HARTOWANIE POWIERZCHNIOWE
Od pewnych części konstrukcyjnych wymaga się dużej twardości warstw
powierzchniowych i jednocześnie ciągliwego rdzenia, co zapewnia dużą odporność na
ścieranie i na obciążenia udarowe. Połączenie tych własności w jednym przedmiocie
umożliwia poprawnie przeprowadzone HARTOWANIE POWIERZCHNIOWE.
Istotą tego procesu jest nagrzanie do temp. hartowania tylko warstwy
powierzchniowej. Po oziębieniu utwardza się tylko warstwa, która była nagrzana powyżej temp A3 (powyżej linii GS), a rdzeń pozostaje niezmieniony.
Strukturą wyjściową do hartowania powierzchniowego jest austenit i dla każdego
gatunku stali jest odpowiednio dobrany zakres temp. w którym uzyskuje się JEDNORODNY
AUSTENIT, a nie zachodzi jeszcze rozrost ziaren.
Nagrzewanie tylko warstw powierzchniowych wymaga nagrzewania z dużą
szybkością, a źródła ciepła muszą mieć dużą moc (stosowane nagrzewanie płomieniem lub prądami indukowanymi w przedmiocie).
Podczas szybkiego nagrzewania występują opóźnienia w przebiegu przemian i dlatego
należy nagrzać powierzchnie do wyższych temperatur niż przy hartowaniu zwykłym. Temp.
ta jednak nie może być za wysoka, bo nastąpi rozrost ziaren austenitu.
Produktem hartowania jest martenzyt – powstaje tylko w obrębie ziaren austenitu.
Wtedy jest martenzytem gruboiglastym – kruchym i podatnym na pękanie po granicach ziaren byłego austenitu.
Przed hartowaniem powierzchniowym stal należy wyżarzyć normalizująco (powoduje
to wzrost granicy plastyczności) albo, gdy chce się uzyskać lepsze właściwości mechaniczne rdzenia stal powinna być ULEPSZANA CIEPLNIE.
Po hartowaniu powierzchniowym stosuje się niskie odpuszczanie w temp. poniżej
200ºC przez okres 1-2 godzin, które ma na celu zmniejszenie naprężeń własnych.
Twardość po hartowaniu wynosi zwykle od 55 – 60 HRC.
Stale do hartowania powierzchniowego mogą zawierać od 0,35 – 0,7 % C, ale
najczęściej zawierają od 0,4 – 0,5 % C.
Stale do hartowania powierzchniowego są to stale o niskiej hartowności, przeważnie niestopowe (ewentualnie zawierające do 1% Cr).
Równie często jak stale hartuje się powierzchniowo żeliwa perlityczne modyfikowane, sferoidalne lub z grafitem kłaczkowym.
WAŻNE!!!
WARSTWA ZAHARTOWANA POWIERZCHNIOWO NIE MOŻE ZAJMOWAĆ WIĘCEJ
NIŻ 20% PRZEKROJU ZAHARTOWANEGO ELEMENTU.
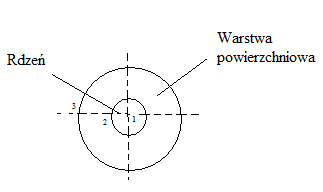
Stal zawierająca 0,5 % C
1. perlit + ferryt
(struktura perlityczno – ferrytyczna);
może też być sorbit odpuszczania
2. 50% martenzytu odpuszczania +
inne struktury od troostytu do bainitu
3. martenzyt odpuszczania
Wyszukiwarka
Podobne podstrony:
hartowanie powierzchniowe
Stal do ulepszania cieplnego i hartowania powierzchniowego, Studia, Materiałoznastwo, Metaloznastwo
hartowanie powierzchniowe
Wyzarzanie i hartowanie 01.txt, Automatyka i Robotyka, Semestr 3, Obróbka cieplna i powierzchniowa,
Wyzarzanie i hartowanie 03, Automatyka i Robotyka, Semestr 3, Obróbka cieplna i powierzchniowa, wykł
LTM, HARTOWAN, obróbka powierzchniowa
Obliczanie powierzchni
W8proteiny powierzchnia
wykład+nr+8+ +Obróbki+powierzchniowe
Związki powierzchniowo czynne; tenzydy
T10 Przekroje wielościanów i powierzchni
ochrona powierzchni ziemi ppt
epi w10 zasady dekontaminacji malych i duzych powierzchni
fizykochemia powierzchni
Geometria krzywych i powierzchn Nieznany
KLASYFIKACJA POWIERZCHNI
Lab 6 PMI Hartownosc Sprawozdan Nieznany
więcej podobnych podstron