
Przewodnik przygotowania
powierzchni
Dla jednoskładnikowych poliuretanów – klejów
i uszczelniaczy serii Sikaflex
®
-200 oraz SikaTack
®
Wersja 05/2009
Industry
04/
2009
Polska
Sika Poland Sp. z o.o.
BU Industry
Ul. Łowińskiego 40
31-752 Kraków
Tel: 012 644 04 92
Fax: 012 644 16 09
E-mail: industry.poland@pl.sika.com
Internet: www.sika.pl
Uwagi dotyczące
przygotowania powierzchni
1. Aluminium
Aluminium i stopy aluminium dostępne
są w różnych formach: profili, kształ-
towników, arkuszy, płyt i odlewów. In-
formacje dotyczące przygotowania tych
powierzchni i ich gruntowania odnoszą
się do całej grupy form. Stopy aluminium
zawierające magnez, w wyniku działania
wody, mogą pokrywać się tlenkiem ma-
gnezu. Warstwa tego tlenku musi zostać
usunięta włókniną ścierną (Very Fine). W
przypadku gdy powierzchnia aluminium
była chromowana, anodowana lub po-
wlekana, podstawowe przygotowanie po-
wierzchni jest zazwyczaj wystarczające.
2. Aluminium anodowane
Aluminium jest materiałem reaktyw-
nym, który utlenia się w kontakcie z po-
wietrzem. Utlenianie elektrochemiczne
lub chemiczne tworzy twardą warstwę
wierzchnią. Tak przygotowane powierzch-
nie łatwo wchłaniają barwniki lub pigment.
W celu wzmocnienia odporności chemicz-
nej warstwy utlenionej oraz/lub utrwalenia
koloru stosuje się przezroczyste lakiery
o różnym składzie chemicznym, które na-
kłada się na powierzchnię. Konieczne jest
więc przeprowadzanie wstępnych testów
w celu sprawdzenia przyczepności takich
podłoży.
3. Stal
W zależności od warunków zewnętrz-
nych, stal ulega korozji. Podkłady Sika
®
nałożone bardzo cienką warstwą nie za-
pobiegają korozji jako takiej.
4. Stal nierdzewna
Określenia „stal nierdzewna” i „stale spe-
cjalne” obejmują całą grupę produktów
o różnym składzie chemicznym, z róż-
norakim wykończeniem powierzchni, co
ma ważny wpływ na przyczepność. Po-
wierzchnia może zawierać proste typy
tlenku chromu. Usunięcie go włókniną
ścierną poprawia adhezję podłoża.
5. Stal cynkowana
Podstawowe metody powlekania sta-
li cynkiem to a) proces Sendzimira, b)
elektrogalwanizacja, c) cynkowanie na
gorąco taśmy i blachy. W przypadku a)
i b) powierzchnia przygotowywana jest
pod określone wymagania a kompozycja
warstwy zewnętrznej jest mniej więcej
równomierna na całej powierzchni. W
przypadku cynkowania na gorąco kom-
pozycja warstwy zewnętrznej nie jest tak
równomierna i dlatego zaleca się okreso-
we kontrole przyczepności . Przed uży-
ciem, zatłuszczona stal cynkowana musi
zostać oczyszczona. W przypadku stali
elektrogalwanizowanej nie należy stoso-
wać materiałów ściernych.
6. GRP (tworzywo wzmacniane
włóknem szklanym)
Te materiały najczęściej składają się
z termoutwardzalnego tworzywa sztucz-
nego powstałego z nienasyconych poli-
estrów, rzadziej z żywic epoksydowych
lub poliuretanów. Nowo wytwarzane
składniki bazujące na nienasyconych
poliestrach zawierają styren w postaci
monomerów, rozpoznawalny przez jego
wyrazisty zapach. Składniki te nie zosta-
ły jeszcze w pełni utwardzone i w związ-
ku z tym ulegają dalszemu obkurczaniu
w następstwie ich odformowywania. Dla-
tego też, do połączeń klejonych powinno
się wybierać wyłącznie GRP sezono-
wany lub odpuszczony. Gładka strona
(żelkot) może być zabrudzona pozosta-
łościami po środku ułatwiającym wyjmo-
wanie z formy, co niekorzystnie wpływa
na przyczepność. Warstwa od strony
włókien, pozostająca w kontakcie z po-
wietrzem w trakcie wytwarzania, zwy-
kle zawiera parafinę dodawaną w celu
ułatwienia procesu suszenia. Wymaga
się oszlifowania tej strony i dokładnego
jej oczyszczenia przed dalszą obróbką
powierzchni. Cienkie fragmenty GRP,
z bezbarwnego lub jasnokolorowego
tworzywa są przezroczyste. W tych przy-
padkach wymagane jest wprowadzenie
odpowiedniej bariery UV (patrz także
pkt 9, Powierzchnie bezbarwne lub prze-
zroczyste). W przypadku GRP ze skład-
nikami ognioodpornymi, konieczne jest
przeprowadzanie testów wstępnych dla
określenia najbardziej właściwych metod
przygotowania powierzchni.
7. Tworzywa sztuczne
Niektóre tworzywa sztuczne wymaga-
ją specjalnej obróbki fizyko-chemicznej
zanim mogą być pomyślnie sklejone
(obróbka ogniowa lub wytrawianie pla-
zmą w połączeniu z chemiczną obróbką
wstępną). Przykładami są polipropylen
i polietylen. W przypadku wielu miesza-
nek tworzyw niemożliwe jest ustalenie
konkretnych wskazówek ze względu na
dużą różnorodność zawartych związków,
które mogą utrudniać budowanie adhe-
zji. Tworzywa termoplastyczne narażone
są na pęknięcia naprężeniowe (ESC).
W przypadku klejenia takich tworzyw,
naprężenia wewnętrzne muszą zostać
usunięte przez odpuszczanie tempera-
turowe.
8. PMMA / PC
Dla powierzchni PMMA i PC zaleca się
Sikaflex
®
-222UV lub Sikaflex
®
-295 UV
w kombinacji z taśmą ochronną przed
UV (patrz także pkt. 7 i 9). W przypadku
powłok chroniących PMMA i PC przed
zarysowaniami, należy tę wartswę usu-
nąć w miejscach klejenia przy pomocy
papieru ściernego (ziarno 120) i postę-
pować jak w przypadku określonym dla
powierzchni nie powlekanych.
9. Powierzchnie bezbarwne
lub przezroczyste
W przypadku powierzchni bezbarwnych
lub przezroczystych, miejsca klejenia na-
rażone są na światło słoneczne padające
przez warstwę bezbarwną lub przezro-
czystą. W celu zabezpieczenia tego miej-
sca, konieczne jest wprowadzenie jakiejś
formy bariery przed UV. Może to być nie-
przezroczysta taśma ochronna, ekrany
ograniczające przepuszczalność światła,
czarny podkład do powierzchni półprze-
zroczystych lub takich jak półprzezro-
czyste GRP lub sitodruk. Czarny podkład
nie powinien jednak stanowić wyłącznej
ochrony zewnętrznego miejsca klejenia
na silne oddziaływanie UV (wyjątkiem
mogą być np. prototypy o ograniczonej
trwałości). Natomiast dla zastosowań
wewnętrznych lub połączeń sporadycz-
nie narażonych na działanie UV, czarny
podkład jest zwykle wystarczający jako
jedyna ich ochrona.
10. Powierzchnie powlekane
i malowane
Przed klejeniem powierzchni powleka-
nych należy przeprowadzić próby wstęp-
ne. Zasadniczo, systemy które są utwar-
dzane termicznie (kataforeza, powlekanie
kontaktowe, powlekanie proszkowe) lub
poprzez dodatkową polimeryzację (farby
epoksydowe lub poliuretanowe) mogą
być skutecznie łączone materiałami Si-
kaflex
®
. Żywice alkidowe, schnące przez
utlenianie, nie nadają się do klejenia.
Farby bazujące na mechanizmie utwar-
dzania fizycznego – typowego dla powłok
bazujących na poliwinylu butyralu lub
estrów żywic epoksydowych – są prze-
ważnie kompatybilne z uszczelniaczami
lecz nie klejami. Uwaga: Dodatki do farb
wpływające na tworzącą się powłokę, np.
silikony, środki matujące lub zmiękcza-
jące itd., mogą niekorzystnie wpływać na
przyczepność malowanej powierzchni.
Powłoki muszą być stale kontrolowane
pod kątem jakości oraz niezmienności
składników.
11. Sklejka z warstwą fenolową
Są to panele ze sklejki, z wodoodporną
warstwą zewnętrzną w kolorze żółtym lub
brązowym. Przygotowanie powierzchni
jest w tym przypadku analogiczne jak dla
powierzchni powlekanych i malowanych.
Ze względu na różnorodność powłok żą-
dana przyczepność nie zawsze jest moż-
liwa do uzyskania. W takich przypadkach
należy zeszlifować powłokę do warstwy
drewna i postępować w sposób właściwy
dla powierzchni drewnianych.
12. Malowanie
Materiały Sikaflex
®
mogą być malowa-
ne większością z tradycyjnych metod.
Najlepsze rezultaty uzyskuje się gdy
przed malowaniem pozwoli się na pełne
utwardzenie masy. Jeśli konieczne jest
wcześniejsze malowanie, należy prze-
prowadzić próby w celu sprawdzenia
kompatybilności z metodą malowania.
Uwaga: Nieelastyczne powłoki malarskie
mogą hamować elastyczność połączeń,
co w skrajnych przypadkach może pro-
wadzić do pękania farby. Farby na bazie
PVC oraz schnące przez utlenianie (ole-
jowe lub na bazie żywic alkidowych) ge-
neralnie nie nadają się do stosowania na
materiały Sikaflex
®
.
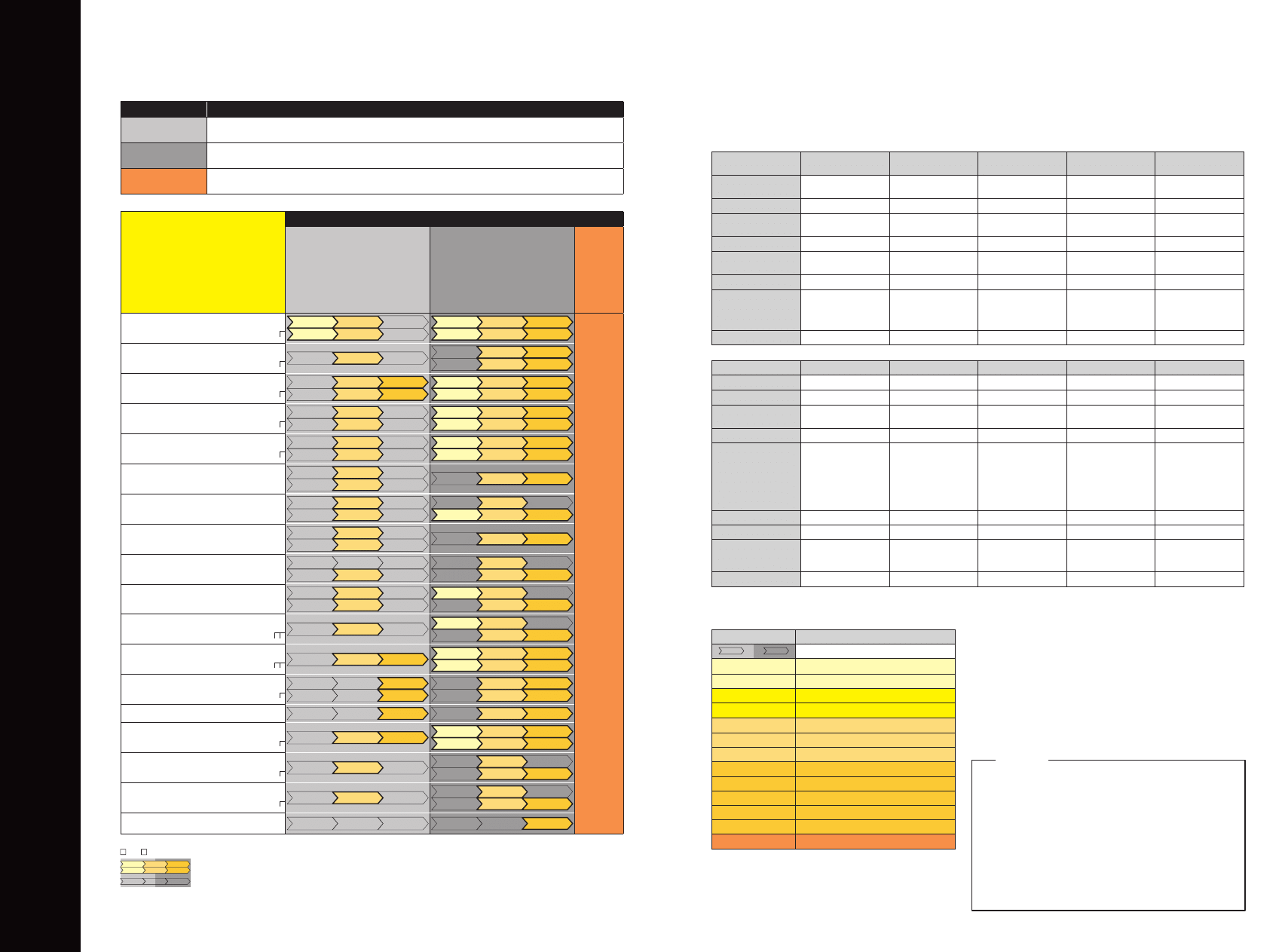
Kleje i uszczelniacze serii Sikaflex
®
-200 oraz serii
SikaTack
®
Zalecamy zapoznanie się także z dodatkowymi informacjami zawartymi w Ogólnych Wytycznych „Klejenie i uszczelnianie Sikaflexami“,
aktualnymi Kartami Technicznymi, itd. Testy przyczepności bazują na DIN 54457 i Wewnętrznych Standardach CQP 033-1
1
do
9
zob. ostatnią stronę „Uwagi dotyczące...“
1 proces = Rekomendowany
2 proces = Alternatywny
Ani klejenie ani uszczelnianie nie wymagają przygotowania powierzchni (mechanicznego, czyszczenia/aktywowania, podkładu)
!
1
2
Warunek wstępny:
Powierzchnia musi być sucha, oczyszczona
z kurzu i tłuszczu. Do oczyszczenia podło-
ża nadaje się Sika
®
Remover-2008, jednak
w zależności od rodzaju powierzchni można
użyć również innych środków: Sika
®
Cleaner
P, rozpuszczalników wodnych, urządzeń pa-
rowych itd. Zaleca się odpowiednie dobranie
mateirału czyszczącego do konkretnego pod-
łoża.
Poziomy
Mechaniczny
Oczyszczanie/
Aktywacja
Podkład
Mechaniczny
Oczyszczanie/
Aktywacja
Podkład
Aluminium (AlMg3, AIMgSi1)
SVF
SVF
SA
205
SVF
SVF
205
205
210
204 N
Kontakt z Serwisem T
echnicznym
Aluminium (aanodowane)
SA
205
SA
204 N
206 GP
Stal (konstrukcyjna, np. St37)
205
SA
204 N
206 GP
SVF
SVF
205
SA
204 N
206 GP
Stal (nierdzewna)
205
SA
SVF
SVF
205
205
210
204 N
Stal (galwanizowana)
SA
205
SVF
SVF
SA
205
206 GP
210
Dwuskładnikowa powłoka nawierzchniowa
(PUR, akryl)
SA
SCA
SA
206 GP
Powłoka proszkowa (PES, EP/PES)
SCA
SA
SVF
SCA
SA
206 GP
Dwuskładnikowe wodnorozcieńczalne
podkłady i farby zewnętrzne (PUR, akryl)
SA
SCA
SA
206 GP
Katodowa powłoka (KTL)
SA
SA
SA
206 GP
Coil coating
205
SCA
SVF
205
SCA
206 GP
GRP (nienasycony poliester), żelkot
SA
SVF
SA
SA
206 GP
GRP (nienasycony poliester) laminat
wstępny
SA
206 GP
S80
S80
SA
205
206 GP
215
ABS
215
206 GP
205
SA
215
206 GP
Twarde PVC
215
205
215
PMMA/PC (bez powłoki chroniącej przed
zarysowaniem)
SA
209 D
SVF
SVF
SA
SA
209 D
206 GP
Szkło
SA
SA
SA
206 GP
Nadruk ceramiczny
SA
SA
SA
206 GP
Sklejka
215
3
Poziomy
Opis
1
a) Ogólne uszczelnianie małych elementów, gdzie ruch połączenia nie jest pożądany.
b) Niekonstrukcyjne klejenie we wnętrzu, nie narażone na skrajne wahania temperatur i kontakt z wodą
2
a) Uszczelnianie dużych elementów wymagających elastycznego połączenia.
b) Klejenie wewnętrzne i zewnętrzne, w normalnych warunkach otoczenia.
3
Zastosowania zewnętrzne, gdzie wymaga się określonego poziomu odporności chemicznej.
Zastosowania zabezpieczające przed cieczą, w miejscach narażonych na korozję.
1
2
3
4
5
9
6
9
6
7
8
9
9
Sika
®
Remover-208
Sika
®
Cleaner P
Sika
®
Cleaner-205
Sika
®
Aktivator
Sika
®
Coating
Aktivator
Kolor
Bezbarwny,
przezroczysty
Bezbarwny,
przezroczysty
Bezbarwny,
przezroczysty
Bezbarwny
lub jasnożółty
Bezbarwny
lub jasnożółty
Typ produktu
Oczyszczacz
Oczyszczacz
Promotor adhezji
Promotor adhezji
Promotor adhezji
Punkt zapłonu
(ISO 13736)
24
0
C (75
0
F)
12
0
C (54
0
F)
14
0
C (57
0
F)
-4
0
C (25
0
F)
-4
0
C (25
0
F)
Temperatura nakładania
5-40
0
C (40-105
0
F)
5-40
0
C (40-105
0
F)
5-35
0
C (40-95
0
F)
5-35
0
C (40-95
0
F)
5-35
0
C (40-950F)
Sposób nakładania
Ręcznik papierowy/
szmatka bawełniana
Ręcznik papierowy
Ręcznik papierowy
Ręcznik papierowy
Ręcznik papierowy
Zużycie
Ok. 40ml/m
2
Ok. 40ml/m
2
Ok. 40ml/m
2
Ok. 40ml/m
2
Czas odparowania
(23
0
C/50%w.w.)
30 min do max. 24
godz.
5 min do max. 2 godz.
10 min do max. 2 godz.
10 min przy >15
0
C
(60
0
F)
30 min przy <15
0
C
(60
0
F) do max. 2 godz.
10 min przy >15
0
C
(60
0
F)
30 min przy <15
0
C
(60
0
F) do max. 2 godz.
Kolor zakrętki
Czerwony
-
Żółty
Pomarańczowy
Biały
Sika
®
Primer-204 N
Sika
®
Primer-206 G+P
Sika
®
Primer-209 D
Sika
®
Primer-210
Sika
®
Primer-215
Kolor
Nieprzezroczysty żółty
Czarny
Czarny
Przezroczysty żółty
Przezroczysty żółty
Typ produktu
Podkład
Podkład
Podkład
Podkład
Podkład
Punkt zapłonu
(ISO 13736)
-4
0
C (25
0
F)
-4
0
C (25
0
F)
-4
0
C (25
0
F)
-4
0
C (25
0
F)
-4
0
C (25
0
F)
Temperatura nakładania
10-35
0
C (50-95
0
F)
10-35
0
C (50-95
0
F)
15-35
0
C (60-95
0
F)
5-35
0
C (40-95
0
F)
10-35
0
C (50-95
0
F)
Przygotowanie
do użycia
Energicznie wstrząsać
pojemnikiem aż ruch
kulki wewnątrz będzie
dobrze słyszalny.
Kontynuować
wstrząsanie jeszcze
przez minutę.
Energicznie wstrząsać
pojemnikiem aż ruch
kulki wewnątrz będzie
dobrze słyszalny.
Kontynuować
wstrząsanie jeszcze
przez minutę.
Energicznie wstrząsać
pojemnikiem aż ruch
kulki wewnątrz będzie
dobrze słyszalny.
Kontynuować
wstrząsanie jeszcze
przez minutę.
Sposób nakładania
Pędzel/filc/gąbka
Pędzel/filc/gąbka
Pędzel/filc
Pędzel/filc/gąbka
Pędzel/filc/gąbka
Zużycie
Ok. 125 ml/m
2
Ok. 150ml/m
2
Ok. 150ml/m
2
Ok. 100ml/m
2
Ok. 200ml/m
2
Czas odparowania
(23
0
C/50%w.w.)
30 min do max. 24 godz. 10 min przy >15
0
C
(600F)
10 min przy >15
0
C
(600F)
30 min do max. 24
godz.
10 min przy >15
0
C (60
0
F)
30 min przy <15
0
C (60
0
F)
do max. 2 godz.
Kolor zakrętki
Niebieski
Czarny
Zielony
Szary
Granatowy
Uwaga:
Po każdym użyciu należy dokładnie zamknąć pojemnik. Po otwarciu, zawartość należy zużyć w ciągu miesiąca. Przy doborze aplikatora gąbkowego
należy zwrócić uwagę na jego odporność na rozpuszczalnik, odpowiedni jest np. aplikator melaminowy Basotect (firmy BASF).
Przewodnik przygotowania powierzchni
Informacje dotyczące sposobu przygotowania powierzchni w poniższym zestawieniu
służą wyłącznie jako wskazówki i wskazane jest przeprowadzenie testu dla konkretnego
zastosowania. Na żądanie, laboratorium Sika może przeprowadzić specjalne testy
i przedstawić odpowiednie zalecenia.
Nota prawna
Informacje i sugestie przedstawione w niniejszym informatorze, podawane są w dobrej
wierze w oparciu o nasz aktualny stan wiedzy i doświadczenie nabyte w praktyce, odnoszą
się do materiałów prawidłowo przechowywanych, stosowanych w normalnych warunkach,
zgodnie z zaleceniami Sika. Informacje dotyczące zastosowań i materiałów przedstawio-
nych w „Przewodniku...” bazują na testach laboratoryjnych, które w żaden sposób nie
mogą zastąpić testów praktycznych. W przypadku zmian w parametrach aplikacji (jak
np. zmiana podłoża) lub zmiany zastosowania materiału Sika, przed ich wprowadzeniem
należy skonsultować się z Działem Technicznym Sika Industry. Informacje zawarte w tym
informatorze nie zwalniają użytkownika materiałów Sika od ich testowania przed planowa-
nym zastosowaniem. Wszelkie zamówienia są przyjmowane według aktualnych warunków
sprzedaży i dostaw. Użytkownicy materiałów Sika muszą zawsze bazować na aktualnych
wydaniach lokalnych Kart Informacyjnych Produktu, których kopie dostępne są na żądanie.
Skrót
Materiał/pełna nazwa
Nie wymaga się specjalnego przygotowania
208
Sika
®
Remover-208
SCP
Sika
®
Cleaner P
S80
Papier ścierny (ziarno 80)
SVF
Włóknina ścierna (Very Fine)
205
Sika
®
Cleaner-205
SA
Sika
®
Aktivator
SCA
Sika
®
Coating Aktivator
204 N
Sika
®
Primer-204 N
206 GP
Sika
®
Primer-206 G+P
209 D
Sika
®
Primer-209 D
210
Sika
®
Primer-210
215
Sika
®
Primer-215
TS
Dział Techniczny Sika BU Industry
Dostawca
Wyszukiwarka
Podobne podstrony:
Propozycja przygotowania schema Nieznany
03 przewody kableid 4457 Nieznany (2)
Geometria krzywych i powierzchn Nieznany
5 Srodki przewozowe id 39652 Nieznany
1 INSTRUKCJA PRZYGOTOWANIA PRE Nieznany (2)
Przewoz towarow niebezpiecznych Nieznany
09 Przygotowanie i organizacja Nieznany (2)
Materialy przewodzace prad elek Nieznany
Przewodnik po wegetarianizmie i Nieznany
Mechanizmy przewodzenia bolu Fi Nieznany
05 Przygotowanie i organizacja Nieznany (2)
713[05] Z1 02 Przygotowanie zap Nieznany (2)
13 Przygotowanie polproduktow c Nieznany (2)
Patomorfologia przewodnik id 35 Nieznany
tryb przygotowania i uchwalenia Nieznany
operator przewoznikiem id 33640 Nieznany
bezposrednie przygotowanie star Nieznany (2)
więcej podobnych podstron