kpiup0056
1. Wytyczne do konstruowania przyrządów precyzyjnych 40 1.8
wstawanie jam skurczowych i dziur. Jeśli jest niemożliwe utrzymanie jednakowej grubości wo
ścianek, wówczas przejście ze ścianki grubszej w cieńszą powinno być płynne, a grubość odł
ścianek powinna powiększyć się w kierunku wlewu lub nadlewu (zasada krzepnięcia kierunkowego). liw
Łatwość i ekonomiczność obróbki skrawaniem odlewów uzyskuje się przez zmniej- mc
szenie obrabianych powierzchni (rys. 1.32a, b — dolna powierzchnia obrabiana) i ich wy
liczby lub przez takie ukształtowanie obrabianych powierzchni, aby można było je wo
obrobić w jednym zabiegu, zamiast w kilku. Najmniejszą grubość ścianek odlewów 1.3
z różnych materiałów odlewanych w piasku podano w tabl. 1.7. mc
Tolerancje odlewów i naddatki na obróbkę ustalają normy: dla żeliwa — PN-75/H- 1.2
-83200 i PN-72/H-83104, dla żeliwa ciągliwego —■ PN-76/H-83205, a dla metali Po
nieżelaznych — PN-74/H-83207. ne
pr:
1.8.2. Odlewy wytwarzane metodą wytapianych modeli wc
(tzw. precyzyjne) [1,4] 1.8.2.1. Wiadomości wstępne
a. Formowanie modelu woskowego. Model odlewu oraz spajany z nim wlew odlewa się z masy woskowej (albo termoplastycznego tworzywa sztucznego). W produkcji małoseryj-nej (do około 5000 sztuk) wykonuje się niewydrążony, metalowy model pierwotny 4 odlewu 1 (rys. 1.27), np. stalowy lub mosiężny. Zaformowuje się go w skrzynce w płaszczyźnie podziału x-x (rys. 1.27b), w gipsie lub szybkowiążącym cemencie 3, i zalewa się górną skrzynkę formierską niskotopliwym metalem 5. Następnie odwraca się formę, wybija się gips 3 ze skrzynki, zalewa się skrzynkę niskotopliwym metalem i wkłada rdzeń wykonany z masy rdzeniowej. Tak powstałą formę (rys. 1.27c) zalewa się roztopionym woskiem przez wlew 8.
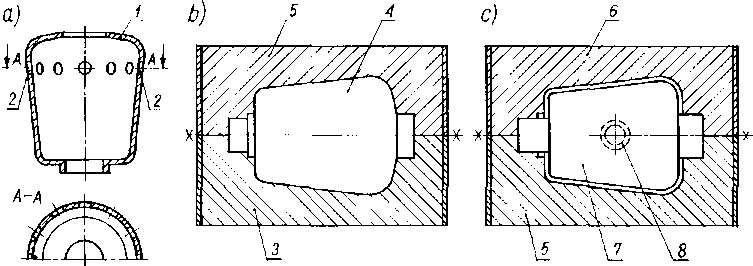
Rys. 1.27. Odlewanie wydrążonego odlewu metodą wytapianego modelu: a) rysunek odlewu, b) pierwszy etap odlewania, c) drugi etap odlewania; 1 — odlew, 2 otwory trudne do odlania, 3 gips, 4 — metalowy model pierwotny, 5 — metal niskotopliwy. 6 — metal niskotopliwy, 7 rdzeń, 8 — wlew
V!
S'
Przy takim postępowaniu model pierwotny musi być tak ukształtowany, aby przy s
jednej płaszczyźnie podziału formy dał się z niej wyjąć, a więc nie może mieć bocznych z
nadlewów czy otworów uniemożliwiających jego wyjęcie. Dlatego też otwory 2 (rys. 1.27) c
wykonuje się skrawaniem w gotowym odlewie. Jedynie przy odlewaniu ze stopów trudno z
obrabialnych (np. żaroodpornych) otwory te można wykonać obróbką skrawaniem na v
Wyszukiwarka
Podobne podstrony:
kpiup0042 1. Wytyczne do konstruowania przyrządów precyzyjnych 26 Produkcja jednostkowa. W produkcji
kpiup0044 1. Wytyczne do konstruowania przyrządów precyzyjnych 28 skrawanego jest trudne. Dlatego ko
kpiup0052 1. Wytyczne do konstruowania przyrządów precyzyjnych 36 1. Wytyczne do konstruowania przyr
kpiup0058 1. Wytyczne do konstruowania przyrządów precyzyjnych 42 Rys. 1.29. Odlewy i modele woskowe
kpiup0060 1. Wytyczne do konstruowania przyrządów precyzyjnych 44 odlewów o skomplikowanych kształta
kpiup0064 1. Wytyczne do konstruowania przyrządów precyzyjnych 48 pokazana na rys. 1.36f nie jest za
kpiup0066 !. Wytyczne do konstruowania przyrządów precyzyjnych 50 się je z materiałów przystosowanyc
kpiup0068 1. Wytyczne do konstruowania przyrządów precyzyjnych 52 znajdować się jak najbliżej czoła
kpiup0070 1. Wytyczne do konstruowania przyrządów precyzyjnych 54 h — wysokość części w kierunku pra
więcej podobnych podstron