16 (87)
- . 7 7 & ■ -
ń ' ' *t:::;1 ■■ ■'. ... ■ . ,;te mają rnożliwóśćautomatycznej lub ręcznej wymia-
elementów systemu (części roboczych), przez co zmniejsza się
ochłonńość obróbki [3],"śs«:-if«
abiarkach sterowanych numerycznie stosuje się także dodatkowo na-, ■zędzia "rotacyjne (pbrptowe):umożliwiające np. wiercenie otworów ustawio-: nych pód dowolnym kątem względem osi toczenia czy frezowanie powierzchni
na tokarce. j
j *■ '■+ 1
5.5. ' Podział i zastosowanie tokarek
Tokarki dzielimy na [13]:
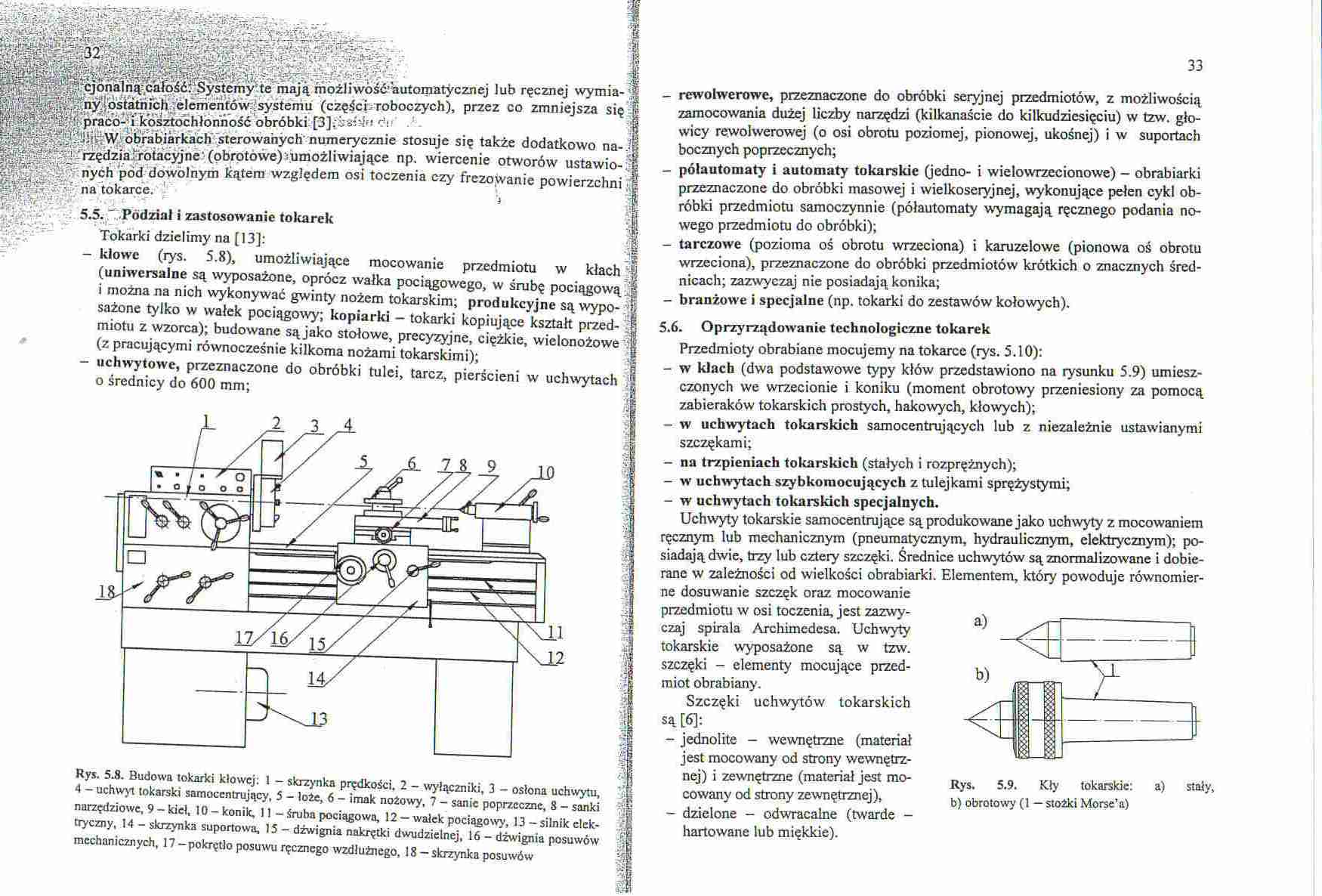
— kłowe (rys. 5.8), umożliwiające mocowanie przedmiotu w kłach (uniwersalne są wyposażone, oprócz wałka pociągowego, w śrubę pociągową i można na nich wykonywać gwinty nożem tokarskim; produkcyjne są wyposażone tylko w wałek pociągowy; kopiarki - tokarki kopiujące kształt przedmiotu z wzorca); budowane są jako stołowe, precyzyjne, ciężkie, wielonożowe (z pracującymi równocześnie kilkoma nożami tokarskimi);
— uchwytowe, przeznaczone do obróbki tulei, tarcz, pierścieni w uchwytach o średnicy do 600 mm;
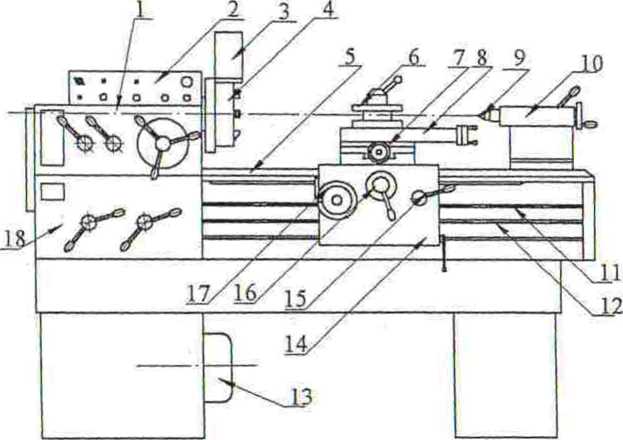
Rys. 5.8. Budowa tokarki kłowej; 1 — skrzynka prędkości. 2 - wyłączniki, 3 - osłona uchwytu, 4 — uchwyt tokarski samocentrujący, 5 - loże, 6 - imak nożowy, ? — sanie poprzeczne, 8 - sanki narzędziowe, 9 - kieł, 10 - konik. 11 -śruba pociągowa, 12 —wałek pociągowy, 13 -silnik elektryczny, 14 - skrzynka suportowa, 15 - dźwignia nakrętki dwudzielnej, 16 - dźwignia posuwów mechanicznych, 17-pokrętlo posuwu ręcznego wzdłużnego, 18 -skrzynka posuwów
- rewolwerowe, przeznaczone do obróbki seryjnej przedmiotów, z możliwością zamocowania dużej liczby narzędzi (kilkanaście do kilkudziesięciu) w tzw. głowicy rewolwerowej (o osi obrotu poziomej, pionowej, ukośnej) i w suportach bocznych poprzecznych;
- półautomaty i automaty tokarskie (jedno- i wielowrzecionowe) — obrabiarki przeznaczone do obróbki masowej i wielkoseryjnej, wykonujące pełen cykl obróbki przedmiotu samoczynnie (półautomaty wymagają ręcznego podania nowego przedmiotu do obróbki);
- tarczowe (pozioma oś obrotu wrzeciona) i karuzelowe (pionowa oś obrotu wrzeciona), przeznaczone do obróbki przedmiotów krótkich o znacznych średnicach; zazwyczaj nie posiadają konika;
- branżowe i specjalne (np. tokarki do zestawów kołowych).
5.6. Oprzyrządowanie technologiczne tokarek
Przedmioty obrabiane mocujemy na tokarce (rys. 5.10):
- w kiach (dwa podstawowe typy kłów przedstawiono na rysunku 5.9) umieszczonych we wrzecionie i koniku (moment obrotowy przeniesiony za pomocą zabieraków tokarskich prostych, hakowych, kłowych);
- w uchwytach tokarskich samocentrujących lub z niezależnie ustawianymi szczękami;
- na trzpieniach tokarskich (stałych i rozprężnych);
- w uchwytach szybkomocujących z tulejkami sprężystymi;
- w uchwytach tokarskich specjalnych.
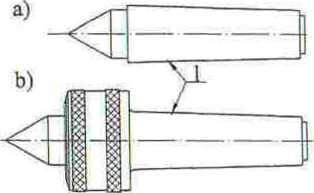
Rys. 5.9. Kły tokarskie: a) stały,
b) obrotowy (1 — stożki Morse’a)
Uchwyty tokarskie samocentrujące są produkowane jako uchwyty z mocowaniem ręcznym lub mechanicznym (pneumatycznym, hydraulicznym, elektrycznym); posiadają dwie, trzy lub cztery szczęki. Średnice uchwytów są znormalizowane i dobierane w zależności od wielkości obrabiarki. Elementem, który powoduje równomierne dosuwanie szczęk oraz mocowanie przedmiotu w osi toczenia, jest zazwyczaj spirala Archimedesa. Uchwyty tokarskie wyposażone są w tzw. szczęki - elementy mocujące przedmiot obrabiany.
Szczęki uchwytów tokarskich są [63:
- jednolite — wewnętrzne (materiał jest mocowany od strony wewnętrznej) i zewnętrzne (materiał jest mocowany od strony zewnętrznej),
- dzielone - odwracalne (twarde -hartowane lub miękkie).
Wyszukiwarka
Podobne podstrony:
16 (87) iy‘te mają możliwóść’ automatycznej lub ręcznej wymia-^Ich elementów systemu
DSC00242 (13) 16 Rachunek przepływów pieniężnych sowych. Jeżeli aktywa te są płatne lub wymagalne w
gleby279 2.1.3. KLASA Ilia m GLEBY ORNE DOBRE Gleby te mają już wyraźnie gorsze właściwości fizyczne
strony146 147 Wśród czynników ważnych dla inwestora zagranicznego, na które władze lokalne nie mają
Image211 Funkcje te mają
Image221 Funkcje te mają postać:DA = ADb = AB+AB = A@BDc = AC+BC+ABĆ = C(A+B) + CAB = CAB+CAB = AB@C
Image271 wiające wyznaczanie funkcji przełączających dla poszczególnych przerzutników licznika. Funk
Image278 Funkcje te mają postać: S = AB+AB = A@B C = AB A B A Dodajna _B Dodttfnik
ok. 700 mld PLN. Korzyści te mają różnorodny charakter i wykraczają poza proste oszczędności wynikaj
Zdjęcie212 Predyspozycje rasowe do ciężkiego porodu □ Rasy brachy cefaliczne - mają wąskie lub małe
Zdj?cie1881 Kkti tę ni codeli , lub r u najmniej nil tgtrinpliflkujf. ( d< i siebie, , aby być
img081�01 djvu 80 nawiać nad porządkiem ćwiczeń. Ćwiczenia te mają następować jedu po dropiem gładko
skrypt064 66 napięcia, kondensatorów do poprawy costp. Ciecze te mają małą stratność dii tgS=IO-10J.
img157 26 Izabela Ostrowska n konkurencja - w wąskim rozumieniu to firmy oferujące te same dobra lub
więcej podobnych podstron