N
O W O C Z E S N Y
T
E C H N I K
D
E N T Y S T Y C Z N Y
48
T E C H N I K A
D E N T Y S T Y C Z N A
Gipsy i modele gipsowe
je tym, że materiał ten potrzebuje
mniej wody do zamieszania – około
30-34 g wody na 100 g gipsu. Czas
wiązania jest bardzo krótki i wynosi
około 5 minut. Jako surowiec służy
do wytwarzania gipsu klasy 3 (jeśli
jest bardzo biały, to może być uży-
wany jako gips o zastosowaniu orto-
dontycznym). Podobnie jak w przy-
padku gipsu modelowego, podczas
przetwarzania wymaga podbarwie-
nia na kolor żółty, niebieski lub zie-
lony, opóźnienia czasu wiązania oraz
uplastycznienia.
Gips może być również pozyskiwa-
ny w wyniku innych reakcji chemicz-
nych (gips syntetyczny), np. w insta-
lacjach odsiarczania spalin lub jako
produkt uboczny podczas wytwarza-
nia kwasu siarkowego. Kiedy zosta-
nie przetworzony w gips półwodny,
może być z powodzeniem wykorzy-
stywany jako surowiec do produkcji
gipsu kl. IV. Ponieważ ma on bardzo
równomierne kryształy, a z kolei nie
zawiera zanieczyszczeń pochodzą-
cych z kwarcu, do jego wymieszania
może być użyte około 20 g wody
na 100 g gipsu. Po wprowadzeniu
środków do upłynnienia, modyfika-
torów ekspansji oraz pigmentów uzy-
skuje się gips klasy czwartej.
Czasami zachodzi konieczność
zastosowania gipsów o specjalnych
przeznaczeniach, np. gipsu artykula-
cyjnego, który nie jest lejny i ma krót-
ki czas wiązania. Składem przypo-
mina gips klasy 3. W przypadku mo-
deli dzielonych stosuje się gips kla-
sy 4 na podstawy modeli, ze względu
na zgodność pomiędzy współczyn-
nikiem ekspansji gipsu na koronie
G
IPSY
Samo słowo gips wywodzi się z języ-
ka greckiego, oznacza murowanie,
kredę lub cement. Rozdrobniony gips
jest wypalany w piecach obrotowych
w temperaturze 130-150°C. Traci
wówczas swoją wodę krystaliczną,
przechodząc w odmianę beta gipsu
półwodnego. Ma zastosowanie w bu-
downictwie jako składnik tynków,
mas szpachlowych czy płyt gipsowo-
kartonowych. Jeśli uprzednio został
bardzo drobno zmielony i nie jest za-
nieczyszczony, może być używany
jako gips alabastrowy do wykonywa-
nia różnego typu elementów dekora-
cyjnych. Odmiana beta jest stosowa-
na również w technice dentystycznej
jako surowiec do wytwarzania gipsu
modelowego 2 klasy. Podczas pro-
dukcji dodaje się do niej substancje
przyspieszające czas wiązania oraz
upłynniające, tak aby do zmieszania
tego gipsu można było użyć około
50 g wody/100 g gipsu. Wbrew na-
zwie służy do prac pomocniczych,
gdyż sam jest zbyt kruchy, aby można
było wykonać z niego model, szcze-
gólnie jeśli są widoczne pojedyncze
rozchwiane zęby. Dodatkowo pod-
czas polimeryzacji akrylu na gorąco
w puszce może po prostu pęknąć,
co spowoduje połączenie się ze sobą
gipsu i akrylu, czyli duże kłopoty.
Druga odmiana gipsu półwodnego,
którą wytwarza się w autoklawach
pod zwiększonym ciśnieniem oraz
w temperaturze 130-150°C, ma inną
strukturę krystaliczną i zwie się
odmianą alfa. W obrazie mikrosko-
powym kryształy są drobniejsze,
bardziej jednorodne, co owocu-
TITLE
Gypsum and gypsum model
SŁOWA KLUCZOWE
gips, model
gipsowy, właściwości fizyczne gipsu
STRESZCZENIE
Gips jest jednym
z pierwszych materiałów pomocniczych
stosowanych w protetyce dentystycznej.
Choć o gipsie napisano już wiele, ciągle
jeszcze można spotkać się z problemem,
jak wykonać dobry model gipsowy, oraz
tym, że gips potrafi się kruszyć czy też
zmieniać wymiary. Celem tego artykułu
jest przedstawienie czytelnikowi swoich
przemyśleń dotyczących samego gipsu.
KEY WORDS
gypsum, gypsum model,
phisiscal properties of gypsum
SUMMARY
Gypsum was one
of the first material used in prosthetic
dentistry. In literature you can find
a lot of article about gypsum properties
and working conditions. But during
my contact with dental technician
it is possible to find many questions
and some problems about pouring
of gypsum model, crushing of gypsum,
or dimension changing. The aim of this
article was introducing my over thinking
about this kind of product.
dr Zbigniew Raszewski
G
ips, a właściwie pół-
wodny siarczan wapnia,
jako taki jest wytwarzany
poprzez zmielenie skały
zawierającej uwodniony
siarczan wapnia.

3
/ 2 0 1 3
modelu i tego na podstawie. Produkowany jest on z od-
miany alfa, ale z dużą ilością środka uplastyczniającego.
Barwiony najczęściej na kolor intensywnie niebieski,
ceglasty czy zielony. Do zarobienia używa się 25 g wo-
dy/100 g gipsu i jest on bardzo płynny. Odznacza się bar-
dzo małą ekspansją na poziomie 0,07-0,1%. Kiedy okazuje
się, że praca wykonana w metalu jest „za ciasna” i należy
ją powtórzyć, przydaje się gips klasy 5, który jest jeszcze
twardszy od klasy 4, a dodatkowo odznacza się większą
ekspansją.
Właściwości fizyczne a właściwości użytkowe gipsów
Kiedy sięgamy po opakowanie gipsu, często na ulotce lub
etykietce znajdujemy szereg cyfr. Są tam między innymi:
typ gipsu, proporcje mieszania, czas wiązania, twardość
czy też rozszerzalność linowa (ekspansja).
C
ZAS
WIĄZANIA
GIPSU
Wszystkie parametry zapisane na ulotce są słuszne, jeśli
przestrzegamy dwóch podstawowych zasad. Do zarabia-
nia gipsu użyjemy wody destylowanej i zarówno gips, jak
i woda mają temperaturę 23°C. Jeśli jest chłodniej, wów-
czas wiadomo, że gips taki będzie wiązał dłużej. Kiedy
ma on temperaturę około 15°C, to dla przykładu zamiast
związać na 10 minut może utwardzić się po 17 minutach.
Jeśli zaś jest gorąco, to wszystko przyspiesza, a więc i czas
sieciowania gipsu jest znacznie krótszy.
Należy jeszcze rozróżniać pomiędzy sobą trzy sprawy:
czas pracy, czyli de facto czas, w którym możemy wyko-
nać „coś” z danego gipsu. W przypadku gipsu, gdzie pro-
ducent podaje czas wiązania, np. 10-14 minut, faktyczny
czas pracy wynosi około 3-4 minut.
Czas wiązania jest parametrem czysto umownym, mó-
wiący nam jedynie, po jakim czasie w powierzchnię gipsu
nie będziemy w stanie zagłębić igły lub drucika (mierzony
np. za pomocą aparatu Vicata).
Trzecią sprawą jest czas uwalniania modelu z wycisku,
czyli po jakim czasie możemy przystąpić do dalszej pracy.
Czasami króluje tutaj stara zasada, jeśli podstawy modelu
nie jesteśmy w stanie zarysować za pomocą paznokcia,
to znaczy, że można uwolnić wycisk. Czas ten nie jest jed-
nak całkiem jednoznaczny. Po pierwsze, zależy od tempe-
ratury gipsu i wody oraz proporcji mieszania pomiędzy
gipsem a wodą. Po drugie, zależy od tego, czy wycisk jest
wykonany masą alginatową, czy też silikonową. Wyciski
alginatowe zawierają w swoim składzie około 60-70%
wody oraz nieprzereagowany alginian sodu. Zarówno
nadmiar wody, jak i resztki alginianu opóźniają czas wią-
zania gipsu oraz osłabiają jego odporność na zgniatanie.
Dlatego też często zdarza się, że podczas uwalniania ta-
kiego wycisku następuje pękanie zębów.
N
O W O C Z E S N Y
T
E C H N I K
D
E N T Y S T Y C Z N Y
50
T E C H N I K A
D E N T Y S T Y C Z N A
Kolejną sprawą, która wpływa
na czas uwalniania wycisków, jest
sam obraz jamy ustnej pacjenta,
w przypadku zębów rozchwianych
lub pojedynczych zdarza się, że trze-
ba czekać nawet 60-70 minut przed
uwolnieniem modelu z wycisku.
Na czas wiązania mają również
wpływ czystość miski i szpatułki.
Wiadomo bowiem, że nawet nie-
wielki dodatek gipsu dwuwodnego
przyspiesza czas wiązania. Używając
Działanie
Czas wiązania
Konsystencja
Ekspansja
Twardość
Zwiększenie ilości wody
Wydłużenie czasu wiązania
Bardziej płynny
Zmniejszenie
Obniżenie
Zmniejszenie ilości wody
Skrócenie
Mniejsza płynność
Zwiększenie
Podwyższenie
Wydłużenie czasu mieszania
Skrócenie
Mniejsza płynność
Zwiększenie
–
Zwiększenie temperatury wody
z 23°C na 30°C
Skrócenie
Mniejsza płynność
Zwiększenie
–
Tab. 1. Porównanie zmian parametrów fizycznych gipsu
fot. ar
chiwum autora
gipsu z obcinarki (woda gipsowa, za-
wiesina gipsu dwuwodnego), może-
my przyspieszyć czas wiązania gipsu
z 12 do 4 minut.
Innym, starym i sprawdzonym spo-
sobem przyspieszania czasu wiązania
gipsu jest jego posolenie. Sól kuchen-
na w stężeniu do około 3% przyspie-
sza czas wiązania, ale w wyższym
zaczyna go opóźniać. Dodatkowo sól
kuchenna powoduje osłabienie gipsu
na zgniatanie.
Jak więc postępować z wyciskami
alginatowymi, aby uniknąć niepowo-
dzeń podczas wykonywania modeli?
1) Wycisk przemyć pod strumie-
niem wody i osuszyć.
2) Jeśli nie był dezynfekowany (nie
jest wyraźnie zaznaczone, że był)
– poddać procesowi dezynfekcji
poprzez zanurzenie w roztwo-
rze środka dezynfekującego lub
za pomocą metody spray. Do de-
zynfekcji nie używać preparatów
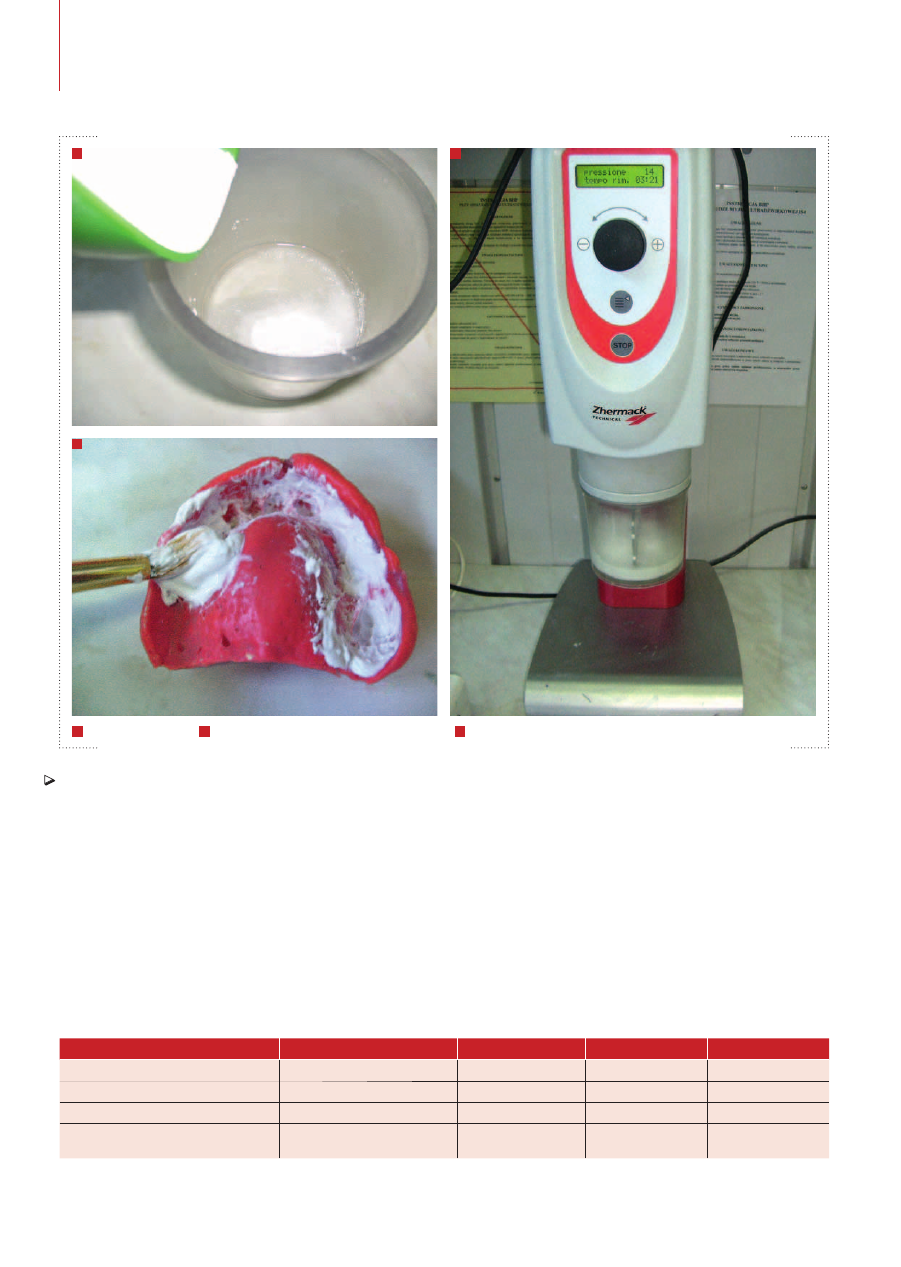
1
Mieszanie gipsu i wody
2
Do tego celu najlepiej użyć mieszadła próżniowego
3
Rozprowadzenie cienkiej warstwy gipsu
1
3
2
3
/ 2 0 1 3
51
T E C H N I K A
D E N T Y S T Y C Z N A
E
KSPANSJA
GIPSU
Podczas wiązania gips, jako jeden
z niewielu materiałów stosowa-
nych w protetyce stomatologicznej,
zwiększa swoją objętość. Dzieje się
to na skutek wzrostu kryształów
we wszystkich kierunkach. Utworzo-
ne kryształy są na ogół większe niż
kryształy gipsu półwodnego. Ekspan-
sja gipsu jest zmienna i zależy od wie-
lu czynników: proporcji mieszania
gipsu z wodą – im więcej wody, tym
mniejsza ekspansja. Im mniej wody,
tym zmiany wymiarów większe.
Ma to szczególne znaczenie w przy-
padku gipsów o wysokiej ekspansji
w pracach w acetalu i nylonie. Sto-
suje się tutaj gipsy o ekspansji około
0,7 = 1%. Taką ekspansję uzyskuje
się jednak, jeśli ściśle wedle zaleceń
producenta odważymy wodę i gips.
Dla przykładu: jeśli zamieszamy
18 g wody na 100 g gipsu, ekspan-
sja wyniesie 0,75%, ale jeśli użyjemy
20 g wody na 100 g gipsu, ekspansja
zmaleje do 0,5%.
na bazie alkoholu, gdyż wysusza-
ją one masę alginatową.
3) Po zdezynfekowaniu powtór-
nie przemyć pod strumieniem
wody.
4) Aby wyeliminować niekorzystny
wpływ alginanianu na wiązanie
gipsu, wycisk zanurzyć w wodzie
gipsowej na około 2-3 minuty.
Spowoduje to, że resztki nieprze-
reagowanego alginianu zostaną
usieciowane przez jony wapnia
z gipsu.
5) Można też powierzchnię wyci-
sku przesypać delikatnie suchą
warstwą gipsu, którą zmywa się
pod strumieniem wody. Przynosi
to ten sam efekt co „kąpiel” w wo-
dzie gipsowej.
6) Przystąpić do zmieszania wody
z gipsem. W celu polepszenia re-
zultatów dobrze jest użyć miesza-
dła próżniowego.
7) Umieścić wycisk na stoliku wi-
bracyjnym.
8) Wylać zarobiony gips w najwyż-
szym punkcie wycisku, aż do cał-
kowitego wypełnienia wycisku.
9) Jeśli wycisk jest bardzo trudny,
pierwszą cienką warstwę gipsu
można nanieść na wycisk za po-
mocą pędzelka, delikatnie roz-
cierając po całej powierzchni
wycisku, zwracając uwagę, aby
nie zamknęły się pęcherzyki po-
wietrza w okolicach guzków zę-
bowych czy otwartej kieszonki.
10) Uformować podstawę modelu.
11) Połączyć łyżkę wyciskową z pod-
stawą, starając się zachować rów-
noległość łyżki do stolika lub
blatu, na którym wykonujemy
model.
12) Po związaniu gipsu umieścić łyż-
kę wyciskową z modelem na bla-
cie tak, aby podstawa znajdowała
się u góry.
13) Po około 45 minutach uwolnić
model z łyżki i masy wyciskowej.
14) Dociąć model i usunąć ewentual-
ne artefakty.
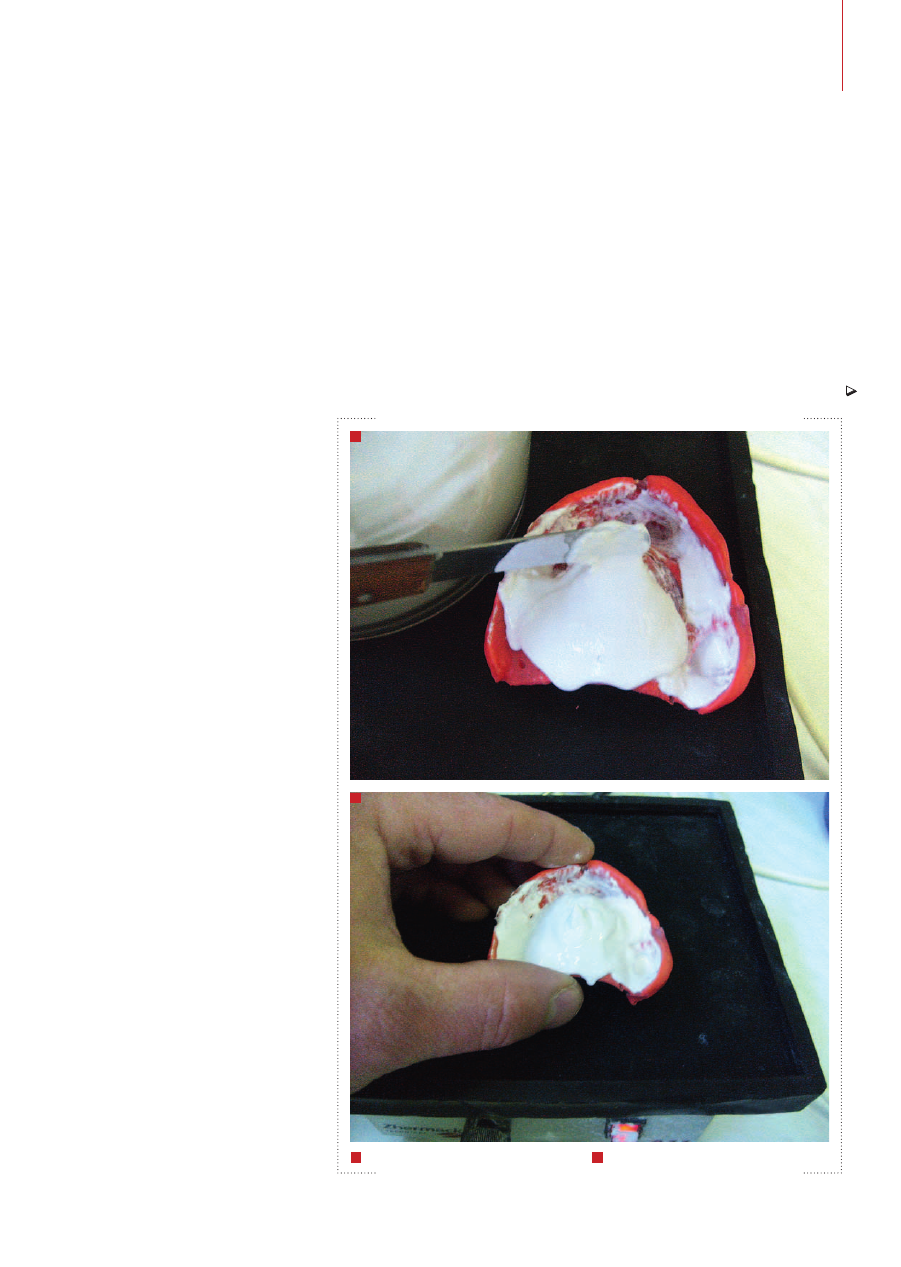
4
Nałożenie gipsu w najwyższym punkcie wycisku
5
Gips rozpływa się pod wpływem drgań
4
5

N
O W O C Z E S N Y
T
E C H N I K
D
E N T Y S T Y C Z N Y
52
T E C H N I K A
D E N T Y S T Y C Z N A
Na ekspansję mają również wpływ
czas mieszania oraz zanieczyszczenia,
np. resztki związanego gipsu. Dłuższe
mieszanie zwiększa ekspansję, gdyż
wytwarza się więcej zarodków kry-
stalizacyjnych. To samo w przypadku
resztek gipsu dwuwodnego obecnego
w misce lub na szpatułce, które stano-
wią centra do krystalizacji.
Gips klasy 2 ma ekspansję około
0,2-0,25%, gips klasy 3 ma ekspansję
0,15-0,2%, a gips klasy 4 odznacza się
ekspansją na poziomie 0,07-0,15%. Gips
klasy piątej ma ekspansję 0,3-0,4%.
Ekspansję można również zwięk-
szyć poprzez zanurzenie wycisku
wraz w modelem w wodzie, w mo-
mencie kiedy gips jest w czasie wią-
zania. W ten sposób można zwięk-
szyć ekspansję nawet o 50-60% w sto-
sunku do gipsu przechowywanego
w warunkach suchych. Oczywiście
po około 30 minutach należałoby
całość wyjąć z wody, odczekać ko-
lejne 30 minut zanim uwolnimy mo-
del z wycisku, gdyż twardość gipsu
na mokro to ok. 40% tego co na su-
cho. Ekspansję można zmniejszać
również poprzez dodatek niewielkiej
ilości soli potasowych, węglanu pota-
su, siarczanu, szczawianu potasu czy
cytrynianu potasu. Ekspansja gipsu
jest zjawiskiem nieodwracalnym,
tzn. po dłuższym okresie gips się nie
kurczy.
T
WARDOŚĆ
GIPSU
Pod tym pojęciem kryje się wiele
parametrów. Może być to parametr
twardości Birnella lub Mosha, ale
również odporność gipsu na zgnia-
tanie. Jeśli chodzi o samą odpor-
ność na zgniatanie, należy podać,
po jakim czasie i jak jest ona bada-
na (po 1 godzinie, 2 godzinach czy
też po 24 godzinach), bo w każdym
z tych przypadków twardość (odpor-
ność) tego samego gipsu będzie inna.
W przypadku gipsu klasy 2 odpor-
ność ta po 1 godzinie wynosi około
10 MPa, a po 24 godzinach wzrasta
odpowiednio do 30 MPa. W przypad-
ku gipsu klasy 4 wartości te mogą
odpowiednio wynosić 45 MPa,
a po 24 godzinach – nawet 70 MPa.
W przypadku odporności na zgnia-
tanie należy pamiętać o dwóch zasad-
niczych sprawach. Jeśli gips jest wy-
mieszany w mieszadle próżniowym,
jego twardość może być o 10-15%
większa niż takiego wymieszanego
w ręku, gdyż eliminuje się powstawa-
nie pustych pęcherzyków powietrza
w strukturze gipsu.
Drugą bardzo ważną sprawą jest
ilość wody – im więcej wody, tym gips
słabszy. Woda pod wpływem czasu
odparowuje, powodując powstawanie
pustych przestrzeni wewnątrz mode-
lu, co w znacznym stopniu go osłabia.
Dla przykładu gips klasy 4, zarobiony
20 g wody na 100 g gipsu, ma odpor-
ność po wysuszeniu około 70 MPa,
przy 22 g wody jest to już 50 MPa,
a przy 25 g wody na te same 100 g gip-
su – już tylko 40 MPa.
KONTAKT
zbigniew.raszewski@zhermapol.pl
6
Formowanie podstawy modelu
7
Model gipsowy
6
7
Document Outline
Wyszukiwarka
Podobne podstrony:
technik artykul 2013 03 39166
technik artykul 2013 03 39168
technik artykul 2013 03 39186
technik artykul 2013 03 39175
technik artykul 2013 03 39180
technik artykul 2013 03 39163
technik artykul 2013 03 39185
technik artykul 2013 03 39178
technik artykul 2013 03 39187
technik artykul 2013 03 39165
technik artykul 2013 03 39161
technik artykul 2013 03 39170
technik artykul 2013 03 39176
technik artykul 2013 03 39179
technik artykul 2013 03 39182
technik artykul 2013 03 39174
technik artykul 2013 03 39173
technik artykul 2013 03 39169
technik artykul 2013 06 40592
więcej podobnych podstron