DSCN0614

6. Przekładnie zębale stożkowe
Dla kół stożkowych o zębach kołowych współczynnik zmian grubości zębów zaleca się przyjmować według labI. 6.6.
Dla multiplikatorów stożkowych o zębach prostych i kołowych nie zaleca się stosowania korekcji stycznej.
6.5.6. Luz wierzchołkowy
W celu zwiększenia wytrzymałości uzębienia i trwałości narzędzi korzystne jest zapewnienie luzu wierzchołkowego o stałej wartości wzdłuż szerokości uzębienia. Stały luz wierzchołkowy umożliwia zastosowanie do nacinania zębów narzędzi z większym promieniem zaokrąglenia naroży, określonym dla zarysu odniesienia na zewnętrznym stożku dopełniającym, a więc zawsze większym niż przy proporcjonalnie zmniejszającym się luzie wierzchołkowym. W wyniku zwiększenia promienia zaokrąglenia narzędzia zwiększa się jego trwałość, a dzięki zwiększeniu promienia krzywej przejściowej w nacinanym uzębieniu zwiększa się wytrzymałość zębów na złamanie.
A
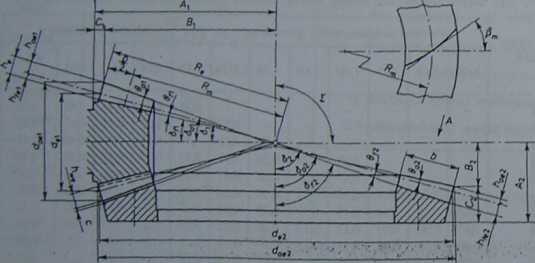
Rys. 6.19. Parametry geometryczne przekładni stożkowej'
Przy stałym luzie wierzchołkowym kąt głowy zęba zębnika 0ai jest równy kątowi stopy zęba koła 0/2, a kąt głowy zęba koła 0a2 jest równy kątowi stopy zęba zębnika Op (rys. 6.19):

(6.34)
(6.35)
Wartości kątów stopy zęba zębnika i koła w czołowym przekroju obliczeniowym wyznacza się z zależności:
Przy znanych wartościach kątów stopy zęba 0fl i 0f2 oraz kątów stożków podziałowych 5, i S2, obliczonych według wzorów (6.15), można wyznaczyć wartości kątów stożków wierzchołków zębów:
(6.38)
(6.39)
(6.40)
(6.41)

(6.36)
(6.37)
— 5j -ł-50j,
5ay = by + 0„y
oraz wartości kątów stożków podstaw:
— —0/1>
b/2 = s2 — df2.
65.7. Luz boczny
Luz boczny (międzyzębny) jest niezbędny do zapewnienia normalnej pracy przekładni. Przy niedostatecznym luzie bocznym przekładnia pracuje hałaśliwie i szybko się zużywa. Możliwe są także przypadki zatarć, a nawet złamania doraźne* go.
Wartości gwarantowanego luzu bocznego normalnego j„ dobiera się w zależności od rodzaju pasowania, średniej długości tworzącej stożka podziałowego Rm oraz kąta stożka podziałowego zębnika 5,.
Norma PN-80/M-88522/03 ustala sześć rodzajów pasowań oznaczonych literami A, B, C, D, E i H, stosowanych w zależności od przeznaczenia przekładni. W przekładniach' stożkowych stosowanych w reduktorach ogólnego przeznaczenia stosuje się zwykle pasowania B lub C. Pasowanie A stosuje się w mało dokładnych przekładniach otwartych o niewielkiej sztywności łożyskowania, a pasowania D, Ę i H — w dokładnych maszynach i przyrządach wymagających ograniczenia luzu obwodowego.
6.5.8. Moduł uzębienia
Do obliczeń geometrycznych kół stożkowych o zębach prostych za moduł obliczeniowy przyjmuje się moduł obwodowy zewnętrzny m,e, a obliczenia przeprowadza się w przekroju obliczeniowym czołowym zewnętrznym. Wartości modułu zaleca się przyjmować według PN-78/M-88502 (tabl. 2.1). Przy nacinaniu
Wyszukiwarka
Podobne podstrony:
DSCN0619 6. Przekładnie zębate stożkowe Liczby zębów walcowych kół zastępczych oblicza się z wzorów:
DSCN0604 6. Przekładnie zębate stożkowe 6.1. Rodzaje przekładni stożkowych W przypadku wałów o osiac
DSCN0611 6. Przekładnie zębate stożkowe 6.5. Geometria przekładni stożkowych 6.5.1. Liczby zębów zęb
DSCN0617 6. Przekładnie zębate stożkowe cd. labL &S Parametry i oznaczenia Wzory i
2011-05-1714. Wady i zalety różnych przekładni stożkowych Przekładnie z kołami stożkowymi o zębach
tab11 4 wartosci dla kol Tablica 11, Wartość współczynników B, i Bp dla kół z kątem przy poru a0 = 2
Przekładnie Zębate115 Podstawowe wielkości geometryczne kół stożkowych można obliczyć: 1 - dla kół o
DSCN0618 272 6. Przekładnie zębate stożkowe do określenia parametrów walcowych kół zastępczych
Przekładnie Zębate110 7. Obliczenia wytrzymałościowe kół stożkowychMichał Maziarz Dla przeniesienia
S6302631 ■■ (Ti GO Rys. 34.1. Rysunek ofertowy frezarki do kół zębatych stożkowych o zębach
18761 S6302633 Rys. -34.k.Zapis strukturalny schematu kinematycznego frezarki do kół zębatych stożko
NAUKA I TECHNIKA nie zużycia poddano przekładnie zębate stożkowe i łożyska bębnów roboczych. Dla oce
więcej podobnych podstron