kpiup0068
1. Wytyczne do konstruowania przyrządów precyzyjnych 52
znajdować się jak najbliżej czoła (rys. 1.45). Jeśli kołnierzjest daleko od czoła, wówczas jest konieczne niedokładne i kosztowne obtaczanie wypraski niewypalonej, wykonanej z jednej strony na całej długości średnicy kołnierza.
Należy unikać stosowania otworów prostopadłych lub skośnych do kierunku prasowania (rys. 1.46). Powodują one podwyższenie kosztu wykonania narzędzia, zmniejszenie szybkości prasowania, bowiem zwykle jest wymagane ręczne zakładanie i wyjmowanie bocznych rdzeni.
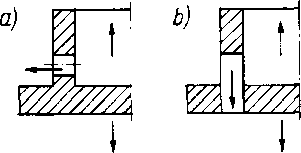
Rys. 1.46. Kształtowanie wypraski: aj źle — otwór prostopadły do kierunku otwierania formy, b) dobrze — otwór w kierunku otwierania formy; kierunek otwierania formy i wyciągania rdzeni oznaczono strzałkami
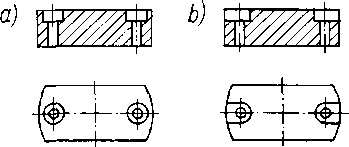
Rys. 1.47. Kształtowanie wypraski: a) źle — cienkie ścianki koło zagłębień pod łby wkrętów, b) dobrze — ścianki boczne zagłębień pod łby wkrętów otwarte
Napisy należy umieszczać tylko na górnej lub dolnej powierzchni wypraski; powinny one być wypukłe, aby można było łatwo je wygrawerować w formie (rys. 1.38). Grubość ścianek powinna być nie mniejsza niż 2 3 mm. Jeśli otwory zamocowujące wypraskę nie
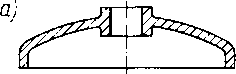
muszą mieć ze względów izolacyjnych ścianek ze wszystkich stron, lepiej wykonać je jako otwarte z jednej strony (rys. 1.47). Grubość dna wypraski nie powinna być mniejsza niż 2-b3 mm i jeśli jego średnica jest duża, a grubość mała, powinno ono być wypukłe, aby zapobiec jego ugięciu przy wypalaniu (rys. 1.48a), albo podparte żebrem (rys. 1.48b). Przynajmniej jedna strona wypraski powinna być wolna od szkliwa. Przedmiot powleczony szkliwem ze wszystkich stron powinien być dwukrotnie wypalany. W tym przypadku znać ślady podparcia przy powtórnym wypalaniu. Pokrycie szkliwem zmniejsza dokładność wypraski (zmienna grubość szkliwa).
-1-
Rys. 1.48
Kształtowanie wypraski:
a) wypukłe cienkie dno,
b) cienkie dno podparte żebrem
Ponieważ dokładność rozstawienia otworów jest mała, zaleca się wykonywać je w kształcie wydłużonym (rys. 1.49). Jeśli normalna dokładność rozstawienia otworów nie wystarcza, można je wykonać wiertłem diamentowym koronowym (tolerancja rozstawienia ±0,1 mm, minimalna średnica — 3 mm). Ich głębokość powinna być jak najmniejsza, gdyż obróbka jest bardzo kosztowna. Dokładne powierzchnie można
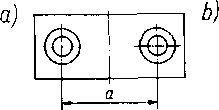
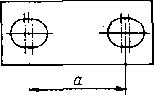
Rys. 1.49
Kształtowanie wypraski: aj źle otwory walcowe pod wkręty, b) dobrze — otwory wydłużone pod wkręty, bez wymagania dokładnego rozstawienia otworów względem osi wkrętów
Wyszukiwarka
Podobne podstrony:
kpiup0042 1. Wytyczne do konstruowania przyrządów precyzyjnych 26 Produkcja jednostkowa. W produkcji
kpiup0044 1. Wytyczne do konstruowania przyrządów precyzyjnych 28 skrawanego jest trudne. Dlatego ko
kpiup0052 1. Wytyczne do konstruowania przyrządów precyzyjnych 36 1. Wytyczne do konstruowania przyr
kpiup0056 1. Wytyczne do konstruowania przyrządów precyzyjnych
kpiup0058 1. Wytyczne do konstruowania przyrządów precyzyjnych 42 Rys. 1.29. Odlewy i modele woskowe
kpiup0060 1. Wytyczne do konstruowania przyrządów precyzyjnych 44 odlewów o skomplikowanych kształta
kpiup0064 1. Wytyczne do konstruowania przyrządów precyzyjnych 48 pokazana na rys. 1.36f nie jest za
kpiup0066 !. Wytyczne do konstruowania przyrządów precyzyjnych 50 się je z materiałów przystosowanyc
kpiup0070 1. Wytyczne do konstruowania przyrządów precyzyjnych 54 h — wysokość części w kierunku pra
więcej podobnych podstron