
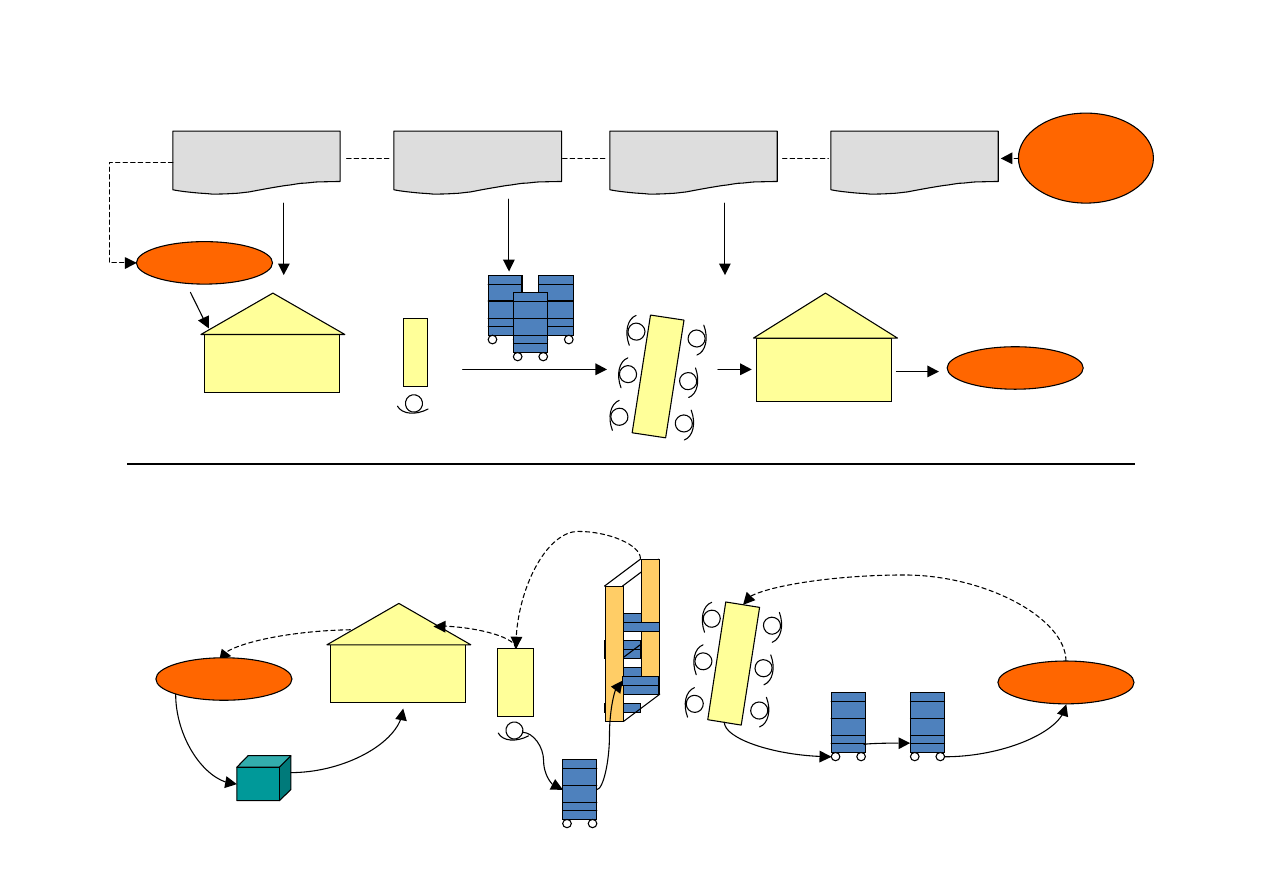
Just-in-Time (JiT)
System Kanban
•
Push system
•
Pull system
kanban
CZĘŚCI
MONTAŻ
kanban
kanban
Dostawca
WYROBY
klient
Dostawca
klient
Magazyn
materiałów
Zapasy WIP
Magazyn
wyr.gotow
Harmonogram
spływu produkcji
Harmonogram
montażu
Harmonogram
produkcji części
Harmonogram
dostaw
Przygotowanie
zapasów
Przygotowanie
zapasów
Przygotowanie
zapasów
Zamówienia
prognozy
Magazyn
materiałów

STRATY W PROCESIE WYTWARZANIA
1.
Nadprodukcja
2.
Niewłaściwe metody
3.
Zbędne zapasy
4.
Braki
5.
Oczekiwanie
6.
Nadmierny transport
7.
Zbędny ruch

JAK WYELIMINOWAĆ STRATY?
•
Linie potokowe wieloprzedmiotowe (technologia grupowa,
wielostanowiskowość, TPM)
•
Elastyczność procesu wytwarzania (SMED, proste, elastyczne
maszyny)
•
Kompleksowe zarządzanie jakością (5S, „jakość u żródła”, Poka-
yoke, TQC, TQM)
•
Niezakłócony (ciągły, stabilny) przepływ w liniach produkcyjnych
(równoważenie linii, kanban, heijunka)
•
Relacje z dostawcami (dostawcy w systemie JiT)
•
Zaangażowanie pracowników (wielozawodowość, szkolenia,
kaizen, koła jakości, koła produktywności)
Maszyny zgrupowane w gniazdach
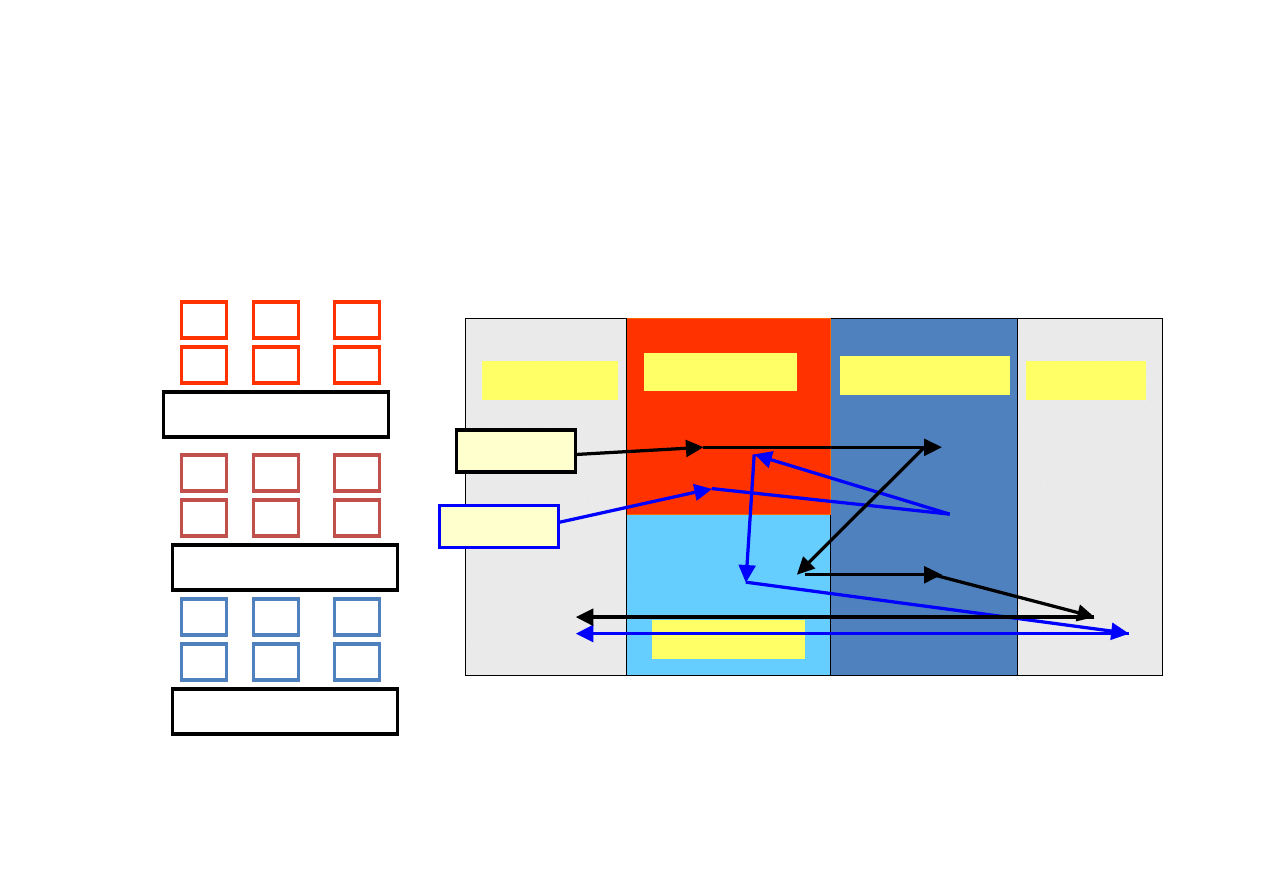
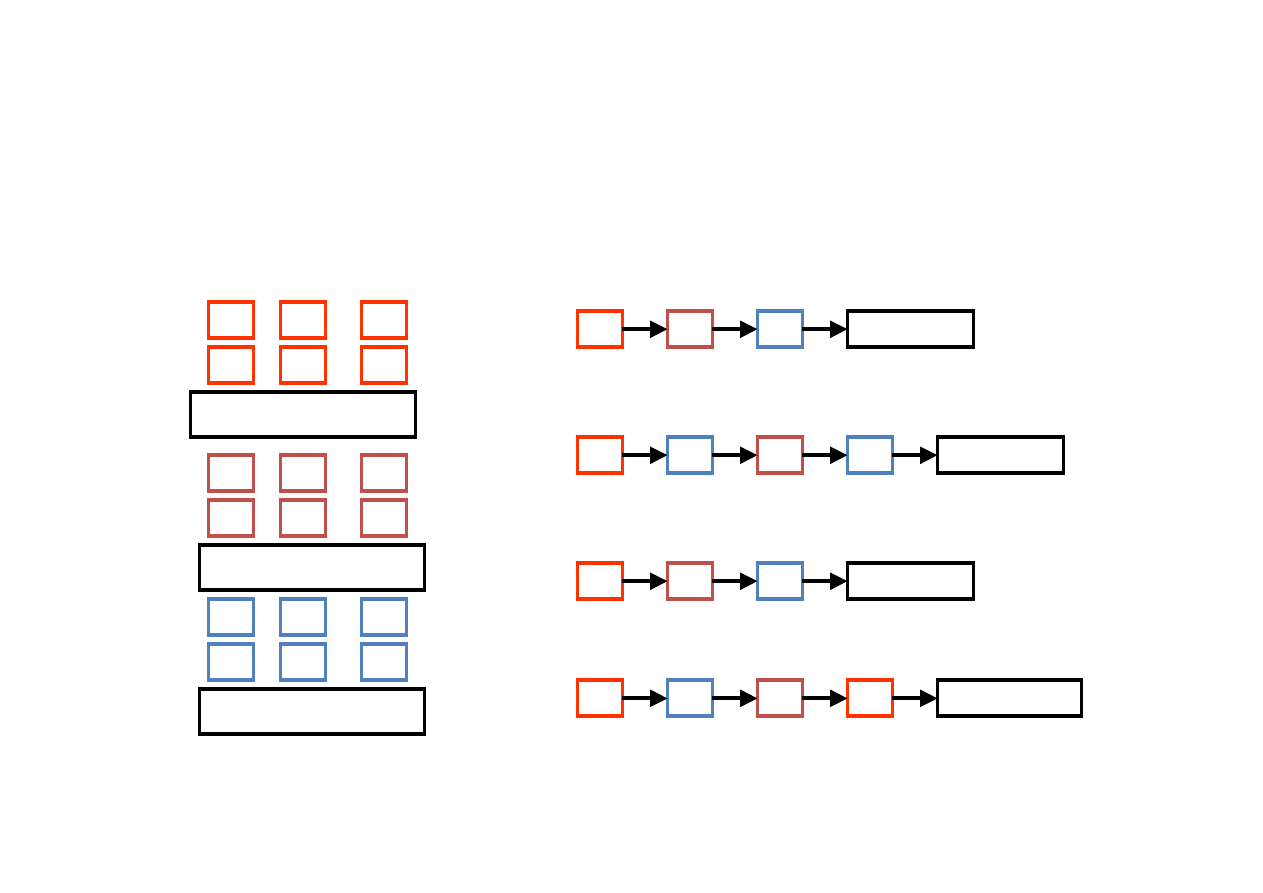
FORMY ORGANIZACJI PRODUKCJI
T
T
T
T
T
T
W
Gniazdo tokarek
W
W
W
W
W
Gniazdo wiertarek
Gniazdo frezarek
F
F
F
F
F
F
Montaż
Magazyn
Toczenie
Frezowanie
Wiercenie
Część D
Część B
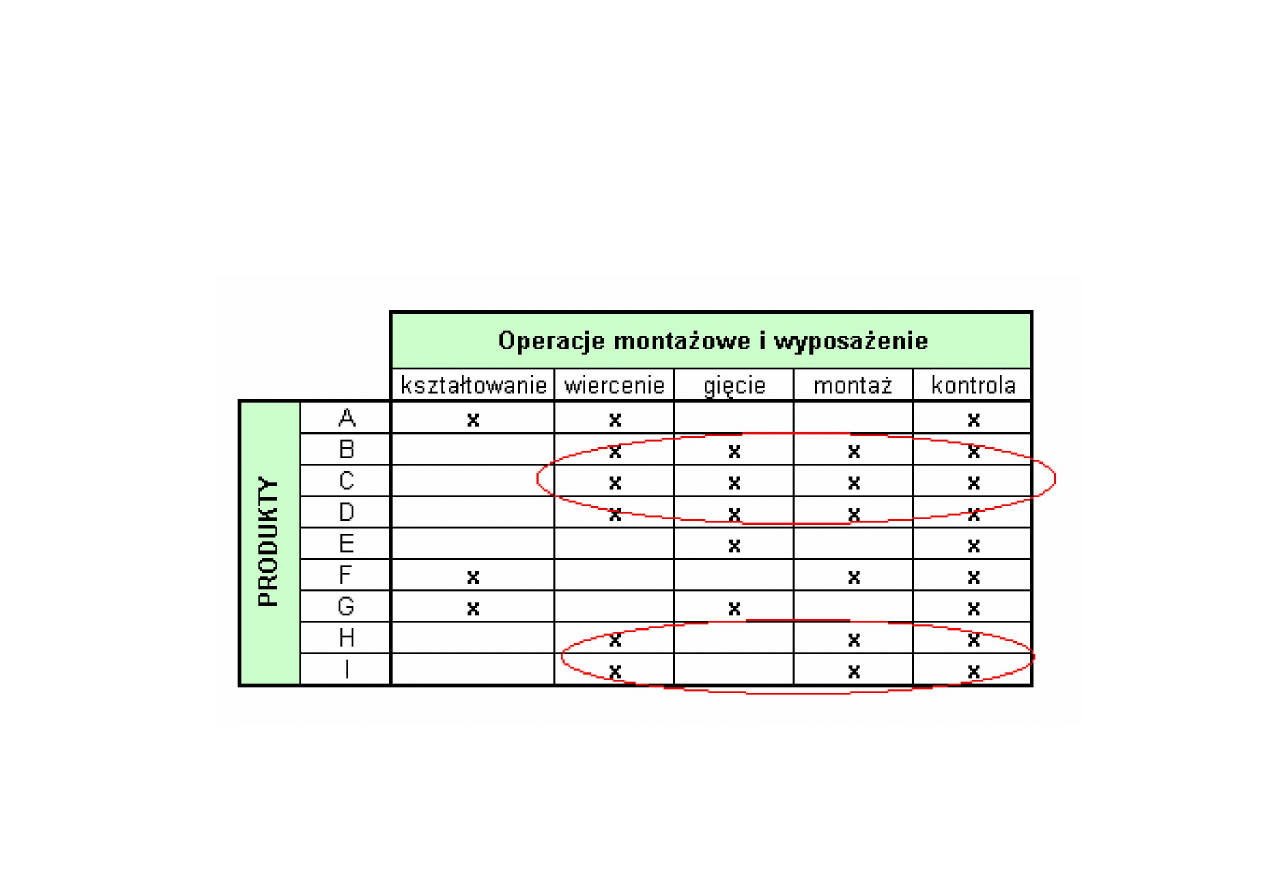
Grupowanie wyrobów
Maszyny zgrupowane Maszyny zgrupowane zgodnie
w gniazdach przepływem materiału
FORMY ORGANIZACJI PRODUKCJI
T
T
T
T
T
T
W
Gniazdo tokarek
W
W
W
W
W
Gniazdo wiertarek
Gniazdo frezarek
F
F
F
F
F
F
T
T
T
W
W
W
F
F
F
F
F
T
W
T
Część A1,A2
Część B2,B4
Część C
Część D1, D5
WIELOSTANOWISKOWOŚĆ
A
B
C
A
B
C
Praca
operatora
Automatyczna
praca maszyny
czas
Przejście do maszyny
LINIE POTOKOWE
Materiały
Gotowe
części
Materiały
Gotowe
części
1
2
3
4
5
6
7
8
9
1
2
3
1
2
3
4
5
6
7
8
9
1
2
1
2
3
4
5
6
7
1
2
3
4
5
1
2
3
4
1
2
3
1
2
3
4
1
2
3
4
5
a
1
2
3
a

PODSTAWOWE PARAMETRY LINII PRODUKCYJNEJ
• Takt linii produkcyjnej
[s/szt. lub min/szt.]
• Liczba potrzebnych operatorów
C/T (wszystkich operacji w linii)
takt linii *współczynnik obciążenia operatora
i
j
N
dzienna
ilośl
wymagana
F
dzienny
operacyjny
czas
_
)
_(
_
_
)
_(
Przykład (wyznaczenie liczby stanowisk i operatorów dla
linii) – harmonogram pracy operatorów
A
B
C
80 s
50 s
90 s
Ilość wyrobów 385 szt.
1 zmiana, 20 min przerwy
ustawowe, 10 min pozostałe
przerwy

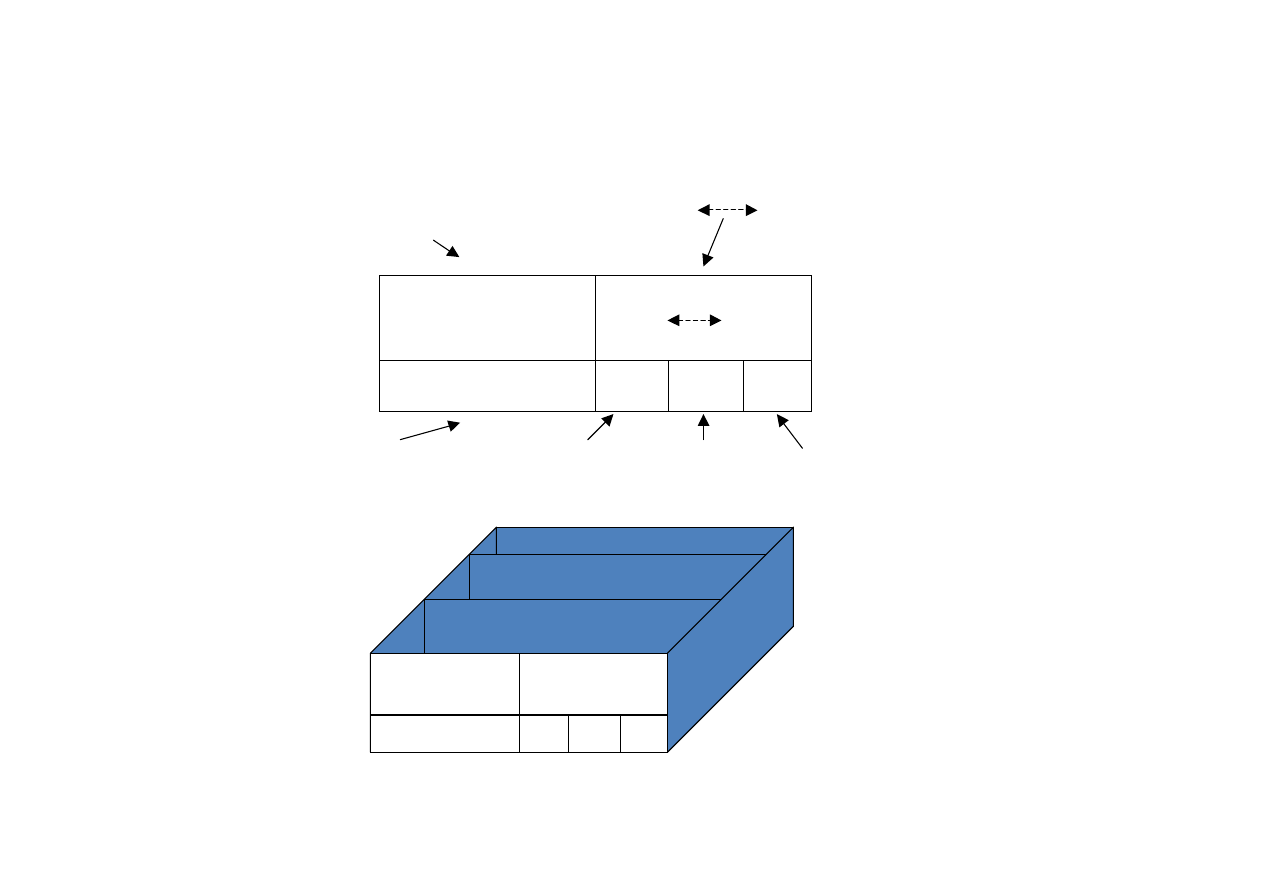
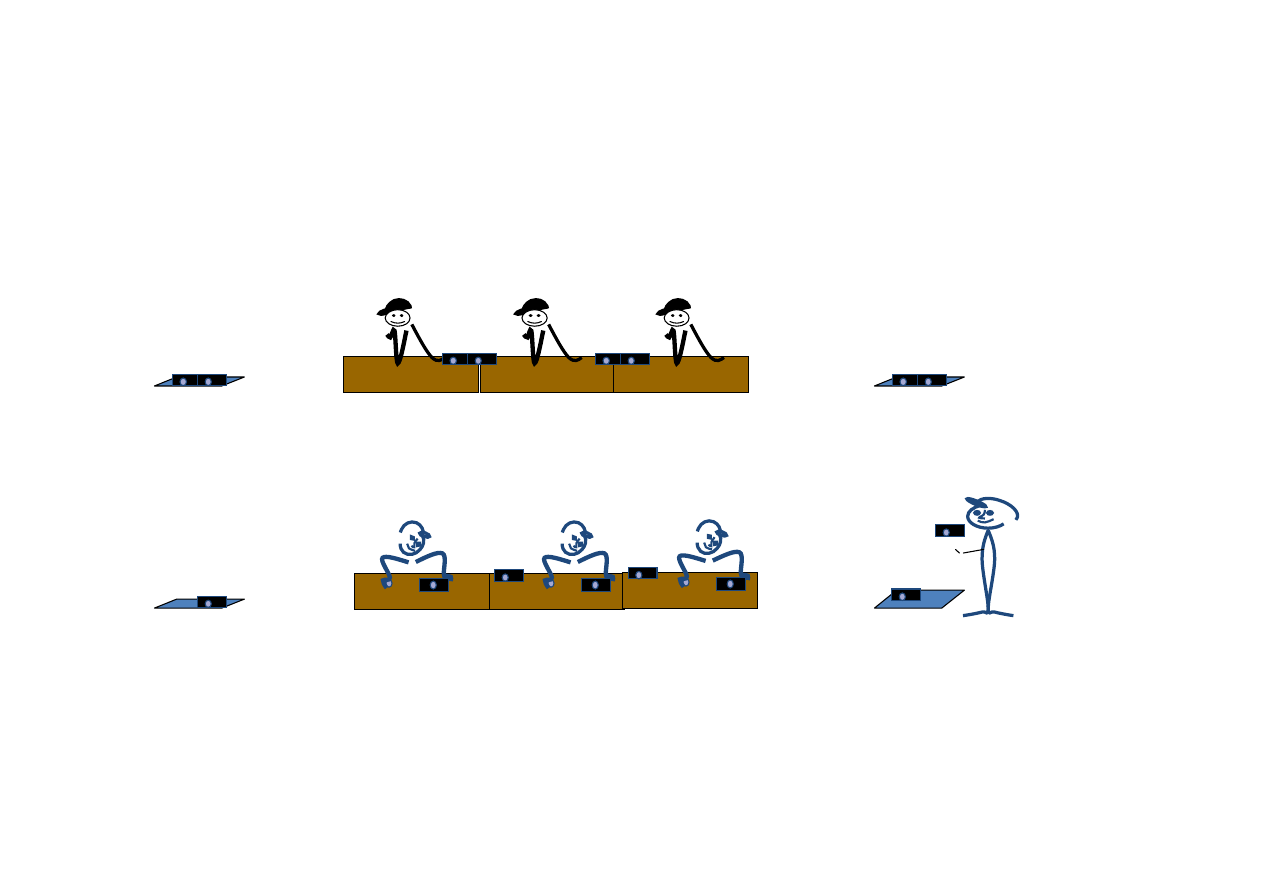
Przykład – magazyn części zamiennych
Magazyn jest zorganizowany w komórki (stanowiska bazowe). Stanowiska bazowe
przeznaczone są dla części podobnej wielkości przechowywanych w taki sam sposób (np.
dla części drobnych). Poszczególne stanowiska są obsługiwane przez inne osoby. Do
systemu komputerowego wprowadzono wolumeny poszczególnych części i ich lokalizację.
Partie różnych drobnych części pakuje się do standardowej wielkości skrzynek, w których
wysyłane są do odbiorców (centrów dystrybucyjnych). Komputerowy system ustala ile
części wysyłanych do danego odbiorcy zapełni skrzynkę, uwzględniając przy tym
wolumeny, a następnie opracowuje trasę jaką musi przebyć pracownik, aby w ciągu co
najwyżej 15 minut skompletować skrzynkę. Pracownicy noszą na rękach sterowane przez
radio urządzenie z małym ekranem – z niego odczytuje jaką kolejną pozycję załadować do
skrzynki, a po wykonaniu operacji odnotowuje ją za pomocą skanera.
Pewnego dnia 2838 sztuk do zebrania zostało przez komputer podzielonych na 82 partie po
15 minut zbierania. Ilu pracowników na tym stanowisku powinno tego dnia pracować?
Czas pracy to jedna zmiana, przerwy łącznie stanowią 60 minut.
Liker J.K. :Droga Toyoty. 14 zasad zarządzania wiodącej firmy produkcyjnej świata, MT Biznes 2005
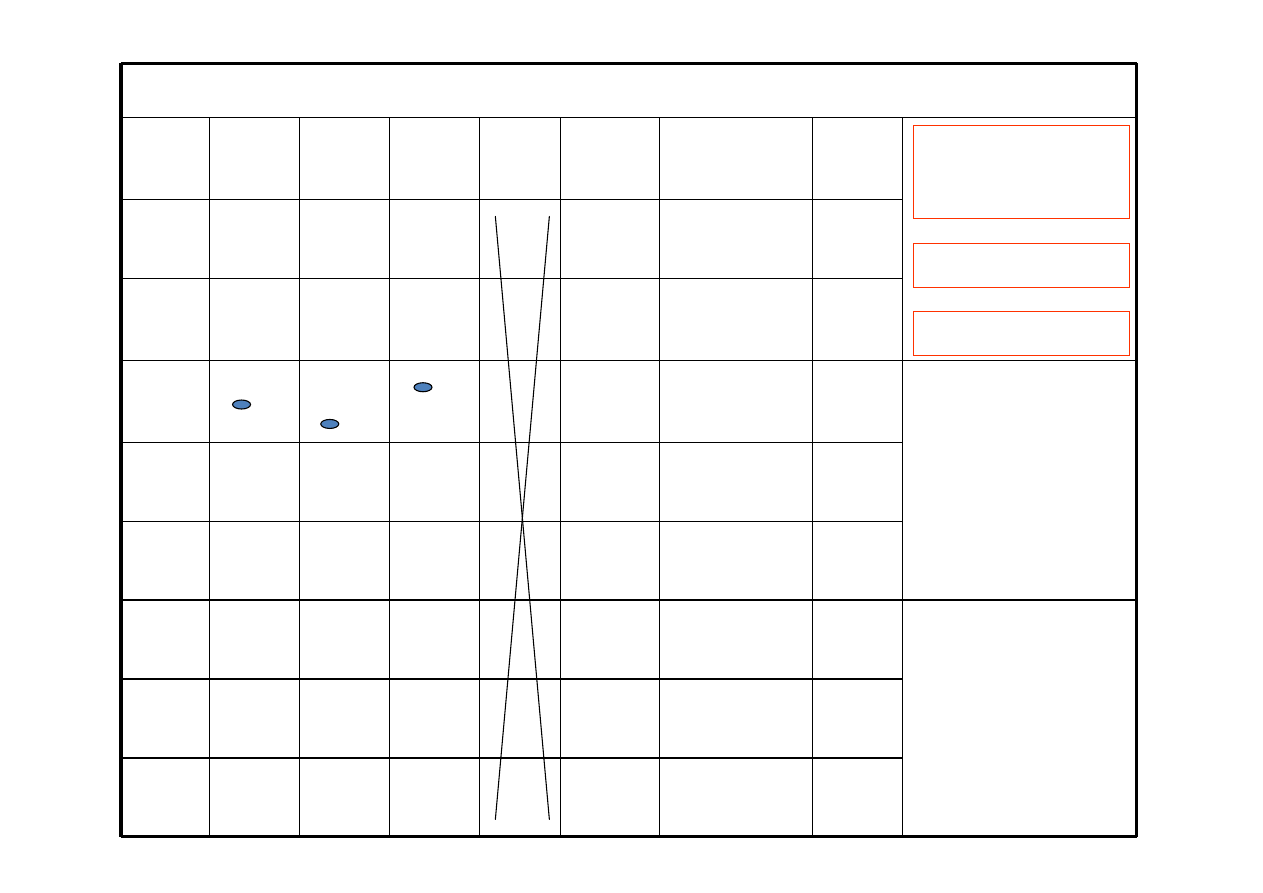
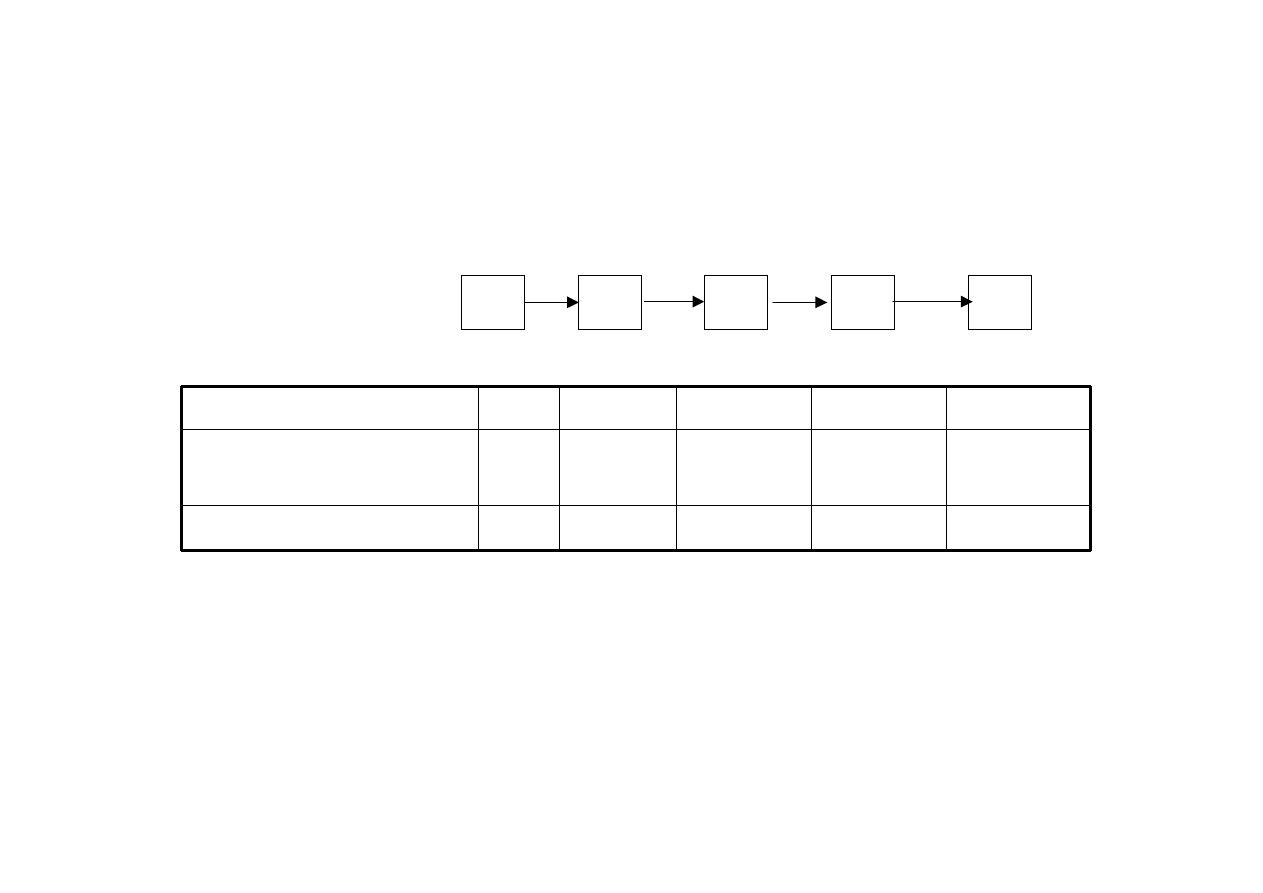
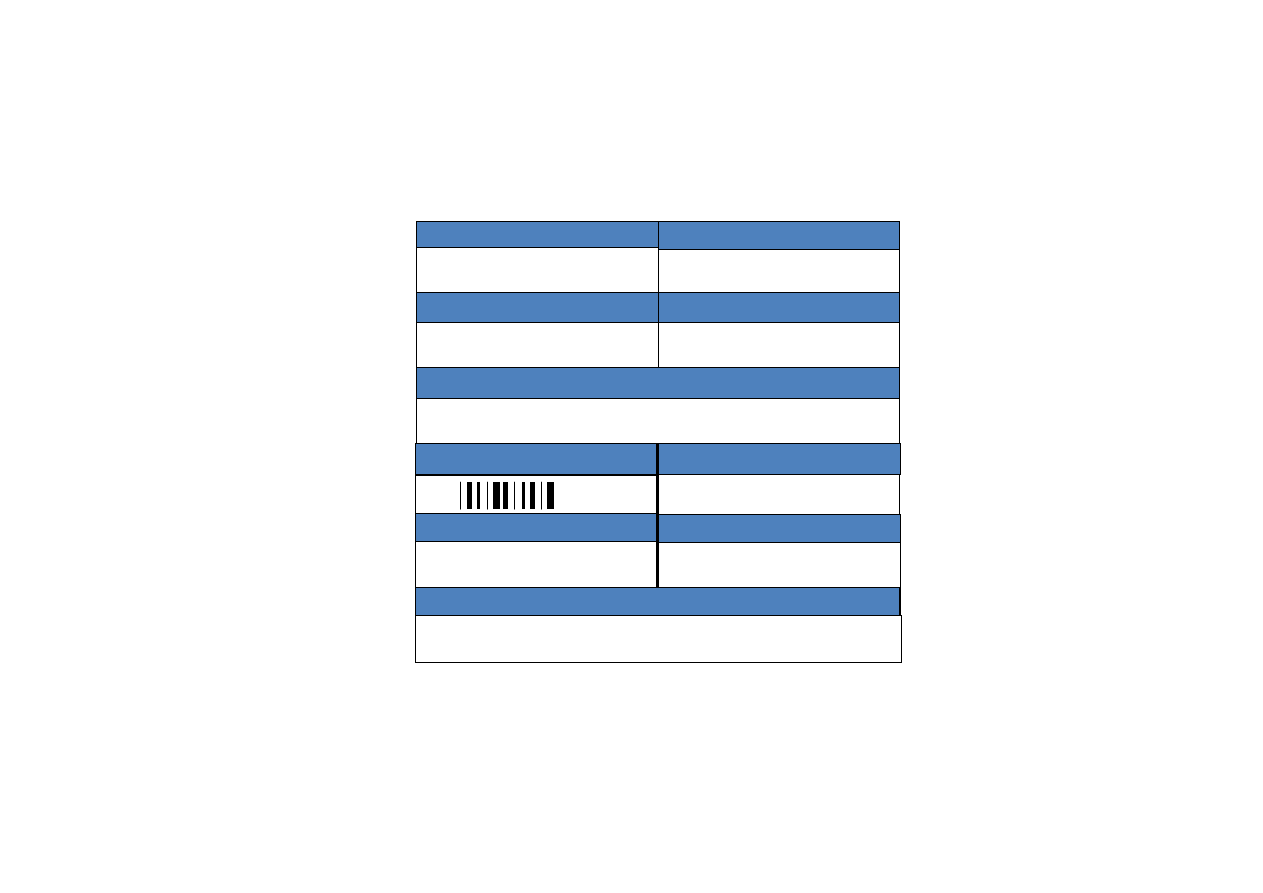
Tablica kontroli procesu – zbieranie części
czas
Anna
Adam Ewa
Jan
Plan/
razem
Wykonanie
/razem
uwagi
7:20
1
2
3
4
1
2
3
4
1
2
3
4
12/12
12/12
8:20
1
2
3
4
1
2
3
4
1
2
3
4
12/24
12/24
9:35
1
2
3
4
1
2
3
4
1
2
3
4
11/35
Takt zbierania:
420/82=
Czas taktu = 5,12
10:35
1
2
3
4
1
2
3
4
1
2
3
4
12/47
12:20
1
2
3
4
1
2
3
4
1
2
3
4
12/59
13:20
1
2
3
4
1
2
3
4
1
2
3
4
12/71
Obsada:
Cykl Takt
15
/ 5,1
Wymagana liczba
pracowników
= 2,9
14:35
1
2
3
4
1
2
3
4
1
2
3
4
11/82
15:35
1
2
3
4
1
2
3
4
1
2
3
4
4
4
4
4
4
4
Pon., 11.02
10:18
Części: 2838
Partie: 82

NIEZAKŁÓCONY PRZEPŁYW W LINIACH
UZYSKIWANY JEST DZIĘKI:
• równoważeniu linii (balancing the line)
• systemowi kanban
• stabilnemu, wypoziomowanemu harmonogramowi
(heijunka),
• nie wykorzystywaniu w pełni zdolności produkcyjnych
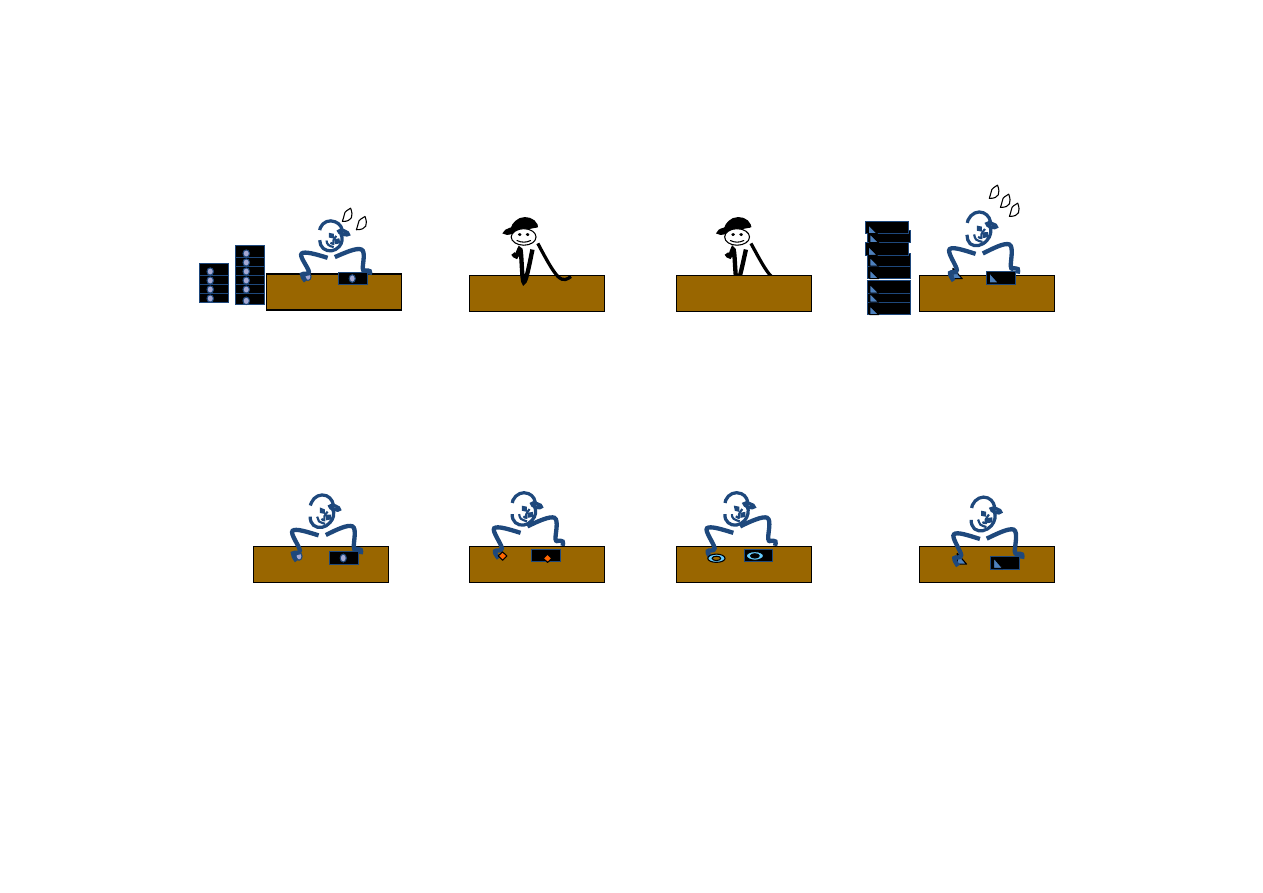
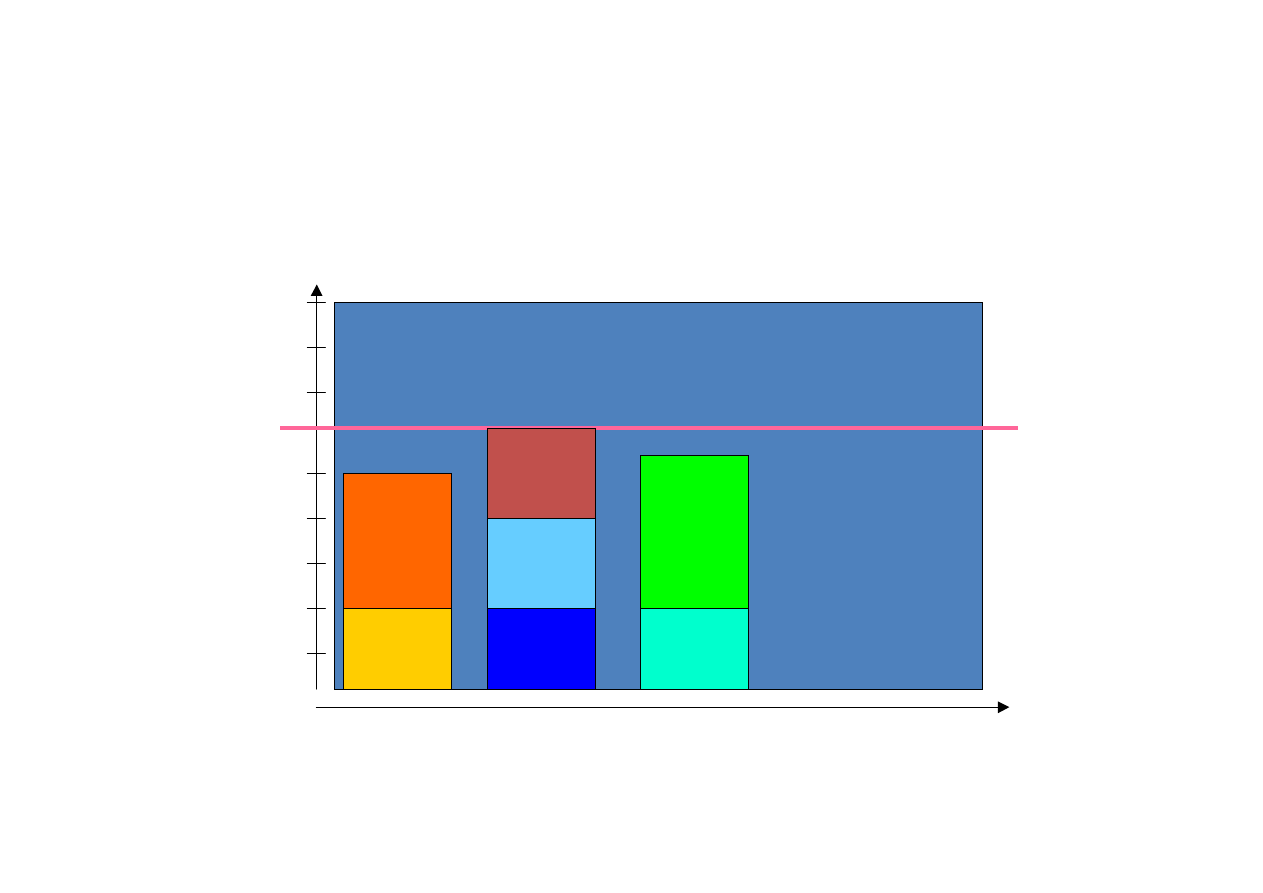
RÓWNOWAŻENIE LINII
•
Linia przed zrównoważeniem
•
Linia po zrównoważeniu
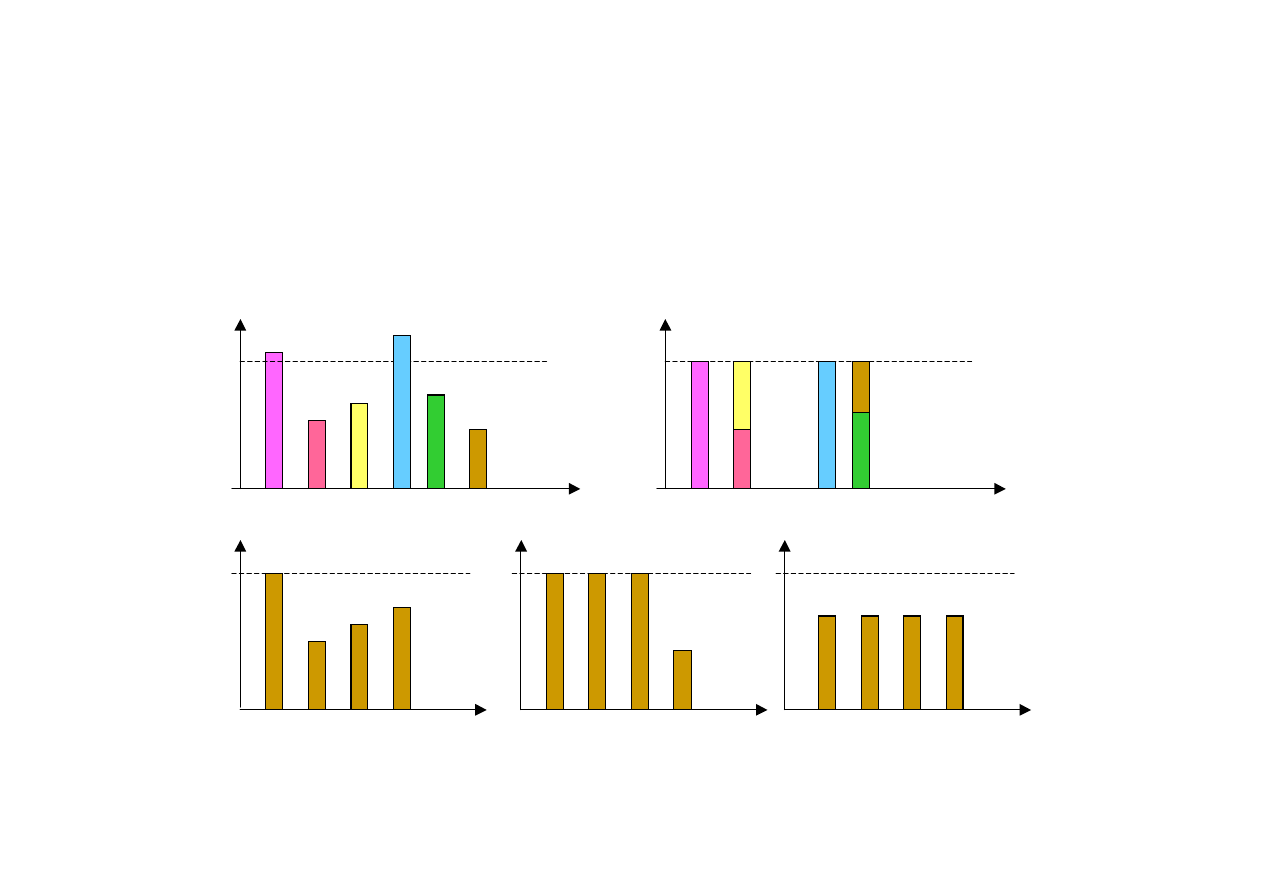
RÓWNOWAŻENIE LINII
Proces równomiernego rozłożenia pracy (obciążenia) wszystkim
pracownikom, zgodnie z taktem produkcji.
takt
Początkowa
sytuacja
czas
operacje
Zrównoważenie
linii
czas
operacje
Dobry przykład
równoważenia
Zły przykład
równoważenia
Początkowa
sytuacja
czas
czas
czas
operacje
operacje
operacje

RÓWNOWAŻENIE LINII - ETAPY
1.
Identyfikacja stanu obecnego
2.
Aktualny wykres obciążenia operatorów
3.
Określenie liczby potrzebnych operatorów
4.
Wykres obciążenia operatorów dla zrównoważonej linii
Równoważenie linii – przykład
1. Identyfikacja stanu obecnego
Dzienna produkcja
•
195 szt.
•
Dzienny czas – 1 zmiana, 20 min przerwy ustawowe, 20 min inne
przerwy
A
B
C
D
E
gięcie
wiercenie szlifowanie testowanie
cechowanie
Czas wykonania operacji
(czas cyklu –C/T )
112 s
22 s
106 s
67 s
146 s
Liczba operatorów
1
1
1
1
1
Równoważenie linii z wykorzystaniem YAMAZUMI BOARD
czas
operatorzy
10 s
50 s
0,9*takt
OP1
OP2
OP6
OP5
OP3
OP4
OP7

KANBAN

CO TO JEST KANBAN ?
•
Karta
•
Znak
•
Karta sterująca poziomem zapasów w systemach „pull”
•
Instrument sterowania produkcją
•
System sygnalizacji popytu
•
System informacji, który integruje całą działalność, łączy ze sobą
wszystkie procesy oraz łączy produkcję z zapotrzebowaniem klientów

FUNKCJE SYSTEMU KANBAN
•
Stanowi autonomiczny system nerwowy JiT:
- tworzy system zleceń produkcyjnych i daje informacje:
* jakie części lub wyroby zostały wykorzystane i w jakiej ilości,
* gdzie i jak części i wyroby mają być/są produkowane
- eliminuje nadprodukcję (produkcja zaczyna się gdy pojawia się
sygnał od następnego stanowiska)
•
Wzmacnia siłę przedsiębiorstwa:
- jest narzędziem wizualnej kontroli
- jest narzędziem promującym usprawnienia (zmniejszenie liczby kart
kanban ujawnia istniejące problemy)

KORZYŚCI ZE STOSOWANIA KANABAN
Dla firmy:
•
Eliminuje nadprodukcję i straty
•
Poprawia elastyczność w dostosowaniu się do potrzeb klientów
•
Koordynuje produkcję niewielkich ilości różnorodnych produktów
•
Upraszcza proces zamówień
•
Integruje procesy wewnątrz firmy i łączy je z klientem
Pomaga pracownikowi:
•
Połączyć informację z częścią lub wyrobem
•
Znaleźć jasną, przedstawioną wizualnie informację o uzupełnieniu
stanu magazynu
•
Znaleźć jasne, przedstawione wizualnie zlecenie produkcyjne
•
Eliminować zapasy produkcji w toku (WIP)
•
Odkryć straty w realizowanym procesie

RODZAJE KART KANBAN
• KANBAN transportowy
- transport kanban (zlecający
dostawę), który dzieli się na:
KANBAN
zlecający
dostawę
międzyoperacyjną
–
międzyprocesowy
(withdrawal kanban)
KANBAN zlecający dostawę od dostawcy zewnętrznego –
zamówieniowy
(supplier kanban)
• KANBAN produkcyjny
– production kanban (zlecający
wykonanie produkcji), przy czym rozróżnia się:
KANBAN produkcyjny (zwykły) – stosowany w produkcji
niepotokowej
(niepowtarzalnej,
seryjnej)-
zleceniowy
(production-ordering kanban)
KANBAN
sygnałowy
(trójkątny) (signal kanban) – stosowany
w produkcji potokowej

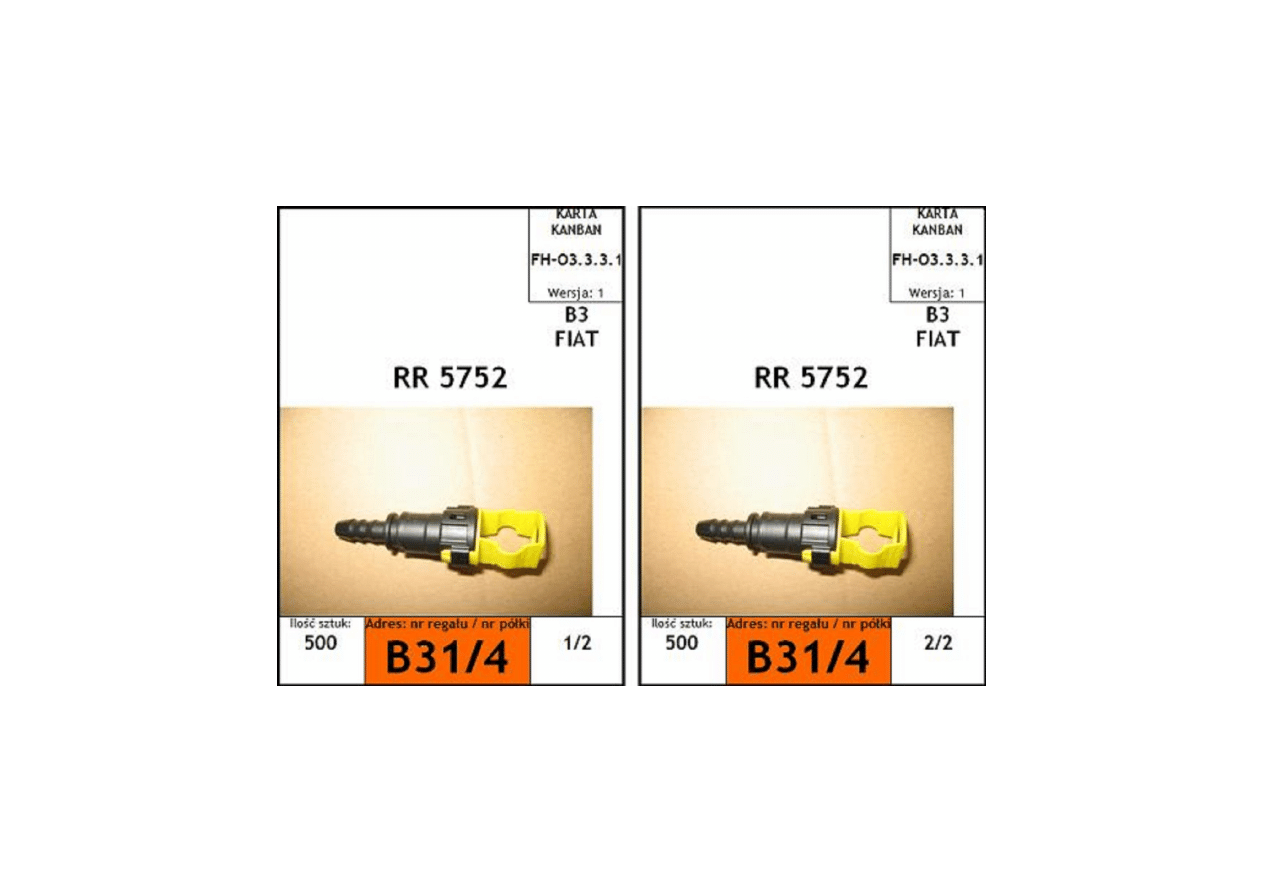
JAKIE INFORMACJE ZAWIERA KANBAN ?
•
Nazwa i numer materiału, detalu, części, zespołu
•
Opis (jeśli możliwe z rysunkiem lub zdjęciem)
•
Poprzednia operacja – skąd część „przychodzi”
•
Następna operacja – dokąd część „idzie”
•
Wewnętrzny lub zewnętrzny dostawca
•
Numer zamówienia klienta lub fabryki
•
Co, gdzie, ile należy przetransportować
•
Co, gdzie, ile należy wyprodukować

KANBAN
http://pcp.com.pl/content/view/161/60/1/3/lang,pl/
KANBAN TRANSPORTOWY
L5
Od
Do
Dostawca
Wewn. komórka
Poczta nadawcy
Poczta odbiorcy
M4
Numer części
84000D24F567 Płyta 90D
Miejsce magazynow.
M-2A
Typ kontenera
Liczba kart
specjalny
2/3
Pojemność kontenera
500
KANBAN MIĘDZYPROCESOWY
913-3424
Koło zębate PCBL
BO3-4
PCB B linia
K-2
8
2/3
Nazwa i numer
części
Poprzednia
operacja
Następna
operacja
Numer
kontenera
Pojemność
kontenera
Miejsce
kontroli
Kod miejsca na
linii B
913-3424
Koło zęb
.PCBL
BO3-4
PCB B linia
K-2
8
2/3
KANBAN ZAMÓWIENIOWY
OD
Ohashi Iron Works
DO
Toyota Motors
Miejsce magazynowania
A 1-1
Czas dostawy 10:30
Nr części 5324-0678
Nazwa części
Pręt stalowy S
Półka w magazynie
2- od dołu
Identyfikacja
Stosowany w FJ
Typ samochodu
5
Typ kontenera specjalny
Poj. kontenera 30
21
Montaż 2
50
KANBAN ZLECENIOWY
Poprzednia operacja Aktualna operacja
Galwanizacja (GA - 47) Malowanie (MA -12)
Nazwa części
Przekładnia 56790-321-00
Pojemność
30
Numer karty
6/10
Numer kontrolny
A12-37
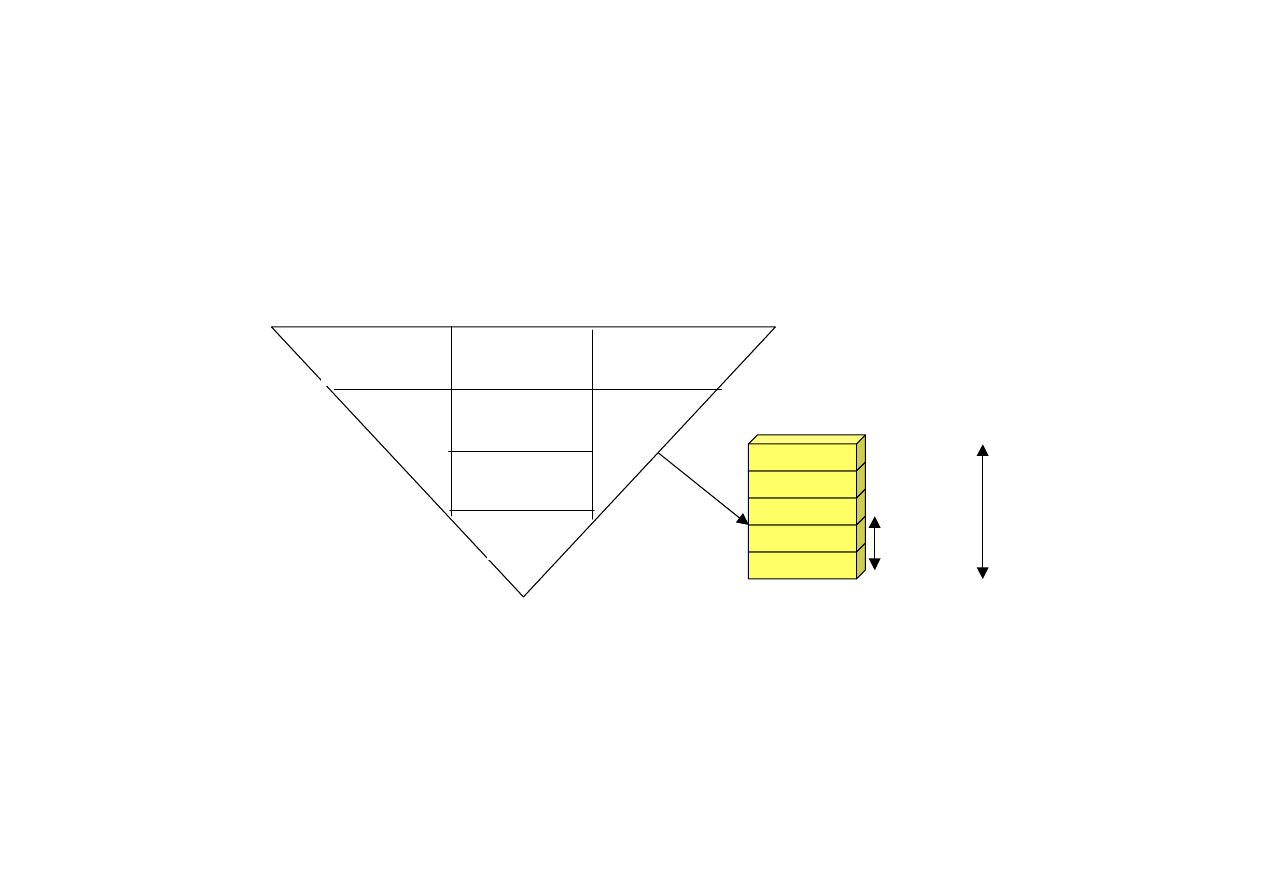
KANBAN SYGNAŁOWY
Liczba Przy liczbie
Palet palet
5
2
Wielkość partii
500
ROP=200
Drzwi lewe
Numer części
58S-12
Magazyn
23-03
Prasa nr
10
ROP
200
Wielkość
partii
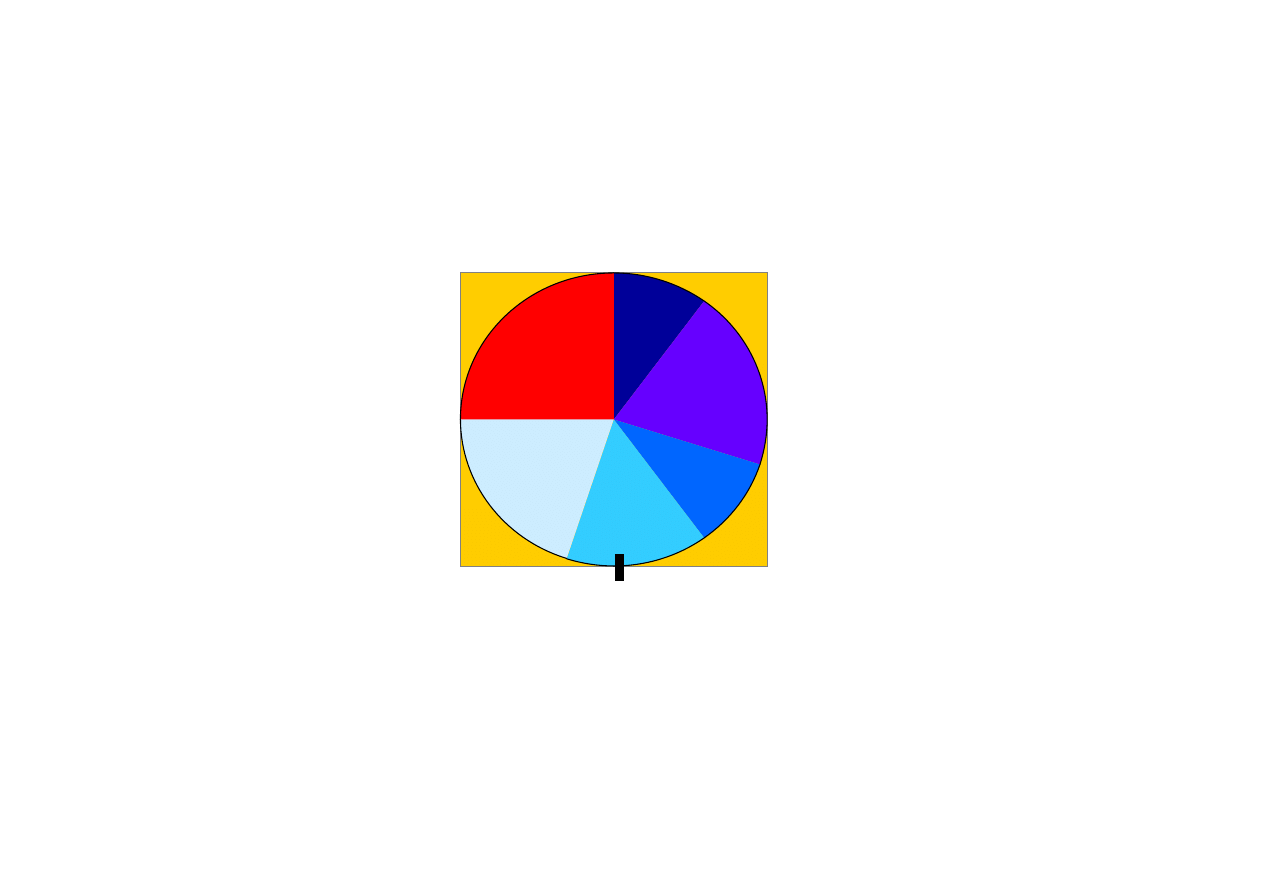
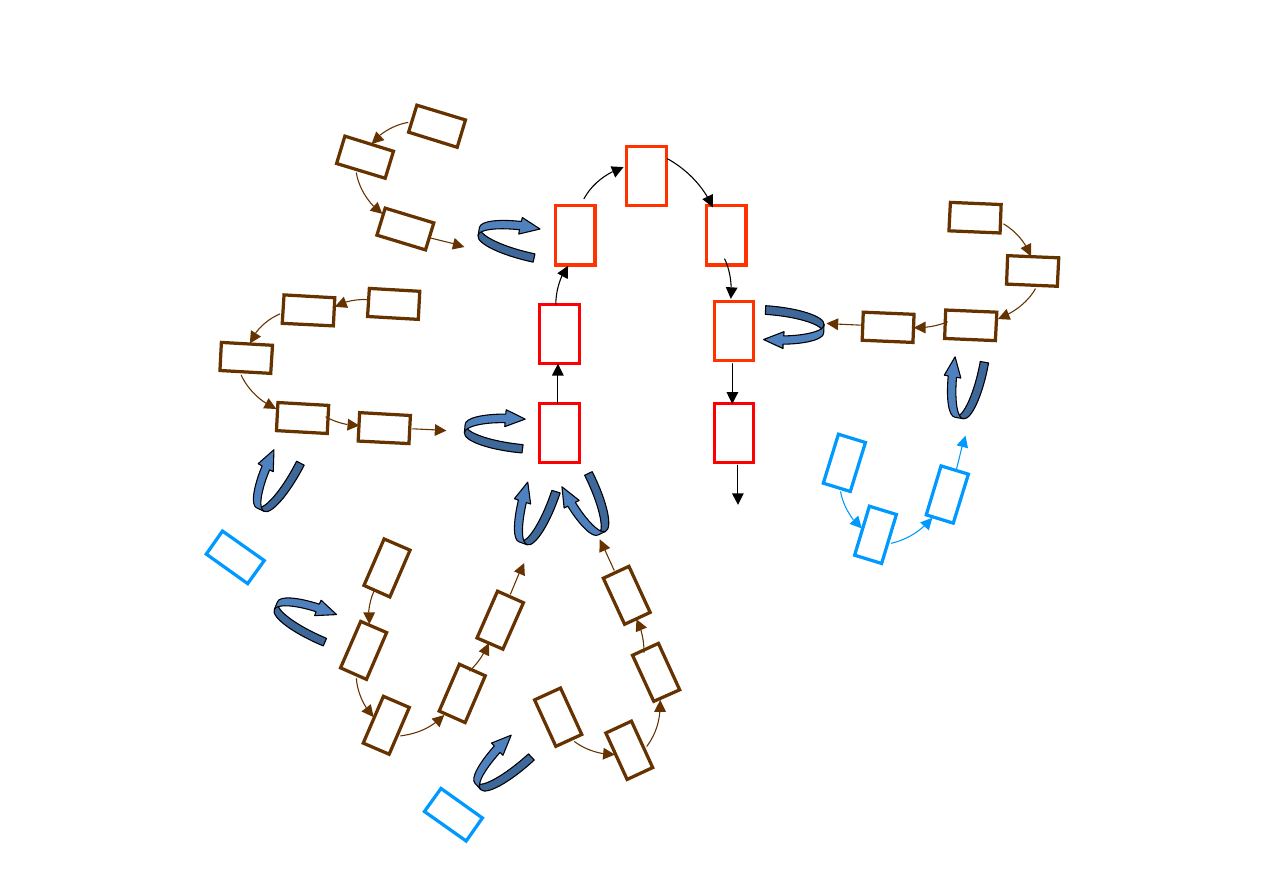
KANBAN SYGNAŁOWY – system ruletki
1
2
3
4
5
6

SYSTEM KANBAN
Można wyróżnić systemy:
• Jednokanbanowe
(single-card KANBAN); pojedyncza
karta lub inny sygnał między parą stanowisk,
• Dwukanbanowe
(dual-card KANBAN); kanbany
transportowe i kanbany produkcyjne
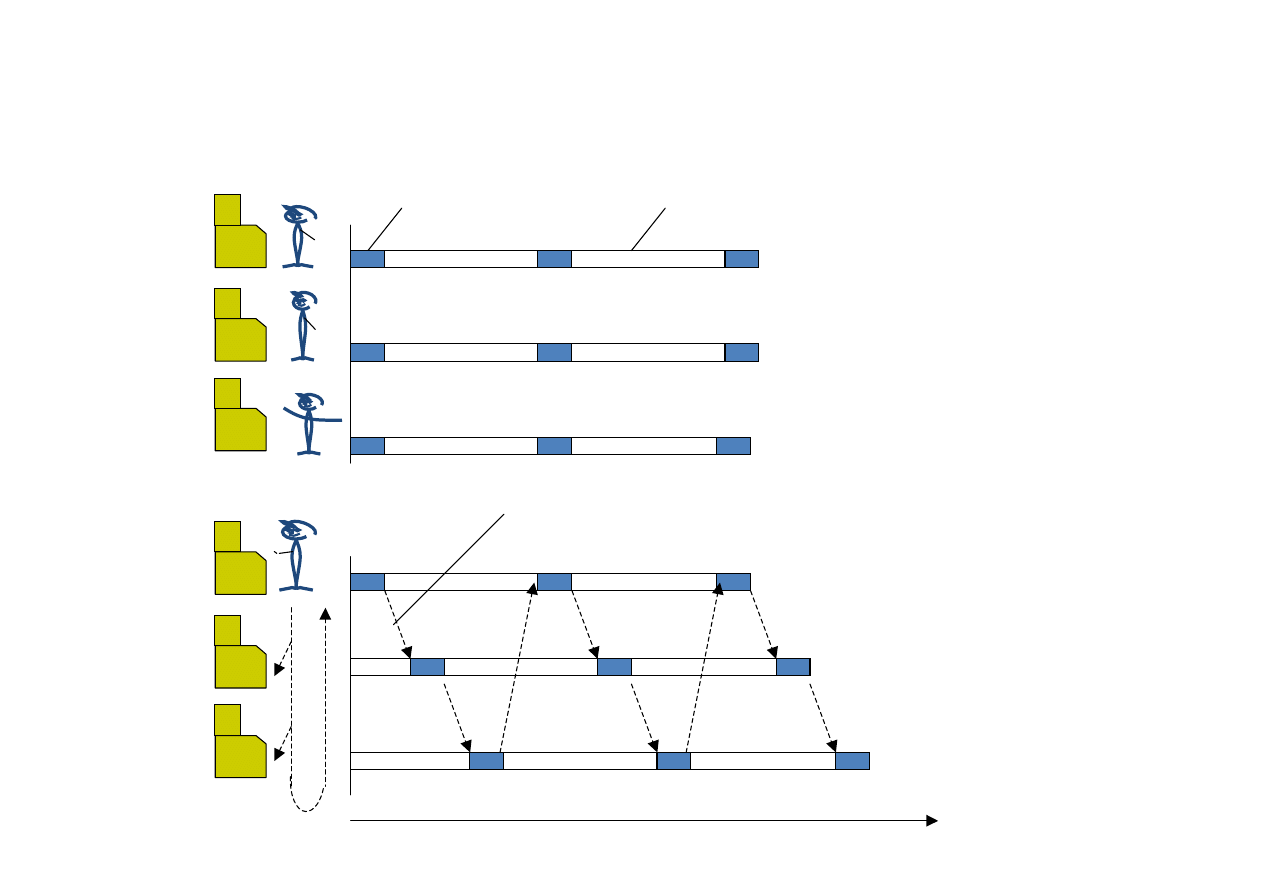
SYSTEM JEDNOKANBANOWY

SYSTEM JEDNOKANBANOWY
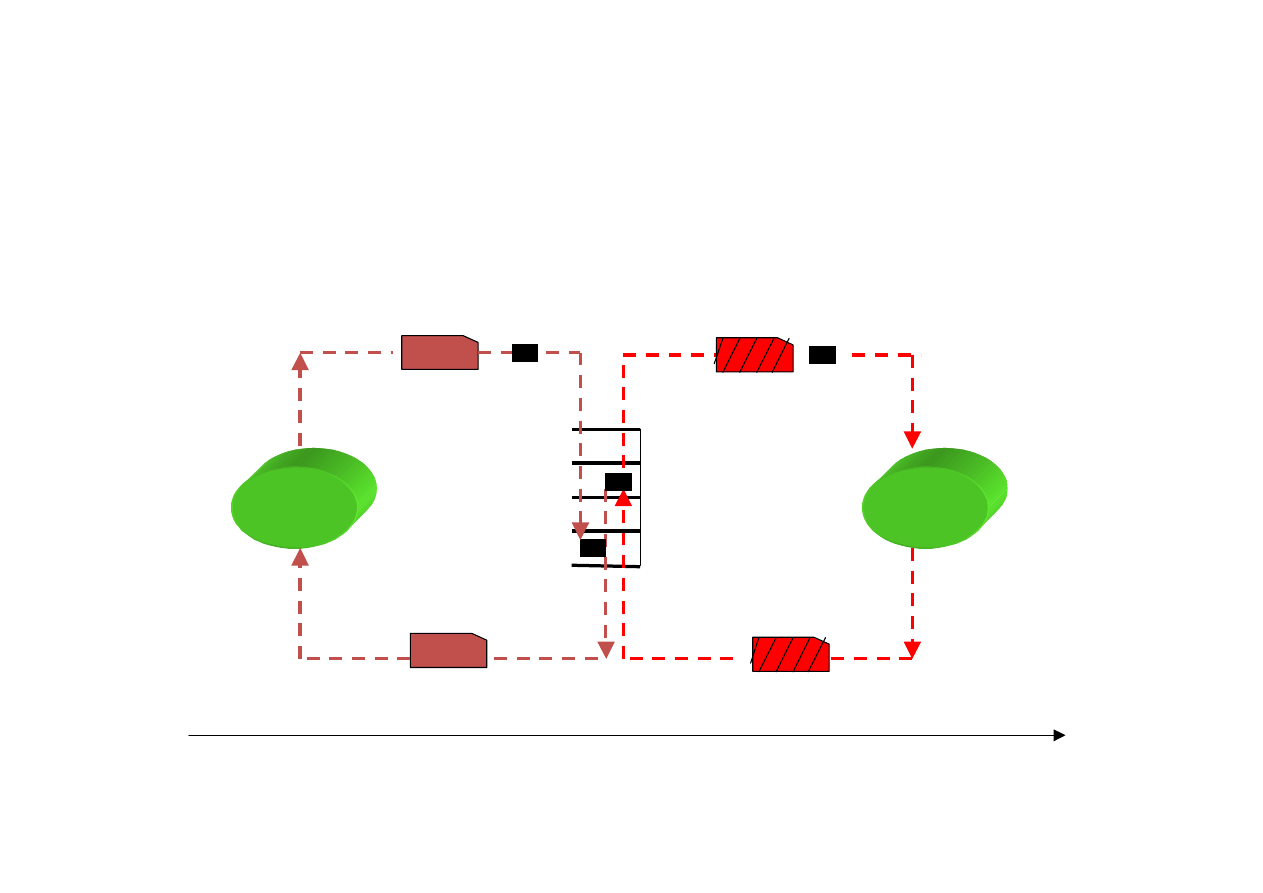
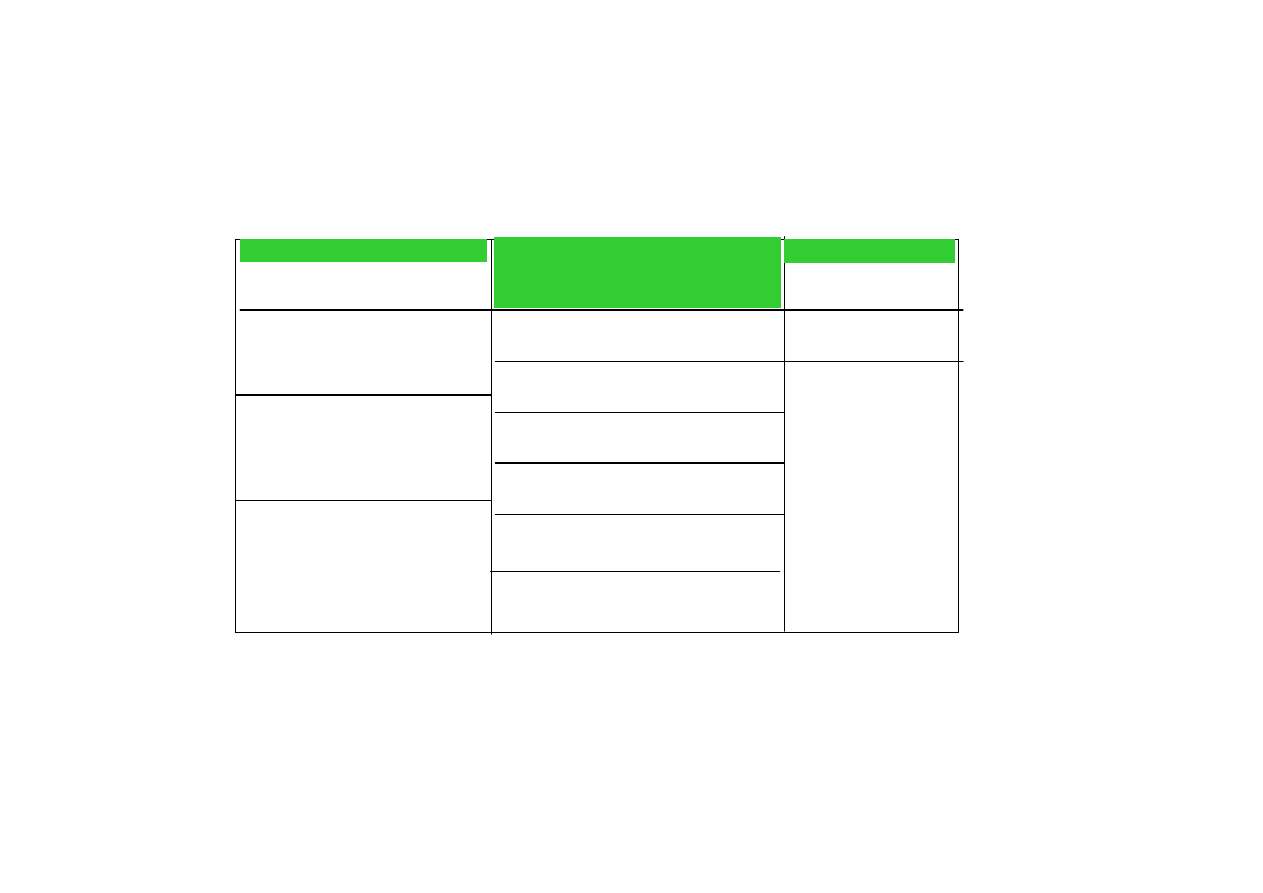
SCHEMAT OBIEGU KANBANÓW – system
dwukanbanowy
Stanowisko
2
Stanowisko
1
przepływ produktów
supermarket
Kanban
produkcyjny
produkt
Kanban
transportowy
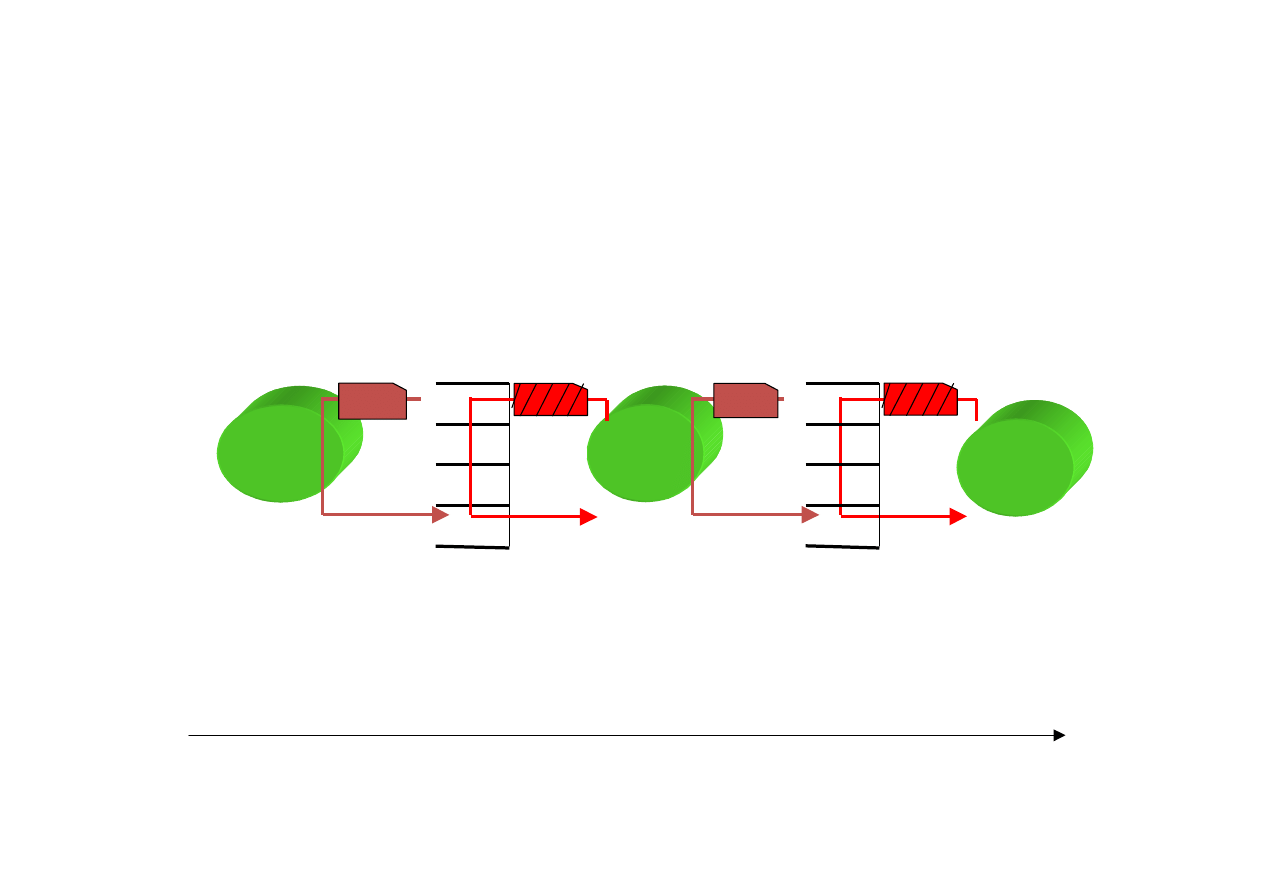
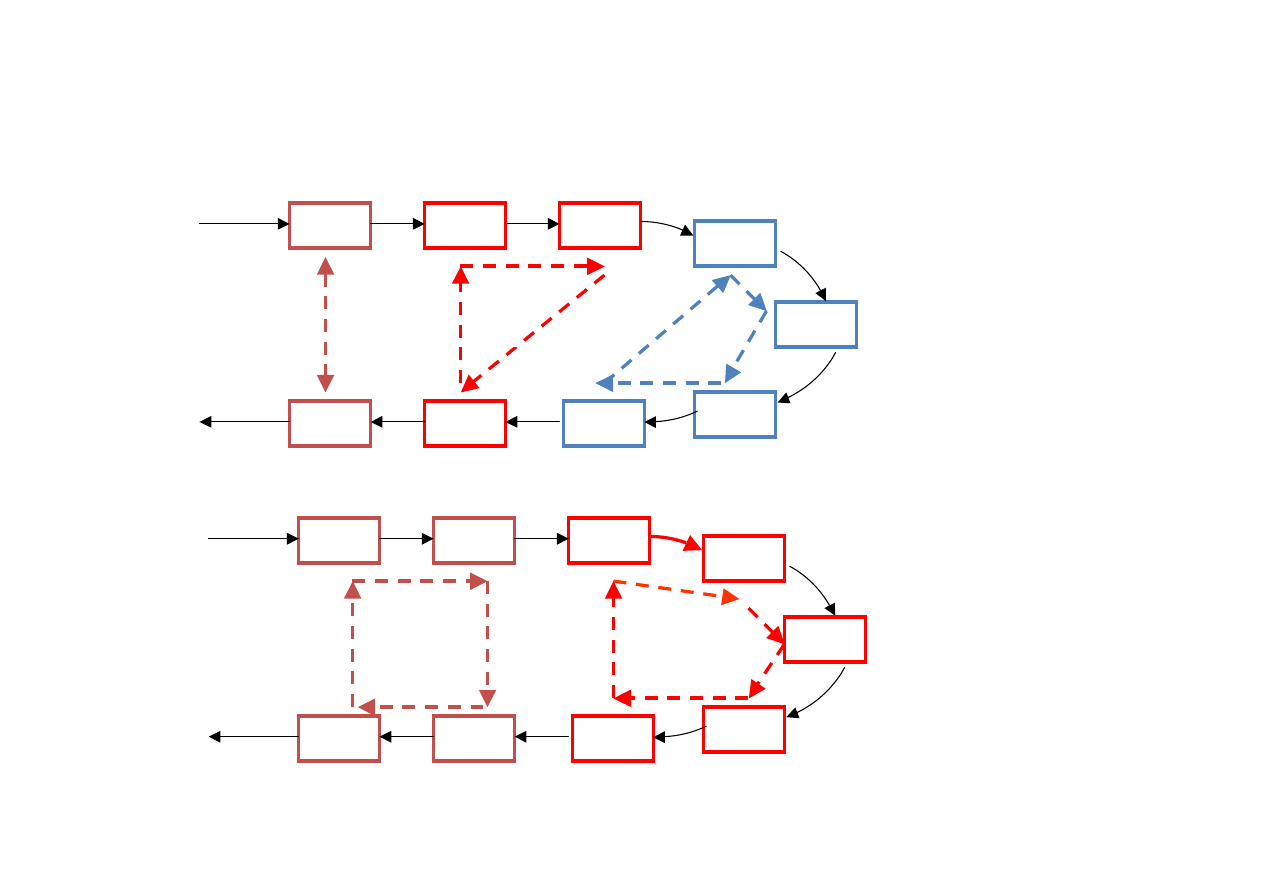
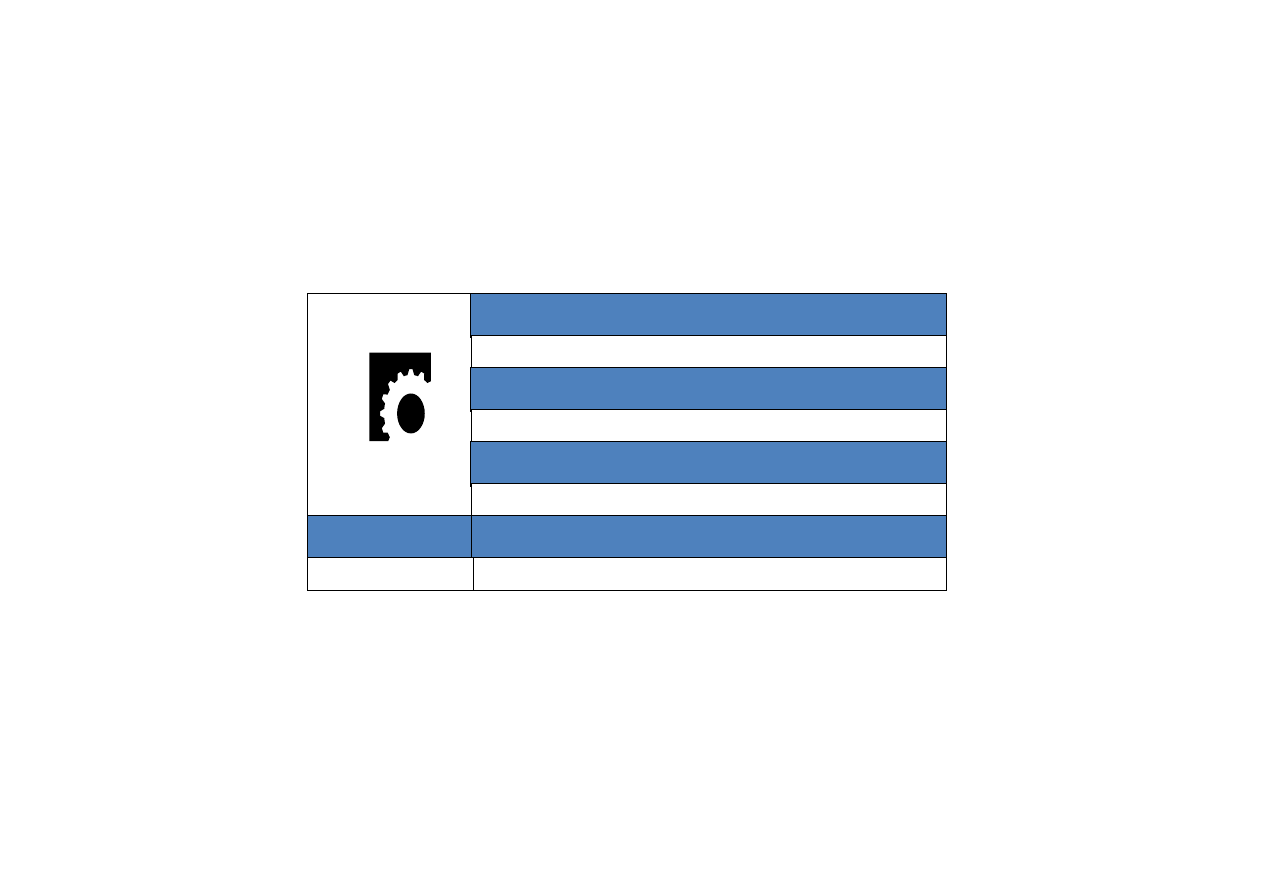
SCHEMAT OBIEGU KANBANÓW – system
dwukanbanowy
przepływ produktów
Stanowisko
n
Stanowisko
n-1
Stanowisko
n-2

ZASADY FUNKCJONOWANIA SYSTEMU KANBAN
1.
Popyt sygnalizuje następna operacja.
2.
Sygnałem do rozpoczęcia produkcji jest karta kanban (lub inny sygnał).
3.
Kolejna operacja pobiera od poprzedniej tylko to, co jest potrzebne:
•
nie można przekazywać wyrobu bez kanbanu,
•
liczba wydawanych wyrobów musi być równa liczbie wymienionej na
przekazanym kanbanie,
•
wszystkim wyrobom musi towarzyszyć kanban
4.
Produkuj dokładnie tyle, ile wymaga następna operacja – nie produkuj
więcej niż napisano w kanbanie.
5.
Wymagana jest jakość u źródła. Nie przekazuj wadliwych wyrobów na
następną operację.
6.
Kanban jest środkiem do dokładnego doregulowania, a nie dużych zmian.
7.
Każda karta kanban „krąży” tylko pomiędzy jedną para stanowisk.
8.
Stabilizuj i racjonalizuj proces.
9.
Zmniejszaj liczy kart kanban przy stabilizacji procesu.
Wyszukiwarka
Podobne podstrony:
MT st w 06
cukry cz 2 st
Szacowanie zasobów st
Żywienie sztuczne niem St
ch zwyrodnieniowa st
Zaj III Karta statystyczna NOT st
PREZENTACJA 6 badanie ST WSISIZ
BUD»ET PAĐSTWA
FARMAKOLOGIA WYKŁAD III RAT MED ST
MT st w 02a
Semin 3 ST Ps kl Stres
St miedzypaliczkowe blizsze
pkt 06 ST id 360232 Nieznany
więcej podobnych podstron