Ćwiczenie nr 4.5
Temat: Badanie wpływu gazu ochronnego na proces spawania
Cel ćwiczenia
Poznanie wpływu rodzaju gazu -argonu i helu oraz wydatku gazu na proces spawania metodą TIG.
Opis przebiegu ćwiczenia
Przygotować stanowiska do spawania prądem stałym i zmiennym, z możliwością spawania w osłonie helu i argonu. Uchwyt wyposażyć w elektrodę z czystego wolframu o średnicy 2mm.
spawanie automatyczne -uchwyt na samojezdnym wózku -w osłonie argonu oraz helu
Badanie wpływu wielkości wydatku gazu ochronnego. Uchwyt do spawania, z dyszą gazową o średnicy wewnętrznej 12mm, umieścić nad blachą ze stali Cr-Ni o g=4mm, w odległości zapewniającej długość łuku ok. 2 mm. Stosując prąd stały, biegunowość ujemna, Is=120A, gaz ochronny argon, zajarzamy łuk, przemieszczając uchwyt do spawania z prędkością Vs=20 cm/min. Podczas przemieszczania uchwytu, co 10 sekund spawania, zmieniamy wydatek gazu od Q=15 l/min do Q=0 l/min, (co 3l/min). Podczas spawania obserwować stabilność łuku. Odnotować napięcie spawania. Po spawaniu zaobserwować zmianę szerokości i jakości strefy oczyszczenia i roztopienia powierzchni blachy oraz zmiany na końcówce elektrody. W analogiczny sposób wykonać ćwiczenie z helem.
Rysunek 1 Badanie wpływu wydatku na proces spawania w osłonie argonu i helu
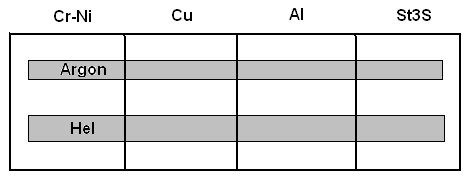
Badanie wpływu rodzaju gazu na możliwość spawania różnych materiałów. Uchwyt do spawania, z dyszą gazową o średnicy wewnętrznej 12mm, umieścić nad zestawem 4 próbek z różnych materiałów (CrNi, Cu, Al., St3S) w odległości zapewniającej długość łuku ok. 2,5 mm. Stosując elektrodę torowaną, prąd DC -minus, Is=125A, gaz ochronny Argon Q=8l/min, zajarzamy łuk, przemieszczając uchwyt do spawania z prędkością Vs=15 cm/min. Odnotować napięcie spawania. Po spawaniu zaobserwować zmianę szerokości i jakości strefy wpływu ciepła. Następnie na tych samych próbkach wykonać identyczne napoiny przy zastosowaniu Helu, Q=15l/min.
Rysunek 2 Rozmieszczenie próbek i napoin podczas spawania różnych materiałów w osłonie argonu i helu
Wyniki obserwacji zapisujemy w Tabela 1
Tabela 1 Wyniki badań wpływu rodzaju gazu na napięcie łuku
Wydatek gazu |
Uwagi o powierzchni przetapianej |
|
|
Aluminium/argon |
CrNi/hel |
Ar l/min |
|
|
Ar 7 l/min |
|
|
Ar 11 l/min |
|
|
Ar 15 l/min |
|
|
Ar 19 l/min |
|
|
Ar 23 l/min |
|
|
He 3 l/min |
|
|
He 7 l/min |
|
|
Ar 27 l/min |
|
|
Na próbce ze stali Cr-Ni, g=4mm (elektroda torowana) w osłonie Ar (wydatek argonu Q=7 l/min), wykonać napoinę (prąd DC minus, Isp=140A, długość łuku l=3mm) drugą w osłonie helu (wydatek helu Q=15 l/min), zmierzyć czas spawania i długość napoin. Wyznaczyć energię liniową spawania.
Rysunek 3 Próbki z Cr-Ni z wykonaną „napoiną” w osłonie argonu oraz helu
Identyczne doświadczenie wykonać na próbce miedzianej, g=2mm Is=220A, Wyznaczyć energię liniową spawania.
Na wykonanych napoinach zmierzyć szerokość spoiny b oraz wysokość nadlewu hn. Głębokość wtopienia hw zmierzyć po złamaniu próbki na prasie. Łamanie przeprowadzić z rozciąganiem grani napoin. Wyniki zamieścić w tabeli pomiarów.
Tabela 2 Wyniki pomiarów geometrii napoin wykonanych w osłonie argonu i helu
Badany parametr |
Parametry geometrii napoiny |
||||||
Rodzaj prądu, biegunowość/ Materiał |
Prąd spawania |
Gaz ochronny, Q [l/min] |
Szerokość napoiny b [mm] |
Głębokość wtopienia hw [mm] |
Wysokość nadlewu hn [mm] |
Przekrój napoiny Fs,[mm] |
Współczynnik kształtu ϕs |
Stal CrNi |
|||||||
DC, minus na elektrodzie |
150A |
Ar, 5 |
|
|
|
|
|
DC, minus na elektrodzie |
150 |
Hel, 15 |
|
|
|
|
|
Miedź |
|||||||
DC, minus na elektrodzie |
180A |
Ar, 5 |
|
|
|
|
|
DC, minus na elektrodzie |
180 |
Hel, 15 |
|
|
|
|
|
Sprawozdanie
Dane techniczne urządzenia spawalniczego TIG, sposób połączenia reduktora z butlą;
Zestawienie wyników pomiarowych (tablice);
Graficzne przedstawienie badanych zależności;
Wnioski
Pytania kontrolne
Podać podstawowe własności argonu i helu;
Uzasadnić różne wielkości wtopienia podczas spawania w osłonie argonu i helu;
Czy zamiana argonu na hel wymaga zmiany wydatku gazu i dlaczego?;
Czy słusznym jest spawanie blach aluminiowych o dużej grubości w osłonie argonu i dlaczego?
Która z pozycji spawania wymaga większego wydatku gazu podczas spawania w osłonie czystego helu podolna czy pułapowa?
Podaj optymalne warunki spawania (rodzaj prądu, elektrody i gazu ochronnego) grubych blach miedzianych oraz cienkich blach aluminiowych. Wybór uzasadnij.
Podaj optymalne warunki spawania (rodzaj prądu, elektrody i gazu ochronnego) cienkich blach miedzianych oraz blach ze stali Cr-Ni. Wybór uzasadnij.
Kiedy wystąpi najbardziej intensywne czyszczenie katodowe, podczas spawania w osłonie Ar, He czy mieszanki tych gazów, odpowiedź uzasadnić.
Literatura:
Praca zbiorowa pod redakcją Walczaka W.: Spawalnictwo, ćwiczenia laboratoryjne. Wydawnictwo Politechniki Gdańskiej, Gdańsk, 2000r.
Dobaj E.: Maszyny i urządzenia spawalnicze. WNT, Warszawa, 1994r.
Pilarczyk J., Pilarczyk J.: Spawanie i napawanie elektryczne metali. Wydawnictwo Śląskie, 1996r.
Jakubiec M., Lesiński K., Czajkowski H.: Technologia konstrukcji spawanych. WNT, Warszawa, 1980r.
Praca zbiorowa pod redakcją J. Pilarczyka, Poradnik Inżyniera -Spawalnictwo, t1. WNT, Warszawa, 2003r.
Klimpel A.: Spawanie, zgrzewanie i ciecie metali. WNT, Warszawa, 1999r.
Opracował: dr inż. Tadeusz Piątkowski
1
Wyszukiwarka
Podobne podstrony:
cwiczenie4 4n TIG
cwiczenie4 3 TIG
3 ćwiczenia BADANIE asfaltów
Ćwiczenie7
Cwiczenia 2
Ćwiczenia V
metody redukcji odpadów miejskich ćwiczenia
Ćwiczenia1 Elektroforeza
cwiczenia 9 kryzys
Ćwiczenia 1, cz 1
Ćwiczenie 8
9 ćwiczenie 2014
Cwiczenie 1
Ćwiczenie 2 Polska w europejskim systemie bezpieczeństwa
więcej podobnych podstron