WYKŇĀAD 3
Zasady bazowania przedmiotów obrabianych. Bazy obróbkowe i zasady ich wyboru.
Zasady ustalania przedmiotów obrabianych.
W kaŇľdej operacji lub zabiegu przedmiot musi byńá jednoznacznie ustawiony na obrabiarce. Na ustawienie skŇāadajńÖ sińô dwie czynnoŇõci:
1- ustalenie, tj. okreŇõlenie poŇāoŇľenia na obrabiarce w stosunku do drogi
ruchu roboczego narzńôdzia,
2-oraz zamocowania (w pewnych przypadkach czńôŇõńá moŇľe podlegańá obr√≥bce bez mocowania np. przy szlifowaniu bezkŇāowym).
Pod okreŇõleniem ustalanie lub usytuowanie przedmiotu naleŇľy rozumieńá nadanie mu jednoznacznego poŇāoŇľenia wzglńôdem obrabiarki (a wińôc umiejscowienie w przestrzeni) i narzńôdzia lub narzńôdzia lub wzglńôdem ruchu roboczego narzńôdzia.
Ustalenie przedmiotu bezpoŇõrednio na obrabiarce bńÖdŇļ teŇľ w przyrzńÖdzie lub uchwycie wpŇāywa na obrabiane powierzchnie, a tym samym dokŇāadnoŇõńá ustalenia ma wpŇāyw na
dokŇāadnoŇõńá obr√≥bki.
Jak wiadomo z mechaniki og√≥lnej, kaŇľdy przedmiot w przestrzeni ma 6 stopni swobody. JeŇľeli przedmiot odniesiemy do ukŇāadu trzech wzajemnie prostopadŇāych osi wsp√≥Ňārzńôdnych (rys. 3.1), to moŇľne on przesuwańá sińô w jednym z tych trzech kierunk√≥w x, y, z ( lub w dowolnym kierunku wypadkowym) lub obracańá sińô dookoŇāa osi r√≥wnolegŇāych do tych kierunk√≥w.
Rys. 3.1. SzeŇõńá stopni swobody ciaŇāa w przestrzeni.
Ustalenie przedmiotu przy obr√≥bce lub montaŇľu wińÖŇľe sińô z pozbawieniem go jednego, kilku lub wszystkich stopni swobody. Aby pozbawińá przedmiot jednego (lub kilku) z szeŇõciu stopni swobody, naleŇľy przedmiot docisnńÖńá do odpowiednich punkt√≥w obrabiarki, uchwytu lub przyrzńÖdu. KaŇľdy z tych punkt√≥w pozbawia jednego stopnia swobody. ChcńÖc, zatem pozbawińá przedmiot wszystkich stopni swobody, naleŇľy go oprzeńá w szeŇõciu punktach.
Tak np. przedmiot poŇāoŇľony pŇāaskńÖ powierzchnińÖ na pŇāaszczyŇļnie stoŇāu obrabiarki lub przyrzńÖdu (pŇāaszczyzna xy) ma odebrane trzy stopnie swobody (trzy punkty nie leŇľńÖce na jednej prostej tworzńÖ pŇāaszczyznńô), a wińôc moŇľe obracańá sińô dookoŇāa osi „z" i przesuwańá w kierunku osi „x" i „y" (rys. 3.2).
Nie moŇľna natomiast przesuwańá sińô w kierunku osi „z”, czemu przeciwdziaŇāa siŇāa dociskajńÖca do stoŇāu obrabiarki lub wŇāasny cińôŇľar oraz zmieniańá swego poŇāoŇľenia naokoŇāo osi „x" i „y". Gdy chcemy podobnemu przedmiotowi, jaki przedstawiono na rys. 3.2, odebrańá dalsze trzy stopnie swobody musimy go
oprzeńá o dalsze trzy punkty, przy czym dwa z nich powinny leŇľeńá w jednej pŇāaszczyŇļnie (y, z), a trzeci w (x, z), tak jak przedstawiono na rys. 3.3
Ustalenia innych bryŇā geometrycznych dokonuje sińô r√≥wnieŇľ za pomocńÖ szeŇõciu punkt√≥w oporowych. Przy ustalaniu przedmiotu np. o ksztaŇācie walca, kt√≥re najŇāatwiej ustala sińô na pryzmach. WaŇāek ustawiony na pryzmie ma odebrane 4 stopnie swobody: 1, 2, 3, 4 (rys. 3.4). ChcńÖc ograniczyńá dalsze stopnie swobody, a wińôc przesunińôcie wzdŇāuŇľ osi oraz obr√≥t wok√≥Ňā tej osi, musimy dańá punkt oporu 5 oraz op√≥r 6 (np. wpust ustawiony w odpowiedni rowek na waŇāku).
Przez analogińô moŇľemy powiedzieńá, Ňľe tuleja zamocowana na trzpieniu (rys. 3.5) ma odebrane 4 stopnie swobody i moŇľe przesuwańá sińô wzdŇāuŇľ swojej osi i obracańá sińô naokoŇāo tej osi.
Przy obr√≥bce czńôsto nie zawsze jest konieczne dokŇāadne ustalenie poŇāoŇľenia czńôŇõci we wszystkich kierunkach ukŇāadu wsp√≥Ňārzńôdnych. Na przykŇāad przy zamocowaniu przedmiotu w uchwycie samocentrujńÖcym tokarki moŇľna nie ustalańá poŇāoŇľenia waŇāka w stosunku do jego wŇāasnej osi obrotu. Przy szlifowaniu powierzchni pŇāytki poŇāoŇľenie jej w kierunku obu wsp√≥Ňārzńôdnych poziomych nie ma Ňľadnego wpŇāywu na gruboŇõńá pŇāytki. Istotne znaczenie w tym wypadku ma tylko pŇāaszczyzna gŇā√≥wna.
JeŇľeli przedmiotowi zostanie odebrany dwukrotnie ten sam stopieŇĄ swobody, wtedy wystńôpuje tzw. przestalenie. Najprostszym przykŇāadem przestaŇāenia sńÖ dwa nakieŇāki, poniewaŇľ do ustalania wykorzystano dwie powierzchnie stoŇľkowe, z kt√≥rych kaŇľda pozbawia przedmiot pińôciu stopni swobody.
Aby jednak podw√≥jne ograniczenie tego samego stopnia swobody nie miaŇāo wpŇāywu na dokŇāadnoŇõńá obr√≥bki, jest rzeczńÖ koniecznńÖ, Ňľeby powierzchnie ograniczajńÖce ten sam stopieŇĄ swobody znajdowaŇāy sińô w ŇõciŇõle okreŇõlonym wzglńôdem siebie poŇāoŇľeniu.
Na przykŇāad bardzo czńôsto korbow√≥d ustala sińô w spos√≥b przedstawiony na rys. 3.6a, to znaczy na powierzchni czoŇāowej AA gŇā√≥wek (zwińÖzane 3 stopnie swobody) powierzchni otworu B za pomocńÖ kr√≥tkiego koŇāka (zwińÖzane 2 stopnie swobody) i koŇāka oporowego C (zwińÖzany 1 stopieŇĄ swobody).
JeŇľeli zamiast kr√≥tkiego koŇāka do ustalania zastosujemy dŇāugi koŇāek, kt√≥ry zwińÖŇľe 4stopnie swobody, analogicznie do waŇāka ustalonego za pomocńÖ pryzmy to przy braku prostopadŇāoŇõci osi otworu B do powierzchni czoŇāowej nastńÖpi ugińôcie koŇāka (rys. 3.6c) lub odksztaŇācenie korbowodu (rys. 3.6b). PrzykŇāad ten wskazuje, Ňľe przestalenia naleŇľy na og√≥Ňā unikańá i stosowańá tylko w wyjńÖtkowych przypadkach
Stosowanie nadmiernej liczby punkt√≥w oporowych, tj. wińôcej niŇľ liczba konieczna do zwińÖzania wszystkich czńôŇõci stopni swobody, moŇľe spowodowańá deformacjńô obrabianej czńôŇõci lub wadliwe ustalenie jej poŇāoŇľenia.
Slajd 6
Nadmierna liczba punkt√≥w oporowych nie ma ujemnego wpŇāywu na prawidŇāowoŇõńá ustalenia czńôŇõci tylko wtedy, gdy powierzchnie ustalajńÖce obrabianej czńôŇõci sńÖ wykonane z takńÖ dokŇāadnoŇõcińÖ, Ňľe nadliczbowe punkty oporowe dochodzńÖ do styku z powierzchniami bazowymi ani nie zmieniajńÖc poŇāoŇľenia przedmiotu, ani nie powodujńÖc jego deformacji.
Na przykŇāad przy obr√≥bce pŇāytki wskazanej na rys. 82, jeŇľeli powierzchni A-A jest obrobiona dostatecznie dokŇāadnie, ustalenie na dwu pŇāaskich progach bńôdzie r√≥wnie prawidŇāowe, jak i na 3 punktach oporowych. Przy pierwszych operacjach jednak, gdy ustalenie jest dokonywane wg powierzchni surowych, z reguŇāy stosuje sińô opory punktowe (rys. 83) - koŇāki oporowe z kulistńÖ powierzchnińÖ oporowńÖ.
Rys.82 i 83
Dla zapobieŇľenia deformacjom przedmiotu pod naciskiem narzńôdzia stosuje sińô ewentualnie pomocnicze opory regulowane, kt√≥re doprowadza sińô do styku z powierzchnińÖ bazowńÖ po ustaleniu i zamocowaniu przedmiotu obrabianego (rys. 84).
Rys.84 i 85 opory regulowane. Zastosowanie nadlew√≥w jako pomocniczych powierzchni ustalajńÖcych.
Zastosowanie pŇāaszczyzn zamiast punkt√≥w oporowych zwińôksza sztywnoŇõńá ukŇāadu i umoŇľliwia stosowanie bardziej intensywnej obr√≥bki. StńÖd przy obr√≥bce odlew√≥w o nieregularnych ksztaŇātach, jak np. blok√≥w cylindrowych (rys. 85), przewiduje sińô specjalne nadlewki A, kt√≥re podlegajńÖ obr√≥bce w pierwszych operacjach, przy bardzo niewielkich warstwach zbieranych, oraz sŇāuŇľńÖ jako powierzchnie ustalajńÖce przy dalszej obr√≥bce.
R√≥Ňľne operacje wymagajńÖ pozbawienia przedmiotu r√≥Ňľnej liczby stopni swobody.
Struganie np. pŇāaszczyzny pŇāytki (rys. 3.7), przy zachowaniu warunk√≥w r√≥wnolegŇāoŇõci tej pŇāaszczyzny do podstawy, wymaga do ustalenia poŇāoŇľenia przedmiotu pozbawienia go trzech stopni swobody. Natomiast wykonanie rowka r√≥wnolegŇāego do jednego z bok√≥w pŇāytki (rys. 3.8) wymaga pozbawienia pińôciu stopni swobody, a wiercenie otworu, kt√≥rego oŇõ jest oddalona od krawńôdzi pŇāytki, o pewne okreŇõlone wielkoŇõci (rys. 3,9), wymaga pozbawienia pŇāytki wszystkich stopni swobody.
Przy ustalaniu przedmiotu na obrabiarce lub w przyrzńÖdzie naleŇľy rozr√≥Ňľnińá trzy powierzchnie, kt√≥rymi przedmiot styka sińô z odpowiednimi elementami obrabiarki lub przyrzńÖdu. SńÖ to powierzchnie:
- ustalajńÖce ( u)
- oporowe, ( o)
-zamocowania.( z )
Powierzchnie ustalajńÖce U sńÖ to powierzchnie obrabianej czńôŇõci,kt√≥rych zetknińôcie z odpowiednimi elementami ustalajńÖcymi przyrzńÖdu lub obrabiarki nadaje przedmiotowi ŇľńÖdane, jednoznaczne poŇāoŇľenie w kierunku wymiar√≥w uzyskiwanych w danej operacji lub zabiegu. Na przykŇāad dla struganej pŇāytki (rys.3.7), gdy chcemy osińÖgnńÖńá wymiar „h", powierzchnińÖ ustalajńÖcńÖ bńôdzie pŇāaszczyzna podstawy pŇāytki stykajńÖcej sińô z powierzchnińÖ stoŇāu obrabiarki.
Podobnie powierzchnińÖ ustalajńÖcńÖ bńôdzie podstawa pŇāytki, w kt√≥rej frezujemy rowek (rys. 3.8), jeŇľeli waŇľne jest osińÖgnińôcie wymiaru „a". Natomiast w przypadku wiercenia otworu, kt√≥rego oŇõ ma okreŇõlone poŇāoŇľenie od krawńôdzi pŇāytki, powierzchniami ustalajńÖcymi bńôdńÖ pŇāaszczyzny boczne pŇāytki, a podstawa bńôdzie powierzchnińÖ oporowńÖ.
Rozr√≥Ňľniamy powierzchnie ustalajńÖce gŇā√≥wne i pomocnicze. PowierzchnińÖ ustalajńÖcńÖ gŇā√≥wnńÖ nazywamy takńÖ powierzchnińô, kt√≥ra przy ustalania nińÖ przedmiotu, odbiera temu przedmiotowi co najmniej trzy stopnie swobody.
GŇā√≥wnńÖ powierzchnińÖ ustalajńÖcńÖ moŇľe byńá:
- wińôksza pŇāaszczyzna (ustalanie nińÖ odbiera trzy stopnie swobody),
- dŇāuŇľsza powierzchnia walcowa (odbiera cztery stopnie swobody),
- powierzchnia stoŇľkowa (pińôńá stopnie swobody).
Powierzchnia ustalajńÖca pomocnicza odbiera przedmiotowi dwa lub jeden stopieŇĄ swobody.
Powierzchnie oporowe O sńÖ to powierzchnie, kt√≥rych zetknińôcie z elementami oporowymi obrabiarki lub przyrzńÖdu nadaje przedmiotowi okreŇõlone poŇāoŇľenie w kierunkach nie zwińÖzanych z wymiarami osińÖganymi w danej operacji. Na przykŇāad bńôdzie to, powierzchnia podstawy pŇāytki (rys. 3.9) lub powierzchnia boczna pŇāytki opierajńÖca sińô o opory 4 i 5 (rys. 3.8).
Powierzchnie zamocowania Z sńÖ to powierzchnie, kt√≥re stykajńÖ sińô z elementami mocujńÖcymi uchwytu lub przyrzńÖdu bńÖdŇļ odpowiednimi urzńÖdzeniami (jak np. dociski) mocujńÖcymi przedmiot bezpoŇõrednio na obrabiarce. Na rysunkach 3.7, 3.8 i 3.9 strzaŇākami okreŇõlono kierunek dziaŇāania siŇā mocujńÖcych przedmiot, a tym samym i powierzchnie zamocowania.
Klasyfikacja baz.
Powierzchnie, linie lub punkty p√≥Ňāwyrobu, wg kt√≥rych orientuje sińô czńôŇõńá przy ustaleniu, nazywa sińô powierzchniami bazowymi lub bazami, a caŇāy zabieg ustalania wg baz — bazowaniem.
Zgodnie z normńÖ PN-64/M-01151, bazńÖ (przy okreŇõlaniu w przedmiocie poŇāoŇľenia jakiegoŇõ punktu linii lub powierzchni) jest kaŇľdy punkt, linia lub powierzchnia przedmiotu, wzglńôdem kt√≥rych poŇāoŇľenie innego rozpatrywanego punktu, linii lub powierzchni okreŇõlone zostaje w spos√≥b bezpoŇõredni.
ZespoŇāy baz sńÖ to wszystkie jednoczeŇõnie wystńôpujńÖce bazy jakiegoŇõ punktu, linii lub powierzchni przedmiotu.
Baza konstrukcyjna jest to baza przyjńôta przy konstruowaniu wyrobu w celu okreŇõlenia poŇāoŇľenia w przedmiocie, wchodzńÖcym w skŇāad tego wyrobu, jakiegoŇõ punktu linii lub powierzchni, w spos√≥b uwarunkowany prawidŇāowoŇõcińÖ wsp√≥Ňāpracy tego przedmiotu z innymi przedmiotami w wyrobie.
FormuŇāujńÖc to inaczej bazńÖ konstrukcyjnńÖ nazywa sińô powierzchnińô, linińô lub punkt, wg kt√≥rych ustala sińô odpowiednio do zaŇāoŇľeŇĄ konstruktora poŇāoŇľenia danej czńôŇõci w zespole w stosunku do innych czńôŇõci, a w samej czńôŇõci okreŇõlenie wzajemnego poŇāoŇľenia powierzchni, linii i punkt√≥w.
Od tych baz z reguŇāy stawia sińô wymiary na rysunkach konstrukcyjnych. Zwraca sińô uwagńô na to, Ňľe bazami konstrukcyjnymi mogńÖ byńá zar√≥wno elementy rzeczywiste istniejńÖce w danej czńôŇõci, jak r√≥wnieŇľ osie symetrii, osie otwor√≥w, waŇāk√≥w itp. elementy wyobraŇľalne.
Baza produkcyjna jest to baza przyjńôta w procesie produkcyjnym przedmiotu w celu okreŇõlenia poŇāoŇľenia w przedmiocie jakiegoŇõ punktu, linii lub powierzchni w spos√≥b uwarunkowany sposobem wytwarzania przedmiotu i caŇāego wyrobu, w skŇāad kt√≥rego wchodzi przedmiot.
Bazy produkcyjne ze wzglńôdu na ich znaczenie moŇľna podzielińá na wŇāaŇõciwe i zastńôpcze oraz ze wzglńôdu na przeznaczenia — na technologiczne i kontrolne.
Bazy produkcyjne sńÖ wŇāaŇõciwe, jeŇľeli pokrywajńÖ sińô z pojńôciem baz konstrukcyjnych, tj. sńÖ potrzebne nie tylko dla przeprowadzenia procesu technologicznego, ale majńÖ istotne znaczenie dla konstrukcji, W takich przypadkach ŇľńÖdany wymiar otrzymuje sińô bez Ňľadnych przeliczeŇĄ i moŇľna wykorzystańá caŇāy zakres tolerancji danego wymiaru, przewidziany przez konstruktora.
Jednak w wielu przypadkach konstrukcja przedmiotu uniemoŇľliwia zastosowanie bazy produkcyjnej wŇāaŇõciwej lub teŇľ wymagaŇāaby budowy bardzo skomplikowanych i niewygodnych przyrzńÖd√≥w obr√≥bkowych. W√≥wczas stosuje sińô bazy produkcyjne zastńôpcze.
Np. przy wykonywaniu uzńôbieŇĄ bazńÖ obr√≥bkowńÖ wŇāaŇõciwńÖ bńôdzie powierzchnia otworu w piaŇõcie koŇāa zńôbatego, kt√≥ra jednoczeŇõnie jest bazńÖ montaŇľowńÖ i kt√≥ra jest powińÖzana warunkiem wsp√≥ŇāosiowoŇõci z uzńôbieniem (koŇāem podziaŇāowym). Jak wynika z definicji i z przytoczonego przykŇāadu, baza wŇāaŇõciwa jest jednoczeŇõnie bazńÖ konstrukcyjnńÖ i montaŇľowńÖ i jest powińÖzana z powierzchnińÖ obrabianńÖ wymiarem lub warunkiem okreŇõlajńÖcym wzajemne poŇāoŇľenie (np. warunkiem r√≥wnolegŇāoŇõci, wsp√≥ŇāosiowoŇõci, prostopadŇāoŇõci itp.).
Bazami produkcyjnymi zastńôpczymi nazywa sińô te pŇāaszczyzny, kt√≥rych poŇāoŇľenie wzglńôdem powierzchni obrabianej w gotowym przedmiocie nie ma bezpoŇõredniego znaczenia i kt√≥re wskutek tego mogŇāyby byńá obrobiane z mniejszńÖ dokŇāadnoŇõcińÖ lub nawet pozostańá nieobrobione
Na przykŇāad przy frezowaniu rowka o ksztaŇācie jask√≥Ňāczego ogona rys.3.13, gdzie waŇľny jest wymiar a, moŇľna posŇāugiwańá sińô bazńÖ wŇāaŇõciwńÖ B, co wpŇāywaŇāoby na wykorzystanie przy obr√≥bce caŇāej tolerancji wymiaru „a" zgodnńÖ z bazńÖ konstrukcyjnńÖ, jednakŇľe jest w√≥wczas konieczne zastosowanie bardzo niewygodnego i maŇāo wydajnego przyrzńÖdu z dociskiem do pŇāaszczyzny B.
W praktyce w tym przypadku bazńô wŇāaŇõciwńÖ zastńôpuje sińô bazńÖ zastńôpczńÖ C, przy czym wymiar a jest r√≥ŇľnicńÖ wymiar√≥w b i c i osińÖga sińô w dw√≥ch zabiegach. Najpierw obrabia sińô powierzchnińô B na wymiar „b" wystawiony od zastńôpczej bazy obr√≥bkowej C (rys. 3.13c), a nastńôpnie wykonuje sińô rowek o ksztaŇācie jask√≥Ňāczego ogona z warunkiem uzyskania wymiaru „c", kt√≥ry poprowadzony jest od bazy zastńôpczej (rys. 3.13d). PoniewaŇľ tolerancja
wypadkowego wymiaru ŇāaŇĄcucha wymiarowego jest r√≥wna sumie tolerancji wymiar√≥w skŇāadowych
tolerancjńô wymiaru b trzeba bńôdzie znacznie zawńôzińá, pomimo Ňľe — jak wynika to ze sposobu wymiarowania — nie jest to potrzebne dla prawidŇāowego dziaŇāania mechanizmu. Inaczej jednak nie daŇāoby sińô zachowańá tolerancji dla waŇľnego wymiaru a, kt√≥ry jest w takim ukŇāadzie wymiarem wypadkowym.
W tym przypadku wymiar „a" otrzymuje sińô jako wymiar zamykajńÖcy ŇāaŇĄcucha wymiarowego:
b - c - a =0
czyli:
a=b-c
Jak wiadomo, tolerancja wymiaru zamykajńÖcego r√≥wna sińô sumie wymiar√≥w skŇāadowych,
Z tych wzglńôd√≥w dokŇāadnoŇõńá wykonania wymiar√≥w „b" i „c" musi byńá wińôksza niŇľ dokŇāadnoŇõńá ustalona przez konstruktora, niezbńôdna dla prawidŇāowej pracy tej czńôŇõci w mechanizmie.
Przy stosowaniu baz zastńôpczych naleŇľy zwr√≥cińá uwagńô, Ňľe rzeczywista dokŇāadnoŇõńá wymiar√≥w wystawionych od baz wŇāaŇõciwych bńôdzie zaleŇľaŇāa nie tylko od dokŇāadnoŇõci uzyskanych wymiar√≥w skŇāadowych danego ŇāaŇĄcucha wymiarowego, lecz takŇľe od ksztaŇātu powierzchni przyjńôtych za bazy zastńôpcze i dokŇāadnoŇõci ich wykonania. W poszczeg√≥lnych przypadkach moŇľe sińô okazańá, Ňľe zacieŇõnienie tolerancji bńôdzie tak duŇľe, Ňľe zastosowany spos√≥b obr√≥bki moŇľe okazańá sińô niewystarczajńÖcy i trzeba przejŇõńá na bardziej dokŇāadne sposoby obr√≥bki lub zmienińá konstrukcje przedmiotu w taki spos√≥b, Ňľe nie bńôdzie trudnoŇõci przy obr√≥bce z zastosowaniem baz pomocniczych.
Bńôdzie to operacja frezarska na frezarce poziomej lub pionowej. Z uwagi na postawione wymiary naleŇľaŇāoby przyjńÖńá jako bazy wŇāaŇõciwe powierzchnie C i D. ZaŇāoŇľenie to miaŇāoby
wady, o kt√≥rych byŇāa mowa poprzednio. Z tych teŇľ wzglńôd√≥w zastosowano bazy zastńôpcze A i B, co wymaga obliczenia wymiar√≥w od tych baz. Wymiar
jest wymiarem istniejńÖcym, zaŇõ wymiar
jest wymiarem ŇľńÖdanym, musi byńá wińôc speŇāniony nastńôpujńÖcy warunek:
skńÖd: X = 45 - 25 = 20; x1= -0,1; x2 = -0,1
czyli:
Widzimy wińôc, Ňľe osińÖgnińôcie wymiaru
jest niemoŇľliwe, gdyŇľ jego tolerancja r√≥wna sińô zeru. Jedynym moŇľliwym rozwińÖzaniem jest zmniejszenie tolerancji wymiaru 45. JeŇľeli w poprzednich operacjach wykonamy pŇāytkńô o wymiarze
, zamiast o wymiarze
, wówczas mamy warunek:
lub:
OsińÖgnińôcie takiego wymiaru jest moŇľliwe. Podobnie postńôpujemy dla okreŇõlenia wymiaru postawionego do bazy B:
stńÖd:
Wobec zbyt wńÖskiej tolerancji wymiaru „10" naleŇľy zacieŇõnińá tolerancjńô dla wymiaru „15"
z
na
i wówczas otrzymujemy:
lub:
Na rys. 3.14b przedstawiono ostateczne rozwińÖzanie dla pŇāytki z nowymi wymiarami.
Om√≥wiony przykŇāad ilustruje koniecznoŇõńá zacieŇõnienia tolerancji wykonania przy zmianie baz, to jest przy przejŇõciu od baz wŇāaŇõciwych, kt√≥re sńÖ jednoczeŇõnie bazami konstrukcyjnymi, do baz zastńôpczych.
Opr√≥cz tych baz moŇľna rozr√≥Ňľnińá - czego norma nie przewiduje —-bazy produkcyjne: naturalne i sztuczne
Bazami naturalnymi sńÖ elementy danej czńôŇõci wynikajńÖce z jej konstrukcji, tj. zadaŇĄ przewidzianych dla niej przez konstruktora, bazami sztucznymi natomiast - elementy dodane przez technologa dla uŇāatwienia ustalenia poŇāoŇľenia danej czńôŇõci, a caŇākowicie zbńôdne z punku widzenia konstruktora. Elementy stanowińÖce bazy sztuczne mogńÖ byńá ewentualnie w koŇĄcu obr√≥bki usunińôte, np. nadlewki na korpusie przedstawionym, na rys. 85(slajd 6) , uŇāatwiajńÖce ustalenie czńôŇõci.
Baza technologiczna wg normy PN, jest to baza produkcyjna przyjńôta w celu okreŇõlenia poŇāoŇľenia w przedmiocie jakiegoŇõ punktu, linii lub powierzchni przy realizowaniu procesu technologicznego tego przedmiotu.
Baza kontrolna jest bazńÖ produkcyjnńÖ przyjńôtńÖ przy kontroli zgodnoŇõci rzeczywistego wykonania z wykonaniem zamierzonym, czyli te elementy, kt√≥re przyjmujemy jako punkty odniesienia przy dokonywaniu pomiar√≥w. Za reguŇāńô przyjmujemy, Ňľe bazy kontrolne gotowych czńôŇõci i zespoŇā√≥w powinny sińô pokrywańá z odpowiednimi bazami konstrukcyjnymi
Bazy technologiczne z kolei dzieli sińô na bazy montaŇľowe i obr√≥bkowe. Pierwsze sŇāuŇľńÖ do ustalania poŇāoŇľenia czńôŇõci w stosunku do innych czńôŇõci przy montaŇľu, drugie — do ustalania p√≥Ňāwyrobu w stosunku do narzńôdzi podczas przer√≥bki plastycznej lub obr√≥bki wi√≥rowej.
Dla zwińôkszenia dokŇāadnoŇõci montaŇľu dńÖŇľy sińô do tego, aby bazy konstrukcyjne i montaŇľowe pokrywaŇāy sińô. MoŇľliwe jest to, gdy bazńÖ konstrukcyjnńÖ jest powierzchnia lub krawńôdŇļ rzeczywista. JeŇľeli bazami konstrukcyjnymi sńÖ element} czysto geometryczne -staje sińô to niemoŇľliwe.
R√≥Ňľnicńô mińôdzy bazńÖ konstrukcyjnńÖ a montaŇľowńÖ uwidacznia nastńôpujńÖcy przykŇāad. W przedstawionej na rys. 87 przekŇāadni Ňõlimakowej waŇľnym warunkiem jest pokrywanie sińô pŇāaszczyzny symetrii Ňõlimacznicy 2 i pŇāaszczyzny poziomej przeprowadzonej przez oŇõ Ňõlimaka 3
Rys. 87. PrzekŇāadnia Ňõlimakowa
OsińÖga sińô to przy speŇānieniu warunku a — b. Przy wymiarze a bazami konstrukcyjnymi sńÖ powierzchnia L i pŇāaszczyzna symetrii Ňõlimacznicy, przy wymiarze b zaŇõ powierzchnia K nadlewu w korpusie 1 i oŇõ otworu Ňõlimaka. BazńÖ montaŇľowńÖ lub Ňõlimaka bńôdzie powierzchnia otworu, a bŇāńÖd spowodowany r√≥ŇľnicńÖ baz bńôdzie r√≥wny poŇāowie dopuszczalnej r√≥Ňľnicy Ňõrednic otworu i czop√≥w Ňõlimaka.
BazńÖ obr√≥bkowńÖ nazywamy powierzchnińô, linińô lub punkt (bńÖdŇļ teŇľ zesp√≥Ňā powierzchni, linii lub punkt√≥w), wzglńôdem kt√≥rych okreŇõla sińô poŇāoŇľenie powierzchni obrabianej w danej operacji lub zabiegu. CechńÖ charakterystycznńÖ bazy obr√≥bkowej jest to, Ňľe jest zawsze zwińÖzana z powierzchnińÖ obrabianńÖ wymiarem lub warunkiem dotyczńÖcym wzajemnego poŇāoŇľenia (np. warunek r√≥wnolegŇāoŇõci, prostopadŇāoŇõci itp.) bńÖdŇļ teŇľ ŇāńÖcznie wymiarem i warunkiem.
Bazy obr√≥bkowe ze wzglńôdu na spos√≥b wykorzystania moŇľna podzielińá na:
- stykowe,
- nastawcze ,
- sprzńôŇľone
BazńÖ obr√≥bkowńÖ stykowńÖ nazywa sińô powierzchnińô, kt√≥rńÖ obrabiany p√≥Ňāwyr√≥b opiera sińô bezpoŇõrednio o odpowiednie powierzchnie obrabiarki lub przyrzńÖdu i uzyskuje wŇāaŇõciwe poŇāoŇľenie bez potrzeby dalszych manipulacji, oraz bez koniecznoŇõci sprawdzenia prawidŇāowoŇõci poŇāoŇľenia.
Tak wińôc wracajńÖc do przykŇāad√≥w z rys. 3.7, 3.8 i 3.9 bazami obr√≥bkowymi stykowymi nazwiemy w danym przypadku wszystkie powierzchnie ustalajńÖce.
Bazy obr√≥bkowe stykowe majńÖ szerokie zastosowanie w produkcji seryjnej i masowej na obrabiarkach ustawianych na wymiar. ŇĽńÖdana dokŇāadnoŇõńá moŇľe byńá osińÖgnińôta doŇõńá Ňāatwo za pomocńÖ nastawienia obrabiarki wzglńôdem baz stykowych stykajńÖcych sińô z okreŇõlonymi powierzchniami obrabiarki.
Na przykŇāad dokŇāadnoŇõńá wymiaru „h" wystawionego od bazy obr√≥bkowej stykowej B (rys.3. 11) zapewnia sińô przez ustawienie osi freza 0-0 w odlegŇāoŇõci „a" od pŇāaszczyzny stoŇāu frezarki, na kt√≥rej ustawiono przedmiot obrabiany. NaleŇľy podkreŇõlińá, Ňľe wymiar „h" bńôdzie w tym przypadku staŇāy dla caŇāej partii, nie biorńÖc pod uwagńô odchyŇāek wymiaru na skutek wszelkich innych odchyŇāek przypadkowych i odchyŇāki ustawienia.
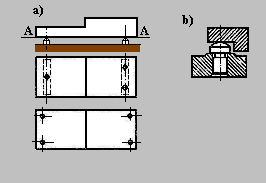
PrzykŇāadem moŇľe byńá rys. 88, gdzie — po ustaleniu przedmiotu przez dociŇõnińôcie powierzchni At do pŇāaszczyzny uchwytu .A, dociŇõnińôcie pŇāaszczyzny Cj do powierzchni czoŇāowej koŇāka oporowego C i pŇāaszczyzny Bj do dwu koŇāk√≥w bocznych B nie zachodzi potrzeba Ňľadnych dalszych manipulacji.
Przyjńôcie baz stykowych przy wŇāaŇõciwym ustawieniu obrabiarki zabezpiecza ŇľńÖdanńÖ dokŇāadnoŇõńá obr√≥bki partii i dlatego jest bardzo rozpowszechnione w produkcji seryjnej i masowej.
BazńÖ obr√≥bkowńÖ nastawczńÖ nazywa sińô powierzchnińô obrabianego przedmiotu, wedŇāug kt√≥rej odbywa sińô kaŇľdorazowe ustalanie go na obrabiarce albo ustalanie narzńôdzia wzglńôdem przedmiotu.
Na przykŇāad przy wytaczaniu gniazd ŇāoŇľysk silnika DieseŇāa (rys. 89) chodzi o zabezpieczenie r√≥wnolegŇāoŇõci osi tych otwor√≥w do powierzchni A, bńôdńÖcej podstawńÖ dla boku cylindrowego. Ramńô ustawia sińô poziomujńÖc powierzchnińô A za pomocńÖ podkŇāadek klinowych zakŇāadanych mińôdzy powierzchnińô oporowńÖ B a powierzchnińô C podstawki.
DokŇāadnoŇõńá wykonania i jakoŇõńá powierzchni oporowych nie majńÖ tu wpŇāywu na dokŇāadnoŇõńá ustalenia czńôŇõci do obr√≥bki. Metoda ta nie wymaga skomplikowanych przyrzńÖd√≥w, dlatego jest ona w szerokim zakresie stosowana w produkcji maŇāoseryjnej, gdzie zwińôkszenie czasu ustawienia nie ma tak duŇľego znaczenia.
Rys. 88. Ustalanie p√≥Ňāwyrobu w przyrzńÖdzie Rys. 89. PrzykŇāad stosowania bazy obr√≥bkowej
nastawczej
BazńÖ obr√≥bkowńÖ sprzńôŇľonńÖ nazywa sińô powierzchnińô, wedŇāug kt√≥rej wyznacza sińô poŇāoŇľenie obrabianych powierzchni i kt√≥ra jest powińÖzana z tymi powierzchniami bezpoŇõrednimi wymiarami oraz obrabiana wraz z nimi przy jednym ustawieniu.
Baza sprzńôŇľona jest zwykle zwińÖzana bezpoŇõrednim wymiarem z powierzchnińÖ ustalajńÖcńÖ przedmiot. W ten spos√≥b powierzchnia stykowa jest bazńÖ obr√≥bkowńÖ dla bazy sprzńôŇľonej; dla wszystkich pozostaŇāych powierzchni bazńÖ obr√≥bkowńÖ bńôdzie baza sprzńôŇľona. Przy obr√≥bce czńôŇõci wskazanej na rys.3.12 gdzie powierzchnia A i B sńÖ zwińÖzane wymiarem b, najlepszym rozwińÖzaniem bńôdzie obr√≥bka zespoŇāem frez√≥w, przy czym b =(D1-D2)/2. Powierzchnia A jest tu bazńÖ sprzńôŇľonńÖ dla powierzchni B. Obr√≥bkńô zaŇõ powierzchni A przeprowadza sińô przy wykorzystaniu powierzchni C jako stykowej bazy obr√≥bkowej powierzchni A.
. W tym przypadku wymiar ,,b" uzyskujemy przez dobór odpowiednich wymiarów frezów.
Powierzchnia ustalajńÖca przedmiotu C nie moŇľe byńá przyjńôta jako baza obr√≥bkowa dla powierzchni B; poniewaŇľ poŇāoŇľenie tej powierzchni wzglńôdem narzńôdzia skrawajńÖcego wyznaczone jest nie od powierzchni C, lecz od obrabianej jednoczeŇõnie z nińÖ powierzchni A.
NaleŇľy zauwaŇľyńá, Ňľe zapewnienie uzyskania wymiaru b za pomocńÖ nastawienia obrabiarki wzglńôdem bazy stykowej C doprowadza do przedŇāuŇľenia procesu technologicznego, gdyŇľ naleŇľaŇāoby obr√≥bkńô tego przedmiotu wykonańá w dw√≥ch operacjach, co podwyŇľszyŇāoby koszt wykonania. Z tych wzglńôd√≥w bazy obr√≥bkowe sprzńôŇľone sńÖ szeroko stosowane przy pracy na obrabiarkach nastawianych. WedŇāug baz sprzńôŇľonych narzńôdzie lub zesp√≥l narzńôdzi przechodzi od jednej obrabianej powierzchni do drugiej zgodnie z podanym na rysunku wymiarem okreŇõlajńÖcym odlegŇāoŇõńá mińôdzy nimi.
Inny przykŇāad bazy sprzńôŇľonej pokazano na rys. 91. W tym przypadku obrabia sińô powierzchnińô czoŇāowńÖ A narzńôdziem ustawionym na wymiar h =50 od bazy stykowej C i r√≥wnoczeŇõnie obrabia sińô wymiar a od bazy sprzńôŇľonej A.
. W ten spos√≥b Ňāatwo jest utrzymańá tolerancjńô +0,1 bez ograniczenia tolerancji na wymiarze 50. Gdyby dla obr√≥bki powierzchni B wychodzińá z bazy stykowej C, dotrzymanie wymagaŇĄ dla wymiaru10+0,1 wymagaŇāoby zmniejszenia tolerancji dla wymiar√≥w 40 do -0,05 i 50 do+0,05.
Stosowanie baz sprzńôŇľonych umoŇľliwia uproszczenie przyrzńÖd√≥w obr√≥bkowych, jak r√≥wnieŇľ bezpoŇõrednie pomiary na obrabiarce oraz uŇāatwia koncentracjńô operacji. W rezultacie otrzymuje sińô dokŇāadnoŇõńá wykonania wyŇľszńÖ niŇľ przy stosowaniu baz stykowych.
Wybór baz obróbkowych
Obr√≥bka bez uprzedniego trasowania wnosi zasadnicze zmiany do procesu „technologicznego". JeŇľeli podczas trasowania okaŇľe sińô, Ňľe wskutek wadliwie dobranej bazy wyjŇõciowej sur√≥wka „nie wydaje" (naddatek na kt√≥rejŇõ powierzchni obrabianej jest za maŇāy), w√≥wczas istnieje jeszcze na og√≥Ňā moŇľliwoŇõńá uratowania sur√≥wki przez przesunińôcie pierwszej linii traserskiej.
Natomiast przy obr√≥bce w uchwytach (bez trasowania) wyb√≥r pierwszych baz decyduje o mniejszym lub wińôkszym procencie sztuk brakowych TrudnoŇõńá wyboru baz roŇõnie w miarńô komplikowania sińô ksztaŇātu sur√≥wek.
Prowadzenie obr√≥bki w przyrzńÖdach, gdzie oparcie powierzchni stykowych p√≥Ňāwyrobu o punkty oporowe przyrzńÖdu automatycznie ustala poŇāoŇľenie p√≥Ňāwyrobu- w stosunku do narzńôdzia wymaga znacznie wińôkszej dokŇāadnoŇõci wykonania sur√≥wek.
Dla produkcji seryjnej sur√≥wki muszńÖ byńá wykonywane wg 1 i 2 klasy dokŇāadnoŇõci sur√≥wek. Wobec moŇľliwych r√≥Ňľnic mińôdzy kolejnymi partiami, w zwińÖzku np. z wybijaniem sińô foremnika lub deformacjńÖ modelu, zaleca sińô roztrasowanie pierwszej sztuki kaŇľdej partii i odpowiednińÖ korektńô ustawienia narzńôdzia w stosunku do przyrzńÖdu,
W produkcji wielkoseryjnej i masowej, gdzie tego rodzaju postńôpowanie jest niemoŇľliwe, wymagania w stosunku do sur√≥wek muszńÖ byńá jeszcze wyŇľsze..
Bazy dla pierwszej operacji — bazy wstńôpne (bazy wyjŇõciowe, bazy zgrubne) sńÖ ogniwem ŇāńÖczńÖcym proces wykonania sur√≥wek z procesem obr√≥bki mechanicznej.
Bazy wstńôpne, kt√≥re nie mogńÖ byńá dokŇāadne, sŇāuŇľńÖ do uzyskania dokŇāadnych baz staŇāych, ustalajńÖcych czńôŇõci podczas dalszej obr√≥bki.
Przy wyborze baz wstńôpnych naleŇľy kierowańá sińô nastńôpujńÖcymi wytycznymi:
1. Za powierzchnie bazowe naleŇľy przyjmowańá te powierzchnie kt√≥rych poŇāoŇľenie przy wykonywaniu sur√≥wek jest najbardziej dokŇāadne i staŇāe, a wińôc umoŇľliwiajńÖce otrzymanie wŇāaŇõciwych wymiar√≥w lub innych baz.
Na przykŇāad, w odlewach nie przyjmuje sińô za bazy powierzchni otwor√≥w otrzymywanych przez zastosowanie rdzeni niedostatecznie sztywnych i naraŇľonych na przesunińôcie.
Powierzchnie bazowe powinny mieńá ksztaŇāty moŇľliwie proste, gdy umoŇľliwia to Ňāatwiejsze zorientowanie sińô we wszystkich szczeg√≥Ňāach danego ustawienia
2. Powierzchnie bazowe powinny byńá moŇľliwie r√≥wne i czyste (bez wypŇāywek, Ňõlad√≥w po obcińôtych nadlewach i wlewach, bez znak√≥w).
W odlewach naleŇľy przyjmowańá za bazy raczej powierzchnie znajdujńÖce sińô podczas zalewania na dole. Powierzchnie te sńÖ mniej porowate i bardziej gŇāadkie. Powierzchnie bazowe powinny byńá dostatecznie duŇľe, w celu zmniejszenia wpŇāywu ich lokalnych niedokŇāadnoŇõci.
3. Dla czńôŇõci niecaŇākowicie obrabianych, za bazy wstńôpne przyjmuje sińô te powierzchnie, kt√≥re pozostajńÖ nie obrobione. W ten spos√≥b zapewnia sińô najmniejsze przesunińôcia ich w stosunku do powierzchni obrabianych (rys. 93). JeŇľeli dana czńôŇõńá ma kilka powierzchni, kt√≥re pozostajńÖ nie obrobione, za bazńÖ wstńôpnńÖ naleŇľy wybierańá te powierzchnie, kt√≥rym chcemy zapewnińá najmniejsze ich przesunińôcie.
4 Przy czńôŇõciach caŇākowicie obrabianych, za bazy wstńôpne, przyjmuje sińô te powierzchnie, kt√≥re majńÖ najmniejsze naddatki. W ten spos√≥b zapewnia sińô lepsze warunki obr√≥bki pozostaŇāych powierzchni, gdyŇľ na kompensacjńô ewentualnych bŇāńôd√≥w poŇāoŇľenia pozostanńÖ wińôksze naddatki.
Bazy wstńôpne sŇāuŇľńÖ do obr√≥bki pierwszych powierzchni. Niedopuszczalne jest uŇľywanie baz wstńôpnych do ustawiania czńôŇõci do dalszych operacji. NiedokŇāadnoŇõci nie obrobionych powierzchni sńÖ w tym przypadku zbyt duŇľe, aby moŇľna byŇāo zapewnińá w dwu r√≥Ňľnych ustawieniach jednakowe poŇāoŇľenie czńôŇõci w stosunku do ostrza narzńôdzia.
Zasada powyŇľsza nie dotyczy czńôŇõci, gdzie szereg kolejnych zabieg√≥w jest wykonywanych przy jednym zamocowaniu (np. obr√≥bka na rewolwer√≥wkach). We wszystkich innych przypadkach przy dalszych operacjach naleŇľy przyjmowańá za bazy — powierzchnie obrabiane.
Przy wyborze baz dla dalszej obr√≥bki naleŇľy dńÖŇľyńá do przyjmowania baz staŇāych, nie zmieniajńÖcych sińô podczas obr√≥bki.
Warunki, jakie powinny byńá speŇānione, sńÖ nastńôpujńÖce:
1) W miarńô moŇľnoŇõci naleŇľy wybierańá bazy obr√≥bkowe wŇāaŇõciwe. Przyjńôcie ich nie powoduje dodatkowej obr√≥bki, a umoŇľliwia dopuszczenie najwińôkszych odchyŇāek przy obr√≥bce wobec eliminacji bŇāńôdu wynikajńÖcego Ňľ r√≥Ňľnicy ich poŇāoŇľenia podczas obr√≥bki i w gotowym mechanizmie.
2) Przy obr√≥bce dokŇāadnej naleŇľy za powierzchnie bazowe przyjmowańá te powierzchnie, od kt√≥rych sńÖ stawiane wymiary tolerowane, okreŇõlajńÖce poŇāoŇľenie powierzchni obrabianej.
Rys. 94. PrzykŇāad wyboru baz obr√≥bkowych zasadniczych
PrzykŇāadem moŇľe byńá wyb√≥r baz do wiercenia dwu otwor√≥w, w czńôŇõci przedstawionej na rys. 94, o duŇľej tolerancji wymiaru h.
JeŇľeli dla poŇāoŇľenia otwor√≥w jest waŇľny wymiar a1, za bazńô naleŇľy przyjńÖńá powierzchnińô A-A i sfrezowany koŇāek ustalajńÖcy poŇāoŇľenie czńôŇõci w kierunku r√≥wnolegŇāym do powierzchni A-A, umoŇľliwiajńÖcy skompensowanie (dopuszczalnych odchyŇāek Th wymiaru h).
JeŇľeli natomiast jest waŇľny wymiar a2 za bazńô naleŇľy przyjńÖńá normalny koŇāek, a kompensacja tolerancji Th nastńôpuje za pomocńÖ klina. W ten spos√≥b w obu przypadkach bŇāńôdy bazowania sńÖ r√≥wne zeru
3) Powierzchnie bazowe powinny byńá tak wybrane, aby byŇāo zapewnione najmniejsze odksztaŇācenia czńôŇõci obrabianej wskutek dziaŇāania zacisk√≥w i siŇā skrawania. W tym celu powinny byńá one dostatecznie duŇľe i powinny znajdowańá sińô moŇľliwie blisko powierzchni obrabianych. PrzykŇāad niewŇāaŇõciwego umieszczenia zacisk√≥w przedstawiono na rys. 95.
Rys. 95. PrzykŇāad nieprawidŇāowego docisku czńôŇõci
4) Wyb√≥r baz obr√≥bkowych powinien zapewniańá moŇľliwie najwińôkszńÖ prostotńô i najmniejszy koszt przyrzńÖd√≥w obr√≥bkowych oraz najkr√≥tszy czas zakŇāadania lub zdejmowania czńôŇõci.
5) Przy obr√≥bce dokŇāadnej, zwŇāaszcza w przypadku czńôŇõci o zŇāoŇľonych ksztaŇātach, naleŇľy dńÖŇľyńá do utrzymania zasady jednoŇõci baz, polegajńÖcej na tym, Ňľe wszystkie operacje obr√≥bki powierzchni dokŇāadnych naleŇľy wykonywańá ustalajńÖc poŇāoŇľenie czńôŇõci wg tych samych baz (jeŇľeli nie jest to sprzeczne z warunkiem podanym w p. 2).
Warunek ten bardzo czńôsto utrudnia i podraŇľa konstrukcjńô przyrzńÖd√≥w, dlatego teŇľ przy obr√≥bce maŇāo dokŇāadnej nie jest on na og√≥Ňā brany pod uwagńô.
KaŇľda zmiana baz zmusza do zmiany granic dopuszczalnych odchyŇāek wymiar√≥w poŇõrednich. Dlatego przy obr√≥bce dokŇāadnej, zmiany baz mogŇāyby spowodowańá takie zawńôŇľenie tolerancji wymiar√≥w poŇõrednich, Ňľe mogŇāoby okazańá sińô konieczne zastosowanie specjalnych, drogich metod obr√≥bki.
Zaleca, aby dla uproszczenia zadania wyboru baz obr√≥bkowych, podzielińá wszystkie czńôŇõci na dwie grupy.
Do pierwszej grupy zalicza czńôŇõci, kt√≥re w gotowym mechanizmie sprzńôga sińô z nie wińôcej niŇľ jednńÖ czńôŇõcińÖ. CechńÖ charakterystycznńÖ tej grupy jest to, Ňľe majńÖ one nie wińôcej niŇľ jeden peŇāny lub nawet niepeŇāny komplet powierzchni orientujńÖcych, przy czym za komplet uwaŇľa sińô powierzchnińô gŇā√≥wnńÖ (3 punkty), kierunkowńÖ (2 punkty) i oporowńÖ (1 punkt). Do tej grupy moŇľna zaliczyńá czńôŇõci, jak: dŇļwignie, waŇāki, prostsze koŇāa zńôbate, pokrywki itd.
Do drugiej grupy naleŇľńÖ czńôŇõci o konstrukcji bardziej zŇāoŇľonej, kt√≥re w mechanizmie sprzńôga sińô co najmniej z dwiema innymi czńôŇõciami. CzńôŇõci tej grupy majńÖ z reguŇāy wiele komplet√≥w powierzchni orientujńÖcych.
Dla pierwszej grupy czńôŇõci przy wykonywaniu pierwszej operacji naleŇľy wybierańá za bazy obr√≥bkowe: powierzchnińô o najwińôkszych wymiarach, jako powierzchnińô gŇā√≥wnńÖ, powierzchnińô najdŇāuŇľszńÖ, jako kierunkowńÖ i powierzchnińô najmniejszńÖ, jako oporowńÖ.
Przy wykonywaniu drugiej operacji za bazy obr√≥bkowe przyjmuje sińô powierzchnie obrobione w pierwszej operacji. Przy wszystkich nastńôpnych operacjach za bazy przyjmuje sińô powierzchnie obrobione w drugiej operacji.
PrzykŇāadem moŇľe byńá obr√≥bka dŇļwigni, przedstawiona na rys. 96a.
Dla pierwszej operacji za bazy przyjmuje sińô powierzchnińô gŇā√≥wnńÖ - rzeczywistńÖ powierzchnińô styku (punkty 1, 2, 3 rys. 96b), za bazńô kierunkowńÖ - oŇõ symetrii wzdŇāuŇľnńÖ (punkty 4, 5), za bazńô oporowńÖ - oŇõ symetrii poprzecznńÖ (punkt 6).
Rys. 96. DŇļwignia: a) schemat obr√≥bki, b) schemat doboru baz i pŇāaszczyzn orientacyjnych, c) schemat ujawnienia konstrukcyjnych baz wyobraŇľalnych za pomocńÖ rysek traserskich i napunktowywania
W rozpatrywanym przypadku nie jest zachowana zasada, Ňľe dla czńôŇõci nie caŇākowicie obrobionej powierzchnia nieobrobiona powinna byńá bazńÖ dla pierwszej operacji. OdejŇõcie od tej zasady jest dopuszczalne dla bardzo dokŇāadnych sur√≥wek, gdzie jest zdejmowana tylko bardzo cienka warstwa materiaŇāu.
W pierwszej operacji obrabia sińô czoŇāa gŇā√≥wek A i B. W drugiej operacji, korzystajńÖc z otrzymanych baz, obrabia sińô drugie czoŇāa.
Przy produkcji jednostkowej i maŇāoseryjnej — bazy kierunkowńÖ i oporowńÖ ujawnia sińô przez trasowanie i napunktowywanie, jak pokazano to na rys. 96c. Ustalanie do obr√≥bki odbywa sińô juŇľ na podstawie trasowania.
Przy produkcji seryjnej i wińôkszej stosuje sińô przyrzńÖdy, jak schematycznie przedstawiony na rys. 97. ZsuwajńÖce sińô ku Ňõrodkowi pryzmy ustalajńÖ p√≥Ňāwyr√≥b zgodnie z osiami symetrii, przy oparciu na powierzchni gŇā√≥wnej — na czoŇāach gŇā√≥wek.
Rys. 97. Schemat rozwińÖzania przyrzńÖdu przy wykorzystaniu jednej bazy rzeczywistej i dw√≥ch wyobraŇľalnych
Taki spos√≥b bazowania zapewnia r√≥wnomiernńÖ gruboŇõńá Ňõcianek a i b. Dla drugiej grupy czńôŇõci naleŇľy przede wszystkim zorientowańá sińô w charakterze pracy danej czńôŇõci w zŇāoŇľonym mechanizmie, okreŇõlińá zaleŇľnoŇõci 'pomińôdzy wszystkimi powierzchniami danej czńôŇõci majńÖcymi wpŇāyw na przesunińôcia kńÖtowe i wymiarowe.
W pierwszej kolejnoŇõci naleŇľy wybrańá bazy zapewniajńÖce wŇāaŇõciwe poŇāoŇľenia kńÖtowe, a nastńôpnie (ewentualnie r√≥wnoczeŇõnie) — bazy zapewniajńÖce dokŇāadnoŇõńá wymiar√≥w odlegŇāoŇõciowych powierzchni sprzńôŇľonych.
Na rys. 98 podano przykŇāady kilku najczńôŇõciej spotykanych ukŇāad√≥w powierzchni bazowych. W zaleŇľnoŇõci od ksztaŇātu i wielkoŇõci czńôŇõci oraz roli speŇānianej przez danńÖ czńôŇõńá w mechanizmie — ukŇāady powierzchni bazujńÖcych mogńÖ byńá bardzo r√≥Ňľne.
Rys. 98. Typowe ukŇāady powierzchni bazujńÖcych
Przy obr√≥bce bryŇā obrotowych przez toczenie i szlifowanie typowymi ukŇāadami powierzchni bazowych sńÖ:
1) Powierzchnia otworu i pŇāaszczyzna oporowa (obr√≥bka na trzpieniu— rys. 98b).
2). Dwa nakleŇāki (rys. 98c).
3) Kr√≥tka powierzchnia centrujńÖca i powierzchnia oporowa z jednej strony, przy ewentualnym podparciu kŇāem z drugiej strony (rys. 98d).
Przy frezowaniu i wierceniu w przyrzńÖdach typowymi ukŇāadami sńÖ:
1)PŇāaszczyzna i dwa otwory prostopadŇāe (rys. 98e) albo pŇāaszczyzna, pierŇõcieniowe wytoczenie ustalajńÖce i otw√≥r z boku lub op√≥r zapobiegajńÖcy obracaniu sińô.
Przy obr√≥bce skomplikowanych odlew√≥w najczńôŇõciej obrabia sińô jednńÖ lub dwie pŇāaszczyzny ustalajńÖc przedmiot na powierzchniach surowych, nastńôpnie wierci sińô i rozwierca dwa otwory prostopadŇāe do tych pŇāaszczyzn, ustalajńÖc przy tym czńôŇõńá na pŇāaszczyŇļnie obrobionej
Czńôsto stosuje sińô specjalne nadlewy, kt√≥rych obr√≥bkńô przeprowadza sińô skrawajńÖc maŇāym wi√≥rem, opierajńÖc sińô przy tym na bazach punktowych
Przy dalszej obr√≥bce obrobione nadŇāewy sŇāuŇľńÖ za bazy obr√≥bkowe. Ten rodzaj bazowania jest w szerokim zakresie stosowany przy obr√≥bce blok√≥w cylindrowych i karter√≥w
silników.
2) Dwie wzajemnie prostopadŇāe pŇāaszczyzny i punkt oporowy w trzeciej pŇāaszczyŇļnie prostopadŇāej do dwu poprzednich. Jest to ukŇāad czńôstostosowany przy obr√≥bce odlew√≥w o ksztaŇācie skrzynek. JeŇľeli dana czńôŇõńá ma pryzmatyczne powierzchnie oporowe, zwykle przyjmuje sińô te powierzchnie za bazy. zamiast dwu pŇāaszczyzn wzajemnie prostopadŇāych.
3) PŇāaszczyzna i otw√≥r do niej prostopadŇāy. Ten ukŇāad stosuje sińô przy obr√≥bce pŇāaskich maŇāo skomplikowanych czńôŇõci, jak dŇļwignie, rńÖczki itp. W tym przypadku zwykle najpierw szlifuje sińô jednńÖ stronńô, a nastńôpnie wierci sińô otw√≥r prostopadŇāy do oszlifowanej powierzchni. DalszńÖ obr√≥bkńô prowadzi sińô. wychodzńÖc z tych baz.
4) Trzy lub cztery nakieŇāki (rys. 98f). ZaletńÖ tej metody jest ŇāatwoŇõńá utrzymania zasady jednoŇõci baz, jej wadńÖ natomiast - maŇāa sztywnoŇõńá ukŇāadu, uniemoŇľliwiajńÖca bardziej intensywnńÖ obr√≥bkńô.
5) Pryzmy (rys. 98g). Spos√≥b ten jest stosowany przy wierceniu i frezowaniu czńôŇõci zawierajńÖcych elementy walc√≥w.
Specjalnym przypadkiem jest obr√≥bka taka jak szlifowanie bezkŇāowe, polerowanie kulek itp., gdy bazńÖ obr√≥bkowńÖ jest powierzchnia obrabiana.
BŇāńôdy bazowania
Obr√≥bka w przyrzńÖdach jest obcińÖŇľona pewnym bŇāńôdem. CaŇākowity bŇāńÖd ustawienia e, jest sumńÖ bŇāńôd√≥w ustalenia
, zamocowania
i poŇāoŇľenia
.
BŇāńÖd ustalenia
wynika ze zmian poŇāoŇľenia bazy pomiarowej, z kt√≥rej korzystamy w stosunku do staŇāego poŇāoŇľenia narzńôdzia. Tak np. przy obr√≥bce waŇāka odlegŇāoŇõńá ostrza narzńôdzia od kŇāa wrzeciona jest staŇāa, natomiast wymiar od czoŇāa waŇāka do czoŇāa stopnia bńôdzie sińô zmieniaŇā w zaleŇľnoŇõci od zmian wymiar√≥w nakieŇāka. StńÖd bŇāńÖd ustalenia
gdzie
— tolerancja gŇāńôbokoŇõci nakieŇāka.
BŇāńôdu ustalenia
moŇľna uniknńÖńá przestrzegajńÖc zgodnoŇõci bazy pomiarowej i technologicznej.
BŇāńÖd zamocowania
powstaje wskutek przesunińôńá powierzchni podstawowej przedmiotu spowodowanej przesunińôciem powierzchni oporowych przyrzńÖdu na skutek dziaŇāania siŇā zamocowania.
Rys.99 Schemat bazowania wg.pŇāaszczyzn
Tak np. przy frezowaniu rowka, jak przedstawiono na rys. 99, siŇāa dociskajńÖca Q, bńôdzie powodowaŇāa odksztaŇācenia stykowe w miejscach oparcia sińô powierzchni p√≥Ňāwyrobu o punkty oporowe przyrzńÖdu, powodujńÖc przesunińôciu przedmiotu w stosunku do narzńôdzia. Wskutek zmiennoŇõci siŇā docisku i r√≥Ňľnej jakoŇõci powierzchni p√≥Ňāwyrobu przesunińôcia bńôdńÖ miaŇāy r√≥ŇľnńÖ wartoŇõńá, zmieniajńÖc sińô od
do
. Przesunińôciom staŇāym moŇľna by zapobiec
przez zastosowanie odpowiedniej korekty ustawienia narzńôdzia. Zmiany przesunińôcia powodujńÖ bŇāńÖd zamocowania.
Zmniejszenie bŇāńôdu zamocowania
uzyskuje sińô w wyniku zmniejszenia wahaŇĄ siŇā zamocowujńÖcych przez stosowanie docisk√≥w pneumatycznych lub hydraulicznych oraz w wyniku ujednorodnienia powierzchni stykowej p√≥Ňāwyrobu przede wszystkim przez podwyŇľszenie klasy chropowatoŇõci (gŇāadkoŇõci). Przy duŇľych wymaganiach co do dokŇāadnoŇõci stosuje sińô dokŇāadne szlifowanie lub nawet skrobanie powierzchni stykowych.
NaleŇľy zwracańá uwagńô na kierunek dziaŇāania siŇāy zaciskajńÖcej, przy nieprawidŇāowym skierowaniu siŇāy moŇľe zajŇõńá oderwanie p√≥Ňāwyrobu od element√≥w oporowych przyrzńÖdu i stńÖd zmiana poŇāoŇľenia.
BŇāńÖd poŇāoŇľenia
powstaje wskutek bŇāńôd√≥w wykonania przyrzńÖdu mocowujńÖcego, wskutek zuŇľycia jego element√≥w ustalajńÖcych, a gŇā√≥wnie bŇāńôd√≥w ustawienia przyrzńÖdu na obrabiarce. PrzyrzńÖdy sńÖ ustawiane bńÖdŇļ na stoŇāach obrabiarek, co jest stosowane najczńôŇõciej, bńÖdŇļ na wrzecionach. W pierwszym przypadku ustalenie jest dokonywane przez wpusty przymocowane do podstawy przyrzńÖdu, a wchodzńÖce w teowe rowki stoŇāu obrabiarki (rys. 100).
Rys, 100. Ustalanie przyrzńÖd√≥w na stole obrabiarki
Rzadziej zamiast wpust√≥w stosuje sińô koŇāki cylindryczne wchodzńÖce w odpowiedni otw√≥r w stole. DokŇāadnoŇõńá ustalania zaleŇľy od przyjńôtego pasowania i wynikajńÖcych z niego luz√≥w. W praktyce luzy sńÖ wińôksze od obliczeniowych wskutek bŇāńôd√≥w wykonania i zuŇľycia. Dla zmniejszenia bŇāńôd√≥w poŇāoŇľenia zaleca sińô stosowanie wńôŇľszych wpust√≥w i dociskania przyrzńÖdu zawsze w jednńÖ stronńô.
Przy zamocowywaniu przyrzńÖdu na wrzecionie ustalanie jest dokonywane na powierzchni koŇĄc√≥wki wrzeciona (rys.101).
Rys.101. Sposoby ustalania przyrzńÖd√≥w na koŇĄc√≥wkach wrzecion robczych.
BŇāńôdy bazowania
JednńÖ z najczńôŇõciej stosowanych powierzchni jako bazy jest pŇāaszczyzna. W tym przypadku odchyŇāka pŇāaskoŇõci pŇāaszczyzny powoduje odchyŇākńô ustalenia. Najwińôksze odchyŇāki bńôdńÖ w przypadku uŇľycia powierzchni nieobrobionych jako baz. Z tych samych wzglńôd√≥w naleŇľy unikańá ustawiania przedmiotu surowymi pŇāaszczyznami na pŇāaszczyznach uchwytu lub przyrzńÖdu. Wiemy, Ňľe trzy punkty wyznaczajńÖ pŇāaszczyznńô. Dlatego najlepsze jest oparcie na trzech koŇākach oporowych uchwytu lub przyrzńÖdu (zwŇāaszcza gdy pŇāaszczyzny sńÖ nieobrobione). Przy czym im wińôksza jest odlegŇāoŇõńá mińôdzy punktami oporowymi, tym mniejszy jest bŇāńÖd ustalenia przedmiotu. Ta sama nier√≥wnoŇõńá powierzchni spowoduje mniejsze odchylenie w ustaleniu przedmiotu.
Drugim rodzajem powierzchni, czńôsto przyjmowanej za bazńô obr√≥bkowńÖ, jest powierzchnia walcowa. Dla powierzchni tej istnieje szereg r√≥Ňľnych sposob√≥w ustalania. Pierwszy z nich, to ustalanie walca przy wykorzystaniu do tego celu jego dw√≥ch tworzńÖcych.
Z przypadkiem takim spotykamy sińô przy zastosowaniu dw√≥ch staŇāych szczńôk w tr√≥jszczńôkowym uchwycie tokarskim, jak r√≥wnieŇľ przy ustalaniu na pryzmach (bńÖdŇļ w uchwycie ze szczńôkami pryzmowymi).
OdchyŇāka ustalenia
w kierunku prostopadŇāym do podstawy pryzmy zaleŇľy od dokŇāadnoŇõci wykonania Ňõrednicy waŇāka (rys. 3.15). Zarys powierzchni walcowej, kt√≥ra w danym przypadku jest ustalajńÖca, moŇľe zmieniańá sińô wraz ze zmianńÖ Ňõrednicy waŇāka. Dlatego przy okreŇõlaniu przesunińôńá zarysu powierzchni ustalajńÖcej naleŇľy wybrańá punkt charakterystyczny nie podlegajńÖcy przesunińôciu w skutek zmiany zarysu. Takim punktem dla zarysu koŇāowego jest Ňõrodek tego koŇāa. Jak wynika z rysunku Ňõrodek zarysu powierzchni ustalajńÖcej moŇľe sińô przesuwańá w zaleŇľnoŇõci od tolerancji Ňõrednicy
o wielkoŇõńá:
NaleŇľy wyjaŇõni, Ňľe wielkoŇõńá
oznacza odchyŇākńô elementu ustalajńÖcego. OdchyŇāka ta nie okreŇõla jednak poŇāoŇľenia powierzchni obrabianej wzglńôdem powierzchni ustalajńÖcej, gdyŇľ jest ona niezaleŇľna od rodzaju operacji, jaka ma byńá wykonana na przedmiocie. WartoŇõńá
umoŇľliwia obliczenie bŇāńôdu ustalenia
wynikajńÖcego ze sposobu ustalenia przedmiotu.
Z rys. 3.16 wynika, Ňľe
=
tylko w przypadku, gdy kierunek wymiaru obr√≥bkowego jest zgodny z kierunkiem odchyŇāki
. W kaŇľdym mnym przypadku poŇāoŇľenia powierzchni obrabianej, to znaczy kiedy kierunki wymiaru K i odchyŇāki
sńÖ r√≥Ňľne:
=
gdzie:
y - kńÖt mińôdzy kierunkiem wymiaru i odchyŇāki.
Na uwagńô zasŇāuguje szczeg√≥lny przypadek, gdy y = 90¬į (rys. 3.16c), kiedy odchyŇāka ustalenia
=0, mimo Ňľe
0 .
Wykorzystanie trzech tworzńÖcych walca zamiast dw√≥ch nie powoduje odchyŇāek ustalenia wywoŇāanych tolerancjńÖ Ňõrednicy. W takich przypadkach stosujemy uchwyty samocentrujńÖce lub tulejki zaciskowe, gdzie wszystkie szczńôki zbliŇľajńÖ sińô do przedmiotu obr√≥bki jednoczeŇõnie i jednakowo.
26
Wyszukiwarka
Podobne podstrony:
ekonomika, Og zasad przedm, Ogólne zasady przedmiarowania
ekonomika, Zasady przedmiarowania robot ziemnych rozdzial 3 2 1
1 Zasady i przedmiot oceny korekcja
Sawicki,ekonomika budownictwa,zasady przedmiarowania
ZASADY PRZEDMIAROWANIA ROB√ďT BUDOWLANYCH
Przedmiar, obmiar, zasady przedmiarowania robót
zasady PKW1[1], Dokumenty - I ROK, Przedmioty z grupy B, Prawo karne wykonawcze
Zasady zaliczenia przedmiotu, biochemia
zasady wymiarowania przedmiotow, KONSPEKT LEKCJI TECHNIKI
Przedmiot, zakres, dzialy i dzialania, zasady, metody pedagogiki specjalnej
Zasady zaliczania przedmiotu do zawieszenia dla ratownictwa, Ratownictwo Medyczne Studia, GieŇāda, 1.
FILOZOFIA KULTURY, opis przedmiotu zasady zaliczania wyka 205
Regulamin ńáwiczeŇĄ i zasady zaliczenia przedmiotu - histologia 2010 2011, Regulamin ńáwiczeŇĄ i zasady
Zasady-zaliczenia-przedmiotu, AGH, GiG, AGH, Przedmiot humanistyczny
Zasady zaliczania przedmiotu Matematyka2, STUDIA PŇĀ, TECHNOLOGIA ŇĽYWNOŇöCI I ŇĽYWIENIA CZŇĀOWIEKA, ROK
Praktyczne zasady sporzńÖdzania przedmiaru rob√≥t, Kosztorysowanie
Zasady na PPP1 2007 8, Organizacja zajńôńá z przedmiotu „Psychologia Proces√≥w Poznawczych”
OG√ďLNE ZASADY POSTńėPOWANIA PRZY UDZIELANIU PIERWSZEJ POMOCY PRZEDMEDYCZNEJ W WYPADKACH, Instrukcje w
wińôcej podobnych podstron