kpiup0076
I. Wytyczne do konstruowania przyrządów precyzyjnych 60
- tak kształtować obudowy i szkielety, aby —jeśli jest konieczna obróbka płaszczyzn i otworów — można było obrobić je z jednej strony (bowiem do obróbki z większej liczby stron jest wymagane kilkakrotne zamocowanie na obrabiarce) i aby liczba różnych średnic otworów i narzędzi była możliwie mała; jeśli przewiduje się do ich obróbki zastosowanie obrabiarki zespolonej, obudowę lub szkielet należy tak ukształtować, aby umożliwiona była obróbka na takiej obrabiarce;
- nie umieszczać zbyt blisko siebie otworów, które mają być wiercone w uchwytach wiertarskich, ani ich osi nie krzyżować, bowiem ich wiercenie trzeba wtedy przeprowadzać w oddzielnych uchwytach i operacjach, co powoduje podwyższenie kosztów (rys. 1.62).
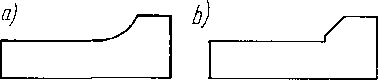
Rys. 1.63. Powierzchnie kształtowe przy produkcji maloseryjnej i jednostkowej: a) źle, b) dobrze
|
a) J ' |
7 |
|
f/////////ZA ■ u | |
|
— |
i |
|
V7777777777777 | |
|
ź / / \ |
/ / |
|
) i T |
7 7 |
|
'////////Z/7777? | |
|
— |
_i_ |
|
///////. ///\ n | |
|
/ / |
/ |
Rys. 1.62. Otwory wiercone w uchwycie wiertarskim: a) źle, b) dobrze
W produkcji maloseryjnej i jednostkowej, oprócz stosowania się do ogólnych wytycznych podanych na początku p. 5, należy:
- unikać powierzchni krzywoliniowych, do których wykonania są wymagane specjalne narzędzia (frezy, noże kształtowe), i tak je kształtować, aby można było obrobić je narzędziami znormalizowanymi (rys. 1.63);
- unikać płaszczyzn skośnych względem powierzchni bazowych, a tym bardziej otworów wykonywanych na takich powierzchniach, bowiem ich wykonanie bez specjalnego oprzyrządowania jest trudne i kosztowne (rys. 1.64);

Rys. 1.64
Usytuowanie powierzchni: a) źle — powierzchnia skośna, otwory o różnych średnicach; b) dobrze — otwory o jednakowych średnicach
- w półfabrykatach mało dokładnych (np. odlewach piaskowych) oddzielić od siebie powierzchnie obrabiane i nieobrabiane (rys. 1.65), tak aby pozostały wystarczające naddatki na obróbkę;
- oddzielić od siebie powierzchnie obrabiane kilkoma narzędziami w kilku zamocowaniach, aby uniknąć wystawania lub zagłębiania się jednej w drugą (rys. 1.66).
Wyszukiwarka
Podobne podstrony:
kpiup0072 56 1. Wytyczne do konstruowania przyrządów precyzyjnych Rys. 1.54. Kształtowanie wypraski;
kpiup0042 1. Wytyczne do konstruowania przyrządów precyzyjnych 26 Produkcja jednostkowa. W produkcji
kpiup0044 1. Wytyczne do konstruowania przyrządów precyzyjnych 28 skrawanego jest trudne. Dlatego ko
kpiup0052 1. Wytyczne do konstruowania przyrządów precyzyjnych 36 1. Wytyczne do konstruowania przyr
kpiup0056 1. Wytyczne do konstruowania przyrządów precyzyjnych
kpiup0058 1. Wytyczne do konstruowania przyrządów precyzyjnych 42 Rys. 1.29. Odlewy i modele woskowe
kpiup0060 1. Wytyczne do konstruowania przyrządów precyzyjnych 44 odlewów o skomplikowanych kształta
kpiup0064 1. Wytyczne do konstruowania przyrządów precyzyjnych 48 pokazana na rys. 1.36f nie jest za
kpiup0066 !. Wytyczne do konstruowania przyrządów precyzyjnych 50 się je z materiałów przystosowanyc
więcej podobnych podstron