„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Barbara Jaśkiewicz
Montaż i wykończanie cholewek
744[02].Z4.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr Barbara Różańska
mgr inż. Ewa Jasińska
Opracowanie redakcyjne:
mgr inż. Barbara Jaśkiewicz
Konsultacja:
dr inż. Jacek Przepiórka
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 744[02].Z4.03
Montaż i wykończanie cholewek, zawartego w modułowym programie nauczania dla zawodu
obuwnik.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Montaż cholewek
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
26
4.1.3. Ćwiczenia
27
4.1.4. Sprawdzian postępów
30
4.2. Kontrola procesu montażu cholewek i jakości cholewek
31
4.2.1. Materiał nauczania
31
4.2.2. Pytania sprawdzające
34
4.2.3. Ćwiczenia
34
4.2.4. Sprawdzian postępów
36
4.3. Dokumentacja technologiczna w procesie montażu cholewek i zasady
sporządzania zestawienia materiałów pomocniczych
37
4.3.1. Materiał nauczania
37
4.3.2. Pytania sprawdzające
46
4.3.3. Ćwiczenia
46
4.3.4. Sprawdzian postępów
47
5. Sprawdzian osiągnięć
48
6. Literatura
53

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy dotyczącej montażu i wykończania
cholewek.
W poradniku zamieszczono:
−
wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć opanowane przed przystąpieniem do realizacji tej jednostki modułowej,
−
cele kształcenia, jakie powinieneś osiągnąć w czasie realizacji programu tej jednostki
modułowej,
−
materiał nauczania, czyli wiadomości teoretyczne niezbędne do osiągnięcia założonych
celów kształcenia i opanowania umiejętności zawartych w jednostce modułowej,
−
zestaw pytań, które pomogą Ci sprawdzić, czy opanowałeś podane treści z materiału
nauczania,
−
ćwiczenia, które umożliwią Ci nabycie umiejętności praktycznych,
−
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
−
kartę odpowiedzi,
−
wykaz literatury z jakiej możesz korzystać podczas nauki.
Jednostka modułowa „Montaż i wykończanie cholewek”, której treści teraz poznasz
stanowi jeden z elementów modułu 744[02].Z4, którego struktura jest zamieszczona na
stronie 4.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych wynikających z rodzaju
wykonywanych prac. Wiadomości dotyczące przepisów bezpieczeństwa i higieny pracy,
ochrony przeciwpożarowej oraz ochrony środowiska znajdziesz w jednostce modułowej
744[02].O1.01 „Przestrzeganie przepisów bezpieczeństwa i higieny pracy, ochrony
przeciwpożarowej oraz ochrony środowiska” i poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
744[02].Z4.02
Przygotowanie elementów
do montażu cholewek
744[02].Z4.03
Montaż i wykończanie cholewek
744[02].Z4
Technologia wytwarzania cholewek
744[02].Z4.01
Łączenie elementów wierzchu obuwia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
stosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska podczas obsługi maszyn i urządzeń oraz wykonywania czynności
i operacji technologicznych,
−
posługiwać się dokumentacją techniczną,
−
identyfikować elementy konstrukcyjne obuwia,
−
charakteryzować typy i rodzaje obuwia,
−
charakteryzować materiały podstawowe i pomocnicze,
−
dobierać parametry połączeń elementów cholewek w zależności od typu, konstrukcji oraz
rodzaju stosowanych materiałów,
−
dobierać różne techniki łączenia odpowiednio do typu obuwia i funkcji połączenia,
−
wykonywać połączenia materiałów obuwniczych oraz określać ich wytrzymałość,
−
wykonywać czynności związane z przygotowaniem części składowych do montażu
cholewek,
−
użytkować maszyny, urządzenia i narzędzia do wytwarzania cholewek,
−
dobierać ściegi i szwy oraz igły i nici do określonego materiału i operacji
technologicznej,
−
stosować kleje w zależności od rodzaju łączonych materiałów i funkcji połączeń,
−
dobierać techniki wykończania brzegów cholewki,
−
dobierać parametry zgrzewania do określonych materiałów i operacji technologicznych,
−
oceniać sposób i jakość przygotowania części składowych cholewek do montażu według
kryteriów technologicznych i ekonomicznych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
rozróżnić systemy oraz metody montażu i wykończania cholewek,
−
dobrać parametry operacji technologicznych procesu montażu i wykończania
cholewek,
−
zastosować różne techniki łączenia elementów podszewek i wierzchów,
−
dokonać montażu różnego rodzaju cholewek,
−
zastosować techniki wygładzania i wzmacniania szwów,
−
zamontować funkcjonalne i zdobnicze elementy cholewek z zastosowaniem różnych
technik wykonania,
−
dobrać sposoby łączenia cholewek z podpodeszwami lub wyściółkami do
niekonwencjonalnych systemów montażu obuwia,
−
przygotować materiały pomocnicze do montażu i wykończania cholewek,
−
posłużyć się dokumentacją technologiczną w procesie montażu i wykończania
cholewek,
−
wykonać procesy zdobienia i wykończania zmontowanych cholewek,
−
skontrolować przebieg procesu produkcyjnego,
−
ocenić jakość wykonania operacji technologicznych,
−
określić przyczyny wadliwej produkcji cholewek, zastosować działania profilaktyczne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Montaż cholewek
4.1.1. Materiał nauczania
Każdy rodzaj obuwia, bez względu na przeznaczenie, składa się z dwóch zasadniczych
części: wierzchu, czyli cholewki i spodu.
Cholewka jako górna część obuwia okrywająca stopę i niekiedy całą kończynę dolną, do
kolana i powyżej, musi być miękka, elastyczna i w miarę rozciągliwa, by dopasowała się do
nieregularnej budowy anatomicznej stopy użytkownika. W czasie użytkowania gotowego
obuwia cholewka musi pełnić funkcję ochrony górnej części stopy, umożliwiać chodzenie,
bieganie oraz stanie, nie może uwierać stopy, natomiast musi zapewniać prawidłowy obieg
krwi w kończynach dolnych.
Aby cholewka spełniała w/w funkcje konstruktor modeluje ją z wielu części składowych,
które łączone są za pomocą szycia, zgrzewania lub klejenia, według ściśle określonych zasad.
Klejenie elementów cholewek polega na zastosowaniu klejów topliwych lub
rozpuszczalnikowych. Osiągnięte parametry wytrzymałościowe połączeń klejowych są
wystarczające, ale ze względu na trudności technologiczne oraz małą opłacalność metoda ta
nie została wprowadzona na skalę przemysłową.
Metoda łączenia elementów cholewki za pomocą zgrzewania prądami wielkiej
częstotliwości znalazła zastosowanie dla tworzyw termoplastycznych. Wykrojone elementy
łączy się na zgrzewarkach, wykorzystując zjawisko wydzielania się ciepła i łączenia
elementów przez stopienie przy oddziaływaniu prądów wielkiej częstotliwości. Metoda ta,
mimo dużego rozgłosu i dość wysokiego wskaźnika nowoczesności, nie znalazła większego
zastosowania w przemyśle obuwniczym.
Tradycyjną i najczęściej stosowaną metodą łączenia elementów cholewki jest szycie,
stosowane bez względu na rodzaj materiału z jakiego je wykonano. Inne, tzw. nowoczesne
techniki połączeń, jak klejenie oraz zgrzewanie prądami wielkiej częstotliwości, stosuje się
sporadycznie.
Proces przygotowania i łączenia elementów cholewki jest jednym z najważniejszych
etapów produkcji obuwia, gdyż od dokładności i jakości połączeń zależy jakość
i atrakcyjność gotowego obuwia.
Łączenie poszczególnych elementów wierzchu w gotową cholewkę dokonuje się
w oddziałach montażu cholewek, zwanych szwalniami.
Operacje szwalni można podzielić na przygotowawcze (ścienianie, zawijanie brzegów,
wklejanie międzypodszewek itp.) oraz te, które służą bezpośrednio do łączenia elementów
(łączenie tylnych brzegów obłożyn, szycie derbów, wszywanie języka itp.).
W oddziałach montażu cholewek wykonuje się również szwy ozdobne i operacje
związane ze zdobieniem cholewek oraz czynności pomocnicze i wykończeniowe, do których
zalicza się: rozgładzanie szwów, krążkowanie, czyszczenie i sznurowanie cholewek itp.
W zależności od stosowanej metody produkcji oraz warunków lokalowych szwalnie są
częścią składową oddziału montażu lub też pracują jako wyodrębnione organizacyjnie
komórki ruchowe przedsiębiorstwa.
Nowoczesne systemy organizacyjne polegają na tworzeniu szwalni wyodrębnionej, co
przy zastosowaniu taśm zdalnie sterowanych daje lepsze wykorzystanie maszyn, czasu pracy
i powierzchni produkcyjnej, a przy tym nie zachodzi tu konieczność przemieszczania maszyn

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
i stanowisk wraz ze zmianą wzoru, uzyskuje się również lepszą wydajność i jakość
wykonywanych cholewek.
Szwalnię można zorganizować tak, aby operacje przygotowujące elementy do łączenia
były wykonywane w jednym miejscu – tak zwanym oddziale przygotowawczym szwalni,
a pozostałe operacje będą wykonywane w oddziale szycia cholewek.
Do typowych i najczęściej występujących operacji technologicznych przy montażu
cholewek zalicza się: szycie podszewek, łączenie tylnych brzegów obłożyn, wygładzanie
i wzmacnianie szwów, naszywanie pasków tylnych i tylników, naszywanie nadstawek
przyszew i obłożyn, wszywanie zamków błyskawicznych, wklejanie podszewki, obszywanie
brzegów obłożyn z odcinaniem nadmiaru podszewki, krążkowanie, przyszywanie języków,
łączenie przyszew z obłożynami, sznurowanie cholewek [3, s. 385].
Przed przystąpieniem do montażu cholewek należy przygotować maszyny, urządzenia
i materiały potrzebne do realizacji zadań produkcyjnych, a także wykonać operacje
technologiczne, które ułatwiają wykonanie tego zadania. Szycie w oddziałach szwalni
odbywa się na różnego rodzaju maszynach, konstrukcyjnie dostosowanych do
wykonywanych operacji. Maszyny te różnią się liczbą igieł, sposobem tworzenia ściegu,
kształtem korpusu, umożliwiającym odpowiedni dostęp do zszywanych miejsc oraz zakresem
oprzyrządowania. W fazie szycia cholewek stosuje się wiele różnorodnych rodzajów maszyn
i urządzeń, które można podzielić na trzy zasadnicze grupy:
−
maszyny i urządzenia stosowane podczas przygotowania części cholewek do montażu,
−
maszyny szwalnicze,
−
maszyny i urządzenia pomocnicze stosowane w fazie montażu i wykończenia cholewek.
Wśród maszyn stosowanych w oddziale szwalni przy montażu cholewek można wyróżnić:
maszyny szyjące płaskie, słupkowe, jedno-, dwu-, wielogłowe, zygzak, obszywarki, maszyny
ramienne. Oprócz maszyn szyjących stosuje się również inne specjalistyczne maszyny
i urządzenia tzw. pomocnicze. Do tej grupy można zaliczyć: krążkowarki (maszyny do
osadzania krążków),
zgrzewarki (urządzenia łączące elementy za pomocą prądów wielkiej
częstotliwości), szpulowarki (służące do szpulowania bębenka), rozgładzarki lub
rozprasowywarki szwów (stosowane do wygładzania szwu łączącego głównie tylne brzegi
obłożyn i cholew), sznurowarki (do sznurowania cholewek przed procesem ćwiekowania),
ścieraki brzegów cholewek (do ścierania brzegów w części przedniej wewnętrznej w celu
ułatwienia ćwiekowania i lepszego sklejenia zaćwiekowanego brzegu cholewki
z podpodeszwą).
Do ręcznego wykonywania niektórych operacji stosuje się: dziurkacze, nagłowniaki,
podkłady, noże szewskie, młotki, palniki, pędzle.
Maszyny szyjące w przemyśle obuwniczym stanowią najliczniejszą i najbardziej
zróżnicowaną grupę maszyn. Mimo, że mają wiele wspólnych cech, to jednak ze względu na
swoją budowę i przeznaczenie różnią się znacznie między sobą. Podział maszyn, urządzeń
i narzędzi do wytwarzania cholewek i sposób ich użytkowania zostały omówione
w jednostce modułowej 744[02].Z2.03 Użytkowanie maszyn, urządzeń i narzędzi do
wytwarzania cholewek.
Montaż elementów cholewki odbywa się za pomocą różnych rodzajów szwów. Ogólnie
można wyróżnić 3 rodzaje szwów: naszywany, zszywany i zygzakowy. Wszystkie inne szwy
używane w trakcie łączenia elementów wierzchu lub podszewki w gotową cholewkę są tylko
odmianami tych szwów lub kombinacją szwu naszywanego ze szwem zszywanym. Rodzaje
ściegów i szwów, zasady doboru szwów, technika i parametry szycia omówione zostały
dokładnie w jednostce modułowej 744[02].Z.4.01 Łączenie elementów wierzchu obuwia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Łączenie elementów podszewkowych
Podszewka stanowi wewnętrzną część składową cholewki. Może ona obejmować całą
cholewkę lub oddzielnie obłożynę i przyszwę. Podszewka pod wierzch cholewki może być
wykonana ze skóry naturalnej, tworzywa skóropodobnego, tkaniny lub kombinowana, tzw.
dzielona z tkaniny i ze skóry naturalnej lub z tkaniny i z tworzywa skóropodobnego.
Podszewki dzielone stosuje się w celu oszczędności skór podszewkowych.
Przy łączeniu elementów podszewki ściegi szycia mogą być zwarte lub łańcuszkowe.
Najtrwalszy jest ścieg łańcuszkowy podwójny. Ze względu na dużą elastyczność szew nie
pęka nawet w przypadku uszkodzenia poszczególnych ściegów.
Przy zastosowaniu podszewki skórzanej na obłożyny, brzegi jej mogą być zawinięte lub
obcięte po przyszyciu do obłożyn. Natomiast podszewka z tkaniny powinna być
bezwzględnie zawinięta, a krawędzie jej powinny być oddalone od krawędzi obłożyn
wierzchnich o około 1mm. Podszewki z tkanin mogą mieć również naszyte obramowania
w postaci podkrążków, ramki lub paska wewnętrznego.
Przy łączeniu podszewek skórzanych lub z tworzyw skóropodobnych z elementami
wyciętymi z materiałów włókienniczych obowiązuje zasada, że na części wykonane z tkaniny
zawsze naszywa się części ze skóry lub tworzyw skóropodobnych, nigdy odwrotnie.
Łączenie tylnych brzegów skórzanych podszewek obłożyn może być wykonane szwem
zszywanym albo naszywanym. Należy zwrócić uwagę, aby połączenie nie miało żadnych
zgrubień, które mogłyby uwierać część piętową stopy.
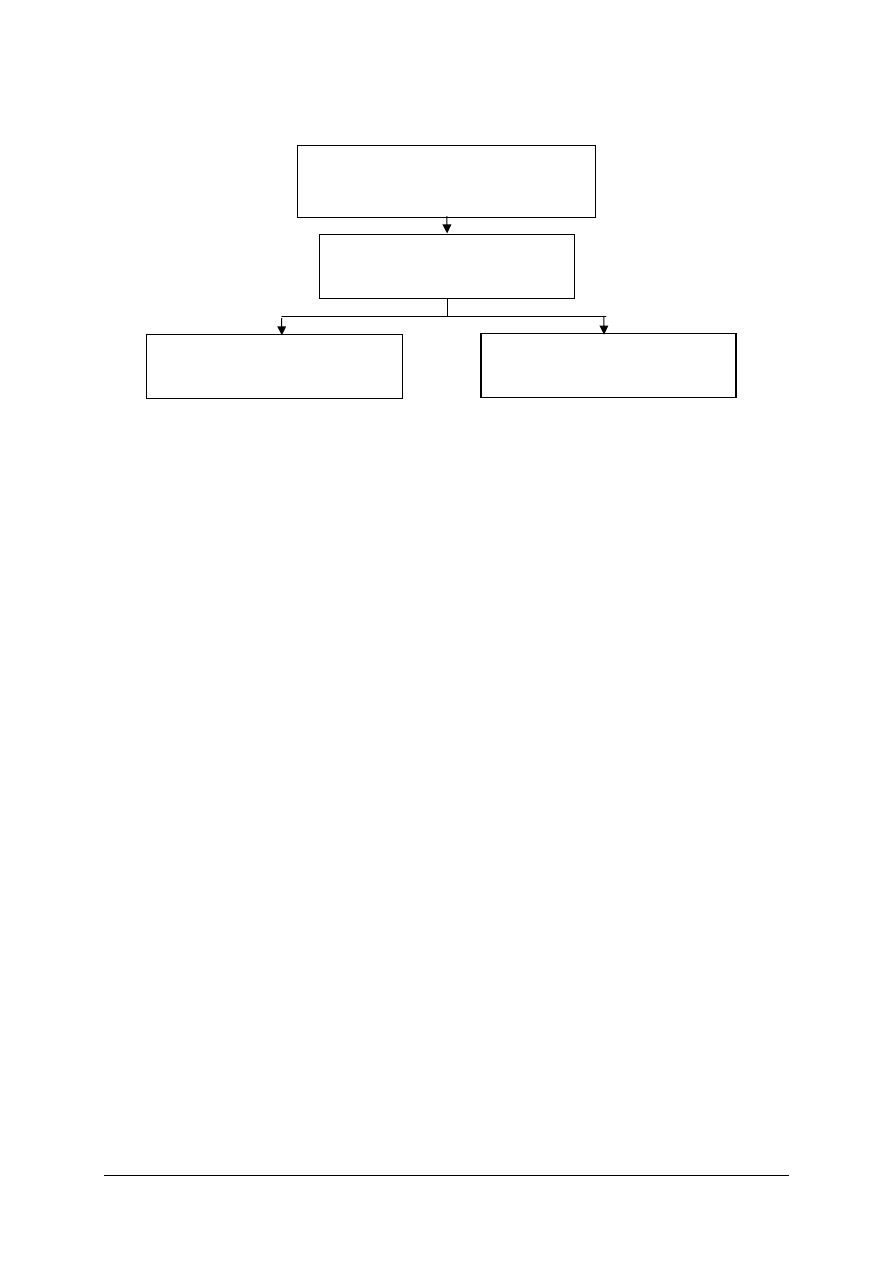
Łączenie podszewek dzielonych do półbutów, trzewików i botków
Do półbutów, trzewików i botków obok podszewek całych ze skóry, stosuje się również,
ze względu na oszczędność skór, podszewki dzielone z tkaniny i ze skóry lub tworzywa.
Najczęściej jest tak, że obłożyny są ze skóry, a przyszwy wykonuje się z tkaniny.
Podszewkę dzieloną w półbutach, trzewikach i botkach zszywa się wg następujących
zasad:
−
elementy skórzane naszywa się na elementy włókiennicze 1÷2 mm poza wierzchołkami
wyciętych znaków wielkościowych na brzegach elementów włókienniczych,
−
elementy naszywa się w takiej kolejności, aby przy wzuwaniu gotowego obuwia na
stopę, brzegi połączonych części nie powodowały oporu i nie zawijały się, co
utrudniałoby użytkowanie obuwia.
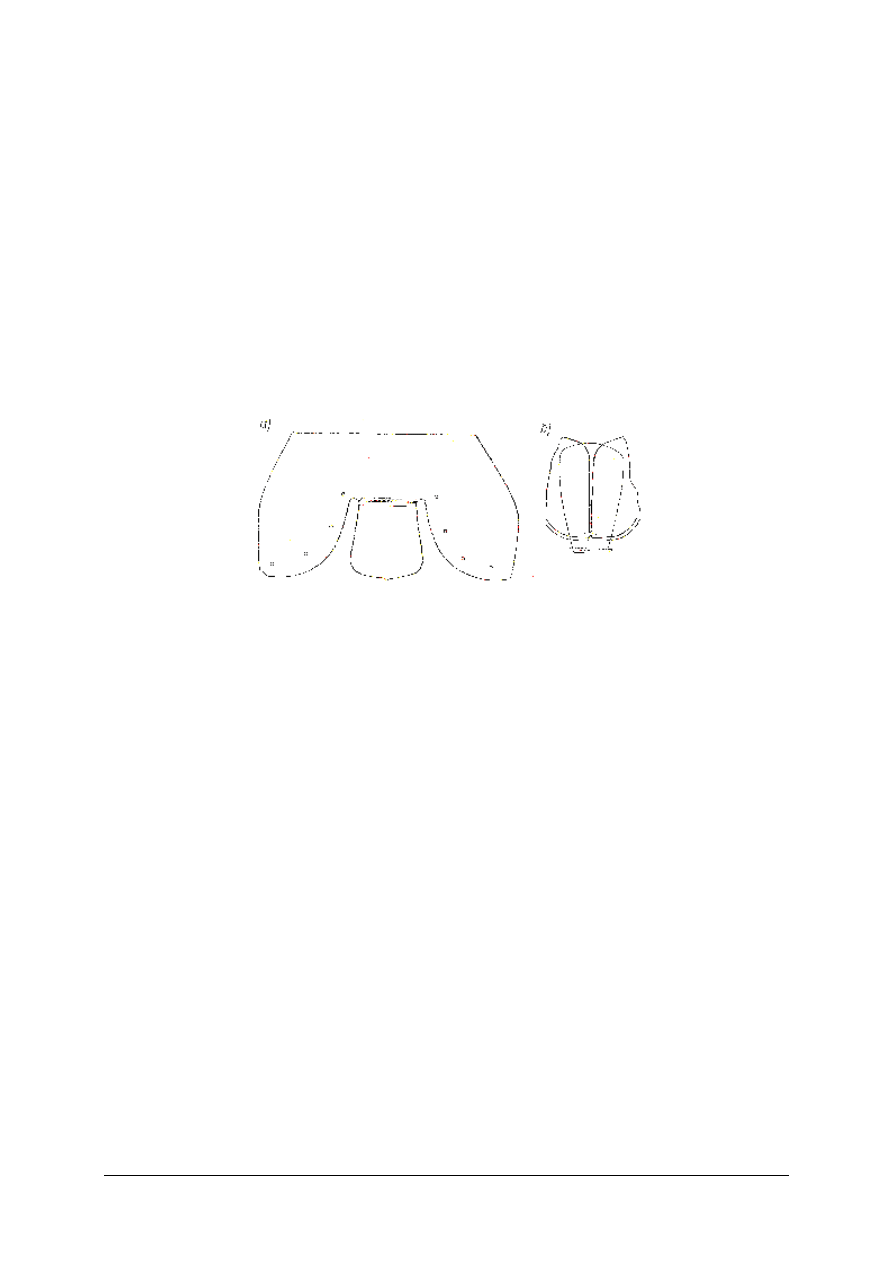
Przykłady podziału podszewki w półbutach przedstawia rysunek 1, natomiast w trzewikach
lub botkach rysunek 2.
Rys. 1. Przykłady podziału podszewki w półbutach: a) typu derbowego, b) typu sportowego, c) typu
czółenka d) z paskiem na podbiciu: 1 – elementy podszewki z tkaniny, 2 – elementy podszewki ze skóry
[3, s. 382]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Łączenie podszewek przyszwy z obłożynami (w obuwiu derbowym) jest wykonywane
wyłącznie szwem naszywanym. Brzegi łączonych części składowych podszewki muszą być
wcześniej ścienione skośnie ostro, najczęściej na szerokość do 8 mm.
W obuwiu stosuje się często zapiętek zamszowy lub ze skóry licowej odwrócony na
stronę mizdrową, który ma zapobiegać poślizgowi pięty i wyzuwaniu stopy z obuwia. W tym
przypadku najczęściej ścienione brzegi zapiętka naszywa się na brzegi podszewki obłożyny,
chociaż dopuszczalne jest również odwrotne rozwiązanie konstrukcyjne i technologiczne.
Podszewki przyszew mogą być wykonane ze skóry naturalnej, tworzyw skóropodobnych
lub materiałów włókienniczych. Przy zastosowaniu przyszew gładkich lub z naszytymi
noskami podszewka przyszwy może być wykonana ze skóry lub z tkaniny, natomiast
w przypadku przyszew perforowanych powinna być skórzana.
Do przyszwy jednolitej (np. u czółenek) stosuje się podszewki dzielone. Mają one zatem,
jak przyszwa, boki wydłużone sięgające aż do tyłu pięty. Połączenia przednich górnych
brzegów podszewki przyszwy dzielonej może być wykonane szwem naszywanym lub
zszywanym z rozszyciem [4, s. 53].
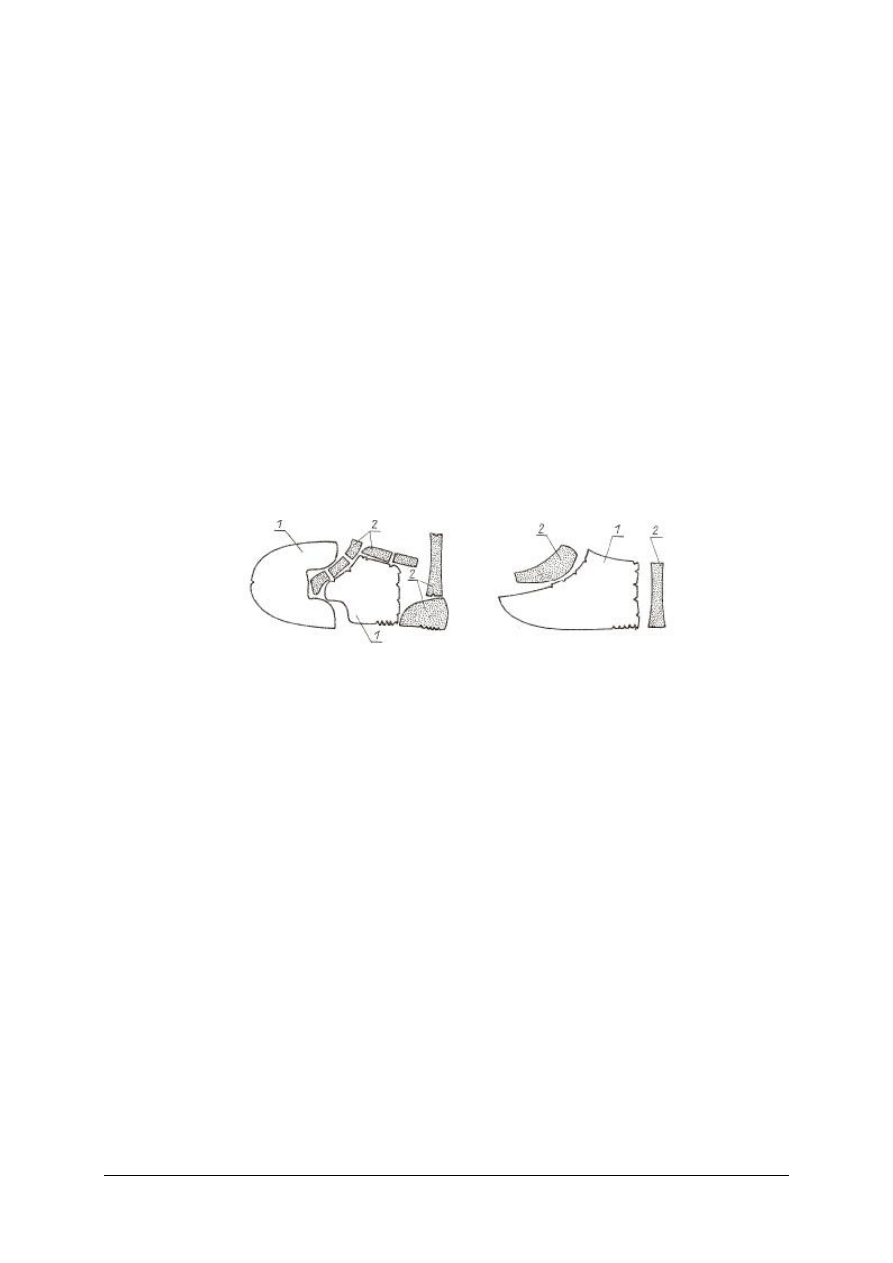
Podszewki do trzewików i botków podobnie, jak i do półbutów, mogą być całoskórzane
lub kombinowane z tkanin i skóry. W wypadku kombinacji podszewka jest dzielona.
Podszewkę dzieloną trzewika lub botka zszywa się wg tych samych zasad co półbuta.
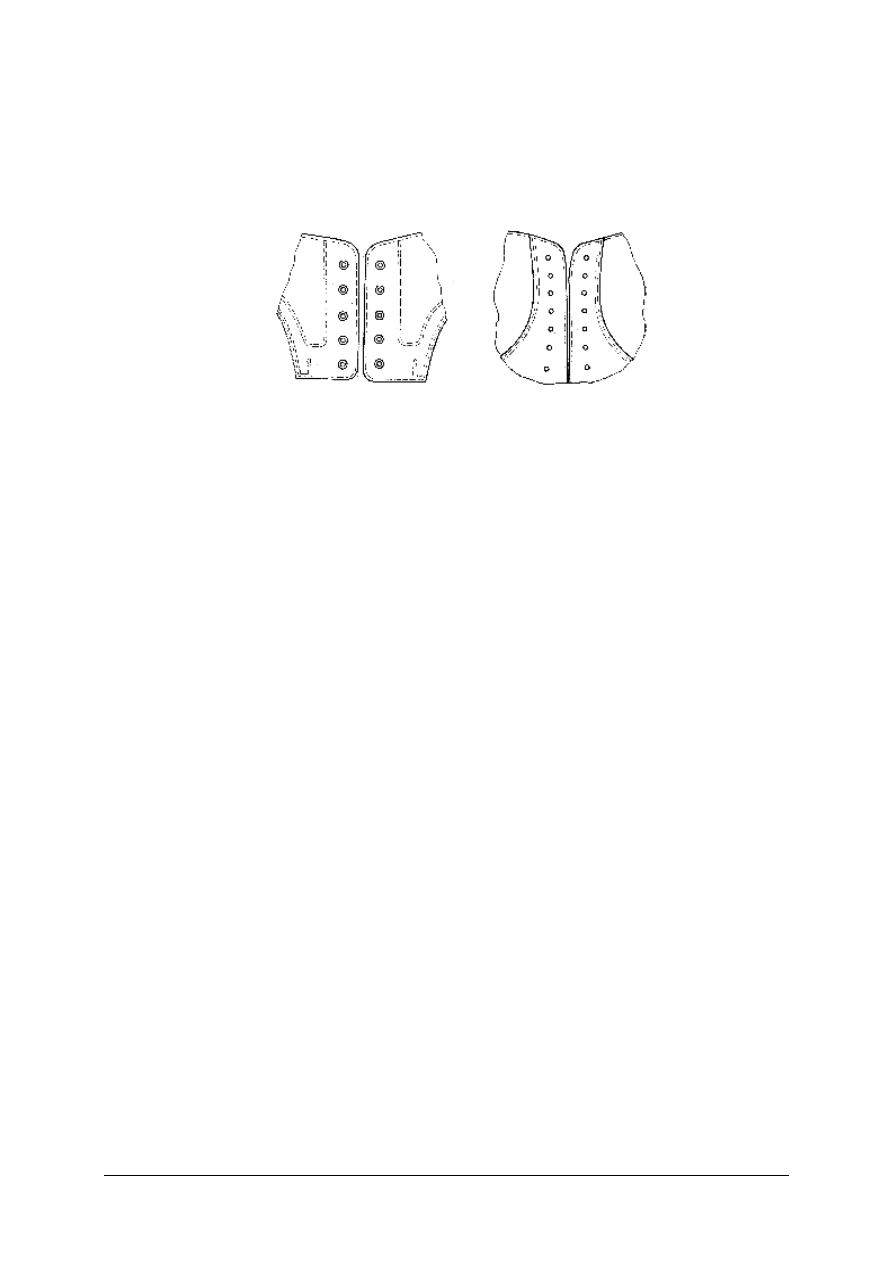
Rys. 2. Przykłady podziału podszewki w trzewikach lub botkach: 1 – elementy z tkaniny, 2
−
elementy ze
skóry naturalnej [3, s. 383]
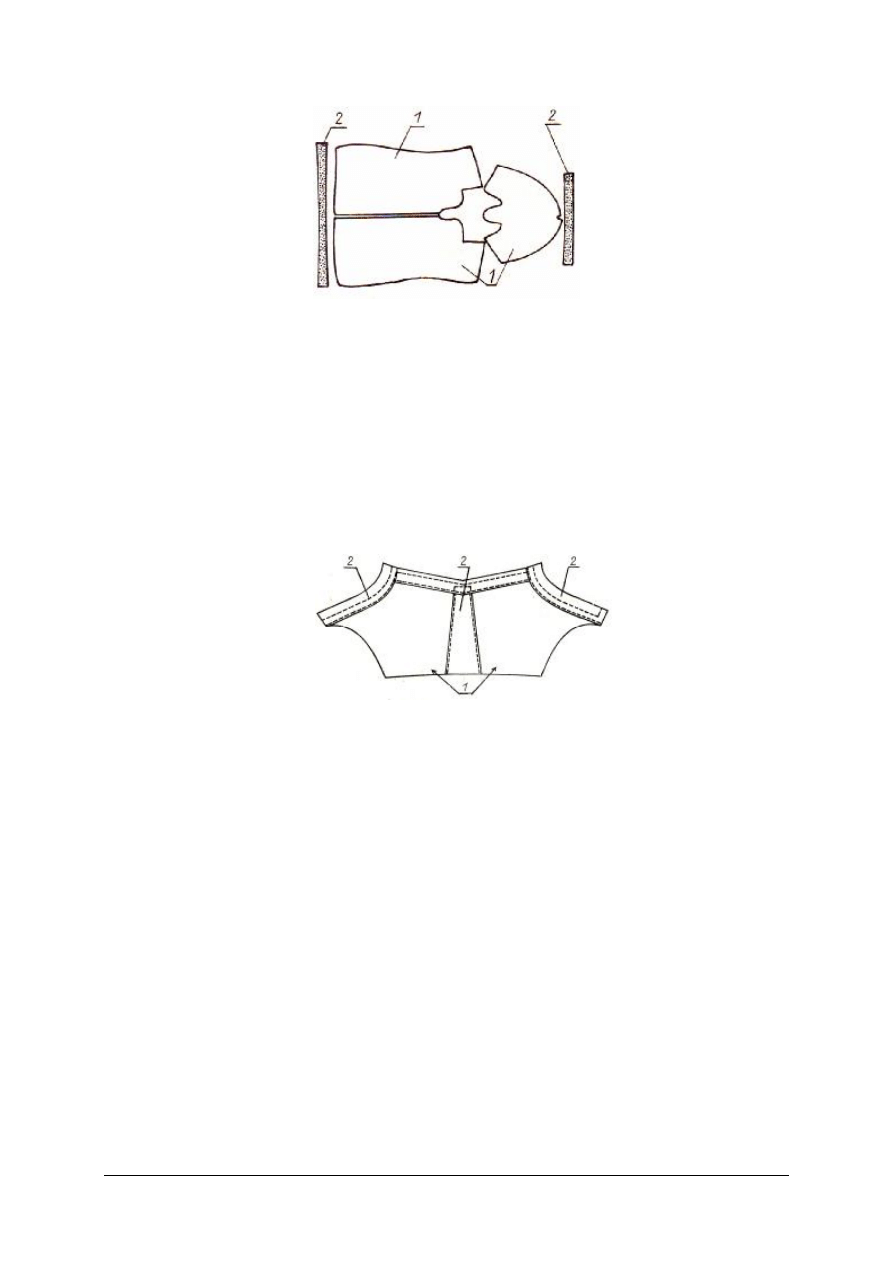
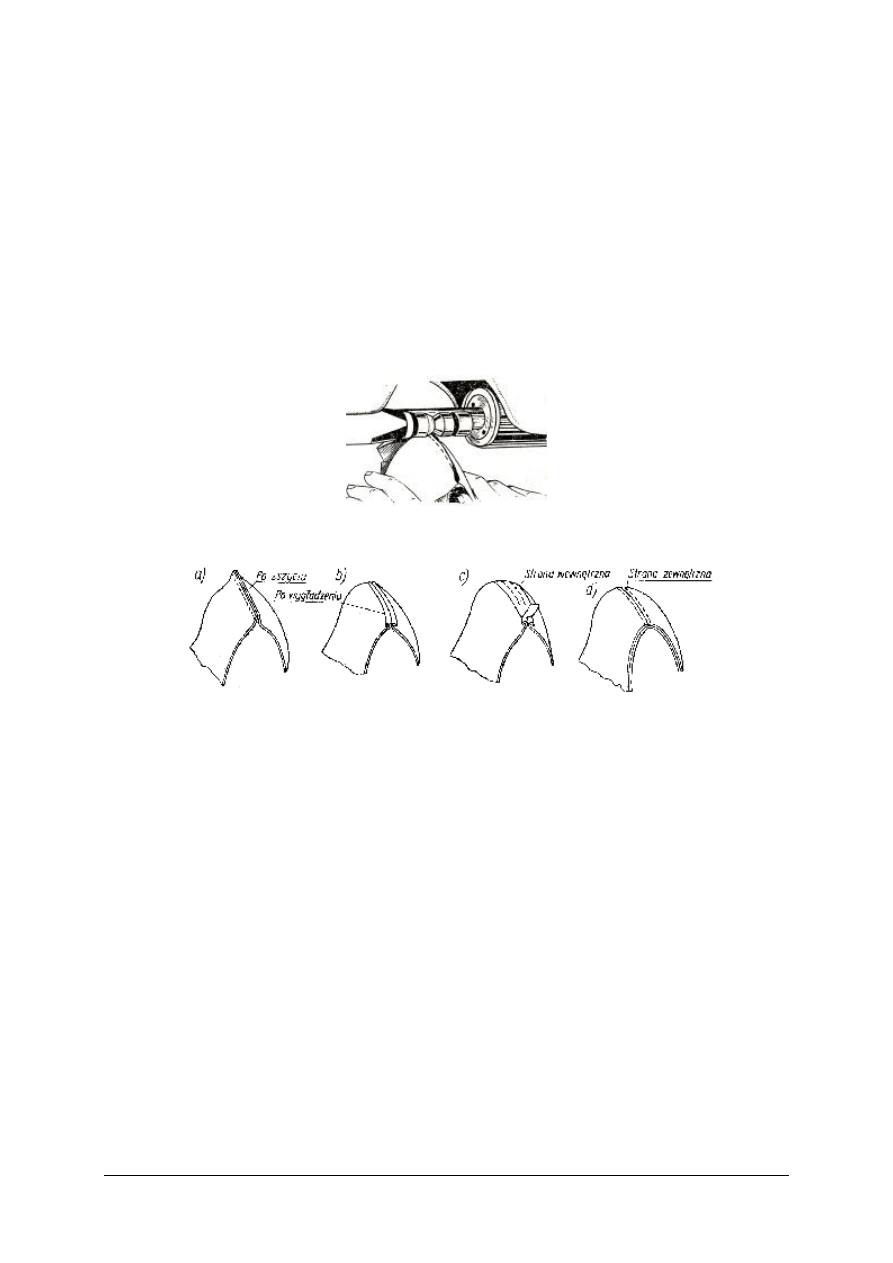
Łączenie podszewek dzielonych do cholewek typu buty lub kozaczki
Obuwie z długimi cholewami może mieć podszewki z tkaniny lub kombinowane,
tj. z tkaniny i skóry naturalnej (lub tworzyw skóropodobnych). Ze względu na różną
konstrukcję tego typu obuwia trudno omówić wszystkie możliwe warianty kombinacji
podszewki dzielonej. Jednak łączenie podszewek kombinowanych w każdym przypadku
wykonuje się podobnie, jak przy półbutach i trzewikach. Jeśli podszewka jest cała z tkaniny,
łączenie jednego z wariantów konstrukcji odbywa się następująco:
−
podszewkę zewnętrzną i wewnętrzną składa się stroną wierzchnią do siebie i zszywa
przednią część cholewy,
−
następnie przyszywa się przyszwę szwem zygzakowym,
−
ponownie składa się stroną wierzchnią podszewkę cholewy do siebie i zszywa tył
podszewki z ryglowaniem końcówki.
Tak wykonane podszewki stosuje się do obuwia damskiego typu kozaczki bez zamka.
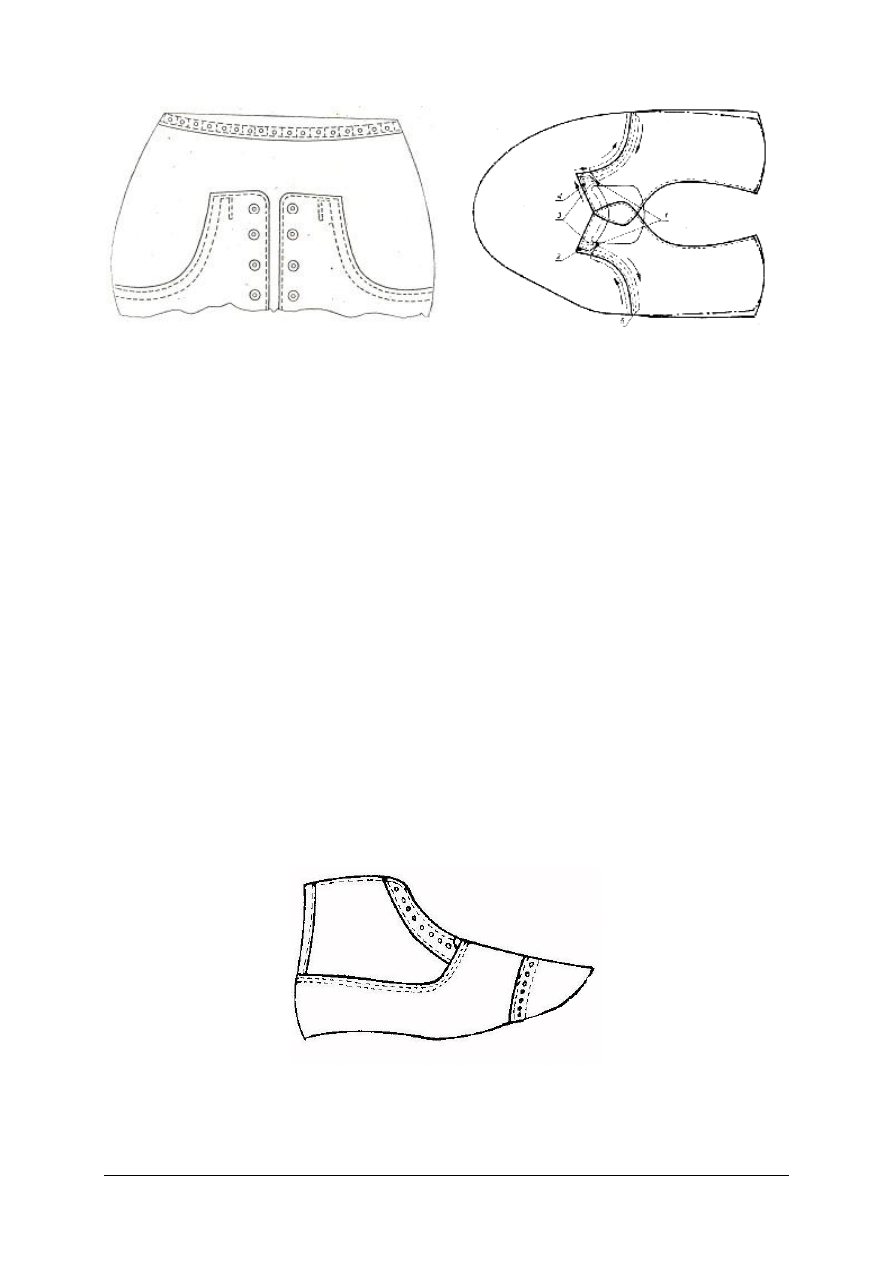
Poniżej, na rys. 3 przedstawiony jest przykład podziału podszewki w bucie z wysokimi
cholewkami.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Rys. 3. Przykład podziału podszewki do buta z wysokimi cholewami; 1
−
elementy z tkaniny, 2 – elementy ze
skóry naturalnej [3, s. 384]
Szycie podszewek bez sklejania
Dość często przy zszywaniu elementów podszewki dzielonej, stosuje się zasadę
wcześniejszego ich sklejania. Nanoszenie kleju obniża higieniczność gotowego obuwia,
a ponadto powoduje niepotrzebny wzrost pracochłonności i materiałochłonności tej
czynności. Bardziej wskazane jest szycie podszewek bez wstępnego sklejania, tzw. szycie od
ręki. Dla przykładu rys. 4 ilustruje łączenie podszewek kombinowanych obłożyn bez
wstępnego sklejania, których części są wykonane ze skóry i tkaniny.
Rys. 4. Przykład naszycia ramki, podkrążka, paska wewnętrznego: 1
−
elementy tekstylne, 2
−
elementy
skórzane lub z tworzywa skóropodobnego [2, s. 182]
Kolejność naszywania elementów skórzanych na tkaninowe są następujące:
−
pierwszy naszywany jest pasek tylny wewnętrzny na obłożyny wykonane z tkaniny
jednym rzędem ściegów zwartych, w odległości 1 mm od brzegu elementu skórzanego,
−
następnie na górny brzeg połączonych elementów naszywa się ramkę, również jednym
rzędem ściegów zwartych,
−
po czym naszywa się obydwa podkrążki w analogiczny sposób, jak elementy poprzednie.
Ramki i podkrążki muszą być tak naszyte, aby po wklejeniu podszewek ich górne krawędzie
wystawały około 2
÷
3 mm ponad górne krawędzie zawiniętych obłożyn; jest to naddatek,
który zostaje wycięty przy obszywaniu górnych brzegów cholewki.
Podane przykłady (jak w przypadku łączenia elementów wierzchnich) nie wyczerpują
wszystkich możliwości łączenia, które mogą się zmieniać w zależności od typu cholewek
i nowych wzorów obuwia, określanych rodzajem użytych materiałów, stosowanych
technologii produkcji i techniki wytwarzania oraz zmieniających się kierunków mody.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Łączenie elementów wierzchu
Łączenie tylnych brzegów obłożyn
Łączenie tylnych brzegów obłożyn dokonuje się dwoma sposobami: szwem zygzakowym
na styk lub szwem zszywanym.
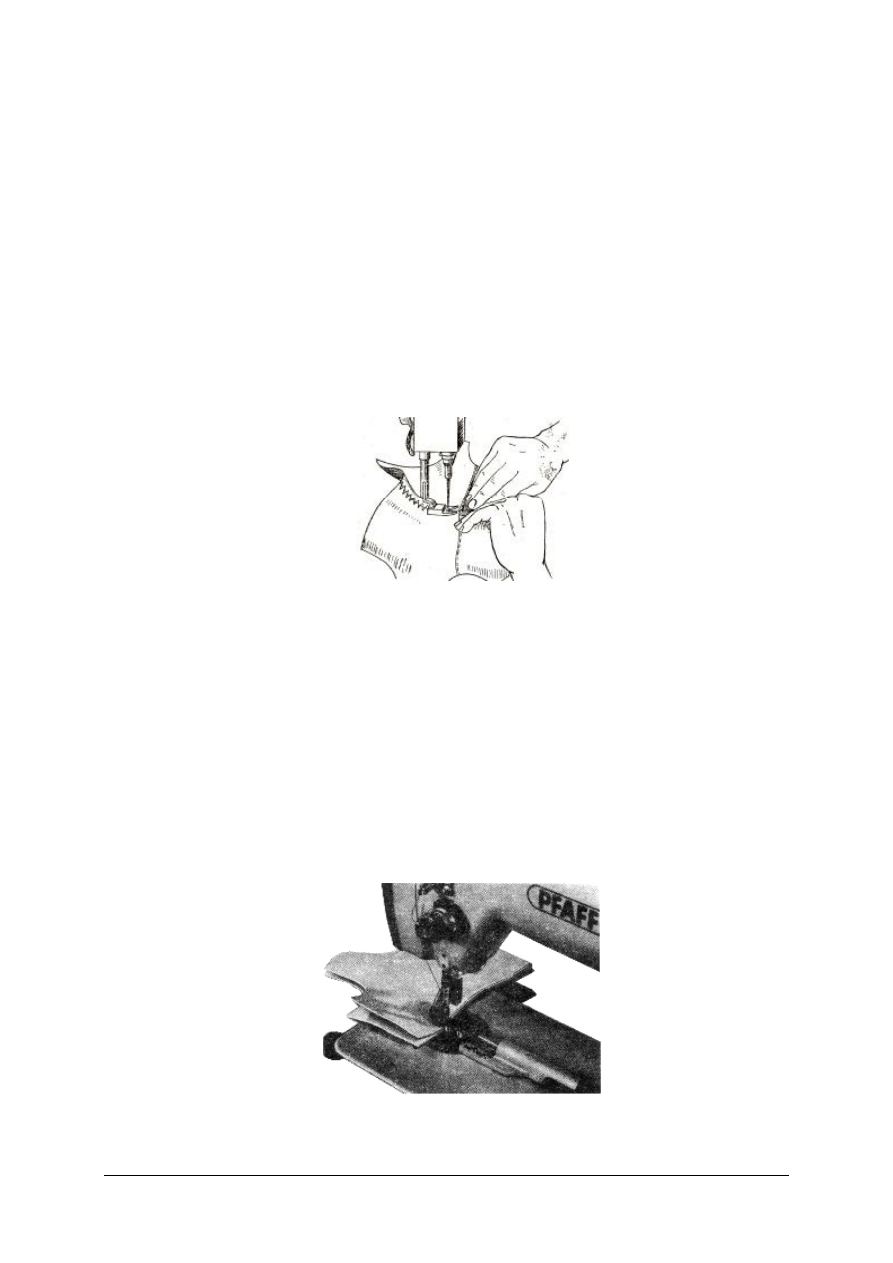
Łączenie tylnych brzegów obłożyn szwem zygzakowym wykonuje się wtedy, gdy na
uzyskany szew ma być naszyty pasek tylny lub tylnik.
Szew zygzakowy wykonuje się w ten sposób, że boki zszywanych obłożyn należy szczelnie,
na styk docisnąć do siebie tylnymi krawędziami. Nieszczelne złożenie obłożyn lub nałożenie
boków obłożyn na siebie, może spowodować zmianę profilu części piętowej obłożyn lub
powstanie zgrubień. Szew ten nie wymaga wygładzenia. Na początku i końcu szwu, w celu
zabezpieczenia go przed rozerwaniem stosuje się ściegi powtórne od 2 do 3. Do zszywania
brzegów obłożyn szwem zygzakowym stosuje się maszynę płaską jednogłową zyg-zak.
Łączenie tylnych brzegów obłożyn szwem zygzakowym przedstawia rysunek 5.
Rys. 5. Zszywanie obłożyn szwem zygzakowym [2, s. 183]
Łączenie tylnych brzegów obłożyn szwem zszywanym wykonuje się w przypadku, gdy
na złączone obłożyny nie stosuje się paska tylnego. Szew zszywany rozprasowuje się,
wzmacnia przez naklejenie tasiemki i ewentualnie rozszywa. Szew zszywany wykonuje się
w ten sposóbw, że parę obłożyn składa się zewnętrznymi stronami licowymi do siebie tak,
aby ich tylne krawędzie dokładnie się pokrywały. Czynność szycia rozpoczyna się od
górnego brzegu obłożyn ściegiem „ślepym” na długości około 10 mm zapobiegającym pruciu
szwu przy dalszych czynnościach. Zamiast „ściegów ślepych” można stosować ryglowanie na
długości 2÷3 ściegów. Po zszyciu pierwszej pary nie odcina się nici, lecz czynność wykonuje
się dalej, aż do zszycia kompletu (na przykład 5 par). Czynność tę wykonuje się na maszynie
płaskiej 1-igłowej (można zastosować prowadnik). Odległość szwu od brzegu wynosi 1,5÷2
mm dla obłożyn ze skóry oraz 3÷4 mm dla obłożyn z tkaniny. Łączenie tylnych brzegów
obłożyn szwem zszywanym przedstawia rysunek 6.
Rys. 6. Łączenie obłożyn szwem zszywanym [3, s. 386]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Wygładzanie szwu
Po zszyciu obłożyn szwem zszywanym, szwy wygładza się ręcznie lub mechanicznie.
Ręcznie szew wygładza się na drewnianym klocku, tzw. kolanku, za pomocą drewnianego
wałka, trzonka młotka lub kostki, mechanicznie natomiast na rozprasowywarce szwów, która
rozkłada krawędzie zszytych elementów, przy czym frez ścina nadmiar materiału, a wałeczki
transportują zszyte elementy, sklepują i wygładzają szew. Wygładzanie należy rozpoczynać
od dolnych brzegów obłożyn (rysunek 7), w przeciwnym razie można uszkodzić górne
brzegi osłabione już ścienianiem. Wygładzony szew powinien być bardzo gładki, aby nie
uwierał pięty. Jeżeli wierzchy obuwia są wykonane ze ścisłych i twardych skór, można
usprawnić proces wygładzania zwilżając szew wodą. Po rozgładzeniu szew wzmacnia się
przez naklejenie taśmy samoprzylepnej lub jej rozszycie dwoma rzędami ściegów zwartych
[6, s. 205].
Na rysunku 8 przedstawiono schemat wygładzania szwu i wzmocnienia go taśmą.
Rys. 7. Wygładzanie szwu [2, s. 183]
Rys. 8. Schemat wygładzania szwu: a) brzeg zszyty, b) brzeg rozgładzony, c) brzeg wzmocniony taśmą, c) szew
rozszyty taśmą [6, s. 181]
Naszywanie pasków tylnych i tylników
Paski tylne i tylniki naszywa się w celu wzmocnienia tylnego szwu obłożyn oraz
utrzymania ładnego kształtu pięty obuwia. W czasie wykonywania tej czynności należy
zwrócić uwagę, aby podłużna oś paska lub tylnika pokrywała się z linią tylnego szwu, gdyż
w przeciwnym razie wystąpią trudności przy ćwiekowaniu cholewki. Technika naszywania
w dużym stopniu zależy od rodzaju i kształtów zastosowanych pasków i tylników.
Pasek tylny po naszyciu w cholewkach półbutów, czółenek i trzewików powinien
wystawać poza górne krawędzie obłożyn na długości około 10 mm. Przed naklejeniem
podszewki wystające końce paska należy zagiąć do wewnątrz i przykleić. Paski tylne mogą
być zagięte do wewnątrz, ucięte równo z brzegami obłożyn lub zakończone uchwytem.
Tylnik może składać się z dwóch półtylników. Naszycie półtylników może być wykonane
dwoma sposobami:
−
obydwa półtylniki nakleja się i naszywa górnymi brzegami na dolne ścienione brzegi
obłożyn, po czym zszywa tylne brzegi obłożyn łącznie z półtylnikami,
−
zszywa się oddzielnie tylne brzegi półtylników i tylne brzegi obłożyn, po czym zszyte
półtylniki naszywa się na dolne brzegi zszytych obłożyn.
Najczęściej naszywanie pasków tylnych, tylników i półtylników wykonuje się szwem
naszywanym dwoma rzędami ściegów zwartych, na maszynach słupkowych jednogłowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Odległość pierwszego rzędu ściegów od krawędzi wynosi 0,8
÷
1,5 mm, natomiast odległość
drugiego rzędu od pierwszego powinna wynosić 0,8
÷
4,0 mm [6, s. 206].
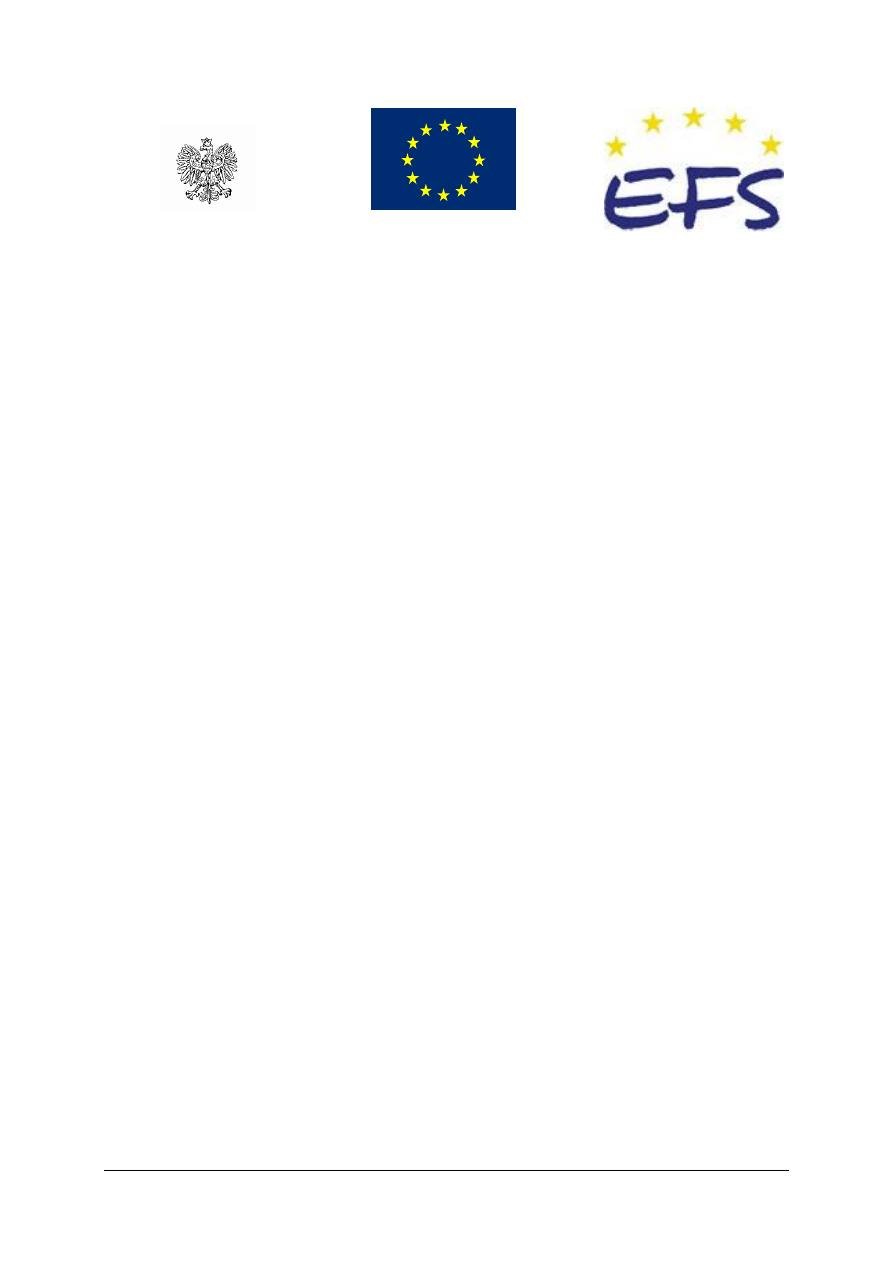
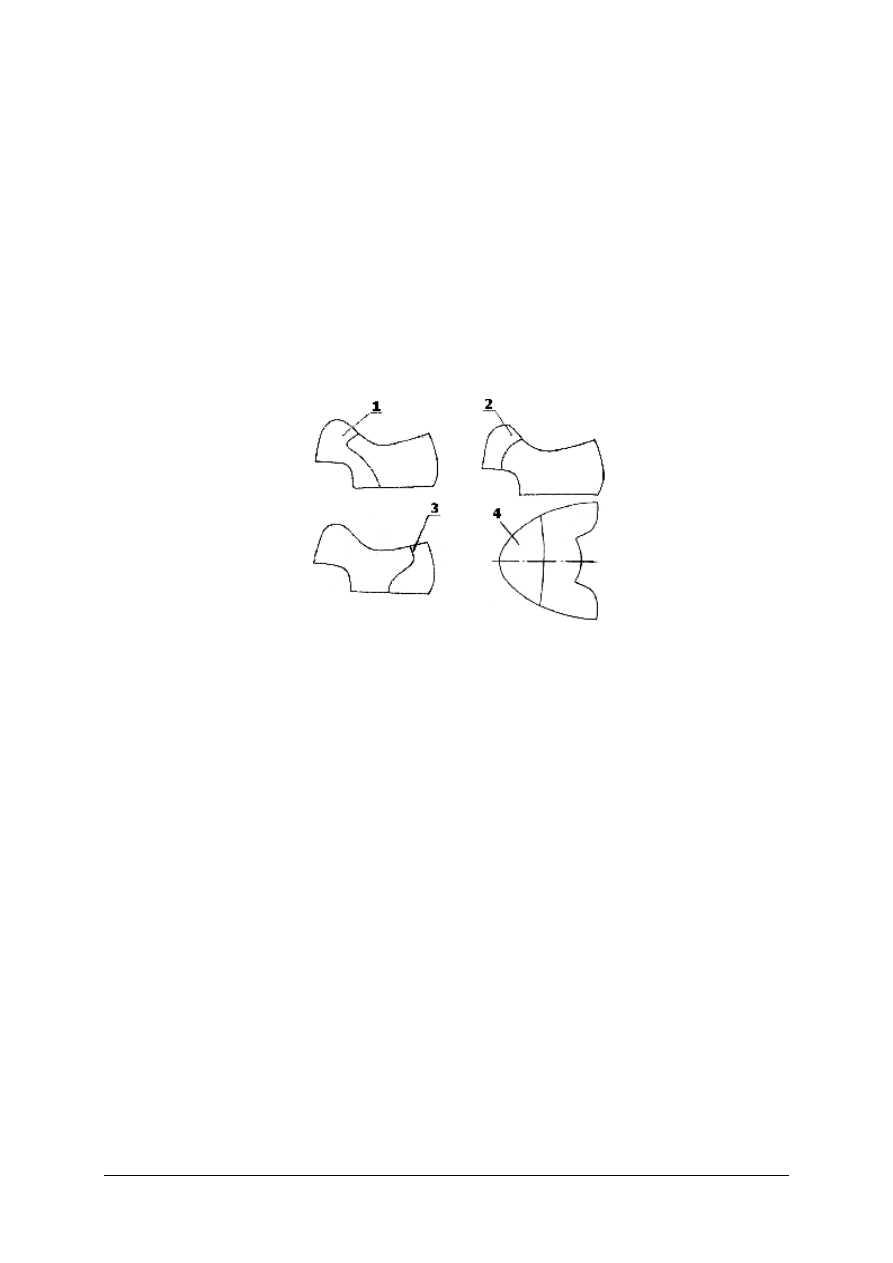
Naszywanie nadstawek przyszew i obłożyn
Przyszwy i obłożyny mogą być wykonane w całości lub dzielone, z tzw. nadstawkami,
stanowiącymi przedłużenie części składowych cholewki. Do typowych nadstawek należy
zaliczyć: noski, tylniki, półtylniki, podkrążki zewnętrzne itp. (rys. 9). Dzielenia typowych
elementów na mniejsze dokonuje się w celu bardziej ekonomicznego rozkroju materiałów
(lepszy wskaźnik układalności elementów) lub w celach zdobniczych wynikających
z trendów mody. Ponadto dzielenie przyszew i obłożyn pozwala na kombinacje materiałowe
i kolorystyczne. Nadstawki przyszew i obłożyn naszywa się szwem naszywanym, jednym lub
kilkoma rzędami ściegów, na maszynach płaskich jedno- lub wielogłowych. Jeżeli na brzegu
nadstawek występuje perforacja, to powinna znajdować się między rzędami szycia [3, s. 388].
Rys. 9. Przykłady części składowych cholewek z nadstawkami; 1
−
przednia nadstawka obłożyny,
2
−
podkrążek zewnętrzny, 3
−
tylnik (półtylnik), 4
−
nosek [3, s. 65]
Wszywanie zamków błyskawicznych
Zamki błyskawiczne stosowane są najczęściej w botkach i kozaczkach do zamykania
i otwierania cholewek, do łatwiejszego wzuwania obuwia. Zamki błyskawiczne można
wszywać na specjalnych maszynach szyjących dwuigłowych firmy Pfaff, ściegiem zwartym,
w której rozstaw igieł wynosi 11÷24 mm. Maszyna może być wyposażona w specjalne
aparaty, np.: do wszywania zamka zakrytego lub do wszywania zamka odkrytego. Czynność
tę można też wykonać na maszynie słupkowej jedno
−
lub dwuigłowej, szyjąc kolejno
jedną i drugą stronę zamka. Do wszycia zamka błyskawicznego może być też zastosowana
metoda duolastic. Przy wykonywaniu operacji tą metodą połowę zamka błyskawicznego
wszywa się w rozdwojony brzeg elementu, co daje ciekawe efekty wzornicze.
Łączenie elementów wierzchu z podszewką
Łączenie elementów wierzchu z podszewką polega na wykonaniu wszystkich czynności
niezbędnych do ostatecznego przygotowania obłożyn, by można je było połączyć z przyszwą.
Do tych czynności można zaliczyć: wklejanie podszewki, obszywanie brzegów obłożyn
z jednoczesnym obcinaniem nadmiaru podszewki, krążkowanie, wszywanie języków (do
obłożyn w cholewce typu okładowego, do przyszew w cholewce typu derbowego).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Wklejanie podszewek
Bezpośrednio przed obszywaniem wkleja się podszewki, aby nie nastąpiło przesunięcie
brzegów podszewki względem wierzchu w czasie obszywania. Czynność polega na
naniesieniu kleju kauczukowego na górne wewnętrzne brzegi cholewek i wewnętrzne brzegi
podszewek. Zasady naklejania podszewek są różne, w zależności od zastosowanego sposobu
wykończania górnych brzegów cholewek. W przypadku wykończania górnych brzegów
obłożyn i przyszew przez lamowanie, podszewki nakleja się wokół górnych brzegów równo
z brzegami cholewki. Natomiast w przypadku wykończania górnych brzegów obłożyn
i przyszew przez zawijanie, podszewki nakleja się w taki sposób, aby jej górne krawędzie
wystawały ponad brzeg obłożyn 2 ÷ 3 mm. Zasady naklejania podszewek przedstawione są na
rys. 10.
a) b)
Rys. 10. Zasady naklejania podszewek na obłożyny i przyszwy: a) z brzegiem lamowanym, b) z brzegiem
zawijanym [5, s. 219]
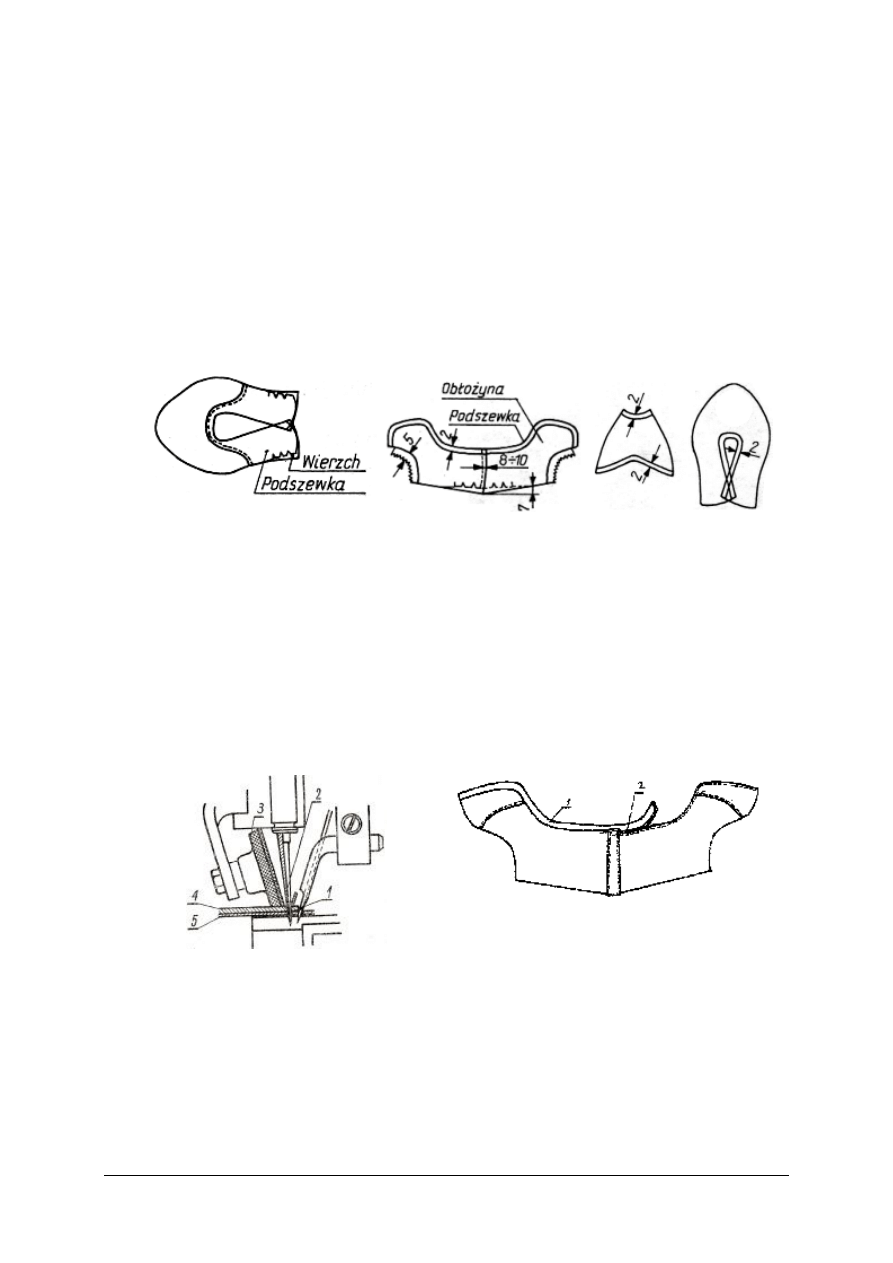
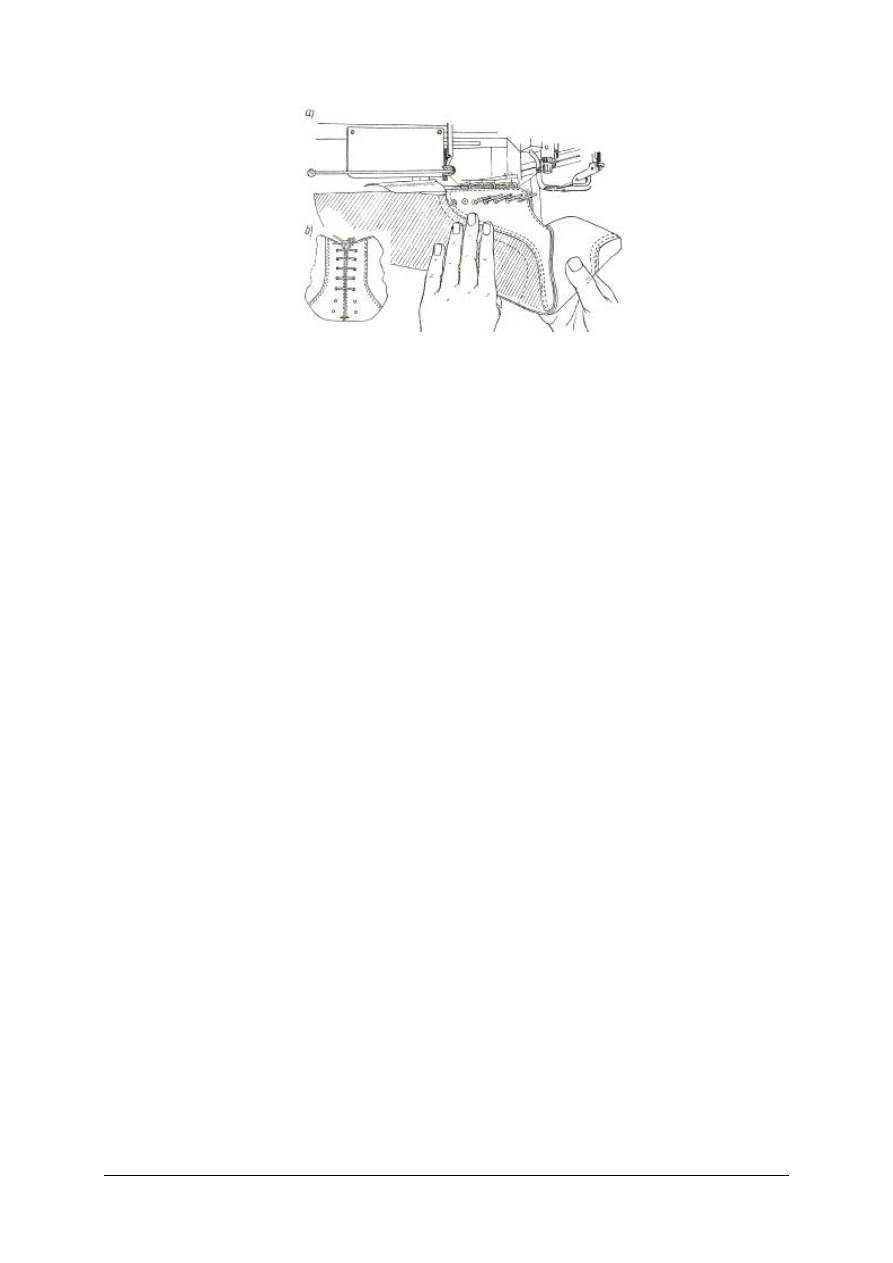
Obszywanie brzegów obłożyn łącznie z wycinaniem nadmiaru podszewki
Obszywanie jest operacją mającą na celu trwałe połączenie obłożyn z podszewką oraz
nadanie estetycznego wyglądu wykończanym obłożynom. Do obszywania służą tzw.
obszywarki, maszyny słupkowe jednogłowe wyposażone w nożyk do obcinania wystających
brzegów podszewki (rys.11). Nożyk do obcinania podszewki powinien być bardzo ostry
i tak wyregulowany, aby nie uszkadzał zawiniętego brzegu wierzchu. Można go w każdej
chwili wyłączyć. Obszyty brzeg powinien być równy, a materiał wierzchu nie pomarszczony.
Odległość szwu od brzegu wynosi 1 ÷ 2 mm, zależy to od rodzaju materiału cholewki i typu
obuwia. Przykład obszywania obłożyn i wycinania podszewki przedstawia rys.12.
Rys. 11. Maszyna słupkowa z urządzeniem
obcinającym; 1
−
nożyk, 2 – igła, 3 – kółko
dociskowe, 4 – element wierzchu cholewki,
5– podszewka [2, s. 184]
Rys. 12. Przykład obszywania obłożyn i wycinania
podszewki; 1
−
podszewka, 2
−
szew obszywający
[5, s. 220]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Wyszywanie języków
Języki służą do uszczelniania przodu cholewki obuwia sznurowanego i chronią stopę
przed uciskiem sznurowadeł lub krążków. Zależnie od typu cholewki język może być
przyszyty do przyszwy lub obłożyn. Naszywanie języków w różnych typach cholewek
przedstawia rys. 13. W cholewce typu derbowego dolny brzeg języka wkleja się między
wierzch, a podszewkę przyszwy i przyszywa do przyszwy jednym lub dwoma rzędami
ściegów zwartych. W niektórych typach cholewek, np. do obuwia sportowego przyszywa się
miechy lub półmiechy do przednich brzegów obłożyn, do połowy ich wielkości lub aż do
górnych krawędzi obłożyn. Przeszywając miech lub półmiech, imituje się zarazem naszycie
podkrążków. Czynność wykonuje się jednym rzędem ściegów zwartych.
W cholewce typu okładowego dół języka przyszywa się przez całą jego szerokość do
obłożyn, tuż przy tylnej krawędzi przyszwy, szyjąc przez wystający w przyszwie
wzmacniacz. Szycie wykonuje się jednym rzędem ściegów zwartych. Nadmiar dolnego
brzegu języka obcina się [6, s. 210].
Rys. 13. Naszywanie języków: a) na przyszwę derbową, b) na obłożyny cholewki okładowej [2, s. 185]
Krążkowanie obłożyn
Cholewki obuwia, których obłożyny będą sznurowane mają w przednich brzegach
obłożyn otwory do nawlekania sznurowadeł. W celu zabezpieczenia tych otworów przed
zniekształceniem lub naderwaniem, a także w celach zdobniczych stosuje się różnego rodzaju
krążki, haczyki itp. Przy doborze krążków należy zwracać uwagę na ich kształt, wymiary,
kolor oraz typ i rodzaj obuwia, z którym powinny harmonizować. Np. do trzewików męskich
wyjściowych stosuje się zwykłe krążki średnich wymiarów, do obuwia roboczego duże krążki
okrągłe, w kolorze czarnym, brązowym lub innym zharmonizowanym z kolorem wierzchu
cholewki, natomiast do obuwia dziecięcego są używane bardzo małe krążki o różnych
kształtach i kolorach. O doborze krążków decyduje również grubość materiału cholewki. Do
materiału grubszego stosuje się krążki większe z dłuższą szyjką, a do cieńszego materiału,
krążki z krótszą szyjką. Montowanie krążków w cholewce nosi nazwę krążkowania.
Rozróżnia się dwa rodzaje krążkowania:
−
zewnętrzne (widoczne, rys.14 a), jeżeli krążki montuje się od zewnętrznej strony
wierzchu cholewki i nituje od wewnątrz w podszewce lub na podkrążkach, są one
widoczne z obu stron,
−
wewnętrzne (niewidoczne, rys. 14 b), gdy krążki montuje się od wewnętrznej strony
cholewki i nituje na podszewce między wierzchem cholewki i podszewką, są widoczne
tylko z jednej strony; po zszyciu podszewki z obłożyną wycina się dziurki w wierzchu
obłożyny poprzez wprawione krążki.
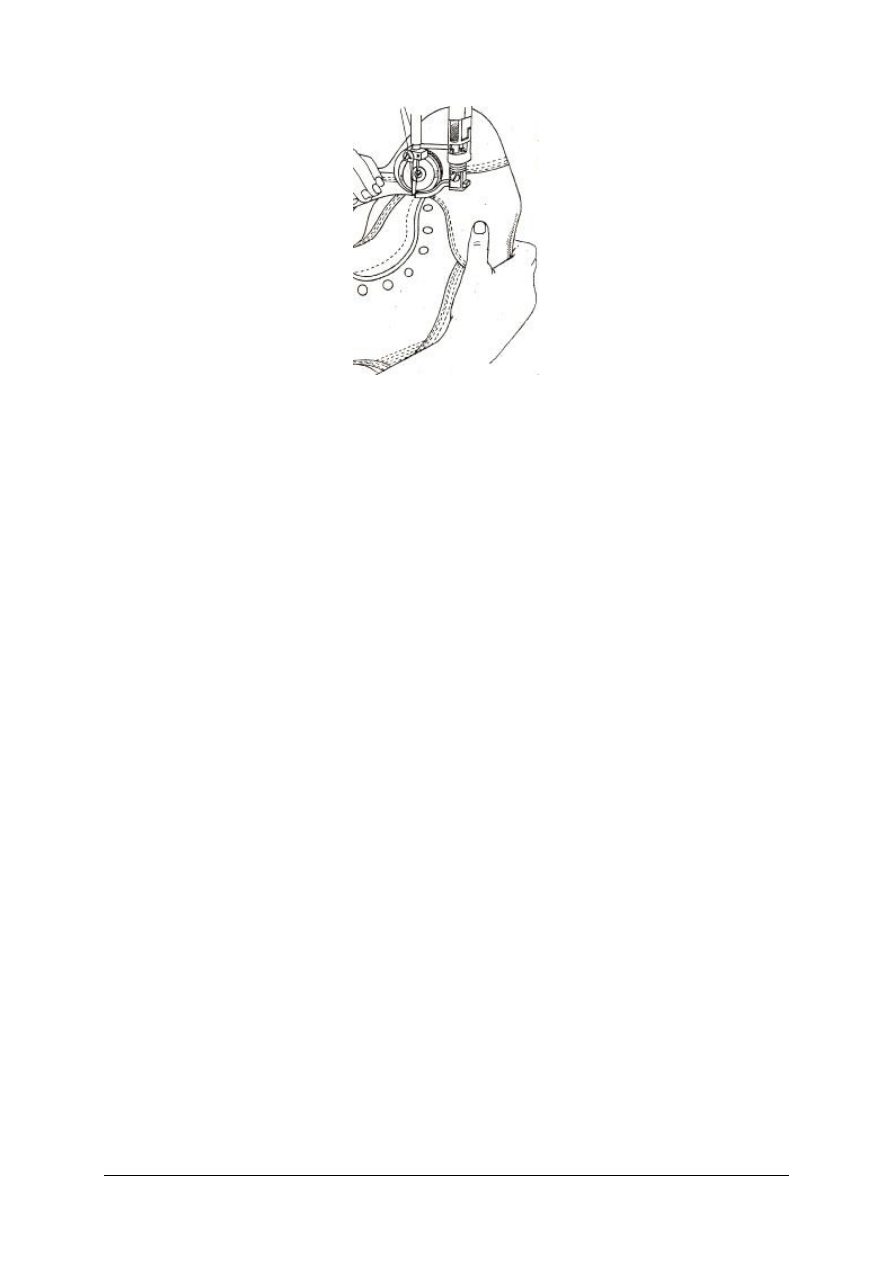
Krążkowanie może być wykonane ręcznie lub maszynowo. Do krążkowania ręcznego
używa się podkładu do wybijania otworów, młotka oraz dziurkaczy, a do maszynowego
stosuje się tzw. krążkowarki. Przeznaczone do krążkowania obłożyny wkłada się do
mechanizmu roboczego maszyny stroną licową ku górze, a następnie przez naciśnięcie pedału
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
rozpoczyna się cykl roboczy maszyny, która wycina otwory, osadza i nituje krążki. Odległość
krążków od krawędzi obłożyn powinna wynosić około 9 mm, odległość zaś między krążkami
zależy od ich średnicy oraz od typu obuwia i wynosi od 6 do 8 mm.
Operację krążkowania obłożyn można wykonać po ich uszyciu lub przed połączeniem
obłożyn z przyszwą, w zależności od sposobu połączenia części cholewek.
a) b)
Rys. 14. Krążki: a) widoczne, b) niewidoczne [6, s. 211]
Łączenie obłożyn z przyszwą
Łączenie obłożyn z przyszwą może odbywać się w dwojaki sposób:
−
naszywanie obłożyn na przyszwę, tzw. połączenie derbowe,
−
naszywanie przyszwy na obłożyny, tzw. połączenie okładowe (przyszewkowe).
Naszywanie obłożyn derbowych wykonuje się w ten sposób, że brzegi przyszwy wraz
z podszewką wkłada się między obłożyny i podszewki obłożyn, po uprzednim naniesieniu
kleju na wszystkie warstwy i tymczasowo je unieruchamia. Głębokość wsunięcia brzegów
przyszwy pod derbowe obłożyny oznaczają znaki wykonane nakłuwakami wycinaków na obu
łączonych elementach. Należy przy tym zwrócić uwagę, aby obie obłożyny były ułożone
symetrycznie na przyszwie.
Szycie rozpoczyna się od lewej strony cholewki (należy zaznaczyć, że w prawej
cholewce lewą stroną jest strona przyśrodkowa, w lewej zaś – strona zewnętrzna) od dolnego
brzegu w odległości 0,8÷1 mm od krawędzi obłożyny. Po naszyciu obłożyny do jej
wierzchołka wykonuje się rygielek w kształcie litery L, obraca wierzch i szyje z powrotem
drugim rzędem ściegów zwartych, aż do dolnego brzegu cholewki w odległości 0,8 ÷ 4 mm
od pierwszego rzędu. Praktycznie odległość tę wyznacza ślad pozostawiony na skórze przez
kółko dociskowe maszyny.
Szycie prawej strony obłożyny rozpoczyna się od początku rygielka i prowadzi
w odległości 0,8÷1 mm od krawędzi obłożyny do dolnego brzegu cholewki. Nie przecinając
nici, cholewkę odwraca się i szyje drugim rzędem ściegów zwartych do miejsca, w którym się
szycie rozpoczęło [2, s. 185]. Końce nici przy prawym rygielku należy przeciągnąć przez
obłożynę i zakończyć pod podszewką. Do naszywania obłożyn derbowych używa się
maszyny słupkowej 1 – igłowej. Sposób naszywania obłożyn derbowych na przyszwę
przedstawiają rys. 15 i 16.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Rys. 15. Przykład prawidłowego naszycia obłożyn
derbowych [2, s. 186].
Rys. 16. Kolejność naszywania obłożyn derbowych
na przyszwę, 1
−
znak określający głębokość
wsunięcia przyszwy pod obłożynę, 2
−
wierzchołek
obłożyny derbowej, 3 – rygielki, 4 – początek
i zakończenie szycia prawej strony cholewki, 5 –
początek szycia lewej strony cholewki [2, s. 185].
Naszywanie przyszew okładowych na obłożyny polega na tym, że górne krawędzie
przyszwy nakleja się na dolne brzegi obłożyn, aż do miejsc oznaczonych nakłuwakami
wycinaków. Następnie przykleja się podszewkę pod wierzchem, tak aby nie były na niej
widoczne żadne zmarszczki i załamania. Znak określający środek przyszwy powinien być
umieszczony dokładnie w miejscu połączenia przednich brzegów obłożyn.
Szycie rozpoczyna się od prawej strony cholewki dwoma rzędami ściegów zwartych na
maszynie słupkowej. W niektórych przypadkach do celów ozdobnych, stosuje się 3 lub 4
rzędy ściegów zwartych. W czasie szycia należy przestrzegać zasady, aby znaki na
obłożynach pokrywały się z krawędziami przyszwy.
Po doszyciu do miejsca znajdującego się około 1 cm przed środkiem, pod przyszwę
można podłożyć wzmacniacz, po czym przeszywa się przyszwę ze wzmacniaczem i szyje do
końca cholewki. Ponadto w celu wzmocnienia połączenia w miejscu styku obu obłożyn
z przyszwą można wykonać ściegiem zygzakowym lub kratkowanym, odpowiedni rygielek
wzmacniający.
Odległość pierwszego rzędu ściegów od krawędzi elementu wynosi 0,8 ÷ 1 mm. Odstępy
pomiędzy rzędami szycia zależą od typu cholewki oraz od rodzaju ewentualnej perforacji
przyszwy. Rysunek 17 przedstawia naszytą przyszwę okładową, a rysunek 18 sposób
naszywania przyszwy okładowej na obłożyny.
Rys. 17. Przyszwa okładowa z noskiem [4, s. 55]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Rys. 18. Naszywanie przyszew okładowych na obłożyny maszyną dwuigłową [2, s. 187]
Łączenie elementów z tworzyw skóropodobnych za pomocą szycia
Tworzywa skóropodobne miękkie typu „poromer” charakteryzują się wieloma walorami
technologicznymi, które ułatwiają niektóre etapy procesu produkcji obuwia. Do tych walorów
należy zaliczyć: jednakową grubość, jednolitość struktury i równą tonację barwy, co zapewnia
racjonalny i ekonomiczny rozkrój. Jednak w trakcie szycia tworzyw skóropodobnych
występują trudności, które nie miały miejsca przy szyciu cholewek ze skór naturalnych.
Trudności technologiczne związane z przetwarzaniem materiałów skóropodobnych
dotyczą w szczególności ścieniania, zawijania brzegów i szycia.
Do zawijania stosuje się zawijarki, przy użyciu odpowiedniego kleju. Brzeg do zawijania
powinien być szerszy od brzegu elementów skórzanych około 1
÷
2 mm ze względu na
większą sprężystość materiału i słabszą przyczepność kleju. Przy zawijaniu ręcznym należy
unikać silniejszego zaklepywania brzegu, gdyż powłoka może pękać. Zawijane brzegi
z reguły powinny być wzmacniane tasiemką.
Na trwałość połączeń elementów z materiałów skóropodobnych zasadniczy wpływ mają:
−
dobór nici i igieł,
−
gęstość ściegów,
−
odległość pierwszego szwu od krawędzi zszywanych elementów i odległość drugiego
szwu od pierwszego,
−
uregulowanie i przygotowanie maszyny do szycia.
Do zszywania materiałów skóropodobnych najlepiej jest stosować nici poliamidowe lub
poliestrowe. Przy naszywaniu i obszywaniu elementów należy zwiększyć odległość
pierwszego rzędu szycia od krawędzi o 0,4
÷
1,0 mm w porównaniu ze skórą naturalną,
a więc powinna wynosić od 1,5
÷
2,0 mm. Drugi rząd szycia, dla zwiększenia wytrzymałości
połączeń, powinien być oddalony od pierwszego o 2
÷
2,5 mm. Optymalna ilość ściegów na
1 cm szwu powinna wynosić 5
÷
6.
Na trwałość połączeń wpływa również dobór grubości i rodzaj profilu igły. Podczas
szycia tarcie igły o materiał i przesuwającą się nić wywołuje temperaturę, która może
spowodować topnienie się tworzywa. Dlatego należy stosować igły o profilu owalno-
-spłaszczonym lub trójkątnym o grubości trzonu 75
÷
90. Przy maszynach szybko szyjących
należy stosować igły o grubej powłoce chromowej z jednoczesnym zastosowaniem olejów
silikonowych.
Przed przystąpieniem do szycia nićmi syntetycznymi należy przygotować maszynę
i odpowiednio wyregulować naprężenie nici. Prowadniki nici należy wygładzić delikatnym
papierem ściernym, zaś radełkowe kółko dociskowe wymienić na gładkie. Naprężenie nici

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
syntetycznych podczas szycia ma być mniejsze od naprężenia nici bawełnianych, ponieważ
nici syntetyczne są bardziej elastyczne, a więc dla prawidłowego ułożenia ściegu wymagają
mniejszego naprężenia.
Łączenie elementów cholewki za pomocą zgrzewania prądami wielkiej częstotliwości
Łączenie elementów wierzchnich za pomocą szycia jest bardzo pracochłonne
(około 52% czasu przy produkcji obuwia) i kosztowne, a rozwój techniczny tej czynności
można określić jako szczytowy. W porównaniu z innymi fazami technologicznymi szwalnia
cholewek wykazuje najmniejszy postęp w zakresie zwiększenia wydajności pracy tego
oddziału. Wynika to z konieczności stosowania wielu czynności pomocniczych związanych
z szyciem. Dalszy wzrost wydajności pracy można osiągnąć jedynie przez wprowadzenie
nowej technologii jaką jest zagrzewania. Metoda ta eliminuje szwy wykonane nićmi, jest
bardziej ekonomiczna, ponieważ zwiększa wydajność przypadającą na jednego pracownika
oraz eliminuje lub zmniejsza zużycie materiałów pomocniczych (nici, kleje, itp.). Zgrzewanie
polega na miejscowym ogrzaniu łączonych części w określonych miejscach i sprasowaniu
ich. Rozgrzane do odpowiedniej temperatury tworzywa łączą się ze sobą bardzo dobrze.
Zaletą tego sposobu łączenia jest to, że miejsce zgrzewania dwóch części nie zwiększa
grubości pomimo, że materiały zostały na siebie nałożone. Dzieje się tak dlatego, że pod
wpływem ciśnienia i temperatury w miejscu zgrzewania materiał zmienia się
z mikroporowatego na lity. Łączeniu tą metodą mogą być poddawane zarówno elementy
wierzchowe i podszewkowe.
Metodę zagrzewania można stosować także do łączenia elementów cholewki ze skór
naturalnych, po uprzednim naniesieniu na krawędzie folii klejowych, podatnych na działanie
prądów wielkiej częstotliwości. Za pomocą zgrzewania można również wytłaczać na
częściach cholewek różne desenie i aplikacje, wzory w postaci imitacji szwu nitkowego,
perforacji, miejscowych tłoczeń, zmian uziarnienia lica, komponować imitacje różnych
zestawów materiałów, np. przez wytłaczanie na cholewce o wyglądzie licowym imitacji
weluru, nubuku, lakieru itp.
Pomimo wielu zalet łączenia elementów cholewki techniką prądów wielkiej
częstotliwości, ten system nie przyjął się stosowany jest sporadycznie. Technikę prądów
wielkiej częstotliwości wykorzystuje się z powodzeniem do zdobienia elementów obuwia
w połączeniu z techniką sitodruku. W jednostce modułowej 744[02].Z4.01Łączenie
elementów wierzchu, zostały dokładnie omówione zasady zgrzewania, szwy zgrzewane,
technika zgrzewania i parametry procesu zgrzewania.
Zdobienie cholewek
Podczas produkcji cholewek, szczególnie obuwia damskiego i dziecięcego, wykonuje się
wiele czynności mających na celu podniesienie estetyki obuwia, uzyskania efektownego
wyglądu, np. przez wprowadzenie elementów zdobniczych i dekoracyjnych. Istnieje bardzo
szeroka gama sposobów ozdabiania cholewek. Niektóre zdobiny, elementy zdobnicze
i techniki zdobienia oprócz swej podstawowej roli spełniają w cholewce również rolę
funkcjonalną, użytkową i wzorniczą. Należą do nich np. krążki, haki, nity, klamry, sprzączki,
inne zdobiny metalowe i jubilerskie
,
zdobiny skórzane i pasmanteryjne, lamówki, bizy oraz
zdobienie poprzez deseniowanie i perforowanie, różnego rodzaju plecionki ręczne,
plisowanie, naszywanie ozdobnych pasków i szycie ozdobne.
Szycie stanowi podstawowy sposób łączenia elementów cholewki oraz należy do
najbardziej popularnych metod zdobienia poszczególnych jej elementów, a także całej
cholewki. Szycie ozdobne może być proste i złożone. Szwy ozdobne proste wykonuje się na
maszynach płaskich jedno- lub wieloigłowych. Szwy złożone, tzw. wypukłe wykonuje się na
maszynach dwuigłowych specjalnych. Jeżeli szwy ozdobne będą ułożone równolegle do

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
brzegu elementu, można je wykonać przy użyciu listwy prowadzącej. Natomiast w przypadku
szwów ozdobnych usytuowanych w środku elementu, w dodatku o dużych krzywiznach,
zachodzi potrzeba oznaczenia linii szycia lub stosowania maszyn programowanych
komputerowo (automatów szyjących). Szwy ozdobne proste lub złożone mogą być
wykonywane na pojedynczych elementach cholewki lub na kilku elementach połączonych ze
sobą, na przykład nosek naszyty na przyszwę, tylnik naszyty na obłożynę.
Najczęstszą metodą zdobienia cholewek przez szycie jest, tzw. odszywanie ozdób,
wykonywane na specjalistycznych maszynach. Różne długości ściegów, różne rodzaje nici,
obszywanie liniowych perforacji, odszywanie z wytłaczaniem, a także różne odległości
szwów ozdobnych to tylko niektóre warianty ozdobnego odszywania elementów cholewki.
Szwy ozdobne wykonuje się nićmi różnokolorowymi, harmonizującymi z kolorem wierzchu.
Szwy ozdobne można dzielić na jednorzędowe, dwurzędowe i wielorzędowe, na szwy
połączone z perforacją, symetryczne, asymetryczne, szwy wykonane ściegiem cienkim,
grubym, gęstym lub rzadkim itp.[7, s.186].
Obuwie o sportowym wyglądzie można ozdabiać w ten sposób, że przez otwory wycięte
w elementach cholewki, np. w obłożynach, przewleka się kolorowy pasek o odcieniu
harmonizującym lub kontrastującym z cholewką. Często elementem zdobniczym cholewek
mogą być naszyte na nich kolorowe paski. Paski mogą być różnego kształtu, a ich brzegi
wykończane przez ząbkowanie, zawijanie lub opalanie. Często efekt zdobienia uzupełnia
perforacja, kokarda lub inna zdobina.
Przy produkcji luksusowego obuwia damskiego, elementy cholewki mogą być zdobione
metodą plisowania (rys. 19 a, b).
a)
b)
c)
d)
Rys. 19. Zdobienie cholewki przez: a) plisowanie, ręczne przeplatanie paska, kokardkę, b) plisowanie, ręczne
przeplatanie paska, c) naszycie ozdobnych pasków, lamowanie, d) kokardkę, nitowanie,
krój cholewki [9]
Kolejnym sposobem zdobienia może być uzyskiwanie dwubarwnego efektu zdobniczego
za pomocą perforacji. Polega ona na podkładaniu pod otwory perforacji paska materiału
wierzchniego o odmiennym, umiejętnie dobranym kolorze [3, s. 396].
Ściegi i szwy stosowane do dekoracji elementów cholewek zostały omówione
w jednostce modułowej 744[02].Z4.01 „Łączenie elementów wierzchu obuwia”.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Oprócz w/w, powszechnie stosowanych technik, znane są jeszcze inne techniki
zdobienia cholewek, bardziej nowoczesne:
−
kalkomania – jest stosowana do zdobienia tkanin powlekanych i skór; nakładane motywy
zdobnicze mają własności termoklejące, jednakże ich trwałość jest stosunkowo mała;
metodę tę stosuje się w obuwiu domowym i dziecięcym,
−
światłodruk (z zastosowaniem barwników sublimujących) znalazł zastosowanie do
zdobienia tkanin syntetycznych; uzyskane motywy zdobnicze mają słabą odporność na
starzenie,
−
haftowanie lub stębnowanie może być wykonywane ręcznie lub maszynowo, na
elementach cholewki lub gotowej cholewce,
−
stosowanie ozdobnej taśmy pasmanteryjnej jedno lub wielokolorowej o różnych
szerokościach i splotach, naszywanej na elementy lub gotowe cholewki,
−
tamponowe stemplowanie polega na automatycznym, bezpośrednim nanoszeniu farby
drukarskiej na cholewkę lub wyściółkę za pomocą specjalnego stempla zamoczonego
w farbie,
−
sitodruk od niedawna stosowany w obuwnictwie, cechuje się prostotą, efektywnością
oraz dużym zakresem otrzymywanych motywów zdobniczych i niskim kosztem,
−
tłoczenie na zimno stosowane jest na ogół do skór grubszych; polega na odciskaniu
w prasach od strony mizdry za pomocą form negatywowych pożądanego motywu,
−
tłoczenie na gorąco za pomocą ogrzewanych elementów metalowych, technika ta może
powodować destrukcję miejscową wykończeń i osłabienie właściwości mechanicznych
materiału,
−
flokowanie polega na nakładaniu za pomocą kleju warstw krótkich włókien
syntetycznych, uzyskuje się efekt zamszu o stosunkowo małej trwałości,
−
haft maszynowy wykonywany w automatach szyjących sterowanych komputerowo; ten
sposób zdobienia jest bardzo ekonomiczny i efektowny, ale wymaga dużego wkładu
pracy w przygotowanie odpowiednich matryc i programów.
Przy wyborze technik zdobienia gotowej cholewki należy uwzględniać właściwości
materiałów na cholewki i zdobienia, oddziaływania, na jakie narażony jest materiał cholewki
w trakcie użytkowania obuwia: wielokrotne zginanie, ścieranie, oddziaływanie wody, błota,
potu. Intensywność tych oddziaływań zależy od przeznaczenia obuwia, dlatego niektóre
techniki zdobienia można stosować tylko w przypadku obuwia domowego, gdzie
intensywność różnorodnych oddziaływań niszczących cholewkę jest najmniejsza.
Bardzo ważną rzeczą, o której przede wszystkim należy pamiętać przy wyborze technik
zdobienia jest to, że choć zdobienie ma duży wpływ na wygląd estetyczny obuwia, to jednak
pod żadnym względem nie może ono wywierać ujemnego wpływu na funkcjonalność
i wygodę użytkowanego obuwia.
Podane przykłady zdobienia cholewek nie wyczerpują zagadnienia, ale można je zaliczyć
do podstawowych sposobów i technik zdobienia.
Wykończanie gotowych cholewek
W celu umożliwienia zaćwiekowania cholewek na kopyto sznuruje się je ręcznie lub
maszynowo. Czynność tę dokonuje się w oddziale szycia cholewek, w fazie wykończania
cholewek. Do sznurowania używa się sznurka konopnego lub przędzy lnianej. Warunki
technologiczne określają ogólnie, że na przykład przy cholewce derbowej brzegi
sznurowanych obłożyn powinny być oddalone od siebie o 8 milimetrów. Odległość ta
powinna być utrzymana, a końce sznurowadeł dobrze związane, aby podczas ćwiekowania
cholewki nie nastąpiły jakiekolwiek przesunięcia, które w konsekwencji mogłyby mieć
wpływ na obniżenie wartości użytkowej gotowego obuwia (trudności w ćwiekowaniu, zmiana
wymiarów obwodowych obuwia). Rysunek 20 przedstawia sposób sznurowania obłożyn.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys. 20. Sznurowanie cholewek: a) nawlekanie cholewek na igielnice, b) zasznurowana cholewka
[2, s. 188]
Większość stosowanych obecnie podnosków (termoplastyczne, skórzane, tkaninowe)
wkleja się w fazie przygotowania elementów do szycia. Jednak przy niektórych typach
obuwia stosuje się jeszcze podnoski celuloidowe lub aminowe, które ze względu na swoją
strukturę muszą być odpowiednio przygotowane i wklejone tuż przed operacją ćwiekowania.
Takie podnoski wkleja się ręcznie. Podszewkę przyszwy odwija się i podnosek przykleja do
wewnętrznej przedniej części przyszwy w odległości 6÷7 mm od krawędzi noska przyszwy
(w obuwiu pasowym odległość jest mniejsza i wynosi 3÷4 mm). Po wykonaniu tej czynności
podszewkę przyszwy nakłada się na podnosek i przeszywa do ćwiekowania w odległości 2÷3
mm od jej dolnych brzegów, aby uniknąć pofałdowań podszewki przyszwy w czasie tego
procesu.
Gotowe cholewki wymagają wykonania pewnych operacji i czynności technologicznych,
tzw. wykończeniowych zmierzających do nadania cholewkom cech estetycznych. Cel ten
osiąga się przez czyszczenie cholewki z różnego rodzaj zabrudzeń (np. kleju, oliwy, kurzu).
Do usunięcia zanieczyszczeń stosuje się różne środki, w zależności od rodzaju zabrudzenia
i rodzaju materiału, z jakiego są wykonane cholewki.
Czyszczenie cholewek, a szczególnie dobór środków myjących, nie może mieć
charakteru przypadkowego. Przed czyszczeniem należy ustalić przyczynę powstałych
zabrudzeń, aby dostosować rodzaj środka zmywającego. Poza tym nie wszystkie środki mogą
być stosowane do zmywania skóry ze względu na brak odporności powłok kryjących na
rozpuszczalniki. Drobna nawet pomyłka w doborze środka i sposobu usunięcia zabrudzenia
może spowodować uszkodzenie powłoki wykończeniowej cholewki. Szczególnie wrażliwe na
dobór środków czynnych są skóry w pastelowych kolorach.
Usuwanie tłuszczu przeprowadza się różnie, w zależności od rodzaju zatłuszczenia. Do
usuwania takich plam stosuje się różne rozpuszczalniki, jak benzynę, aceton, alkoholowy
roztwór mydła, niekiedy amoniak. W celu usunięcia konturów miejsca oczyszczanego stosuje
się mieszaniny terpentyny lub benzyny z kaolinem lub talkiem. Pastę tę nakłada się na
zaplamione miejsce i silnie dociska, a następnie polewa czystym rozpuszczalnikiem
i pozostawia do całkowitego odparowania. Po usunięciu proszku miejsce zabrudzone
powinno być czyste.
Plamy klejowe usuwa się mechanicznie 0,5÷1
%
alkoholowym roztworem mydła. Plamy
ze smoły używanej do impregnacji nici usuwa się benzyną, terpentyną, czterochlorkiem węgla
[8, s. 293].
Powierzchnię cholewek z tworzyw skóropodobnych licowych i lakierowanych oczyszcza
się szczotką zwilżoną w wodzie z dodatkiem 5% detergentów FF, Kokosalu, itp. Do usunięcia
trwałych zabrudzeń z powierzchni corfamu lakierowego można używać rozpuszczalnika,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
który przygotowuje się przez wymieszanie benzyny ekstrakcyjnej, octanu winylu i toluenu
w stosunku 1: 1:1 [2, s. 302].
Drobne uszkodzenia lica wierzchu cholewki tuszuje się odpowiednią farbą kryjącą o tym
samym odcieniu, poprzez ręczne naniesienie pędzlem lub specjalnym ołówkiem.
Oprócz środków chemicznych do czyszczenia stosuje się środki mechaniczne, takie jak:
−
surowa krepa (usuwanie zabrudzeń z kleju),
−
papier ścierny, szczotki (do welurów i nubuków),
−
nożyki (do ścierania lub skrobania),
−
ścierki (do usuwania kurzu) [3, s. 488].
Uszyte cholewki, oprócz w/w czynności wykończeniowych, wymagają jeszcze pewnej
kosmetyki, do której zaliczyć należy np.: obcinanie lub opalanie wystających końcówek nici,
drobne poprawki po nierównym wycięciu podszewki.
Przed przekazaniem uszytych cholewek do oddziału montażu sprawdza się je pod
względem ilości i jakości wykonania. Jedynie cholewki prawidłowo skompletowane, mogą
być złączone mocną nitką lub sznurkiem i przekazane na oddział montażu.
Stanowisko wykończenia cholewek powinno być wyposażone w środki czyszczące
i retuszerskie oraz palnik gazowy lub spirytusowy (do opalania drobnych włókien skóry, nici
syntetycznych), pędzel, lupę, ściegomierz, nożyczki, nóż szewski itp.
Łączenie cholewek z podpodeszwami lub wyściółkami
W procesie technologicznym produkcji obuwia występuje faza montażu cholewek
z podpodeszwami. Istnieje kilka technik i technologii montażu cholewek z podpodeszwami:
poprzez ćwiekowanie za pomocą kleju, teksów, sznurka oraz poprzez zszywanie cholewek
z podpodeszwą lub wyściółką. Cholewki połączone z podpodeszwą (tzw. ściółką wszywaną)
technologią zszywania mogą być montowane ze spodem obuwia systemem gdynkowym,
wulkanizowanym i wtryskowym. W tych systemach montażu brak jest technicznego
i ekonomicznego uzasadnienia dla ćwiekowania cholewki na podpodeszwę metodą tradycyjną
stosowaną powszechnie w montażu obuwia systemem klejonym.
Łączenie cholewki z podpodeszwą (z tzw. ściółką wszywaną) za pomocą zszywania
uwzględnia następujące rozwiązania techniczno-technologiczne:
−
łączenie cholewki z podpodeszwą szwem okrętkowym wg technologii „OWERFLEX”,
−
łączenie cholewki z podpodeszwą szwem zszywanym,
−
łączenie cholewki z podpodeszwą ściegiem kratkowym.
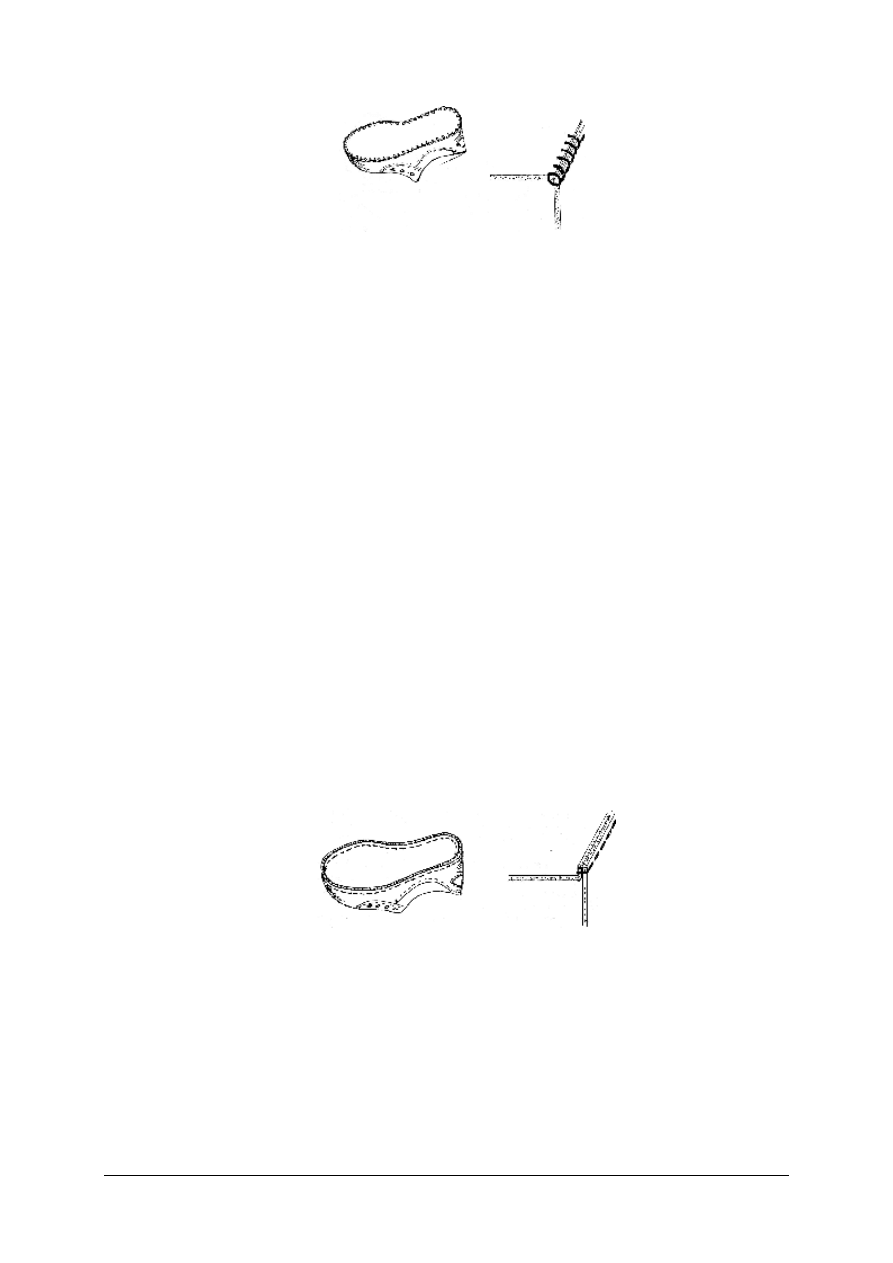
Technologia łączenia wierzchu z podpodeszwą lub wyściółką obuwia wg technologii
„OWERFLEX” polega na tym, że cholewka i podpodeszwa połączone są tzw. szwem
„okrętkowym” (rys. 21). Łączenie odbywa się za pomocą jednej nitki, ściegiem
łańcuszkowym. Do szycia używa się maszyny Strobel 141 – 23 wyposażonej w urządzenie do
marszczenia cholewki. Maszyna umożliwia zszywanie elementów o grubości do 9 mm.
Przy zszywaniu podpodeszwy z cholewką należy zwrócić uwagę na dokładne
pokrywanie się znaków usytuowanych na brzegach tych elementów. Szczególnie dokładnie
powinny pokrywać się znaki w czubku i pięcie.
Szycie rozpoczynamy od strony przyśrodkowej cholewki tzn. od znaczka umieszczonego
w śródstopiu. Bardzo istotne jest przestrzeganie jednakowej grubości wszystkich materiałów
wchodzących w skład cholewki i podpodeszwy. Tolerancje grubości kształtują się
w granicach ok. 0,2 mm.
Takie rozwiązanie technologiczne znajduje zastosowanie we wtryskowym systemie
montażu obuwia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Rys. 21. Zszywanie cholewki z podpodeszwą szwem okrętkowym wg technologii OWERFLEX
[10, s. 113].
Łączenie cholewki z podpodeszwą szwem zszywanym polega na tym, że ich brzegi są
zszyte jednym rzędem ściegów zwartych lub łańcuszkowych (rys. 22).
W zależności od wyposażenia zakładu, zszywanie cholewki z podpodeszwą można
wykonać za pomocą następujących maszyn:
−
płaskiej 1-igłowej PFAFF 3821-1/11 szyjącej ściegiem zwartym, wyposażonej
w specjalny mechanizm do marszczenia brzegu cholewki,
−
płaskiej jednogłowej PFAFF 3821-1/13 szyjącej ściegiem łańcuszkowym, wyposażonej
w specjalny mechanizm do marszczenia brzegu,
−
płaskiej jednogłowej PFAFF 3821 – 1/14 szyjącej ściegiem łańcuszkowym,
przeznaczonej szczególnie do szycia cholewek obuwia sportowego wszystkich
asortymentów.
Ten sposób łączenia cholewki z podpodeszwą znajduje zastosowanie w obuwiu
wypoczynkowym, sportowym i domowym, montowanym systemami: wtryskowym,
wulkanizowanym i gdynkowym.
Prawidłowe wykonanie operacji szycia zależy od zgodności obwodu podpodeszwy
i dolnego brzegu cholewki. Przy cholewkach, których obwód jest większy od obwodu
podpodeszwy stosuje się specjalne wyżej wymienione maszyny, które przez odpowiednie
zmarszczenie cholewki w czubku zmniejszają jej obwód korelując długość obwodu cholewki
z długością obwodu podpodeszwy. Szczególną uwagę należy zwrócić na znaki umieszczone
w cholewkach wyznaczające środek w pięcie i czubku, które muszą się dokładnie pokrywać
ze znakami w podpodeszwie. Szycie rozpoczynamy od strony przyśrodkowej cholewki
tzn. od znaczka umieszczonego w śródstopiu. Lewą półparę szyjemy od strony przyśrodkowej
w kierunku czubka, natomiast prawą półparę od strony przyśrodkowej cholewki w kierunku
pięty. Po nazuciu cholewki na kopyto wtryskarki lub prasy wulkanizacyjnej należy za pomocą
pałki drewnianej oklepać lub wygładzić szew łączący cholewkę z podpodeszwą.
Rys. 22. Zszywanie cholewki z podpodeszwą szwem zszywanym [10, s. 114]
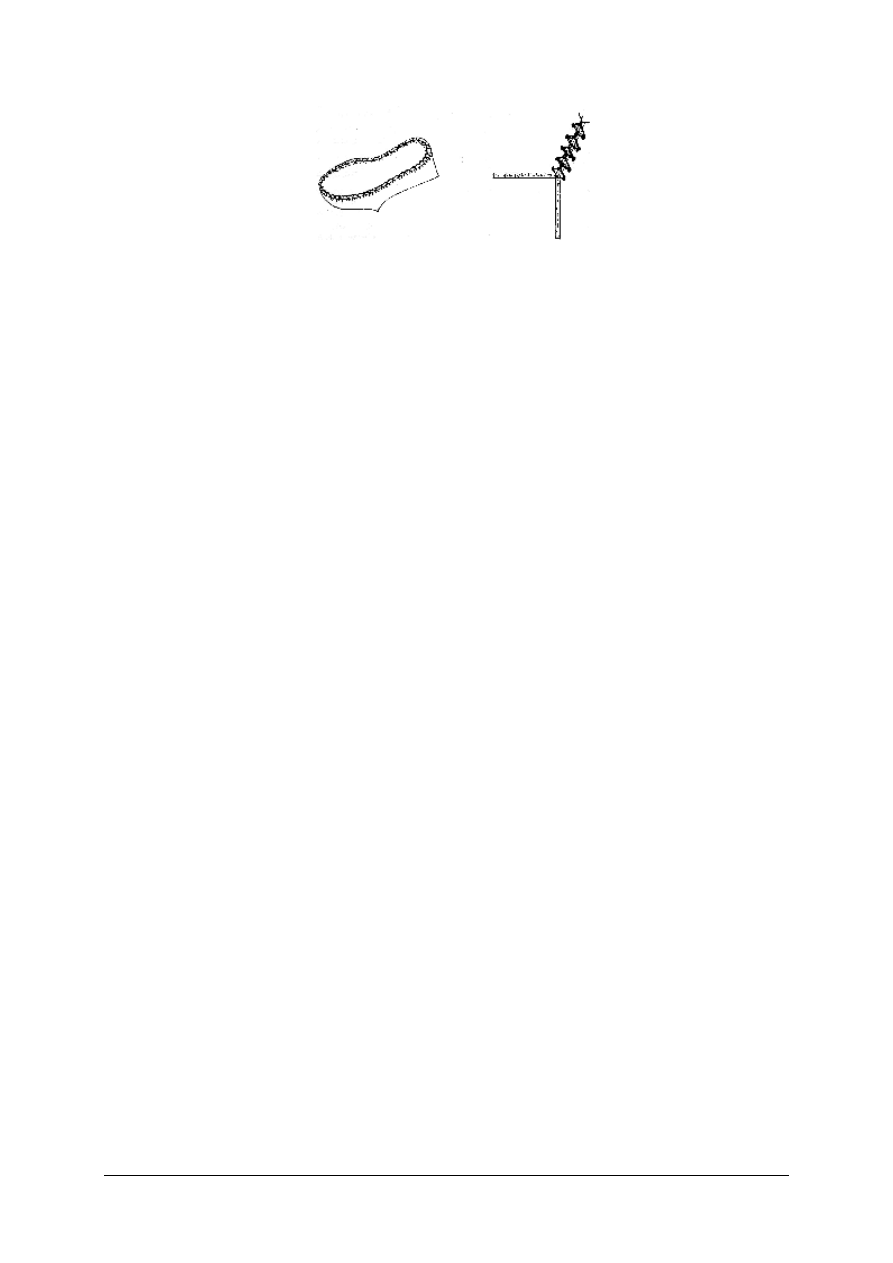
Łączenie cholewki z podpodeszwą ściegiem kratkowym polega na zszyciu szwem
zygzakowym cholewki i podpodeszwy nałożonych na siebie lewymi stronami wzdłuż ich
brzegów (rys. 23). Po zszyciu, szew zygzakowy ulega rozłożeniu tworząc ścieg kratkowy. Do
zszywania stosuje się maszynę zyg – zak typu PFAFF 3821 – 3/11. Ten sposób łączenia
cholewki z podpodeszwą stosuje się przy materiałach miękkich i elastycznych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Rys. 23. Zszywanie cholewki z podpodeszwą ściegiem kratkowym [10, s. 114]
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz techniki łączenia elementów wierzchu w cholewkę?
2. Jaką metodę łączenia elementów wierzchu w cholewkę uznasz za tradycyjną i najczęściej
stosowaną?
3. Jak nazywa się oddział produkcyjny, w którym dokonuje się łączenie poszczególnych
elementów wierzchu w gotową cholewkę?
4. Jakie operacje technologiczne występujące przy montażu cholewek zaliczysz do
typowych i najczęściej stosowanych?
5. Jakie maszyny są stosowane w oddziale szwalni do montażu cholewek?
6. Jak naszywa się elementy skórzane w podszewkach kombinowanych?
7. Jaka jest kolejność naszywania elementów skórzanych na tkaninowe w podszewkach
obłożyn, bez nanoszenia kleju?
8. Jakie znasz sposoby łączenia tylnych brzegów obłożyn?
9. Jaki szew nie wymaga wygładzania?
10. W jaki sposób przeprowadza się łączenie obłożyn szwem zygzakowym?
11. Jakim przypadku naszywa się pasek tylny lub tylnik?
12. Jak wykonuje się szew zszywany?
13. Jakim kolejnym czynnościom poddaje się szew zszywany?
14. Jaki szew poddaje się wygładzaniu?
15. W jaki sposób naszywa się pasek tylny i półtylnik?
16. Jakim szwem naszywa się nadstawki przyszew i obłożyn?
17. W jaki sposób nakłada się podszewki w przypadku wykończania górnych brzegów
obłożyn i przyszew przez zawijanie i lamowanie?
18. W jakiej odległości od brzegu elementu powinien przebiegać szew obszywany?
19. Jakimi metodami można wszyć zamek błyskawiczny?
20. W jaki sposób wszywa się język w cholewce typu derbowego i okładowego?
21. Jakie znasz rodzaje krążkowania i w jaki sposób je wykonać?
22. Jak przebiega łączenie obłożyn z przyszwą w tzw. połączeniu derbowym i połączeniu
okładowym?
23. Jakie czynniki mają wpływ na trwałość połączenia elementów z tworzyw
skóropodobnych przy pomocy szycia?
24. Jak przebiega technika łączenia elementów cholewki za pomocą zgrzewania prądami
wielkiej częstotliwości?
25. Jakie znasz techniki zdobienia cholewek?
26. Jakie czynności wykonuje się w oddziale szwalni w fazie wykończania gotowych
cholewek?
27. W jaki sposób dobiera się środki czyszczące do cholewek?
28. Jak przebiega proces łączenia cholewek z podpodeszwami lub wyściółkami?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.1.3. Ćwiczenia
Ćwiczenie 1
Wykonaj łączenie 1 pary podszewek dzielonych, wykonanych w całości z tkaniny do
cholewek typu kozaczki damskie bez zamka.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy treści ćwiczenia,
2) zorganizować stanowisko pracy,
3) dokonać analizy instrukcji czynnościowej i obsługi maszyn,
4) sprawdzić stan techniczny maszyn,
5) sprawdzić numer wielkościowy poszczególnych części składowych podszewki,
6) złożyć podszewkę zewnętrzną i wewnętrzną stroną wierzchnią do siebie i zszyć przednią
część cholewy,
7) przyszyć szwem zygzakowym przyszwę do zszytych, przednich części cholewy,
8) złożyć ponownie stroną wierzchnią podszewkę cholewy do siebie i zszyć tył podszewki
z ryglowaniem końcówki,
9) dokonać samooceny wykonania ćwiczenia,
10) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
2 podszewki zewnętrzne, 2 podszewki wewnętrzne, 2 podszewki przyszwy z tkaniny,
−
maszyna płaska 1-igłowa,
−
maszyna płaska 1-igłowa zyg–zak,
−
nożyczki,
−
plansze i gotowe wzorce,
−
instrukcja czynnościowa i obsługi maszyn,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Wykonaj czynność połączenia wierzchu z podszewką cholewki (obszywania)
z jednoczesnym obcinaniem nadmiaru podszewki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy treści ćwiczenia,
2) zorganizować stanowisko pracy,
3) sprawdzić stan techniczny maszyny i urządzenia do obcinania nadmiaru podszewki,
4) dokonać analizy instrukcji czynnościowej i obsługi maszyny,
5) nanieść klej kauczukowy na wewnętrzne górne brzegi wierzchu i podszewki,
6) wkleić podszewkę,
7) dokonać obszycia górnych brzegów obłożyn z jednoczesnym obcięciem nadmiaru
podszewki,
8) dokonać samooceny wykonania ćwiczenia,
9) zaprezentować wykonaną pracę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Wyposażenie stanowiska pracy:
−
maszyna słupkowa z urządzeniem do obcinania nadmiaru podszewki,
−
pędzel, klej kauczukowy, nożyczki,
−
wierzch i podszewka cholewki,
−
plansze i gotowe wzorce,
−
instrukcja czynnościowa i obsługi maszyny,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Dokonaj czynności wygładzenia, wzmocnienia i rozszycia szwu zszywanego, łączącego
tylne brzegi obłożyn.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy treści ćwiczenia,
2) zorganizować stanowisko pracy,
3) dokonać analizy instrukcji czynnościowej i obsługi maszyn,
4) sprawdzić stan techniczny maszyn,
5) dokonać wygładzenia szwu,
6) wzmocnić szew taśmą samoprzylepną (jeśli rozszywanie będzie wykonywane na
maszynie słupkowej 2-igłowej, bez prowadnika tasiemki),
7) rozszyć szew dwoma rzędami ściegów zwartych,
8) dokonać samooceny wykonania ćwiczenia,
9) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
rozprasowywarka szwów, rozszywarka lub słupkowa 2-igłowa,
−
instrukcja czynnościowa i obsługi maszyny,
−
tylne brzegi obłożyn połączone szwem zszywanym,
−
młotek, taśma wzmacniająca samoprzylepna, nożyczki,
−
plansze i gotowe wzorce,
−
instrukcja czynnościowa i obsługi maszyn,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 4
Wykonaj czynność ręcznego sznurowania cholewek derbowych przed ćwiekowaniem.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy treści ćwiczenia,
2) zorganizować stanowisko pracy,
3) przygotować cholewki przeznaczone do sznurowania,
4) pociąć sznurek konopny na odcinki o określonej długości,
5) dokonać ręcznego sznurowania cholewek, pamiętając o odpowiedniej odległości brzegów
obłożyn derbowych od siebie,
6) związać mocno końce sznurka konopnego, aby podczas ćwiekowania nie poluzował się,
7) dokonać samooceny wykonania zadania,
8) zaprezentować wykonaną pracę.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Wyposażenie stanowiska pracy:
−
cholewki derbowe przeznaczone do ręcznego sznurowania,
−
instrukcja czynnościowa,
−
plansze lub zasznurowana cholewka
−
nożyczki, sznurek konopny lub przędza lniana,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 5
Wykonaj łączenie tylnych brzegów obłożyn szwem zygzakowym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy treści ćwiczenia,
2) przygotować stanowisko pracy,
3) sprawdzić sprawność maszyny szyjącej,
4) dokonać analizy instrukcji czynnościowej i obsługi maszyny,
5) sprawdzić numer wielkościowy obłożyn przeznaczonych do łączenia i ich jakość,
6) ułożyć na blacie maszyny tylne krawędzie obłożyn na styk, szczelnie docisnąć do siebie,
7) dokonać połączenie tylnych brzegów obłożyn, na początku i na końcu szwu zastosować
ściegi powtórne,
8) przeprowadzić samoocenę wykonanej pracy,
9) zaprezentować wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
obłożyny wewnętrzne i zewnętrzne,
−
maszyna szyjąca płaska jednogłowa zyg – zak,
−
instrukcja czynnościowa i obsługi maszyny,
−
plansze i gotowe wzorce,
−
nożyczki,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 6
Dokonaj połączenia cholewki z podpodeszwą szwem zszywanym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy treści ćwiczenia,
2) zorganizować stanowisko pracy,
3) dokonać analizy instrukcji czynnościową i obsługi maszyny,
4) sprawdzić numer wielkościowy i jakość cholewki i podpodeszwy,
5) sprawdzić stan techniczny maszyny,
6) odszukać na cholewkach i podpodeszwach znaki w miejscu czubka i pięty, które mają
pokrywać się w trakcie łączenia,
7) połączyć cholewki z podpodeszwami szwem zszywanym, rozpoczynając od stron
przyśrodkowych w obydwu półparach,
8) dokonać samooceny wykonania zadania,
9) zaprezentować wykonaną pracę.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Wyposażenie stanowiska pracy:
−
cholewki i podpodeszwy o tym samym numerze wielkościowym przeznaczone do
połączenia,
−
instrukcja czynnościowa i obsługi maszyny,
−
maszyna płaska jednoigłowa PFAFF 3821-1/11 szyjąca ściegiem zwartym, wyposażona
w specjalny mechanizm do marszczenia brzegów cholewki,
−
plansze i gotowe wzorce,
−
nożyczki,
−
literatura z rozdziału 6 poradnika dla ucznia.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) omówić i wykonać czynności łączenia elementów podszewek do
różnych typów cholewek?
¨
¨
2) wymienić i wykonać połączenia tylnych brzegów obłożyn znanymi
sposobami?
¨
¨
3) wykonać czynności rozprasowywania, wzmacniania tasiemką
i rozszywania szwu?
¨
¨
4) omówić i wykonać czynności naszywania pasków tylnych, tylników
i półtylników ?
¨
¨
5) omówić i wykonać czynności nakładania podszewek i obszywania
górnych brzegów obłożyn?
¨
¨
6) omówić i wykonać czynność krążkowania i sznurowania obłożyn?
¨
¨
7) połączyć język z innymi elementami cholewki w różnych typach
cholewek?
¨
¨
8) omówić i wykonać czynność łączenia obłożyn z przyszwami
w cholewkach typu derbowego i okładowego?
¨
¨
9) omówić i wykonać metody wszywania zamka błyskawicznego?
¨
¨
10) omówić czynniki wpływające na jakość połączeń elementów
z tworzyw skóropodobnych?
¨
¨
11) omówić sposoby połączenia cholewki z podpodeszwą lub wyściółką
oraz wykonać połączenie jednym ze znanych sposobów?
¨
¨
12) omówić technikę łączenia elementów za pomocą zgrzewania?
¨
¨
13) dobrać środki potrzebne do czyszczenia cholewek i wykonać
czynność czyszczenia cholewek?
¨
¨
14) przedstawić i wykonać podstawowe metody zdobienia gotowych
cholewek?
¨
¨
15) dobrać maszyny i urządzenia potrzebne do wykonania czynności
występujących przy montażu i wykończaniu cholewek?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.2. Kontrola procesu montażu cholewek i jakości cholewek
4.2.1. Materiał nauczania
Do podstawowych zadań służb kontroli jakości należy czuwanie nad jakością
wytwarzania obuwia w każdej fazie produkcyjnej, a szczególnie zapobieganie wadom
i brakom wszędzie tam, gdzie mogą powstać. Kontrolą jakości objęte są wszystkie operacje
w czasie produkcji, a także wyrób gotowy.
Kontrola jakości procesu montażu cholewek obejmuje:
−
kontrolę wyciętych elementów wierzchnich i podszewkowych przeznaczonych do szycia,
−
kontrolę poszczególnych faz w czasie szycia, tj. sprawdzenie prawidłowości wykonania
czynności przewidzianych dokumentacją technologiczną,
−
ocenę gotowych cholewek.
Kontrola wyciętych elementów wierzchnich i podszewkowych przeznaczonych do szycia
polega na organoleptycznym sprawdzeniu grubości, ścisłości skóry, koloru, odcienia
i wyglądu lica oraz trwałości farb kryjących, zgodnie z założeniami opisu technologicznego.
Kontrola poszczególnych faz w czasie szycia cholewek, czyli kontrola produkcji w toku,
to tzw. kontrola międzyoperacyjna. Jej zadaniem jest wychwycenie w odpowiednim czasie
błędów i jednocześnie udzielenie wskazówek technicznych: jak je usunąć i jak należy tych
błędów unikać. Kontrola międzyoperacyjna w fazie montażu cholewek sprawuje nadzór nad
prawidłowością:
−
doboru odpowiedniego rodzaju i numeracji igieł i nici,
−
stosowania rodzaju ściegu, jego długości, ułożenia i odległości od brzegu lub następnych
linii szycia,
−
wykonania ścieniania brzegów, barwienia i zawijania,
−
wykonania operacji łączenia elementów wierzchnich i podszewkowych oraz wykonania
szwów ozdobnych,
−
doboru i jakością stosowanych materiałów pomocniczych, jak: nitów, oczek, taśm, kleju
itp.
Ocena gotowych cholewek obejmuje kontrolę prawidłowości ich wykonania i zgodności
z obowiązującymi normami oraz zatwierdzonymi wzorami, kwalifikuje uszyte cholewki, pod
względem ich przydatności do ćwiekowania na kopytach. W szczególności ocenia się
i stawia gotowym cholewkom następujące wymagania:
−
części składowe cholewki takie, jak: przyszwy, noski, obłożyny, języki, paski tylne,
tylniki i półtylniki oraz inne, z których składa się cholewka, powinny być w obydwu
półparach jednakowe pod względem kształtu, wymiarów i barwy,
−
brzegi cholewek powinny być starannie i estetycznie wykończone,
−
rzędy szycia powinny biec równolegle obok siebie i równolegle do krawędzi elementu
obszywanego lub naszywanego,
−
ściegi szycia nie powinny mieć supłów, przepuszczeń, powtórzeń; długość ściegu
powinna być jednakowa we wszystkich miejscach szycia; ściegi powinny być dobrze
dociśnięte, a końce nitek przeciągnięte na drugą stronę, zawiązane i przyklejone,
−
wierzch cholewki i podszewka powinny być czyste, bez plam, uszkodzeń i fałd,
−
każda para cholewek powinna być sczepiona przy samej krawędzi przyszwy, po stronie
przyśrodkowej przeszyciem długości ok. 15 mm,
−
każda para cholewek powinna być sprawdzona i oznaczona stemplem brakarza
widocznym w cholewce lecz niewidocznym w gotowym obuwiu oraz numerem długości
i znakiem tęgości oraz nazwą lub znakiem wzoru kopyta.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Jedynie po spełnieniu tych wymagań cholewki mogą być złączone mocną nitką
i przekazane do ćwiekowania.
Wymieniony zakres kontroli procesu montażu cholewek nie wyczerpuje wszystkich
punktów, które podlegają kontroli. Zakres ten wynika z potrzeb, w zależności od
produkowanych asortymentów obuwia.
Na stanowiskach kontrolerów jakości powinni być zatrudnieni pracownicy
o najwyższych kwalifikacjach zawodowych oraz z długim stażem pracy. Pozwala to na
szybkie zauważenie usterek i wskazanie metod ich uniknięcia.
Rodzaje błędów i wad oraz przyczyny ich powstawania
Podczas montażu cholewek mogą powstać różnego rodzaju błędy i wady, zarówno
materiałowe, jak i produkcyjne, które obniżają ich jakość. Zauważone w odpowiednim czasie
nie pociągają za sobą dalszych strat materiałowych i robocizny. W potokowym systemie,
w pełni zmechanizowanym konieczna jest kontrola odbioru pracy od poprzednika.
Stwierdzenie wady materiałowej w części składowej cholewki przed szyciem nie pociąga za
sobą zbędnej robocizny, jak również zużycia materiałów pomocniczych. Ujawniony błąd
w trakcie jego powstania może być naprawiony, względnie pociągnie za sobą wymianę co
najwyżej jednej części składowej. Wydanie natomiast do montażu cholewki uszkodzonej
pociąga za sobą zużycie części składowych spodu, materiałów pomocniczych, a gotowy
produkt będzie zaliczony do klasy niższej lub braku.
Błędy i wady procesu wytwarzania cholewek
Do najczęstszych błędów i wad można zaliczyć:
−
wady surowca przeoczone przez oddział rozkroju, np.: niejednolita struktura skóry
w parze, a nawet w półparze, tzn. za duża różnica w ścisłości pomiędzy jedną obłożyną
a drugą, co powoduje wykrzywianie się pięty; niejednolita grubość skóry
w poszczególnych półparach, a nawet w jednej półparze; wady lica lub mizdry
w widocznych miejscach części składowych cholewki; różnica odcieni a nawet kolorów
w poszczególnych częściach składowych w parze; niejednolity groszek lica
w poszczególnych częściach składowych,
−
wady rozkroju skór i tkanin, np.: zniekształcenie wykrojów, zacięcia, wychwyty; złe
znakowanie; wady kompletowania wykrojów,
−
wady szycia, np.: nieczysty lub nieodpowiedniej gęstości ścieg; skrzywienie lub
powtórzenie linii szycia; zetknięcie się lub odchylenie sąsiednich linii szycia oraz
przepuszczanie ściegów; nieprawidłowe łączenie i zakończenie lamówki; nieprawidłowe
rozmieszczenie oczek, haków, dziurek; niesymetryczne naszycie poszczególnych części
składowych cholewki w parze; skrzywienie naszycia lub przymocowania zdobiny, zamka
błyskawicznego, sprzączki, zapiętka lub innego dodatku; nieodpowiednie wymiary
mankietów, wypustek lub pasków i lamówek; niedokładne wykończenie, jak źle
oczyszczone wierzchy i podszewki, źle zakończone końce nitek itp.
Przyczyny powstawania błędów i wad w procesie wytwarzania cholewek
Przyczyny powstawania błędów i wad mogą być różnorodne. Najczęściej błędy szycia
i wykończania cholewek powstają wskutek niedbalstwa pracowników oraz niedokładności
lub braku znajomości procesu szycia.
Przyczyny powstawania błędów w gotowych cholewkach mogą mieć następujące źródła:
−
wady surowca i materiałów pomocniczych,
−
wady konstrukcji cholewek,
−
wady rozkroju skór i tkanin,
−
wadliwe przygotowanie elementów do szycia,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
−
wadliwe szycie,
−
źle ustawione i wyregulowane maszyny,
−
niesprawne i nieprawidłowo dobrane narzędzia pracy ręcznej.
Analiza techniczna przyczyn powstawania braków i błędów należy do kierownictwa
technicznego i kontroli jakości. Praca nad polepszeniem jakości i zlikwidowaniem braków
oraz błędów powinna iść w kierunku:
−
ulepszeń konstrukcyjnych polegających na udoskonaleniu wzoru, szablonów
i wzorników,
−
ulepszeń technologicznych polegających na udoskonaleniu dokumentacji produkcji,
−
ulepszeń organizacyjnych polegających na wprowadzeniu lepszej organizacji pracy, jej
mechanizacji oraz modernizacji maszyn i urządzeń, np. wprowadzenie kontroli
wykrojów, wprowadzenie specjalnych aparatów pomocniczych do maszyn, itp. [6, s. 234].
Sposoby zapobiegania powstawaniu błędów i ich usuwanie
Naprawianie błędów wycinania, szycia i wykończania jest ogromnie pracochłonne,
bardzo często nieodwracalne i niemożliwe do wykonania. Usuwanie ich w gotowej cholewce
jest niepotrzebną stratą czasu pracowników oraz stratą ekonomiczną producenta. Dlatego,
w trosce o dobrą jakość obuwia i dobry wynik ekonomiczny, należy zapobiegać powstawaniu
błędów.
W celu zapobiegania powstawaniu błędów ogromne znaczenie odgrywa:
−
dobrze i w odpowiednim czasie przeprowadzana kontrola międzyoperacyjna (kontrola
produkcji w toku), gdyż dużo wykrytych w czasie produkcji usterek można jeszcze
zlikwidować,
−
konsekwentne przestrzeganie zasady nie przyjmowania źle wykonanej pracy od swego
poprzednika, a w wypadku stwierdzenie niedokładności zwrot poprzednikowi źle
wykonanych elementów lub półfabrykatów do naprawy,
−
sumienne przeszkolenie pracownika na stanowisku pracy,
−
podnoszenie kwalifikacji pracowników,
−
wyposażenie maszyny w instrukcję bezpiecznej obsługi,
−
wzorowe wyposażenie stanowiska pracy w narzędzia pracy i wzorce pracy,
−
dokładne zapoznanie pracowników z opisami technologicznymi i wymaganiami
warunków technicznych dla poszczególnych czynności,
−
staranna konserwacja i właściwe przygotowanie maszyn do szycia (dobra regulacja
mechanizmów).
Rozpatrując wymienione polecenia możemy likwidować przyczyny powstawania
błędów, poprzez następujące działania:
−
w zakresie wad surowca i materiałów – sprawdzać szczegółowo przez kontrolę
międzyoperacyjną surowce i materiały, dopuszczać do produkcji tylko te, które
odpowiadają warunkom technicznym i technologicznym,
−
w zakresie wadliwego przygotowania konstrukcji cholewki – sprawdzać szczegółowo
przygotowaną
dokumentację
techniczno-technologiczną,
poprzedzoną
produkcją
doświadczalną; przygotowany wzór do produkcji masowej wdrażać w obecności
technologa i konstruktora odpowiedzialnego za dany wzór obuwia,
−
w zakresie wadliwie rozkrojonych materiałów na poszczególne elementy – prowadzić
wnikliwą kontrolę tych elementów w czasie wprowadzania ich na taśmę produkcyjną;
wadliwe elementy zwracać do wymiany,
−
w zakresie wadliwie przygotowanych elementów cholewki do szycia – na bieżąco
kontrolować i systematycznie wskazywać zauważone błędy, instruować i pouczać
o sposobie prawidłowego wykonania danej czynności technologicznej,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
−
w zakresie wadliwego szycia – wykonywaną pracę na bieżąco kontrolować, by
ewentualną wadę eliminować w czasie procesu technologicznego,
−
w zakresie niesprawnych maszyn – usterki należy zgłaszać mechanikowi, w celu ich
usunięcia,
−
w zakresie niesprawnych narzędzi – należy dokonać ich naprawy lub wymiany na
odpowiednie do wykonywanej pracy, zgodnie z założeniami technologicznymi.
Dbałość o dobrą jakość obuwia wymaga:
−
fachowej analizy wszelkich reklamacji użytkowników stwierdzających błędy w gotowym
obuwiu i wyciągnięcie wniosków dla dalszej pracy,
−
dobrze zorganizowanej kontroli jakości,
−
szkolenia technicznego pracowników,
−
uświadomienia pracowników o korzyściach płynących z dobrej pracy [6, s. 236].
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest zakres prac służb kontroli jakości w procesie montażu cholewek?
2. Jakie wymagania stawiane są gotowym cholewkom?
3. Jakie błędy i wady powstają najczęściej w procesie wytwarzania cholewek?
4. Jakie mogą być przyczyny powstawania błędów i wad w procesie wytwarzania
cholewek?
5. Jakie działania należy podejmować, aby zapobiegać powstawaniu i usuwać już powstałe
błędy w procesie szycia i wykończania cholewek?
4.2.3. Ćwiczenia
Ćwiczenie 1
Dokonaj kontroli i oceń jakość wykonania szycia cholewek trzewika roboczego
otrzymanego od nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy treści ćwiczenia,
2) dokonać analizy dokumentacji techniczno-technologicznej, instrukcji czynnościowych
i obowiązującej normy w odniesieniu do czynności, które wystąpiły przy szyciu
wybranych cholewek trzewika roboczego,
3) sprawdzić metodą organoleptyczną jakość wykonania cholewek,
4) wypisać zidentyfikowane w cholewce błędy i wady powstałe w czasie szycia cholewek,
5) dokonać samooceny wykonanego ćwiczenia,
6) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
cholewki trzewika roboczego,
−
dokumentacja techniczno–technologiczna dotycząca danego obuwia,
−
instrukcje czynnościowe procesu montażu cholewek,
−
Polska Norma PN-77/O-91016 „Obuwie. Wady materiałowe i błędy wykonania. Nazwy
i określenia”,
−
zatwierdzone wzory pracy,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
−
ściegomierz, lupa,
−
artykuły piśmiennicze, arkusz papieru formatu A-4,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Dokonaj oceny jakości wykonania czółenka damskiego otrzymanego od nauczyciela.
Wskaż zauważone błędy i wady, dzieląc je na błędy materiałowe i produkcyjne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy treści ćwiczenia,
2) dokonać analizy dokumentacji techniczno-technologicznej, instrukcji czynnościowych
i obowiązującej normy w odniesieniu do czynności, które wystąpiły przy montażu
wybranych cholewek czółenka damskiego,
3) dokonać dokładnej kontroli cholewek metodą organoleptyczną,
4) wypisać zauważone błędy, dzieląc je na błędy materiałowe i błędy produkcyjne,
5) dokonać oceny jakości gotowych cholewek,
6) dokonać samooceny wykonanego ćwiczenia,
7) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
cholewki czółenka damskiego,
−
dokumentacja techniczno – technologiczna dotycząca danego obuwia,
−
instrukcje czynnościowe procesu montażu cholewek,
−
Polska Norma PN-77/O-91016 „Obuwie. Wady materiałowe i błędy wykonania. Nazwy
i określenia”,
−
zatwierdzone wzorce pracy,
−
grubościomierz, ściegomierz, lupa,
−
artykuły piśmiennicze, arkusz papieru formatu A-4,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Określ przyczyny powstania błędów oraz wskaż sposób ich usunięcia na podstawie
otrzymanych od nauczyciela cholewek z widocznymi błędami technologicznymi.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy treści ćwiczenia,
2) dokonać analizy dokumentacji techniczno-technologicznej, instrukcji czynnościowych
i obowiązującej normy w odniesieniu do czynności, które wystąpiły przy montażu
wybranych cholewek,
3) dokonać szczegółowej kontroli cholewek metodą organoleptyczną,
4) wypisać błędy widoczne w cholewkach i podać przyczyny ich powstawania,
5) wskazać sposoby usunięcia błędów, jeśli istnieje taka możliwość,
6) dokonać samooceny wykonanego ćwiczenia,
7) zaprezentować wykonaną pracę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Wyposażenie stanowiska pracy:
−
uszyte cholewki z widocznymi błędami technologicznymi,
−
dokumentacja techniczno – technologiczna dotycząca danego obuwia,
−
instrukcje czynnościowe procesu montażu cholewek,
−
Polska Norma PN-77/O-91016 „Obuwie. Wady materiałowe i błędy wykonania. Nazwy
i określenia”,
−
zatwierdzone wzorce pracy,
−
ściegomierz, lupa,
−
artykuły piśmiennicze, arkusz papieru formatu A
−
4,
−
literatura z rozdziału 6 poradnika dla ucznia.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić zakres prac służb kontroli jakości w procesie montażu
cholewek?
¨
¨
2) wymienić wymagania stawiane gotowym cholewkom i ocenić jakość
wykonanych cholewek?
¨
¨
3) omówić i wskazać rodzaje błędów i wad powstałych w procesie
montażu i wykończania cholewek?
¨
¨
4) określić przyczyny powstawania błędów przy montażu cholewek
oraz sposoby ich usuwania?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
4.3. Dokumentacja
technologiczna
w
procesie
montażu
cholewek
i zasady sporządzania zestawienia materiałów
pomocniczych
4.3.1. Materiał nauczania
Produkcja w zakładach obuwniczych oparta jest na określonych wzorach i dokumentach.
Dokumenty ustalają przedmiot produkcji, rodzaj i cechy materiału, kolejność wytwarzania
itp. Zespół wszystkich dokumentów informujących o technicznym sposobie otrzymywania
obuwia nazywa się dokumentacją techniczną. Zakres i rodzaj dokumentacji zależy od
wielkości zakładu produkcyjnego.
Opracowanie dokumentacji techniczno-technologicznej i materiałowej ma na celu
ustalenie:
−
prawidłowej konstrukcji wzoru obuwia;
−
prawidłowego reżimu technologicznego;
−
prawidłowej organizacji procesu produkcji;
−
rodzaju materiałów produkcyjnych podstawowych i pomocniczych, potrzebnych do
wyprodukowania danego wzoru obuwia, oraz kalkulacyjnych norm zużycia materiału
netto i brutto;
−
operacji w przekroju poszczególnych faz procesu produkcji oraz orientacyjnych norm
czasu pracy.
Jednym z podstawowych czynników uzyskiwania wysokiej jakości pracy są kwalifikacje
pracowników. Stopień kwalifikacji szwaczek to nie tylko sprawne obsługiwanie maszyn
i wykonywanie maksymalnej produkcji, lecz także znajomość zasad organizacyjnych,
umiejętność doboru parametrów do operacji technologicznych, dokonywanie samokontroli
i określania przyczyn występowania błędów pracy i ich usuwanie, a także umiejętność
posługiwania się dokumentacją technologiczną w procesie montażu i wykończania cholewek.
Ważne jest, aby każdy pracownik oddziału szwalni (i każdego innego oddziału), potrafił
prawidłowo wykonać kilka operacji i w przypadku zmiany wzoru lub nieobecności
pracowników oddziału mógł ich zastąpić.
Przed rozpoczęciem procesu montażu nowego wzoru cholewek, obowiązkiem mistrza
oddziału jest dokładne zapoznanie pracowników z opisem technologicznym i wymaganiami
warunków technicznych dla poszczególnych czynności.
Dokumentacja technologiczna w oddziale montażu cholewek jest jedynie cząstką całego
kompleksu dokumentacji w zakładzie obuwniczym.
Podstawowym dokumentem i warunkiem rozpoczęcia procesu montażu cholewek
nowego wzoru obuwia w warunkach przemysłowych jest opis technologiczno-materiałowy
w zakresie technologii szycia cholewek, który powinien zawierać:
−
nazwę operacji i numer instrukcji czynnościowej,
−
liczbę zatrudnionych osób,
−
symbol i numer nici, igieł oraz rodzaj i ilość ściegów,
−
zestawienie materiałów pomocniczych,
−
typ maszyny, narzędzia i rodzaj urządzeń produkcyjnych,
−
rodzaj urządzeń warsztatowych,
a także w zakresie obróbki elementów wierzchowych, tzw. wykres ścieniania brzegów
elementów wierzchnich oraz wykres elementów wierzchnich w układzie złożonej cholewki
i ich perforowanie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Dokładne informacje o dokumentacji technicznej nowego wzoru w zakładzie
obuwniczym i posługiwaniu się nią zawiera jednostka modułowa 744[02].O1.03.
„Posługiwanie się dokumentacją techniczną”.
W celu przybliżenia tematyki o sposobie opracowania opisu technologiczno-
-materiałowego w zakresie technologii szycia cholewek oraz zasad sporządzania zestawienia
materiałów pomocniczych, poniżej podane zostaną przykłady dwóch opisów, dotyczących
szycia cholewek czółenka damskiego i półbuta męskiego z wykazem materiałów
pomocniczych oraz oddzielne zestawienia materiałów pomocniczych.
Należy nadmienić, że zestawienie materiałów pomocniczych może być wyszczególnione
bezpośrednio przy wykazie czynności technologicznych w opisie technologiczno-
materiałowym lub sporządzone oddzielnie. Stosując zestawienia materiałów pomocniczych
w opisie, przy czynnościach technologicznych, pracownik szwalni ma ułatwioną organizację
stanowiska pracy. Zapoznając się z opisem technologicznym pracownik ma od razu podaną
informację o doborze materiałów do danej czynności; natomiast oddzielne sporządzenie
zestawienia materiałów pomocniczych ułatwia działalność komórki ekonomicznej
(rozliczanie wartości zużycia materiałów pomocniczych) i zaopatrzenia materiałowego.
Szczegóły dotyczące doboru materiałów pomocniczych zawiera jednostka modułowa
744[02]. O2.05 „Dobieranie materiałów pomocniczych do produkcji obuwia”.
Opis technologiczno-materiałowy w zakresie technologii szycia cholewek czółenka
damskiego z wykazem materiałów pomocniczych jest zilustrowany w tabeli 1.
Zatrudnienie jest określone dla dziennej produkcji pięciuset par w czasie 8 godzin.
Tabela 1.Technologia szycia cholewek czółenka damskiego [5, s. 335]
Lp
Nazwa operacji
L
icz
b
a
o
sób
Symbol
i numer
igły
Symbol
i numer
nici
Ilość
ściegów
na 1 cm
Materiał
pomocniczy
Maszyny
i
urządzenia
1.
2.
3.
Wydawanie
elementów,
załatwianie
wymian
Ścienianie
elementów
wierzchnich,
podszewkowych
i podnosków
Farbowanie
brzegów
1
4
1
–
–
–
–
–
–
–
–
–
Rozpis
sortymentu,
kreda
ołówek
Wykresy
ścieniania
Farba
wodna do
koloru
wierzchu,
gąbka
–
Ścieniarka
Svit typ
01291
–
4.
Opalanie brzegów
1
–
–
–
–
Opalarka
Svit typ
01048
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
cd. tabeli 1
5.
6.
7.
Szycie
podszewek
Naszywanie
przyszew na
obłożyny od
strony
wewnętrznej
Nanoszenie kleju
pod zawijanie
3
3
2
85/2
80/2
–
40/3
40/3
–
5–6
6–7
–
–
–
Klej OBT
III
Płaska
1-igłowa
Svit typ
01154
Płaska
1-igłowa
Svit typ
01153
Stół,
puszka,
pędzel
8.
Zawijanie
brzegów
3
–
–
–
–
Zawijarka
Svit typ
01280
9.
Zszywanie
obłożyn w części
tylnej
z zakończeniem
szwu
2
75/4
40/3
6–7
–
Płaska
1-igłowa
Svit typ
01153
10.
Rozgładzanie
szwów
1
–
–
–
Gąbka,
woda
Rozgładza
rka szwów
Svit typ
01166
11.
Naszywanie
bezpieczników
2
80/2
40/3
6–7
–
Płaska
1-igłowa
Svit typ
01153
12.
Obszywanie
cholewek
3
80/2
40/3
6–7
–
Słupkowa
1-igłowa
Svit typ
01090
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
cd. tabeli 1
13.
Nanoszenie kleju
na podnoski
i cholewki
1
–
–
–
Klej OBT-
III
Puszka,
pędzel,
stół
14.
Wklejanie
podnosków
2
–
–
–
–
Stół
15.
Kontrolowanie
gotowych
cholewek
1
–
–
–
Rozpis
sortymentu
Pojemniki
16.
Wiązanie
i układanie
cholewek
1
–
–
–
Sznurek
konopny
Stół,
pojemniki
Wyszczególnione w tabeli 1 materiały pomocnicze przy kolejnych czynnościach
technologicznych można przedstawić jako oddzielne zestawienie materiałów pomocniczych,
którego schemat zilustrowano w tabeli 2.
Zestawienie materiałów pomocniczych – zestawienie kosztów materiałowych
Szwalnia – czółenko damskie
Tabela 2. Zestawienie materiałów pomocniczych
Lp.
Nazwa
materiału
pomocniczego
Dane
techniczne
Je
dno
st
k
a
mi
ary
P
rzez
n
acze
n
ie
Norma
zużycia na
1 parę
Norma
zużycia
na 100
par
C
en
a
je
dno
st
ko
wa
Wa
rto
ść
1.
Farba wodna
Do koloru
wierzchu
Litr
Do barwienia
brzegów
elementów
...
...
...
...
2.
Nici
maszynowe
Nr 40/3
mb
Do łączenia
elementów
podszewkowych
i wierzchnich
...
...
...
...

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
cd. tabela 2
3.
Igły
maszynowe
Nr 80/2
Nr 85/2
Nr 75/4
szt.
szt.
szt.
Do łączenia
elementów
wierzchnich
Do szycia
podszewek
Do zszywania
obłożyn
...
...
...
...
...
...
...
...
...
...
...
...
4.
Klej
OBT – III
kg
Do wklejania
podnosków
...
...
...
...
5.
Sznurek
Konopny
kg
Do wiązania
cholewek
....
...
...
...
6.
Gąbka
szt.
Do
rozprowadzania
farby
...
...
...
...
7.
Pędzel
płaski
szt.
Do nanoszenia
kleju
...
...
...
...
Opis technologiczno-materiałowy w zakresie technologii szycia cholewek półbuta
męskiego z wykazem materiałów pomocniczych (tab. 3).
Tabela 3. Technologia szycia cholewek półbuta męskiego [ 6, załącznik 19.4]
Lp.
Nazwa operacji
L
icz
b
a
o
sób
Symbol
i numer
igły
Symbol
i numer
nici
Ilość
ściegów
na
1 cm
Materiał
pomocniczy
Maszyny
i
urządzenia
1.
Wydawanie
wykrojów
i załatwianie
wymian
Stół,
pudełka,
2.
Ścienianie brzegów
wierzchów
i podszewek
według zał.
rysunku,
ścieniarka
grubościo-
-mierz
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
cd. tabeli 3
3.
Farbowanie
i opalanie brzegów
wierzchów
farba
wodna,
spirytus
skażony
stół, puszka,
lampka
spirytusowa
4.
Nanoszenie kleju na
wierzchy i
podszewki
przyszew do
sklejania
klej
kauczukowy
stół, puszka,
pędzel
5.
Nakładanie
podszewek na
przyszwy
stół
6.
Perforowanie
przyszew i obłożyn
Matryce,
dziurkacze
typ 4B, 4A
i zespolony
11A
7.
Znaczenie do szycia
ozdób na
przyszwach
i obłożynach oraz
szycia derbów
ołówek
zwykły
Stół,
szablony
8.
Nanoszenie kleju na
obłożyny
i podkładki pod
perforację
i naklejanie
podkładek
klej
kauczukowy
Stół,
puszka,
pędzel
9.
Szycie języków 2x
90/2
40/3
6
Płaska
2-iglowa
10.
Szycie ozdób na
przyszwach
i obłożynach
100/2
10/3
4
Płaska
2-iglowa
z rozstawem
igieł
1/32 cala
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
cd. tabeli 3
11.
Łączenie obłożyn
90/2
40/3
4
Płaska
1-igł.zyg-
zak
12.
Naszywanie tylnych
pasków
90/2
40/3
6
Słupkowa
1-igłowa
13.
Nanoszenie kleju na
brzegi obłożyn pod
zawijanie
Klej
kauczukowy
Stół,
pudełka,
pędzel
14.
Nasycanie klejem
taśmy i naklejanie
na brzegi obłożyn
Taśma
stylonowa
szer. 4,0mm
Klej
kauczukowy
Stół, puszka
z
oprzyrządo
waniem
15.
Ręczne zawijanie
brzegów obłożyn
Klej
kauczukowy
Stół,
młoteczek
do
zawijania,
płytka
marmurowa
16.
Nanoszenie kleju na
obłożyny
i naklejanie
wzmocnień pod
krążki
Klej
kauczukowy
Stół,
puszka,
pędzel
17.
Nanoszenie kleju na
brzegi wierzchu
i podszewek
obłożyn do
nakładania
Klej
kauczukowy
Stół,
puszka,
pędzel
18.
Nakładanie
podszewek na
obłożyny
Stół, młotek
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
cd. tabeli 3
19.
Obszywanie
brzegów obłożyn
90/2
40/3
6
Słupkowa
1-igłowa
typu
obszywarka
20.
Krążkowanie
Krążki kryte
nr 1700
Krążkowacz
21.
Szycie derbów 2x
ryglem
pojedynczym
90/2
40/3
6
Słupkowa
1-igłowa
22.
Sznurowanie
cholewek
Sznurek
lniany
Stół
23.
Kontrolowanie,
wiązanie
i układanie
gotowych cholewek
Stół,
pojemnik na
cholewki
Wyżej wymienione materiały pomocnicze wyszczególnione przy poszczególnych
czynnościach technologicznych można przedstawić jako oddzielne zestawienie materiałów
pomocniczych, jak poniżej w tabeli 4.
Zestawienie materiałów pomocniczych – zestawienie kosztów materiałowych
Szwalnia – półbut męski
Tabela 4 Zestawieni materiałów pomocniczych
Lp
.
Nazwa
materiału
pomocniczego
Dane
techniczne
Je
dno
st
k
a
mi
ary
Przeznaczenie
N
o
rm
a
zu
ży
ci
a
n
a
1
p
ar
ę
Norma
zużycia
na 100
par
C
en
a
je
dno
st
ko
wa
Wa
rto
ść
1.
Farba wodna
Do
koloru
wierzchu
Litr
Do barwienia
brzegów
elementów
...
...
...
..
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
cd. tabeli 4
2.
Spirytus
skażony
Litr
Do opalania
brzegów
...
...
...
..
3.
Klej
Kauczukowy
kg
Do wstępnego
łączenia
elementów, do
zawijania
brzegów
...
...
...
..
4.
Ołówek
zwykły
szt.
Do znaczenia
szycia
ozdobnego
...
...
...
..
5.
Taśma
wzmacniająca
Stylonowa
szer.4mm
mb
Do wzmacniania
zawijanego
brzegu
...
...
...
..
6.
Krążki
Kryte nr
1700
szt.
Do wzmacniania
otworów
w obłożynach
...
...
...
..
7.
Nici
maszynowe
Nr 30/3
mb
Do łączenia
elementów
podszewkowych
i wierzchnich,
szycia ozdób
....
...
...
..
8.
Igły
maszynowe
Nr 90/2
Nr 100/2
szt.
Do łączenia
elementów
wierzchnich
i
podszewkowych,
do szycia ozdób
...
...
...
...
...
...
..
..
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
cd. tabeli 4
9.
Sznurek
lniany
kg
Do sznurowania
i wiązania
cholewek
...
...
...
..
10.
Gąbka
szt.
Do
rozprowadzania
farby
...
...
...
..
11.
Pędzel
płaski
szt.
Do nanoszenia
kleju
...
...
...
..
Uwaga: we wszystkich tabelach wypełnione są tylko te kolumny, które bezpośrednio dotyczą
omawianej tematyki.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. W jakim celu opracowuje się dokumentację techniczno-technologiczną i materiałową do
nowego wzoru obuwia?
2. W jaki sposób czynnik ludzki wpływa na jakość wykonywanej pracy?
3. Jakie zadanie do wykonania ma każdy pracownik i mistrz oddziału przed rozpoczęciem
procesu montażu nowego wzoru cholewek?
4. Jak nazywa się podstawowy dokument w oddziale szwalni, opracowywany w warunkach
przemysłowych przy wprowadzaniu nowego wzoru obuwia?
5. Jakie dane zawiera opis technologiczno-materiałowy w zakresie technologii szycia
cholewek?
6. Jakie znasz zasady sporządzania zestawienia materiałów pomocniczych?
4.3.3. Ćwiczenia
Ćwiczenie 1
Sporządź zestawienie materiałów pomocniczych do każdej z czynności technologicznych
wykonywanych przy produkcji cholewki określonego typu, wskazanej przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy polecenia zawartego w treści ćwiczenia,
2) przeanalizować rodzaj materiałów podstawowych zastosowanych na elementy wierzchnie
i podszewkowe cholewek,
3) sporządzić zestawienie materiałów pomocniczych do każdej czynności technologicznej,
4) dokonać samooceny wykonania ćwiczenia,
5) zaprezentować wykonaną pracę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Wyposażenie stanowiska pracy:
−
dane o rodzaju zastosowanych materiałów podstawowych na elementy wierzchnie
i podszewkowe cholewki,
−
opis technologiczno-materiałowy w zakresie szycia cholewek bez wykazu materiałów
pomocniczych,
−
kartki papieru format A-4, przybory piśmiennicze,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Wskaż na podstawie otrzymanej dokumentacji, która z 3 cholewek wskazanych przez
nauczyciela została wykonana na jej podstawie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy polecenia zawartego w treści ćwiczenia,
2) obejrzeć dokładnie otrzymane od nauczyciela cholewki,
3) przeanalizować zapisy w opisie technologiczno-materiałowym,
4) podjąć decyzję i wskazać cholewkę, która została zmontowana wg opisu,
5) dokonać samooceny wykonania pracy,
6) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
3 zmontowane wzory cholewek,
−
opis technologiczno-materiałowy z zakresu szycia cholewek,
−
literatura rozdziału 6 poradnika dla ucznia.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić cel opracowywania dokumentacji techniczno-technologicznej
i materiałowej nowego wzoru obuwia?
¨
¨
2) uzasadnić wpływ kwalifikacji zawodowych pracowników na jakość
wykonywanej pracy?
¨
¨
3) wskazać, jakie zadanie do wykonania ma każdy pracownik i mistrz
oddziału przed rozpoczęciem montażu cholewek nowego wzoru?
¨
¨
4) wymienić i opisać dane zawarte w opisie technologiczno-materiałowym
w zakresie technologii szycia cholewek?
¨
¨
5) sporządzić wykaz materiałów pomocniczych stosowanych do szycia
cholewek?
¨
¨
6) korzystać z dokumentacji technologicznej w procesie montażu
cholewek?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 20 zadań o różnym stopniu trudności. Dla każdego zadania podane są
cztery możliwe odpowiedzi: a, b, c, d. Tylko jedna odpowiedź jest prawidłowa.
5. Za każdą prawidłową odpowiedź możesz uzyskać 1 punkt.
6. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, stawiając w odpowiedniej
rubryce znak X.
7. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
8. Test składa się z 14 zadań z poziomu podstawowego oraz 6 zadań z poziomu
ponadpodstawowego i te mogą przysporzyć Ci trudności, gdyż są one na poziomie
wyższym niż pozostałe (dotyczy to pytań numerach od 15 do 20).
9. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
10. Jeśli udzielenie odpowiedzi będzie sprawiało Ci trudność, wtedy odłóż rozwiązanie
zadania na później i wróć do niego, gdy zostanie Ci czas wolny.
11. Po rozwiązaniu testu sprawdź czy zaznaczyłeś wszystkie odpowiedzi na KARCIE
ODPOWIEDZI.
12. Na rozwiązanie testu masz 45 minut.
Powodzenia!
Materiały dla ucznia:
−
instrukcja,
−
zestaw zadań testowych,
−
karta odpowiedzi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
ZESTAW ZADAŃ TESTOWYCH
1. Obuwie niezależnie od rodzaju i przeznaczenia dzieli się na dwie zasadnicze części
a) cholewkę i spód.
b) cholewkę i podpodeszwę.
c) podszewkę i podeszwę.
d) podpodeszwę i spód.
2. Tradycyjną i najczęściej stosowaną techniką łączenia elementów wierzchu w cholewkę
jest
a) nitowanie.
b) zgrzewanie.
c) klejenie.
d) szycie.
3. Typową operacją technologiczną przy montażu cholewek jest
a) ćwiekowanie czubków.
b) łączenie tylnych brzegów obłożyn.
c) rozkrój materiałów.
d) prasowanie podeszew.
4. Montaż elementów cholewki odbywa się najczęściej za pomocą trzech rodzajów szwów
a)
zszywanego, przeginanego, zygzakowego.
b)
zszywanego, lamowanego, naszywanego.
c)
zszywanego, naszywanego, zygzakowego.
d)
zszywanego, naszywanego, rozszywanego.
5. Do najczęstszych błędów i wad procesu wytwarzania cholewek można zaliczyć
a) skrzywienie linii szycia.
b) niedoklejenie podeszew.
c) niesymetryczne wklejenie zakładek.
d) miejscowe niedolewy w elementach obuwia.
6. Łączenie tylnych brzegów obłożyn wykonuje się dwoma rodzajami szwów
a) łańcuszkowym i zszywanym.
b) zszywanym i zygzakowym.
c) zygzakowym i przeszywanym.
d) dublowanym i łańcuszkowym.
7. Wygładzaniu za pomocą rozprasowywarki szwów poddaje się szew
a) obszywany.
b) naszywany.
c) zszywany.
d) zygzakowy.
8. Obszywanie brzegów obłożyn ma na celu trwałe połączenie obłożyn z
a) przyszwą.
b) językiem.
c) podnoskiem.
d) podszewką.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
9. W cholewce typu okładowego dół języka przyszywa się do
a) obłożyn.
b) przyszwy.
c) noska.
d) zapiętka.
10. Krążkowanie to osadzanie krążków w
a) obłożynach.
b) przyszwach.
c) noskach.
d) zakładkach.
11. Do zszywania elementów cholewki z tworzyw skóropodobnych stosujemy nici
a) lniane.
b) bawełniane.
c) poliamidowe i poliestrowe.
d) bawełniane i lniane.
12. Cholewka derbowa to cholewka, w której
a) obłożyny naszyte są na pasek tylny.
b) obłożyny naszyte są na przyszwę.
c) przyszwa naszyta jest na obłożyny.
d) przyszwa naszyta jest na podnosek.
13. Technika montażu cholewek, w której połączenie elementów następuje przy użyciu ciepła
i nacisku to
a) klamerkowanie.
b) nitowanie.
c) szycie.
d) zgrzewanie.
14. Zdobienie cholewek można uzyskać poprzez wykonywanie takich operacji jak
a) szycie, plisowanie, sitodruk.
b) ścienianie, opalanie, zawijanie.
c) ścieranie, klejenie, farbowanie.
d) dwojenie, prasowanie, stabilizację.
15. Surowa krepa służy do usuwania zabrudzeń spowodowanych przez
a) tłuszcz.
b) klej.
c) farbę.
d) kurz.
16. Jeśli górne brzegi obłożyn wykończone zostały przez zawijanie, to podszewkę należy
wkleić
a) równo z górnymi brzegami obłożyn.
b) równo z dolnymi brzegami obłożyn.
c) 2÷3 mm ponad górne brzegi obłożyn.
d) 2÷3 mm poniżej górnych brzegów obłożyn.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
17. Łączenie cholewki z wyściółką spełniającą funkcję podpodeszwy może odbywać się
szwem
a) naszywanym.
b) lamówkowym.
c) zszywanym.
d) obszywanym.
18. Kontrola jakości procesu montażu cholewek dotyczy
a) opracowania elementów spodowych, montażu obuwia, gotowego obuwia.
b) montażu obuwia, wycinania elementów wierzchnich, ćwiekowania.
c) gotowego obuwia, wycinania elementów spodowych, opracowania elementów
spodowych.
d) wyciętych elementów wierzchnich, poszczególnych etapów szycia cholewek, oceny
gotowych cholewek.
19. Łączenie elementów w podszewkach obłożyn kombinowanych zaczyna się od naszycia
a) pasków tylnych wewnętrzny
b) ramek.
c) podkrążków.
d) obłożyn.
20.
Opis technologiczno-materiałowy w zakresie szycia cholewek zawiera
a) nazwę operacji, zestawienie materiałów pomocniczych, nazwy maszyn, narzędzi
i urządzeń.
b) zasady konserwacji maszyn, wyposażenie stanowisk pracy i przepisy bhp, ilość
elementów wchodzących w skład cholewki.
c) technologię wykonania, zasady reklamacji, gabaryty maszyn.
d) zasady remontów maszyn, zasady pakowania obuwia, zasady konserwacji obuwia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Montaż i wykończanie cholewek
Zakreśl poprawną odpowiedź
.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
6. LITERATURA
1. Borzeszkowscy A. i W., Persz T.: Obuwnictwo przemysłowe. Cz. I WSiP, Warszawa
1979
2. Christ J.W.: Technologia obuwia. WSiP, Warszawa 1989
3. Grabkowski M.: Obuwnictwo, Podręcznik dla ZSZ. WSiP, Warszawa 1992
4. Grabkowski M.: Technika wytwarzania obuwia. T I
−
II, Politechnika Radomska,
Radom 2000
5. Grabkowski M.: Technologia obuwia. Ćwiczenia laboratoryjne. Skrypty uczelniane
Wyższej Szkoły Inżynierskiej w Radomiu, Radom 1982
6. Liszka R., Rerutkiewicz J., Uliasz H.: Cholewkarstwo. WSiP, Warszawa 1996
7. Moczyński Z.: Poradnik mistrza. Oddział szwalni. SWP i ZPS, Łódź 1976
8. Persz T.: Materiałoznawstwo dla zasadniczych szkół skórzanych. WSiP, Warszawa 1997
9. Świat Butów, Miesięcznik polskiej branży obuwniczej, 09.2007 (118)
−
ulotka
reklamowa
10. Ziajka T.: Modelowanie obuwia. Poradnik projektanta i konstruktora. CLPO, Kraków
1994
Wyszukiwarka
Podobne podstrony:
Montaż i wykończanie cholewek
20 Montaż i wykończanie cholewek
16 Dokonywanie montazu i wykonc Nieznany
19 Przygotowanie elementów do montażu cholewek
407 C5CG2GF1 Demontaż montaż Drewniane wykończenia
15 Przygotowanie elementów do montażu cholewek
15 Przygotowanie elementów do montażu cholewek
Przygotowanie elementów do montażu cholewek
23 Metody montażu w mikroelektronice
7 Sposób montażu charakterystycznych elementów
DEMONTAŻ MONTAŻ LINKI HAMULCA POSTOJOWEGO
Focus joystick montaz
Demontaż Montaż Szyba tylnych drzwi
25 Montaż filtra kabinowego
DEMONTAŻ MONTAŻ POMPA HAMULCOWA
7 Prace wykonczeniowe id 44930 Nieznany
407 B1HG7QK1 Demontaz montaz Pokrywka wlewu paliwa Obudowa pokrywy wlewu paliwa Nieznany
więcej podobnych podstron