S5006935 resize
pracą. Podane lam wymagania stanowią podstawę do sporządzania *Kart sprawdzania dokładności" indywidualnie dla poszczególnych rodzajów i typów obrabiarek Karty takie sporządza wytwórnia obrabiarek i stanowią one podstawę do oceny obrabiarki przy odbiorze oraz są integralną częścią umowy pomiędzy odbiorcą i wytwórnią. Karty dokładności powinny zawierać wszystkie niezbędne pomiary potrzebne do określenia dokładności obrabiarki i dokładności wykonywanej na nirj pracy. W tym celu muszą one zawierać odchyłki wymiarowe gwarantowane przez producenta oraz odchyłki rzeczywiste zmierzone w czasie pomiaru. Wartości odchyłek gwarantowanych (dopuszczalnych) określane są podczas sprawdzań montażowych i laboratoryjnych przy uwzględnieniu wymagań stawianych podobnym obrabiarkom.
1.1.2. Błędy geometryczne obrabiarki zmontowanej
l.l.2.1. Błędy kształtu
a) Błędy prostolimowośd A, prowadnicy wyrażone są (rys. 1.1) zmianą odległości X, i z, poszczególnych jej odcinków 1^ mierzonych wzdłuż prowadnicy, w stosunku do dwóch płaszczyzn n, i it2 wzajemnie prostopadłych o krawędzi przecięcia równoległej do prowadnicy
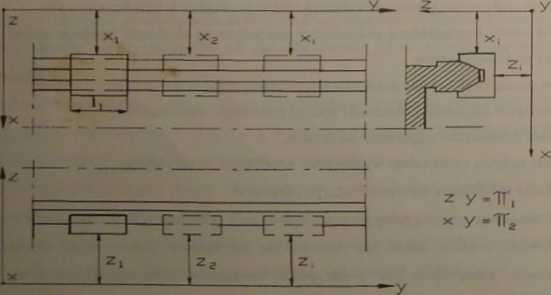
Rys.1.1. Pomiar błędów prostoliniowości prowadnicy
b) Błędy płaskości Au prowadnic płaskich stołów i tarcz wyrażone są zmianą odległości charakterystycznych punktów tych powierzchni od płaszczyzny odniesienia. Na rys. 1.2
oznaczono
n, - płaszczyzna stołu,
jtj - płaszczyzna odniesienia równoległa do n,
Z|„ z12, z,} - odległości płaszczyzny «2 od powierzchni ir, mierzone w kierunku osi y, z,„ Zj„ z,, - odległości płaszczyzny n2 od powierzchni n, mierzone w kierunku osi x.
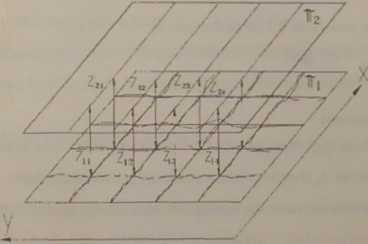
Rys. 1.2. Pomiar błędów płaskości prowadnic
1.1.2.2. Błędy położenia
Są to błędy równoległości osi A0,l0 i równoległości powierzchni A*,,,, prostopadłości osi A,, 0, prostopadłości powierzchni Atl„ i współosiowości osi A<,0 elementów w stosunku do prostych płaszczyzn odniesienia.
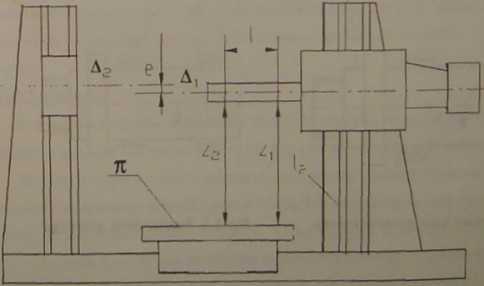
Rys.U. Pomiar błędów położenia dla wiertarko-frezarki
Wyszukiwarka
Podobne podstrony:
S5006946 resize 34 W czasie pomiaru przesuwa się podstawę czujnika wzdłuz sprawdzanej osi. Blad niep
kierującego pracą w okresie 6 miesięcy przed terminem ukończenia studiów może stanowić podstawę do
METODOLOGIA BADAŃpraca naukowa - charakterystyka (3) Prace promocyjne stanowią podstawę do ubiegania
177 Badania wszechświata. Stanowczą podstawę do dokładnych obliczań położenia księżyca na niebie
PICT6414 nych pochodzących z populacji całkowitej i stanowiący podstawę do dokonana uogólnienia nazy
(Dz. U. nr 65, poz. 595 ze zm.) i stanowiącym podstawę do ubiegania się o stopień naukowy doktora ha
10. Ww. dokumentacja stanowi podstawę do zaliczenia praktyki i wystawienia oceny przez kierownika pr
12806150?0980009331037523468792569713945 n Stopa amortyzacji procent od wartości początkowej środka
img159 (2) Tak sformułowane cele stanowią podstawę do określenia przyporządkowanych im celów szczegó
4.7. Czasowa nieobecność kursanta na zajęciach nie stanowi podstawy do
poz13 liii m Poprawnie sformułowana umowa stanowi podstawę do przystąpienia do przetargu na
SUMA UBEZPIECZENIOWA: 1. stanowi podstawę do obliczenia składki ubezpieczeniowej,
zrealizowanie tych zadań nie może stanowić podstawy do żądania przez podatników zwrotu pobranych pod
ustalana na dzień 1 stycznia danego roku podatkowego stanowiącą podstawę do określania odpisów
więcej podobnych podstron