HPIM0892

w
HHHHH
10. Zastotowanu robotów przemysłowych

■■
w dowolnym położeniu. Roboty stosowane do zgrzewania, a najczęściej są to roboty o strukturze przegubowej, powinny charakteryzować się:
- odpowiednią liczbą stopni swobody, taką aby można było wykonać zgrzeinę w wymaganym położeniu, wynikającym z geometrii zgrzewów,
- wymiarami przestrzeni roboczej zapewniającymi dostęp do wszystkich punktów zgrzewanych,
- wymaganą dokładnością pozycjonowania.
Zastosowanie robotów przemysłowych do zgrzewania wymaga odpowiedniego sprzętu, a przede wszystkim doboru odpowiedniej zgrzewarki. Do współpracy z robotem są stosowane zgrzewarki wyposażone w następujące funkcje:
• Sterowane mikroprocesorowo źródło prądu. Po dokonaniu przez operatora wyboru rodzaju pracy urządzenia i grubości blachy układ sterowania urządzenia automatycznie dobiera właściwą wartość prądu i czas zgrzewania, a także -gdy jest to niezbędne i uzasadnione - w sposób dynamiczny reguluje te wielkości w procesie zgrzewania. W przypadku zbyt niskiej wartości prądu zgrzewania uruchamiany jest ostrzegawczy sygnał akustyczny.
• Wbudowany układ kontroli napięcia sieciowego rozpoznający stany obniżonego napięcia, z automatycznym pomiarem i sterowaniem prądu zgrzewania. Zapewnia to stabilizację prądu zgrzewania, wieloprogramową korekcję prądu zgrzewania w funkcji liczby wykonywanych zgrzein, tzw. stepper.
• Automatyczne sterowanie procesu zgrzewania przede wszystkim siły docisku elektrod do łączonych elementów.
10.2.3. Zrobotyzowane stanowiska spawania i cięcia laserowego oraz plazmowego
Zastosowanie robotów do laserowego spawania i cięcia blach należy do nowoczesnych a zarazem podstawowych technologii obróbki blach. Technika laserowej obróbki blach została opracowana w celu wycinania elementów o precyzyjnych wymiarach, krawędziach oraz całkowicie dowolnych kształtach w krótkim czasie, a więc do produkcji elementów gotowych do montażu. Wykorzystując możliwości ruchowe robotów i technologię zrobotyzowanego laserowego spawania i cięcia, można zastosować technologie bardziej konkurencyjne pod względem kosztów niż tradycyjne metody wytwarzania karoserii samochodów osobowych.
Po pierwsze, zrobotyzowane systemy laserowe umożliwiają wycinanie dowolnych kształtów, dzięki czemu zwiększają możliwości wykorzystania materiału. Zmiana parametrów wycinanego elementu nie pociąga za sobą czasochłonnego procesu wytworzenia nowej matrycy, a ogranicza się tylko do zmiany programu pracy robota.
Po drugie, zrobotyzowane systemy laserowe umożliwiają łączenie przez spawanie różnych blach, dzięki czemu możliwe jest wytwarzanie półwyrobów
)by takie są wykonywane z elementów
nanych z płaskich arkuszy blach stalowych o różnych: grubo-skJadovvycb jjfflEŁcgiiycb, własnościach wytrzymałościowych i plastycznych fcróżn^ctpowłokach ochronnych. Płaskie elementy są spawane laserowo, a następie całość jest tłoczona w celu uzyskania odpowiedniego kształtu. Pozwala 10 na znaczne obniżenie masy karoserii, efektywniejsze wykorzystanie materiałów konstrukcyjnych oraz usztywnienie i wzmocnienie elementów karoserii.
Cechą cięcia i spawania laserowego jest punktowe wprowadzenie energii w strumieniu promieniowania o wysokiej energii. Warunkiem uzyskania dobrej jakości cięcia czy spoiny i dokładnego utrzymywania wymiarów jest dokładnie prowadzony strumień, co może zapewnić robot lub sterowana numerycznie maszyna do cięcia. Promieniowanie laserowe jest doprowadzane specjalnym kablem światłowodowym do głowicy tnącej (rys. 10.16). Tam jest ono koncentrowane przez soczewkę kolimatora i ogniskowane. Tu osiąga ono niezbędną do obróbki materiału gęstość. Wysoka gęstość mocy powoduje szybkie ogrzanie, topienie i częściowe odparowanie materiału. Strumień gazu (O2) wypływający współosiowo z promieniami laserowymi wyrzuca materiał ze szczeliny cięcia Szczelina cięcia i przy tym krawędź oddzielenia w elemencie przesuwa się w kierunku skupienia. W zależności od przeznaczenia w technice robotyzacyjnęj stosuje się przede wszystkim lasery diodowe dużej mocy, gazowe C02 (imolekularne), rzadziej stale Nd.YAG.
4
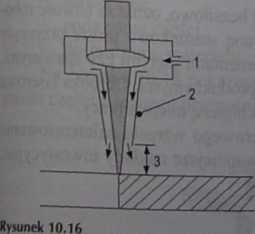
Konstrukcja głowicy laserowej; I - gaz, 2 - dysza tnąca, 3 - odstęp roboczy dyszy, 4 - posuw roboczy
Rozdzielanie materiału podczas cięcia laserowego może następować przez: sublimację, topienie\ wypalanie. W przypadku laserowego cięcia przez su bitni ację usuwanie materiału następuje w skutek odparowywania. Ta metoda wymaga, by skupiony promień lasera dostarczył dużej energii, umożliwiającej szybkie parowanie ciętego materiału. Odpowiednie pary metalu zostają wydmuchane ze szczeliny przez gazy zastosowane w cięciu. Aby uniknąć utleniania się powierzchni ciętej, najczęściej używa się azotu lub argonu. Praktycznie nic powstają żadne wytopy, a powierzchnia cięcia jest gładka. Laserowe cięcie pracz topienie wymaga mniej energii niż metoda sublimacyjna, materiał zostaje 291
Wyszukiwarka
Podobne podstrony:
P1080309 8. Efeklory robotów przemysłowych Chwytaki magnetyczne są stosowane do przenoszenia perforo
53534 P1080309 8. Efeklory robotów przemysłowych Chwytaki magnetyczne są stosowane do przenoszenia p
53534 P1080309 8. Efeklory robotów przemysłowych Chwytaki magnetyczne są stosowane do przenoszenia p
HPIM0891 10. Zastosowania robotów przemysłowych Rysunek -—----— Analiza
HPIM0897 ■ 10. Zaścósovvahia robotów przemysłowych Rysunek
HPIM0898 10. Zastosowania robotów przemysłowych 10. Zastosowania robotów przemysłowych 5 Rysunek
HPIM0842 6. Napędy robotów przemysłowych Możliwości zastosowania przekładni zębatkowych do zamiany r
13248 P1080299 8. Efektory robotów przemysłowych 01O5±O,2 Rysunek 8.6_ Chwytak do tarcz robola AM 80
13248 P1080299 8. Efektory robotów przemysłowych 01O5±O,2 Rysunek 8.6_ Chwytak do tarcz robola AM 80
19627 P1080242 5. Starowanie robotów przemysłowych Sterowanie przyciskowe jest zbliżone do programow
P1080299 8. Efektory robotów przemysłowych 01O5±O,2 Rysunek 8.6_ Chwytak do tarcz robola AM 80 Rysun
P1080243 Il Sterowanie robotów przemysłowych modułowej budowie są wygodne do aplikacji, diagnozowani
P1080288 7. Napędy robotów przemysłowych Przekładnie linowe są stosowane w robotach jako układy w za
więcej podobnych podstron