Marcin Szpak
II MDT L9
Rok ak. 2009/2010
PRZETWÓRSTWO TWORZYW SZTUCZNYCH
Dokładność kształtowo wymiarowa wyrobów z tworzyw sztucznych
formowanych w technologii termoformowania.
1.Cel ćwiczenia:
Celem ćwiczenia jest zapoznanie studentów z technologią termoformowania oraz wybranymi zagadnieniami dokładności kształtowo wymiarowej wyrobów produkowanych za pomocą tej technologii.
2. Czynności do wykonania:
1. Do formowania wybrać płytę z termoplastu o zadanej grubości (0.5-6)mm. Zmierzyć grubość płyty z dokładnością do 0,1 mm.
2. Płyty z tworzyw wymagających wstępnego suszenia należy przygotować w suszarce zgodnie z warunkami zawartymi w tab. 1. Po wstępnym suszeniu chronić płyty przed wilgocią. Rozpakować tuż przed procesem termoformowania.
3. Zamocować formę nr 1 na stole narzędziowym termoformierki. Zmierzyć jej wymiary z dokładnością do 0.1 mm. Wykonać rysunek formy i zwymiarować go z dokładnością do 0,1 mm.
4. Zamocować płytę z tworzywa sztucznego w ramie mocującej urządzenia ( zaznaczyć na płycie (np. foliopisem) kierunki główne na formowanej płycie (0o oraz 90o )
5. Uruchomić maszynę włącznikiem głównym. Nastawić na panelu sterującym żądane moce grzałek (odpowiednio dla zespołu grzałek zewnętrznych i wewnętrznych) oraz czas nagrzewania (według instrukcji maszyny). Zanotować w tabeli 1 ustalone parametry. Przesunąć zespół grzejny nad zamocowaną w ramie mocującej płytę półfabrykatu. Obserwować w oknie podglądu odkształcanie się materiału pod wpływem nagrzewania i siły ciężkości (tworzy się balon).
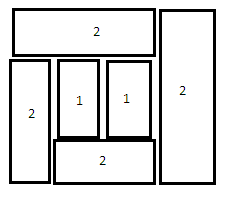
Rozmieszczenie grzałek zespołu grzejnego:1-wewnętrzne, 2-zewnętrzne.
Tab 1. Parametry stałe i nastawne urządzenia do termoformowania |
parametr |
jednostka |
Całkowita moc grzewcza urządzenia |
Wat |
|
Moc grzewcza zespołu grzałek zewnętrznych |
% Pmax |
70 |
Moc grzewcza zespołu grzałek wewnętrznych |
%Pmax |
100 |
Odległość grzałek od płyty |
mm |
43 |
Czas nagrzewania |
sek. |
80 |
Kolor płyty z TS |
- |
|
Grubość płyty z TS |
mm |
1,1 |
Wymiary płyty z TS |
|
|
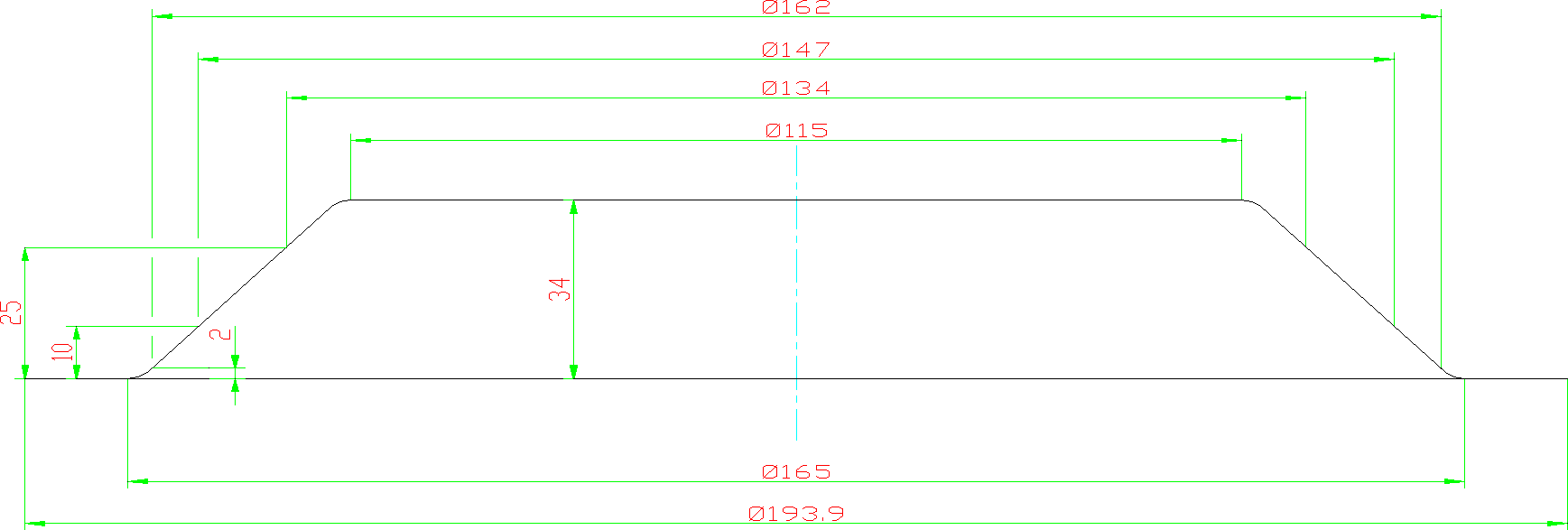
Gniazdo formy:
3. Obliczenia:
Wartość odkształcenia na przekroju:
E=![]()
g - grubość płyty po odkształceniu
g0- grubość płyty przed odkształceniem
Powierzchniowy stosunek odkształcenia
RA=A/Ao
A,Ao - pole powierzchni wyrobu przed i po odkształceniu, A=29513,8mm2; Ao=48416,6mm2
RA=0,6095
Rozkład wartości odkształcenia dla układu: moc wewnętrznych grzałek-70%, zewnętrznych 100%.
Nr pomiaru |
Wartość odkształcenia E |
1. |
-0,24545 |
2. |
-0,17273 |
3. |
-0,11818 |
4. |
-0,01818 |
5. |
0 |
6. |
0,081818 |
7. |
0,109091 |
8. |
0,072727 |
9. |
0,109091 |
10. |
-0,16364 |
11. |
-0,37273 |
12. |
-0,17273 |
13. |
-0,22727 |
14. |
-0,16364 |
15. |
-0,08182 |
16. |
-0,02727 |
17. |
-0,00909 |
18. |
0 |
19. |
0,009091 |
20. |
0,027273 |
21. |
0,027273 |
22. |
-0,2 |
23. |
-0,2 |
24. |
-0,17273 |
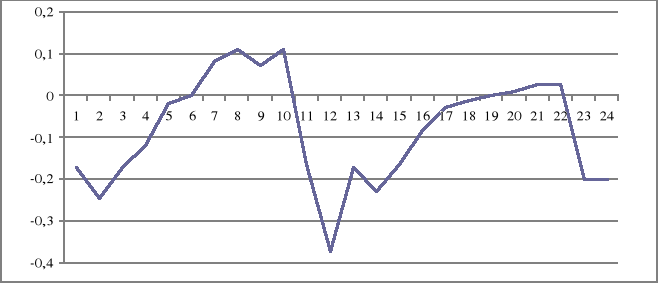
Rozkład wartości odkształcenia dla układu: moc wewnętrznych grzałek-100%, zewnętrznych 70%.
Nr pomiaru |
Wartość odkształcenia E |
1. |
-0,17273 |
2. |
-0,32727 |
3. |
-0,62727 |
4. |
-0,65455 |
5. |
-0,70909 |
6. |
-0,68182 |
7. |
-0,37273 |
8. |
-0,54545 |
9. |
-0,50909 |
10. |
-0,30909 |
11. |
-0,31818 |
12. |
-0,13636 |
13. |
-0,17273 |
14. |
-0,08182 |
15. |
0,018182 |
16. |
0,081818 |
17. |
-0,14545 |
18. |
-0,36364 |
19. |
-0,38182 |
20. |
-0,56364 |
21. |
-0,6 |
22. |
-0,41818 |
23. |
-0,27273 |
24. |
0,090909 |
Średnie odkształcenie dla układu pierwszego wyniosło: -0,07955
Średnie odkształcenie dla układu drugiego wyniosło: -0,34053
4. Wykresy:
Rozkład grubości przekroju: grzałki wewnętrzne 70% zewnętrzne 100%
Rozkład grubości przekroju: grzałki wewnętrzne 100%, zewnętrzne 70%
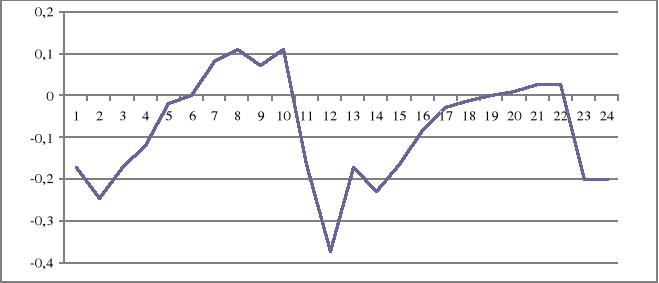
Wartość odkształcenia na przekroju: grzałki wewnętrzne 70%, zewnętrzne 100%
Wartość odkształcenia na przekroju: grzałki wewnętrzne 100%, zewnętrzne 70%
5.Wnioski:
Koszt oprzyrządowania do produkcji techniką termoformowania szacuje się na poziomie niższym o 15% od kosztu form wtryskowych. Wraz z rosnącymi wymiarami gabarytowymi wytwarzanych produktów wskaźnik ten staje się jeszcze bardziej korzystny. Wadami termoformowania są przede wszystkim wysokie ceny surowca -ceny płyt i foli są ok.100% wyższe od cen granulatu, powstawanie znacznych odpadów poprodukcyjnych przy obcinaniu(okrawaniu), których nie da się bezpośrednio zagospodarować w tej technologii, nierównomierność w grubości ścianek wyrobu-pocienianie w narożach, niemożność wykonania w jednej operacji otworów oraz gwintów.
1
Wyszukiwarka
Podobne podstrony:
3 OCENA SKURCZU WYPRASEK WTRYSKOWYCH, Studia, Przetwórstwo Tworzyw sztucznych, Plastiki sprawka
SCIAGA TWORZYWA SZTUCZ, Studia, Przetwórstwo Tworzyw sztucznych, Plastiki sprawka
5 WPŁYW PARAMETRÓW TECHNOLOGICZNYCH NA WŁAŚCIWOŚCI WYPRASEK WTRYSKOWYCH, Studia, Przetwórstwo Tworzy
4 wpływ parametrów wtryskiwania na jakość formowanych wyprasek, Studia, Przetwórstwo Tworzyw sztuczn
Monter wyrobów z tworzyw sztucznych 828403
plastiki sprawko 2, Materiały polibuda, Semestr IV, Przetwórstwo tworzyw sztucznych
Lakierowanie wyrobów z tworzyw sztucznych i ich rodzaje
Monter wyrobów z tworzyw sztucznych 828403
cele kształcenia ogólnego i zawodowego oraz źródła, STUDIA PEDAGOGIKA opiekuńczo-wychowawcza z tera
Estzad, Studia, Przetwórstwo mięsa - Semestr 1, Statystyka, materiały na egzamin
POLITYKA WYZYWIENIA LUDNOSCI, Studia, Przetwórstwo mięsa - Semestr 1, mgr, II rok, polityka wyżywnie
Wyklad 1 z enzymologii, Studia, Przetwórstwo mięsa - Semestr 1, Enzymologia, Wykłady
Polityka, Studia, Przetwórstwo mięsa - Semestr 1, mgr, II rok, polityka wyżywnienia ludności
więcej podobnych podstron