
Opracowanie kilku pytan z SSMiR
(
sala
Mandra)
1. Co to jest frezarka i tokarka?
Frezarka – obrabiarka przeznaczona do obróbki skrawaniem powierzchni płaskich i kształtowych takich jak rowki,
gwinty, koła zębate. Narzędziem obróbczym stosowanym w frezarce jest frez. Głównym ruchem powodującym
skrawanie freza jest jego ruch obrotowy, oprócz tego frez przesuwa się względem obrabianego materiału.
Obróbka frezarką nazywa się frezowaniem.
Frezarki mogą być jednowrzecionowe lub wielowrzecionowe. Wyposażenie elektroniczne, rozbudowa funkcji oraz
sterowanie numeryczne przekształciły konwencjonalną frezarkę w obrabiarkę CNC będącą elementem struktur
zintegrowanego wytwarzania CIM.
Tokarka – obrabiarka przeznaczona do obróbki skrawaniem przedmiotów najczęściej o powierzchni brył
obrotowych (wałki, stożki, kule, gwinty wewnętrzne i zewnętrzne). Narzędziem obróbczym są najczęściej nóż
tokarski, wiertło lub narzędzia do gwintów. Obróbka na tokarce nazywa się toczeniem. Toczenie wykonuje się
poprzez wprawienie obrabianego przedmiotu w ruch obrotowy, a następnie skrawanie jego powierzchni
narzędziem obróbczym. Obrabiany przedmiot mocuje się w tym celu w uchwycie bądź między kłami.
Wyposażenie elektroniczne, rozbudowa funkcji oraz sterowanie numeryczne przekształciły konwencjonalną
tokarkę w obrabiarkę CNC będącą elementem struktur zintegrowanego wytwarzania CIM
2. Ogólna charakterystyka obrabiarek NC/CNC
Obrabiarką sterowaną numerycznie (NC) nazywa się obrabiarkę zautomatyzowaną, wyposażoną w numeryczny
układ sterowania programowego, który steruje w sposób programowy wszystkimi ruchami w procesie obróbki,
parametrami obróbki i czynnościami pomocniczymi w celu uzyskania przedmiotu o żądanym kształcie, wymiarach
i chropowatości powierzchni.
Obrabiarką sterowaną komputerowo (CNC), nazywa się obrabiarkę NC, ale ze sterowaniem komputerowym CNC.
Zintegrowany z systemem mikrokomputer przejmuje wszystkie funkcje sterownicze i regulacyjne maszyny.
Dane liczbowe (program) zawierają informacje dotyczące:
toru narzędzia w odpowiednio przyjętym układzie współrzędnych, ,
parametrów technologicznych obróbki (prędkości skrawania, głębokości skrawania, wartości posuwu,
ilości przejść narzędzia),
rodzaju zabiegu (np. toczenie, wiercenie, rozwiercanie, frezowanie, nacinanie gwintu )
włączanie, wyłączania chłodziwa, obrotu stołu, itp.
3. Procedura bazowania
Bazowanie przesunięć elementów roboczych maszyny poprzez ustawienie punktu zerowego globalnego układu
współrzędnych sterownika w zerowym punkcie referencyjnym maszyny, którego położenie jest rozpoznawane
przez czujniki umieszczone w skrajnych położeniach elementów przesuwanych na prowadnicach przesuwów
prostoliniowych. Bazowanie maszyny jest konieczne po każdym jej załączeniu, gdyż przyrostowe systemy
pomiarowe muszą być zsynchronizowane z mechaniczną konstrukcją urządzenia. Procedura bazowania obrabiarki
wykonywana jest półautomatycznie. Przed uruchomieniem napędów program sterujący sterownika sprawdza czy
bazowanie zostało wykonane. W wyniku tego bez wykonania bazowania nie można uruchomić napędów
obrabiarki.
4. Punkty charakterystyczne
Punkt zera maszyny – początek układu współrzędnych maszyny, jego położenie jest stałe i niezmienne.
Punkt zera przedmiotu obrabianego – określa początek układu współrzędnych, w którym pisze się
program. Związany jest z przedmiotem obrabianym, ustalony przez programistę (przy toczeniu oś detalu i jego
czoło).
Punkt wyjściowy obrabiarki (referencyjny) – ustalony w układzie współrzędnych maszyny. W starszych
maszynach po ich włączeniu, a przed rozpoczęciem pracy konieczny jest najazd na ten punkt w celu
synchronizacji. Zwykle głowica przesuwa się maksymalnie ku górze, a stół, w któryś z rogów przestrzeni roboczej.
Punkt odniesienia narzędzia – stały punkt na seriach narzędziowych - względem niego określa się
wymiary narzędzia w zamocowaniu.
Punkt rozpoczęcia pracy programu – punkt ten określa miejsce gdzie musi znajdować się narzędzie
przed rozpoczęciem pracy.
Punkt wymiany narzędzia – określany przez operatora lub programistę, aby zapewnić bezpieczną
wymianę narzędzia.
5. Rodzaje układów sterowań obrabiarek NC/CNC
Sterowanie numeryczne
W obrabiarkach sterowanych numerycznie wyodrębnia się elektroniczny układ sterowania numerycznego oraz
zespoły sterująco-napędowe. Do dokonywania przemieszczeń zespołów roboczych obrabiarek sterowanych
numerycznie (OSN) służą śruby pociągowe obracane najczęściej silnikami elektrycznymi prądu stałego lub
silnikami krokowymi. Elektroniczny układ sterowania numerycznego znajduje się często w oddzielnej szafie
sterowniczej stojącej obok obrabiarki, lub połączony jest z nią wysięgnikiem. Zmiana położenia narzędzia
względem przedmiotu obrabianego może być dokonywana za pośrednictwem:
sterowania punktowego,
odcinkowego,
lub kształtowego.
Sterowanie punktowe: charakteryzuje się tym, że narzędzie po wykonaniu pracy w punkcie A przedmiotu
obrabianego określonym współrzędnymi x1 y1 ma być przemieszczone do punktu B określonego współrzędnymi
x2 y2. Nie jest jednak istotne po jakim torze to przemieszczenie nastąpi. Sterowanie takie jest najczęściej
stosowane na wiertarkach współrzędnościowych.
Sterowanie odcinkowe: obejmuje zarówno szybkie ruchy przestawcze, jak i ruchy posuwowe dokonywane przez
zespoły robocze obrabiarki według odcinków linii prostych równoległych do osi współrzędnych obrabiarki.
Przykładem sterowania odcinkowego może być frezowanie płaszczyzn przesuniętych względem siebie w trzech
kierunkach X,Y,Z na frezarkach, jak również toczenie wałków stopniowych na tokarkach z odcinkowym
przemieszczaniem noża tylko w dwóch kierunkach.
Sterowanie kształtowe: w tym sterowaniu można w sposób ciągły sterować dwoma lub więcej ruchami na
powierzchni i w przestrzeni. Uzyskując w ten sposób proste, skosy, łuki i krzywe. Dowolny zarys można otrzymać
dzięki współdziałaniu dwóch lub więcej silników napędów układu posuwu. Tor ruchu pomiędzy dwoma punktami
pośrednimi wyznaczony jest przez interpolację (liniowa, kołowa, paraboliczna). Większość sterowań kształtowych
ma możliwość łączenia interpolacji liniowej i kołowej.
W zależności od liczby sterowanych osi wyróżnia się sterownie kształtowe:
sterowanie kształtowe 2D – narzędzie może wykonywać ruchy po łuku okręgu i elipsy.
sterowanie kształtowe 2 ,5D – umożliwia ruchy narzędzia na różnych płaszczyznach współrzędnych: X/Y,
X/Z i Y/Z. w tym przypadku sterowane SA wszystkie trzy osie, jednak w danej płaszczyźnie tylko dwie
jednocześnie.
sterowanie kształtowe 3D – umożliwia przestrzenne ruchy narzędzia
o
3C – trzy ruchy posuwowe są sterowane w sposób ciągły,
o
4C – trzy ruchy posuwowe i jeden obrotowy są sterowane w sposób ciągły,
o
5C – trzy ruchy posuwowe i dwa ruchy obrotowe są sterowane w sposób ciągły.
Sterowanie komputerowe
sterowanie CNC (Computer Numerical Control), gdy odpowiednio zaprogramowany minikomputer steruje jedną
lub kilkoma obrabiarkami. Przechowywane w pamięci minikomputera informacje dotyczące programu pracy
obrabiarki są przekazywane do jej zespołów sterująco-napędowych za pośrednictwem zespołów dopasowujących,
sterowanie DNC (Direct Numerical Control), gdy jeden duży komputer, mający zakodowane w pamięci programy
pracy wielu obrabiarek, steruje jednocześnie przy zastosowaniu metody podziału czasu nawet kilkudziesięcioma
obrabiarkami.
6. Napędy posuwu obrabiarek
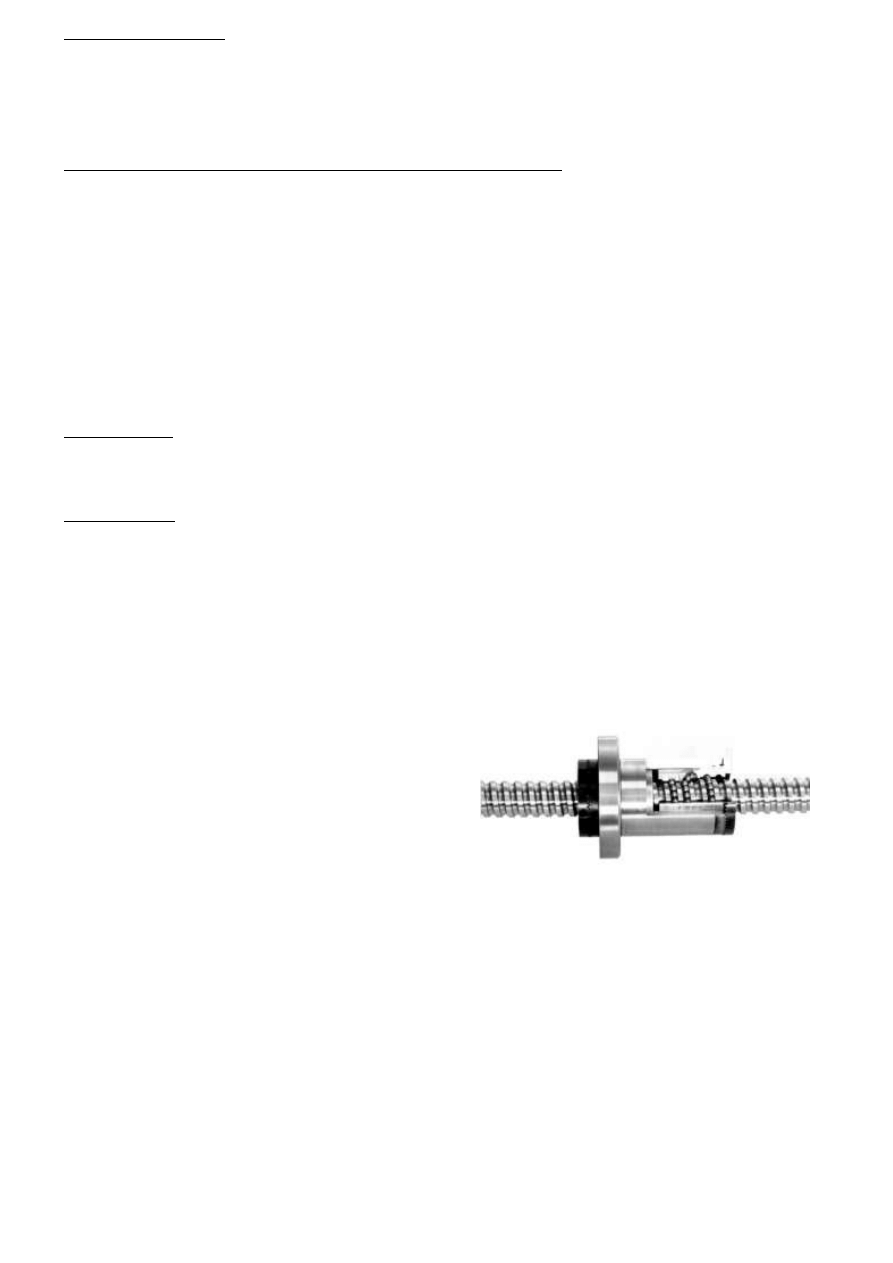
Przekładnia śrubowa toczna
Przekładnie śrubowe toczne rozwinęły się z konwencjonalnych przekładni śrubowych przez wprowadzenie między
śrubę i nakrętkę elementów tocznych (kulek łożyskowych).
Przekładnie śrubowe toczne wykazują szereg zalet ,dzięki
którym znalazły szerokie zastosowanie w mechanizmach
wymagających:
wysokiej sprawności,
bezluzowej pracy,
wysokiej sztywności osiowej,
dużej trwałości.
W wyniku toczenia kulek w zahartowanych rowkach śruby i nakrętki zużycie przekładni jest bardzo małe, co
eliminuje konieczność kompensacji luzu i zapewnia utrzymanie dokładności skoku w całym okresie eksploatacji.
Zastosowanie nakrętek z napięciem wstępnym umożliwia uzyskanie pracy bezluzowej oraz znaczne podwyższenie
sztywności.

Listwy i koła zębate
Koła zębate
koła zębate integralne współpracują z listwami zębatymi
tworzą przekładnie zębate współpracując ze sobą
wykonanie z otworem technologicznym lub bez otworu(mniejsze rozmiary)
na zapytanie możliwość wykonania obróbki
Listwy zębate - opis i zastosowanie:
listwy zębate mają zastosowanie w przeniesieniu napędu szczególnie maszynach typu wypalarki
plazmowe, tnące laserem lub acetylenem.
szerokie zastosowanie w przemyśle maszynowym w napędach o dużych prędkościach przesuwu i dużych
długościach roboczych.
Napęd pasowy
W przypadku zastosowania pasków zębatych możliwe jest uzyskanie
bardzo dużych prędkości liniowych, jednak nie ma mowy o
samohamowności. Konieczne jest stosowanie dodatkowych hamulców
na napędzie lub wózku. Niewątpliwą zaletą jest zdecydowanie niższy
koszt takiego rozwiązania kosztem precyzji. Rozwiązanie zamiany ruchu
obrotowego na liniowy przy użyciu pasków zostało przedstawione na
rysunku (na bazie prowadnicy liniowej). Pasek zębaty oplata
prowadnicę liniową z wózkiem, rozciągnięty jest na dwóch kółkach
zębatych. Wózek prowadnicy połączony jest na sztywno z paskiem
zębatym ale tylko po jednej stronie. Wprowadzając jedno z kół
zębatych w ruch, powodujemy przesuwanie się wózka znajdującego się
na prowadnicy.
7. Rodzaje prowadnic
Prowadnice powinny być prostoliniowe, wzajemnie równoległe/prostopadłe.
Prowadnica ślizgowa - cechą charakterystyczną jest występowanie tarcia ślizgowego. Ze względu na wielkość tego
współczynnika często jest to ich największa wada. Zaletą jest większa od prowadnic tocznych sztywność oraz
zdolność do tłumienia drgań. W celu zmniejszenia współczynnika tarcia stosuje się plastikowe nakładki. TARCIE
MA CHARAKTER NIELINIOWY
• może występować efekt posuwu skokowego (stick-slip)
• największa sztywność
• najmniejsze ugięcie podczas pod działaniem obciążenia
• duży i nierównomierny opór ruchu
• kosztowne jednostki napędowe o dużej mocy
• szybkie zużywanie się współpracujących elementów
• narażenie na zanieczyszczenia
• drgania cierne i niszczenie podczas montażu oraz docierania
• bicie, zarysowania, szybkie zniszczenie – konieczność względnie częstej, kosztownej i czasochłonnej
wymiany
• krótka żywotność pod wysokim obciążeniem
• korozja cierna
Prowadnica toczna (kulowe i walcowe)
Prowadnice toczne - dużo mniejszy współczynnik tarcia. Bardziej linowy charakter tarcia. Nie występuje efekt
posuwu skokowego (stick-slip). Występują elementy toczne (np kulki, rolki) przemieszczające się w układzie
zamkniętym. Zerowy luz.
• niski współczynnik tarcia
• optymalne smarowanie w każdej pozycji gwarantuje długą i bezproblemową eksploatację
• małe gabaryty
• ruch jest płynny i cichy
• mniejsza sztywność przy kulowych elementach tocznych
• rolkowe elementy toczne zapewniają zdecydowanie większą sztywność i nośność w porównaniu z
prowadnicą kulkową w tym samym rozmiarze
Prowadnice hydrostatyczne
W prowadnicach tych eliminuję się możliwość powstania tarcia ślizgowego pomiędzy powierzchniami
współpracującymi. W czasie ruchu występuje jedynie tarcie hydrostatyczne. Zapewniają wysoką dokładność.
8. Przekładnie
Śruba trapezowa – niski koszt, niska precyzja ruchu (luz nakrętki), włókna śruby się nie uszkadzają, znoszą duże
obciążenia, tylko do niskich prędkości
Śruba toczna – duża precyzja ruchu, brak luzów nakrętki, sztywność
9. Sprzęgło
Sprzęgło to urządzenie stosowane w budowie maszyn do łączenia wałów w celu przekazywania momentu
obrotowego. Inaczej jest to zespół części służących do połączenia dwóch niezależnie obrotowo osadzonych
wałów, czynnego – napędowego i biernego – napędzanego, w celu przeniesienia momentu obrotowego.
Sprzęgło mieszkowe – cechuje dobra kompensacja odchyłek (osiowej i promieniowej), wysoka sztywność
skręcania, brak luzu.
Sprzęgło kłowe – najczęściej trzyczęściowe, składane ze wstępnym ściśnięciem, mocowane osiowo. Bezluzowo
przenosi moment. Łącznik dobiera się osobno, w zależności od wymaganej sztywności i współczynnika tłumienia
drgań.
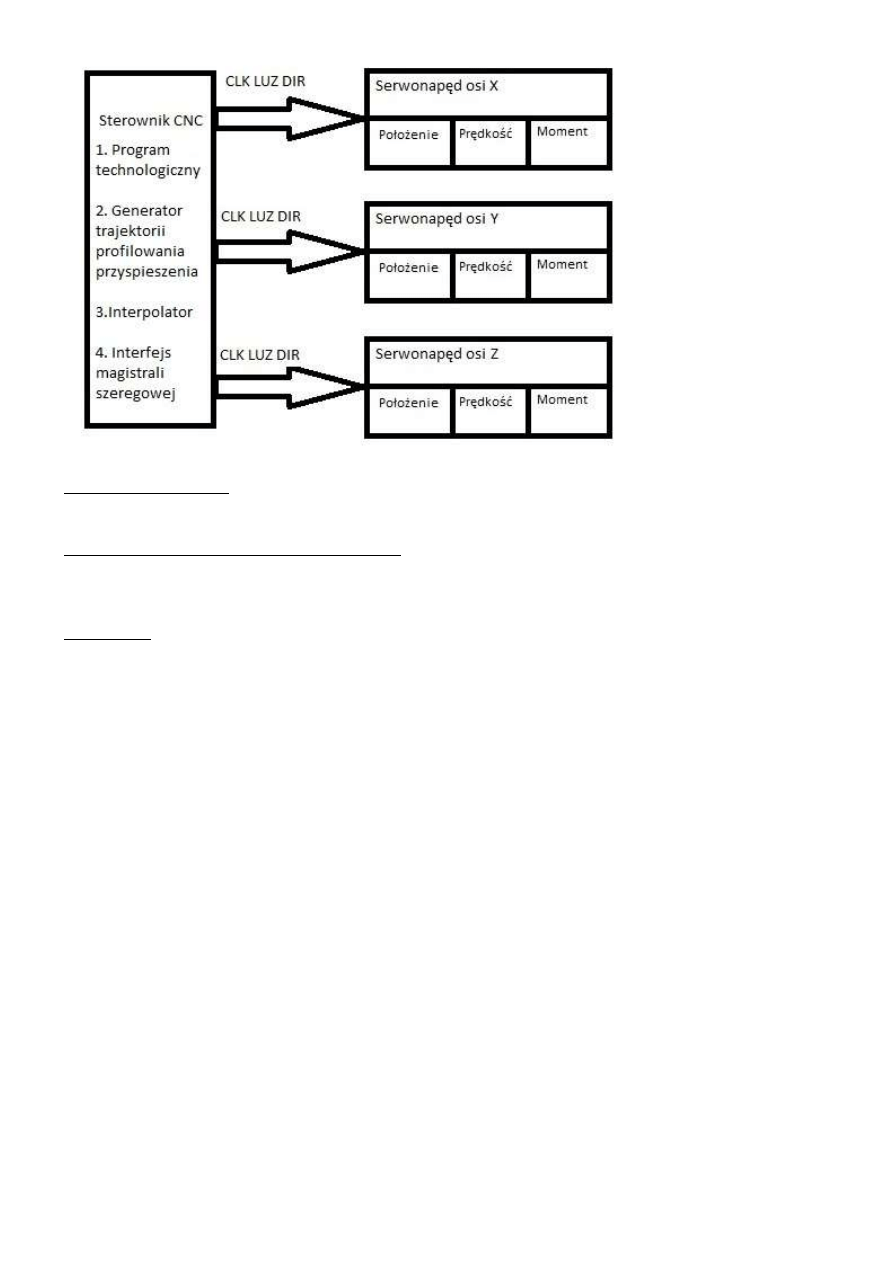
10. Schemat blokowy sterowania numerycznego maszyny CNC
Program technologiczny – do sterownika CNC wprowadzany jest za pomocą nośnika lub przesyłany poprzez sieć
komputerową, stanowi on uporządkowany zbiór instrukcji w języku lub formacie zgodnym ze standardami ISO.
Generator trajektorii profilowania przyspieszenia – kolejne przemieszczenia grupowane są w sekwencje tak, aby
możliwe było rozłożenie ruchu na 3 fazy (rozpędzanie, stała prędkość, hamowanie). Profilowanie przyspieszenia
występuję najczęściej jako prostokątne, trapezowe lub po krzywej „S”.
Interpolator – zadaną trajektorie ruchu rozkłada na zadane pozycję dla poszczególnych serwonapędów układów
posuwu maszyny. Ruch wypadkowy odbywa się pomiędzy dwoma kolejnymi punktami po torze, którego zarys
uzależniony jest od konstrukcji interpolatora (liniowy, kołowy, paraboliczny, mieszany). Interpolator występuje w
sterowaniach mających zapewnić ruch złożony, czyli w sterowaniach kształtowych.
Kolejne pozycje zadane do serwonapędów maszyn wysyłane są za pomocą magistrali szeregowej.
Sterownik CNC obsługuje także pomocnicze układy automatyki maszyn numerycznych, jak np. sterowanie
wrzecionem, bazowanie układów posuwu, mocowanie/od mocowanie narzędzi, pulpity sterownicze.
11. Stosowanie profilowania przemieszczenia w maszynach CNC
Profilowanie stosuje się w celu poprawienia wydajności pracy przy zachowaniu dokładności.
W układzie generatora trajektorii kolejne przemieszczenia grupowane są w sekwencje tak, aby możliwe było
rozłożenie ruchu na fazę rozpędzania, jazdy ze stałą prędkością i hamowania. Profilowanie przyspieszenia
występuje najczęściej jako prostokątne, trapezowe lub po krzywej „S”. Ze względu na złożoność algorytmu
generacji trajektorii sterowniki maszyn numerycznych średniej klasy dokładności najczęściej wyposażone są w
generator trajektorii z prostokątnym profilowaniem przyspieszenia. Pomimo, że ten sposób jej generowania
wzbudza drgania układu posuwu. Poniżej przedstawiono wybrane metody profilowana przyspieszenia.
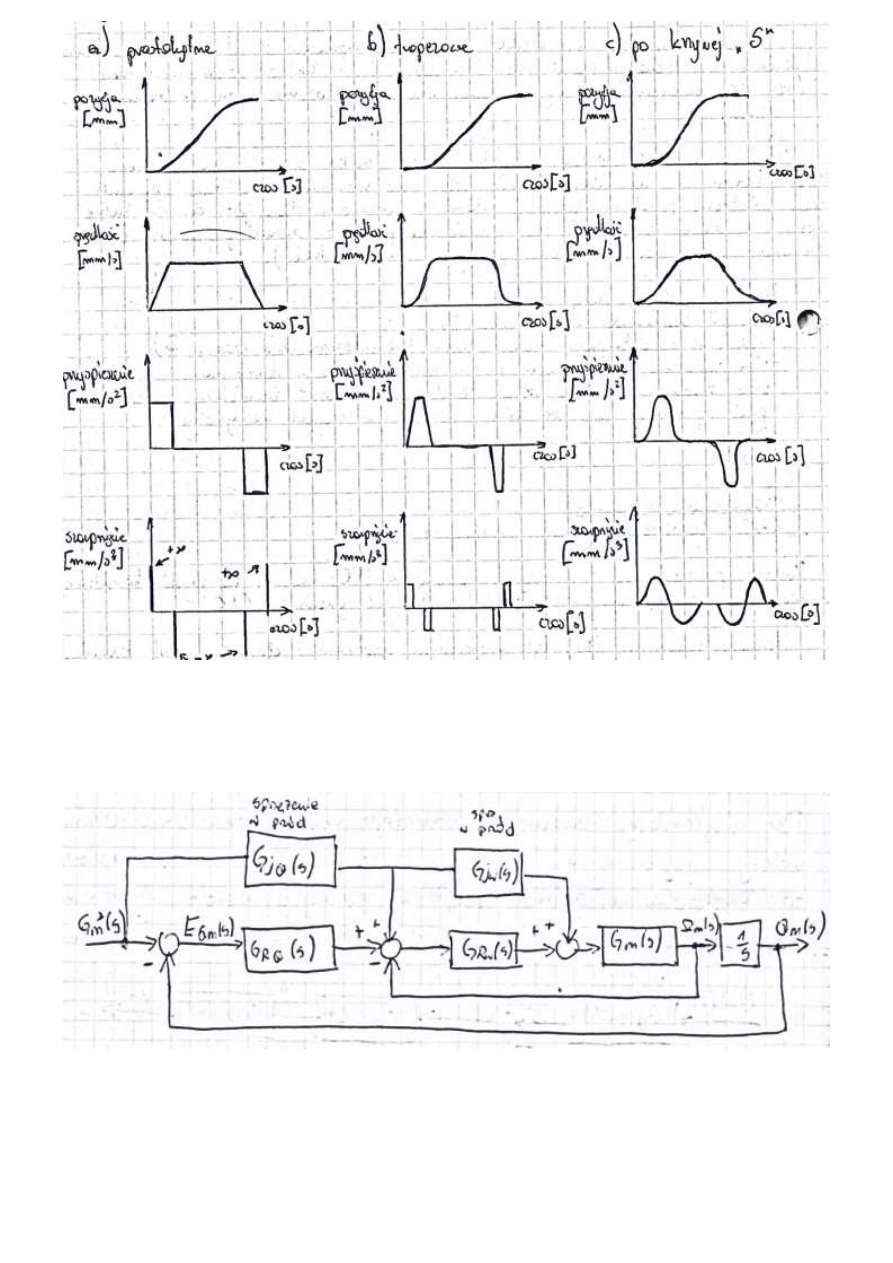
12. Schemat blokowy układu regulacji ze sprzężeniem w przód realizującym
odwrotność modelu układu posuwu
G
jθ
(s), G
Rω
(s) – transmitancję ciągłe sprzężeń w przód
G
Rθ
(s) – transmitancja Lapleace’a regulatora położenia
G
Rω
(s) – transmitancja Lapleace’a regulatora prędkości
G
m
(s) – odwrotność modelu układu posuwu (ω
m
(s)- transformata Sygnału prędkości wału silnika)
Klasyczny układ regulacji ze sprzężeniem zwrotnym wymaga istnienia uchybu regulacji czyli błędu. Regulatory ze
sprzężeniem w przód wyprzedza pojawienie się uchybu generując sygnał sterujący przewidujący konieczność
pojawienia się odpowiedniego uchybu.
Minimalizację uchybu układu regulacji położenia dokonuje się stosując sprzężenie w przód. Dobiera się je tak , aby
funkcja przejścia układu regulacji była równa jedności, co zapewnia realizację dokładnego śledzenia
Do najbardziej znanych koncepcji tego typu sterowania należy wysterowanie wstępne realizujące odwrotność
modelu zamkniętego układu regulacji położenia oraz wysterowanie wstępne realizujące odwrotności modelu
układu posuwu.
Cechy:
• kompensacja dla opóźnień
• prognozowanie zmian procesu
• idealne w procesach interaktywnych
Wyszukiwarka
Podobne podstrony:
Opracowanie kilku pytań z SSMiR
higiena opracowanie kilku pytan(1)
CZĘŚĆ IV - Kopia, medycyna zabrze SUM lekarski, ginekologia opracowanie bazy pytań od dr. Bodzka
460-470, materiały ŚUM, IV rok, Patomorfologia, egzamin, opracowanie 700 pytan na ustny
PKM - opracowania roznych pytan na egzamin, POLITECHNIKA W-W, PKM
PKM - opracowania roznych pytan na egzamin 6, Automatyka i Robotyka, Semestr 4, Podstawy konstrukcji
584-606, materiały ŚUM, IV rok, Patomorfologia, egzamin, opracowanie 700 pytan na ustny
Opracowanie płe pytań??
283-317, materiały ŚUM, IV rok, Patomorfologia, egzamin, opracowanie 700 pytan na ustny
274-282, materiały ŚUM, IV rok, Patomorfologia, egzamin, opracowanie 700 pytan na ustny
administracja i prawo publiczne, Opracowanie 182 pytań egzaminacyjnych, 1
Petrografia egzamin, opracowanie 100 pytan
436-444, materiały ŚUM, IV rok, Patomorfologia, egzamin, opracowanie 700 pytan na ustny
101-107, materiały ŚUM, IV rok, Patomorfologia, egzamin, opracowanie 700 pytan na ustny
224-236, materiały ŚUM, IV rok, Patomorfologia, egzamin, opracowanie 700 pytan na ustny
więcej podobnych podstron