3
/ 2 0 1 3
53
T E C H N I K A
D E N T Y S T Y C Z N A
Wpływ wykonania formy
odlewniczej na jakość odlewu
jest prawidłowe zaprojektowanie
układu wlewowego oraz zachowanie
określonych zaleceń dla wykonania
i postępowania z formą odlewniczą,
przebiegu procesu odlewania oraz
sposobu obróbki wykańczającej (3).
Często spotykanym błędem w prak-
tyce zawodowej technika dentystycz-
nego jest próba zaoszczędzenia czasu
pracy, przez co często zaburzany jest
proces prawidłowego wykonywania
formy odlewniczej, oraz postępowa-
nia z nią w czasie wygrzewania, odle-
wania i chłodzenia, co powoduje po-
wstawanie różnych nieprawidłowości
w odlewie (4, 5). Odlewy wykonane
w taki sposób pozornie wypełniają
satysfakcjonująco wnętrze formy,
jednak na etapie obróbki mecha-
nicznej często okazuje się, że odlew
ma różnego typu defekty oraz zmia-
ny wymiarowe, przez co utrudnione
jest dopasowanie go do modelu (6, 7).
Poza zaburzonymi rozmiarami mogą
także występować wady wewnętrz-
ne, takie jak pory, wżery i obecność
zanieczyszczeń. Powstałe wady mogą
Mimo pojawienia się nowych metod
wykonywania metalowych uzupeł-
nień protetycznych odlewnictwo
nadal jest powszechnie stosowane.
Otrzymywane precyzyjne odlewy sta-
nowią podstawę konstrukcyjną dla
różnego typu protez, zarówno stałych
(np. podbudowy do porcelanowych
koron), jak i ruchomych (np. protezy
szkieletowe). Wykonanie tak niewiel-
kich wymiarowo elementów, jakimi
są uzupełnienia protetyczne, wyma-
ga staranności i precyzji na każdym
etapie wykonywania pracy. Do ich
wytwarzania stosowana jest jedna
z popularniejszych metod odlewnic-
twa precyzyjnego – metoda tracone-
go wosku. Już samo zaprojektowanie
konstrukcji elementu ma zasadniczy
wpływ na efekt końcowy. Wykonany
model woskowy musi spełniać pew-
ne wymagania, jak: odpowiednia gru-
bość, kształt i szczelność brzeżna. Ko-
lejne etapy postępowania mają na celu
otrzymanie odlewu, jak najdokładniej
odwzorowującego model woskowy.
Aby uzyskać taki efekt, niezbędne
TITLE
Embodiment effect of the
casting mold for casting quality
SŁOWA KLUCZOWE
odlew, forma
ogniotrwała
STRESZCZENIE
Celem niniejszych
badań było określenie wpływu
przygotowania formy ogniotrwałej
na jakość odlewu.
KEY WORDS
mold casting, refractory
form
SUMMARY
The aim of this study
was to determine the effect of the
preparation on the quality of the
refractory mold casting.
Marta Rekść
1
, Piotr Rekść
2
, Renata Kurpiejewska
3
, dr hab. n. med. inż. Leszek Klimek
4
O
dlewnictwo jest
procesem wytwa-
rzania różnego typu
przedmiotów, użytkowanych
w wielu gałęziach prze-
mysłu, w tym w technice
dentystycznej (1, 2).
1
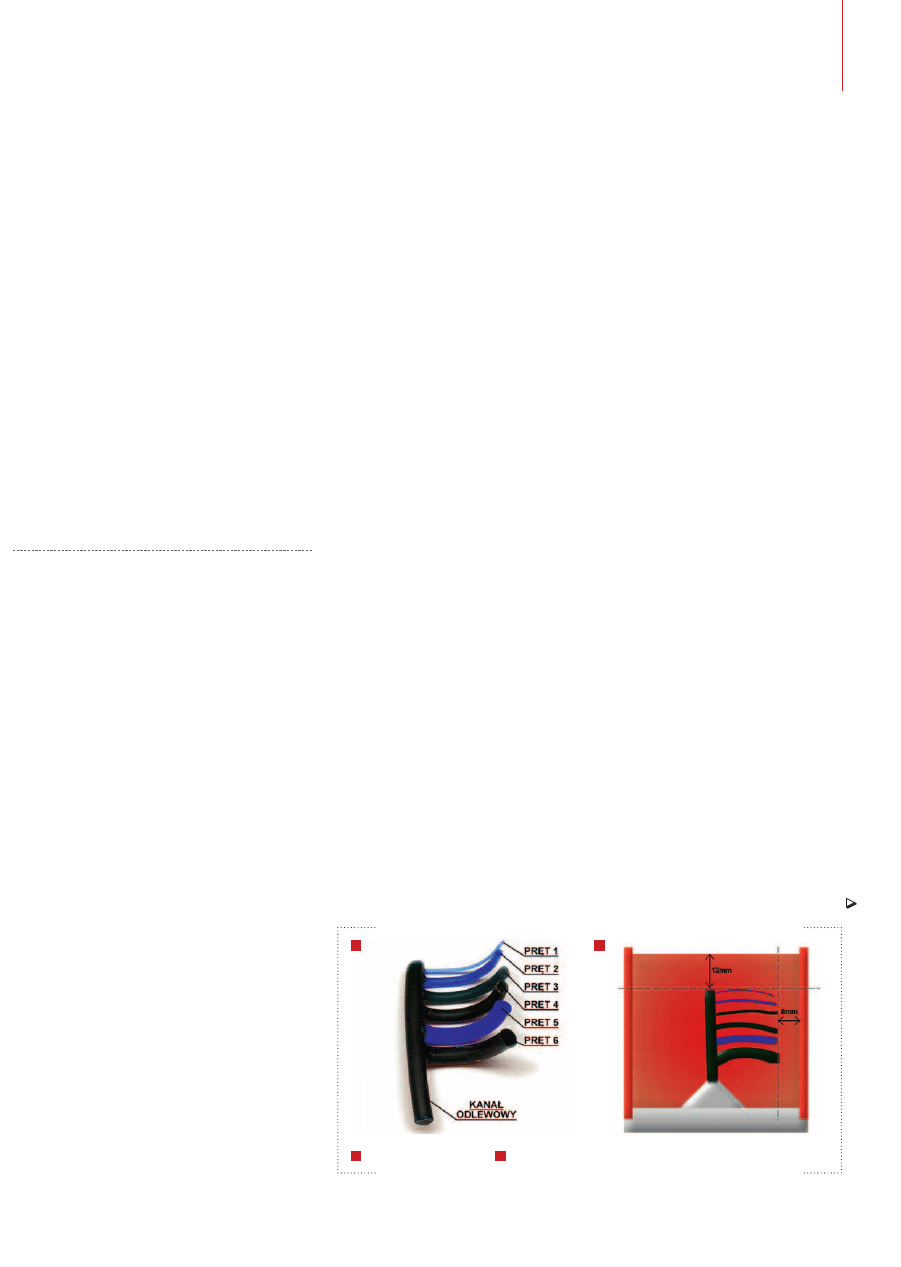
Próbka wykonana w wosku
2
Schemat umieszczenia próbki w formie silikonowej
1
2
fot. ar
chiwum autor
ów
N
O W O C Z E S N Y
T
E C H N I K
D
E N T Y S T Y C Z N Y
54
T E C H N I K A
D E N T Y S T Y C Z N A
ostatecznie dyskwalifikować odlew
do dalszych procesów obróbki i użyt-
kowania. Do chwili obecnej wykona-
nych zostało wiele badań określają-
cych wpływ wybranych parametrów
przygotowania masy formierskiej
na jakość odlewów (5). Większość
z nich skupiało się jednak na proce-
sach zachodzących podczas procesu
odlewania. W niniejszym artykule
przedstawiono skutki nieprawidłowe-
Forma
proszek i płyn
Proporcje
100 g:17 ml
Temperatura pracy
21-25°C
Czas mieszania masy
maks. 60 s
Czas wiązania
3,5-4 min
Wygrzewanie
− od zimnego pieca z prędkością 5-7°C/min
− na temperaturach 290°C i 580°C wygrzewanie przez 20-45 min
− temperatura końcowa 1050°C i utrzymanie w niej
przez 20-45 min
Rozszerzalność
podczas wiązania
ok. 0,5%
termiczna
ok. 1,1%
całkowita
ok. 1,6%
Tab. 1. Właściwości masy formierskiej Gilvest MG
Parametr
Sposób wykonania
Proporcje proszku
do płynu
300 g: 51 ml
Sposób rozrobienia
masy
1) zamieszanie ręcznie łopatką przez 10 sekund
2) mieszanie w mieszadle próżniowym przez 30 sekund
3) zalanie formy na stoliku wibracyjnym
Sposób wygrzewania
temperatura początkowa
25°C
prędkość wzrostu temp.
5°C/min
temperatura i czas przetrzymania 290°C i 580°C przez 30 min
temperatura końcowa
1050°C
czas wygrzewania w temperatu-
rze końcowej
20 min
Temperatura pierścienia
podczas odlewu
ok. 1050°C
Sposób chłodzenia
w temperaturze pokojowej
Tab. 2. Parametry wykonania próbki A
Próbka
Średnia wartość średnicy pręta ø [mm] po pomiarze w 10 miejscach
Pręt nr 1
Pręt nr 2
Pręt nr 3
Pręt nr 4
Pręt nr 5
Pręt nr 6
Wosk
0,799
2,039
2,503
3,087
3,567
4,015
A
0,752
2,055
2,571
3,071
3,658
4,075
B
0,772
2,021
2,604
3,089
3,680
4,064
C
0,786
2,041
2,582
3,085
3,678
4,021
D
–
2,041
2,64
3,092
3,759
4,034
E
0,765
2,047
2,621
3,067
3,712
4,053
F
0,766
2,029
2,585
3,091
3,697
4,079
G
–
2,017
2,587
3,066
3,698
–
H
0,823
2,068
2,658
3,127
3,749
4,093
I
–
–
–
–
–
–
J
0,759
2,100
2,581
3,057
3,747
4,083
Tab. 3. Wyniki pomiarów średnicy poszczególnych prętów próbek
go przygotowania formy odlewniczej
na odlew.
C
EL
BADAŃ
Celem niniejszych badań było okre-
ślenie wpływu przygotowania for-
my ogniotrwałej na jakość odlewu.
Uwzględniono następujące czynniki:
• proporcje proszku i płynu;
• sposoby mieszania masy i zalewa-
nia formy silikonowej;
• czas i temperatury wygrzewania
pierścieni;
• sposoby chłodzenia pierścienia
po odlewie.
P
RZYGOTOWANIE
MATERIAŁU
BADAWCZEGO
Zaprojektowane próbki miały od-
zwierciedlać problemy spotykane
w praktyce zawodowej technika den-
tystycznego. Elementy musiały być
małe i rozmieszczone względem sie-
bie w niewielkich odległościach. Osta-
tecznie zaprojektowany kształt prób-
ki wyglądem przypominał grzebień
o różnej średnicy prętów odchodzą-
cych od głównego kanału. Do wymo-
delowania próbek użyty został wosk
odlewowy w formie prefabrykowa-
nych kanałów o różnych średnicach.
W
YKONANIE
PRÓBEK
Do badań wykonano serię 10 takich
samych próbek, oznaczonych kolejno
literami od A do J. Jako główny kanał
odlewowy zastosowano drut woskowy
o średnicy ø 4 mm i długości ok. 40 mm,
ścięty pod kątem prostym. Następnie
od jego krawędzi przy pomocy nożyka
elektrycznego, nagrzanego do tempe-
ratury 180°C, zamocowano po kolei
sześć kanałów, nazywanych dalej prę-
tami, o różnych średnicach. Zgodnie
z danymi podanymi przez producenta
pałeczek woskowych pręty te miały
następujące średnice: 1 – ø 0,8 mm,
2 – ø 2,0 mm, 3 – ø 2,5 mm, 4 – ø 3,0 mm,
5 – ø 3,5 mm, 6 – ø 4,0 mm.
Długość prętów wynosiła 25 mm
i umieszczone zostały one bezpośred-
nio jeden pod drugim, w odległości
ok. 2 mm. Na koniec pręty te zaokrą-
glono w jednym kierunku przy pomo-
cy elementu w kształcie walca.
W kolejnym etapie przygotowań
każda woskowa próbka została za-
mocowana na stożku odlewniczym
i silikonowym pierścieniu o średnicy
ø 62 mm w taki sposób, aby odległość
od brzegu pierścienia wynosiła przy-
najmniej 8 mm. Następnie formę za-
3
/ 2 0 1 3
55
T E C H N I K A
D E N T Y S T Y C Z N A
lano masą osłaniającą, pozostawiono
do zastygnięcia, wygrzano i zalano
ciekłym metalem. Po wystygnięciu
formy odlew został oczyszczony
z masy poprzez mechaniczne wybi-
cie, a następnie obróbkę strumienio-
wo-ścierną przez trójtlenek glinu (ko-
rundem) o wielkości ziarna 200 μm,
pod ciśnieniem 4 barów.
Masa formierska (ogniotrwała)
Do uzyskania formy odlewniczej uży-
ta została masa formierska do wyso-
kotopliwych stopów chromowo-ko-
baltowch, Gilvest MG firmy BEGO.
Szczegółowe informacje o masie roz-
rabianej ze 100-proc. stężeniem płynu
podano w tab. 1.
Szczegółowe informacje o wszyst-
kich parametrach dla sposobu wyko-
nania form dla poszczególnych pró-
bek opisano w tab. 2, a otrzymane
odlewy oraz ogólny stan pierścieni
po odlewie przedstawiono w wyni-
kach na ryc. 3-12:
• parametry próbki B – jak w A, zmie-
niając stosunek płynu do proszku
masy (20% większy niż zalecony
przez producenta);
• parametry próbki C – jak w A, zmie-
niając stosunek płynu do proszku
masy (20% mniejszy niż zalecony
przez producenta);
• parametry próbki D – jak w A, jed-
nak forma została zalana masą,
nierozrobioną w mieszadle próż-
niowym i bez użycia stolika wibra-
cyjnego;
• parametry próbki E – forma po odle-
wie gwałtownie wystudzona w wo-
dzie o temperaturze ok. 16°C;
• parametry próbki F – forma po od-
lewie studzona razem z piecem,
od 1000°C do 150°C, następnie
w temperaturze pokojowej;
• parametry próbki G – forma po wy-
grzaniu odstawiona do całkowitego
wystygnięcia i dopiero odlana;
• parametry próbki H – wykonanie
i wygrzanie zgodne z zaleceniami
producenta, następnie forma zosta-
Próbka
A
B
C
D
E
F
G
H
I
J
Twardość
[HV
1
]
353,3 352,7 355,2 350,1 364,9 344,7 392,8 356,0 415,4 360,3
Tab. 7. Wyniki badań twardości metodą Vickersa HV
1
Próbka
Pręt nr 1
Pręt nr 2
Pręt nr 3
Pręt nr 4
Pręt nr 5
Pręt nr 6
A
-5,88%
0,76%
2,72%
-0,52%
2,52%
1,48%
B
-3,40%
-0,88%
2,60%
0,04%
3,16%
1,24%
C
-22,96%
0,40%
3,16%
-0,08%
3,08%
0,12%
D
-83,32%
0,12%
5,48%
1,16%
3,92%
1,88%
E
-4,24%
0,40%
4,72%
-0,64%
4,08%
3,80%
F
-4,12%
-1,96%
3,28%
0,52%
3,64%
1,60%
G
-91,16%
-1,08%
3,36%
-0,68%
3,68%
-25,56%
H
2,92%
1,44%
6,20%
1,30%
5,12%
1,96%
I
-87,52%
-34,76%
0,44%
-14,72%
2,08%
-4,88%
J
-41,16%
3,00%
3,12%
0,96%
5,08%
1,68%
Tab. 6. Procentowe różnice długości odlanych prętów w stosunku do woskowych
Próbka
Długość poszczególnych prętów [mm]
Pręt nr 1
Pręt nr 2
Pręt nr 3
Pręt nr 4
Pręt nr 5
Pręt nr 6
A
23,53
25,19
25,68
24,87
25,63
25,37
B
24,15
24,78
25,65
25,01
25,79
25,31
C
19,26
25,1
25,79
24,98
25,77
25,03
D
4,17
25,03
26,37
25,29
25,98
25,47
E
23,94
25,1
26,18
24,84
26,02
25,95
F
23,97
24,51
25,82
25,13
25,91
25,4
G
2,21
24,73
25,84
24,83
25,92
18,61
H
25,73
25,36
26,55
25,325
26,28
25,49
I
3,12
16,31
25,11
21,32
25,52
23,78
J
14,71
25,75
25,78
24,76
26,27
25,42
Tab. 4. Wyniki pomiarów długości poszczególnych prętów próbek
Próbka
Pręt nr 1
Pręt nr 2
Pręt nr 3
Pręt nr 4
Pręt nr 5
Pręt nr 6
A
-5,88%
0,78%
2,72%
-0,52%
2,55%
1,49%
B
-3,38%
-0,88%
4,04%
0,06%
3,17%
1,22%
C
-1,62%
0,10%
3,16%
-0,06%
3,11%
0,15%
D
-
0,10%
5,48%
1,16%
5,38%
0,47%
E
-4,26%
0,40%
4,71%
-0,65%
4,07%
0,95%
F
-4,13%
-0,49%
3,28%
0,13%
3,64%
1,60%
G
-
-1,08%
3,36%
-0,68%
3,67%
-
H
3,00%
1,42%
6,19%
1,30%
5,10%
1,94%
I
-
-
-
-
-
-
J
-5,00%
2,99%
3,12%
-0,97%
5,05%
1,69%
Tab. 5. Procentowe różnice średnic odlanych prętów w stosunku do woskowych
ła pozostawiona do wystygnięcia
i ponownie wygrzana zgodnie z za-
leceniami producenta i odlana;
• parametry próbki I – forma wygrza-
na do temperatury końcowej niższej
niż zalecona przez producenta;
• parametry próbki J – forma wygrza-
na do temperatury końcowej niższej
niż zalecona przez producenta.
Do wykonania próbek użyto mie-
szadła próżniowego Twister 230
V firmy Fenfert. Mieszadło miało
możliwość regulacji czasu i szybkości
(150÷450 obr./min) mieszania oraz
system automatycznego sprzężenia
kubka z masą. Wygrzewanie form
wykonano w piecu NT 1313. Do wy-
konania odlewu użyte zostały prefa-
brykowane kostki stopu chromowo-
kobaltowego Wironit LA firmy BEGO.
W
YKONANE
BADANIA
Na otrzymanych próbkach wyko-
nano badania makroskopowe, bada-
N
O W O C Z E S N Y
T
E C H N I K
D
E N T Y S T Y C Z N Y
56
T E C H N I K A
D E N T Y S T Y C Z N A
nia wymiarowe oraz pomiary twar-
dości.
Badanie makroskopowe
Celem przeprowadzenia badania było
określenie, z jaką dokładnością otrzy-
many odlew odwzorowuje kształt
i cechy próbki z etapu wosku. W tym
celu każdą z próbek poddano obser-
wacji po oczyszczeniu ich powierzch-
ni z masy formierskiej. Obserwacji
poddano również ostygniętą formę
odlewniczą po procesie odlewania.
Badania wymiarowe
Badania wykonano w celu określenia
wymiarów poszczególnych prętów
w próbkach i porównaniu ich z mo-
delami woskowymi. Badanie przebie-
gało w 2 etapach:
1. na każdym pręcie zmierzono śred-
nicę w 10 losowo wybranych punk-
tach i obliczono średnią;
2. wykonano pojedyncze pomiary dłu-
gości poszczególnych prętów.
Punkty do pomiarów średnic prę-
tów zostały wybrane w taki sposób,
aby nie uwzględniały niedoskonało-
ści na powierzchni odlewu, jak np.
pęcherze czy niedolane fragmenty.
Zmierzone zostały także średnice
dr utów woskowych w tempera-
turze pokojowej i właśnie do nich
odniesiono się przy wynikach. Po-
równując średnice odlewu ze śred-
nicami woskowymi, możliwe zosta-
ło określenie stopnia procentowej
dokładności otrzymanych odlewów.
Wyniki pomiarów umieszczone
zostały w tab. 3 i 4. Kolejnym kro-
kiem było procentowe porównanie
otrzymanych wyników pomiarów
poszczególnych prętów do wyników
prętów woskowych. Wyniki opisano
w tab. 5 i 6.
Badanie twardości
W celu określenia różnic we wła-
ściwościach otrzymanych odlewów
w poszczególnych próbkach wyko-
nano badanie twardości metodą Vic-
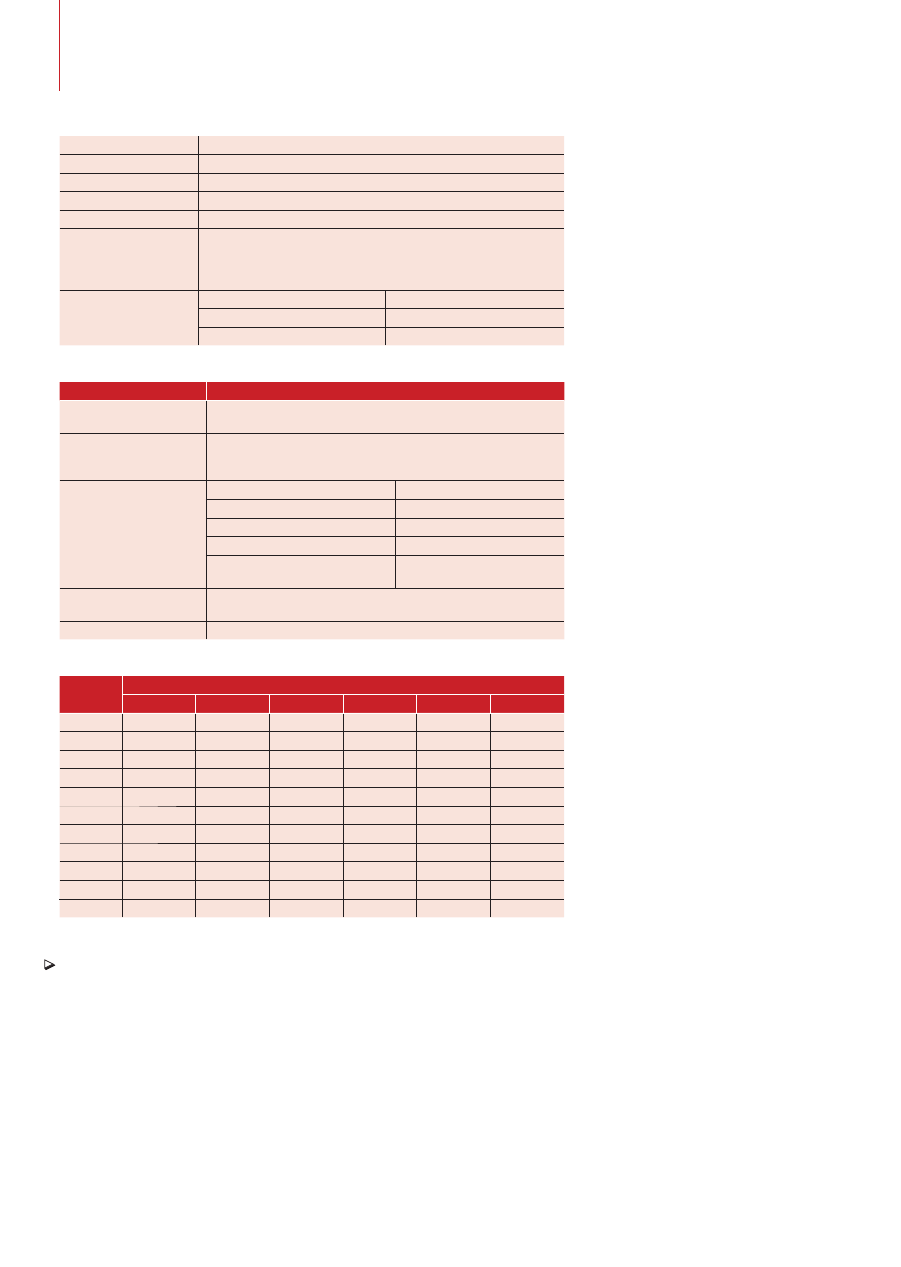
3a
Próbka A po obróbce strumieniowo-ściernej
3b
Widok formy próbki A po odlewie
4a
Próbka B
po obróbce strumieniowo-ściernej
4b
Widok formy próbki B po odlewie
5a
Próbka C po obróbce stru-
mieniowo-ściernej
5b
Widok formy próbki C po odlewie
6a
Próbka D po obróbce strumieniowo-ściernej
6b
Widok formy próbki D po odlewie
3a
3b
4a
4b
5a
5b
6a
6b

3
/ 2 0 1 3
kersa. W badaniu wykorzystano przekroje prętów o naj-
większych średnicach.
W
YNIKI
BADAŃ
Wyniki badań makroskopowych
Wyniki badań makroskopowych przedstawiono na
ryc. 3-12.
Wyniki badań pomiarowych
W przedstawionych w tab. 3 wynikach pomiarów śred-
nic prętów nie brano pod uwagę prętów niedolanych,
natomiast przy pomiarach długości prętów, opisanych
w tab. 4, zmierzono także te niedolane i uwzględniono
je w procentowej różnicy długości w stosunku do prętów
woskowych.
O
MÓWIENIE
WYNIKÓW
Omówienie wyników badań makroskopowych
Ocena stanu form po odlewie
Oględziny okiem nieuzbrojonym stanu form odlewniczych
po odlewie wskazują, że wymagane właściwości wytrzy-
małościowe nie zachowały formy dla próbek C, G, H oraz I.
Objawiło się to pęknięciami widocznymi na ich powierzch-
ni. Pozostałe formy nie uległy uszkodzeniu. Jedynie forma
dla próbki D wyróżniała się od pozostałych pod względem
wyglądu (także przed wygrzaniem), ponieważ na całej jej
powierzchni widoczne były pęcherze różnej wielkości,
wynikające ze sposobu rozrobienia masy.
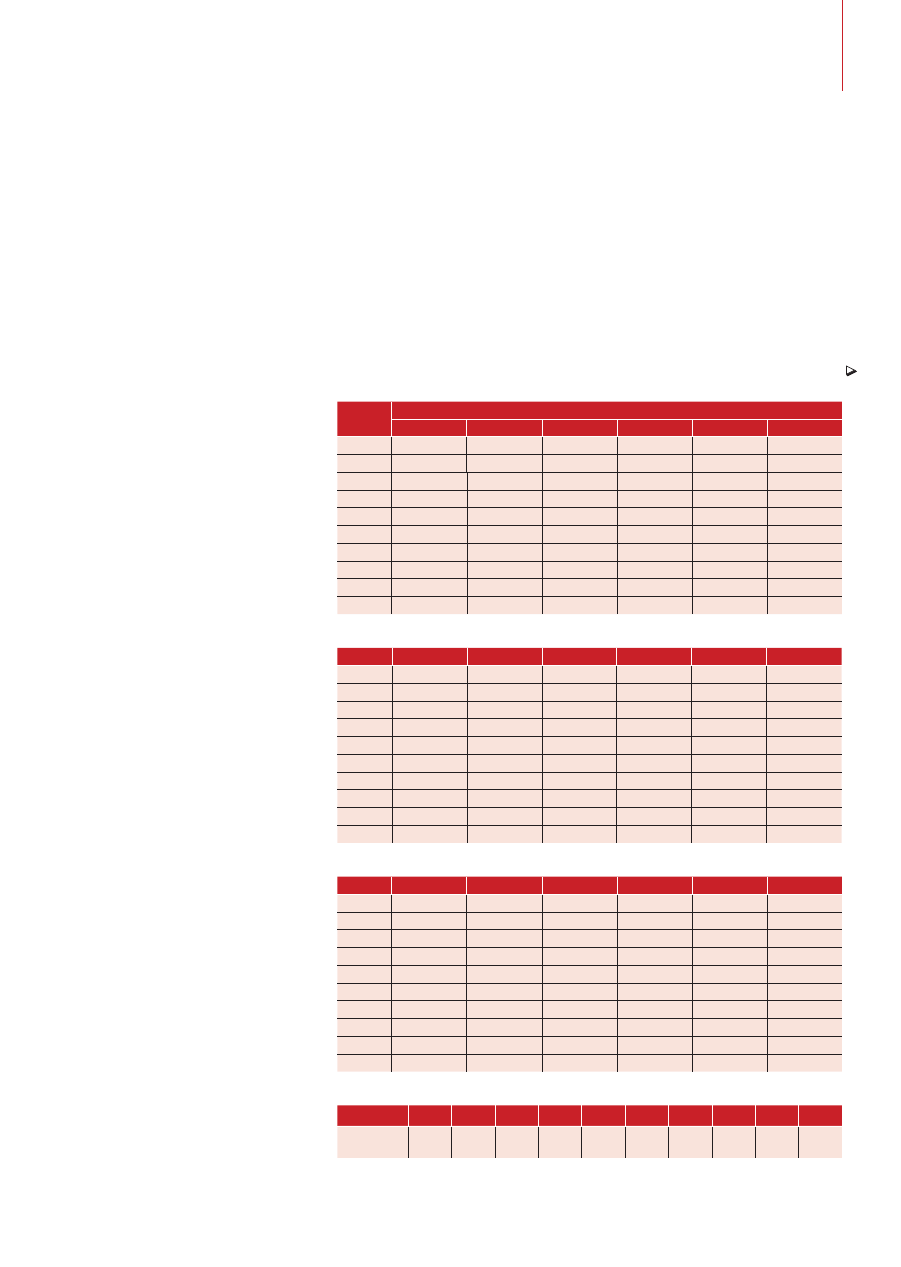
Największe uszkodzenia powstały na formie prób-
ki G, a więc formy, która miała temperaturę pokojową
podczas odlewu. Pęknięcia te były tak głębokie, że doszło
do nich również w obrębie wnęki formy. Przyczyną po-
wstania takich pęknięć mogła być zbyt duża różnica tem-
peratur pomiędzy formą a płynnym metalem w momencie
odlewu, w wyniku czego forma zbyt gwałtownie odebrała
ciepło i spowodowało to jej uszkodzenie.
Podobne pęknięcia zarówno z zewnątrz, jak i wewnątrz
formy wykazała forma próbki H, czyli wygrzewanej dwu-
krotnie. W tym wypadku przyczyną uszkodzenia formy
mogła być jej częściowa dezintegracja, spowodowana
zbyt długim czasem wygrzewania, w wyniku czego forma
utraciła w pewnym stopniu swoje właściwości wytrzyma-
łościowe.
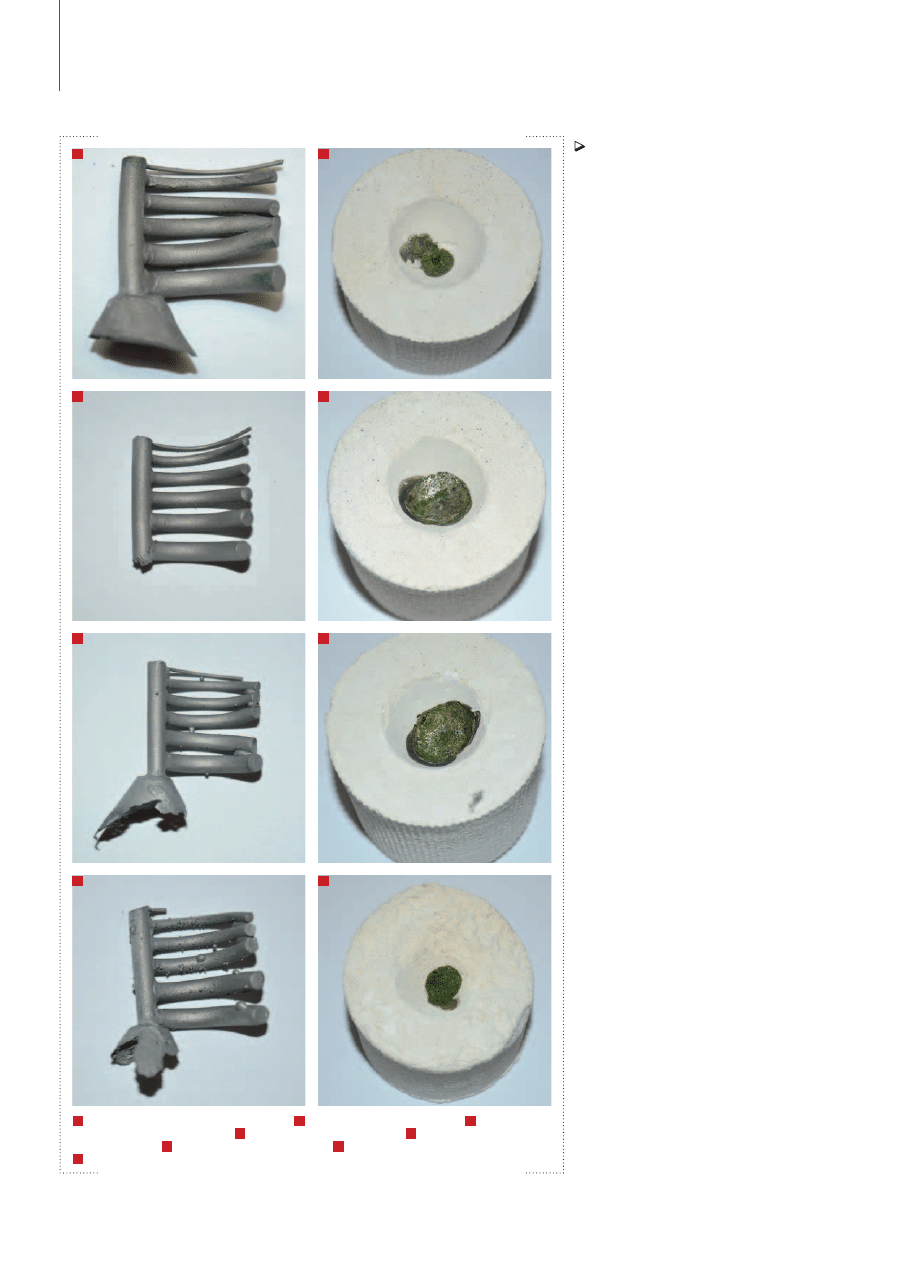
W przypadku formy dla próbki C powstałe pęknięcie
formy miało charakter powierzchowny i wystąpiło w oko-
licy leja. Pęknięcie nie były na tyle głębokie, aby uszkodzić
wnękę formy.
Ciekawy przypadek stanowiła forma dla próbki I, któ-
rej odlewanie odbyło się, gdy forma została wygrzana
jedynie do temperatury 450°C. Już sam kolor formy od-
biegał od pozostałych, a spowodowany był niezakoń-
N
O W O C Z E S N Y
T
E C H N I K
D
E N T Y S T Y C Z N Y
58
T E C H N I K A
D E N T Y S T Y C Z N A
czonym procesem wytopienia się
wosku z wnętrza formy, w wyniku
czego forma została zanieczyszczo-
na ciemnym nalotem z oparów. Pęk-
nięcia powstałe na formie, podobnie
jak przy próbce C, miały charakter
powierzchowny. Ich obecność mogła
zostać spowodowana w wyniku zbyt
niskiej temperatury formy w stosun-
ku do płynnego metalu, podobnie jak
w przypadku formy dla próbki G.
Ocena stanu próbek po odlewie
Z obserwacji wynikało, że najlepszej
jakości odlewy otrzymano w prób-
kach A, B, E oraz F. Wszystkie te prób-
ki miały w pełni odlane wszystkie
pręty, a także zadowalającą jakość
powierzchni i były wolne od defek-
tów. W próbka E i F zaobserwowano
niewielkie pęcherze, które jednak
nieznacznie wpływają na ogólną oce-
nę jakości powierzchni. Ich powsta-
nie mogło zostać spowodowane zbyt
krótkim czasem mieszania mas for-
mierskich w mieszadle próżniowym,
zbyt szybkim zalewaniem modelu
woskowego rozrobioną masą formier-
ską lub też porowatością samej masy,
przez co na powierzchni woskowej
próbki osadzały się drobne pęcherze
powietrza, które później wypełnione
zostały ciekłym metalem.
Większe pęcherze powietrza poza-
mykały się na powierzchniach próbek
C i D, co znacząco wpłynęło na jakość
ich powierzchni. W próbce C pęche-
rze powstały w obszarach pomiędzy
poszczególnymi prętami. Spowodowa-
ne to było zwiększoną gęstością masy,
która trudniej zapływała pomiędzy
poszczególne elementy próbki. Także
zawarte w masie pęcherze powietrza
trudniej się uwalniały z masy, w wyni-
ku czego osadzały się na powierzchni
odlewu. W przypadku próbki D pęche-
rze widoczne są na całej powierzchni
odlewu. Taki stan powierzchni wyni-
ka ze sposobu rozrobienia masy, która
nie była prawidłowo wymieszana i od-
gazowana. Powstanie takich defektów
7a
Próbka E po obróbce strumieniowo-ściernej
7b
Widok formy próbki E po odlewie
8a
Próbka F
po obróbce strumieniowo-ściernej
8b
Widok formy próbki F po odlewie
9a
Próbka G po obróbce stru-
mieniowo-ściernej
9b
Widok formy próbki G po odlewie
10a
Próbka H po obróbce strumieniowo-ściernej
10b
Widok formy próbki H po odlewie
7a
7b
8a
8b
9a
9b
10a
10b
3
/ 2 0 1 3
59
T E C H N I K A
D E N T Y S T Y C Z N A
jak w próbkach C i D nie musi dys-
kwalifikować odlewu od jego przezna-
czenia, jednak znacząco wydłużony
zostaje czas opracowania mechanicz-
nego odlewu.
Analiza jakości odlewu w próbce I
była nieco bardziej skomplikowana
niż w przypadku innych próbek.
Na całej powierzchni próbki wystąpi-
ły znaczne porowatości i niedolania.
Przyczynami otrzymania odlewu o tak
znacznych defektach były przede
wszystkim zbyt krótki czas wygrze-
wania formy oraz jej temperatura.
Omówienie wyników
badań pomiarowych
Porównując ze sobą wyniki, można
stwierdzić, że zmiany wymiarów
w zbliżonym do siebie stopniu wystę-
pują na całej objętości poszczególnych
prętów. Pręty o najmniejszej średnicy
nr 1 we wszystkich próbkach wyka-
zały zmniejszenie swoich wymiarów,
natomiast pręty nr 3, 5 i 6 wykazały
tendencję do zwiększenia objętości.
Pręty nr 2 i 4 w różnych próbkach
wykazywały inne wymiary. Spośród
wyników najbardziej wyróżniają się
wyniki pomiarów średnicy dla prób-
ki H. Wszystkie pręty w tej próbce
zwiększyły swoje wymiary w stosun-
ku do woskowych. Przyczyną otrzy-
mania takiego odlewu może być zbyt
długie wygrzewanie masy, powodują-
ce jej dezintegrację, co może skutko-
wać zaburzeniem stopnia ekspansji
masy zarówno podczas wygrzewania,
jak i podczas chłodzenia.
Omówienie wyników
badań twardości
Badania wykazały, że próbki A, B,
C, D oraz H charakteryzuje zbliżona
twardość 350,1÷356HV
1
. Od tych wy-
ników nieznacznie odbiega twardość
próbki E, wynosząca 364,9HV
1
, która
chłodzona była szybciej niż pozosta-
łe próbki, oraz próbka J – 360,3HV
1
.
Najmniejszą średnią twardość miała
próbka F – 344,7HV
1
. Najwyższą na-
tomiast średnią twardość miała prób-
ka I – 415,4HV
1
, a także stosunkowo
wysoką próbka G – 392,8HV
1
.
W
NIOSKI
1. Proporcje proszku do płynu przy
rozrabianiu masy formierskiej po-
wodują niewielkie różnice wymia-
rowe poszczególnych elementów
otrzymanych odlewów w stosunku
do modelu woskowego, ale istotnie
wpływają na jakość ich powierzch-
ni – im większa ilość płynu, tym
mniejsze chropowatość i liczba de-
fektów.
2. Użycie mieszadła próżniowego
oraz stolika wibracyjnego podczas
rozrabiania masy formierskiej jest
istotnym etapem, aby uzyskać for-
mę o wymaganych właściwościach
wytrzymałościowych i porowatości
pozwalającej na swobodne usunię-
cie gazów z wnętrza formy podczas
odlewu. Istotnie ogranicza także po-
wstawanie defektów na powierzch-
ni odlewu, spowodowanych za-
mkniętymi pęcherzami powietrza
w masie.
3. Sposób chłodzenia formy po od-
lewie wpływa na właściwości od-
lewu. Im szybciej chłodzona jest
forma, tym twardość uzyskanego
odlewu jest wyższa.
4. Na jakość odlewu istotny wpływ
ma sposób wygrzewania formy,
a zwłaszcza jej temperatura końco-
wa. Im większa jest różnica tempe-
ratur pomiędzy formą odlewniczą
a ciekłym metalem, tym większe
prawdopodobieństwo uszkodzenia
formy, co może wpłynąć na jakość
powierzchni odlewu.
1-4
Politechnika Łódzka, Instytut Inżynierii
Materiałowej
4
Uniwersytet Medyczny w Łodzi,
Zakład Technik Dentystycznych
Katedry Stomatologii Odtwórczej
Piśmiennictwo dostępne w redakcji.
11a
Próbka I po obróbce strumieniowo-ściernej
11b
Widok formy próbki I po odlewie
12a
Próbka J po ob-
róbce strumieniowo-ściernej
12b
Widok formy próbki J po odlewie
11a
11b
12a
12b
Document Outline
- Technik_3_2013_53
- Technik_3_2013_54
- Technik_3_2013_55
- Technik_3_2013_56
- Technik_3_2013_57
- Technik_3_2013_58
- Technik_3_2013_59
Wyszukiwarka
Podobne podstrony:
technik artykul 2013 03 39167
technik artykul 2013 03 39166
technik artykul 2013 03 39186
technik artykul 2013 03 39175
technik artykul 2013 03 39180
technik artykul 2013 03 39163
technik artykul 2013 03 39185
technik artykul 2013 03 39178
technik artykul 2013 03 39187
technik artykul 2013 03 39165
technik artykul 2013 03 39161
technik artykul 2013 03 39170
technik artykul 2013 03 39176
technik artykul 2013 03 39179
technik artykul 2013 03 39182
technik artykul 2013 03 39174
technik artykul 2013 03 39173
technik artykul 2013 03 39169
technik artykul 2013 06 40592
więcej podobnych podstron