„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Barbara Jasińska
Wytwarzanie przędzy
826[01].Z1.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Marian Róg
mgr inż. Halina Włodarczyk
Opracowanie redakcyjne:
mgr inż. Maria Michalak
Konsultacja:
mgr inż. Małgorzata Sienna
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 826[01].Z1.03
Wytwarzanie przędzy, zawartego w modułowym programie nauczania dla zawodu operator
maszyn w przemyśle włókienniczym.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
5
3.
Cele kształcenia
6
4.
Materiał nauczania
7
4.1.
Wiadomości o przędzy
7
4.1.1.
Materiał nauczania
7
4.1.2.
Pytania sprawdzające
10
4.1.3.
Ć
wiczenia
11
4.1.4.
Sprawdzian postępów
13
4.2.
Maszyny i urządzenia do wytwarzania przędzy
14
4.2.1.
Materiał nauczania
14
4.2.2.
Pytania sprawdzające
19
4.2.3.
Ć
wiczenia
19
4.2.4.
Sprawdzian postępów
22
5.
Sprawdzian osiągnięć
23
6.
Literatura
27

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o przędzy, jej rodzajach
i klasyfikacji oraz o maszynach i urządzeniach, które służą do jej wytwarzania.
W poradniku zamieszczono:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
−
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
−
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów,
−
sprawdzian osiągnięć, przykładowy zestaw pytań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
−
literaturę uzupełniającą.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
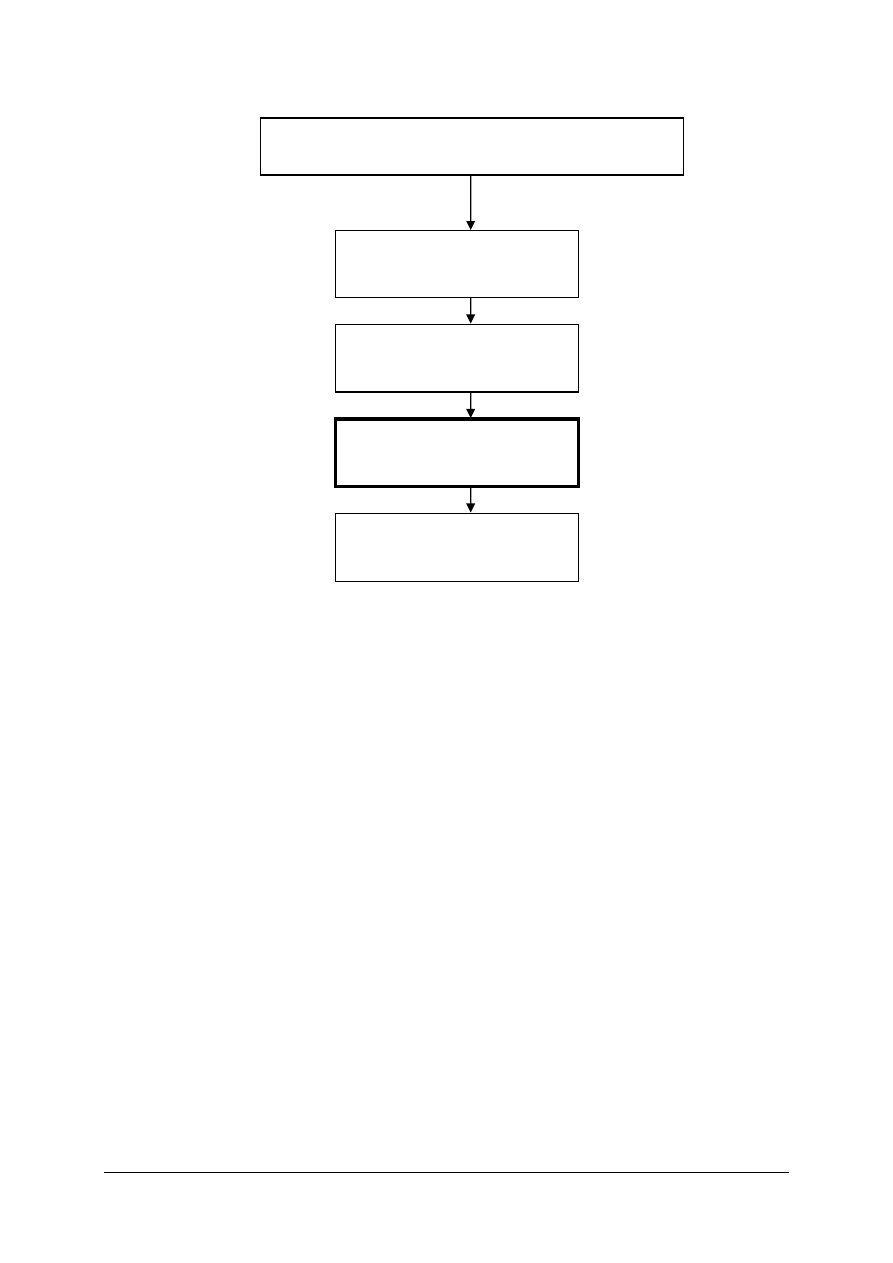
Schemat układu jednostek modułowych
826[01].01
Technologia przędzalnictwa
826[01].Z1.01
Wykonywanie wstępnej obróbki
surowców włókienniczych
826[01].Z1.02
Wytwarzanie półproduktów
przędzalniczych
826[01].Z1.03
Wytwarzanie przędzy
826[01].Z1.04
Modyfikowanie nitek

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
korzystać z różnych źródeł informacji,
−
posługiwać się podstawowymi pojęciami z zakresu półproduktów i produktów
włókienniczych,
−
sklasyfikować surowce włókiennicze według określonych kryteriów,
−
stosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska,
−
posługiwać się dokumentacją techniczną,
−
rozpoznawać elementy maszyn i mechanizmów,
−
identyfikować surowce i półprodukty włókiennicze,
−
obliczać grubość półproduktów włókienniczych,
−
współpracować w grupie,
−
charakteryzować metody wstępnej obróbki surowców włókienniczych,
−
posługiwać się instrukcjami maszyn ,charakteryzować pracę zgrzeblarek, rozciągarek,
czesarek, niedoprzędzarek,
−
obsługiwać
maszyny
stosowane
w
procesach
wytwarzania
półproduktów
przędzalniczych,
−
korzystać z PN i katalogów,
−
udzielać pierwszej pomocy poszkodowanym w wypadkach przy pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
sklasyfikować rodzaje i budowę przędzy,
−
rozpoznać organoleptycznie rodzaje i parametry przędzy,
−
wskazać przeznaczenie wytwarzanej przędzy,
−
zastosować technologie wytwarzania przędzy,
−
obliczyć podstawowe parametry technologiczne procesu przędzenia,
−
odczytać rysunki schematyczne mechanizmów i urządzeń do wytwarzania przędzy,
−
określić zakres czynności dotyczących obsługi maszyn i urządzeń stosowanych
w przędzalnictwie,
−
określić wpływ współpracy elementów przędzących na proces wytwarzania przędzy,
−
dobrać surowiec do typu wytwarzanej przędzy,
−
dobrać typy przędzarek do rodzaju wytwarzanej przędzy,
−
ustalić warunki bezpiecznej pracy przy maszynie,
−
określić warunki techniczne użytkowania maszyn i urządzeń przędzalniczych,
−
zasilić maszyny surowcem,
−
zastosować maszyny i urządzenia zgodnie z przeznaczeniem,
−
wytworzyć przędzę na przędzarkach obrączkowych i bezwrzecionowych,
−
rozpoznać i usunąć błędy powstałe podczas przędzenia,
−
określić masę liniową i skręt wytwarzanych przędz,
−
ocenić jakość wykonanej przędzy według norm,
−
dokonać obliczeń produkcyjnych,
−
posortować odpady produkcyjne,
−
wykonać czynności związane z konserwacją maszyn zgodnie z instrukcjami,
−
zastosować zasady i przepisy bezpieczeństwa i higieny pracy oraz ochrony
przeciwpożarowej na oddziale przędzalni.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1.
Wiadomości o przędzy
4.1.1. Materiał nauczania
Przędza
Przędzą jest półprodukt włókienniczy o nieograniczonej długości i małym przekroju
poprzecznym, otrzymany z włókien w wyniku ich równoległego ułożenia i wzmocnienia za
pomocą skręcania lub klejenia.
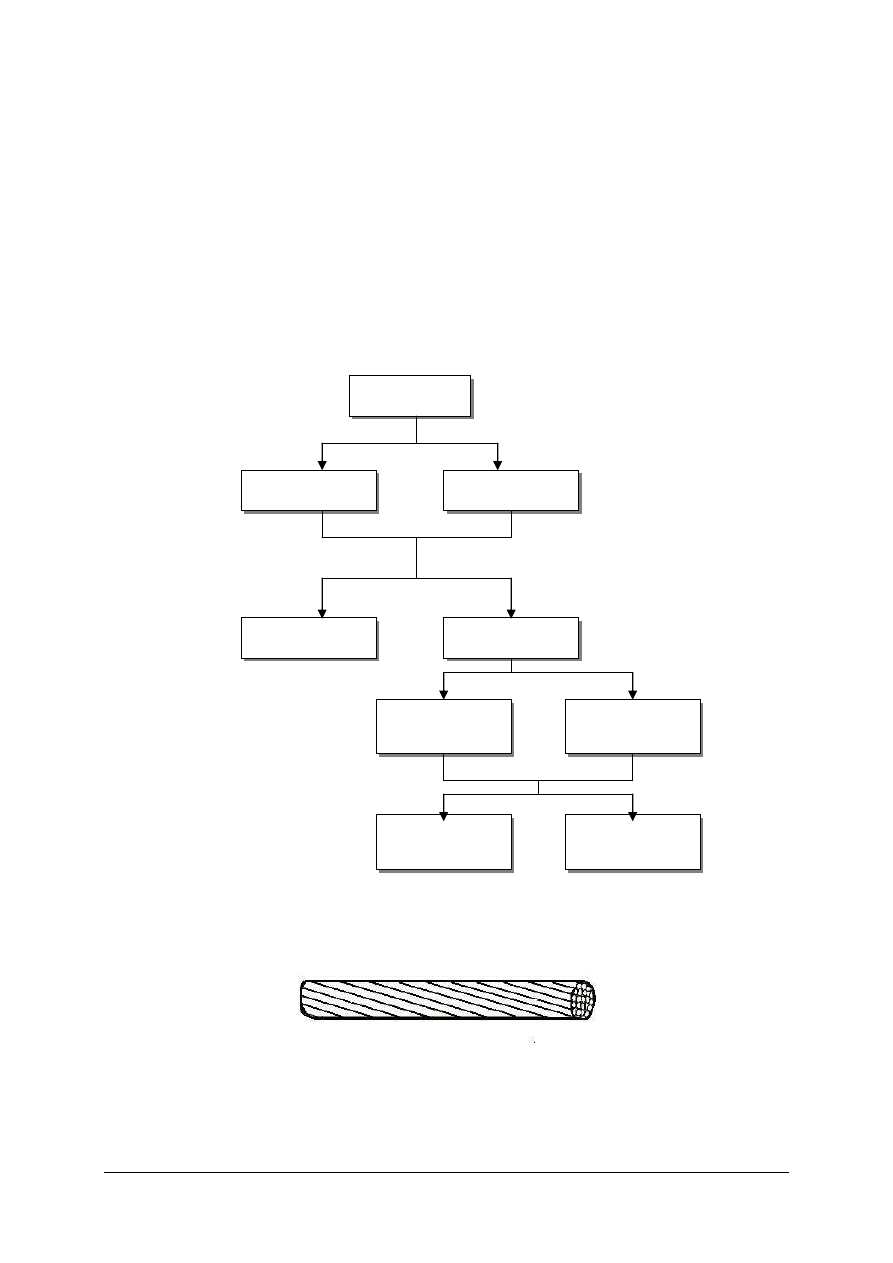
Rys. 1. Klasyfikacja przędzy [9, s. 47]
Rys. 2. Schemat budowy przędzy [6, s. 8]
Przędza
Zwykła
Wysokopuszysta
Pojedyncza
Nitkowana
Nitkowana
jednokrotnie
Nitkowana
wielokrotnie
Nitkowana
normalnie
Nitkowana
ozdobnie

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Właściwości przędzy
Głównymi wskaźnikami charakteryzującymi przędzę są:
1)
grubość, czyli masa liniowa,
2)
skręt (liczba i kierunek),
3)
wytrzymałość na rozerwanie i wydłużenie przy rozrywaniu,
4)
nierównomierność grubości, skrętu i wytrzymałości,
5)
czystość.
Grubość
Przędza powinna mieć określoną grubość, wyrażoną w jednostkach tex lub numerem
metrycznym. Grubość przędzy jest przedmiotem stałej kontroli laboratoryjnej.
Titr tex
System Tex podaje masę w gramach odcinka przędzy o długości 1 km.
1 tex =
km
g
1
1
Tt (tex) =
)
(
)
(
km
Dłługoś
g
Masa
Im cieńsza przędza tym mniejsza wartość Tt.
20 tex oznacza, że 1 km przędzy waży 20 g.
50 tex oznacza, że 1 km przędzy waży 50 g.
Wielokrotność i podwielokrotność jednostek tex:
−
kilotex (Tktex) – 1 ktex = 1000 tex,
−
decytex (tdtex) – 1 dtex = 0,1 tex,
−
militex (Tmtex) – 1 mtex= 0,001 tex.
1 tex = 0,001 ktex,
1 tex = 10 dtex,
1 tex = 1000 mtex.
Titr denier (td)
Titr denier oznacza masę w g odcinka przędzy o długości 9000 m.
1 td =
m
g
9000
1
Td = 9 Tt (tex)
Numer metryczny
Oznacza długość odcinka przędzy o masie 1g
Nm =
)
(
)
(
g
Masa
m
Dłługoś
Nm = 100 oznacza, żę 100 m przędzy waży 1g.
Im cieńsza jest przędza, tym większa jest wartość Nm.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Td x Nm = 9000
Tt x Nm = 1000
Tabela 1. Współczynniki przeliczeniowe numeracji [opracowanie własne]
Znana jednostka
Jednostka, którą chcemy obliczyć
Nm
Td
Tt
Nm
1
9000:
1000:
Td
9000:
1
0,111 x
Tt
1000:
9 x
1
Tabela 2. Graniczne grubości przędzy w zależności od systemu przędzenia [opracowanie własne]
System
Grubość przędzy
Odpadkowy
Przędze grube, co najmniej 50 tex
Ś
rednioprzędny
Przędze średniej grubości w zakresie 15–50 tex
Czesankowy
Przędze cienkie 5,5–15 tex lub mniej
Tabela 3. Systemy numeracji [opracowanie własne]
Systemy numeracji
Numeracja masowa
Numeracja długościowa
Titr tex Tt
Titr denier Td
Numer metryczny
Masa w gramach
Długość = 1 km
Masa w gramach
Długość = 9 km
Masa = 1g
Długość w metrach
Przędza powinna mieć określoną grubość wyrażoną w jednostkach tex lub Nm. Masa
liniowa przędzy jest przedmiotem stałej kontroli laboratoryjnej.
W tym celu pobiera się z maszyn kilka cewek przędzy i z poszczególnych odwija się
pasemka o określonej długości np. 100 m. Następnie pasemka waży się na wadze technicznej
i oblicza masę liniową. Można również korzystać z wag kątowych..
Skręt
Do otrzymania przędzy niezbędne jest równoległe uformowanie włókien w tasiemkę
o określonej grubości i nadanie jej skrętu. Ze wzrostem skrętu rośnie siła tarcia między
włóknami i jednocześnie zwiększa się wytrzymałość przędzy. Jednak przędza nadmiernie
skręcona jest najczęściej twarda i ma zbyt małą giętkość. Skręt wywiera znaczy wpływ na
wygląd zewnętrzny wyrobów włókienniczych oraz na ich właściwości użytkowe. Skręt
powinien być tak duży, aby zapewniał dostateczną wytrzymałość przędzy, wystarczającą dla
celów technologicznych. W praktyce na wielkość skrętu mają wpływ długość oraz
właściwości włókna, a także przeznaczenie przędzy. Większą liczbę skrętów na jednostkę
długości nadaje się przędzy cienkiej, mniejszą – grubej.
Im dłuższy i cieńszy jest użyty surowiec, tym mniejszy może być skręt nadawany
przędzy. Dla przędzy przeznaczonej na osnowę jest wymagana większa liczba skrętów niż dla
przędzy wątkowej lub dziewiarskiej. Do celów specjalnych przędza jest skręcana
w mniejszym lub większym stopniu niż normalnie, w zależności od efektu, jaki chce się
osiągnąć. Do tkanin woalowych lub krepy stosuje się przędze mocno skręcone, natomiast do
tkanin drapanych (flanele) – o mniejszym stopniu skręcenia.
Kontrolę liczby skrętów wykonuje się laboratoryjnie. Do mierzenia liczby skrętów służy
przyrząd zwany skrętomierzem. Odcinek przędzy zakleszczony w szczękach skrętomierza jest
rozkręcany w specjakny sposób. Na liczniku odczytuje się liczbę skrętów badanego odcinka,
przędzy, która przelicza się na 1 m nitki. (Dokładny opis pomiaru znajduje się w jednostce
modułowej 01.04).
Liczba skrętów na 1 metr jest przedmiotem stałej kontroli laboratoryjnej.
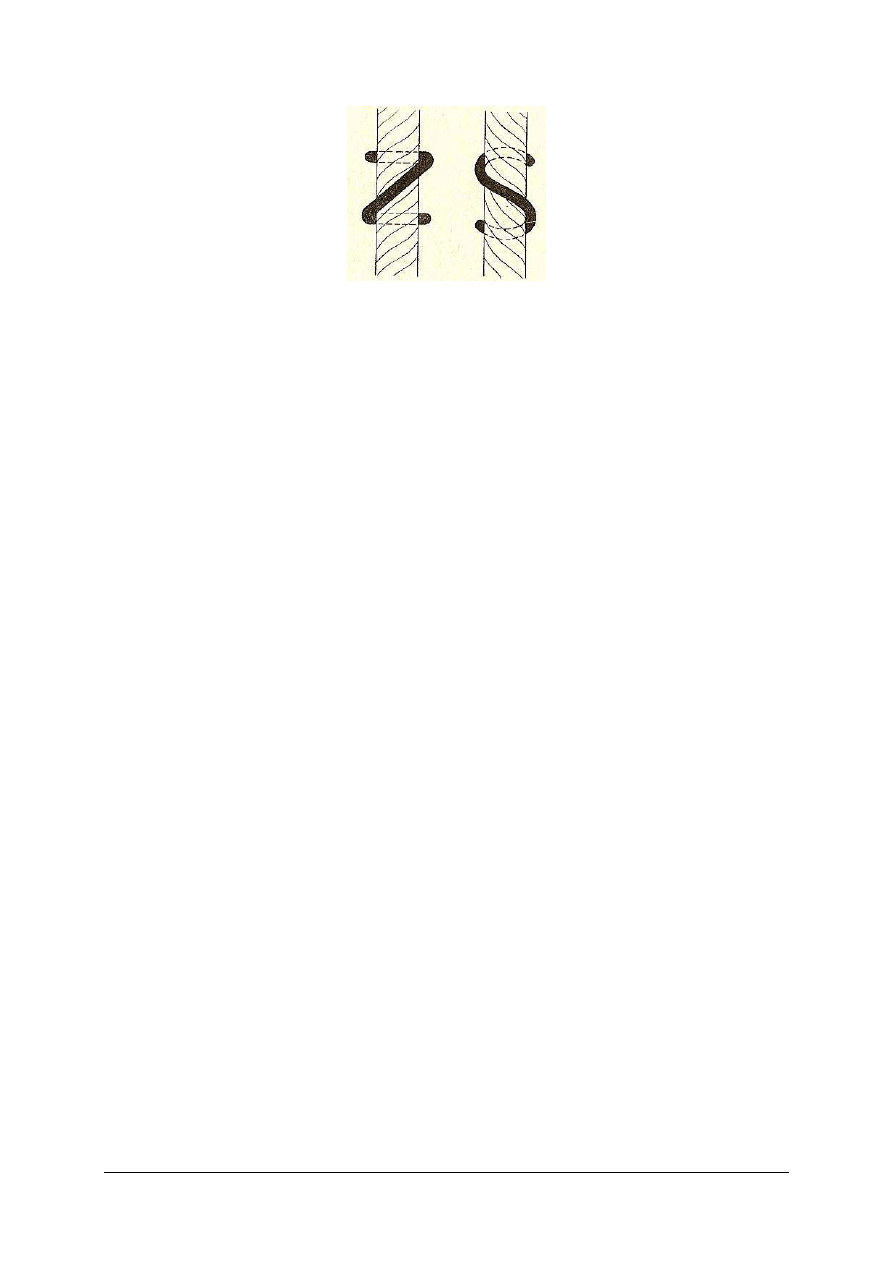
Skręt przędzy może różnić się kierunkiem S lub Z.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Rys. 3. Oznaczenie kierunku skrętu przędzy [6, s. 39]
Wytrzymałość na rozerwanie
Miarą wytrzymałości przędzy jest wielkość siły, pod działaniem, której badana przędza
ulega zerwaniu.
Przędza poddana rozerwaniu ulega wydłużeniu. Miarą wydłużenia jest przyrost długości
zrywanego odcinka przędzy od momentu jej zakleszczenia do chwili zerwania.
Wytrzymałość i wydłużenie przędzy zależą od surowca użytego do jej wyrobu, liczby
i grubości elementarnych włókien oraz liczby skrętów, jaką otrzymała w procesie przędzenia.
Wartość wytrzymałości przędzy w zależności od jej rodzaju i przeznaczenia nie może być
mniejsza od wartości wymaganej.
Kontrola wytrzymałości polega na tym, że krótkie odcinki przędzy odwinięte z cewki są
zakleszczone w szczękach specjalnych przyrządów, zwanych zrywarkami.
Zakleszczona przędza jest poddawana rozciąganiu aż do zerwania. Ze skali przyrządu
odczytuje się wielkość siły, jaka była potrzebna do zerwania danego odcinka. Oraz jej
wydłużenie w chwili zerwania. (Dokładny opis pomiaru znajduje się w jednostce modułowej
01.04).
Nierównomierność
Wymaga się, aby numer określonego rodzaju przędzy, mierzony dla kolejnych odcinków
lub odcinków odwiniętych z różnych cewek, był możliwie stały oraz aby różnice
wytrzymałości lub skrętu w poszczególnych odcinkach były możliwie jak najmniejsze.
Przędzę, w której występują znaczne różnice grubości, wytrzymałości, skrętu nazywa się
przędzą nierównomierną (pod względem grubości, nierównomierności lub skrętu). Przędza
nierównomierna ma mniejszą wartość.
Czystość przędzy
Przędza powinna być gładka, bez zanieczyszczeń w postaci drobnych cząstek nie
będących włóknami (kawałki liści lub torebek nasiennych). Dla ułatwienia kontroli stosowane
są wzorce czystości przędzy, z którymi porównuje się wyprodukowaną przędzę.
W celu określenia czystości przędzy nawija się przędzę o określonej długości na tabliczki
kontrastowe i porównuje z wzorcami.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jaka jest definicja przędzy?
2.
Jak oblicza się masę liniową przędzy?
3.
Jak oblicza się skręt przędzy?
4.
Jak wyznacza się wytrzymałość na rozerwanie przędzy?
5.
W jakich jednostkach wyznacza się masę liniową przędzy?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.1.3. Ćwiczenia
Ć
wiczenie 1
Otrzymałeś od nauczyciela trzy różne rodzaje nitek. Porównaj je na podstawie ich
budowy i wyglądu. Które z nich nazywamy przędzą, a które jedwabiem?
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
porównać wygląd próbek z próbkami w katalogu przędz,
2)
rozwłóknić otrzymane próbki i sprawdzić czy należą do grupy przędz pojedynczych czy
nitkowanych,
3)
sprawdzić, czy elementarne włókna tworzące nitki są ciągłe, czy odcinkowe.
Wyposażenie stanowiska pracy:
−
katalog próbek przędzy,
−
igła preparacyjna,
−
poradnik dla ucznia,
−
stanowisko do identyfikacji włókien,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 2
Oblicz masę liniową przędzy bawełnianej w jednostkach tex. Po obliczeniu masy
liniowej sprawdź, w jakim systemie została przerobiona (odpadkowym, średnioprzędnym czy
cienkoprzędnym).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odmierzyć na motaku 100 m przędzy,
2)
zważyć odmierzoną przędzę na wadze laboratoryjnej,
3)
obliczyć masę liniową w tex,
4)
zaklasyfikować ją (w zależności od Tt) do przędz wykonanych systemem cienkoprzędnym,
ś
rednioprzędnym, odpadkowym.
Wyposażenie stanowiska pracy:
−
katalog próbek przędzy,
−
motak,
−
poradnik dla ucznia,
−
waga laboratoryjna,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 3
Wyznacz skręt przędzy metodą odwrotnego skrętu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odmierzyć odpowiedniej długości odcinki przędzy do pomiaru skrętu,
2)
ustalić kierunek skrętu przędzy S lub Z,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
3)
umieścić w zaciskach skrętomierza przędzę (wg instrukcji) i uruchomić aparat,
4)
wykonać pomiar skrętu przędzy metodą odwrotnego skrętu,
5)
odczytać wartość liczby skrętów na liczniku i przeliczyć na 1 m.
Wyposażenie stanowiska pracy:
−
próbki przędzy,
−
igła preparacyjna, nożyczki,
−
skrętomierz,
−
instrukcja obsługi skrętomierza,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 4
Wyznacz wytrzymałość przędzy na rozerwanie oraz wielkość jej wydłużenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
utworzyć pasemko przędzy o obwodzie 1 m i długości 50 m,
2)
umieścić odcinek przędzy w zaciskach zgodnie z instrukcją obsługi zrywarki,
3)
uruchomić aparat,
4)
odczytać wartość siły zrywającej i wydłużenie.
Wyposażenie stanowiska pracy:
−
próbki przędzy,
−
igła preparacyjna, nożyczki,
−
zrywarka,
−
instrukcja obsługi zrywarki,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 5
Masz podany Nm przędz: 20, 66, 100, 185, 255. Oblicz, jaka jest ich masa liniowa
w jednostkach systemu tex.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odnaleźć zależność między masą liniową wyrażoną w jednostkach tex, a numerem
metrycznym,
2)
podstawić do wzoru odpowiednie wartości liczbowe,
3)
wykonać obliczenia.
Wyposażenie stanowiska pracy:
−
katalog próbek przędzy,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
sklasyfikować przędzę na podstawie wyglądu i budowy?
2)
wyznaczyć masę liniową przędzy?
3)
wyznaczyć skręt przędzy?
4)
wyznaczyć wytrzymałość przędzy i wydłużenie względne?
5)
przeliczyć jednostki masy liniowej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4.2.
Maszyny i urządzenia do wytwarzania przędzy
4.2.1
Materiał nauczania
Przędza, czyli nitka z włókien odcinkowych, jest wytwarzana w procesie zwanym
przędzeniem, a maszyny, na których odbywa się ten proces, nazywane są przędzarkami.
Cel przędzenia właściwego
Celem procesu przędzenia jest otrzymanie przędzy. Istnieją dwa sposoby przerobu taśmy
z rozciągarek ostatecznych na przędzę:
1)
przędzenie w kilku etapach, najpierw na niedoprzędzarkach, w których następuje
stopniowe ścienianie materiału,
2)
przędzenie bezpośrednio z taśmy.
W związku z takim podziałem rozróżnia się dwa rodzaje przędzarek:
1)
przędzarki dostosowane do przerobu niedoprzędu na przędzę,
2)
przędzarki do przędzenia bezpośrednio z taśmy.
Wszystkie stosowane przędzarki mają wspólną zasadę działania. W procesie przędzenia
właściwego wykonywane są trzy zasadnicze czynności:
a)
rozciąganie niedoprzędu w celu ścienienia tasiemki włókien, czyli zmniejszenia jej
przekroju poprzecznego,
b)
skręcanie ścienionej tasiemki w celu nadania jej wytrzymałości,
c)
nawijanie gotowej przędzy na cewki.
W przędzalniach stosowane są przędzarki obrączkowe do przerobu niedoprzędu oraz
przędzarki bezwrzecionowe zasilane taśmą.
W zależności od rodzaju włókien prowadzone są różne procesy przędzenia.
Przędzalnictwo bawełny
W zależności od długości przerabianych włókien dzieli się na trzy systemy przędzenia:
1)
system średnioprzędny,
2)
system cienkoprzędny,
3)
system odpadkowy.
Przędzalnictwo wełny
W zależności od długości przerabianych włókien dzieli się na dwa systemy przędzenia:
1)
system czesankowy,
2)
system zgrzebny.
Przędzalnictwo włókien łykowych
Istnieją dwa systemy przędzenia:
1)
dla włókien długich,
2)
dla włókien krótkich.
Przędzarki obrączkowe
W celu spełnienia trzech zasadniczych czynności przędzenia, czyli rozciągania, skręcania
i nawijania, przędzarka jest zaopatrzona w mechanizmy do rozciągania, skręcania i nawijania.
Każda przędzarka składa się z następujących zespołów roboczych:
1)
urządzenie do zasilania maszyny,
2)
aparat rozciągowy,
3)
mechanizmy do skręcania i nawijania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Urządzenie zasilające
Urządzenie to stanowi rama natykowa, w której umieszczone są obrotowo cewki
z niedoprzędem. Przędzenie może odbywać się w dwojaki sposób:
a)
z pojedynczego niedoprzędu,
b)
z podwójnego niedoprzędu (z dwóch złączonych nitek niedoprzędu).
W pierwszym przypadku rama natykowa powinna umożliwić natknięcie takiej liczby
cewek niedoprzędu, aby odpowiadała ona liczbie wrzecion na przędzarce. W drugim
przypadku powinna być natknięta w ramie podwójna liczba cewek niedoprzędu. Przędzarki
obrączkowe są maszynami dwustronnymi. W celu umożliwienia natknięcia odpowiedniej
liczby cewek, są budowane ramy wielorzędowe i wielopiętrowe.
Aparat rozciągowy
Aparat ten w przędzarce obrączkowej nie różni się od aparatów w innych maszynach
przędzalniczych. W zależności od wielkości rozciągu można je podzielić na dwie grupy:
1)
aparaty wysokorozciągowe (rozciąg do 40),
2)
aparaty specjalne wysokorozciągowe (rozciąg od 40 do 300). Do aparatów
wysokorozciągowych, stosowanych w przędzarkach obrączkowych, zalicza się aparaty
dwupaskowe, jednopaskowe oraz aparaty złożone, mające większą liczbę wałków.
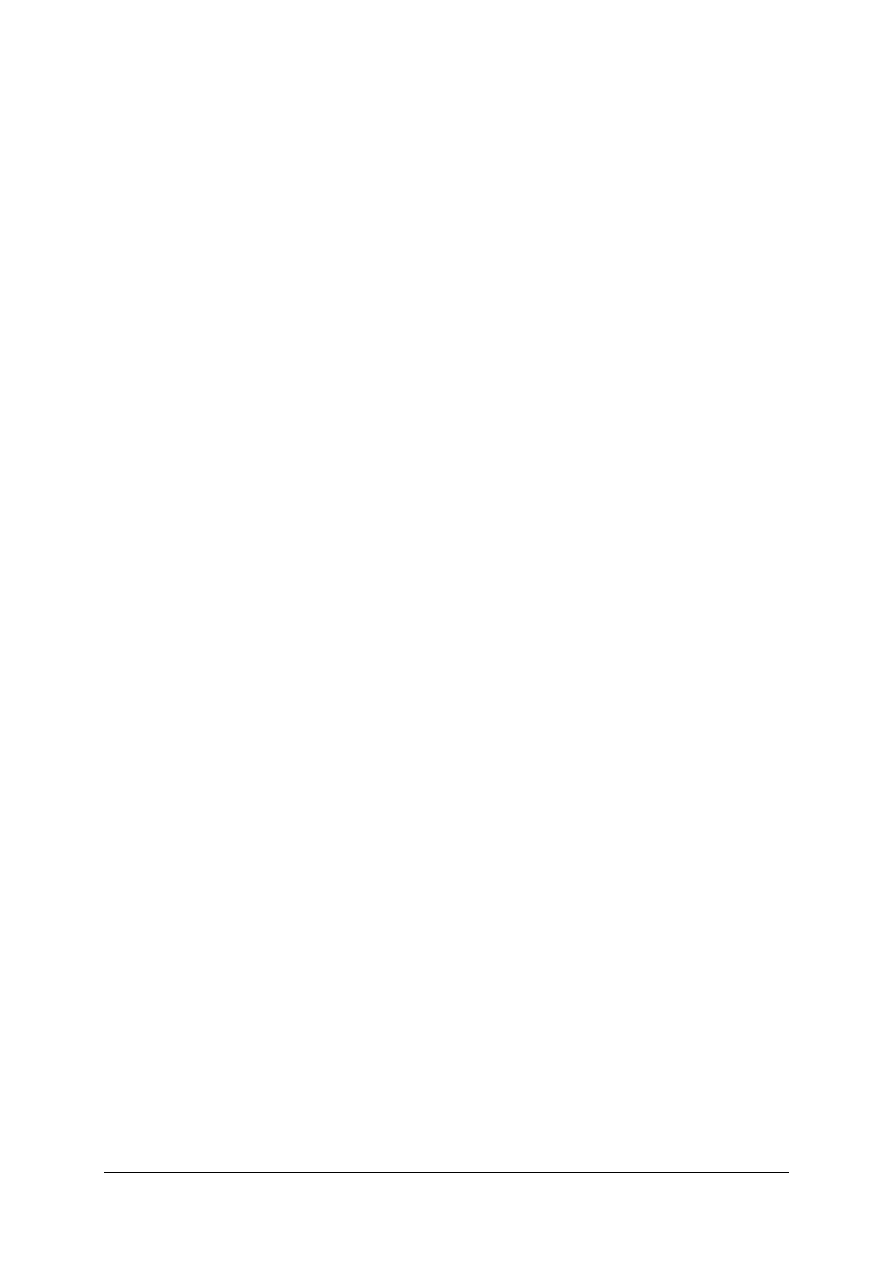
Skręcanie i nawijanie
Rys. 4. Schemat przędzenia na przędzarce obrączkowej [9, s. 51]
Rozciągnięta tasiemka włókien po opuszczeniu aparatu rozciągowego i przejściu przez
otwór prowadnika ulega, skręceniu i nawinięciu. Odbywa się ono za pomocą obracającego się
wrzeciona i biegacza, poruszającego się po obrączce. Wrzeciona są osadzone w ławie
wrzecionowej, a obrączki w ławie obrączkowej.
Wrzeciona mogą się obracać z prędkością 270 obr/s.
Obrączka i biegacz pełnią główną funkcję w procesie skręcania i nawijania przędzy.
Skręcanie i nawijanie ma podobny przebieg jak na niedoprzędzarce. Aby przędza wydana
przez aparat rozciągowy została nawinięta na cewkę, liczba obrotów wrzeciona w danym
okresie czasu powinna być większa od liczby obrotów biegacza. Gdy biegacz wykonuje
o jeden obrót mniej niż wrzeciono, wówczas nawija się na cewkę jeden zwój przędzy, który
w czasie nawijania otrzymuje jedno skręcenie dokoła swej osi. Przy danej prędkości
wydawania skręt zależy tylko od prędkości obrotowej wrzeciona.
T =
v
n
v
T – skręt,
n
w
– prędkość obrotowa wrzeciona na 1 s,
v – prędkość wydawania w m/s.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
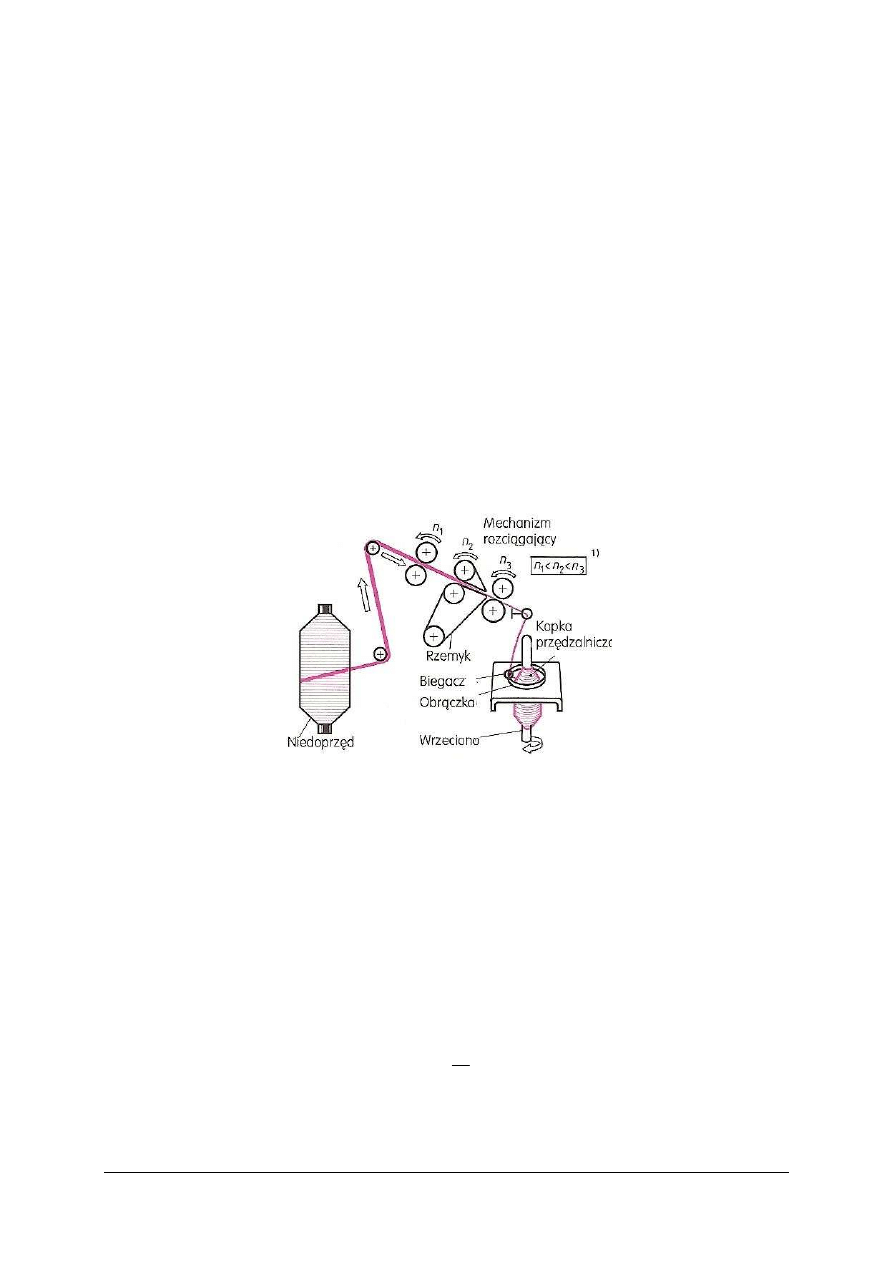
Formowanie nawoju
Odbywa się przez ruch obrączki razem z ławą obrączkową w górę i w dół, wzdłuż osi
wrzeciona.
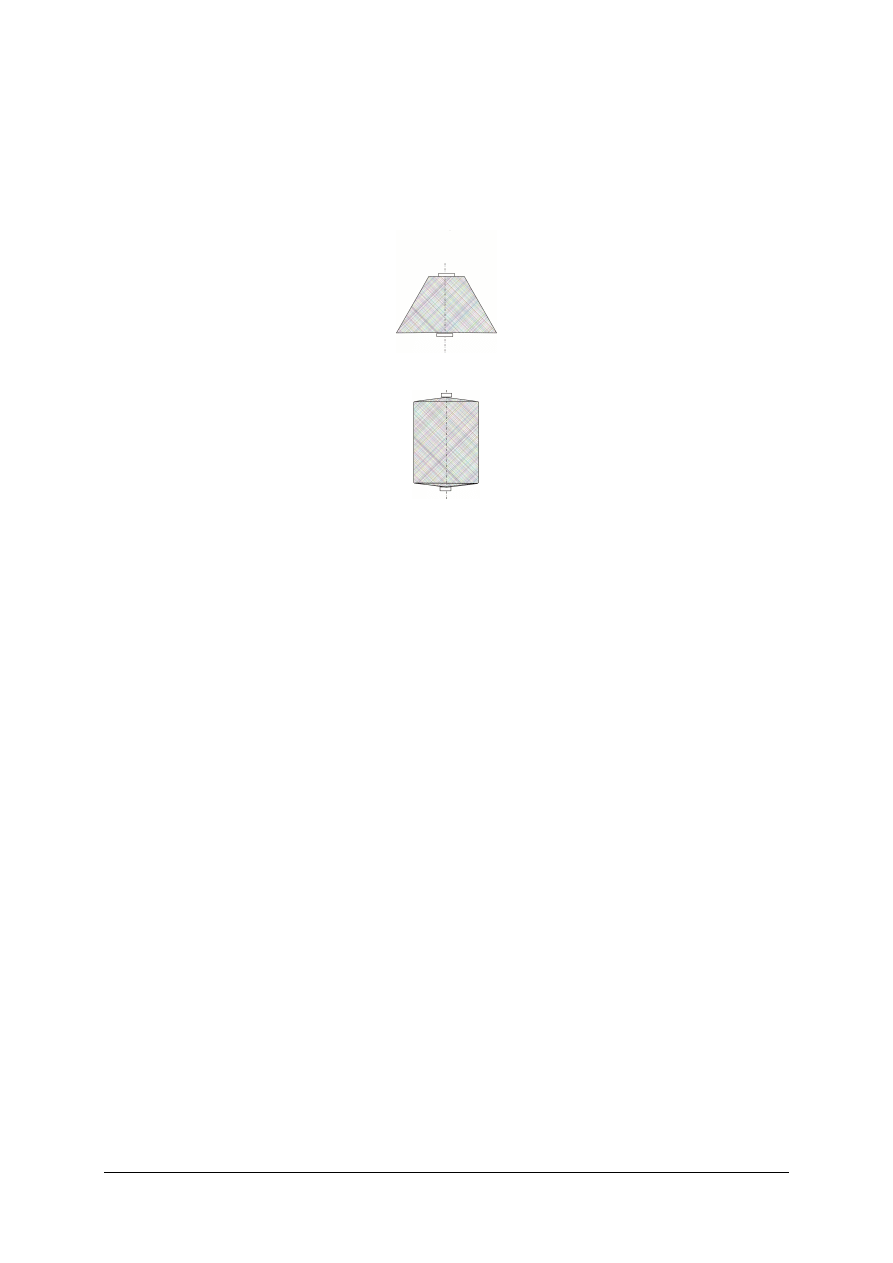
Wyróżnia się dwa rodzaje nawojów przędzy z maszyn obrączkowych:
1)
nawój stożkowy,
2)
nawój cylindryczny.
Rys. 5. Nawój stożkowo-krzyżowy [opracowanie własne]
Rys. 6. Nawój cylindryczny krzyżowy [opracowanie własne]
Obsługa przędzarki obrączkowej
Bezpośrednią obsługę przędzarek stanowią pracownice zwane prządkami.
Prządka wykonuje następujące czynności:
1)
usuwa zrywy przędzy,
2)
zmienia niedoprzęd w ramie natykowej i oczyszcza cewki niedoprzędowe z resztek
niedoprzędu,
3)
utrzymuje w czystości aparat rozciągowy, ławę wałkową,
4)
oczyszcza prowadniki przędzy,
5)
omiata szczotką wszystkie nieruchome elementy maszyny,
6)
zbiera i odkłada w odpowiednie miejsce powstające w czasie pracy odpadki,
7)
usuwa zrywy niedoprzędu, zmienia biegacze.
Czynność łączenia zerwanych nitek nazywana jest przykręcaniem. Łączenie nitek
odbywa się w sposób następujący:
Zdjąć cewkę, znaleźć koniec zerwanej nitki, przeciągnąć ten koniec przez biegacz
i nasadzić cewkę na wrzeciono. Gdy nitka zostanie przeprowadzona przez prowadnik
i biegacz, należy wziąć koniec nitki, rozkręcić ją i rozciągnąć lekko. Otrzymany w ten sposób
pędzelek włókien przykręcić do włókien wychodzących między wałkami wydającymi aparatu
rozciągowego.
Obciąganiem maszyny zajmują się obciagaczki. Do ich zadań należą czynności związane
ze zdjęciem pełnych kopek, natknięciem na wrzeciona pustych cewek oraz przykręceniem
zerwanych nitek po uruchomieniu maszyny.
Przędzarki bezwrzecionowe
W przędzeniu bezwrzecionowym (rotorowym) pomija się przędzenie wstępne. Tym
sposobem wydajność jest ok. siedmiokrotnie wyższa niż przy przędzeniu na przędzarce
obrączkowej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
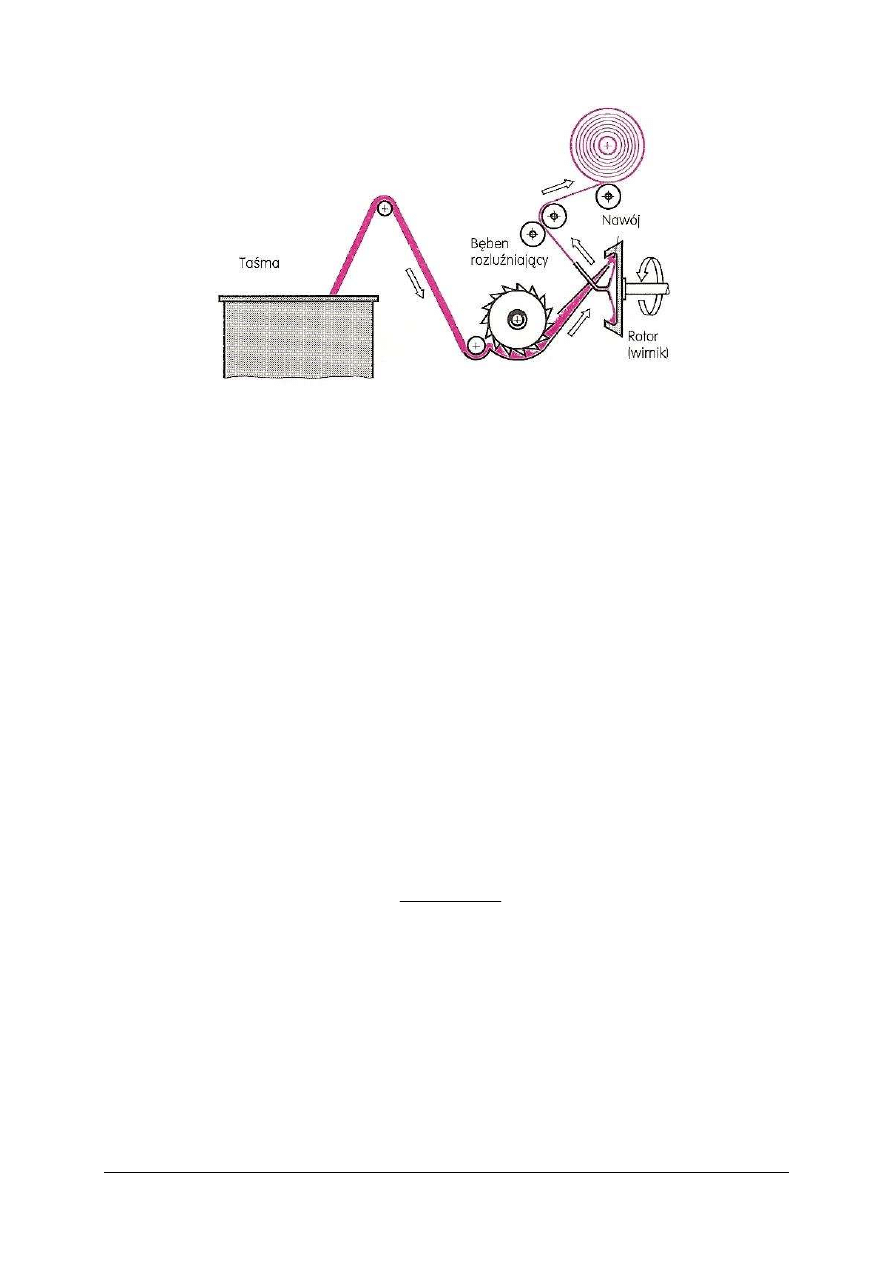
Rys. 7. Schemat przędzenia bezwrzecionowego [9, s. 52]
Dostarczona do przędzarki rotorowej taśma jest rozwłókniana na włókna i czyszczona
z krótkich włókien. W wirniku pod wpływem działania siły odśrodkowej, tworzy się pierścień
włókien. Wolny koniec utworzonej poprzednio i wprowadzonej do wirnika nitki wplata się
w pierścień włókien i wyciąga go z obracającego się z dużą prędkością wirnika.
Przędza rotorowa jest inaczej zbudowana niż przędza z przędzarki obrączkowej. Włókna,
z których składa się ta przędza, nie są tak uporządkowane i dlatego ma ona mniejszą
wytrzymałość w porównaniu z przędzą klasyczną. Przędze rotorowe nie mogą być tak cienkie
jak przędze z przędzarki obrączkowej. Ponieważ proces przygotowania taśmy do przędzenia
musi zapewnić doskonałą czystość surowca przędza bezwrzecionowa nie posiada zgrubień,
pęczków i innych błędów.
Czynności związane z obsługą przędzarek bezwrzecionowych są w znaczny stopniu
zautomatyzowane. W momencie wystąpienia zrywu czujnik wyłącza zasilanie taśmy oraz
odbiór przędzy. Zapala się lampka kontrolna. W celu likwidacji zrywu należy odchylić osłonę
punktu przędzącego, oczyścić wirówkę przy pomocy pędzelka,, zamknąć komorę i prze rurkę
mającą połączenie z wirówką wprowadzić do środka koniec przędzy odwiniętej z nawoju.
Jednocześnie zostaje uruchomiony proces przędzenia.
Obliczanie wydajności przędzarki
Do regulacji pracy maszyny służą: koło skrętowe, koła do regulowania nawijania, koła
zmianowe aparatu rozciągowego.
Rozciąg oblicza się tak samo jak dla dowolnego aparatu rozciągowego, liczbę skrętu jak
dla niedoprzędzarki. Wydajność jednego wrzeciona oblicza się z wzoru:
P
p
=
1000
1000
3600
⋅
⋅
⋅
⋅
T
Tt
n
w
⋅
η
P
p
– wydajność jednego wrzeciona w kg/h,
Tt – masa liniowa przędzy w tex,
n
w
– prędkość obrotowa wrzecion na 1 s,
T – liczba skrętów na 1 m.
Rozstawienia i obciążenia wałków
Gdy wałki są nieprawidłowo rozstawione, zwiększa się nierównomierność i zrywność
przędzy. Wielkość rozstawienia między wałkami aparatu rozciągowego zależy od długości
włókien, grubości niedoprzędu oraz wielkości obciążenia górnych wałków. Im przerabiane
włókna są krótsze, im cieńszy jest niedoprzęd im mniejsze obciążenie wałków, tym mniejsze
powinno być ich rozstawienie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Liczba skrętów przędzy i prędkość obrotowa wrzeciona
Liczba skrętów zależy od grubości i przeznaczenia przędzy oraz rodzaju użytego
surowca. Wielkość skrętów jest uregulowana obowiązującymi normami. Liczba skrętów
przędzy osnowowej powinna być o 10–15% większa od liczby skrętów wątku tej samej
grubości. Przędza czesankowa wymaga mniejszej liczby skrętów niż przędza zgrzebna.
Współczynnik skrętu przędzy bawełnianej wątkowej waha się w granicach 90–105,
współczynnik skrętu przędzy osnowowej od 107 do 125. (Informacje na temat skrętu przędzy
znajdują się w poprzednim rozdziale).
Wybór biegaczy
Im większa jest prędkość wrzecion i średnica obrączki oraz mniejsza wytrzymałość
przędzy, tym lżejszy powinien być biegacz. Masa biegaczy oznaczana jest numerem.
Kontrola procesu
Okresowa kontrola jakości produkowanej przędzy dotyczy:
a)
grubości produkowanej przędzy,
b)
nierównomierności grubości,
c)
wytrzymałości na rozciąganie,
d)
liczby skrętów,
e)
zrywności przędzy w czasie produkcji.
Okresowa kontrola zrywności polega na obserwacji pracy maszyny i notowaniu liczby
zrywów oraz ich przyczyn. Czas obserwacji trwa zwykle tak długo, dopóki nie nastąpi jedno
pełne nawinięcie kopek. Liczbę zrywów zaobserwowaną w określonym czasie przelicza się
na 1000 wrzecion/h.
Tabela 4. Typowe błędy przędzy [opracowanie własne]
Błąd
Charakterystyka błędu
Przyczyny
Przędza
nierównomierna
Duża
ilość
rozłożonych
przypadkowo
zgrubień
i ścienień
−
nieprawidłowe rozstawienie wałków rozciągających,
−
uszkodzenie powierzchni wałków rozciągających,
−
nieprawidłowe ustawienie górnych wałków,
−
nadmierne naprężenie niedoprzędu przed wejściem do
aparatu rozciągowego.
Przecięcia
Ś
cienienia
rozłożone
w regularnych
odstępach
wzdłuż nitki
−
połamane zęby kół zębatych,
−
skrzywione dolne wałki rozciągające,
−
nieprawidłowe zazębienie kół zębatych napędzające
wałki rozciągające.
Miejscowe
zgrubienia
−
złe przykręcenie zrywu,
−
wkręcenie się w nitkę puchu nagromadzonego na
maszynie,
−
zła praca wałków czyszczących.
Zabrudzenia
−
zanieczyszczony i zaoliwiony niedoprzęd,
−
zanieczyszczone wałki rozciągające,
−
nieuważne czyszczenie maszyny,
−
przykręcenie przędzy brudnymi rękami.
„Korkociągi”
Zgrubienia składające się
z włókien
oplecionych
wokół kilku środkowych
włókien
Zbyt ciasno zestawione wałki rozciągające

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jaki jest cel przędzenia właściwego?
2.
Na czym polega obsługa przędzarki obrączkowej?
3.
Jak usuwa się zrywy w czasie przędzenia?
4.
Jakie są błędy procesu przędzenia?
5.
Jak obliczyć wydajność przędzarki?
6.
Jak działa mechanizm skręcająco-nawijający przędzarki?
7.
Jak obsługiwać przędzarkę obrączkową?
8.
Jak działa przędzarka bezwrzecioniowa?
4.2.3. Ćwiczenia
Ć
wiczenie 1
Opisz, na czym polega przędzenie właściwe i na jakich maszynach jest wykonywane.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące przędzenia właściwego,
2)
opisać, jakie są maszyny stosowane do przędzenia właściwego, jakie operacje wykonują
te maszyny.
Wyposażenie stanowiska pracy:
−
przędzarka obrączkowa,
−
przędzarka bezwrzecionowa,
−
poradnik dla ucznia,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 2
Uruchom przędzarkę obrączkową. Wymień obowiązki pracownika obsługującego
maszynę. Obserwuj pracę maszyny w ciągu 10 minut. Zanotuj obserwacje dotyczące pracy
urządzenia zasilającego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące przędzenia właściwego,
2)
zapoznać się z instrukcją obsługi przędzarki obrączkowej,
3)
rozpoznać rodzaj urządzenia zasilającego przędzarki obrączkowej,
4)
zaobserwować w jaki sposób odbywa się przędzenie, z pojedynczego niedoprzędu czy
z podwójnego niedoprzędu,
5)
rozpoznać elementy wchodzące w skład urządzenia zasilającego.
Wyposażenie stanowiska pracy:
−
przędzarka obrączkowa,
−
schemat technologiczny przędzarki obrączkowej,
−
instrukcja obsługi przędzarki,
−
poradnik dla ucznia,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Ć
wiczenie 3
Uruchom przędzarkę obrączkową. Po obserwacji pracy maszyny w ciągu 15 minut
w razie zrywów wykonaj czynności związane z usuwaniem zrywów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące pracy przędzarki,
2)
zapoznać się z instrukcją obsługi maszyny i sposobem likwidowania zrywów,
3)
wykonać czynności opisane szczegółowo w materiałach dydaktycznych w razie
wystąpienia zrywu przędzy.
Wyposażenie stanowiska pracy:
−
przędzarka,
−
instrukcja obsługi przędzarki,
−
poradnik dla ucznia,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 4
Uruchom przędzarkę obrączkową. Po obserwacji pracy maszyny w ciągu 30 minut,
przyjrzyj się dokładnie powstałej przędzy. Jeśli zauważysz błędy procesu przędzenia
scharakteryzuj ich przyczyny.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące pracy przędzarki
obrączkowej,
2)
zapoznać się z instrukcją obsługi przędzarki,
3)
uruchomić maszynę,
4)
obserwować prace maszyny w ciągu 30 min,
5)
wymienić rodzaje błędów przędzy,
6)
zastanowić się jakie mogą być przyczyny ich powstawania.
Wyposażenie stanowiska pracy:
−
przędzarka obrączkowa,
−
instrukcja obsługi przędzarki,
−
katalog błędów przędzy,
−
poradnik dla ucznia,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 5
Oblicz wydajność przędzarki w kg/g o 1000 wrzecionach, pracującej w następujących
warunkach produkcyjnych:
−
Tt przędzy = 50 tex,
−
liczba skrętów T = 35/1 m,
−
prędkość wrzecion n
w
= 140 obr/s,
−
współczynnik wydajności
η
= 0,88.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące obliczeń przędzarek,
2)
odszukać wzór na obliczenie wydajności w kg/h,
3)
sprawdzić jednostki parametrów,
4)
obliczyć, ile może wyprodukować maszyna w ciągu 8 godzin.
Wyposażenie stanowiska pracy:
−
przędzarka,
−
schemat technologiczny przędzarki,
−
poradnik dla ucznia,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 6
Uruchom przędzarkę obrączkową. Obserwuj pracę maszyny w ciągu 10 minut. Zanotuj
obserwacje dotyczące pracy mechanizmu skręcająco-nawijającego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące przędzenia właściwego,
2)
zapoznać się z instrukcją obsługi przędzarki obrączkowej,
3)
uruchomić maszynę,
4)
obserwować pracę maszyny w ciągu 10 min,
5)
rozpoznać mechanizm skręcająco-nawijający przędzarkę obrączkową,
6)
zanotować z jakich elementów jest zbudowany,
7)
zanotować na jakiej zasadzie odbywa się skręcanie i nawijanie przędzy.
Wyposażenie stanowiska pracy:
−
przędzarka obrączkowa,
−
schemat technologiczny przędzarki,
−
instrukcja obsługi przędzarki,
−
poradnik dla ucznia,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 7
Uruchom przędzarkę obrączkową. Po obserwacji pracy maszyny w ciągu 30 minut
wykonaj czynności związane z usunięciem zanieczyszczeń z nieruchomych elementów
maszyny.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące pracy przędzarki
obrączkowej,
2)
zapoznać się z instrukcją obsługi maszyny i utrzymywaniem czystości maszyny w czasie
jej pracy,
3)
wykonać czyszczenie ramy natykowej, półki z niedoprzędem, z ławy obrączkowej
i prowadnic.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Wyposażenie stanowiska pracy:
−
przędzarka obrączkowa,
−
instrukcja obsługi przędzarki,
−
poradnik dla ucznia,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 8
Uruchom przędzarkę bezwrzecionową. Obserwuj pracę maszyny w ciągu 10 minut.
Zanotuj obserwacje dotyczące pracy zasilania maszyny i mechanizmu skręcająco-
nawijającego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące przędzenia właściwego,
1)
zapoznać się z instrukcją obsługi przędzarki,
2)
uruchomić przędzarkę bezwrzecionową,
3)
rozpoznać mechanizm skręcająco-nawijający przędzarki bezwrzecionowej,
4)
zanotować z jakich elementów jest zbudowany mechanizm skręcająco-nawijający
przędzarki bezwrzecionowej,
5)
zanotować, na jakiej zasadzie odbywa się proces przędzenia.
Wyposażenie stanowiska pracy:
−
przędzarka bezwrzecionowa,
−
schemat technologiczny przędzarki,
−
instrukcja obsługi przędzarki,
−
poradnik dla ucznia,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić cel przędzenia?
2)
wyjaśnić na czym polega obsługa przędzarki obrączkowej?
3)
wyjaśnić jak usuwa się zrywy w czasie przędzenia?
4)
scharakteryzować błędy procesu przędzenia?
5)
obliczyć wydajność przędzarki?
6)
wyjaśnić jak działa mechanizm skręcająco-nawijający przędzarki?
7)
wyjaśnić jak obsługiwać przędzarkę obrączkową?
8)
wyjaśnić jak działa przędzarka bezwrzecioniowa?
9)
wykonać czyszczenie przędzarki?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
5.
SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5.
Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki, błędną odpowiedź zaznacz kółkiem, a następnie
ponownie zakreśl prawidłową odpowiedź.
6.
Zadania wymagają prostych obliczeń, które powinieneś wykonać przed wskazaniem
poprawnego wyniku.
7.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8.
Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9.
Na rozwiązanie masz 60 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Przędza jest to
a)
to półprodukt o ograniczonej grubości i małym przekroju poprzecznym.
b)
to półprodukt o nieograniczonej długości i małym przekroju poprzecznym.
c)
to półprodukt o ograniczonej długości i małym przekroju poprzecznym.
d)
to półprodukt o nieograniczonej długości i dużym przekroju poprzecznym.
2.
Skręt przędzy wyznacza się za pomocą
a)
zrywarki.
b)
skrętomierza.
c)
wagi laboratoryjnej.
d)
motaka.
3.
Miarą wytrzymałości przędzy na rozerwanie jest
a)
wydłużenie przędzy pod wpływem działającej siły.
b)
wydłużenie przędzy na skutek jej zerwania.
c)
siła powodująca rozciągnięcie przędzy.
d)
siła powodująca zerwanie rozciąganej przędzy.
4.
Kierunek skrętu przędzy oznaczany jest za pomocą liter
a)
Z i X.
b)
S i Z.
c)
S i W.
d)
S i Z.
5.
Jednostką większą od jednostki tex jest
a)
militex.
b)
kilotex.
c)
decytex.
d)
numer metryczny.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
6.
Numer metryczny przędzy wynosi 100, jej grubość w jednostkach tex wynosi
a)
10.
b)
100.
c)
50.
d)
20.
7.
Produktem zasilającym przędzarkę obrączkową jest
a)
zwój.
b)
runo.
c)
taśma.
d)
niedoprzęd.
8.
Produktem zasilającym przędzarkę bezwrzecionową jest
a)
taśma.
b)
niedoprzęd.
c)
runko.
d)
zwój.
9.
Celem przędzenia właściwego jest
a)
rozciąganie czyszczenie, mieszanie.
b)
rozciąganie, rozluźnianie, mieszanie.
c)
rozciąganie, skręcanie, nawijanie.
d)
rozciąganie, mieszanie, nawijanie.
10.
W systemie średnioprzędnym bawełny wytwarza się przędzę o grubości
a)
15–50 tex.
b)
0–15 tex.
c)
50–100 tex.
d)
100–150 tex.
11.
W systemie czesankowym przerabia się
a)
grube włókna bawełny.
b)
ś
rednie włókna bawełny.
c)
cienkie włókna bawełny.
d)
odpadki bawełniane.
12.
W systemie czesankowym wytwarza się przędze o grubości
a)
10–100 tex.
b)
50–100 tex.
c)
15–50 tex.
d)
5,5–15 tex.
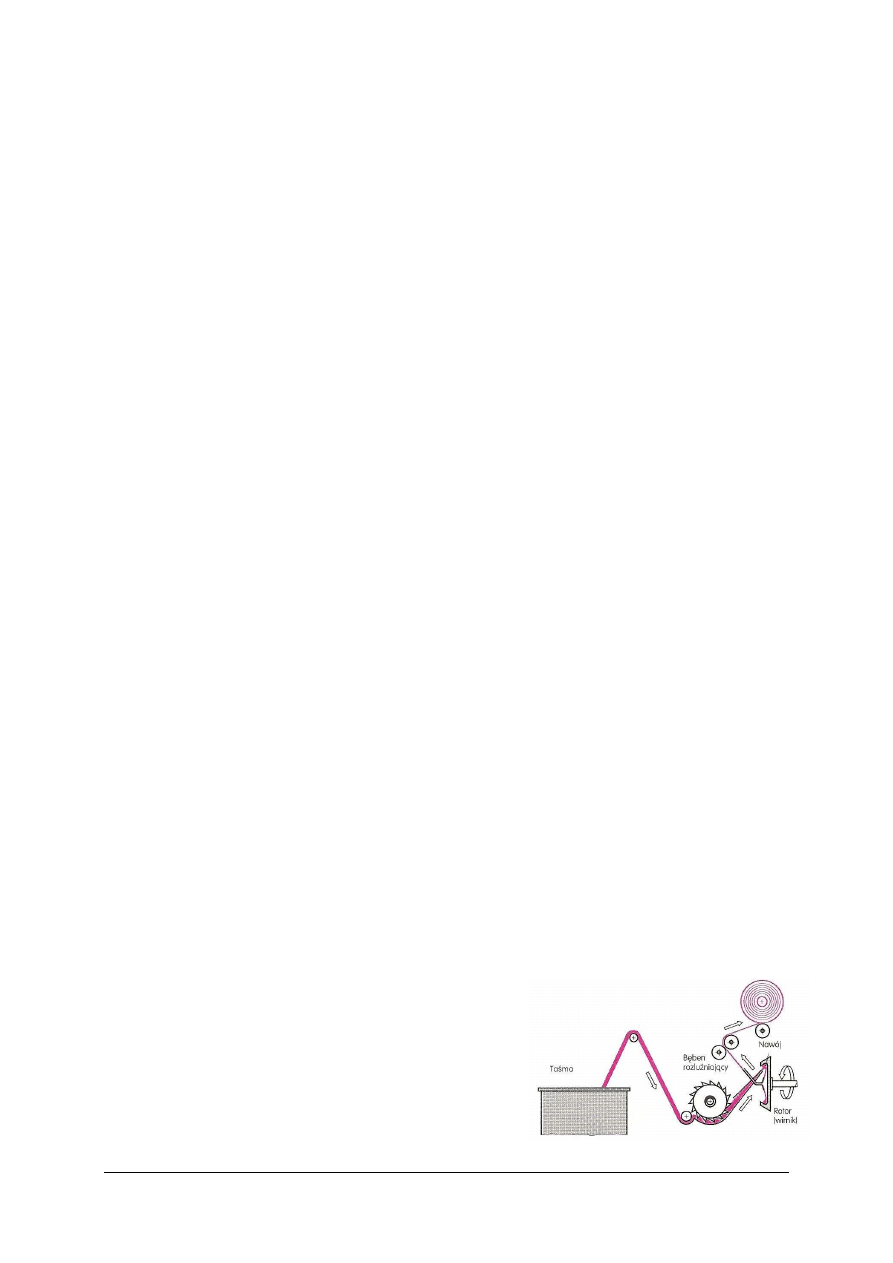
13.
Na rysunku pokazany jest proces
a)
zgrzeblenia.
b)
przędzenia bezwrzecionowego.
c)
przędzenia wstępnego.
d)
przędzenia właściwego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
14.
Wielkość i masa stosowanych biegaczy w przędzarkach obrączkowych zależy od
a)
grubości produkowanej przędzy.
b)
rodzaju surowca.
c)
odległości między wrzecionami.
d)
rodzaju obrączki.
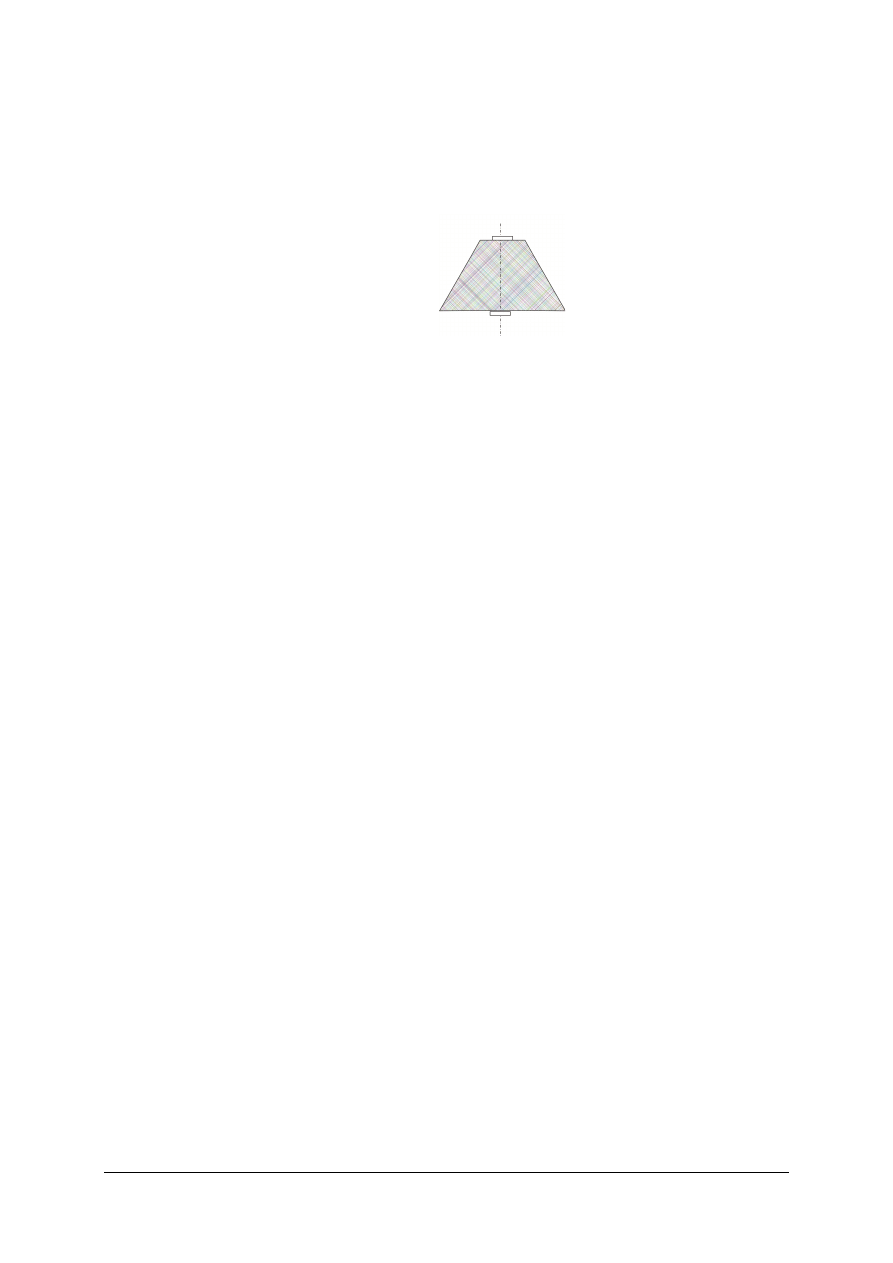
15.
Na rysunku pokazany jest
a)
nawój równoległy.
b)
nawój stożkowo-krzyżowy.
c)
nawój dwutarczowy dzwonowy.
d)
cylindryczny nawój krzyżowy.
16.
Przędza wyprodukowana na przędzarce bezwrzecionowej ma w porównaniu do przędzy
z przędzarki obrączkowej
a)
mniejszą grubość.
b)
taką samą grubość.
c)
mniejszą wytrzymałość.
d)
większą wytrzymałość.
17.
Czynność obciągania w przędzarce obrączkowej polega na
a)
usuwaniu zrywów.
b)
utrzymaniu w czystości aparatu rozciągowego.
c)
zbieraniu i układaniu powstałych w czasie pracy odpadków.
d)
zdejmowaniu pełnych kopek i natykaniu na wrzeciona pustych cewek.
18.
W procesie przędzenia bezwrzecionowego pomija się etap
a)
formowania niedoprzędu.
b)
formowania taśmy.
c)
formowania zwoju.
d)
formowania runa.
19.
Prędkość obrotowa wrzecion na 1 s w przędzarkach obrączkowych wynosi
a)
100–150.
b)
160–220.
c)
50–100.
d)
200–500.
20.
W aparatach wysokorozciągowych stosowanych w przędzarkach obrączkowych wielkość
rozciągu może zawierać się w granicach
a)
0–6.
b)
10–20.
c)
20–40.
d)
powyżej 40.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
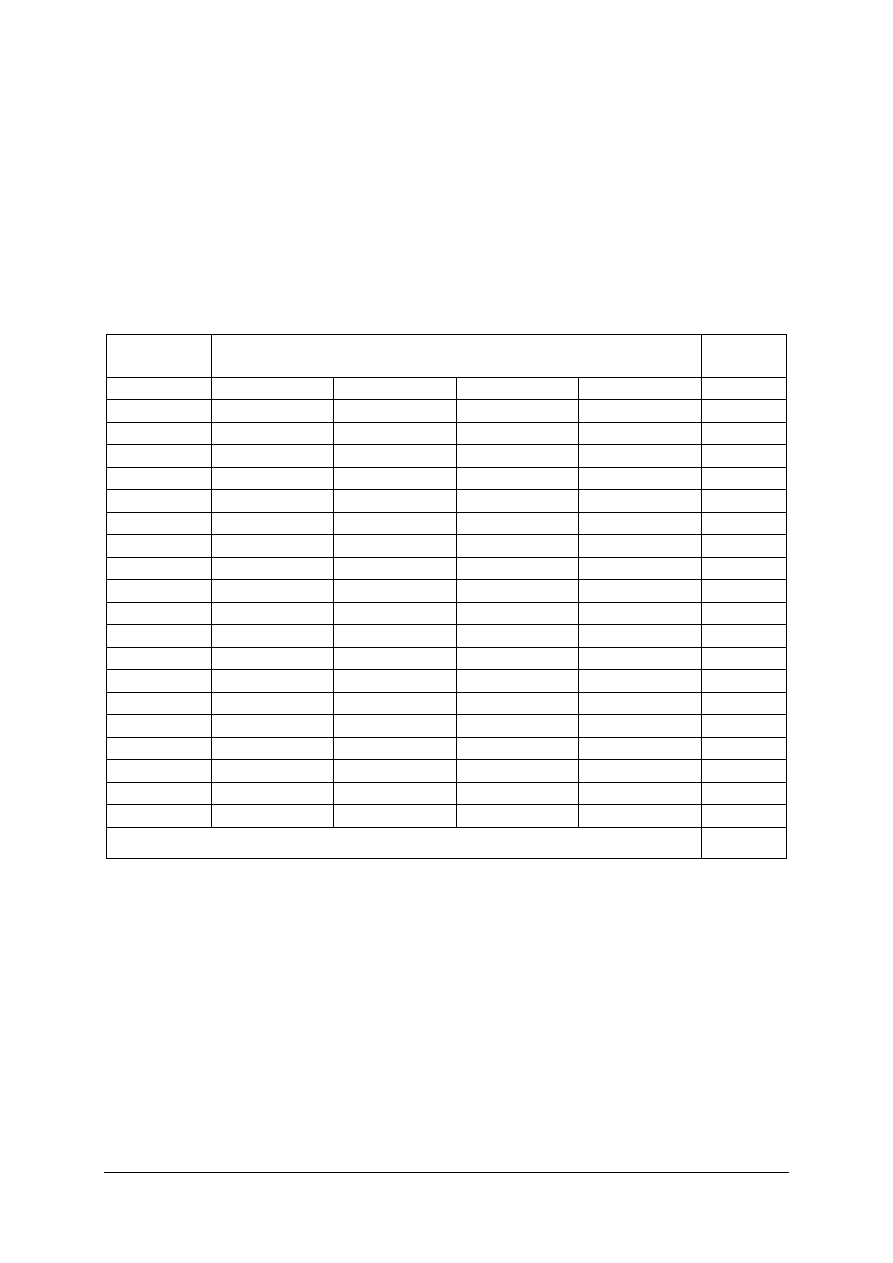
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Wytwarzanie przędzy
Zakreśl poprawną odpowiedź, wpisz brakujące części zdania lub wykonaj rysunek.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
6. LITERATURA
1.
Chylewska B., Jackowski T., Kołaciński T., Malinowski M.: Technologia przędzy
i włóknin. Wydawnictwa Naukowo-Techniczne, Warszawa 1979
3.
Jabłoński W., Jackowski T.: Bezwrzecionowe systemy przędzenia. Wydawnictwa
Naukowo-Techniczne, Warszawa 1983
2.
Jabłoński W., Jackowski T.: Technologia przędzalnictwa bawełny. Wydawnictwo
Naukowo-Techniczne, Warszawa 1982
4.
Kamieński R., Janke M.: Przędzalnictwo wełny. WSiP, Warszawa 1983
5.
Kupczyński Cz., Sikora B.: Przędzalnictwo czesankowe. WSiP, Wrocław 1986
6.
Malinowski M.: Przędzalnictwo bawełny dla ZSZ, WSiP, Wrocław 1975
7.
Semek. P.: Materiałoznawstwo. Podręcznik dla szkół zasadniczych, WSiP, Warszawa 1999
8.
Stowarzyszenie Włókienników Polskich. Przegląd włókienniczy, Łódź 1976
Wyszukiwarka
Podobne podstrony:
operator maszyn w przemysle wlokienniczym 826[01] z1 03 n
operator maszyn w przemysle wlokienniczym 826[01] z1 03 u
operator maszyn w przemysle wlokienniczym 826[01] z1 03 n
operator maszyn w przemysle wlokienniczym 826[01] z2 03 n
operator maszyn w przemysle wlokienniczym 826[01] z1 04 u
operator maszyn w przemysle wlokienniczym 826[01] z1 02 n
operator maszyn w przemysle wlokienniczym 826[01] z3 03 u
operator maszyn w przemysle wlokienniczym 826[01] z1 01 u
operator maszyn w przemysle wlokienniczym 826[01] z4 03 n
operator maszyn w przemysle wlokienniczym 826[01] z2 03 u
operator maszyn w przemysle wlokienniczym 826[01] z1 01 n
operator maszyn w przemysle wlokienniczym 826[01] z3 03 n
operator maszyn w przemysle wlokienniczym 826[01] z1 04 n
operator maszyn w przemysle wlokienniczym 826[01] z2 03 n
operator maszyn w przemysle wlokienniczym 826[01] z3 03 u
operator maszyn w przemysle wlokienniczym 826[01] z1 01 u
operator maszyn w przemysle wlokienniczym 826[01] z4 03 n
operator maszyn w przemysle wlokienniczym 826[01] z2 03 n
więcej podobnych podstron