choroszyG2
472
pracujących z kołami o dużych wymiarach, gdyż tylko wtedy jest możliwe rozwiązanie trudności konstrukcyjnych połączonych z napędem frezu, który musi się obracać nie tylko dookoła własnej osi, lecz również dookoła osi głowicy.
Obróbka wykańczająca ślimaków globoidalnych polega najczęściej na szlifowaniu ściernicą stożkową sposobem zbliżonym do obróbki zwojów frezem palcowym.
21.10. OBRÓBKA UZĘBIENIA ŚLIMACZNICY
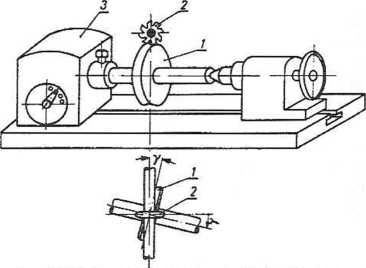
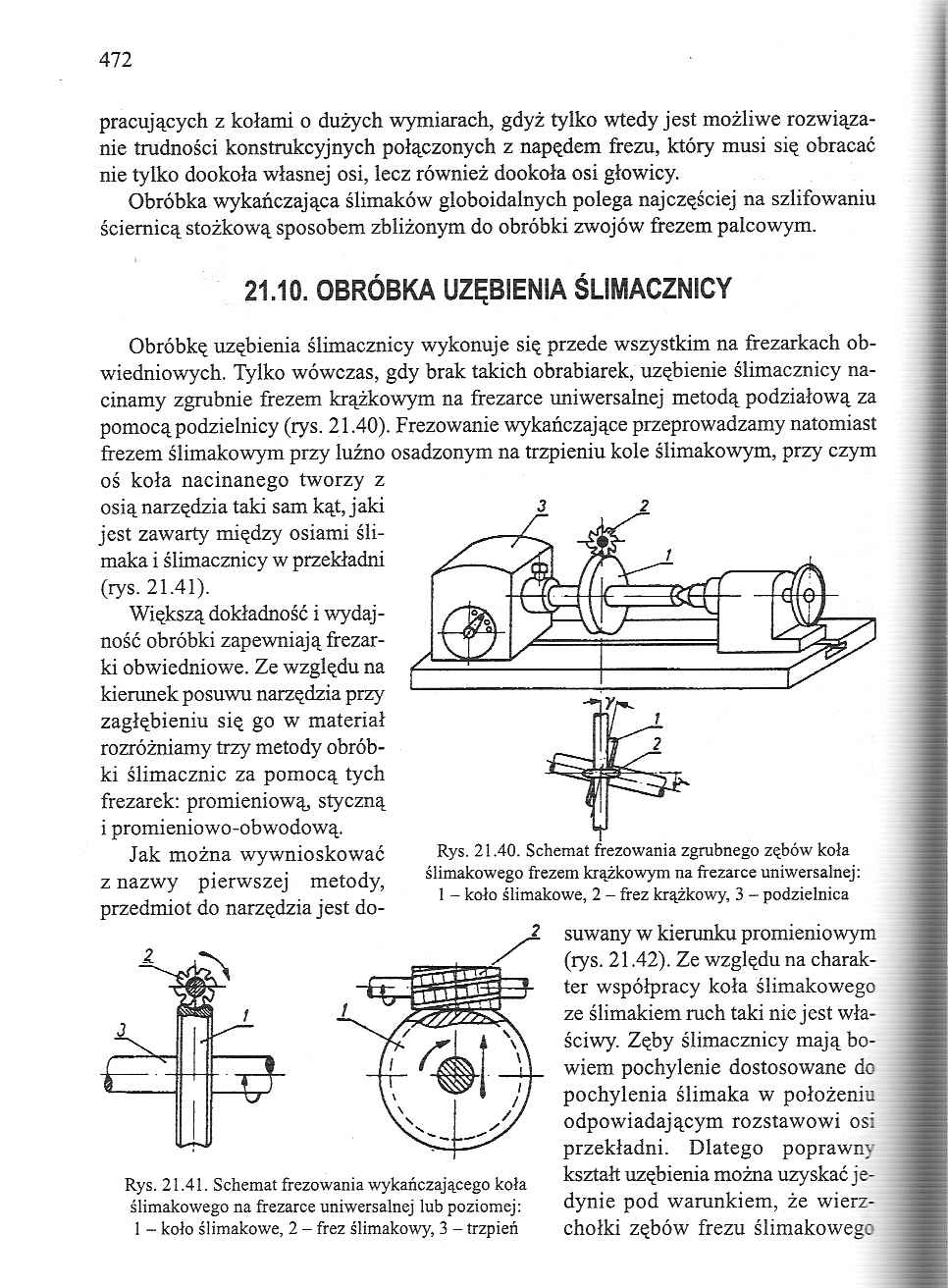
Rys. 21.40. Schemat frezowania zgrubnego zębów koła ślimakowego frezem krążkowym na frezarce uniwersalnej: 1 - koło ślimakowe, 2 - frez krążkowy, 3 - podzielnica
Obróbkę uzębienia ślimacznicy wykonuje się przede wszystkim na frezarkach ob-wiedniowych. Tylko wówczas, gdy brak takich obrabiarek, uzębienie ślimacznicy nacinamy zgrubnie frezem krążkowym na frezarce uniwersalnej metodą podziałową za pomocą podzielnicy (rys. 21.40). Frezowanie wykańczające przeprowadzamy natomiast frezem ślimakowym przy luźno osadzonym na trzpieniu kole ślimakowym, przy czym oś koła nacinanego tworzy z osią narzędzia taki sam kąt, jaki jest zawarty między osiami ślimaka i ślimacznicy w przekładni (rys. 21.41).
Większą dokładność i wydajność obróbki zapewniają frezarki obwiedniowe. Ze względu na kierunek posuwu narzędzia przy zagłębieniu się go w materiał rozróżniamy trzy metody obróbki ślimacznic za pomocą tych frezarek: promieniową, styczną i promieniowo-obwodową.
Jak można wywnioskować z nazwy pierwszej metody, przedmiot do narzędzia jest do-
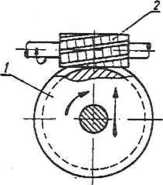
suwany w kierunku promieniowym (rys. 21.42). Ze względu na charakter współpracy koła ślimakowego ze ślimakiem ruch taki nic jest właściwy. Zęby ślimacznicy mają bowiem pochylenie dostosowane do pochylenia ślimaka w położeniu odpowiadającym rozstawowi osi przekładni. Dlatego poprawny kształt uzębienia można uzyskać jedynie pod warunkiem, że wierzchołki zębów frezu ślimakowego
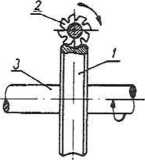
Rys. 21.41. Schemat frezowania wykańczającego koła ślimakowego na frezarce uniwersalnej lub poziomej:
1 - koło ślimakowe, 2 - frez ślimakowy, 3 - trzpień
Wyszukiwarka
Podobne podstrony:
68 (92) 77 M*W4 MMMMMI Obróbka cieplno-plastyczna mian w prawo, gdyż tylko wtedy jest możliwe dokona
Dioda jest tak załączona że przewodzi tylko dla dodatnich połów ek przebiegu wejściowego, gdyż tylko
SDC13925 112 Teoria woli twórczej mą (i wtedy, i tylko wtedy, jest ona treścią dzieła sztuki, a wówc
Olej maszynowy ŁMS-80 stosowany jest m.in. do smarowania łożysk pracujących przy dużych obciążeniach
page0146 146 gdyż tylko taka wola jest źródłem całej płodnej w skutki energii. Ten, który liczy na p
skanuj0112 [1600x1200] - epsza selektywność, gdyż tylko określona grupa substancji wykazuje
Czy tablica interaktywna może faktycznie nadać nowy wymiar nauczaniu języka? Czy jest to tylko gadże
372 SPRAWA POKUCKA ZA ALEKSANDRA. stkiem Władysław Węgierski , gdyż tylko za jego
PICT0063 Wymiarowanie Drugie równanie ma tylko jedną niewiadomą xeffi rozwiązanie układu równań
PICT0064 Wymiarowanie Drugie równanie ma tylko jedną niewiadomą xeff i rozwiązanie układu równań
Stopy metali (2) Są stosowane na łożyska ślizgowe i części pracujące przy dużych zmiennych obciążeni
FizykaII730�01 724 zmiennym, gdyż tylko w takim razie moc strumienia wszędzie ta sama została. Przy
kotwy). Przeniesienie momentów zginających ze slupów na grunt wymaga zazwyczaj dużych wymiarów
więcej podobnych podstron