3725451456
W drugim przypadku może nastąpić albo bezpośrednie wydzielenie z metalu rozpuszczonych zanieczyszczeń, albo zapoczątkowanie reakcji chemicznych pomiędzy zanieczyszczeniem a składnikiem metalu, prowadzących do wydzielania się zanieczyszczenia lub jego związku.
Rozpuszczalność zanieczyszczenia w metalu maleje ze spadkiem jego temperatury, szczególnie podczas krzepnięcia. Spadek rozpuszczalności prowadzi do wydzielania się zanieczyszczenia, co szczególnie intensywnie zachodzi w czasie krzepnięcia. Jeżeli zanieczyszczeniem jest gaz, np. wodór, to powoduje on powstanie w odlewie porów gazowych; jeżeli zanieczyszczenie ma postać ciekłą lub stałą, jak np. siarczki w stopach żelaza, to powstają tzw. endogeniczne wtrącenia niemetaliczne.
Na skutek zmiany temperatury zmieniają się warunki równowagi chemicznej pomiędzy rozpuszczonymi w ciekłym metalu zanieczyszczeniam. a składmkam. metalu. Dochodzi wówczas do reakcji;
AZ + B » BZ + A,
gdzie: A - podstawowy metal (lub składnik stopu),
B - celowo wprowadzony dodatek,
Z - zanieczyszczenie.
Tworzenie się pierwotnej struktury odlewu
Przez pojęcie struktury stopu rozumie się:
- rodzaje występujących w niej faz,
- rozdrobnienie poszczególnych faz,
- ich kształt,
- wzajemne usytuowanie faz w masie metalu.
Struktura pierwotna odlewu jest to struktura, jaką ma metal bezpośrednio po skrzepnięciu. Podczas stygnięcia po skrzepnięciu w niektórych stopach, np. w stopach żelaza, mogą zachodzić przemiany w stanie stałym, a w efekcie może powstać zupełnie nowa budowa materiału. Pewne ślady struktury pierwotnej, np. rozkład zanieczyszczeń, pozostają nadal w materiale i mogą istotnie oddziaływać na jego właściwości. Stopy, w których nie występują przemiany w stanie stałym, zachowują strukturę pierwotną aż do osiągnięcia temperatury otoczenia i struktura ta decyduje o ich właściwościach.
Skurcz metalu i jego etapy
Metal odlany do formy odlewniczej stygnie od temperatury zalewania do temperatury otoczenia. W tym czasie zmniejsza się jego objętość, co jest związane zarówno ze spadkiem temperatury, jak i ze zmianą stanu skupienia, a także z wydzielaniem się nowych faz i przemianami alotropowymi. Ta zmiana objętości nosi nazwę skurczu. Całkowity skurcz metalu może być podzielony na trzy etapy:
- skurcz przegrzania (w stanie ciekłym) zachodzący pomiędzy temperaturą zalewania a temperaturą likwidusu,
- skurcz krzepnięcia zachodzący pomiędzy temperaturą likwidusu i solidusu,
- skurcz w stanie stałym zachodzący podczas stygnięcia odlewu od temperatury solidusu do temperatury otoczenia.
Wartość skurczu metali może być określana liniowo lub objętościowo, przy czym jest ona podawana w procentach. I tak, skurcz objętościowy określa się jako miara objętościowa jest zazwyczaj stosowana do podawania wartości skurczu! przegrzania i krzepnięcia lub obu tych wartości łącznie. Miara liniowa służy natomiast do podawania wartości skurczu w stanie stałym. Nie należy jednak identyfikować skurczu objętościowego lub liniowego z jakimkolwiek etapem skurczu, ponieważ terminy te określają tylko sposób pomiaru skurczu, a nie przemiany za-j chodzące podczas jego powstawania.
Tworzenie sie jamy skurczowej w odlewie
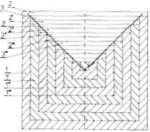
Podczas stygnięcia metalu w stanie ciekłym i jego krzepnięcia zmniejsza się jego objętość. Ciepło z metalu jest odprowadzane przez powierzchnię styku metalu z formą. Zatem jako pierwsza krzepnie powierzchnia odlewu, a jego wnętrze pozostaje ciekłe. Tam też w końcowej fazie krzepnięcia lokalizuje się pustka powstała na skutek skurczu metalu i braku zasilania. Pustka ta może przyjmować różne formy i nosi nazwę jamy skurczowej.
Objętość jamy skurczowej.
Jej objętość zależy od:
• wartości skurczu przegrzania, na który z kolei wpływają rodzaj stopu i stopień jego przegrzania, czyli różnica między temperaturą odlewania a temperaturą likwidusu,
• wartości skurczu krzepnięcia, który jest właściwością tworzywa odlewniczego
Postać jamy skurczowej w odlewie. Obserwacja rzeczywistych odlewów pozwala stwierdzić, że pustki w odlewach, będące skutkiem skurczu metalu w stanie ciekłym oraz skurczu krzepnięcia, mogą występować w postaci skoncentrowanej i rozproszonej. Skoncentrowaną jamę skurczową stanowi pusta przestrzeń w części odlewu, która krzepnie jako ostatnia, lub tzw. obciągnięcie, czyli wklęsłość na zewnętrznej powierzchni odlewu. Obciągnięcie tworzy się wtedy, gdy powstającą pustkę wewnątrz odlewu oddziela od ścianki zewnętrznej cienka, będąca w stanie plastycznym warstewka metalu. Postać rozproszona to znaczna ilość drobnych pustek, czasem trudno dostrzegalnych nieuzbrojonym okiem, zlokalizowanych w całej lub części objętości odlewu. Postać taka jest nazywana porowatością lub mikroporowatością skurczową (rzadzizną skurczową).
W rzeczywistości prawie nigdy nie występuje tylko jedna z wymienionych postaci pustek skurczowych. Zazwyczaj część całkowitej objętości pustek występuje w postaci skoncentrowanej, a część w postaci rozproszonej. Można zatem mówić o skłonności do tworzenia jednej z omówionych postaci jamy skurczowej. Skłonność ta zależy przede wszystkim od:
Wyszukiwarka
Podobne podstrony:
244 nie może nastąpić, tylko albo na dowody z mojej strony że JPan Stradomski był zaspokojony (i na
scan0019 (17) Wskaźniki i lampki sygnalizacyjne automatycznego testowania. Wskazanie może nastąpić n
photo11 W przypadku nieprzestrzegania powyższych zaleceń może nastąpić zacieranie się tłoka w cylind
Str 2 1 siłą, która nazywa się wypadkową układu albo sprowadzić do dwójki zerowej. W drugim przypadk
DSCF5596 252 Podtyp: skorupiaki — Crustacea jest wydzielany przez organizm, podczas gdy w drugim prz
- 72 godzin w przypadku braku opieki Dłuższy pobyt nieletniego może nastąpić jedynie za zgodą sędzie
przeznaczona jest dla magazynu. Zwrot materiałów do magazynu może nastąpić w przypadku, gdy: o mater
52183 scan0019 (17) Wskaźniki i lampki sygnalizacyjne automatycznego testowania. Wskazanie może nast
może nastąpić z irzędu lub na żądanie strony. W niektórych przypadkach tylko na żądanie strony. Tylk
2. Udzielenie urlopu długoterminowego może nastąpić w przypadku: -
2. Udzielenie urlopu długoterminowego może nastąpić w przypadku: -
photo105 się łatwo zapalnej mieszanki. W drugim przypadku, lwi. podczas upałów, trudności rozruchowe
Image0026 (7) kład przekazania towarów bądź pieniędzy — albo do działania przyszłego i możliwego. W
instrukcja 010 W przypadku nieprzestrzegania powyższych zaleceń może nastąpić zacieranie się tłoka w
przełożonego lub ukaranego - Może nastąpić w przypadku postanowienia MF o zatarciu
więcej podobnych podstron