WYŻSZA SZKOŁA MORSKA W SZCZECINIE WYDZIAŁ MECHANICZNY
|
LABORATORIUM ZAKŁADU DIAGNOSTYKI I REMONTÓW MASZYN OKRĘTOWYCH |
Tellos Jakub Michalik Robert |
|||
|
Nr |
Temat ćwiczenia: Pomiary kątów stożkowych i średnic w połączeniach wciskowych walcowych i stożkowych |
|
||
Data wyk. ćw. 9.11.2000 |
Data oddania ćw: |
Ocena:
|
Podpis asystenta |
Podpis Kier.Zakł. |
|
WSTĘP
Połączeniem wciskowym nazywamy połączenie, w którym wzajemne umieszczenie łączonych części następuje na skutek tarcia wywołanego przez wcisk. Rozłączenie połączonych w ten sposób części przeciwstawiają się siły sprężystości, wywołane odkształceniem połączonych części. Rozróżniamy połączenia ruchowe i spoczynkowe, rozłączne i nierozłączne, wciskowe tarciowe.
Rozróżnia się połączenia wciskowe bezpośrednie, w których jedna z części obejmuje i zaciska drugą, oraz pośrednie, w których występują łączniki rozprężne lub zaciskowe (np. tuleja, pierścienie, kotwice).
Ze względu na sposób łączenia części, połączenia wciskowe dzieli się na skurczowe i wtłaczane. Różnica między nimi polega na tym, że w pierwszych zacisk uzyskuje się przez skurcz części zewnętrznej, podgrzanej lub ochłodzonej przed założeniem na część zewnętrzną np. obręcz na kole wagonowym, w drugim zaś przez wtłoczenie jednej części w drugą np. wbicie kołka w płytę, osadzenie kołka pasowego na czopie wału.
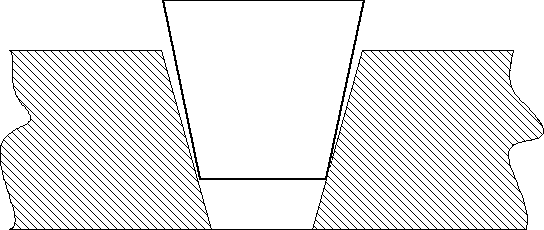
Połączenia wciskowe tarciowe wykonuje się także dla elementów stożkowych:
jeden o stożku zewnętrznym
- jeden o stożku wewnętrznym
Orientacja: gdy mamy dwa stożki problem orientowania rozwiązuje się sam.
Osiowanie: połączenie stożkowe będzie się samo osiować pod jednym warunkiem , że kąty stożka wewnętrznego i zewnętrznego są jednakowe. Gdy kąty nie są sobie równe elementy nie są w stanie się zosiować . Przy użyciu siły występuje efekt kołysania, element wewnętrzny kładzie sią na boki.
Metody sprawdzania zgodności kątów:
Po włożeniu elementu wewnętrznego prowadzimy próbę kołysania
Badanie na tusz-jeden element pokrywa się farbą drukarską, wkłada się jeden element w drugi, bez przekręcania sprawdza się odciski, ślady przylegania świadczą o zgodności kątów.
Pomiary geometryczne każdego z elementów
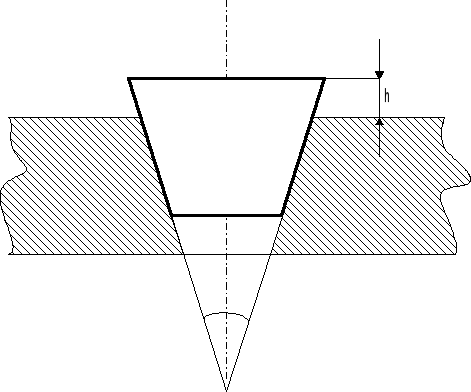
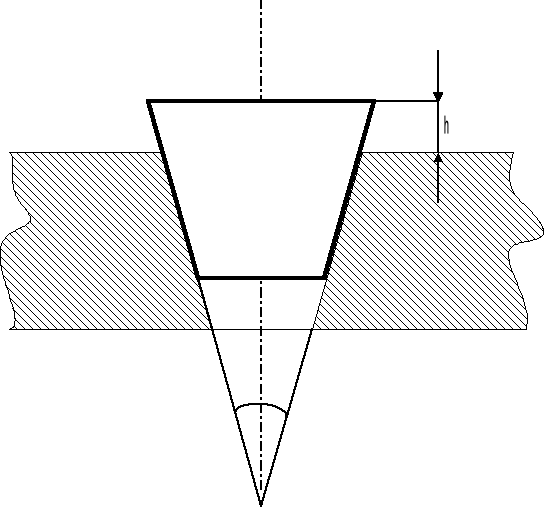
Pomiar głębokości osadzenia stożka jednego względem drugiego: gdy znamy kąty stożka, długość i średnicę obwodu podstaw, wyliczamy wysokość h na jaką stożek powinien wejść w drugi, ta wielkość h powinna się pokrywać z wielkością wyliczoną. Gdy się nie pokrywają kąty nie są sobie równe.
Realizacja wcisku:
Wtłaczanie: na jeden ze stożków działamy odpowiednią siłą poosiową, siłę poosiową realizujemy: a) prasą hydrauliczną b)na końcu pow. stożkowej wykonujemy pow. walcową, gwintujemy ją i nakręcając na nią nakrętkę wtłaczamy jeden element w drugi.
Przy realizacji wcisku można zastąpić nakrętkę śrubową nakrętką hydrauliczną
Można stosować oziębianie lub podgrzewanie (realizacja poprzez skurcz )
Hydrauliczne rozprężanie piast
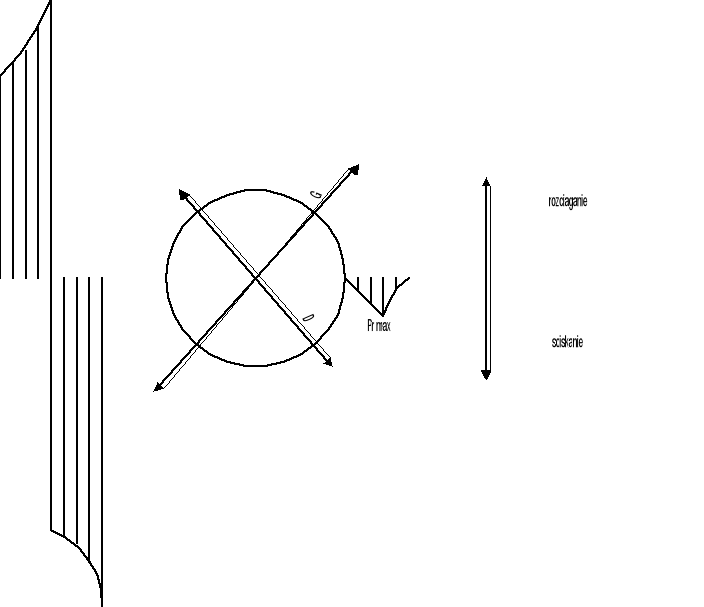
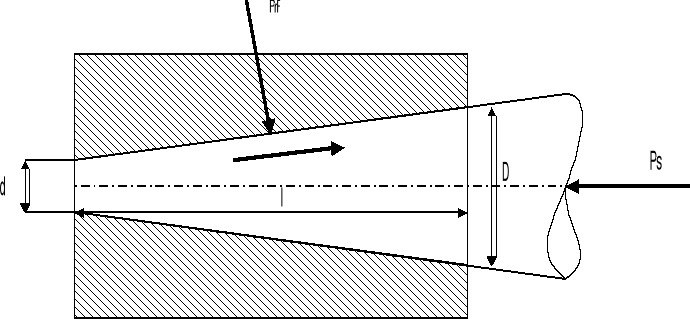
Samohamowność połączenia: siła przy demontażu jest mniejsza od siły przy demontażu. Istnieje niebezpieczeństwo rozłączenia się elementów. Warunek samohamowności:
Psw= prF(tg ϕ - tg α)
psw>0
tg ϕ - tg α>0
2tg α= ![]()
![]()
< 2tg α`
Tak dobieramy geometrię stożka aby ten warunek został spełniony.
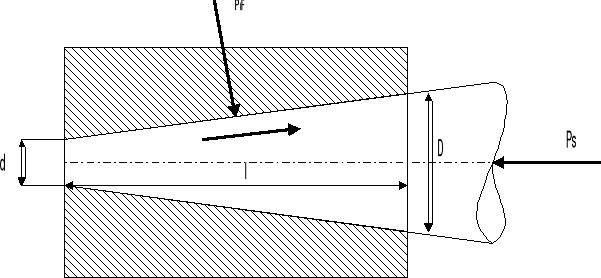
F=![]()
Ps= pr F tgϕ cosα + prF sinα
Ps - siła poosiowa, ma równoważyć rzuty obydwu sił na oś poziomą
Hydrauliczne rozprężanie piasty: doprowadzamy olej pod ciśnieniem, ciśnienie oleju narasta, na pierścień działają naciski, gdy ciśnienie zwiększamy naciski narastają, następuje deformacja obydwu powierzchni, powstaje szczelina, gdy ciśnienie wzrasta szczelina się powiększa i sięga do krawędzi. Na 90% powierzchni mamy do czynienia nie z tarciem suchym lecz z płynnym. Do demontażu takiego połączenia potrzebna jest mniejsza siła. Elementy można przesuwać do momentu gdy krawędż odkryje otwór, wówczas olej będzie wypływał. Na ostatnim odcinku użyć dużej siły.
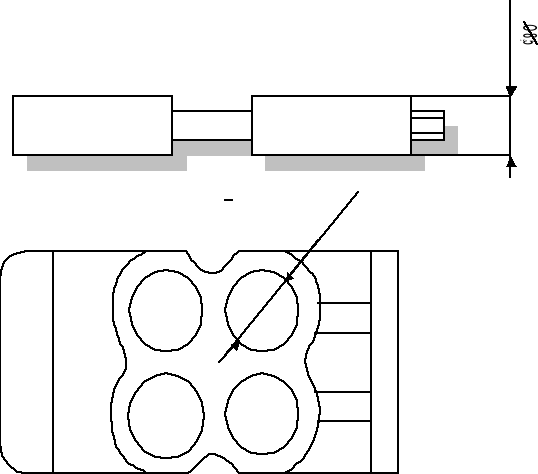
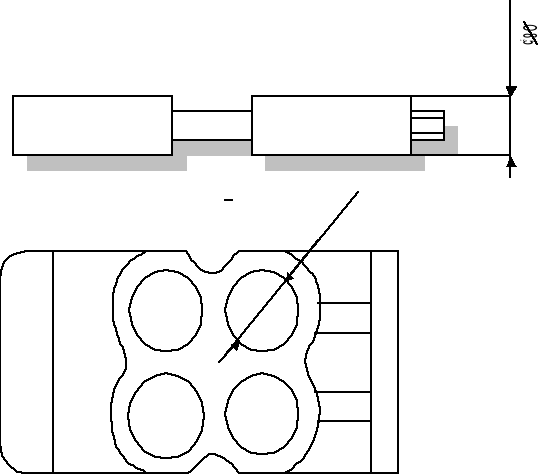
Przykład: połączenie śruby z wałem, połączenie ma kształt dwuch stożków
Wał ma stożek wew., śruba zewnętrzny, na zewnątrz znajduje się nakrętka hydrauliczna, pomiędzy tłoczek a cylinderek znajdujący się w nakrętce podawany jest olej pod ciśnieniem, powstaje siła poosiowa, realizujemy połączenie wtłaczania, nakretka po zrealizowaniu wtłaczania pozostaje na wale. W stożku śruby wykonane są otwory, a na pow. zew. Rowki, podajemy olej, zmieniając na dużej powierzchni tarcie suche na płynne, wytwarzamy w nakrętce siłe posiową.Wtłaczanie przy hydraulicznym rozprężaniu zmniejsza siłę poosiową jaką musimy użyć do wtłoczenia.
WNIOSKI:
Do tej pory jedna część względem drugiej musiała być zorientowana, gdy mamy dwa stożki problem orientowania części rozwiązuje się sam. Na elementach walcowych zorientowanie polega na sfazowaniu, a więc jest to część elementu
stożkowego. Połączenie stożkowe będzie się samo osiować pod jednym warunkiem, że kąty stożka wew. i zew. są sobie równe. Stożkowe połączenie wciskowe stosuje się do osadzania śruby na wale ponieważ jest w stanie przenieść większe momenty niż połączenie wciskowe walcowe (występowanie poślizgu). Wykonanie stożków wewnętrznych sprawia wiele trudności.
POMIARY
Pomiaru dokonuję na otworze w elemencie konstrukcyjnym i wałku.
Pomiarów dokonuję za pomocą:
a) suwmiarki z noniuszem o zakresie 0-160mm o dokładności +/- 0,05mm
b) mikrometru o zakresie 0-45mm o dokładności +/- 0,01mm
c) średnicówką mikrometryczną z końcówką 8,5mm o dokładności +/- 0,01mm
d) mikroskopem warsztatowym MWD o dokładności +/- 0,01mm
PRZYGOTOWANIA DO POMIARU
Z części pomiarowych narzędzi oraz z mierzonych obiektów należy usunąć wszelkiego rodzaju zanieczyszczenia oraz warstwę tłuszczu. Mikroskop należy wypoziomować. Średnicówkę należy wyzerować i nastawić na żądany wymiar przy pomocy mikrometru. Należy także sprawdzić dokładność odczytu przyrządów pomiarowych na wzorcach i odczytać wartość błędu.
WYNIKI POMIARÓW
Pomiarów dokonuję za pomocą dwóch metod: stykowej, bezstykowej.
a) metoda stykowa
|
Suwmiarka |
Mikrometr |
Średnicówka mikrometryczna |
Wałek |
8,5mm |
8,51mm |
---------------------- |
Otwór |
8,5 |
------ |
8,53 |
b) metoda bezstykowa (przy pomocy mikroskopu MWD)
Wałek - 8,45
Otwór - 8,51
2. Pomiary stożków
Pomiar stożka zewnętrznego
2 α = 150
α = 7,50
Pomiar stożka wewnętrznego przy pomocy kulek wzorcowych
φ1 = 23,02 mm
φ2 = 28,57 mm
odległość między mierzonymi płaszczyznami
l = 50,4 mm
Δ = (D - d)/l = 2 tg Φ
Δ = 5,55/50,4 = 0,110
Φ = 3,20
Pomiar stożka wewnętrznego
φ1 = 24,57 mm
φ2 = 30,18 mm
odległość między mierzonymi płaszczyznami
l = 10,9 mm
Δ = (D - d)/l = 2 tg Φ
Δ = 5,61/10,9 = 0,110
Φ = 14,50
Pomiar liniałem sinusowym
sin 2 Φ =h/l
h = 10mm
l = 100 mm
sin 2 Φ = 0,1
Φ = 5,350
WNIOSKI
Duża rozbieżność pomiędzy pomiarami wykonywanymi poszczególnymi przyrządami pomiarowymi spowodowana jest różną techniką pomiarową, dokładnością pomiaru oraz innymi czynnikami zewnętrznymi mającymi wpływ na pomiar (np. temperatura, wilgotność, zabrudzenie ). Poza tym niektóre urządzenia pomiarowe wykazują luzy spowodowane eksploatacją. Dokonując pomiaru mikroskopem MWD występuje błąd optyczny nie zależny od nas. Obliczenia błędu bezwzględnego i względnego opieraliśmy na wskazaniach mikroskopu MWD co wprowadza pewien błąd obliczeniowy. Aby uzyskać dokładniejsze wyniki należałoby wykonać pomiary porównawcze przyrządami o klasie O . Natomiast dla tego połączenia pomiary te są w zupełności wystarczające ponieważ konstruktor nie wymaga od nas w tej sytuacji wysokiej jakości połączenia. Jest to połączenie wciskowe, tarciowe, do montażu którego należy użyć metody wciskowej.
Wyszukiwarka
Podobne podstrony:
Połączenia wciskowe, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkola1, III, TECH
Pomiary płaskości podstawy silnika i współosiowości siedzeń, Akademia Morska -materiały mechaniczne,
Połączenie śrubowe, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1, REMONTY
Poł. wciskow, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1, REMONTY
pomiar stożków, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkola1, III, REMONTY,
Pomiar stożków, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1, REMONTY
POMIARY CIŚNIENIA I RÓŻNICY CIŚNIEŃ, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, sz
Pomiar mocy 1faz, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkola, ELEKTRA
Pomiary grubosci, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkola1, III, TECH RE
Pomiar wspólosiowości, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1, REMONTY
Pomiar grubości scianek ramy fundamentowej silnika o zapłoni, Akademia Morska -materiały mechaniczne
Pomiary grubości warstw i ścianek, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1
Pomiar napiecia wstepnego, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1, REMONT
POMIARY GRUBOŚCI, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1, REMONTY
Pomiar grubosci2 kwit, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, szkola1, III, TE
POMIAR GRUBOSCI WARSTW I SCIANEK, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła, wsm1,
Wizualizacja danych pomiarowych M7 WJ, Akademia Morska -materiały mechaniczne, szkoła, GRZES SZKOLA,
więcej podobnych podstron