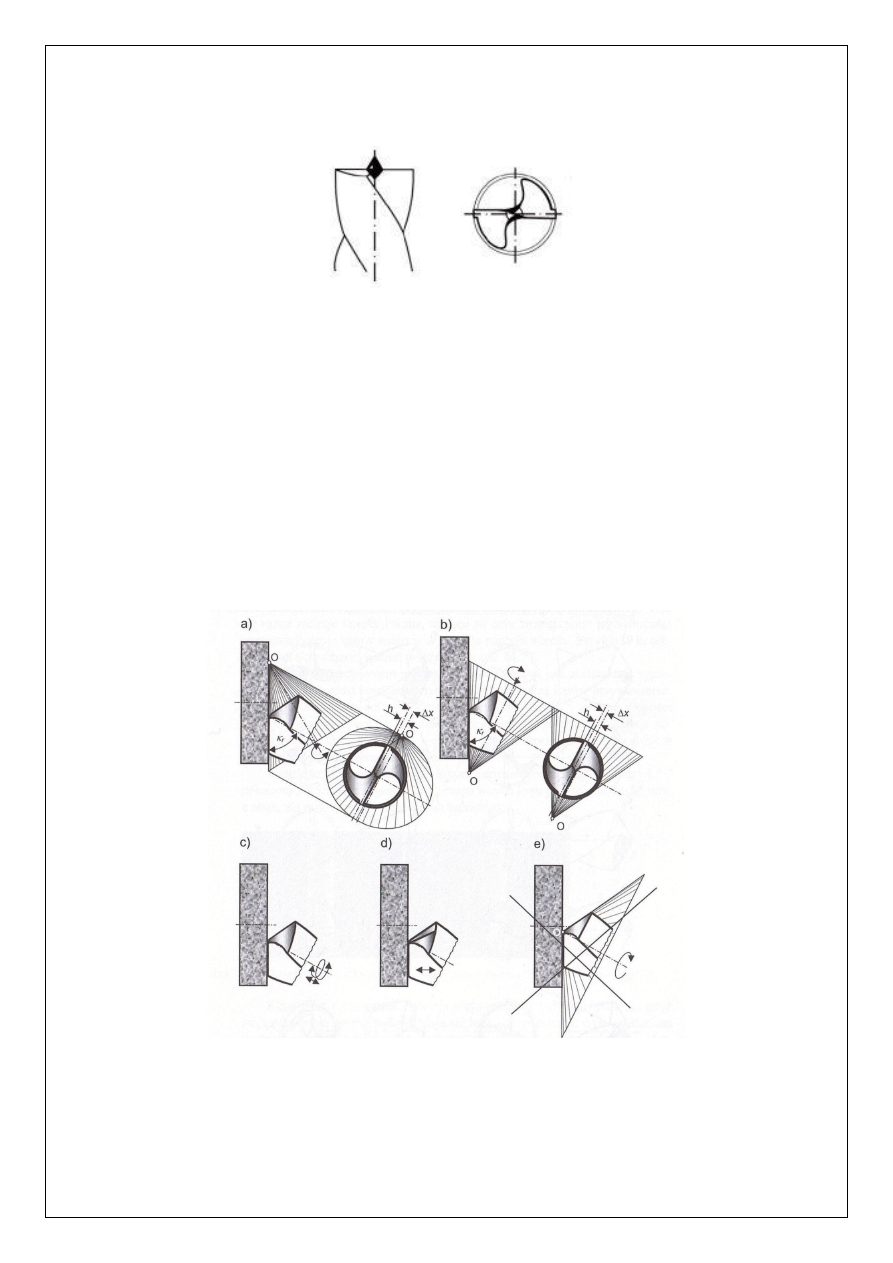
Korekcja typu "E"
Zastosowanie: do wiercenia w blachach i miękkich materiałach, do otworów nieprzelotowych
z płaskim dnem. Korzyści: dobre centrowanie, mała ilość tworzonych zadziorów przy
wierceniu przelotowym, dokładne wiercenie w cienkich blachach i rurach (bez zahaczania).
Ostrzenie wierteł krętych wykonuje się różnymi metodami. Do najczęściej stosowanych
metod można zaliczyć:
Metoda Washburne’a, w której główna powierzchnia przyłożenia jest fragmentem
powierzchni stożkowej (rys. 8a);
Metoda Weiskera, w której główna powierzchnia przyłożenia jest fragmentem
powierzchni stożkowej (rys. 8b);
Metoda śrubowa, w której powierzchnia przyłożenia jest fragmentem powierzchni
śrubowej (rys. 8c);
Metoda płaszczyznowa (najczęściej dwupłaszczyznowa), w której główna
powierzchnia przyłożenia składa się z wielu płaszczyzn (rys. 8d) o coraz większym
kącie przyłożenia.
Na rys. 8 przedstawiono poglądowo wymienione sposoby ostrzenia wierteł krętych.
Rys 8. Przykłady ukształtowania i ostrzenia wierteł krętych: a) powierzchnia przyłożenia stanowiąca
fragment powierzchni stożkowej, ukształtowana metodą Washbournea, b) powierzchnia przyłożenia
stanowiąca fragment powierzchni stożkowej(stożka odwróconego) ukształtowana metodą Weiskera, c)
powierzchnia przyłożenia stanowiąca fragment powierzchni śrubowej, d) powierzchnia przyłożenia
dwupłaszczyznowa, e) przykład błędnego ostrzenia wierteł
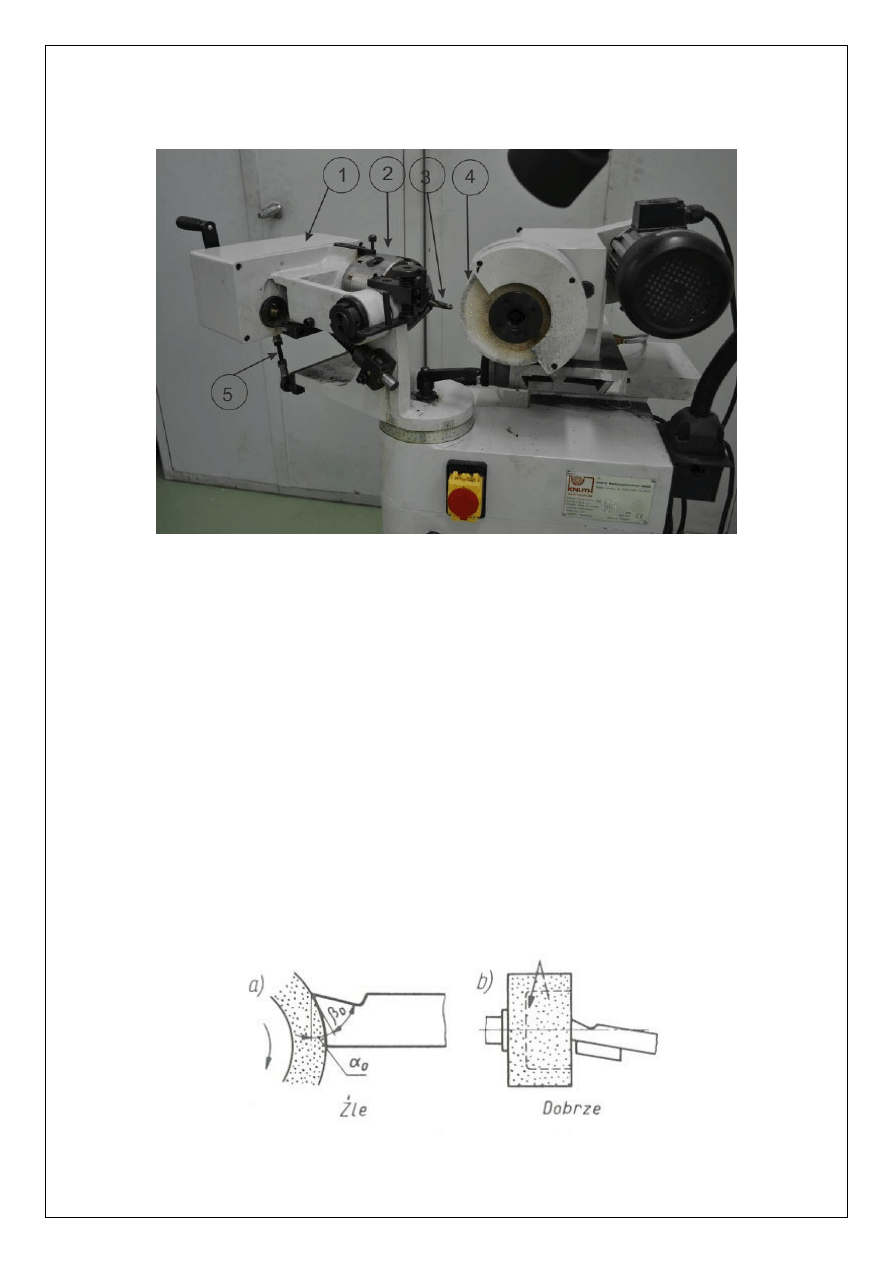
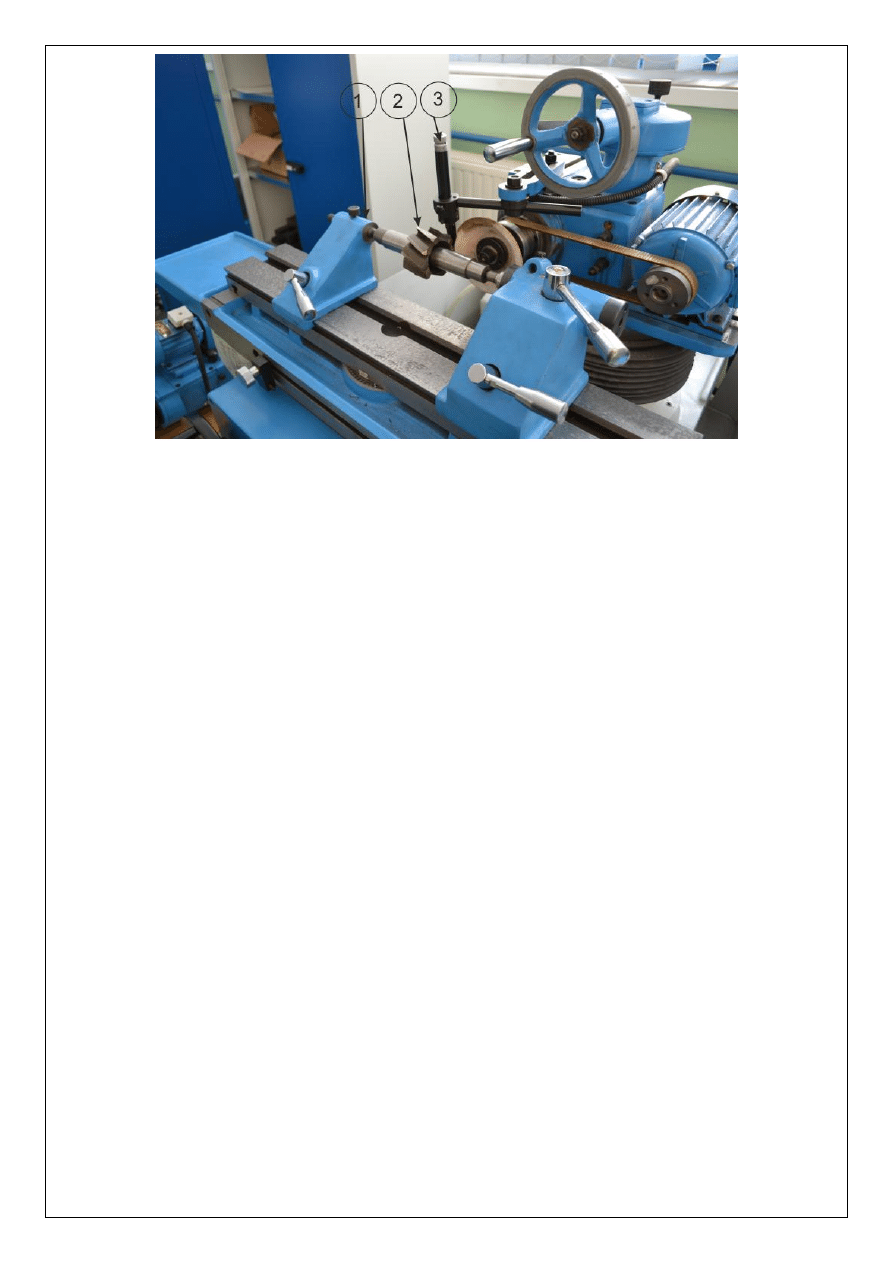
Na rys. 9 pokazano szlifierkę do ostrzenia wierteł krętych. Podczas szlifowania wierteł
krętych ostrzone narzędzie wykonuje ruch obrotowy, wahliwy oraz ruch postępowo- zwrotny,
który sterowany jest krzywką.
Rys 9. Widok szlifierki do wierteł firmy KNUTH: 1 – przekładania realizująca ruch wahliwy, 2 –
uchwyt samocentrujący wiertła, 3 – ostrzone wiertło, 4 – ściernica, 5 – przegub kulisty.
Szlifierka pozwalana na ostrzenie wierteł bez korekcji oraz z korekcją typu A. Ma możliwość
kształtowania kąta przyłożenia w zakresie wartości od 0 do 20º. Proces ostrzenia polega na
pojedynczym ostrzeniu każdego z ostrzy osobo, pozwala na prawidłowe wykonanie w osi
ścinu wiertła.
4. Ostrzenie noży tokarskich.
W ostrzeniu noży tokarskich bazę stanowią powierzchnie części chwytowej narzędzia. Do
przeprowadzenia szlifowania noża tokarskiego potrzebna jest ściernica garnkowa oraz
odpowiednie imadło (stolik) zapewniające ustawienie narzędzia do szlifowania wybranych
powierzchni. Noże tokarskie szlifuje się zarówno od powierzchni przyłożenia jak i od
powierzchni natarcia. Powierzchnia przyłożenia powinna być szlifowana tak aby po obróbce
była płaska a nie wklęsła. Można to uzyskać szlifując ściernicą garnkową, co przedstawiono
na rys. 10.
Rys. 10. Szlifowanie powierzchni przyłożenia
Za pomocą zmiany ustawienia noża tokarskiego przeprowadza się szlifowania powierzchni
natarcia oraz pomocniczej powierzchni przyłożenia. W zależności od materiału ostrza (stal
szybkotnąca lub węglik spiekany) stosuje się odpowiednie ściernice wykonane z
elektrokorundu, karborundu oraz diamentowe i CBN.
5. Pytania kontrolne.
Wymienić metody ostrzenia wierteł.
Opisać sposób ostrzenia frezu.
Opisać sposób ostrzenia noża tokarskiego.
Opisać sposób ostrzenia wiertła dla wybranej metody.
Wyszukiwarka
Podobne podstrony:
cwiczenie 9 ostrzenie narzedzi
10 znaków ostrzegawczych choroby Alzheimera, WSFiZ - Psychologia, V semestr, Diagnoza psychologiczna
3 ćwiczenia BADANIE asfaltów
Ćwiczenie7
Cwiczenia 2
Ćwiczenia V
metody redukcji odpadów miejskich ćwiczenia
Ćwiczenia1 Elektroforeza
cwiczenia 9 kryzys
Ćwiczenia 1, cz 1
Ćwiczenie 8
9 ćwiczenie 2014
Cwiczenie 1
Ćwiczenie 2 Polska w europejskim systemie bezpieczeństwa
więcej podobnych podstron