HPIM0897

■
10. Zaścósovvahia robotów przemysłowych
Rysunek " __
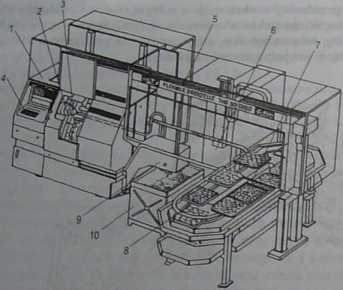
Autonomiczna stacja tokarska (firmy Traub); / - tokarka uchwytowa, 2 — wrzeciono, 3 - głowice narzędziowe, 4 - okład sterowania, 5 — robot bramowy liniowy do zmiany przedmiotów obrabianych, 6 - chwytak robota, 7 - wreloprzedmiotowa paleta, 8 — dynamiczny magazyn palet, 9- transporter wiórów, 10-pojemnik na wióry
%
Zalety wynikające z usytuowania robota portalowego nad obrabiarką — to swobodny dostęp do obshtgi maszyny, który jest konieczny podczas jej ustawiania i niewielka przestrzeń zajmowana przez robota, co dokładnie jest widoczne na tys. 10.24.
Na tysunku 1025 przedstawiono autonomiczną stację tokarską, o podobnej koncepcji, z tokarką CNC obsługiwaną przez bramowy liniowy robot o strukturze kartezjańskiej. Widoczne są magazyny przedmiotów obrabianych, o pojemności zapewniającej bezobsługową pracę w ciągu jednej zmiany produkcyjnej.
W pokazanych rozwiązaniach zrobotyzowanych stacji obróbkowych przedmioty trzeba było układać na palecie lub w magazynie w uporządkowany sposób, a ich położenie było zapisane w programie pracy robota. Współczesne roboty przemysłowe osiągnęły już poziom inteligencji, który umożliwia praktyczną realizację zadania „rozpoznawania w skrzynce” (patrz p. 7.5.1). Przykładem może być pokazana na rys. 10.26 stacja obróbkowa, w której robot pobiera przedmioty (tarcze) leżące w skrzynce i wzajemnie się maskujące. W robocie tym jest zainstalowana kamera wizyjna dająca trójwymiarowe obrazy przedmiotów i chwytak z sześcioskładowym czujnikiem sił i momentów. Po zidentyfikowaniu przedmiotu leżącego na wierzchu i określeniu współrzędnych otworu chwytak ustawia się równolegle do osi otworu, jest sprawdzana poprawność chwytania, a następnie robot pobiera przedmiot i podaje do uchwytu tokarki.

Przetwornik pomiarowy

(ysunek 10.26 ..i . ,_
Stacjo tokarska obsługiwana przez robota z układem rozpoznawania obrazów fICIS]
Ną rysunku 10.27 pokazano konfigurację zrobotyzowanego gniazda obróbki tokarskiej. W jego skład wchodzą następujące podsystemy:
» ^technologiczny — trzy tokarki uchwytowe sterowane numerycznie,
• manipulacji przedmiotami obrabianymi — robot bramowy,
• ^mgazynowo-transporto\iy - dwa urządzenia transportujące palety, każde Hz dwiema paletami przedmiotowymi,
• diagnostyki i nadzorowania narzędzi tokarskich,
• !sterowania i koordynacji pracy gniazda.
Przedstawiona na rys. 10.27 konfiguracja gniazda uwzględnia aspekty techniczne związane zarówno z pracą robota, jak i konstrukcją chwytaków. Robot jest [Wyposażony w podwójny chwytak (chwytanie za powierzchnię otworu wykonanego w przygotówce), dostosowany do średnic otworów przed i po obróbce i pobiera przedmioty z palety przyporządkowanej danej obrabiarce, a następnie odkłada je na to samo miejsce. Obrabiarce wykonującej przedmioty w najkrótszym czasie jednostkowym obróbki mogą być przyporządkowane dwie palety.
Podsystem ^terowania gniazdem ma strukturę trójpoziomową, pokazaną w formie schematu blokowego na rys. 10.28.
W warstwie I -^.kontroIno-decyzyjnej ^ jest komputer PC, którego niem jest:
— przechowywanie i wywoływanie odpowiednich programów technologicznych,
— generowanie harmonogramów pracy gniayHa
— prowadzenie dokumentacji procesu obróbki (zliczanie liczby obrobionych części, czasu pracy obrabiarek, czasów stanów awaryjnych itp. I.
Wyszukiwarka
Podobne podstrony:
HPIM0891 10. Zastosowania robotów przemysłowych Rysunek -—----— Analiza
HPIM0898 10. Zastosowania robotów przemysłowych 10. Zastosowania robotów przemysłowych 5 Rysunek
HPIM0840 6. Napędy robotów przemysłowych a) b) c) Rysunek 6.31 Rodzaje przekł
HPIM0892 w HHHHH 10. Zastotowanu robotów przemysłowych■■ w dowolnym położeniu. Roboty stosowane do
P1080256 6. Programowanie robotów przemysłowych Rysunek 63 _ Schemat zestykowy pro
HPIM0775 3. Budowa robotów przemysłowych Rysunek ~ . .
HPIM0780 3. Budowa robotów przemysłowych Rysunek 3.34 _____________ Platforma Stewarta [80] Dla prze
HPIM0784 3. Budowa robotów przemysłowych Rysunek 3.42_____________ Robot o stroktuize hybrydowej typ
HPIM0787 3. Budowa robotów przemysłowych Rysunek 148___ Mechanizmy wewnętrzne wózka bezszynowego: /
HPIM0827 Oi Napędy robotów przemysłowych Stosowanie napędu pneumatycznego w budowie jednostek kinema
HPIM0861 8Urządzenia chwytającJ robotów przemysłowych! Niezbędnym wypouużeniem robolu przemysłowego
HPIM0862 8. Urządzenia chwytające robotów przemysłowych Trzymanie obiektu w trakcie trwania czynnośc
HPIM0867 8. Urządzenia chwytające robotów przemysłowych pracę chwytaka (zmniejszenie sił tarcia, sym
HPIM0893 10. ZmoMMMflu robotów pnrmysbwyth itopiony i wydmuchany za pomocą gazów poprzez szczelinę D
HPIM0896 10. Zastosowania robolów przemysłowych Roboty bramowe liniowe są stosowane głównie do za- i
76806 P1080214 3, Minlmv.i robotów przemysłowych Rysunek 3J7 . Robot o strukturze
83218 P1080279 7. Napędy robotów przemysłowych Rysunek 7.14 _ Schemat blokowy serwonapędu tyrystorow
więcej podobnych podstron