
AKADEMIA MORSKA W GDYNI
Katedra Materiałów Okrętowych i Technologii Remontów
LABORATORIUM TECHNOLOGII REMONTÓW |
||
AKADEMIA MORSKA |
KATEDRA MATERIAŁÓW OKRĘTOWYCH I TECHNOLOGI REMONTÓW |
|
Ćwiczenie nr 4
PROCES TECHNOLOGICZNY NAPRAWY SPRĘŻARKI TŁOKOWEJ
Prowadzący: mgr inż. W. Kończewicz dr. inż. T. Dyl
|
Nazwisko Imię Drywa Maciej Małż Tomasz Żurawek Bartosz |
ROK V |
|
Data wykonania ćwiczenia |
Grupa 5-6 Gr. lab. 3 |
|
Ocena Podpis |
|
Cel ćwiczenia:
Celem ćwiczenia jest weryfikacja zużyć i uszkodzeń sprężarki tłokowej, oraz opracowanie technologii naprawy.
Wstęp:
Sprężarki należą do maszyn roboczych, których zadaniem jest sprężanie i przemieszczanie wszelkiego rodzaju gazów lub par z obszaru o niższym ciśnieniu, do obszaru o ciśnieniu wyższym. Zadanie takie w odniesieniu do cieczy spełniają pompy, stąd zasady działania i budowy obu rodzajów maszyn - sprężarek i pomp - są podobne. Różnice wynikają tu ze znacznie większej gęstości cieczy w stosunku do gazów oraz dużej ściśliwości gazów i par przy praktycznej nieściśliwości cieczy.
Podział sprężarek tłokowych:
jednostopniowe i wielostopniowe - w zależności od liczby stopni sprężania, przy czym ten sam stopień sprężania może być realizowany w jednym lub kilku cylindrach.
Jednostronnego lub dwustronnego działania i różnicowe - w zależności od tego czy tłok spręża gaz po jednej czy po dwóch swoich stronach i czy jest jedno czy kilku stopniowy.
Chłodzone powietrzem lub wodą.
Bezwodzikowe i wodzikowe - w zależności od tego, czy układ korbowy ma lub nie ma wodzika.
Smarowane olejem lub bezsmarowe - w zależności od tego, czy gładź cylindrowa jest smarowana czy nie.
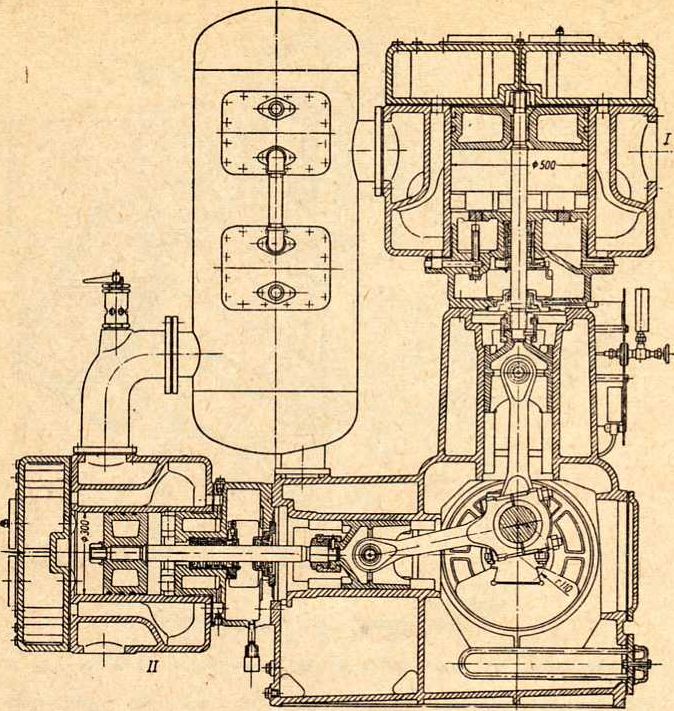
W małych i średnich sprężarkach stosowane są układy cylindrów stojące albo układy widlaste „W” lub rzadziej „V”. W średnich i dużych sprężarkach stosuje się układy kątowe typu L lub układy leżące. Przykładowe układy cylindrów przedstawiono na poniższych rysunkach.

AKADEMIA MORSKA W GDYNI
Katedra Materiałów Okrętowych i Technologii Remontów
Proces technologiczny naprawy sprężarki tłokowej
Karta technologiczna
Nazwa części |
Zużycie/uszkodzenie |
Sposób naprawy |
Materiał |
1)Blok, Korpus |
Otłuczenia, odpryski farby |
Malowanie poprzedzone czyszczeniem |
Żeliwo |
2) Tłoki |
Tłoki aluminiowe, liczne zarysowania i obicia z włamaniami, denko tłoka uszkodzone na skutek uderzania o zawór |
Wymiana |
Aluminium |
3)Pierścienie |
(brak) pierścienie powyłamywane i zużyte |
Wymiana |
|
4) Zawory |
Zabrudzone, z niewielkim zużyciem ciernym. |
Czyszczenie |
Żeliwo |
5) Wał |
Liczne wżery z dużymi ubytkami materiału |
Wymiana |
Stal |
6) Panewki |
Liczne rysy spowodowane zanieczyszczeniami z czynnika smarującego, dodatkowo duże zużycie cierne, |
Wymiana |
Żeliwo |
7)Korbowody |
Brak uszkodzeń |
Czyszczenia |
Stal |
8)Smarowanie |
Przeloty przewodów w normie, brak uszkodzeń mechanicznych, zabrudzone filtry i zużyty olej. |
Czyszczenie, wymiana filtrów, wymiana oleju. |
|
9) Osprzęt |
Zniszczone manometry, zanieczyszczona chłodnica. |
Wymiana manometrów, czyszczenie chłodnicy. |
|
10) Tuleja |
Zużycie znaczne zużycie cierne, na jednej z tulei widoczny przetop z powodu złego chłodzenia, co powoduje wyciek czynnika chłodniczego. |
Wymiana |
Stal |

AKADEMIA MORSKA W GDYNI
Katedra Materiałów Okrętowych i Technologii Remontów
Proces technologiczny naprawy sprężarki tłokowej
Karta pomiarowa
(pomiar średnic tłoka)
Opis pomiaru: Pomiar średnic tłoka, mikromierzem w oznaczonych przekrojach w dwóch prostopadłych kierunkach X i Y
Opis przeglądu: Należy opisać wszystkie zauważone uszkodzenia na powierzchniach pracujących, jak np. rysy.
|
X |
Y |
D1[mm] |
85,04 |
85,05 |
D2[mm] |
84,99 |
84,40 |
D3[mm] |
84,12 |
84,20 |
D4[mm] |
76,45 |
76,35 |
D5[mm] |
76,33 |
76,34 |
D6[mm] |
76,34 |
76,46 |
Wnioski:
Tłok posiada liczne obicia, rysy oraz wyłamania na rowku pierścienia, co wyraźnie wskazuje na pracę w zanieczyszczonym oleju oraz na błędy podczas poprzednich remontów.
Tłok kwalifikuje się do wymiany.

AKADEMIA MORSKA W GDYNI
Katedra Materiałów Okrętowych i Technologii Remontów
Proces technologiczny naprawy sprężarki tłokowej
Karta pomiarowa
(pomiar średnic tulei)
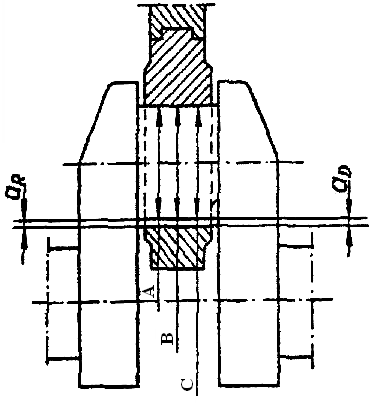
Opis pomiarów: Pomiary średnic cylindrowych wykonujemy średnicówką mikrometryczną w sposób pokazany na Rys. 1. w oznaczonych przekrojach w dwóch wzajemnie prostopadłych kierunkach X i Y. (Rys.2)
Opis przeglądu tulei cylindrowej: Należy opisać wszystkie zauważone uszkodzenia jak: rysy, pęknięcia, zatarcia, wżery, umiejscowienia nagaru, uszkodzenie przylegania głowicy.
Rys. 1. Sposób pomiaru średnicy Rys. 2. Miejsca pomiarów średnic tulei
otworu cylindra (A i C -
nieprawidłowy, B - prawidłowy)
Owalność O=(dy-dx)/2 |
|
|
X |
Y |
Walcowatość |
|
0,12 |
I Stopień |
D1[mm] |
85,75 |
85,87 |
W=(dmax - dmin)/2 |
|
0,23 |
|
D2[mm] |
85,47 |
85,70 |
X |
Y |
0,27 |
|
D3[mm] |
85,03 |
85,30 |
0,37 |
0,32 |
0,22 |
|
D4[mm] |
85,00 |
85,22 |
|
|
0,50 |
II Stopień |
D5[mm] |
75,45 |
75,95 |
0,35 |
0,25 |
0,46 |
|
D6[mm] |
75,44 |
75,90 |
|
|
0,44 |
|
D7[mm] |
75,47 |
75,91 |
|
|
0,40 |
|
D8[mm] |
75,51 |
75,91 |
|
|
Wnioski:
Pomiary wykazały duże odchyłki owalności oraz walcowatości. Wyniki pomiarów mówią także o dużym i nierównomiernym zużyciu ciernym, z powodu złego smarowania (zanieczyszczony olej) lub jego braku. Tuleja powinna zostać wymieniona.

AKADEMIA MORSKA W GDYNI
Katedra Materiałów Okrętowych i Technologii Remontów
Proces technologiczny naprawy sprężarki tłokowej
Karta pomiarowa
(pomiar luzów w łożysku korbowym)
Opis pomiarów:
Pomiar luzów na łożysku korbowodowym wykonać mikromierzem w trzech przekrojach ( przy użyciu odcisków wykonanych w drucie ołowianym).
przekrój |
luzy [mm] |
A |
0,20 |
B |
0,18 |
C |
0,18 |
Wnioski:
Pomiaru luzu dokonaliśmy przy pomocy drutu ołowianego. Luz na panewkach korbowodu wskazuje zużycie cierne panewek. Panewki powinny być wymienione na nowe.
4
10
3
2
7
1
5
6
Wyszukiwarka
Podobne podstrony:
Proces technologiczny naprawy sprężarki tłokowej, AM Gdynia, Sem. V,VI, Technologia remontów(Koniu),
Proces technologicznego naprawy pompy wirowej, AM Gdynia, Sem. V,VI, Technologia remontów(Koniu), Re
Proces technologiczny naprawy pomp zebatych, AM Gdynia, Sem. V,VI, Technologia remontów(Koniu), R
Nr 3 SprÄ-Ĺzarka tłokowa, AM Gdynia, Sem. V,VI, Technologia remontów(Koniu), Szczepan
Proces technologiczny naprawy układu tłokowo - korbowego, AM Gdynia, Sem. V,VI, Technologia remontów
Proces technologiczny naprawy wirówki, AM Gdynia, Sem. V,VI, Technologia remontów(Koniu), Remonty
tworzywa sztuczne, AM Gdynia, Sem. V,VI, Technologia remontów(Koniu), Remonty
Nr 2 Pompa zebata, AM Gdynia, Sem. V,VI, Technologia remontów(Koniu), Szczepan
Karta technolog AM, AM Gdynia, Sem. V,VI, Obróbka skrawaniem - laborki - Molenda i Labuda
armatura okr , AM Gdynia, Sem. V,VI, Technologia remontów(Koniu), Remonty
Sprężynowanie-lab 10, AM Gdynia, Sem. V,VI, Technologia remontów(Koniu), Laborki
Lab nr 8 - Przekładnie - moja2, AM Gdynia, Sem. V,VI, Technologia remontów(Koniu), Laborki
Orginał, AM Gdynia, Sem. V,VI, Technologia remontów(Koniu), Remonty
Pompy zembate, AM Gdynia, Sem. V,VI, Technologia remontów(Koniu), Laborki
Przek adnia, AM Gdynia, Sem. V,VI, Technologia remontów(Koniu), Laborki Koniu oryginał
Pompa Wirowa, AM Gdynia, Sem. V,VI, Technologia remontów(Koniu), Laborki Koniu oryginał
TWIN kwit3, AM Gdynia, Sem. V,VI, Technologia remontów - wykład(Rosmanowski)
tworzywa sztuczne, AM Gdynia, Sem. V,VI, Technologia remontów(Koniu), Remonty
sprawko silniki 2, AM Gdynia, Sem. V,VI, Silniki Spalinowe - Laborki
więcej podobnych podstron