-Kształtowanie pierwotne materiału
-Przekształcenie w ramach stałej V
-Przekształcenie i cięcie
-Łączenie
-Modyfikacja
-Powłoki
Technologie ubytkowe - technologie generacyjne
Technologie bezubytkowe – technologie generacyjne
1.Tendencje rozwojowe współczesnego wytwarzania
Rosnąca zależność wyrobów:
-kompetencje, środki techniczne
-kompletność operacji
Wykres: oś Y-stymulacje oś X-przyczyna wzrostu
Zapasy sieciowe:
-specjalizacja
-dystrybucja
-umiejętności
-zmniejszenie kosztów
Rosnąca zależność wyrobów:
-skrócenie czasu „time to …”
-mniejsza skala produkcji
Wykres: oś Y-stymulacje oś X-przyczyna wzrostu
Zapasy sieciowe:
-elastyczność
-optymalizacja
-stabilność
-reaktywność
2.Zależność wyrobów:
-genetyczna
-technologiczna
System produkcyjny-zbiór statycznych oraz dynamicznych zasobów:
-fizycznych (materialnych)
-finansowych
-informatycznych
-ludzkich
Wytwarzanie-część procesu produkcyjnego
System wytwarzanie-zbiór powiązanych ze sobą maszyn
technologicznych, wykorzystujących różne techniki wytwarzania
System obróbkowy-podzbiór obrabiarek (maszyn) realizujących
proces technologiczny obróbki.
Zasoby systemu wytwarzania:
a)niematerialne
-informacja
-czas, koszty
b)materialne
Procesy wytwarzania dzieli się na: ciągłe lub dyskretne, zależne od:
-stosowanych technologii
-stosowanych środków produkcji
System wytwarzania- >System przepływu zasobów fizycznych ->
System przepływu przedmiotów obrabianych: -system maszynowy, -
system transportowy, -system manipulacji
Struktura systemu wytwarzania-określa liczbę oraz rodzaj stanowisk
roboczych (stacji obróbkowych) wchodzących w jej skład oraz ich
wzajemne powiązania.
Struktura wyrobu- określa liczbę i rodzaj operacji realizowanych dla
danego wyrobu.
Struktura systemu: poziomy decyzji w planowaniu i sterowaniu
produkcją. (piramida) Od dołu:
1)lokalne układy sterowania (oprogramowanie stanowisk CNC, PLC)
2)sterowanie produkcją (harmonogramowanie produkcji, usuwanie
zakłóceń)
3)planowanie produkcji (serie produkcyjne, obciążenie maszyn)
4)planowanie strategiczne(asortyment produkcji, zasoby: obrabiarki,
urządzenia, przyrządy, transport, magazyn)
5)decyzje makroekonomiczne (polityka podatkowa, stopa
procentowa, zamówienia)
1) i 2) –bieżące godziny minuty
3)-średniookresowe, miesiące, tygodnie, dni
4) i 5) –długookresowe lata
Rozwój systemów wytwarzania (wykres oś X- ewolucja systemów
wytwarzania, oś Y- Forma struktury) etapy rozwoju (rosnąco):
-Sztywne struktury, nieelastyczne gniazda, linia produkcyjna
-Elastyczne gniazda przedmiotowe, elastyczne linie produkcyjne
-Adaptacyjne systemy wytwarzania w formie struktur procesowych
-Procesowo zorientowane organizacje sieciowe w formie sieci
powiązań kooperacyjnych
Adaptacyjne systemy wytwarzania to struktury zorientowane
procesowo z elastycznymi stanowiskami roboczymi.
Podstawą struktur procesowych jest wyodrębnienie w systemie
procesów i stworzenie dla nich diagramów pracy.
Struktury procesowe stosuje się w zintegrowanych systemach
wytwarzania.
Struktury sieciowe umożliwiają różnicowanie form przepływów w
zależności od przyjętego modelu kooperacji (wewnętrznej,
zewnętrznej)
Adaptacyjne oraz sieciowe systemy wytwarzania wykorzystują
elastyczne zautomatyzowane systemy.
Automatyzacja wytwarzania obejmuje wprowadzenie środków
technicznych dla uzyskania:
-samoczynnego sterowania procesem obróbki
-monitorowania procesu i stanu maszyny
-kontroli procesu wytwarzania
Automatyzacja środków wytwarzania obejmuje:
-programowe wykonanie elementu
-automatyczną manipulację narzędziami
-automatyczną manipulację przedmiotem
-automatyzację kontroli jakości
-automatyzację transportu
-automatyzację magazynowania (kody kreskowe, radiowe)
Sztywna automatyzacja – w skrajnym przypadku dotyczy produkcji
tylko jednego typu wyrobu
Elastyczna automatyzacja – elastyczne systemy wytwarzania
(ESW)/(FMS):
-szybka zmiana programów sterujących stosownie do zmieniających
się zadań produkcyjnych
-automatyzacja czynności przezbrojenia maszyny (obrabiarek)
-automatyczna manipulacja przedmiotem, mocowanie przedmiotu i
automatyzacja transportu
Współczesne wytwarzanie:
-elastyczna automatyzacja –przedsięwzięcie organizacyjno-techniczne
Projektowanie ESW ( wykres oś Y-zakres zastosowania, oś X-faza
rozwoju)
1-rozwój
2-wzrost
3-dojrzałość
4-starzenie
FB- fabryki bezludne
Integracja systemów wytwarzania
Formy integracji produkcji:
a)integracja techniczna-połączenie kilku układów technicznych
realizujących różne procesy podstawowe i pomocnicze w jednorodnej
strukturze kinematycznej kompleksu
b)integracja społeczna-relacje międzyludzkie
c)integracja informacyjna -udostępnienie w ramach systemu funkcji
różnych aplikacji z wykorzystaniem standardowych ……
informatycznych
d)integracja aplikacji (systemów) – EAI
Integracja informacyjna:
Dla współczesnego wytwarzania kluczowe znaczenie posiada
integracja systemów technicznych i organizacyjnych
CAPP- Computer Aided Process Planning
CAP/PPC – Product production Control
CAD/CAM
Zaletą integracji systemów CAPP/CAM/PPC jest możliwość analizy
potencjalnych kosztów wytwarzania w fazie projektowania.
Problematyczna jednak pozostaje możliwość integracji systemów
CAPP z systematami wspierającymi działanie organizacyjno-
wytwórcze CAM, ERP
Model zintegrowanego systemu wytwarzania:
The standard for the Exchange of Product
Model Deta (STEP)
MRP- Material requirements planning
PDM- Product data Management
Standard STEP – określa reguły tworzenia modelu produktu w
sposób, który umożliwia przetwarzanie i przechowywanie informacji
o produkcie i procesach jego wytworzenia
STEP – Standard for the Exchange of Product
Model Data
CAQ-Computer Aided Quality
PPC-Process Plaining Control
PLM- Product Lifestyle Management (zawiera w sobie PDM)
Integracja wytwarzania
Dane są tworzone jako następstwo kolejnych faz procesu:
-projektowanie elementów mechanicznych i elektrycznych
a)jako danych geometrycznych
b)jako wynik analizy instrukcji?
-danych produkcyjnych oraz informacji specyficznych dla różnych
gałęzi przemysłu – elektromaszynowy, motoryzacyjny, lotniczy itp.
W procesie modelowania wyrobu stosuje się metody:
-konstrukcyjną
-technologiczną
-konstrukcyjno-technologiczną
Obieg informacji w systemie sysklass
Zautomatyzowane wytwarzanie:
Stopień automatyzacji procesów:
-obróbka
-kontrola
-transport
-składowanie
-montaż
Decyzję dotyczących stopnia automatyzacji wytwarzania ma
charakter strategiczny:
-brak lub niski poziom automatyzacji oznacz niższa jakość i wysokie
koszty produkcji
-rynek może być zbyt mały dla zwrotu wysokich kosztów
automatyzacji
-może wystąpić brak popytu na wyrób
Ryzyko decyzji ogranicza się poprzez:
-skrócenie serii produkcyjnych
-częste modyfikowanie wyrobów
-dostosowanie do wymagań rynkowych
-szybkie wprowadzenie do produkcji nowego wyrobu
Przygotowanie oferty – modele RP
-opracowanie dokumentacji konstrukcyjnej systemy CAD
-opracowanie dokumentacji technologicznej systemy CAPP/CAM
-certyfikaty jakości, systemy jakości – TQM
Technologie generacyjne, technologie przyrostowe. Rapid
prototyping.
Rapid prototyping – stosowany do wytwarzania modeli fizycznych
lub gotowych wyrobów
Modele:
-do wstępnej weryfikacji kształtów i wymiarów wyrobu
-funkcjonalne
*metoda wykorzystania elementów jako serie próbna dowolnych
właściwościach
RP Tworzenie modelu obejmuje 4 fazy:
-opracowanie wirtualne modelu w programie CAD-3D
Stereoligrafia (SLA)-polega na tworzeniu kolejnych warstw prototypu
przez utwardzanie laserem warstw płynnej żywicy.
LCM-Luminated Object Manufakturing
-odlewy
SLS-Selective Laser Sintering
Koncepcja komputerowo zintegrowanej produkcji CIM
Koncepcja inżynierii współczesnej (CE)
System CIM- integracja komputerowa realizowana jest w
architekturze: hierarchicznej i rozproszonej. Ze względu na logiczną
struktur systemu wytwarzania, CIM powstaje jako wynik:
-integracji danych
-integracji funkcyjnej
Celem komputerowej integracji wytwarzania jest maksymalne
wykorzystanie funkcjonalności systemu wytwarzania danych:
-projektowania wyrobu
-opracowania procesu technicznego
-planowania zapotrzebowania materiału, narzędzi i środków
produkcji.
Współczesna strategia komputerowej integracji wytwarzania
(produkcji) CIM.
Architektura systemu CIM wg Sheere.
CRM-
Customer Relationship Management
CAT- Computer Aided Testing
System CIM-Obecnie systemy CIM oprócz integracji planowania i
sterowania wytwarzania integrują również procesy biznesowe np.
CRM w tym:
-przyjmowanie zleceń
-projektowanie wyrobu
-wytwarzanie
-spedycję wyrobu
-planowanie i przygotowanie produkcji
-sterowanie przepływem materiałów i zapasów
-sterowanie jakością i innymi procesami niezwiązanymi z produkcją
Integracja systemów:
Systemy CAQ+CAT – wspomagają komputerowo kontrolę jakości.
Problem spójności funkcjonalnej systemów CAX – ujednolicenie
modelu danych oraz modelu produktu.
Zadaniem systemów PDM jest:
-analiza struktury procesu wytwórczego
-oferowanie metod analizy, modeli oraz danych do realizacji wielo…..
koncepcji wytwarzania
-zachowanie struktury produktu
-zachowanie obiegu dokumentów
-przetwarzanie danych
PDM to baza danych:
-skład wszystkich dokumentów związanych z projektem
-umożliwia jednoczesne prace wielu osób
-kontroluje proces wprowadzania modyfikacji
-umożliwia przeszukiwanie dokumentów wg zadanych kryteriów
-generuje raporty (np. listy materiałów wymagane dla Działów
Zamówień)
Inżynieria współbieżna (Concurrent Engineering)
Zadaniem CE jest przyspieszenie:
-rozwoju produktu
-zwiększenie efektywności produkcji
-podniesienie poziomu jakości
CE obejmuje cały cykl życia produktu w tym działania skierowane na
projektowanie, wytwarzanie.
Procesy decyzyjne i koncepcyjne zachodzą przy …..? wszystkich stron
wchodzących w kontrakt z produktem
Miejsce projektowania współbieżnego w cyklu życia produktu
Bazy danych, hurtowanie danych
Rodzaj baz danych:
a)Operacyjne
b)Analityczne
Logiczny model bazy danych
-hierarchiczny
-sieciowy
-redukcyjny
Struktura baz danych:
Relacyjne bazy danych:
Relacje-zorganizowane w postaci tabel
Pole-najmniejsza struktura danych
Rekordy-pojedyncza instancja t… tabeli
Klucze-specjalne pole, pełniące szczególną funkcje w tabelach
macierzystych
Perspektywy-wirtualne tabele złożone z kolumn jednej lub więcej
tabel bazy danych.
Relacje w BD:
-jeden do jeden
-jeden do wielu
-wiele do wielu
Typy relacyjnych baz danych:
-Acces
-ORACLE
-dBase
-Ranadex
-SQL Serwer Microsoft
-My SQL
-Inter Base
-Postgre SQL
Podschematy bazy danych:
-relacja zawarta w tablicy
-atrybuty relacji – zwiększanie i zmniejszanie liczby kolumn
Problem w tym, że w każdej kratce należy powtórzyć informacje
przechowywane w pierwotnej relacji.
Anarchie: dodawania, usuwania, modyfikacji.
Model redukcyjny-rozwiązaniem tego problemu jest pozostawienie
pierwotnej relacji „pracownik” oraz dodanie obu nowych „stanowisk”
oraz „zatrudnienie”.
Systemu eksperckie:
Etapy procesu przetwarzania wiedzy technologicznej:
Rodzaje wiedzy:
a)wiedza „dokładna”- logika
b)wiedza „przybliżona” – logika rozmyta?
*w reprezentacji „dokładnej” wiedza jest tworzona na podstawie
przesłanek i konkluzji
*w reprezentacji „przybliżonej” wiedza jest tworzona na podstawie:
-dokładnych konkluzji na podstawie przybliżonych przesłanek
-przybliżonych konkluzji na podstawie dokładnych przesłanek
-przybliżonych konkluzji na podstawie przybliżonych przesłanek
Przyczynami „przybliżenia” wiedzy są:
-losowy charakter zdarzeń
-pomijanie wpływu „małych” przyczyn powodujących losowość
zależności
-brak komputerowej wiedzy o badanym obiekcie
Do najczęściej stosowanych metod reprezentacji wiedzy należą:
-metody logiki formalnej i rachunek …cos tam
-metody sieci semantycznych
-metody wykorzystujące zależności regałowe oraz zapis reguł
-ramy
-tabele decyzyjne
-drzewa decyzyjne
-metody przybliżone reprezentacji wiedzy
Do tworzenia systemów eksperckich stosuje się oprogramowanie:
-C
-języki programowania funkcyjnego np. Lisp i deklaratywnego np.
Prolog
-języki programowania systemów eksperckich np. Clips
-szkieletowe systemy eksperckie EMYCIN, MAS, Nexpert Object
-metosystemy?? Eksperckie
IDENTYFIKACJA ->opis problemu-> KONCEPTUALIZACJA
->NORMALIZACJA-> IMPLEMENTACJA
System ekspercki CAPP:
-opracowanie systemu wymaga decyzyjne modelowanie
-założenia do projektu systemu
-zasób wiedzy przechowywany w technologicznej bazie wiedzy jest
uzależniony od wymaganej funkcjonalności systemu
-formalny zapis konstrukcji wyrobu stanowi dane wejściowe systemu
eksperckiego
Dobor materiału wejściowego-> dobór obróbki wstępnej ->
zasadniczej -> końcowej
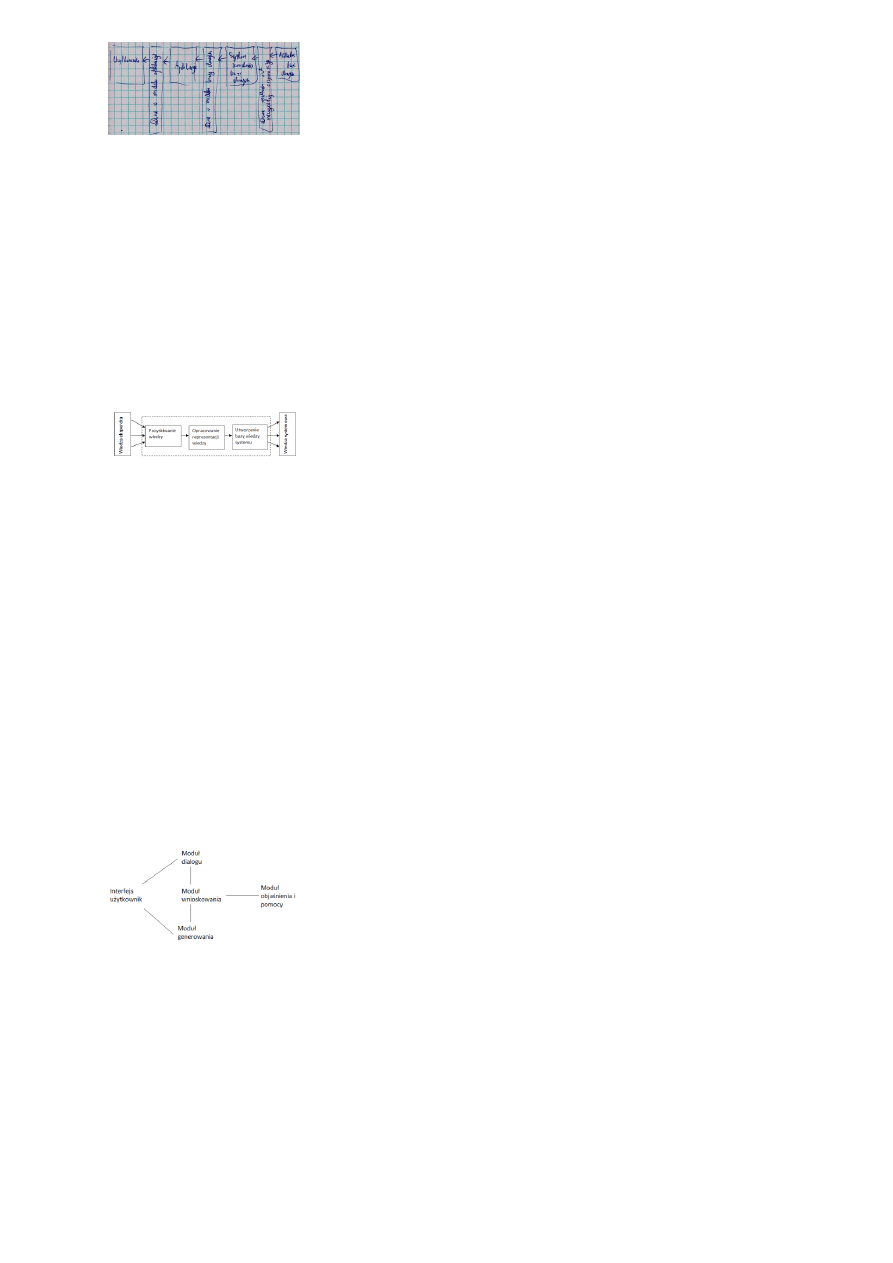
Baza wiedzy technologicznej zawiera elementy wiedzy pozyskiwane
od ekspertów:
Moduł wnioskowania
Moduł dialogu
Moduł generowania
Moduł objaśniania i pomocy
Sposoby reprezentacji wiedzy technologicznej:
-regałowa
-ramowa
-mieszana
Wyszukiwarka
Podobne podstrony:
ZSW sciaga
1 sciaga ppt
metro sciaga id 296943 Nieznany
ŚCIĄGA HYDROLOGIA
AM2(sciaga) kolos1 id 58845 Nieznany
Narodziny nowożytnego świata ściąga
finanse sciaga
Jak ściągać na maturze
Ściaga Jackowski
Aparatura sciaga mini
OKB SCIAGA id 334551 Nieznany
Przedstaw dylematy moralne władcy i władzy w literaturze wybranych epok Sciaga pl
fizyczna sciąga(1)
Finanse mala sciaga
Podział węży tłocznych ze względu na średnicę ściąga
OLIMPIADA BHP ŚCIĄGAWKA
Opracowanie Sciaga MC OMEN
więcej podobnych podstron