„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Barbara Radziszewska
Przygotowanie nitek do dziania
311[41].Z3.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr Wiesława Paciorek
mgr inż. Janina Zielińska
Opracowanie redakcyjne:
mgr inż. Barbara Radziszewska
Konsultacja:
mgr Zenon W. Pietkiewicz
Poradnik stanowi obudowę dydaktyczną programu jednostki modu
łowej 311[41].Z3.03,
„Przygotowanie nitek do dziania”, zawartego w modułowym programie nauczania dla
zawodu technik włókiennik.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Charakterystyka procesów przygotowawczych do dziania
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
9
4.1.3. Ćwiczenia
9
4.1.4. Sprawdzian postępów
10
4.2. Proces teksturowania przędzy
11
4.2.1. Materiał nauczania
11
4.2.2. Pytania sprawdzające
16
4.2.3. Ćwiczenia
16
4.2.4. Sprawdzian postępów
18
4.3. Proces łączenia przędz
19
4.3.1. Materiał nauczania
19
4.3.2. Pytania sprawdzające
20
4.3.3. Ćwiczenia
20
4.3.4. Sprawdzian postępów
21
4.4. Proces przewijania przędzy
22
4.4.1. Materiał nauczania
22
4.4.2. Pytania sprawdzające
28
4.4.3. Ćwiczenia
28
4.4.4. Sprawdzian postępów
30
5. Sprawdzian osiągnięć ucznia
31
6. Literatura
37

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy o przygotowaniu nitek
do dziania.
W poradniku znajdziesz:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnik,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
– materiał nauczania – wiadomości teoretyczne niezbędne do osiągnięcia założonych celów
kształcenia i opanowania umiejętności zawartych w jednostce modułowej,
– zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
– ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
– sprawdzian postępów,
– sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi opanowanie
materiału całej jednostki modułowej,
– literaturę uzupełniającą.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
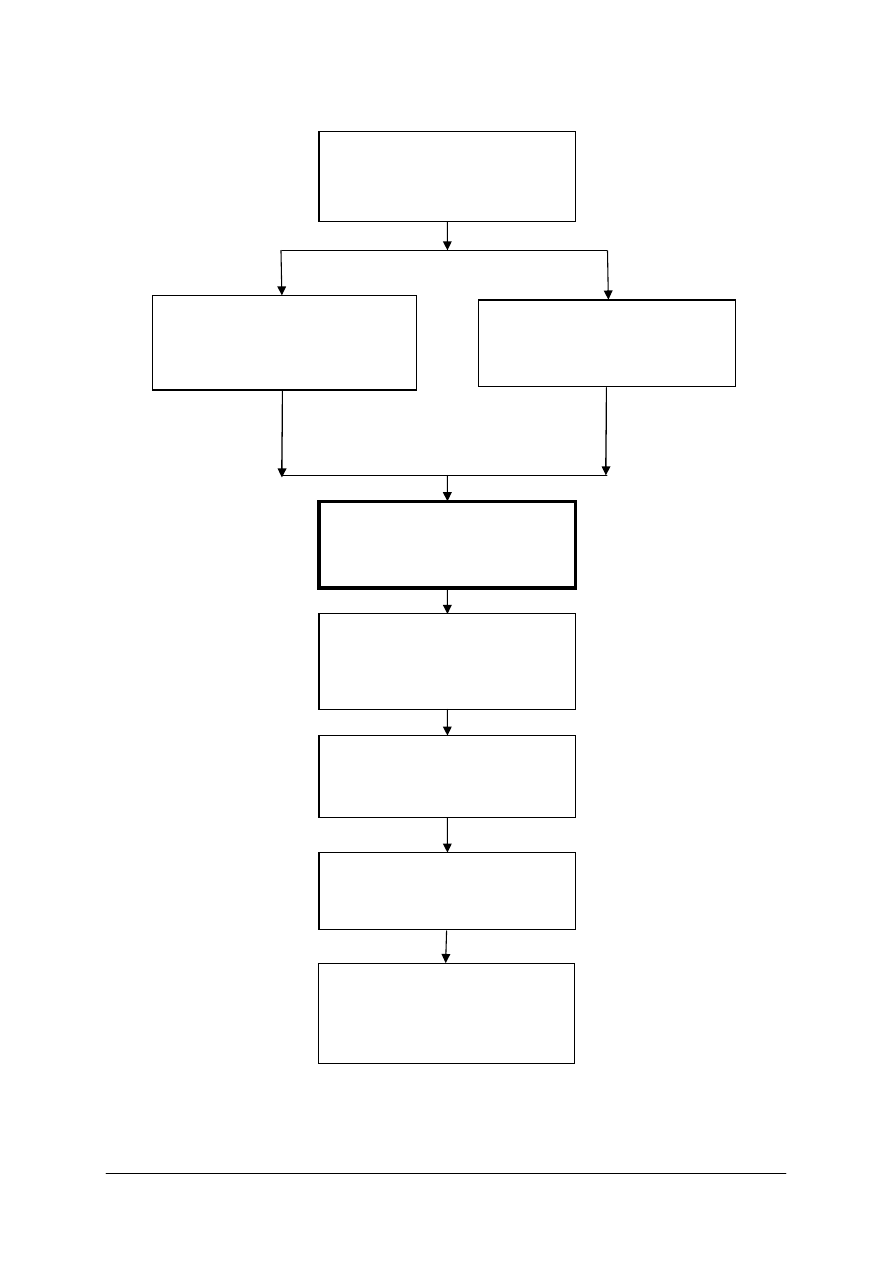
Schemat układu jednostek modułowych
311[41].Z3
Technologia wytwarzania
dzianin
311[41].Z3.03
Przygotowanie nitek
do dziania
311[41].Z3.04
Wytwarzanie dzianin
311[41].Z3.05
Konfekcjonowanie dzianin
311[41].Z3.06
Wykończanie dzianin
311[41].Z3.07
Projektowanie procesu
wytwarzania dzianin
311[41].Z3.01
Badane właściwości dzianin
311[41].Z3.02
Projektowanie dzianin

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej, powinieneś umieć:
−
rozróżniać surowce włókiennicze,
−
określać parametry przędzy,
−
posługiwać się podstawowymi pojęciami dotyczącymi przędzy i maszyn oddziału
końcowego przędzalni,
−
korzystać z różnych źródeł informacji,
−
użytkować komputer,
−
współpracować w grupie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej, powinieneś umieć:
–
scharakteryzować procesy przygotowawcze dziania,
–
zorganizować stanowisko pracy zgodnie z wymaganiami ergonomii,
–
określić zasady przygotowania nitek do dziania,
–
określić parametry podlegające kontroli w procesie przygotowawczym,
–
posłużyć się dokumentacją techniczno-ruchową maszyn,
–
odczytać schematy technologiczne i kinematyczne maszyn stosowanych w procesie
przygotowania nitek do dziania,
–
wyjaśnić działanie typowych maszyn i urządzeń stosowanych w procesie przygotowania
nitek do dziania,
–
określić punkty kontrolne, nastawcze i regulacyjne maszyn oraz urządzeń,
–
określić zasady eksploatacji maszyn stosowanych w procesie przygotowania nitek
do dziania,
–
dokonać oceny stanu technicznego maszyn,
–
obsłużyć maszyny stosowane w procesie przygotowania nitek do dziania,
–
wykonać czynności technologiczne w procesie przygotowania nitek do dziania,
–
dokonać regulacji elementów roboczych, mechanizmów i urządzeń maszyn,
–
zlokalizować usterki poszczególnych elementów i urządzeń maszyn,
–
określić wpływ zastosowania automatyki i techniki komputerowej na obsługę maszyn
stosowanych w procesie przygotowania nitek do dziania,
–
zastosować techniki komputerowe w procesach przygotowania nitek do dziania,
–
dokonać oceny jakości prac przygotowawczych,
–
zastosować przepisy bezpieczeństwa i higieny pracy oraz ochrony przeciwpożarowej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Charakterystyka procesów przygotowawczych do dziania
4.1.1. Materiał nauczania
Do wytwarzania dzianin stosuje się przędze i jedwabie wykonane z włókien naturalnych
i chemicznych. Z grupy włókien naturalnych wykorzystuje się najczęściej bawełnę, wełnę
oraz len zmodyfikowany. Z grupy włókien chemicznych stosuje się przędze wykonane
z włókien ciętych wiskozowych, poliestrowych, poliakrylonitrylowych, a także jedwabie
wykonane z włókien ciągłych wiskozowych i poliestrowych.
Przędze produkuje się z włókien jednorodnych lub z mieszanek. Dobór składników
zależy od przeznaczenia przędzy, rodzaju wykonanej z niej dzianiny, a także od wymaganych
właściwości użytkowych dzianin. Z włókien jednorodnych wytwarza się przędze: bawełniane,
wełniane oraz poliakrylonitrylowe.
Specjalną grupę przędz z włókien ciągłych stanowią przędze elastyczne stosowane
do wytwarzania wyrobów wysoko elastycznych lub ściągaczy do wyrobów pończoszniczych
i dziewiarskich. Zastosowanie przędz zależy od wymagań stawianym wyrobom dziewiarskim
oraz od posiadanego parku maszynowego.
Przędze przerabiane na maszynach dziewiarskich, muszą być odpowiednio
przygotowane. Większość przędz dostarczanych do zakładów przemysłu dziewiarskiego
nie wymaga dodatkowych operacji. Przędza jest nawinięta na nawoje odpowiedniej wielkości
i kształcie w sposób zabezpieczający przed zasuwaniem się oraz odpowiednio uszlachetniona.
Przygotowanie odpowiedniego nawoju odbywa się w zakładach przędzalnianych oraz
zakładach wytwarzających przędzę z włókien chemicznych.
W niektórych zakładach dziewiarskich znajdują się oddziały przygotowujące przędzę
do dziania. Wykonuje się w nich następujące operacje: teksturowanie, przewijanie, snucie,
motanie, łączenie (skręcanie), wykurczanie, oplatanie, tworzenie przędz ozdobnych.
Nie zawsze wykonuje się wszystkie wymienione operacje – ich liczba i rodzaj zależy
od przeznaczenia przędzy.
Zadaniem oddziałów przygotowujących przędzę do dziania jest:
−
przewinięcie przędzy przy stałym napięciu na cewki przystosowane do danego typu
maszyny dziewiarskiej,
−
oczyszczenie jej z nadmiernie grubych węzłów i pęków, które mogłyby uszkodzić
elementy maszyny współpracujące przy formowaniu oczka,
−
uszlachetnienie powierzchniowe przędzy w celu zmniejszenia tarcia o igły i płaszczki,
−
zwiększenie nawoju na cewce lub w osnowie w celu zapewnienia dłuższej pracy
maszyny dziewiarskiej,
−
nałożenie na przędzę z włókien chemicznych preparacji zabezpieczającej ją przed
mechaceniem, podwyższającej również jej miękkość, elastyczność i podatność
na odkształcenia,
−
parafinowanie,
emulgowanie,
nawilżanie
lub
napawanie
przędzy
preparacją
antyelektrostatyczną (przędze z włókien chemicznych).
Przewijanie przędzy
Przewijanie przędzy odbywa się na maszynach zwanych przewijarkami. Do przewijania
przędzy na potrzeby dziewiarstwa stosuje się dwa podstawowe typy przewijarek:
−
przewijarki, na których powstaje nawój butelkowy stożkowy,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
−
przewijarki, na których powstaje nawój krzyżowo-stożkowy precyzyjny lub krzyżowo-
-stożkowy.
Przędze te znajdują zastosowanie na folwarkach i szydełkarkach. Wielkość nawoju
zależy od typu maszyny dziewiarskiej, na której będzie przerabiana dana przędza.
Proces przewijania jest bardzo ważny, gdyż decyduje o późniejszej jakości dzianiny.
Snucie przędzy
Dziewiarskie maszyny osnowowe są zasilane osnową odwijaną z dużych nawojów
walcowych o równolegle ułożonych przędzach znacznej długości.
Przędze w nawoju osnowowym powinny charakteryzować się jednakowym i stałym
naprężeniem. Nawoje osnowowe są przygotowywane w procesie snucia. Snucie polega na
jednoczesnym odwijaniu przędz z kilkuset nawojów przewijarkowych, umieszczonych
na ramie natykowej i nawijaniu ich na jeden wał snowarkowy.
Stosuje się dwa rodzaje snucia:
−
snucie pasmowe stosuje się przede wszystkim dla przędz z włókien staplowych. Osnowy
tego rodzaju wykorzystuje się w maszynach osnowych, które są wyposażone w wałki
osnowe,
−
snucie sekcyjne jest bardziej rozpowszechnione, stosuje się głównie dla przędz z włókien
chemicznych.
W nowoczesnych zakładach dziewiarskich nie snuje się już osnów w dziewiarni, lecz
kupuje gotowe osnowy z zakładów specjalizujących się w snuciu. Zakupione osnowy
u wyspecjalizowanych producentów są tańsze i jakościowo lepsze od tych, które snute
są w dziewiarniach. Proces snucia omówiony został w procesach przygotowawczych tkalni.
Teksturowanie przędzy
Teksturowanie przędzy odbywa się na maszynach teksturujących. W zależności
od rodzaju maszyny teksturującej oraz stosowanej metody teksturowania otrzymuje się
przędzę określonego typu. Teksturowanie przędzy, polega na działaniu termicznym
i mechanicznym na przędzę. Odpowiedni dobór każdego z wymienionych czynników daje
w efekcie przędzę o różnych właściwościach fizycznych i użytkowych. Na maszynach
teksturujących można uzyskać nawoje do różnych typów maszyn dziewiarskich.
Motanie przędzy
Motanie przędzy stosuje się wówczas, gdy zachodzi konieczność barwienia przędzy
w motkach, a następnie przewijanie motków na cewki o odpowiednich kształtach. Obecnie
ten proces w oddziałach przygotowawczych stosuje się coraz rzadziej.
Łączenie (skręcanie) przędz
Łączenie (skręcanie) przędz odbywa się na skręcarkach dwupoziomowych. Ma ono
na celu przygotowanie przędzy do barwienia w motkach i niwelowanie dwóch przeciwnych
skrętów przędzy S i Z przez łączenie tych dwóch przędz w jedną. Łączenie przędz o skrętach
S i Z ma szczególne znaczenie przy przerabianiu ich na folwarkach płaskich o splocie
lewoprawnym oraz przy przygotowaniu przędz teksturowanych do dziania. W czasie łączenia
przędz stosuje się nieznacznie ich skręcanie.
Wykurczanie przędz
Wykurczanie przędz stosuje się głównie przy przerabianiu przędz z włókien
poliakrylonitrylowych. Przędze puszyste, poddawane wykurczaniu, składają się z dwóch
rodzajów włókien: standardowych i nie wykurczonych. W dziewiarstwie stosuje się przędze
wykurczane o składzie: 45% włókien standardowych i 55% włókien niewykurczonych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Wykurczanie przędzy jest dokonywane w atmosferze pary wodnej w temperaturze około
+105
o
C. W krajowym przemyśle dziewiarskim wykurczana jest przędza z włókien
poliakrylonitrylowych, nosi nazwę anilana puszysta.
Oplatanie przędz
Oplatanie jest procesem przygotowującym przędzę elastomerową – cienką gumkę.
Przędza poliuretanowa lub teksturowana jest oplatana innymi przędzami, takimi jak: Stylon,
Torlen, bawełna, wełna itd. Przędza oplatana składa się z rdzenia elastomerowego i przędzy
oplatającej. Przędza oplatająca jest dobierana w zależności od rodzaju dzianiny, w której
będzie stosowana (wyroby skarpetkowe, wyroby gorseciarskie, pończochy przeciwżylakowe,
opaski stosowane przez sportowców przy urazach mięśni itp.).
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie włókna stosuje się do wytwarzania dzianin?
2. Od czego zależy dobór składników przędzy dziewiarskiej?
3. Jakie przędze przerabiane są na maszynach dziewiarskich?
4. Jakie są zadania oddziałów przygotowujących przędzę do dziania?
5. Jakie przewijaki stosuje się do przewijania przędzy na potrzeby dziewiarstwa?
6. Czym charakteryzują się nawoje osnowowe?
7. Jakie rodzaje snucia stosuje się w dziewiarstwie?
8. Dlaczego rezygnuje się z procesu snucia w dziewiarniach?
9. Na czym polega teksturowanie przędzy?
10. Na czym polega motanie przędzy i kiedy jest stosowane?
11. Jakie znaczenie ma łączenie przędz?
12. Jakie przędze poddaje się wykurczaniu i jak jest dokonywane?
13. Na czym polega proces oplatania przędzy?
4.1.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj operacje technologiczne przygotowujące przędzę do dziania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z operacjami technologicznymi przygotowującymi przędzę do dziania,
2) opisać zadania tych operacji,
3) zaprezentować efekty swojej pracy,
4) ocenić poprawność wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
próbki przędzy,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Ćwiczenie 2
Zaplanuj proces przygotowania przędzy do dziania.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) określić parametry planowanej dzianiny,
3) dobrać przędzę,
4) zaplanować proces przygotowania przędzy do dziania,
5) zaprezentować efekty swojej pracy,
6) ocenić poprawność wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
próbki przędza,
−
próbki dzianin,
−
plansze,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wskazać wpływ surowca i przędzy na właściwości dzianin?
2) zdefiniować pojęcia: przędza, jedwab?
3) określić jakie przędze przerabiane są na maszynach dziewiarskich?
4) dobrać rodzaj przędzy do wytworzenia określonego wyrobu
dziewiarskiego?
5) wyjaśnić znaczenie poszczególnych procesów przygotowawczych?
6) dobrać niezbędne procesy przygotowawcze?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.2. Proces teksturowania przędzy
4.2.1. Materiał nauczania
Teksturowanie przędzy jest jednym ze sposobów wykorzystania włókien chemicznych
i przystosowaniem ich do wytwarzania wyrobów dziewiarskich. W procesie tym przędza
uzyskuje właściwości elastyczne lub puszyste. Pierwszymi wyrobami dzianymi z przędz
teksturowanych były skarpetki i pończochy.
Przędze teksturowane z włókien ciągłych mają inne właściwości niż te same przędze
przed teksturowaniem. Głównymi parametrami wpływającymi na zmianę właściwości
przędzy są: temperatura komory nagrzewczej, liczba skrętów na metr przędzy w strefie
teksturowania, prędkość przesuwania się przędzy w strefie teksturowania, kierunek
nadawanego skrętu (S lub Z). Każda zmiana jednego z parametrów teksturowania powoduje
zmianę właściwości przędzy, a więc kontrolowana zmiana parametrów procesu
teksturowania, powoduje otrzymywanie przędz o różnych cechach fizycznych. Cechą
charakterystyczną przędz teksturowanych jest bardzo duże wydłużenie sprężyste. Wydłużenie
przędz teksturowanych można podzielić na wydłużenie prostujące i wydłużenie substancji
tworzywa przędzy. Wydłużenie prostujące, doprowadzające przędzę do postaci przed
teksturowaniem, jest miarą teksturowania, nazywaną stopniem skędzierzawienia.
Przędze teksturowane dzieli się w zależności od stopnia skędzierzawienia na dwie grupy:
–
przędze puszyste, których stopień skędzierzawienia nie przekracza 20%,
–
przędze elastyczne, których stopień skędzierzawienia jest powyżej 20%.
Przędze teksturowane wytwarza się obecnie wieloma metodami, z których tylko kilka
znajduje zastosowanie na skalę przemysłową. Do najważniejszych należą: metoda
rzeczywistego skrętu, metoda fałszywego skrętu, metoda wtórnej stabilizacji, metoda
przeciągania na ostrzu, metoda zgniatania, metoda Knit de Knit i metoda pneumatyczna.
Metoda rzeczywistego skrętu jest stosowana w bardzo ograniczonej formie, ponieważ jest
metodą nieciągłą i mało wydajną. Polega ona na skręcaniu przędzy do liczby skrętów bliskiej
skrętowi krytycznemu, utrwalaniu tego skrętu w procesie obróbki termicznej,
a następnie odkręceniu przędzy w odwrotnym kierunku. Otrzymana tym sposobem przędza
jest elastyczna i jednocześnie puszysta (zwiększa znacznie swoją objętość) Nadano jej nazwę
handlową Helanco. Surowcem wyjściowym była przędza poliamidowa.
Teksturowanie
przędz
metodą
zgniatania
wykorzystuje
działanie
czynnika
mechanicznego i termicznego. Działanie mechaniczne polega na utworzeniu na przędzy
karbików za pomocą dwóch obracających się walców i kanału w kształcie klina.
Pod działaniem tych dwóch elementów przędza ulega skarbikowaniu. Karbiki na przędzy
zostają utrwalone w komorze stabilizacyjnej.
Teksturowanie przędz metodą przeciągania na ostrzu polega na wytwarzaniu
asymetrycznej struktury pojedynczych włókien, tworzących przędzę przez działanie
termiczne oraz naprężeń ściskających i rozciągających powstających we włóknie przy
przeciąganiu ich na promieniu krzywizny ostrza. Właściwości puszyste tych przędz ujawniają
się dopiero w procesie stabilizacji parą wodną wyrobów wytworzonych z tych włókien.
Teksturowanie przędz metodą bistabilizacji polega na wtórnej stabilizacji przędz
o dużej elastyczności teksturowanych metodą fałszywego skrętu. Bistabilizacja przędz
elastycznych oparta jest na działaniu termicznym i rozciągającym. Działanie na przędzę
elastyczną wysokich temperatur powodujących mięknienie tworzywa przędzy i jednoczesne
rozciąganie przędzy, prowadzi do zaniku w przędzy elastyczności i tendencji skręcających,
w wyniku czego przędza traci właściwości elastyczne, a zyskuje puszystość.
Teksturowanie przędzy metodą pneumatyczną polega na mechanicznym działaniu
strumienia sprężonego powietrza wdmuchiwanego przez dyszę do komory, w której
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
przemieszcza się przędza. Działanie sprzężonego powietrza wywołuje wzrost napięć
w pojedynczych włóknach przędzy na krótkich odcinkach, powodując odkształcenie włókien,
tworząc z nich pętelki na obwodzie przędzy lub całym jej przekroju. Przędza ta po stabilizacji
jest upodobniona do przędz z włókien staplowych.
Teksturowanie przędzy metodą Knit de Knit (KdK), zwaną też metodą dziewiarską,
polega na wytworzeniu dzianiny, ustabilizowaniu jej w komorze stabilizacyjnej, a następnie
spruciu i utworzeniu nawoju z tak otrzymanej przędzy. Metodą KdK teksturuje się przędze
z włókien chemicznych i naturalnych. Najczęściej jednak przędze o właściwościach
termoplastycznych. W Polsce metoda ta znalazła zastosowanie do wytwarzania przędz
modyfikowanych na potrzebny przemysłu dziewiarskiego.
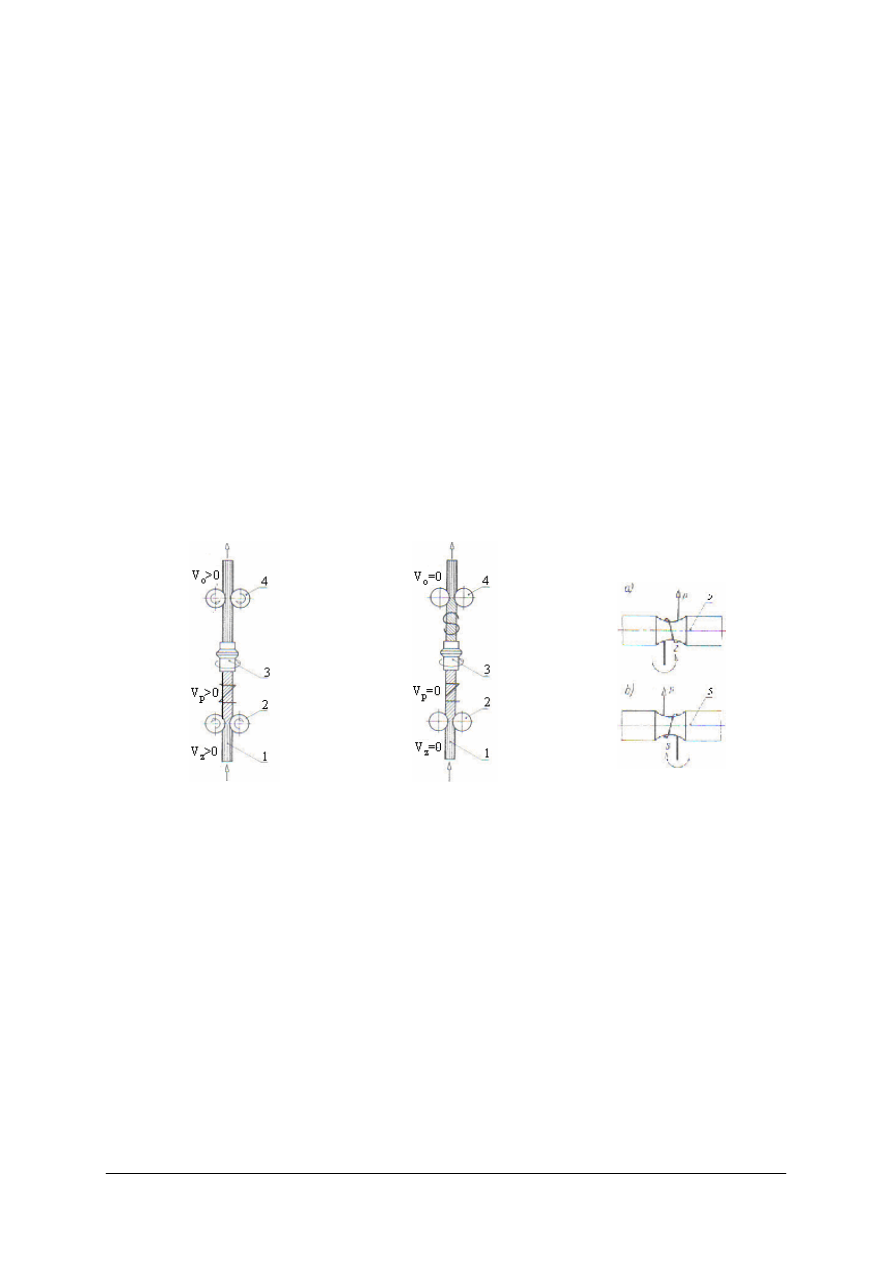
Wytwarzanie przędz teksturowanych metodą fałszywego skrętu
Wytwarzanie przędz teksturowanych metodą fałszywego skrętu jest najbardziej
rozpowszechnione. Pozwala ona na wytwarzanie przędz elastycznych, np. Modylon. Metoda
ta polega na nadaniu przędzy w pierwszej fazie wytwarzania dużej liczby skrętów o kierunku
Z, przy jednoczesnym doprowadzeniu przędzy w komorze nagrzewczej do temperatury
mięknienia. Czynności te są dokonywane między wałkami podającymi 2 a wrzecionem
nibyskretowym 3 (rys.1). W drugiej fazie następuje „odkręcanie” pierwotnie nadanego skrętu
przędzy
w
kierunku
S
i
odbiór
przędzy
przez
wałki
odbierające
4.
Na rysunku 1 przedstawiono zasadę skręcania przędzy 1 przy założeniu, że wałki podające 2
i wałki odbierające 4 nie obracają się.
Rys.1. Teksturowanie przędzy przy
nieruchomych wałkach podających
i odbierających [3, s.23]
Rys. 2. Teksturowanie przędzy
przy czynnym procesie [3, s.23]
Rys. 3. Sposoby przewlekania
przędzy przez trzpień wrzeciona
nibyskrętowego [3, s.23]
1 – przędza, 2 – wałki podające, 3 – wrzeciono nibyskretowe, 4 – wałki odbierające, 5 – trzpień
Nieco inaczej wygląda proces teksturowania, jeżeli wałki podające 2 i wałki odbierające
4 obracają się (rys.2). Sposób przewleczenia przędzy przez trzpień 5 na wrzecionie
nibyskrętowym pokazano na (rys.3).
Maszyny do wytwarzania przędz teksturowanych metodą fałszywego skrętu były ciągle
modernizowane. Zwiększano liczbę obrotów wrzeciona nibyskrętowego oraz prędkość
przesuwania się przędzy miedzy wałkami podającymi a odbierającymi. Pierwsze typy maszyn
miały wrzeciona nibyskrętowe ułożyskowane w łożyskach igiełkowych i osiągały około
335 obr/s. Zmiana wrzecion oraz sposobu ułożyskowania pozwoliły na osiągnięcie liczby
obrotów wrzecion w granicach od 3 000 do 7 500 obr/s, przy prędkości liniowej przędzy od
0,75 do 1 m/s. Przy zastosowaniu wrzecion tulejkowych obroty osiągnęły wielkość od 10 000
do 25 000 obr/s, przy prędkości liniowej przędzy od 2,5 do 6,6 m/s. Mechanizmy nadawania
fałszywego skrętu przędzy różnią się między sobą konstrukcją, sposobem łożyskowania
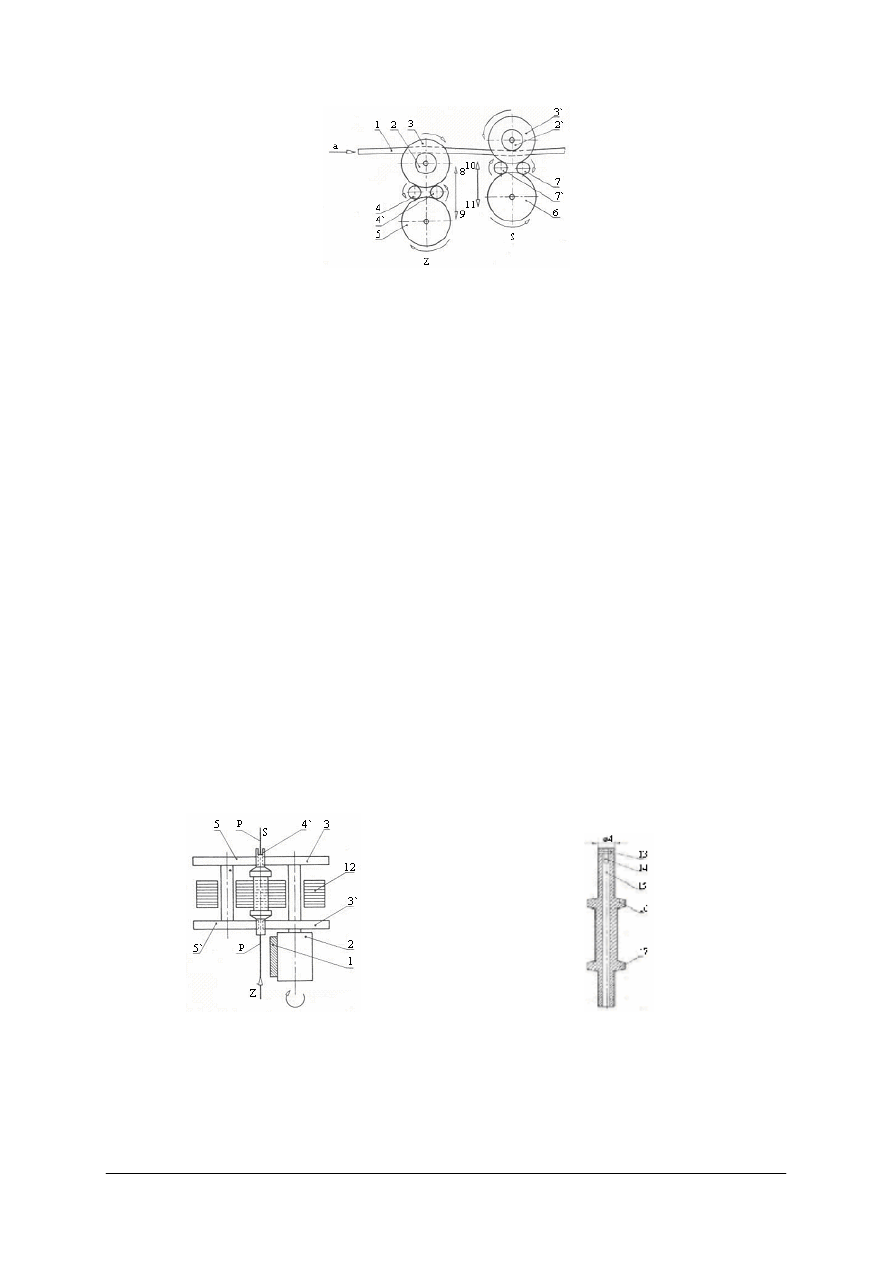
wrzecion i ich napędem. Jedno z rozwiązań przedstawiono na (rys. 4).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys. 4. Napęd wrzecion nibyskrętowych [3, s. 24]
1 – pas napędowy, 2 i 2
’
– tuleje napędowe, 3 lub 3
’
– koło cierne czynne, 4 i 4
’
– wrzeciona, 5 i 6 – koła cierne
bierne, 7 i 7
’
– wrzeciona, 8, 9, 10, 11 – strzałki
W zależności od kierunku przesuwania się pasa napędowego 1 wrzeciona 4 i 4’ oraz 7
i 7’ będą obracały się w odpowiednich kierunkach. Jeżeli pas napędowy przesuwa się
w kierunku strzałki a, wrzeciona 4 i 4’ będą skręcały przędzę w komorze nagrzewczej
w kierunku Z, natomiast wrzeciona 7 i 7’ będą skręcały przędzę w kierunku S. Napęd na
wrzeciona 4 i 4’ oraz 7 i 7’ jest przenoszony od pasa napędowego 1 przez tuleję napędową 2
i 2’; koło cierne, czynne 3 lub 3’ nada obrót wrzecionom 4 i 4’ lub 7 i 7’. Koła cierne 5 i 6 są
kołami biernymi, które zapewniają wrzecionom odpowiednie ustawienie w pionie i poziomie.
Zabezpieczają one jednocześnie wrzeciona przed „wyrzuceniem” w czasie włączenia zespołu
do napędu na skutek działania bardzo dużych sił odśrodkowych.
Stałą współprace wrzecion nibyskrętowych z kołami ciernymi zapewniają stałe magnesy.
Strzałki 8 i 9 oraz 10 i 11 wskazują, czy zespół jest włączony do pracy czy nie. Zespoły
napędowe są usytuowane w stosunku do pasa napędowego przemiennie, dzięki czemu
uzyskuje się zwiększony kąt opasania tulei przez pas. Jeden zespół, składający się z dwóch
wrzecion, może wytwarzać przędzę o tym samym kierunku skrętu.
Zrozumienie istoty teksturowania przędzy metodą fałszywego skrętu może ułatwiać
pokazanie pionowego ułożenia wrzeciona nibyskrętowego i jego współpracy z przewleczoną
przędzą (rys. 6). Wrzeciono nibyskrętowe 4’ (rys. 5 i 6) jest utrzymywane w pozycji pionowej
przez stały magnes płytkowy 12 i przytrzymywane przez koło napędowe cierne czynne 3 i 3’
oraz bierne 5 i 5’ (rys. 5). Wrzeciona są napędzane po dosunięciu tulei 2 do pasa 1.
Po odsunięciu tulei 2 do pasa 1 przez układ dźwigni zostają odsunięte koła napędzające
przędzę w urządzeniu podającym i odbierającym. Wrzeciono nibyskrętowe jest prostym
elementem konstrukcyjnym, lecz musi być idealnie wyważone dynamicznie, zwłaszcza
w tych typach maszyn, w których liczba obrotów jest bardzo duża, rzędu 8000 obr/s.
Rys. 5. Położenie wrzeciona nibyskrętowego
w czasie pracy [3, s. 25]
Rys. 6. Przekrój wrzeciona nibyskrętowego [3, s. 25]
1 – pas napędowy, 2 i 2
’
– tuleje napędowe 3 lub 3
’
– koło cierne czynne, 5 i 5’ – koła cierne bierne, 12 stały
magnes płytkowy, 13 – trzpień, 14 – wycięcie, 15 – otwór, 16, 17 – kołnierze

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Konstrukcję wrzeciona nibyskrętnego pokazano na rysunku 6. Przez otwór 15,
przechodzący przez całą długość wrzeciona, jest prowadzona przędza. Wycięcie 14 służy do
przeciągnięcia szydełkiem przędzy wokół trzpienia 13. Kołnierze 17 o kształcie kołowym
mają za zadanie utrzymanie wrzeciona w pozycji pionowej między dwoma kołami ciernymi
3, 3’ i kołami 5, 5’ (rys. 5). Wrzeciona skrętowe są dodatkowo zabezpieczone przed
wypadnięciem prowadnikami z drutów.
Nastawienie i regulacja
Nastawieniu i regulacji podczas teksturowania przędzy podlegają następujące
mechanizmy: skrętowy, podający i odbierający mające zasadniczy wpływ na parametry
otrzymanej przędzy. Mechanizmy te powodują zmianę prędkości liniowej podawanej
i odbieranej przędzy. W wyniku zmiany tych prędkości w przędzy występują zmienne
napięcia, wywołujące niepożądane zmiany w fizycznej strukturze otrzymywanej przędzy.
W zależności od wymaganych parametrów technologicznych przędzy stosuje się różne
prędkości i napięcia przędzy. Przędza może być podawana lub odbierana bez rozciągania
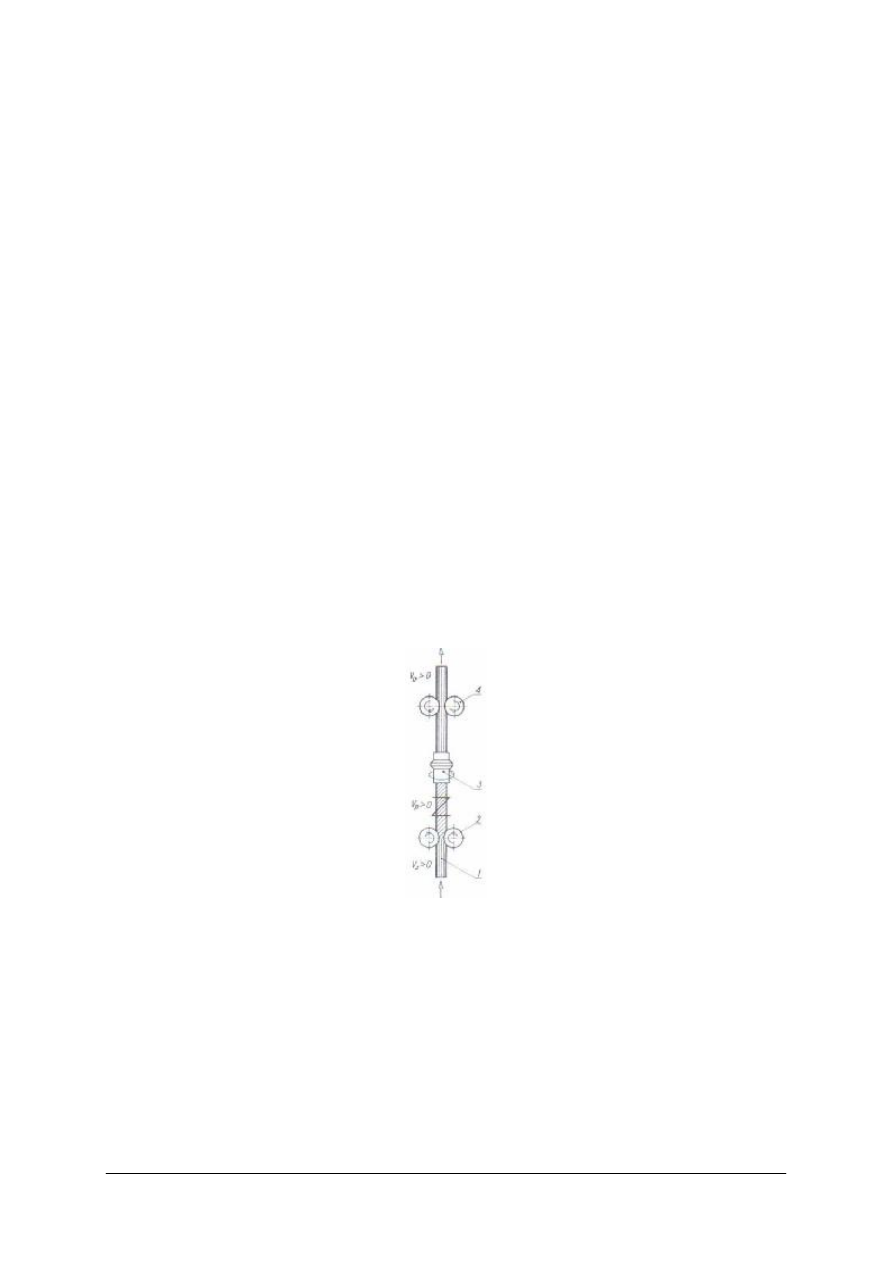
lub z rozciąganiem. Zasadę działania maszyny teksturującej pokazano schematycznie
na rysunku 8. Przędza z cewki 1, przewleczona przez prowadniki 2 i 3, przechodzi przez
naprężacz drabinkowy 4, prowadnik 5 do rolki 7. Rolka 7 ma kilka rowków na obwodzie
tak, że przędza prowadzona między rolką 7 a wałkami podającymi 6 może być kilkakrotnie
owinięta wokół nich.
Rys. 7. Schemat technologiczny prowadzenia przędzy w skręcarce [2, s. 26]
1 – cewka, 2 i 3 – prowadniki, 4 – naprężacz drabinkowy, 5 – prowadnik, 6 – wałki podające, 7 – pas napędowy,
8 – komora stabilizacyjna, 9 – wrzeciono nibyskrętowe, 10 – rolka, 11 – prowadnik, 12 – wałki odbierające,
13 – pas napędowy, 14 – parownik, 15 – wodzik przędzy teksturowanej, 16 – wałek podzwojowy, 17 – cewka
teksturowanej przędzy.
Po przejściu przez wałki podające 6 przędza przechodzi przez komorę nagrzewczą 8
i jest wprowadzona do otworu wrzeciona niby skrętowego 9. Na odcinku L
1
następuje
skręcenie przędzy z jednoczesnym jej nagrzewaniem. Odcinek ten nazywa się strefą
skręcenia. Kierunek nadawanego skrętu zależy od wybranego wariantu napędowego.
W strefie skręcenia może zachodzić podawanie przędzy bez rozciągania gdy prędkość
wałków podających 6 jest większa od prędkości wałków odbierających 12 lub z rozciąganiem
gdy prędkość wałków podających 6 jest mniejsza od prędkości wałków odbierających 12.
Strefa L
2
jest strefą rozkręcania. Wielkości te dla różnych maszyn są różne.
Zarówno w strefie skręcenia L
1
, jak i w strefie rozkręcania L
2
nastawieniu podlega liczba
obrotów wałków podających i liczba obrotów wałków odbierających.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
W chwili, gdy wrzeciono nibyskrętowe przestaje pracować, zostają wyłączone z pracy
górne wałki w mechanizmie podającym i odbierającym.
Istotnym parametrem wpływającym na jakość otrzymywanej przędzy jest czas
przebywania jej w komorze nagrzewczej. Czas ten jest uwarunkowany długością rurek
w komorach nagrzewczych, przez które przechodzi przędza, oraz prędkością przechodzenia
przędzy przez komorę.
Czas ten można obliczyć ze wzoru:
o
v
I
t
=
gdzie:
t – czas przebywania przędzy w komorze w s,
l – długość rurek w komorach nagrzewczych w m,
v
o
– prędkość liniowa odbieranej przędzy w m/s.
Wykorzystując schemat kinematyczny maszyny teksturującej, można obliczyć żądana
liczbę skrętów przędzy przy teksturowaniu. Do każdej maszyny teksturującej jest dołączony
schemat kinematyczny wszystkich zespołów napędowych oraz są podane liczby zębów kół
zmianowych. Podczas teksturowania przędzy jest nadawany skręt o wielkości bliskiej
skrętowi krytycznemu. Skręt krytyczny jest to liczba skrętów, przy której pojedyncze włókna
w przędzy zaczynają pękać i przędza zastaje uszkodzona.
Do określenia liczby skrętów jaka powinna być nadawana przędzy w procesie
teksturowania, aby stopień skędzierzawienia był najwłaściwszy służy wzór:
Tt
3
2800
Tt
9
2800
T
m
=
=
gdzie:
T
m
– liczba skrętów przędzy na metr,
Tt – masa liniowa przędzy w teksach.
Stopień skędzierzawienia może być różny i zależy od wymagań technologicznych.
Wymagania dotyczące stopnia skędzierzawienia zawiera norma: BN–72/7551–01
„Poliamidowa przędza teksturowana”.
Niezależnie od norm, zawierających wskaźniki wymagań dotyczących przędz
teksturowanych, można zmieniać parametry przędzy w czasie teksturowania. Stosuje się
wówczas wzór ogólny:
o
w
m
v
n
T
=
gdzie:
T
m
– liczba skrętów przędzy na metr,
n
w
– prędkość obrotowa wrzeciona w obr/s,
v
o
– prędkość liniowa przędzy teksturowanej w m/s.
Liczbę skrętów przędzy na metr można więc regulować prędkością obrotową wrzecion
oraz prędkością liniową przędzy na odcinku między wałkami padającymi i odbierającymi:
o
o
o
n
d
v
⋅
⋅
π
=
gdzie:
d
o
– średnica wałka odbierającego w m,
n
o
– prędkość obrotowa wałka odbierającego w obr/s.
Obroty wrzecion można wyliczyć ze wzoru:
s
w
n
k
n
⋅
=

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
gdzie:
k – współczynnik przełożenia w maszynie teksturującej wyznaczony ze schematu
kinematycznego,
n
s
– prędkość obrotowa silnika w obr/s.
Zmiana liczby obrotów wrzecion związana jest z koniecznością uzyskania
odpowiedniego stopnia skędzierzawienia przędzy oraz masą liniową przędzy.
Temperaturę procesu teksturowania ustala się w zależności od rodzaju surowca i jego
temperatury mięknienia. Związane jest to również z konstrukcją maszyny, a zwłaszcza
z wielkością komory stabilizacyjnej i rodzajem sposobu ogrzewania.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1
Jaki jest cel procesu teksturowania?
2
Jak dzieli się przędze teksturowane?
3
Jakie są najważniejsze metody teksturowania?
4
Na czym polega metoda rzeczywistego skrętu?
5
Na czym polega metoda wtórnej stabilizacji?
6
Kiedy ujawniają się właściwości puszyste przędz w metodzie przeciągania na ostrzu?
7
W jaki sposób przebiega proces teksturowania metodą zgniatania?
8
Na czym polega metoda Knit de Knit?
9
Jakie przędze otrzymuje się metodą pneumatyczną?
10 Na czym polega metodą fałszywego skrętu?
11 Jak działa napęd wrzecion nibyskrętowych?
12 Jak przebiega współpraca wrzeciona nibyskrętowego z przewleczoną przędzą?
13 Jak oblicza się czas przebywania przędzy w komorze nagrzewczej?
14 Jak oblicza się liczbę skrętów jaka powinna być nadawana przędzy w procesie
teksturowania?
15 Jakie mechanizmy podlegają nastawieniu i regulacji podczas teksturowania?
4.2.3. Ćwiczenia
Ćwiczenie 1
Przeprowadź proces teksturowania przędzy metodą Knit de Knit.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z procesem,
3) wybrać dzianinę z włókien ciągłych,
4) przeprowadzić stabilizację,
5) spruć dzianinę i nawinąć przędzę,
7) zaprezentować efekty swojej pracy,
8) ocenić poprawność wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
próbki dzianin,
−
komora stabilizacyjna,
−
urządzenie do nawijania przędzy,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.
Ćwiczenie 2
Przeprowadź niezbędne obliczenia do przeprowadzenia procesu teksturowania przędzy
metodą fałszywego skrętu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać wzory,
2) wybrać numer przędzy,
3) ustalić parametry na podstawie schematu technologicznego i kinematycznego,
4) obliczyć czas przebywania przędzy w komorze nagrzewczej,
5) obliczyć liczbę skrętów jaka powinna być nadawana przędzy w procesie teksturowania,
6) ocenić poprawność wykonanych obliczeń,
7) zaprezentować otrzymane wyniki.
Wyposażenie stanowiska pracy:
−
schemat technologiczny i kinematyczny maszyny do teksturowania,
−
kalkulator,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.
Ćwiczenie 3
Przeprowadź nastawienie maszyny i proces teksturowania przędzy metodą fałszywego
skrętu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z procesem teksturowania przędzy metodą fałszywego skrętu,
3) zapoznać się ze schematem technologicznym i kinematycznym maszyny,
4) nastawić parametry maszyny,
5) przeprowadzić teksturowanie przędzy,
6) zaprezentować efekty swojej pracy,
7) ocenić poprawność wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
przędza z włókien syntetycznych,
−
maszyna do teksturowania,
−
schemat technologiczny i kinematyczny maszyny do teksturowania,
−
arkusz do ćwiczeń,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić cel procesu teksturowania przędzy?
2) podać metody teksturowania?
3) wskazać różnice między poszczególnymi metodami teksturowania?
4) scharakteryzować metodę fałszywego skrętu?
5) wskazać punkty regulacji procesu teksturowania?
6) obliczyć czas przebywania przędzy w komorze nagrzewczej?
7) określić liczbę skrętów jaka powinna być nadawana przędzy
w procesie teksturowania?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.3. Proces łączenia przędz
4.3.1. Materiał nauczania
Łączenie przędz
W dziewiarstwie przerabia się przędze pojedyncze lub łączone. Przędze mogą być
łączone z dwóch lub kilku przędz pojedynczych. Mogą to być przędze z tego samego surowca
lub też przędze różniące się rodzajem surowca lub barwą. Łączenie przędz może być
dokonywane bezpośrednio na maszynie dziewiarskiej lub po za nią na specjalnych maszynach
oddziału przygotowującego przędzę do dziania. Łączenie przędz na maszynie dziewiarskiej
polepsza warunki ciągłości pracy maszyny zwłaszcza szydełkarek.
Głównym celem połączenia przędz w procesie dziania oraz przed procesem dziania jest
uzyskane wyższej wydajności maszyny dziewiarskiej, poprawa jakości dziany oraz tworzenie
dodatkowych efektów wzorniczych. Łączenie przędz o przeciwnych kierunkach skrętu ma
celu uniknięcie jednokierunkowego pochylenia rządków oczek w stosunku do kolumienek
oraz zwiększenie wytrzymałości przerabianej przędzy i zmniejszenie nierównomierności.
Łączenie przędz w procesie dziania zapobiega spadaniu dzianiny z igieł w chwili
zerwania się jednej z przędz. Pozwala też na uzyskanie specjalnych efektów wzorniczych np.:
po prawej stronie widoczne są oczka z jednej przędzy, po lewej z drugiej.
Przędze na maszynach dziewiarskich łączy się, podając je na igły przez odpowiednie
lejki. Łączenie przędz w procesie dziania może być dokonane również przy użyciu
dodatkowych elementów biorących bezpośredni udział w tworzeniu oczek dzianiny,
np. płaszczek stosowanych przy produkcji dzianin pluszowych, platerowanych, dzianin
z podbiciem lub dzianin futerkowych.
Łączenie przędz teksturowanych ma na celu wyrównanie momentu skręcającego
w przędzach o kierunku skrętu Z i S, jakie powstają w procesie teksturowania. Momenty
skręcające w przędzy teksturowanej są pozostałością po teksturowaniu i podczas dziania
oraz w gotowej dzianinie wywołują skręcenie i pochylenie oczek, obniżając tym samym
właściwości użytkowe wyrobów. W celu usunięcia ujemnych skutków momentów
skręcających, występujących w przędzy teksturowanej, dokonuje się łączenia tych przędz
z jednoczesnym niewielkim ich skręcaniem. Podczas łączenia przędz zostają usunięte błędy
wynikłe z procesu teksturowania, jak: niezwiązane końce, miejsca nieprawidłowo
skędzierzawione, nadmierne zgrubienia, węzły itp.
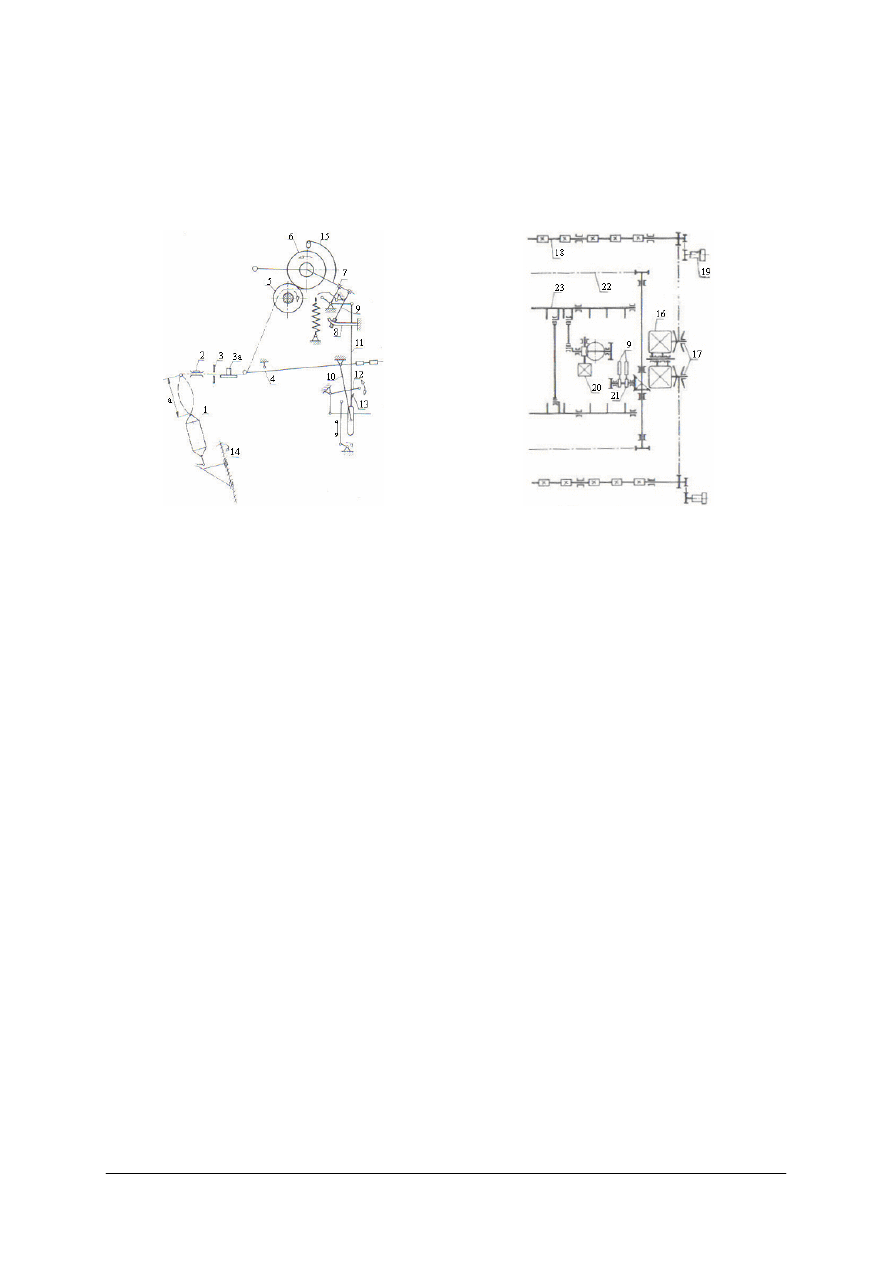
Rys. 8. Schemat technologiczny dokręcarki
firmy Berliner, typ SDD
–
T280
–
[3, s.33]
Rys. 9. Budowa komory skręcającej
maszyny SDD
–
T280 [3, s.33]
1 – pas, 2 – tuleja, 3 – tarcza magazynująca, 4 tarcza magnesu, 5 – pierścienie magnetyczne, 6 – nawój,
7 – komora skręcająca, 8 i 8’ – prowadniki, 9 – urządzenie podające, 10 – zespół nanoszący preparację,
11 – prowadniki, 12 – mechanizm wodzikowy, 13 – wałek podzwojowy, 14 – nawój, 15 – magnes, 16 – kulka,
17 – prowadnik, 18 – przędza

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Skręcarka typu SDD–T280, zwana też dokręcarką, służy do skręcania przędz
teksturowanych. Skręcarka ta wymaga stosowania nawojów przędz złączonych. Nawoje są
łączone na maszynach teksturujących lub na maszynach łączarkowo-zdwojarkowych.
Na rysunku 8 pokazano schemat technologiczny skręcarki SDD–T280. Przędza
z nieruchomego nawoju 6 jest wprowadzana do komory skręcającej 7. Komora skręcająca 7
jest napędzana od pasa 1 tuleją 2. Tarcza magnesu 4 służy do hamowania i zatrzymywania
komory skręcającej 7. Dalej przędza jest wyprowadzona z tarczy magazynującej 3 przez
pierścienie magnetyczne 5 do prowadników 8 i 8’ i dalej do urządzenia podającego 9. Po
wyjściu z urządzenia podającego przędza jest doprowadzana do zespołu nanoszącego
preparację 10. Z prowadników 11 przędza jest przekazywana do mechanizmu wodzikowego
12 i dalej przez wałek podzwojowy 13 do nawoju 14.
Urządzenie podające 9 (rys. 8) jest jednocześnie urządzeniem odbierającym przędze
z nawoju 6. Naprężenie przędzy jest regulowane zespołami magnetycznymi 4 i 5, które
spełniają również rolę regulatora ilości magazynowanej przędzy na tarczy magazynującej 3.
Komora skręcająca (rys. 9) nadaje przędzy skręt. Regulacja skrętu przędzy jest związana
z masą liniową przędzy i zależy od wielkości kulki 16. Przędza 18 wprowadzana przez
prowadnik 17 dostaje się pod kulkę, która jest dociskana siłą przyciągającą magnesu 15.
Kulki 16 są wymienne i mają różną wielkość i masę, zależną od masy liniowej przędzy.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są sposoby łączenia przędz dziewiarskich?
2. Jaki są cele łączenia przędz w procesie dziania?
3. W jaki sposób następuje łączenie przędz w procesie dziania?
4. W jakim celu łączy się przędze teksturowane?
5. Jak działa skręcarka SDD–T280?
6. Jakie jest działanie komory skręcającej?
4.3.3. Ćwiczenia
Ćwiczenie 1
Przeanalizuj sposób łączenia przędz w procesie dziania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeprowadzić obserwację łączenia przędz bezpośrednio na maszynie dziewiarskiej,
2) zwrócić uwagę na podawanie przędzy przez odpowiednie lejki,
3) ocenić efekty uzyskane w dzianinie,
4) opisać przebieg ćwiczenia.
Wyposażenie stanowiska pracy:
−
szydełkarka,
−
przędza kolorowa,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Ćwiczenie 2
Rozpoznaj podstawowe elementy dokręcarki SDD–T280 przedstawionej na schemacie i
przeanalizuj przebieg przędzy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) rozróżnić elementy dokręcarki SDD–T280,
2) określić nazwy poszczególnych elementów,
3) przeanalizować przebieg przędzy,
4) określić punkty regulacji,
5) wypełnić arkusz do ćwiczeń.
Wyposażenie stanowiska pracy:
−
schemat technologiczny i kinematyczny dokręcarki SDD–T280,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.
Ćwiczenie 3
Łączenie przędz na dokręcarce SDD–T280.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z działaniem skręcarki SDD–T280,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) założyć nawoje z przędzą,
4) dokonać niezbędnej regulacji dokręcarki,
5) przewinąć przędzę na skręcarce SDD–T280,
6) ocenić poprawność i estetykę wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
przędza na nawojach,
−
skręcarka SDD–T280,
−
instrukcja obsługi skręcarki SDD–T280,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić cel łączenia przędz?
2) wskazać sposób łączenia przędz w procesie dziania?
3) wyjaśnić cel łączenia przędz teksturowanych?
4) analizować działanie skręcarka SDD–T280?
5) wyjaśnić działanie komory skręcającej?
6) wskazać sposoby regulacji komory skręcającej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.4. Proces przewijania przędzy
4.4.1. Materiał nauczania
Przewijanie przędzy ma na celu uzyskanie nawoju o maksymalnej długości. Większa
długość przędzy w nawoju umożliwia dłuższą prace maszyny dziewiarskiej bez jej
zatrzymywania. Przędza jest dostarczana do dziewiarni w różnych formach: na cewkach
przędzalniczych, w motkach, nawojach stożkowych, owalnych, krzyżowych lub butelkowych.
Podstawowymi zadaniami przewijania przędzy są:
−
przewinięcie przędzy przy stałym napięciu na cewkę przystosowaną do danego typu
maszyny dziewiarskiej,
−
usunięcie i wyeliminowanie węzłów, zgrubień niedoprzędów, które mogłyby uszkodzić
elementy biorące udział w formowaniu oczek dzianiny,
−
uszlachetnianie to jest: parafinowanie, emulgowanie, nawilżanie lub nanoszenie innych
preparacji pozwalających uzyskać lepsze warunki dziania,
−
uzyskanie nawoju o maksymalnej długości.
Proces przewijania jest bardzo ważny, gdyż decyduje o późniejszej jakości dzianiny.
Urządzenia kontrolno-czyszczące, naprężacze i czujniki zrywów
W czasie przewijania należy stale kontrolować napięcie przędzy. Elementami
kontrolnymi przewijarki są: naprężacze, urządzenia czyszczące oraz czujniki zrywów
przędzy. Zadania tych elementów są następujące:
−
naprężacze napinają przędzę w celu uzyskania żądanej twardości nawoju, co prowadzi
do uzyskania maksymalnej długości przędzy nawoju, umożliwiają czujnikom zrywów
kontrolę ciągłości przewijania oraz powodują zerwanie przędzy w miejscach przewężeń
lub osłabień,
–
urządzenia czyszczące wychwytują zgrubienia, węzły, pęczki, spętlenia, skrętki itp.,
–
czujniki zrywów zapewniają ciągłość procesu przewijania.
Przy przewijaniu przędzy do celów dziewiarskich stosuje się naprężacze trzech rodzajów:
−
obciążnikowe,
−
sprężynowe,
−
drabinkowe.
W każdym z wymienionych rodzajów naprężaczy można dokonywać regulacji wielkości
naprężenia. Dokładność regulacji wpływa na jakość przewijanej przędzy oraz jakość
otrzymanego nawoju.
Czyszczenie przędzy polega głównie na uzyskiwaniu jednakowej grubości przędzy drogą
wyeliminowania nieprawidłowości w rodzaju zgrubień, wprowadzonych w przędzę grubych
odcinków innych włókien. podwójnych odcinków przędz, odcinków przędzy o zbyt dużym
natężeniu skrętów itp. Urządzenia czyszczące poprawiają jakość przewijanej przędzy,
co zapewnia uzyskanie dzianin o dużej równomierności. Dzianiny wymagają szczególnie
wysokiego stopnia równomierności przędzy.
W dziewiarstwie najczęściej stosowane są tzw. szczelinowe urządzenia czyszczące. Jedna
z płytek jest nieruchoma, druga zaś nastawialna. Wielkość szczeliny jest nastawiana i zależy
od grubości przewijanej przędzy.
Urządzenia czujnikowe reagujące na zerwanie przędzy są bardzo ważnym elementem
przewijarki, gdyż gwarantują połączenia zerwanych lub wcześniej niezwiązanych przędz.
Czujniki sygnalizują zerwanie przędzy i jednocześnie powodują odłączenie nawijanej cewki
od urządzeń wodzących, powodujących powstawanie odpowiedniego nawoju

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Ważną czynnością związaną z przygotowaniem nawoju jest poprawne wiązanie końców
przędz. Nieprawidłowe wiązanie końców wywołuje dość często pękanie oczek w dzianinie
lub wystawanie związanych końców ponad dzianinę. Węzły źle związane mogą rozwiązać się
same, natomiast węzły zbyt grube i mocne mogą spowodować złamanie igły. Wiązanie
węzłów dokonuje się ręcznie lub za pomocą specjalnych urządzeń.
Uszlachetnianie ma na celu nadanie przędzy dziewiarskiej miękkości i elastyczności.
Charakteryzuje się ona mniejszą zrywnością, a dzianiny mają ładniejszy wygląd. Procesy
uszlachetniania można przeprowadzić podczas procesu przewijania lub w czasie dziania.
Emulgowanie przędzy – w przemyśle dziewiarskim emulgowaniu poddaje się przędze
jedwabne, z włókien chemicznych oraz przędze wełniane z czystej wełny i w mieszankach.
Emulgowanie jest to nanoszenie natłustki mające na celu obniżenie siły tarcia przędzy
o prowadniki. Najczęstszym sposobem emulgowania jest metoda kontaktowa polegająca
na ocieraniu się przędzy o warstwę emulsji znajdującej się w rynienkach.
Nawilżanie przędzy powoduje nadanie jej chwilowej puszystości w wyniku pęcznienia
włókien, a tym samym większej elastyczności. Procesowi nawilżania poddaje się szczególnie
przędze o dużej liczbie skrętów w nawojach i w motkach. Zwiększona dawka wilgoci
w przędzy musi być zgodna z obowiązującymi przepisami, gdyż zmienia masę przędzy,
a masa przędzy jest podstawową wielkością w rozliczeniach surowca.
Parowanie przędzy ułatwia przewijanie i dzianie, a jednocześnie utrwala skręt przędzy.
Parowanie stosuje się do przędz z włókien naturalnych i z mieszanek włókien naturalnych.
Parowanie przędzy stosuje się głownie do przędz, z których mają być wytwarzane dzianiny
metrażowe oraz wyroby pończosznicze i skarpetki.
Parafinowanie przędzy ma na celu nadanie przędzy gładkości i śliskości. Parafinowanie
jest zabiegiem ułatwiającym przerób przędzy podczas dziania. Po wykonaniu dzianiny
parafina powinna być usunięta. Parafinuje się zarówno przędze z włókien naturalnych,
jak i mieszankowe. Ilość naniesionej parafiny nie powinna przekraczać 1% w stosunku
do masy przędzy.
Przewijanie przędzy prowadzone jest na przewijarkach bębnowych typu RZ, które są
najbardziej rozpowszechnione w krajowym przemyśle włókienniczym. Są to przewijarki RZ3
do przewijania przędzy bawełnianej, wełnianej i mieszanek z kopek, oraz przewijarki RZ5
do przewijania przędzy kopek i motków na cewki o nawoju krzyżowym stożkowym.
Pozostałe części maszyn RZ są prawie takie same.
Przewijarka RZ3
Schemat technologiczny jednego punktu przewijarki RZ3 przedstawiono na (rys. 10).
Przędza odwija się z cewki przędzalniczej 1, przechodzi przez naprężacz talerzykowy 2,
pękołapacz 3, krążek parafinujący 3a, pręt czujnikowy 4 i prowadzona bębnem 5 nawija się
na cewkę 6. Wrzeciono cewki jest zamocowane w uchwycie 7. Zmienia on kat nachylenia
w stosunku do wałka dzięki skręcającemu działaniu krzywki 8 i dźwigni 9. Po zrywie przędzy
cewka 6 unosi się do góry, traci styczność z bębnem i zostaje unieruchomiona.
Zryw przędzy powoduje opadanie pręta czujnikowego 4, utrzymywanego napięciem
przędzy w położeniu pokazanym na rysunku. Pręt czujnikowy 4 przesuwa prętem 10 pręt 11
w strefę działania poruszającej się wahadłowo do góry i do dołu dźwigni 12, która trafiając
na zaczep 13 pręta 11 podnosi nim wrzeciono z cewką do góry. Pręt 15 jest zakończony
kółkiem sygnalizującym nawinięcie cewki o odpowiedniej grubości. Śruba 14 służy
do regulowania wysokości balonu przędzy ściąganej z kopki przędzalniczej.
Wałki z rowkowanymi bębnami są napędzane przekładnią bezstopniową (rys. 11).
Z dwóch silników 16 każdy napędza jedną stronę maszyny. Silniki są osadzone na wychylnej
dźwigni. Na wałkach silników są osadzone przekładnie bezstopniowe 17, za pomocą których
można zmieniać prędkość przewijania. Z silnika napęd jest przenoszony na wałek 18,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
na którym są osadzone rowkowane bębny napędzające cewki z nawojem. Z wałka 18
otrzymują także napęd szybkościomierze 19. Silnik pomocniczy 20 napędza wałek 23,
który samoczynnie podnosi wrzeciona z cewkami po zrywie przędzy, wałek z krzywkami 21,
poruszającymi przerywacz dopływu prądu 9 do silników 16 oraz przenośniki 22 pustych
cewek do skrzynki na końcu maszyny.
Rys. 10. Schemat technologiczny przewijarki RZ3
[3, s. 43]
Rys. 11. Schemat kinematyczny przewijarki RZ3
[3, s .44]
1 – cewka przędzalnicza, 2 – przekładnia bezstopniowa, 3 – pękołapacz, 3’ – krążek parafinujący, 4 – pręt
czujnikowy, 5 – bębnem, 6 – cewka, 7 – uchwyt, 8 – wałek, 9 – przerywacz dopływu prądu, 10, 11 – pręt,
12 – dzwignia, 13 – zaczep, 14 – śruba, 15 – pręt, 16 – silniki, 17 – przekładnie bezstopniowe, 18 – wałek,
19 – szybkościomierze, 20 – silnik pomocniczy, 21 – krzywki, 22 – przenośniki pustych cewek
Punkty regulacji w przewijarce RZ3 (rys.10):
–
odległość a cewki przędzalniczej 1 od prowadnika – dokonuje się przez obrót śruby 14,
w wyniku czego przesuwa się ława z cewkami przędzalniczymi,
–
naprężenie przędzy i twardość nawoju – przez zmianę obciążenia naprężacza
talerzykowego 2,
–
oczyszczanie przędzy – przez zmianę rozwarcia szczeliny między nożami pękołapacza 3.
–
wielkość nawoju na cewce – przez odpowiednie ustawienie pręta 15,
–
prędkość przewijania – przez zmianę położenia przekładni bezstopniowej 2 (rys.11).
Przewijarka wodzikowa RY23
Przewijarka wodzikowa RY23 jest przeznaczona do przewijania przędz na nawoje
krzyżowe stożkowe precyzyjne, na cewki cylindryczne lub stożkowe. Stosuje się głównie
do przewijania przędz z włókien chemicznych modyfikowanych.
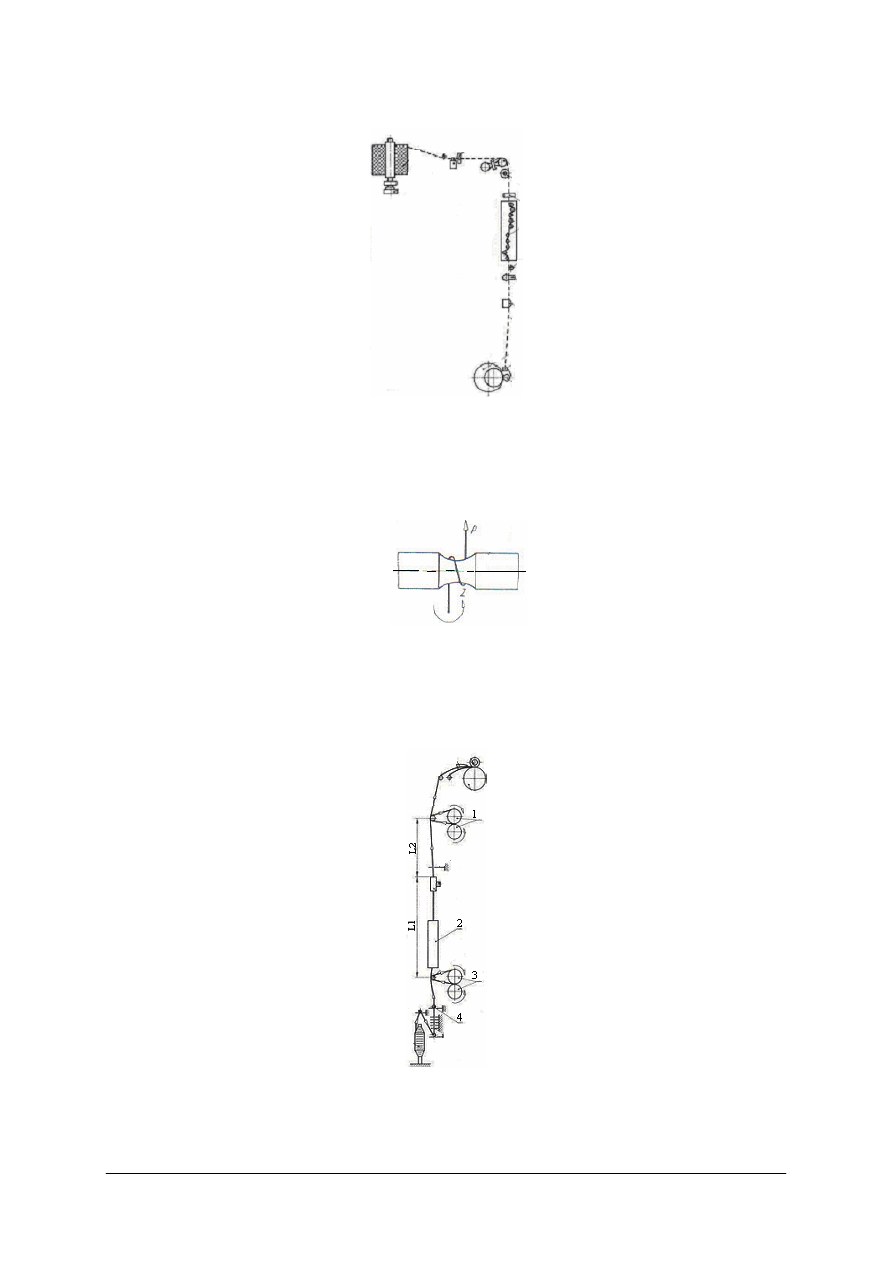
Schemat technologiczny jednego punktu przewijającego pokazano na rysunku 12.
Na wrzeciono 1 nakłada się cewkę z nawojem 3. Nawoje mogą pochodzić z maszyn
skręcarkowo-rozciągarkowych, z teksturarek lub z maszyn barwiarskich wykończalniczych.
Przędza z nawoju kierowania prowadnikami 4 przechodzi przez wstępne olejenie 2 i dalej
prowadnikami 5 do rolek podających 6. Następnie przez prowadniki 7, naprężacze
czujnikowe 8, czujnik zrywu przędzy 9, pękołapacz 10, element olejący 11 przędza 12 jest
doprowadzana do wodzika 13, który powoduje nawijanie jej na nawój krzyżowy stożkowy
precyzyjny 15. Nawoje otrzymane z przewijarki przeznacza się głównie do zasilania maszyn
dziewiarskich i tkackich.
Przewijarka RY23 jest maszyną jednostronną. Składa się z dwunastu samodzielnych
punktów przewijających, z których każdy jest wyposażony w indywidualny napęd. Układ
rolek 6 jest urządzeniem opartym na czynnym sposobie podawania przędzy, czyli w jednostce

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
czasu jest podawana stała długość przędzy. Prędkość obrotowa rolek 6 jest regulowana
przekładnią napędową. Naprężacze 8 pozwalają na regulację sił w zakresie od 10 do 400 mN.
Rys. 12. Schemat technologiczny przewijarki RY23 [3, s. 45]
1 – wrzeciono, 2 – element olejący, 3 – nawój, 4, 5, 7 – prowadnik, 6 – rolka podająca, 8 – naprężacz
czujnikowy, 9 – czujnik zrywu przędzy, 10 – pękołapacz, 11 – element olejący, 12 – przędza, 13 – wodzik,
14 – rolka dociskowa, 15 – nawój krzyżowy stożkowy precyzyjny
Punkty regulacji w przewijarce RY23 (rys.12):
1. Naprężanie przędzy – przez rozwarcie szczek naprężacza czujnikowego 8.
2. Oczyszczanie przędzy – przez ustawianie szczeliny pękołapacza 10.
3. Wielkość nawoju – przez ustawianie czujnika nawoju 14.
4. Nanoszenie preparacji (olejenie) – przez dawkowanie preparacji w jednostce czasu
w elemencie olejącym 11.
Przewijarki automatyczne
Zwiększone wymagania wynikające z nowych konstrukcji maszyn oraz coraz wyższe
wymagania jakościowe stawiane przez użytkowników wyrobów dzianych oraz chęć obniżenia
kosztów wytwarzania zmusiły producentów wyrobów dziewiarskich do wprowadzenia
przewijarek automatycznych. W przewijarkach w pierwszej kolejności zautomatyzowano
wymianę cewek przędzalniczych i wiązanie końców przędz na nawojach, a następnie
usuwanie zrywów przędzy, wymianę nawojów oraz zasilanie punktów przewijających
w cewki przędzalnicze.
Przewijanie na przewijarkach automatycznych odbywa się przy różnych prędkościach
i na cewki o różnych pojemnościach. Przewija się przędze z cewek przędzalniczych
otrzymanych z różnych systemów przędzenia, jak i z cewek już raz przewiniętych,
które w wyniku specjalnych wymagań, np. zmiany produkowanego asortymentu, muszą
być przewinięte powtórnie.
W Polsce znalazło zastosowanie kilka typów automatycznych przewijarek zagranicznych,
których przedstawicielem jest przewijarka włoskiej firmy Savio. Automatyczna przewijarka
typu RAS15 ma przy każdym punkcie przewijającym tzw. węzłowiązacz i urządzenie
do automatycznego odstawiania gotowych nawojów. Prędkość przewijania dochodzi
do 25 m/s, napięcie przędzy jest regulowane dzięki pneumatycznemu urządzeniu centralnie
sterowanemu. Parafinowanie przędzy ciągłe i regulowane. Przewijarka może być zasilana
cewkami z przędzarek obrączkowych i wózkowych. Można otrzymać nawoje stożkowe
oraz nawoje cylindryczne i stożkowe z przeznaczeniem do barwienia przędzy na cewkach.
Do przewijania przędz z przędzarek bezwrzecionowych stosowane są wykurczarko-
-przewijarki RAS15R firmy Savio o 64 głowicach. Zasilanie może odbywać się z nawojów
cylindrycznych i stożkowych, natomiast otrzymuje się nawoje o wysokości od 85 do 200mm
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
i średnicy do 250 mm. Prędkość przewijania od 16,5 do 20 m/s. Nawoje mogą być
przeznaczone do barwienia lub przerobu na maszynach dziewiarskich.
Wykurczarko-przewijarka przeznaczoną jest do ciągłego wykurczania przędzy podczas
przewijania, głównie do wykurczania przędz wysokopuszystych, surowych i podbarwianych.
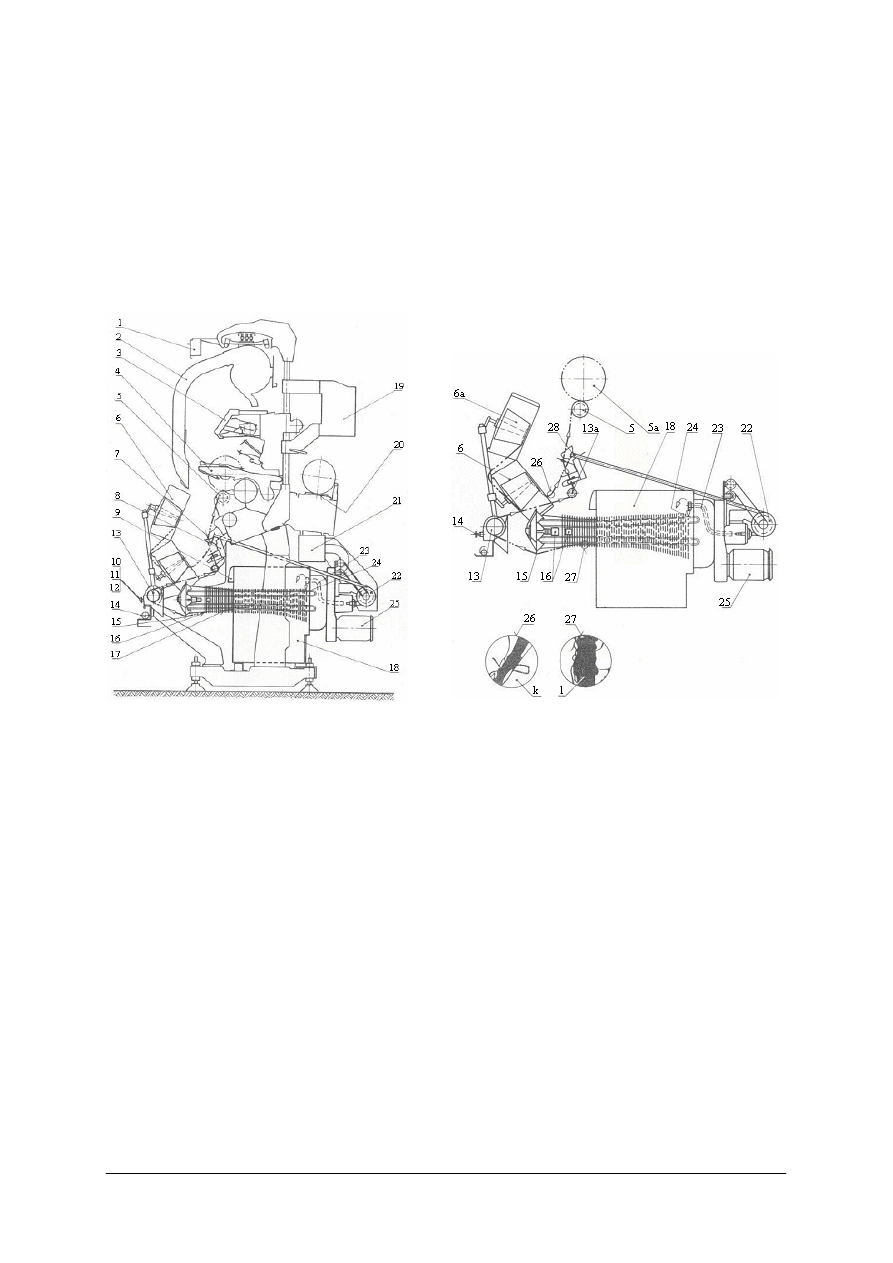
W konstrukcji maszyny typu RAS (rys. 13, 14) zastosowano w dolnej części urządzenie
ogrzewcze do wykurczania, a u góry głowice przewijające. Maszyna ma sześć segmentów
po sześć głowic z możliwością automatycznego indywidualnego odstawiania gotowych
cewek z nawojami, których wielkość może być dowolnie regulowana. Wszystkie przędze,
a zwłaszcza poliakrylonitrylowe o grubościach stosowanych w dziewiarstwie, mogą być
przewijane jako pojedyncze i dwojone.
Rys. 13. Ogólny widok wykurczarko-przewijarki RAS
firmy Savio [3, s. 28]
Rys. 14. Schemat jednego węzła
wykurczarko–przewijarki RAS firmy Savio [3, s. 29]
1 – oświetlenie, 2 – wentylator, 3 – podzespół automatycznego nakładania cewek, 4 – sworzeń nośnikowy
gotowego nawoju, 5 – bęben rowkowany, 5a – nawój, 6, 6a – nawój zasilający, 7 – igła czujnika, 8 – prowadnik
przędzy, 9 –ssawka odsysania spalin, 10 – przycisk rozruchu pasków i głowicy przewijającej, 11 – przycisk
zatrzymania maszyny, 12 – przycisk sterowania wprowadzenia przędzy i rozruchu podzespołu transportu
przędzy, 13 – wałek zwiększonego zasilania, 14 – wydalanie przędzy, 15 – pierścień zwisający,
16 – fotokomórki rezerwy przędzy, 17 – podzespół depozytu i transportu przędzy, 18 – komora wykurczania
przędzy, 19 – kanał elektryczny i elektroniczny, 20 – odstawianie gotowych nawojów z zatrzymaniem pasa
przenośnika, 21 – przewód odprowadzenia pary i gorącego powietrza, 22 – koło przenośnika przędzy,
23 – przewód podający przędzę, 24 – spirala prowadząca przędzę, 25 – silnik napędzający, 26 – przędza
przed wykurczeniem, 27 – przędza po wykurczeniu, 28 – pneumatyczny wysysacz przędzy.
Przędza jest odwijana z nawojów zasilających 6 i 6a (rys. 13 i 14), następnie
przeprowadzana przez pneumatyczny zasysacz 28, odbierana przez koło przenośnikowe 22,
doprowadzana przewodem 23 do spirali 24 znajdującej się w komorze wykurczającej 18.
Wykurczanie przędzy w komorze następuje pod działaniem gorącego powietrza
lub mieszanki powietrza i pary. Przędza po wyjściu z komory 18 (rys. 14) jest prowadzona
pierścieniem prostującym i naprowadzającym 15, następnie przez wałki padające 13
oraz przez prowadnik do bębna 5, który powoduje tworzenie na cewce nawoju 5a (rys. 14).
Puste cewki 14 są przesyłane przenośnikiem do specjalnego pojemnika znajdującego się
z boku maszyny. Odsysanie pary lub gorącego powietrza jest dokonywane przez ssawkę 9
i odprowadzane wentylatorem 21 (rys. 13). Przędza wykurczona i uformowana w postaci
nawoju 20 jest przesyłana urządzeniem przenośnikowym na zewnątrz maszyny. Maszyna

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
wyposażona jest w indywidualne oświetlenie 1, wentylator 2, podzespół automatycznego
nakładania cewek 3, sworzeń nośnikowy 4 uformowanego nawoju. Zespół czujnikowy 7 i 8
(rys.14) powoduje wyłączenie podzespołu z pracy w chwili zerwania się przędzy. Urządzenia
uruchamiające maszynę to zespół przycisków 10, 11, 12, oraz scentralizowany układ
elektryczno-elektroniczny skrzynki 19.
Postać przędzy przed i po wykurczeniu pokazano na rysunku 14 fragment 26 i 27.
Wszystkie urządzenia elektryczne napędzane i przenośnikowe są napędzane od silnika 25.
Nawoje zasilające o średnicy 290 mm cylindryczne lub stożkowe, twarde lub miękkie
przeznaczone do barwienia (o wysokościach do 200 mm i średnicy do 300 mm) są nawijane
i odstawiane automatycznie. Temperatura wykurczania +140
o
C. Powietrzem lub mieszanką
para–powietrze, prędkość zasilania do 20 m/s, prędkość wydawania: do15 m/s dla przędz
pojedynczych i do 13 m/s dla przędz dwojonych. Scentralizowany system zapewnia stała
temperaturę i prędkość we wszystkich punkach wykurczania. W ciągu kilku sekund
na wszystkich głowicach można dokonać regulacji:
−
temperatury,
−
naprężeń przędzy na prowadnikach,
−
regulacji intensywności parafinowania,
−
regulacji przeciwwagi sworzni nośnikowych nawoju,
−
regulacji sił tarcia.
Normy obsługi maszyn przygotowawczych są zróżnicowane i zależą od masy liniowej
przędzy, rodzaju surowca, z którego jest wykonana przędza, wielkości i kształtu dostarczanej
przędzy (w nawoju lub w motkach). Jeden pracownik może obsługiwać od trzydziestu
do pięćdziesięciu punktów przewijających.
Wydajność przewijarek jest podstawą planowania produkcji oddziałów przygotowawczych
i oddziału podstawowego, jakim jest dziewiarnia. Oblicza się całkowitą wydajność
przewijarek w kg/h oraz poszczególnych zespołów wrzecion lub punktów przewijających.
Błędy przewijania
Błędy przewijania są różnego rodzaju, które nie usunięte powodują zakłócenia zarówno
w procesie przewijania, jak i w późniejszym procesie dziania. W czasie przewijania zostają
usunięte różne błędy powstałe podczas przędzenia i nawijania przędzy, ale jednocześnie
powstają wady i błędy, będące wynikiem złego stanu technicznego przewijarki lub z winy
pracownika obsługującego maszynę.
Do najczęściej spotykanych błędów powstających w czasie przewijania należą:
−
słabe nawinięcie – warstwy przędzy są nawijane zbyt luźno, wskutek czego przędza
zsuwa się z cewki,
−
nierównomierne nawijanie – w nawoju występują odcinki przędzy o dużym lub małym
napięciu, wskutek czego przędza nie odwija się równomiernie podczas dziania,
−
nieprawidłowe wiązanie – wiązanie zbyt grubych węzłów, pozostawianie końców
w miejscach przewiązywania, pozostawienie nie związanych końców,
−
nierówne rozkładanie węzłów – nieprawidłowe ułożenie węzła, wskutek czego przędza
przy odwijaniu zaczepia się o węzeł,
−
opuszczanie nawijanej przędzy – u dołu cewki na skutek niedokładnego ustawienia
regulatora na przewijarce,
−
zaplątywanie przędz – zaplątywanie zerwanych przędz i pęczków przędz podczas
przewijania,
−
nawijanie ,,w dwa końce’’ – jednoczesne nawijanie dwóch końców przędz na skutek
niedopatrzenia pracownika obsługującego maszynę,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
−
przelot nierównej przędzy – przelot zgrubień, nierówności lub przędzy niedokręconej
wskutek niewłaściwego rozstawienia płytek oczyszczaczy,
−
przecieranie przędzy – przecieranie przędzy przez regulator wodzika w wyniku zakłóceń
pracy regulatora, zwłaszcza przy nawijaniu słabej przędzy,
−
nawijanie na sęczkowatą i chropowatą cewkę – przędza zaczepia się podczas odwijania
o nierównomierności cewki,
−
różnobarwność – nawijanie na jedną cewkę przędzy o różnych odcieniach,
−
zepsucie nawijania, zabrudzenia, przetarcie lub zerwanie nawiniętej przędzy na cewce
podczas transportu i dostawy na stanowisko robocze,
Błędy procesu przewijania obniżają w znacznym stopniu wydajność maszyn
dziewiarskich i pogarszają jakość wytwarzanego wyboru.
Właściwa organizacja pracy na każdym stanowisku roboczym wpływa na zwiększenie
wydajności pracy. Podstawowymi elementami prawidłowej organizacji pracy są:
−
utrzymanie w należytej czystości stanowiska roboczego,
−
dostarczenie odpowiedniej ilości przędzy na cewkach lub motkach,
−
częste przeglądanie urządzeń naprężających i czyszczących,
−
informowanie nadzoru technicznego o błędach spostrzeżonych w pracy maszyn.
Przewinięta przędza powinna być składana w sposób odpowiedni do wymagań w późniejszej
eksploatacji. Mogą to być opakowania indywidualne lub opakowania zbiorcze. Przewinięta
przędza powinna być zaopatrzona w dokumentację obejmująca rodzaj przędzy i jej masę
liniową oraz nazwisko pracownika, który przewijał przędzę.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są podstawowe zadania przewijania przędzy?
2. Jakie elementy kontrolne stosowane są w przewijarkach?
3. Jaką rolę spełniają naprężacze?
4. Na czym polega czyszczenie przędzy dziewiarskiej?
5. W jakim celu stosuje się emulgowanie i parafinowanie przędzy dziewiarskiej?
6. W jakim celu stosuje się nawilżanie i parowanie przędzy?
7. Jak jest zbudowana i jak działa przewijarki RZ3?
8. Jakie są punkty regulacji w przewijarce RZ3?
9. W jaki sposób przebiega przędza w przewijarce wodzikowej RY23?
10. Jakie są punkty regulacji w przewijarce wodzikowej RY23?
11. Jakie czynności zautomatyzowano w przewijarkach automatycznych?
12. Jak jest zbudowana i jak działa wykurczarko-przewijarka?
13. Jakie błędy najczęściej powstają w czasie przewijania?
14. Na czym polega prawidłowa organizacja pracy podczas przewijania?
4.4.3. Ćwiczenia
Ćwiczenie 1
Dokonaj regulacji i nastawienie przewijarki RZ3.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się ze schematem technologicznym i kinematycznym przewijarki RZ3,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
3) nazwać poszczególne elementy maszyny,
4) opisać przebieg przędzy na przewijarce,
5) opisać w jaki sposób napędzane są wrzeciona w przewijarce,
6) dokonać regulacji i nastawienie przewijarki RZ3,
7) przewinąć przędzę,
8) zaprezentować efekty swojej pracy,
9) ocenić poprawność wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
przewijarka RZ3,
–
przędza dziewiarska,
–
schemat technologiczny i kinematyczny przewijarki RZ3,
–
arkusz do ćwiczenia,
–
poradnik dla ucznia,
−
literatura z rozdziału 6.
Ćwiczenie 2
Rozpoznaj podstawowe elementy przewijarki wodzikowej na schemacie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) rozróżnić elementy,
2) określić nazwy poszczególnych elementów,
3) wskazać punkty regulacji,
4) wypełnić arkusz do ćwiczeń.
Wyposażenie stanowiska pracy:
−
schemat technologiczny i kinematyczny przewijarki wodzikowej,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.
Ćwiczenie 3
Przewiń przędzę na przewijarce wodzikowej RY23.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) ustawić odległość cewki przędzalniczej od prowadnika,
3) dobrać naprężenie przędzy i twardość nawoju,
4) ustawić oczyszczanie przędzy,
5) ustalić wielkość nawoju na cewce,
6) nastawić odpowiednią prędkość przewijania,
7) założyć przewijaną przędzę,
8) przewinąć przędzę,
9) zaprezentować efekty swojej pracy,
10) ocenić poprawność i estetykę wykonanego ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Wyposażenie stanowiska pracy:
−
przewijarka wodzikowa RY23,
−
schemat technologiczny i kinematyczny przewijarki,
−
przędza dziewiarska,
−
arkusz do ćwiczenia,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.
Ćwiczenie 4
Przygotuj przędzę do dziania na szydełkarce.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) sprawdzić w jakich nawojach jest przędza,
3) ustalić jakimi nawojami zasilana jest szydełkarka,
4) dokonać regulacji maszyny,
5) oddzielić nawoje z różnych partii,
6) przewinąć przędzę na przewijarce,
7) ocenić poprawność i estetykę wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
przewijarka lub wykurczarko-przewijarka,
−
schemat technologiczny i kinematyczny przewijarki i wykurczarko-przewijarki,
−
przędza,
−
arkusz do ćwiczeń,
−
poradnik dla ucznia,
−
literatura z rozdziału 6.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wyjaśnić cel przewijania przędzy?
2) określić zadania naprężaczy i oczyszczaczy?
3) uzasadnić cel emulgowania i parafinowania?
4) określić cele nawilżania i parowania?
5) wskazać punkty regulacji w przewijarce RZ3, przewijarce
wodzikowej RY23 i automatycznej?
6) określić czynności, które zautomatyzowano w przewijarkach
automatycznych?
7) określić błędy przewijania?
8) wskazać podstawowe elementy prawidłowej organizacji pracy?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu masz 45 min.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Przygotowanie przędzy do wytwarzania dzianin odbywa się
a) w oddziałach przygotowawczych przędzalni.
b) w zakładach wytwarzających tkaniny.
c) w końcowych oddziałach dziewiarni.
d) w oddziałach dziewiarni przygotowujących przędzę do dziania.
2. Snucie polega na
a) przewinięciu przędzy przy stałym napięciu na cewki przystosowane do danego typu
maszyny dziewiarskiej.
b) jednoczesnym odwijaniu przędz z kilkuset nawojów przewijarkowych i nawijaniu
ich na jeden wał snowarkowy.
c) jednoczesnym
odwijaniu
przędz
z
kilkuset
nawojów
przewijarkowych
i wytwarzaniu dzianiny.
d) wytwarzaniu z przędzy osnowy.
3. Teksturowanie przędzy polega na
a) działaniu termicznym na przędzy.
b) działaniu mechanicznym na przędzę.
c) działaniu termicznym i mechanicznym na przędzę.
d) działaniu na przędzę przegrzaną parą wodną.
4. W przędzach puszystych stopień skędzierzawienia
a) przekracza 40%.
b) nie przekracza 20%.
c) przekracza 20%.
d) wynosi od 20 do 40%.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
5. Metodą KdK teksturuje się przędze
a) z włókien chemicznych.
b) z włókien naturalnych.
c) z włókien chemicznych i naturalnych.
d) z włókien poliakrylonitrylowych.
6. Łączenie przędz w procesie dziania
a) zapobiega spadaniu dzianiny z igieł w chwili zerwania się przędz.
b) pozwala na uzyskanie specjalnych efektów wzorniczych.
c) zapobiega spadaniu dzianiny z igieł w chwili zerwania się jednej z przędz i pozwala
na uzyskanie specjalnych efektów wzorniczych.
d) jest niemożliwe do wykonania.
7. Czyszczenie przędzy podczas przewijania polega głównie na
a) usuwaniu zanieczyszczeń.
b) wyeliminowaniu zgrubień, podwójnych odcinków przędz, odcinków przędzy o zbyt
dużym natężeniu skrętów.
c) wyeliminowaniu odcinków przędzy zabrudzonej.
d) usuwaniu zanieczyszczeń roślinnych i odcinków przędzy zabrudzonej.
8. Celem emulgowania przędzy jest
a) utworzenie gładkiej powierzchni na przędzy.
b) obniżenie siły tarcia przędzy o prowadniki.
c) nadanie jej chwilowej puszystości.
d) zmniejszenie stopnia elektryzowania się przędzy.
9. Proces parowania przeprowadza się dla przędz
a) z włókien naturalnych.
b) z włókien chemicznych.
c) z włókien naturalnych i chemicznych.
d) ze wszystkich włókien.
10. Przewijarki w których zautomatyzowano wymianę cewek przędzalniczych i wiązanie
końców przędz na nawojach, usuwanie zrywów przędzy, wymianę nawojów
oraz zasilanie punktów przewijających w cewki przędzalnicze zaliczane są do
a) przewijarek mechanicznych.
b) przewijarek elektronicznych.
c) przewijarek automatycznych.
d) przewijarek pneumatycznych.
11. Do najczęściej spotykanych błędów powstających w czasie przewijania nie należą
a) warstwy przędzy nawijane zbyt luźno.
b) nieprawidłowe wiązanie.
c) duże nierównomierności skrętu przędzy.
d) opuszczania nawijanej przędzy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
12. Właściwa organizacja pracy na każdym stanowisku roboczym wpływa na
a) zwiększenie wydajności szydełkarki.
b) zwiększenie wydajności pracy.
c) jakości wyprodukowanej dzianiny.
d) zwiększenie asortymentu dzianin.
13. W maszynie teksturującej w strefie skręcenia występują
a) wałki podające, komora nagrzewczą i wrzeciono niby skrętowe.
b) naprężacz drabinkowy, prowadnik, rolki dwupołożeniowe.
c) naprężacz drabinkowy, rolki dwupołożeniowe i komora nagrzewcza.
d) naprężacz drabinkowy, prowadnik, komora nagrzewczą i wrzeciono niby-skrętowe.
14. Oplatanie jest procesem przygotowującym przędzę elastomerową, polega na tym, że
a) przędza bawełniana lub wełniana jest oplatana przędzą poliuretanową.
b) przędza bawełniana lub wełniana jest oplatana przędzą teksturowaną.
c) przędza poliuretanowa lub teksturowana jest oplatana innymi przędzami.
d) przędza poliuretanowa jest oplatana przędzami teksturowanymi.
15. W czasie teksturowania przędzy przy prędkości obrotowej wrzeciona 4 000 obr/s
otrzymano 5 000 skrętów na 1m przędzy. Prędkość liniowa przędzy wynosiła
a) 0,8 m/s.
b) 1,25 m/s.
c) 2 m/s.
d) 8 m/s.
16. Na rysunku przedstawiono
a) teksturowanie przędzy przy nieruchomych wałkach podających i odbierających.
b) teksturowanie przędzy przy czynnym procesie.
c) teksturowanie przędzy metodą rzeczywistego skrętu.
d) teksturowanie przędzy przy obracających się wałkach podających i odbierających.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
16. Poniższy schemat przedstawia
a) przewijarkę RZ3.
b) wykurczarko-przewijarkę.
c) przewijarkę wodzikową RY23.
d) przewijarkę automatyczną Savio.
18. Na rysunku przedstawiono
a) sposób przewlekania przędzy przez trzpień wrzeciona niby-skrętowego.
b) sposób przewlekania przędzy przez wałek naprężający przędzę.
c) sposób nawijania przędzy na skręcarce.
d) sposób prowadzenia przędzy w przewijarce.
19. W przedstawionym schemacie kolejne cyfry oznaczają
a) wałki podające, komora stabilizacyjna, wałki odbierające i prowadnik.
b) paski napędowe, komora stabilizacyjna, paski napędowe i prowadnik.
c) wałki odbierające, komora stabilizacyjna, wałki podające i prowadnik.
d) wałki odbierające, czujnik zrywów, wałki podające i pękołapacz.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
20. W przewijarce wodzikowej RY23 można regulować
a) grubość przewijanej przędzy.
b) ustawianie szczek pękołapacza.
c) ustawianie czujnika nawoju i szczek pękołapacza.
d) rozwarcie szczek naprężacza czujnikowego i ustawianie szczeliny pękołapacza.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
KARTA ODPOWIEDZI
Imię i nazwisko ...............................................................................
Przygotowanie nitek do dziania
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
6. LITERATURA
1. Dziamara H.: Dziewiarstwo maszynowo-ręczne. Technologia dla ZSZ. WSiP, Warszawa
1984
2. Grzegórski Z.: Eksploatacja i naprawa maszyn i urządzeń. WSiP, Warszawa 1984
3. Kornobis E., Mrożewski Z., Stajniak K.: Dziewiarstwo cz. I. WSiP, Warszawa 1990
4. Kupczyński C., Sikora B.: Przędzalnictwo czesankowe. WSiP, Warszawa 1978
5. Mokranowska D.: Materiałoznawstwo włókiennicze dla technikum. WSiP, Warszawa
1990
6. Staniewska U.: Dziewiarstwo na aparatach. Watra, Warszawa 1978
Czasopisma:
−
Przegląd Włókienniczy, miesięcznik, Wyd. NOT
Wyszukiwarka
Podobne podstrony:
08 Przygotowanie nitek do tkania
14 Przygotowanie do porodu
na co nalezy zwrocic uwage przygotowujac uczniow do nowego ustnego egzaminu maturalnego
13 Przygotowanie projektu do EFS podręcznik
14 01 Maszyny do robot ziemnychid 15606
21 GIMP Przygotowanie ilustracji do efektu rollover
plan pracy - taktyka - przygotowanie żołnierza do natarcia 29.08.2006 R, Taktyka
PP przygotowanie żołnieża do działania(2), PP i K
14 02 Maszyny do robot budowlanychid 15607
PROGRAM PRZYGOTOWANIA MLDZIEZY DO., bierzmowanie
PP T3 Przygotowanie żołnierza do prowadzenia rozpoznania w terenie, PP i K
Jak przygotować się do wiosennych półmaratonów plan
ćw.14, Fizyka, Skrypt do Laborek
Przygotowanie bliższe do Komunii
sto pytan przed egzaminem, Przygotujmy się do egzaminu
Przygotujmy się do inwazji na naszą planetę, W ஜ DZIEJE ZIEMI I ŚWIATA, ●txt RZECZY DZIWNE
Działania Polski wynikające z Narodowego Programu Przygotowań Polski do Członkostwa w UEx
Jak przygotować się do egzaminu pisemnego
więcej podobnych podstron