Obraz0243
243
sowej, zwiększona jest erozja katody. Temperatura w kanale wyładowań jest o 5000-6000°C mniejsza od temperatury w kanale wyładowań przy obróbce elektroiskrowej. Dlatego w obróbce elektroimpulsowej część obrabianą podłączamy tak, aby była katodą (-). Anodą (+) jest elektroda robocza (narzędzie), a więc odwrotnie niż przy obróbce elektroiskrowej.
13.3.2.1. Generator impulsowy (niezależny)
Generator impulsowy (niezależny) (rys. 13.6) z wielobiegunową prądnicą prądu stałego 1 nie posiada kondensatora sterującego wyładowaniami w obwodzie elektrycznym. Dodatkowymi elementami są w tym obwodzie włączniki elektryczne długości impulsu 2, częstości impulsu 3 oraz element wzmacniający 4. Przedstawiony na rys. 13.6 układ pozwala ustalać niezależnie od siebie czas trwania impulsu tc oraz czas przerwy tp.
Największą energię mają impulsy jednoimienne prostokątne. W praktyce takich impulsów nie daje się wygenerować. Są one zniekształcone głównie w pierwszej fazie. Ważną zaletą generatorów impulsowych jest możliwość sterowania czasem cyklu tc oraz współczynnikiem trwania cyklu tc/t0. Współczynnik trwania cyklu winien być tak dobrany, żeby czas przerwy tp był wystarczający na dejonizację dielektryka.
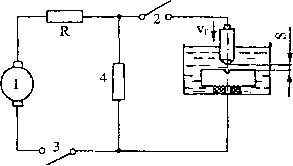
Rys. 13.6. Schemat drążarki z generatorem impulsowym do obróbki EDM: 1 - prądnica prądu stałego, 2 - włącznik długości impulsu, 3 - włącznik częstości impulsu, 4 - wzmacniacz, S - szczelina iskrowa, vf - prędkość posuwowa katody
Przebieg zmian napięcia i natężenia prądu w czasie trwania jednego impulsu pokazano na rys. 13.7. W momencie rozpoczęcia przebiegu impulsu napięcie początkowe u0 spada do wartości początkowej napięcia granicznego u^. Podczas wyładowania napięcie wyładowania dalej spada.
Chwilową wartość napięcia granicznego u^ można określić ze wzoru:
ujr = u — 2b • tw (13.18)
gdzie: b - współczynnik określany z wykresu napięcia, tw = tc - czas trwania impulsu.
Natężenie prądu w czasie trwania impulsu pozostaje prawie stałe.
Wyszukiwarka
Podobne podstrony:
Rzut dyskiem0012 stępowi zestroju miotacz—dysk jest aż 5-krotnie mniejsza od prędkości poruszającego
względem ścian zbiornika. Jest on zawsze mniejszy od jedności. Równanie (1.8) stosuje się również dl
Rzut dyskiem0012 stępowi zestroju mtoticz—dysk jest aż 5-krotnie mniejsza od prędkości poruszającego
Zarz Ryz Finans R07!0 210 Zarządzanie ryzykiem finansowym Niemniej jest ono zawsze mniejsze od ryzyk
17 (65) 5.4. PRZYKŁADY OBLICZEŃ 217 Należy także zauważyć, że amplituda naprężenia jest o dwa rzędy
astygmatyzm mieszany, gdy w jednym przekroju głównym refrakcja jest większa, a w drugim mniejsza od
1216 I.Z. SIEMION Znany alchemik, van Helmont, pisząc o liczbie Sędziwoja, podaje, że jest ona nieco
amat urz kr022 Moc zasilania obwodu anodowego stopnia podwajacza: Po = U.o ho [Wj jest zwykle znaczn
365 (9) łub Ig A — cmf-unf cołf, tgp Azymut A jest małym Intern, mniejszym od 3*. więc można go wyra
ARKUSZ IX 2 Poziom podstawowy Zadanie 3. 1 p. Pole kwadratu wpisanego w koło jest
Image169 licznik adresów umożliwiający wybieranie kolejnościowe (słowo adresowo zwiększane jest o 1
P4250080 120 temperatura gazu jest najwyższa. Według [3], w zależności od temperatury chłodzone są n
- 260 - prezentowanym stanowisku prędkość zmian temperatury jest znacznie mniejsza od prędkości prze
skanowanie0005z I Wzrost turnpn I Mitury zwiększa I szybkość
Obraz0013 2 13 Twardość materiału jest podstawowym kryterium przydatności materiału narzędziowego do
więcej podobnych podstron