
Zamiejscowy Wydział Mechaniczny
Politechniki Białostockiej
w Suwałkach
Numer ćwiczenia: 4
Temat ćwiczenia: Pomiary kątów
Laboratorium metrologii
2005

Ćwiczenie 4
Temat: Pomiary kątów
Cel:
— Poznanie metod i narzędzi do pomiarów kątów przez praktyczne wykonanie pomiarów wybranymi narzędziami
oraz określenie niedokładności pomiarów i zakresu zastosowanych metod
Narzędzia:
— Płytki wzorcowe kątowe
— kątowniki
— kątomierz uniwersalny
— kątomierz optyczny
— poziomnice
— mikroskop warsztatowy
Przebieg ćwiczenia:
1. Zapoznanie się z dostępną literaturą i instrukcją do ćwiczenia
2. Pomiar kątów za pomocą:
— płytek wzorcowych
— kątomierza uniwersalnego
— kątomierza optycznego
— mikroskopu warsztatowego
Każdy pomiar wykonujemy 3 razy i wpisujemy do karty pomiarowej
3. Określenie tolerancji na podstawie norm uwzględniających zastosowanie części
4. Określenie niedokładności pomiaru
5. Udzielenie odpowiedzi na pytania jako teoretyczna część sprawozdania
6. Sporządzenie karty pomiarowej
Zagadnienia do ćwiczenia:
1. Co jest miarą kąta i jak ją definiujemy?
2. Rodzaje pomiarów i narzędzia do nich stosowane
3. Co określa kąt i jakie są ich rodzaje? (rysunek)
4. Tolerowanie kątów i klasy dokładności
5. Opis płytek wzorcowych kątów.
6. Budowa i zasada pomiaru kątomierzem uniwersalnym i optycznym.
7. Przeznaczenie i rodzaje poziomnic.
8. Inne przyrządy do pomiaru bezpośredniego kątów i ich zastosowanie.
Wejściówka:
1. Co jest miarą kąta, jak ją definiujemy i jakie są rodzaje kątów?
2. Opisz pomiary bezpośrednie kątów i narzędzia do nich stosowane
3. Tolerowanie kątów i klasy dokładności
4. W jaki sposób określa się niedokładność pomiarów kątomierzem i płytkami wzorcowymi?
4. POMIARY KĄTÓW
5.1. Wprowadzenie
Międzynarodowe ustalenia definiują radian (podstawową jednostkę kąta) jako kąt płaski oparty na łuku o długości
równej promieniowi koła i wierzchołku w środku tego koła. Dowolny kąt może być odtworzony zawsze, przez podział
kąta pełnego na określone części. Niedokładność pomiaru zależeć będzie od niedokładności podziału.
Pomiary kątów mogą być wykonywane metodami bezpośrednimi i pośrednimi.
W pomiarach bezpośrednich wykorzystuje się wzorce kątów, które są zwyk ł e wbudowane w przyrządy. Pomiary
bezpośrednie d o ko nuj e się: kątomierzami mechanicznymi i optycznymi, głowicami goniometrycznymi mikroskopów i
maszyn pomiarowych, teodolitami, niwelatorami, przyrządami podziałowymi mechanicznymi i optycznymi, różnego rodzaju
poziomnicami, przyrządami autokolimacyjnymi itp. Do pomiarów bezpośrednich należy zaliczyć także sprawdzanie kątów
wzorcami końcowymi, np. pryzmami wielościennymi, płytkami kątowymi, kątownikami.
W pomiarach pośrednich pomiar kąta polega na pomiarze długości określonych elementów figury czy bryły geometrycznej
zawierającej mierzony kąt i wyliczeniu tego kąta z zależności trygonometrycznych między wielkością poszukiwaną a
wielkościami zmierzonymi.
W opracowaniu ćwiczenia wykorzystano literaturę [2, 3, 4, 6, 7, 11].
5.1.1. Cel ćwiczenia
Celem ćwiczenia jest zapoznanie się z metodami i narzędziami do pomiarów kątów przez praktyczne wykonanie
pomiarów wybranymi narzędziami, oraz określenie niedokładności pomiarów i zakresu zastosowanych metod
pomiarowych.
5.1.2. Rodzaje mierzonych kątów i ich tolerancje
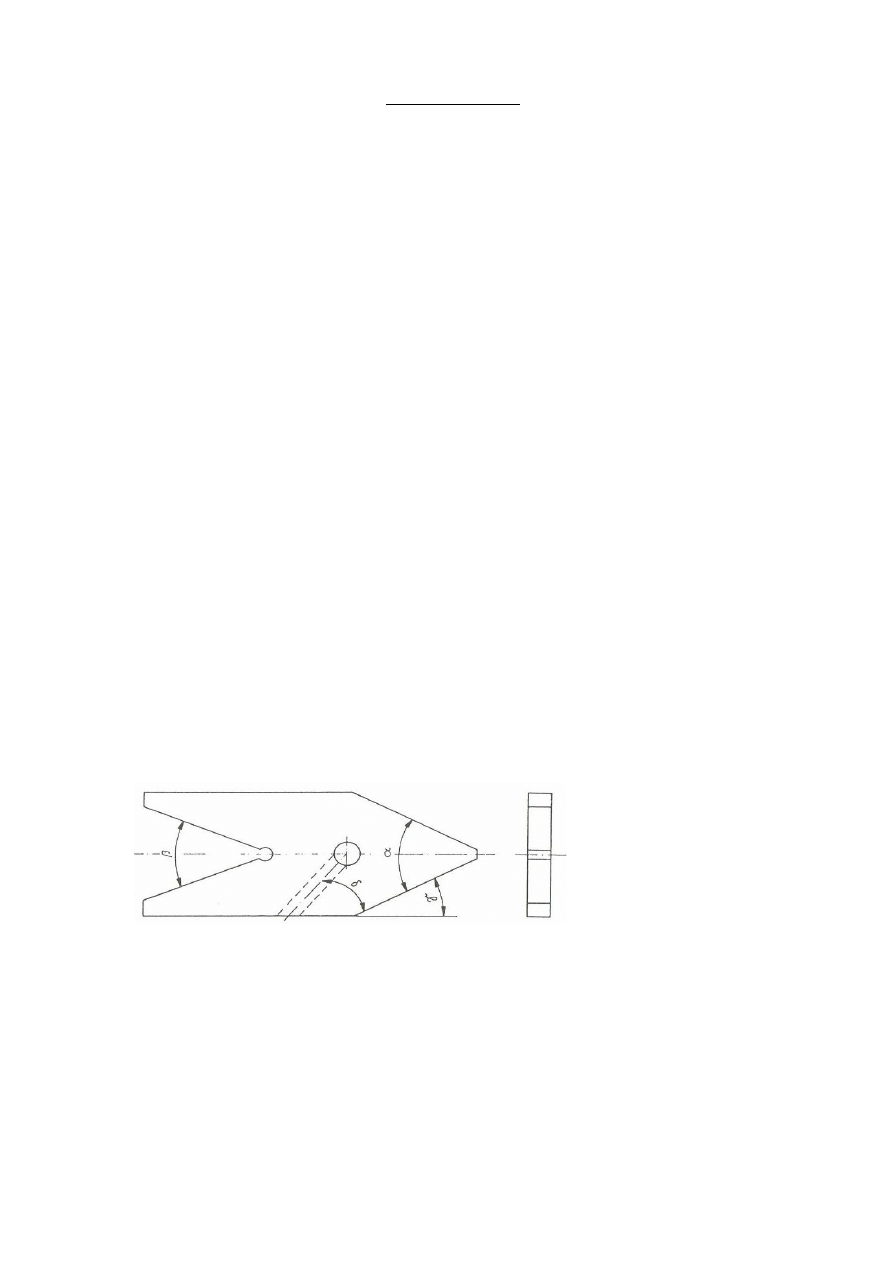
Podobnie jak przy pomiarach liniowych rozróżnia się kąty zewnętrzne, wewnętrzne, mieszane i pośrednie (rys.5.1).
Ogólnie kąt określa rozwartość przecinających się ze sobą (lub w przedłużeniu) krawędzi lub powierzchni, które
tworzą ramiona kąta.
Kąt zewnętrzny określa rozwartość ramion w przestrzeni ograniczonej krawędziami lub powierzchniami
przedmiotu wypełnionej materiałem (kąt
α, rys.5.1).
Rys. 5.1.
Wzorzec kątowy
Tablica 5.1
Orientacyjne wytyczne stosowania klas dokładności wymiarów kątowych
Kąt
wewnętrzny
określa rozwartość
ramion
w
przestrzeni
ograniczonej
krawędziami
lub
powierzchniami
przedmiotu,
nie
wypełnionej
materiałem (kąt
β,
rys. 5.1). Każdy
kąt pośredni (np.
kąt
γ z rys. 5.1)
między kątem
zewnętrznym i
wewnętrznym jest
kątem mieszanym,
a kąt
δ - pośrednim.
Niedokładność pomiaru kątów zależy głównie od typów użytych narzędzi mierniczych oraz, w dużym stopniu, od
długości i prostoliniowości ramion kąta mierzonego. W budowie maszyn, wg PN-77/M-02136, przyjęto 17 klas
dokładności wykonania kątów płaskich. W tablicy 5.2 przytoczono tolerancje kątów w zależności od krótszego ramienia,
a w tabl. 5.1 - orientacyjne wytyczne doboru klas dokładności wymiarów kątowych (płaskich).
Kąty mogą być tolerowane jednostronnie lub symetrycznie (±AT
α
/2), tolerowanie niesymetryczne dopuszcza
się tylko w uzasadnionych przypadkach.
Cytowana norma dotyczy kątów płaskich elementów pryzmowych oraz kątów płaskich stożków dla przypadków gdy
tolerancja kąta stożka jest mniejsza od tolerancji wynikającej z pola tolerancji określonej średnicami
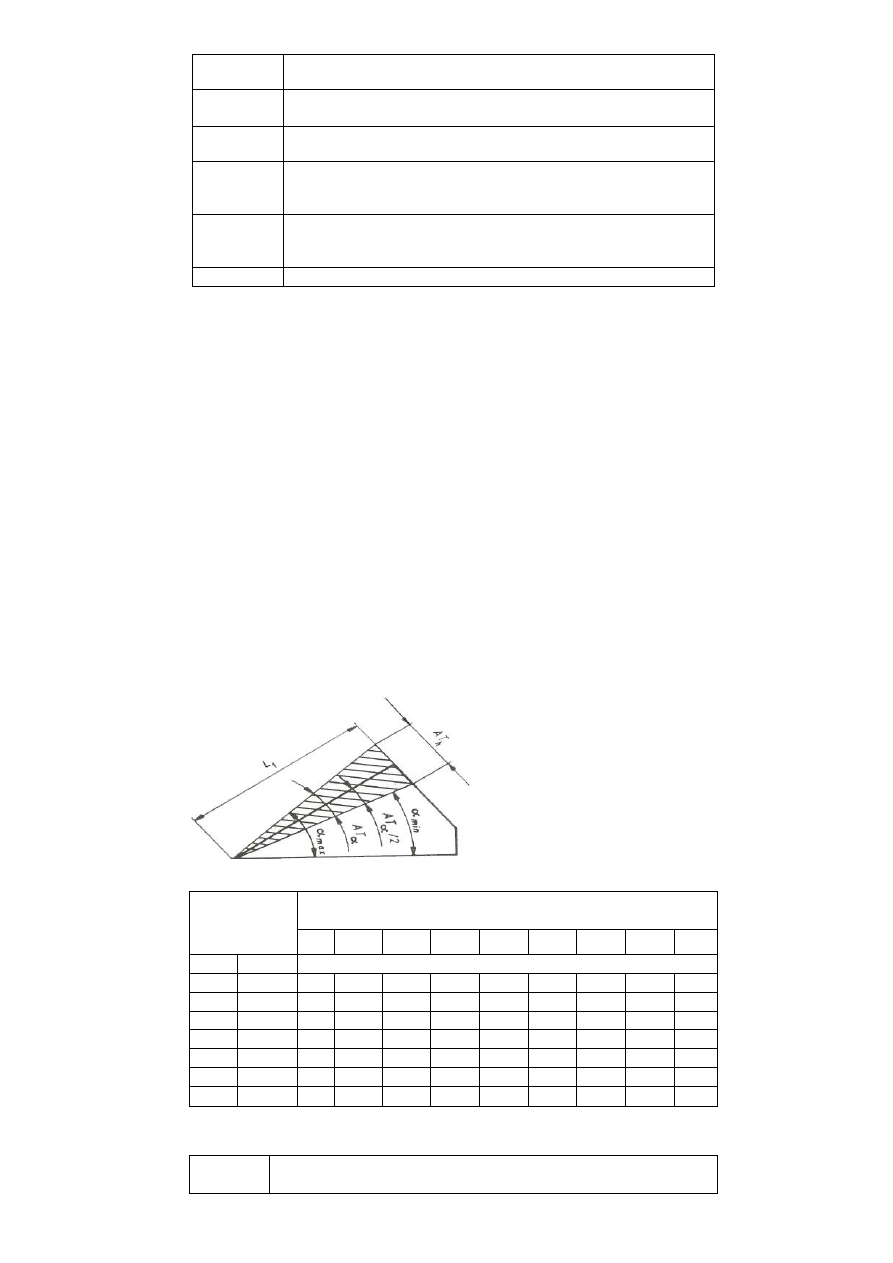
stożka. Tolerancje kątów płaskich mogą być wyrażone na rysunkach w jednostkach kąta płaskiego (rad lub °, ', ") lub w
jednostkach długości (AT
h
dla krótszego ramienia L
1
rys. 5.2) albo określone przez klasę dokładności, np. AT7 (tole-
rancja klasy dokładności 7), AT
α
(tolerancja wyrażona w minutach i sekundach kątowych), AT
h
7 (długość odcinka
prostopadłego do ramienia L
1
), AT
D
7 (tolerancja wyrażona różnicą średnic stożka) - wszystkie dla klasy dokładności 7.
Rys.
5.2.Tolerowanie kąta płaskiego: L
1
- długość krótszego
ramienia kąta,
AT
h
– długość odcinka prostopadłego do L
1
Tablica 5.2
Tolerancje kątów w budowie maszyn (wyciąg z PN-77/M-02136)
Klasy dokładności
Długość
krótszego
ramienia kąta
[mm]
1
2
3
4
5
6
7
8
9
od
do
tolerancje AT
α
-
10
10’’
16’’
26’’
41’’
1’05’’
1’43’’
2’45’’
4’18’’ 6’52’’
10
16
8’’
13’’
21’’
33’’
52’’
1’22’’
2’10’’
3’26’’ 5’30’’
16
25
6’’
10’’
16’’
26’’
41’’
1’05’’
1’43’’
2’45’’ 4’18’’
25
40
5’’
8’’
13’’
21’’
33’’
52’’
1’22’’
2’10’’ 3’26’’
40
63
4’’
6’’
10’’
16’’
26’’
41’’
1’05’’
1’43’’ 2’45’’
63
100
3’’
5’’
8’’
13’’
21’’
33’’
52’’
1’22’’ 2’10’’
100
160
2.5’’
4’’
6’’
10’’
16’’
26’’
41’’
1’05’’ 1’43’’
cd.
Długość
krótszego
Klasy dokładności
Klasy
dokładności
Zastosowanie
1 - 2
Zarezerwowanie dla przyszłego rozwoju techniki – jeśli
powstaną techniczne możliwości realizacji tej dokładności
3 - 5
Wzorce i przeciwzorce, sprawdziany i przeciwsprawdziany,
wałki napędowe pomp wtryskowych itp.
6 - 8
Wyroby dokładne, np. stożki narzędziowe, sprzęgła cierne,
części przenoszące większe momenty obrotowe, wałki
rozrządu itp.
9 - 11
Wyroby średniodokładne, np. prowadnice, stożki środkujące
osie, elementy podlegające dopasowaniu w skrzynkach
przekładniowych i sprzęgłach itp.
12 - 17
Wyroby zgrubne, którym nie stawia się specjalnych wymagań
ramienia
kąta [mm]
10
11
12
13
14
15
16
17
od
do
tolerancje AT
α
-
10
10’49’’ 17’10’’ 27’28’’ 42’58’’ 1
°
08’45’’ 1
°
48’17’’ 2
°
51’53’’ 4
°
35’01’’
10
16
8’35’’ 13’44’’ 21’38’’ 34’23’’
55’
1
°
25’57’’ 2
°
17’30’’ 3
°
36’34’’
16
25
6’52’’ 10’49’’ 17’10’’ 27’28’’
42’38’’
1
°
08’45’’ 1
°
48’17’’ 2
°
51’53’’
25
40
5’30’’
8’35’’ 13’44’’ 21’38’’
34’23’’
55’
1
°
25’57’’ 2
°
17’30’’
40
63
4’18’’
6’52’’ 10’49’’ 17’10‘’
27’28’’
42’38’’
1
°
08’45’’ 1
°
48’17’’
63
100
3’26’’
5’30’’
8’35’’ 13’44’’
21’38’’
34’23’’
55’
1
°
25’57’’
100
160
2’45’’
4’18’’
6’52’’ 10’49’’
17’10’’
27’28’’
42’58’’
1
°
08’45’’
Sposoby wymiarowania i tolerancje stożków zawarte są w normie PN-83/M-02122. Warto zwrócić uwagę, że w
praktyce można się także spotkać z tzw. dziesiętnym systemem określania kąta, tj. takim, w którym kąt prosty (90
°
) jest
podzielony na 100 części lub ich wielokrotność (1
g
=
200
π
rad, 1
g
– grad).
5.2. Narzędzia i przyrządy do bezpośrednich pomiarów kąta
5.2.1. Płytki wzorcowe kątowe
Płytki wzorcowe kątowe są końcowymi wzorcami użytkowymi i kontrolnymi kątów i służą do bezpośredniego pomiaru
bądź ustawienia kąta (który można złożyć z zestawu płytek), oraz do sprawdzania narzędzi do pomiarów kątów. Kąty
wzorcowe mogą odtwarzać pojedyncze płytki lub ich zestawy np. dwie lub więcej płytek odpowiednio ze sobą
zestawionych. Płytki cienkie (o grubości ok. 2 mm) można łączyć ze sobą przez mocowanie w specjalnym uchwycie
(rys. 5.3), natomiast grube, tzw. przywieralne, przez przywarcie - podobnie jak płytki wzorcowe długości.
Płytki kątowe przywieralne (rys. 5.4) wykonywane są w 3 klasach dokładności: 0, 1 i 2. Płytki klasy 0 nie są
oznaczane, natomiast klasy 1 i 2 posiadają oznaczenie dokładności. Dokładności kątów płytek wynoszą:
± 3" w płytkach jedno- i czterokątnych klasy 0,
±5" w płytkach wielokątnych klasy 0,
± 10" we wszystkich rodzajach płytek klasy 1,
± 30" we wszystkich rodzajach płytek klasy 2.
Rys.5.3. Uchwyt do składania płytek kątowych
Rys.5.4. Rodzaje płytek kątowych przywieralnych: a) płytka prostoliniowa,
b) płytka jednokątna ostra, c) płytka jednokątna ścięta, d) płytka czterokątna,
e) płytka wielokątna;
α,β,γ,δ -kąty pomiarowe
W Polsce, jako podstawowy wzorzec kąta przyjęto pryzmę wielościenną w kształcie graniastosłupa o podstawie
wielokąta foremnego o liczbie ścian 5 - 72. Pryzma wykonana jest najczęściej jako blok ze szkła, kwarcu lub metalu.
Rzadziej stosowane są pryzmy składane.
Chropowatość powierzchni pomiarowych płytek klasy 0 i 1 powinna odpowiadać R
α
= 0,02
µm, a dla płytek klasy 2 -
R
α
= 0,04
µm.
Płytki kątowe składane zaleca się wykonywać ze stali ŁH15 i obrabiać cieplnie do twardości minimum 62 HRC.
Produkowane są dwa rodzaje kompletów płytek kątowych: duży - złożony z 85 sztuk płytek oraz mały - zawierający 49
sztuk płytek kątowych (tabl. 5.3).
Za pomocą małego kompletu płytek kątowych można uzyskać stopniowanie kątów (jak pokazano w tabl. 5.3) co 5'.
Graniczne błędy dopuszczalne kątów płytek wynoszą ± 12".
Tablica 5.3
Płytki kątowe składane wchodzące w skład kompletu małego wg
PN-81/M-53108
Liczby i znaki
porządkowe
Kąty pomiarowe
Stopniowanie
kątów
Liczba kątów
pomiarowych
Liczba
płytek
1
0
°
płytka prostoliniowa
-
-
1
A,B,C
10
°
5’ - 11
°
5’
4
3
17 do 22
1
°
- 24
°
1
°
4
6
23 do 55
25
°
- 90
°
1
°
2
33
D,E,F,G,H,I
90
°
5’ - 91
°
5’
2
6
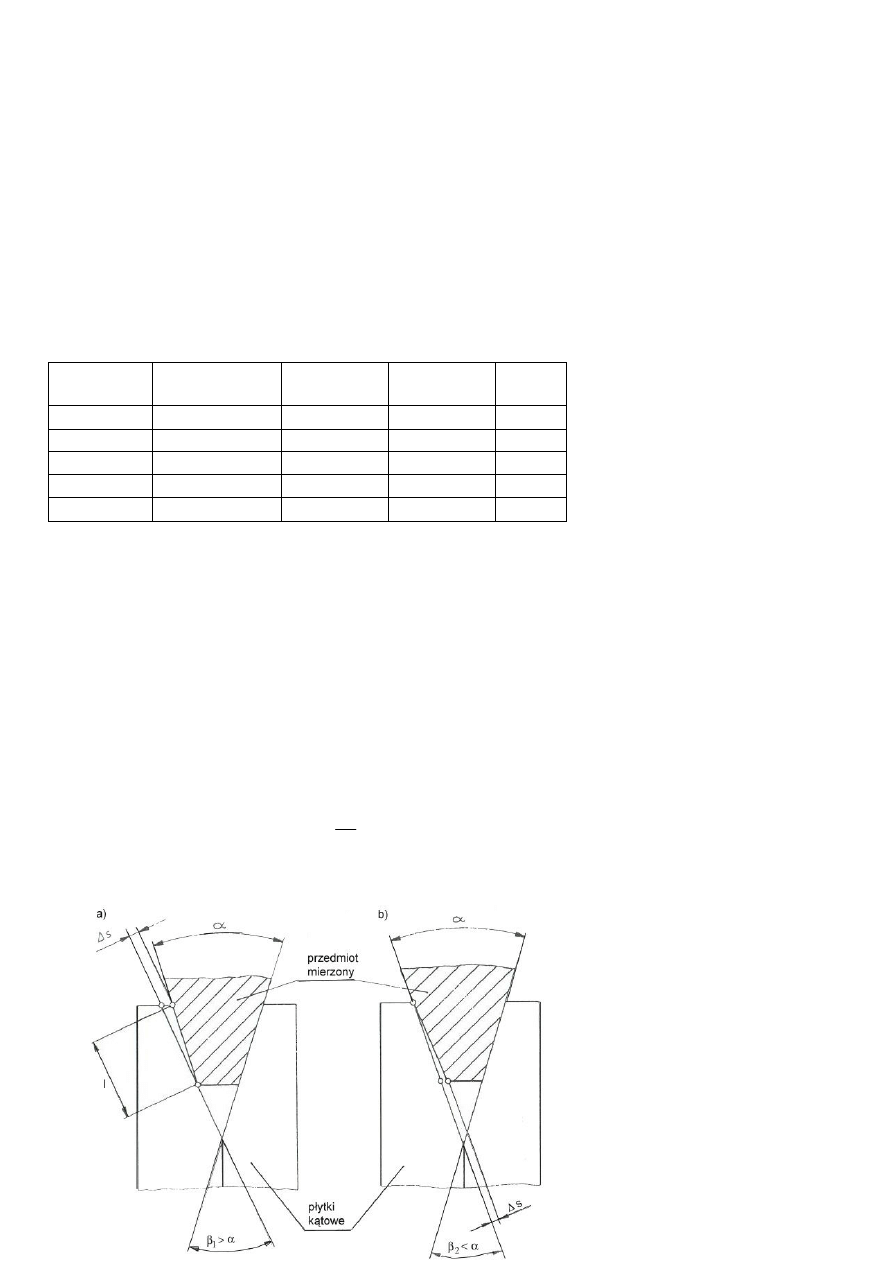
Pomiar kąta płytkami kątowymi i niedokładność pomiaru
Dwie płytki kątowe składa się tak, aby utworzyły wewnętrzny kąt odpowiadający kątowi
α mierzonego klina (rys.
5.5) i mocuje w uchwycie (rys. 5.3). Mierzony klin należy włożyć w zestaw płytek kątowych w ten sposób, aby
jedno z jego ramion przylegało ściśle do ramienia kąta płytek. Następnie należy ocenić wielkość szczeliny świetlnej
∆s
jaka powstaje pomiędzy płytką i drugim ramieniem mierzonego klina. Jeśli kąt
β płytek będzie większy od kąta
mierzonego, to szerokość szczeliny będzie wzrastała w miarę oddalania się od wierzchołka kąta (rys. 5.5a). Jeśli
będzie odwrotnie, szerokość szczeliny będzie wzrastać w miarę przybliżania się do wierzchołka kąta (rys. 5.5b). Przyjmuje
się, że
α = β, jeśli szczelina pomiędzy płytkami i ramionami mierzonego klina będzie niedostrzegalna. Niedokładność
pomiaru kąta
α jako graniczny błąd, może być wyrażona wzorem:
∆α = ± ( |∆ β |+ arctg
l
s
∆
)
[‘’]
gdzie:
∆β - suma granicznych
dopuszczalnych błędów kątów
zestawu płytek kątowych,
l - długość szczeliny, odpowiadająca
zwykle długości ramion kątów w płytkach
kątowych (dla płytek typu Johanssona wynosi
20 mm),
∆s - szerokość dostrzegalnej szczeliny
świetlnej, przyjmowana zwykle jako 4
µm.
Rys.5.5. Schemat pomiaru kąta płytkami kątowymi
Przyjmując, że:
∆β = 12” + 12” = 24” (2 płytki kątowe)
∆s = 4 µm
l = 20 mm
otrzymujemy:
∆α =
±
[ 24” + arctg
20
004
,
0
]
≈
±
1’
5.2.2. Kątowniki
Kątowniki są końcowymi wzorcami kąta prostego, powszechnie stosowanymi w produkcji przy sprawdzaniu kątów
prostych i w pomiarach wielkości geometrycznych. Podział kątowników ze względu na kształt powierzchni mierniczych
podano na rys. 5.6. Według normy PN-86/M-53160 ustala się cztery klasy dokładności 00, 0, 1, 2 (wg skali malejącej
dokładności).
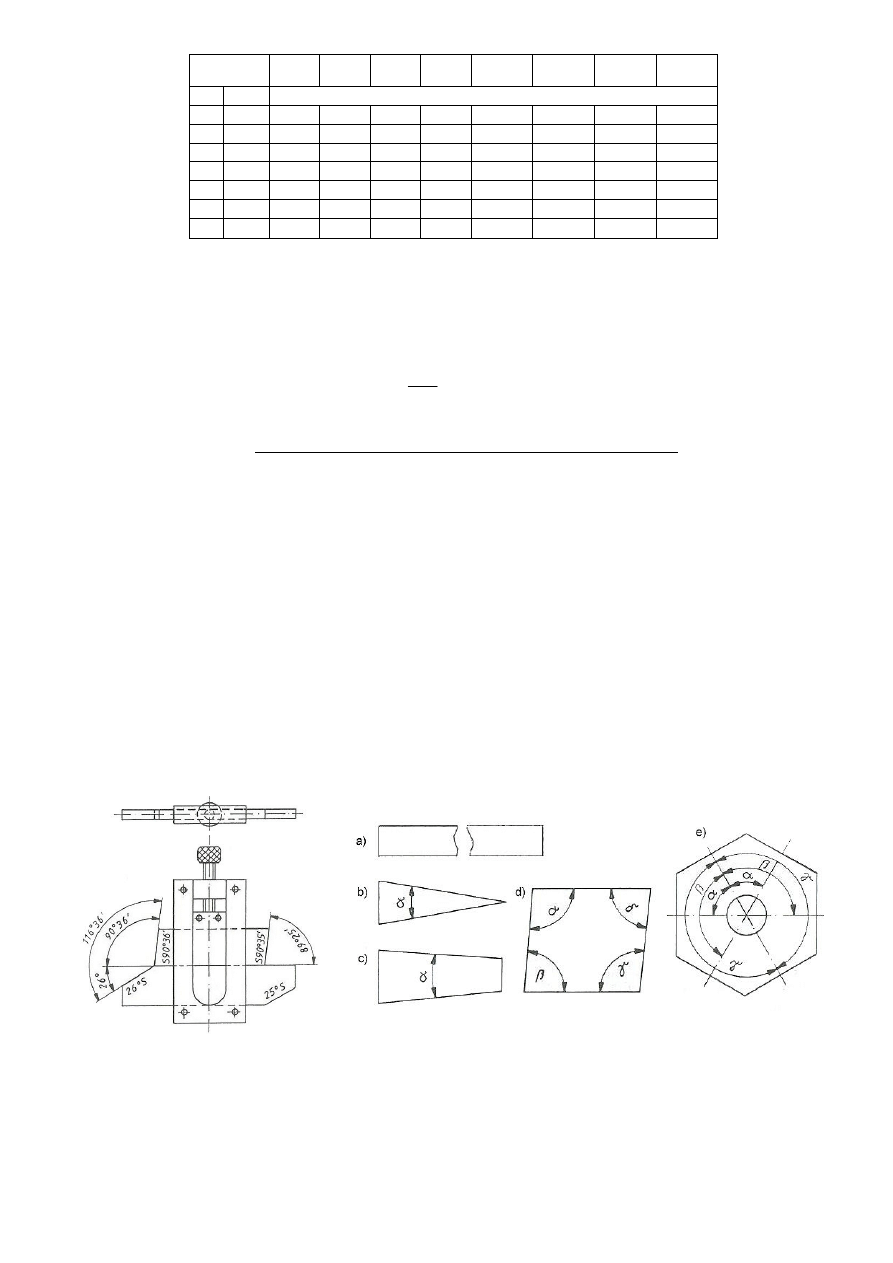
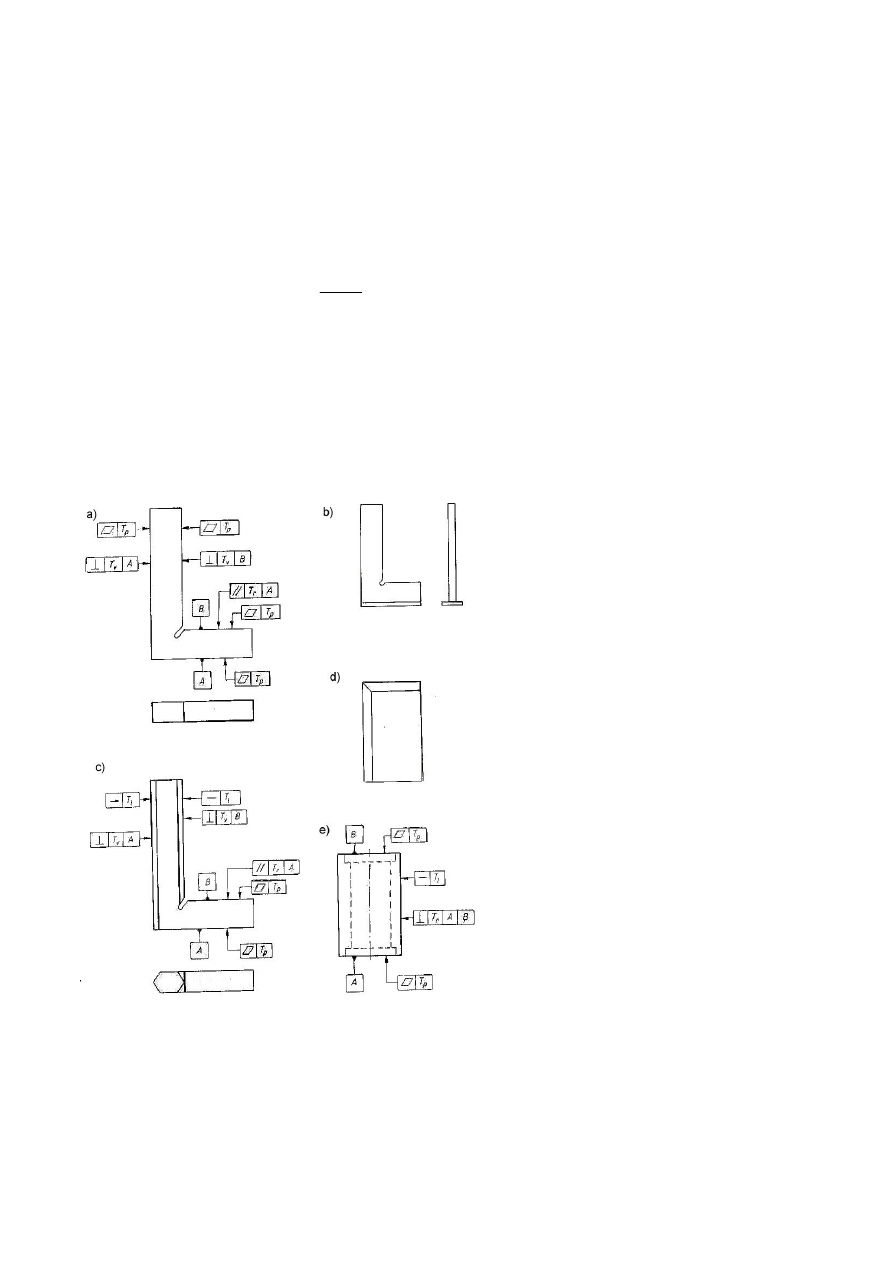
Rys.5.6. Rodzaje kątowników: a) powierzchniowy z grubym ramieniem,
b) powierzchniowy ze stopką, c) krawędziowy, d) krawędziowy pełny, e) walcowy
Kątowniki walcowe są z reguły przeznaczone do sprawdzania pozostałych kątowników. Kątowniki 90° krawędziowe i
powierzchniowe mają ustalone cztery klasy dokładności (00, 0, 1 i 2). Klasy dokładności zostały ustalone w zależności od
dłuższego ramienia kątownika oraz przyporządkowanej odpowiedniej wartości liczbowych odchyłek tolerancji prostopadłości ( T
v
),
równoległości ( T
r
), płaskości (T
p
) i prostoliniowości ( T
l
) powierzchni i krawędzi pomiarowych (rys. 5.6).
Kątowniki wykonuje się ze stali: narzędziowej stopowej, obrobionej cieplnie do twardości minimum 57 HRC lub ze stali
nierdzewnej, utwardzonej minimum do 48 HRC.
5.2.3. Kątomierz uniwersalny
Kątomierz uniwersalny pokazany jest na rys. 5.7. Pomiar kąta polega na przyłożeniu (bez szczelin) do powierzchni
przedmiotu obu ramion kątomierza, które tworzą mierzony kąt. Wskazania kątomierza uniwersalnego odczytuje się z
podziałki kreskowej umieszczonej na tarczy 1. Wartość działki elementarnej wynosi 1°. Zakres pomiarowy podziałki
zawiera się w przedziale 0-360
°
(4 razy 0-90
°
).
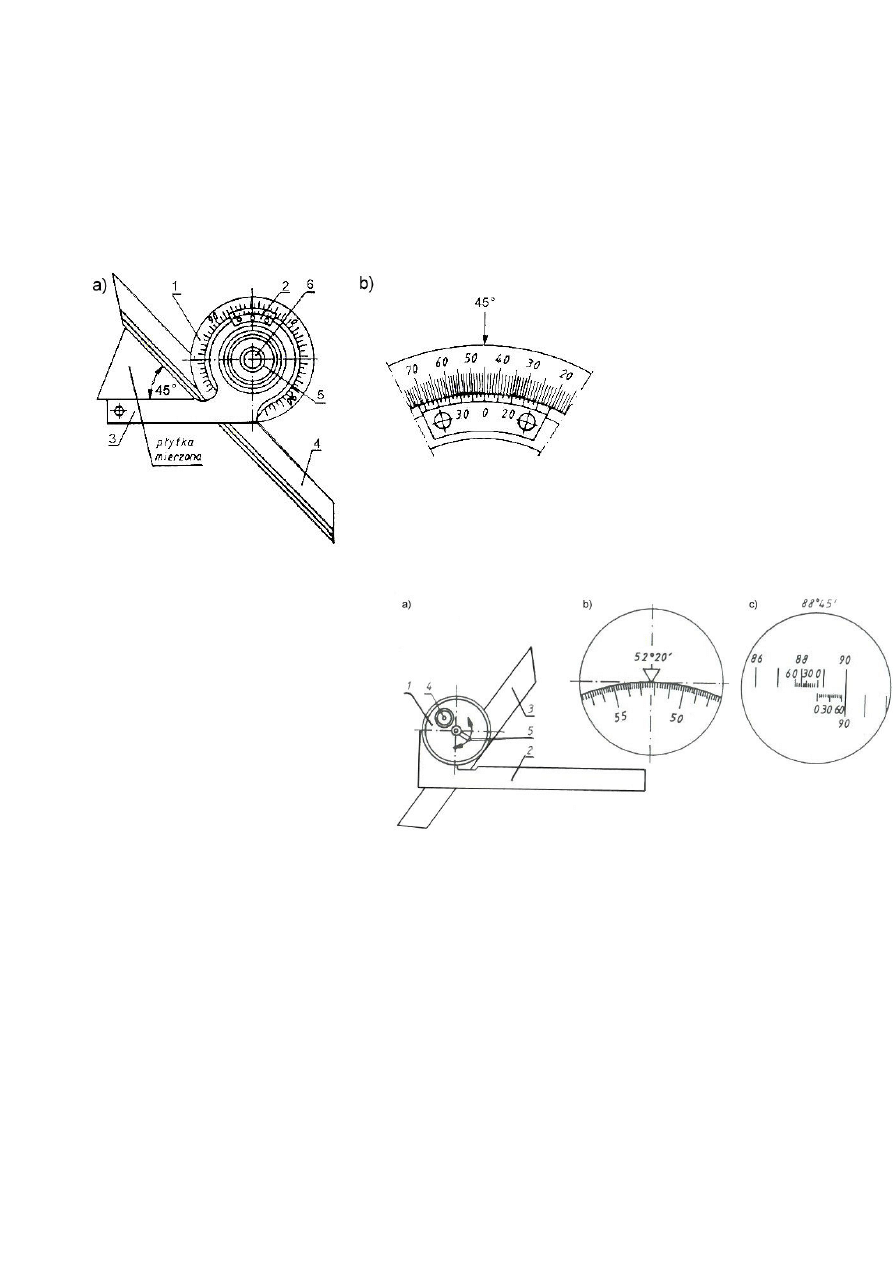
Rys.5.7. Kątomierz uniwersalny:
a) pomiar kąta, b) noniusz kątowy. 1 - tarcza z podziałką, 2 - noniusz, 3 - ramię stałe,4 – ramie ruchome, 5 - zacisk tarczy,
6 - zacisk ramienia ruchomego
Do odczytania wskazań służy noniusz kątowy
dwustronny o wartości działki elementarnej 2' lub
5'. Odczytywanie wskazań noniusza odbywa się
po tej stronie jego kreski zerowej, w której
kierunku zwiększają się wartości liczbowe stopni
na podziałce głównej. Graniczne błędy wskazań
w całym zakresie pomiarowym kątomierza
wynoszą ±2' lub ±5'. Przy pomiarze kątów
rozwartych, wskazanie kątomierza jest kątem
dopełniającym do 180°. W takim przypadku kąt
mierzony jest równy:
α
mierz
= 180
°
-
α
odczyt
Niektóre kątomierze uniwersalne mogą być w razie potrzeby mocowanie na podstawce ułatwiającej ustawienie kątomierza na
płycie pomiarowej.
5.2.4. Kątomierz optyczny
Kątomierz optyczny ma podobne przeznaczenie jak kątomierz uniwersalny i pokazany jest na rys. 5.8.
Kątomierz posiada obudowaną płytkę szklaną z podziałką kreskową o zakresie 0-360°. Wskazania kątomierza
optycznego odczytuje się przez wbudowaną w przyrząd łupkę 4, o powiększeniu x16. Wartość działki elementarnej
kątomierza z odczytem wskazań za pomocą wskazówki wynosi 10' (rys.5.8b), zaś dla kątomierzy z noniuszem o module
M = 0 wynosi 5' (rys.5.8c). Spotyka się noniusze o działce elementarnej 2’.
Rys.5.8.
Kątomierz optyczny: a) widok ogólny, b) pole widzenia w okularze dla
podziałki ze wskazówką, c) pole widzenia w okularze dla podziałki z noniuszem o module M = 0 (wartość działki
elementarnej noniusza 5' ); 1 - obudowa tarczy z podziałką, 2 - ramię stałe, 3 - ramię ruchome, 4 - lupa odczytowa, 5 -
zacisk ramienia ruchomego
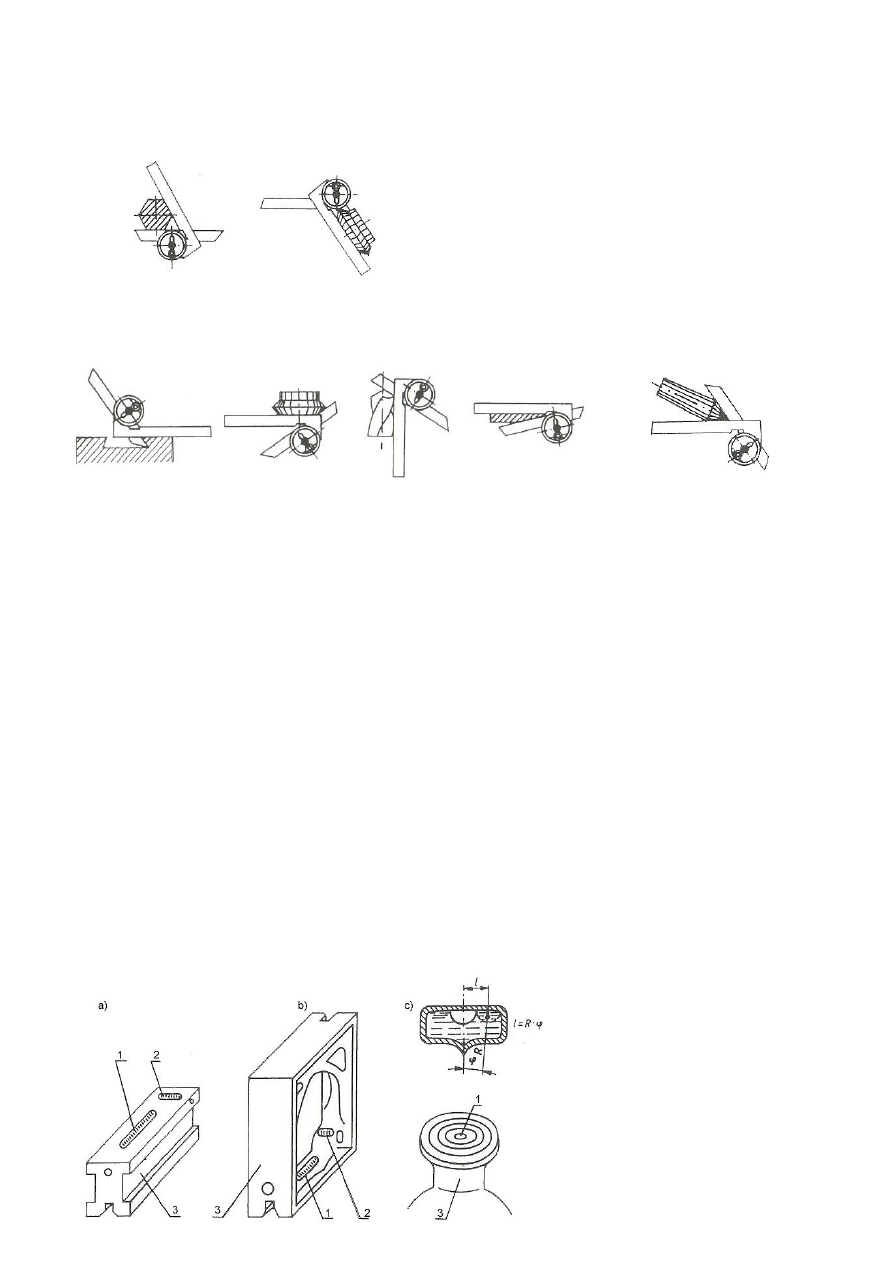
Rys.5.9. Przykłady pomiarów kątów kątomierzem (uniwersalnym lub optycznym)
Graniczny błąd wskazań kąta w całym zakresie pomiarowym kątomierzy optycznych wynosi ± 5' (wg PN-82/M-
53358). Współczesne rozwiązania kątomierzy uniwersalnych mają odczyt cyfrowy, z rozdzielczością 1' i granicznym
błędem wskazań ± 1' lub ± 0,01°.
Przykłady pomiarów kątów kątomierzem pokazano na rys. 5.9.
5.2.5. Poziomnice
Poziomnice służą do bezpośrednich pomiarów małych kątów oraz do sprawdzania położeń poziomych czy pionowych
powierzchni płaskich i walcowych. Poziomnice najczęściej używane są do sprawdzania właściwego wypoziomowania
obrabiarek, maszyn, itp. urządzeń oraz płaskości powierzchni o dużych rozmiarach. Rozróżnia się poziomnice liniałowe (rys.
5.10a), ramowe (rys. 5.10b), którymi można sprawdzać również pionowe usytuowanie powierzchni oraz kuliste (rys. 5.10c),
które są najczęściej elementem wyposażenia dokładnych przyrządów pomiarowych.
Rys. 5. 10. Rodzaje poziomic: a)
liniałowa, b) ramowa, c) kulista;
1 – ampułka wskaźnikowa, 2 - ampułka wskaźnikowa pomocnicza,
3 - obudowa
Poziomnica składa się z obudowy i ampułki wskaźnikowej w postaci wygiętej rurki szklanej napełnionej alkoholem
lub
eterem
etylowym
tak,
żeby
pozostał w niej pęcherzyk gazu (powietrze i pary cieczy). Położenie pęcherzyka względem podziałki umieszczonej na
ampułce
wskazuje
czy
powierzchnia,
na
której
spoczywa
poziomnica
jest
pozioma,
czy
też
nachylona
pod
pewnym
kątem.
Odchylenie
od
poziomu
odczytywane
jest
na
podziałce
w
mm/m
(jako
tangens
kąta
pochylenia).
Czułość
poziomnicy
zależy
od
promienia
krzywizny
ampułki. Na przykład przy długości działki elementarnej L = 1 mm i promieniu krzywizny R
≈104 m można uzyskać
wartość
działki
elementarnej
kątowej
odpowiadającej 2". Norma PN-76/M-53375 zawiera charakterystykę metrologiczną poziomnic krajowych.
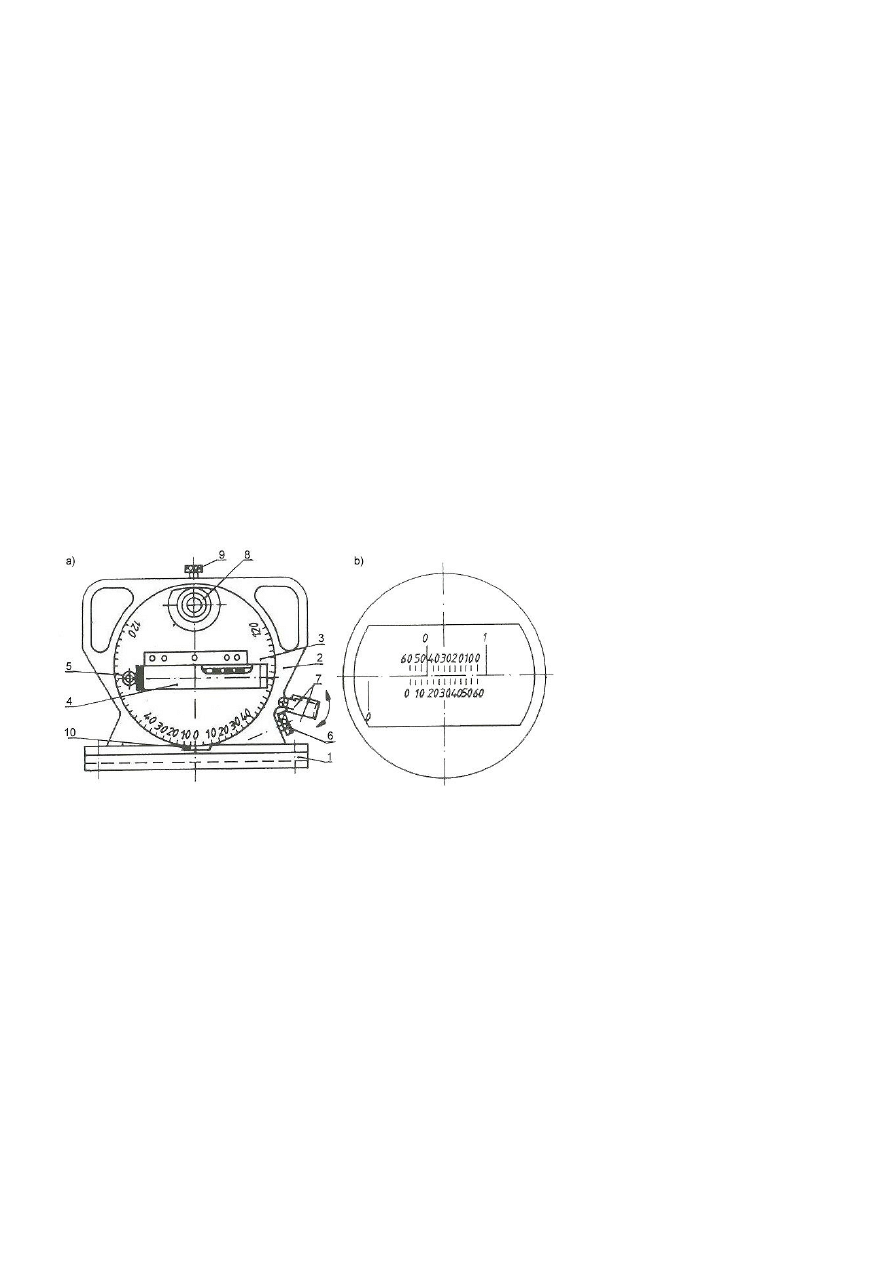
5.2.6. Kątomierz poziomicowy z mikroskopem (kwadrant optyczny)
Kątomierz poziomnicowy z mikroskopem (rys. 5.11) służy do dokładnych pomiarów kąta na powierzchniach płaskich i
walcowych oraz do ustawiania maszyn, wałów itp. w położeniu poziomym.
Kątomierz można ustawić na żądany kąt lub wykonać nim pomiary kątów, Podziałka główna ma działkę elementarną o
wartości 1°. Wartość działki elementarnej noniusza (o module M=0), obserwowanej przez mikroskop o powiększeniu
x40, wynosi 1'. Kąt odpowiadający zmianie nachylenia poziomnicy wzdłużnej przy przesunięciu pęcherzyka cieczy o 2
mm - wynosi 30", natomiast dla poziomnicy poprzecznej przy takim samym przesunięciu pęcherzyka wynosi 4’.
2
Rys. 5.11. Kątomierz poziomnicowy z
mikroskopem: a) widok ogólny, b) pole
widzenia w okularze (odczyt na rysunku
0°46'); 1- podstawa, 2 - korpus,
3 - tarcza, 4 - poziomnica podłużna, 5 -
poziomnica poprzeczna, 6 - śruba do
nastawiania kąta, 7 - pokrywa, 8 - okular, 9
- śruba zaciskowa, 10 - płytka ze
wskaźnikiem
Zakres pomiarowy tego kątomierza
zawiera się w granicach ± 120°, zaś
graniczny błąd (niedokładność) pomiaru ± 40". W podstawie kątomierza wykonany jest rowek pryzmowy o kącie 120°,
ułatwiający ustawianie na powierzchniach walcowych.
5.2.7. Poziomica koincydencyjna
Poziomnica koincydencyjna służy do dokładnych pomiarów odchyleń od położenia poziomego oraz do mierzenia
bardzo małych kątów. Widok i schemat poziomnicy pokazany jest na rys. 5.12.
Przyrząd jest tak zbudowany, że jeśli ustawi się podstawę poziomo i dźwignię 1 równolegle do niej (rys. 5.12), to
belka 3 z ampułką 5, zawierającą pęcherzyk, jest również pozioma. Dzięki temu końce pęcherzyka są równo oddalone
od środka ampułki. Jeżeli podstawa poziomnicy będzie nachylona do poziomu pod kątem, to pęcherzyk powietrza
przesunie się ku wyższemu końcowi ampułki.
Chcąc ustawić go symetrycznie względem środka ampułki, należy ustawić poziomo belkę 3,przez pokręcenie śrubą
regulacyjną 4, odziaływującą na dźwignię 1. Podczas pomiaru, belkę 3 należy obrócić wokół punktu1 o taki kąt, o jaki
podstawa nachylona jest do poziomu. Mirą tego kąta jest również kąt obrotu dźwigni 1 wokół punktu 0, a więc także
liniowe przesunięcie jej końca oraz
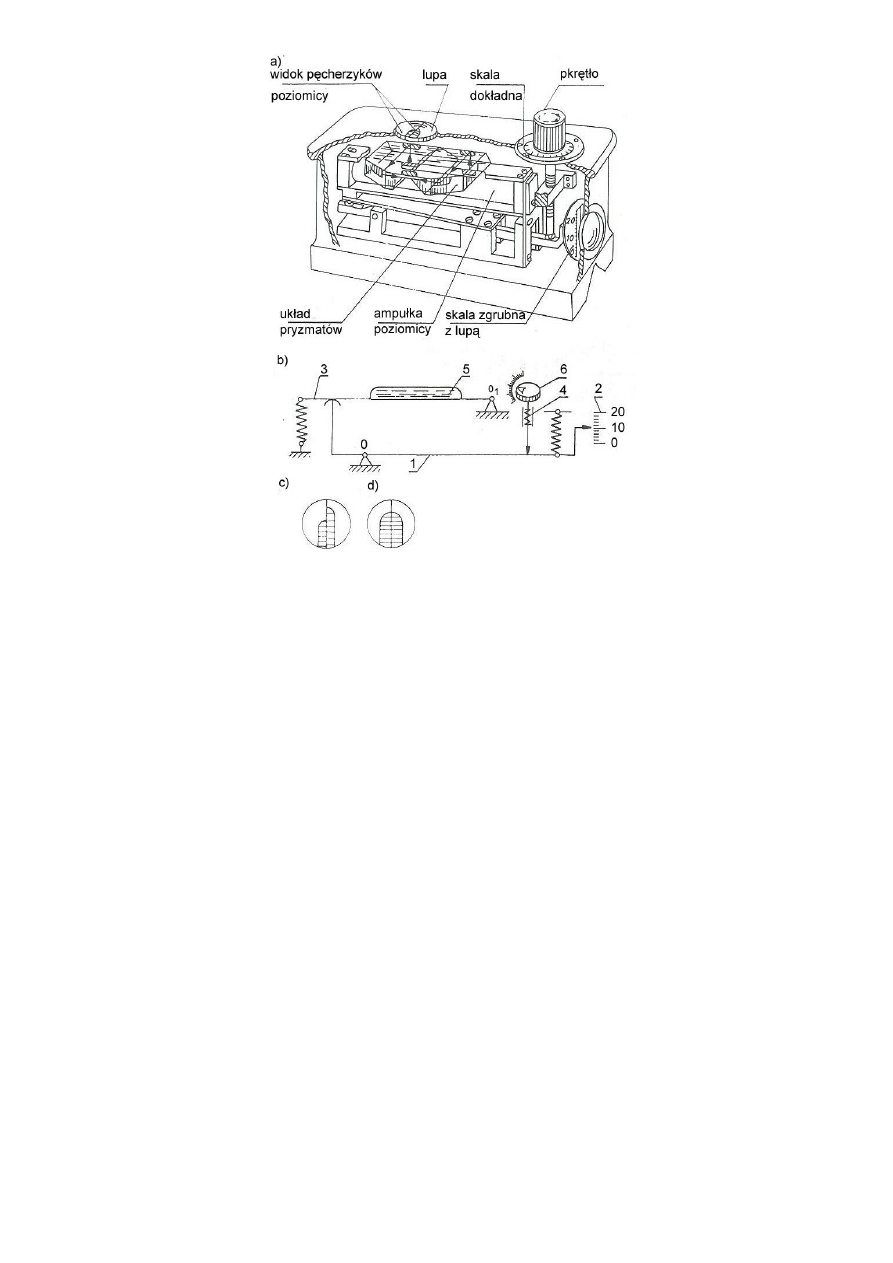
Rys.5.12. Poziomnica koincydencyjna: a) widok ogólny, b) schemat, c) widok końców pęcherzyków, d) końce
pęcherzyków w koincydencji
przesunięcie śruby regulacyjnej 4. Na podziałce bocznej 2 można odczytać z grubsza wartość kąta
α pochylenia
podstawy poziomnicy wyrażoną w mm/m,
zaś na podziałce 6, połączonej ze śrubą mikrometryczną, wartość kąta
α wyrażoną w 0,01 mm/m. Środkowe położenie
pęcherzyka powietrza obserwuje się za pomocą specjalnego układu optycznego, który umożliwia równoczesną
obserwację obrazów połówek obu końców pęcherzyków, przylegających do siebie (rys. 5.12c, d). Przed dokonaniem
odczytu kąta, końce pęcherzyków należy doprowadzić do wzajemnego pokrycia się (koincydencji) tak jak to pokazano
na rys. 5.12d. Wartość działki elementarnej wynosi 0,01 mm/m, co odpowiada kątowi
≈2”. Zakres pomiarowy
poziomnicy koincydencyjnej wynosi
± 10 mm/m, co odpowiada kątowi około ±34’. Graniczny błąd poziomnicy
koincydencyjnej dla podziałki w zakresie od 9 do 11 mm wynosi
±0,01 mm/m (tj. ok. ±0,02’), zaś w pozostałym zakresie
błąd ten zawiera się w granicach
±0,02 mm/m (tj. ok. ±4”).
5.2.8. Poziomnica elektroniczna
W poziomnicach elektronicznych, jako wzorzec kierunku pionowego wykorzystuje się wahadło, zawieszone na pięciu
cięgnach, które ustawia się zgodnie z kierunkiem działania sił grawitacji. Wszelkie odchylenia wahadła od pionu
rejestrowane i przetwarzane są przez przetworniki indukcyjne.
Układy wskazujące wyskalowane są z reguły w mm/m. Na przykład poziomnica produkowana przez Rank Taylor
Hobson (Talyvel 3) pozwala mierzyć w układzie różnicowym przy użyciu 2 poziomnic połączonych z jednym
wskaźnikiem.
Zakres pomiarowy jest nastawialny od
±3 mm/m (±600”) do ±40 mm/m (±2,25°). Wartość działki elementarnej wynosi
0,2 mm/m (40”).
5.2.9. Głowica podziałowa optyczna
Głowica podziałowa optyczna może być wykorzystywana do sprawdzania podziałów kątowych w przedmiotach
gotowych, np. w krzywkach, wielowypustach kół zębatych, poziomnicach itp. oraz dokładnego podziału w

czasie obróbki, np. przy wierceniu otworów w tarczach podziałowych, frezowaniu bardzo dokładnych kół zębatych itd.
Na rys. 5.13a pokazano ogólny widok głowicy optycznej przystosowanej do sprawdzania kątów.
Przed pomiarem na głowicy optycznej należy ustalić właściwy sposób mocowania przedmiotu mierzonego i
sprzężenia go z wrzecionem głowicy. Wrzeciono głowicy podziałowej może być ustawione pod dowolnym kątem w
zakresie 0-90
° do poziomu. Przedmiot w zależności od kształtu może być mocowany w uchwycie szczękowym
osadzonym na wrzecionie głowicy podziałowej lub w kłach, względnie na trzpieniu. W ostatnich przypadkach – głowica
podziałowa musi być zamocowana na łożu zaopatrzonym w przesuwny koniki z kłem (jak to pokazano na rys. 5.13a).
Stosując mocowanie w kłach, niezbędne jest zastosowanie zabieraka, który pośredniczy w przekazywaniu obrotów
wrzeciona na przedmiot mierzony. W celu zapewnienia jednakowego nacisku zabieraka do sworznia zabierakowego,
stosuję się obciążnik, zaczepiony cięgnem do trzpienia. Czujnik z podstawą 13 wykorzystuje się do ustalenia
jednakowego położenia pomiarowego przedmiotu przed dokonaniem odczytu wskazań głowicy. Wskazania optycznej
głowicy podziałowej odczytywane są w kolejnych położeniach pomiarowych
1
0
i
2
0
, a wartość kąta wynosi
1
2
α
α
α
−
=
Wskazania optycznej głowicy podziałowej odczytuje się przez okular na podziałce kątowej w zakresie 0-360
°. Wartość
działki elementarnej wynosi 1
°. Oprócz podziałki kątowej ruchomej wbudowana jest także podziałka minutowa o działce
elementarnej 2’, a w nowszych wykonaniach noniusz o wartości działki elementarnej 10” lub 3”. Na rys. 5.13 pokazane
jest pole widzenia w okularze głowicy podziałowej firmy C. Zeiss typ P3, której zastosowanie zilustrowane jest na rys.
15.13a. Na rys. 5.13d i 5.13e pokazano pola widzenia w okularach głowic starszego typu, często nadal używanych.
Graniczny błąd kąta przy pomiarze za pomocą optycznej głowicy podziałowej wynosi:
+
±
=
∆
2
sin
10
β
α
A
[”]
gdzie:
β
-różnica kątów z dwóch ustawień.
A -współczynnik zależny od rodzaju obróbki zastosowanej do wykonania przedmiotu: A = 10, dla toczenia i frezowania
A = 20.
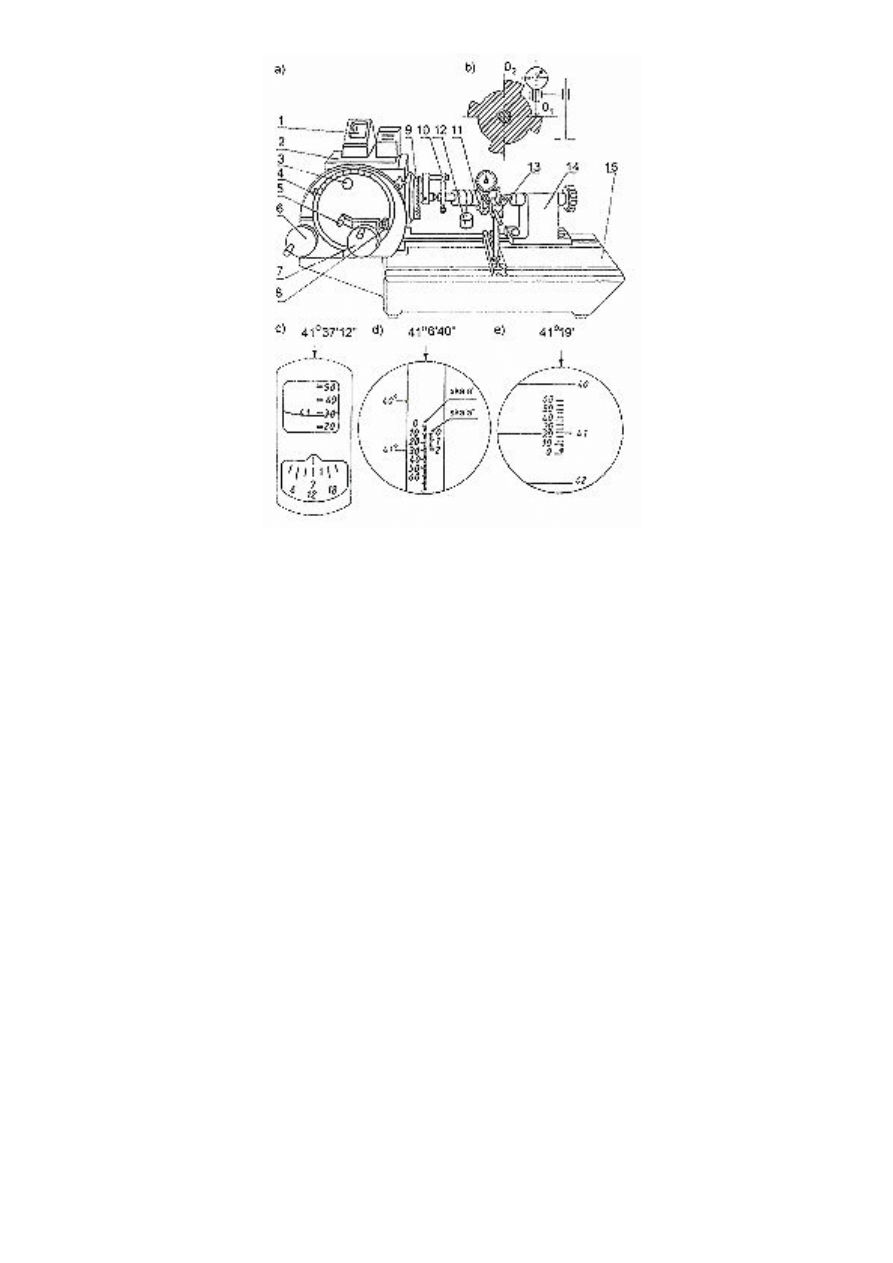
Rys.5.13. Stanowisko pomiarowe do pomiaru kątów za pomocą głowicy podziałowej: a) widok ogólny, b) schemat
pomiaru, c), d), e) pole widzenia w okularze dla głowic różnego typu; 1- urządzenie projekcyjne, 2- powierzchnie
ustawcze, 3- śruba ustawcza, 4- noniusz, 5- dźwignia uchylna, 6- napęd do nachylenia wrzeciona, 7- napęd obrotu
wrzeciona, 8- napęd dokładny obrotu wrzeciona, 9- wrzeciono, 10- zabierak, 11- przedmiot mierzony, 12- obciążnik, 13-
podstawa z czujnikiem, 14- konik, 15- łoże
5.2.10. Inne przyrządy do bezpośredniego pomiaru kątów
Optyczny stół podziałowy przeznaczony jest zarówno do pomiarów kątowych, jak i do wykonania dokładnego
podziału kątowego przedmiotów obrabianych na wiertarkach, frezarkach, wytaczarkach itp., jeśli podział odbywa się
dookoła osi pionowej. Budowa stołu optycznego jest zbliżona do budowy optycznej głowicy podziałowej.
Goniometr (nazywany też refleksyjnym) jest przyrządem laboratoryjnym, stosowanym do dokładnych pomiarów
kątów między dwiema płaszczyznami polerowanymi lub docieranymi (np. do pomiaru pryzmatów, płytek kątowych itp.).
Graniczny błąd pomiaru kąta zawiera się w granicach
± 1”.
Przyrząd autokolimacyjny znajduje zastosowanie w dokładnych pomiarach kątów w przemyśle maszyn ciężkich,
np.. służy do mierzenia podziałek kątowych dużych kół zębatych, tarcz podziałowych itp. Ponadto przyrząd
wykorzystywany jest do sprawdzania prostoliniowości, płaskości i współosiowości. Przyrząd ma zakres pomiarowy 0-
360
° oraz wartość działki elementarnej urządzenia odczytowego równą 1”.
Teodolit umożliwia pomiar kątów w płaszczyźnie poziomej i pionowej. Stosowany jest w budowie maszyn ciężkich do
pomiarów podziałek kątowych, odkształceń, poziomowania itp. Wartość działki elementarnej równa jest 1”.
Mikroskop warsztatowy wyposażony jest w głowicę goniometryczną (okular goniometryczny), która umożliwia
bezpośrednie pomiary kątów na stosunkowo małych płaskich przedmiotach w zakresie 0-360
°. W celu dokonania
pomiaru kąta należy jedną z linii przerywanych siatki okularu obserwacyjnego pokryć z jedną krawędzią kąta
mierzonego i dokonać odczytu
1
α
na podziałce kątowej w okularze goniometrycznym. Następnie należy tak obrócić
układ linii przerywanych (układ kres), aby ta sama linia pokryła się z drugą krawędzią kąta mierzonego i dokonać
odczytu kąta
2
α
. Mierzony kąt
1
2
α
α
α
−
=
, jeśli
1
2
α
α
>
Na rysunku 5.14b, c mierzony kąt
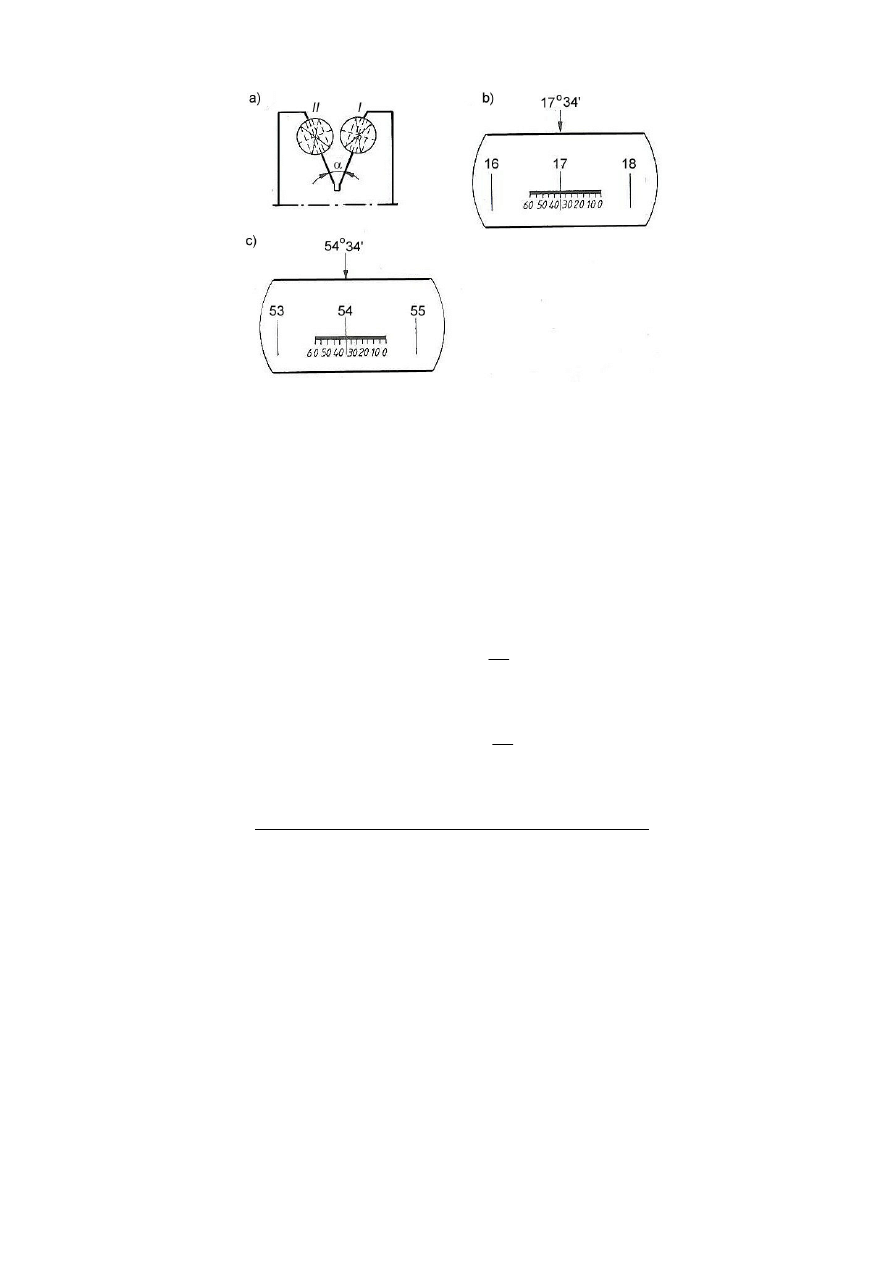
o
o
o
37
'
34
17
'
34
54
=
−
=
α
Rys. 5.14. Schemat pomiaru kąta za pomocą mikroskopu; a) widok w okularze, b) i c) widok w okularze kątowym
głowicy goniometrycznej w położeniach I oraz II
Graniczny błąd pomiaru kąta przy użyciu głowicy goniometrycznej można obliczyć z zależności
(
)
2
1
α
α
α
∆
+
∆
±
=
∆
Przyjmując, że
2
1
α
α
∆
≈
∆
, otrzymujemy
2
2
α
α
∆
±
=
∆
gdzie
i
α
∆
- błąd wskazania występujący przy odczytywaniu kątów
1
α
i
2
α
. Według danych katalogowych
i
α
∆
nie
przekracza
±3’. Błąd ten można również wyliczyć ze wzorów empirycznych:
- przy pomiarach z użyciem nożyków pomiarowych
+
±
=
∆
L
5
,
1
5
,
1
1
α
[‘]
- bez użycia nożyków pomiarowych
+
±
=
∆
L
5
,
1
5
,
2
1
α
[‘]
gdzie L- długość krótszego ramienia kąta w mm.
5.3.Narzędzia i przyrządy do pośrednich pomiarów kąta
5.3.1. Liniał sinusowy
Liniał sinusowy składa się z płyty wzdłużnej, która oparta jest na dwóch wałkach o jednakowej średnicy oraz płytek
oporowych czołowych lub bocznych. Liniały sinusowe do pomiaru stożków wyposażone są dodatkowo w uchwyty
kłowe. Osie wałków, na których oparta jest płyta wzdłużna, są do siebie równoległe i leżą w płaszczyźnie równoległej do
górnej płaszczyzny płyty.
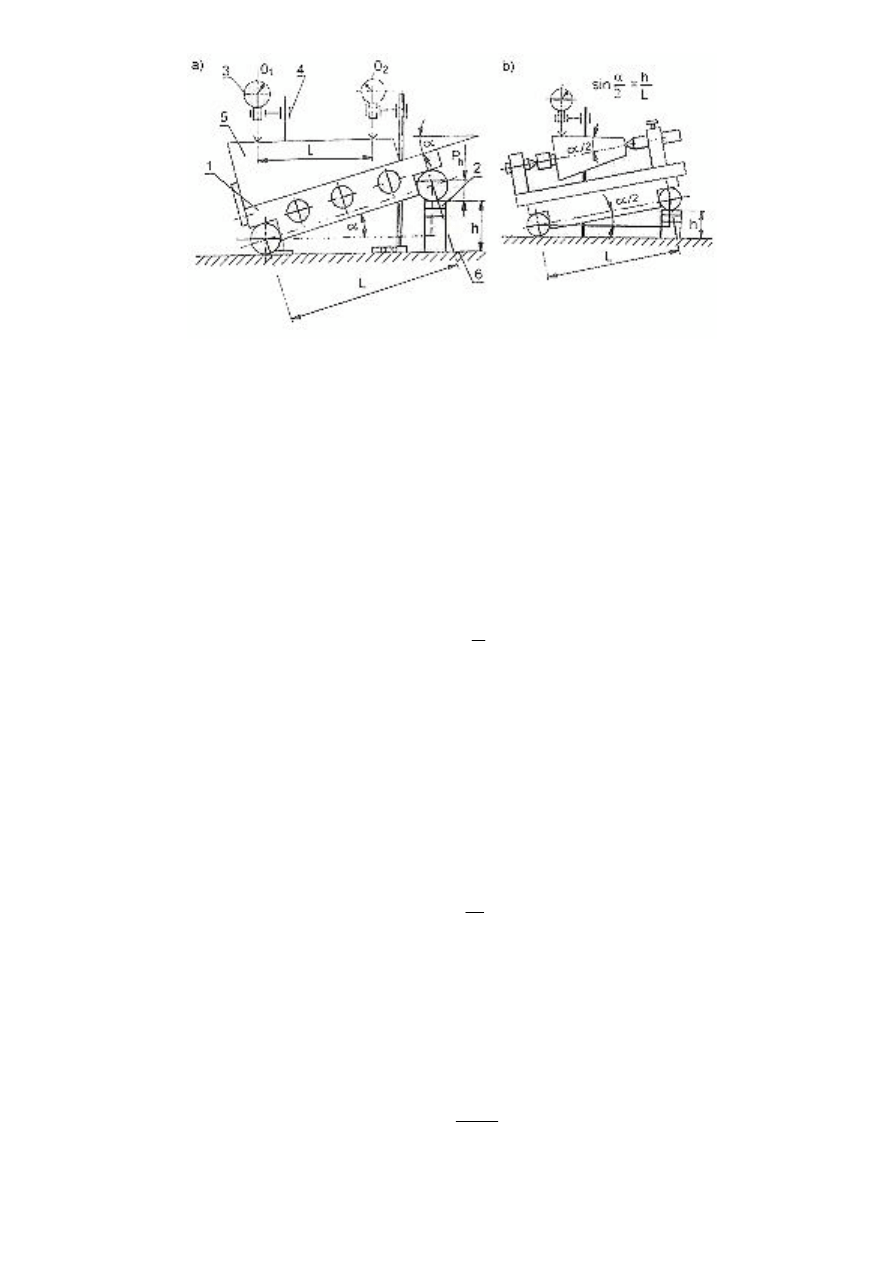
Rys. 5.15. Schemat pomiaru kątów liniałem sinusowym: a) pomiar kąta klina, b) pomiar kąta stożka zewnętrznego; 1-
liniał sinusowy, 2- stos płytek wzorcowych, 3- czujnik, 4- statyw czujnika, 5- przedmiot mierzony, 6- płyta miernicza
Według PN-79/M-53354 odległość L między osiami wałków wynosi 100 lub 200 mm i jest wykonana z dokładnością do
±0,002 mm lub ±0,003 mm.
Liniały sinusowe służą do pomiaru lub ustawienia kątów klina względnie stożka (rys. 5.15a i b).
Pomiar kąta polega na tym, że po ustawieniu mierzonego przedmiotu na płycie liniału sinusowego, pod jeden z
wałeczków podstawia się stos płytek wzorcowych o takiej wysokości h, aby górna płaszczyzna (czy tworząca)
przedmiotu mierzonego była równoległa do płaszczyzny płyty pomiarowej, na której ustawiony jest liniał sinusowy.
Równoległość położenia płaszczyzny mierzonego przedmiotu względem płaszczyzny płyty pomiarowej sprawdza się
czujnikiem zegarowym, zamocowanym na podstawie (rys. 5.15a). Jeśli zostanie spełniony warunek równoległości, to
różnica wskazań czujnika w położeniu
2
0
i
1
0
będzie wynosić zero, a kąt klina można wyliczyć z prostej zależności
L
h
=
α
sin
gdzie:
h- wysokość stosu płytek wzorcowych,
L- długość liniału sinusowego.
W przypadku potrzeby pomiaru bardzo małego kąta, pod oba wałeczki liniału sinusowego można podstawić stosy
płytek wzorcowych o odpowiedniej różnicy wysokości
2
1
N
N
h
−
=
. Dzięki temu unika się trudności w doborze
odpowiednich grubości płytek wzorcowych. W praktyce, dobranie odpowiedniej wysokości stosu płytek wymaga wielu
pracochłonnych prób i nie zawsze udaje się zestawić taki stos, aby różnica wskazań czujnika w położeniach skrajnych
wynosiła zero. W tym przypadku, do obliczonego kąta
α
należy dodać algebraicznie poprawkę wyliczoną ze wzoru
l
W
3438
ρ =
α
[‘]
gdzie:
1
2
0
0 −
=
W
- różnica wskazań czujnika w mm,
l - odległość między skrajnymi położeniami czujnika podczas sprawdzania
w mm.
Znak poprawki
α
ρ
zależy od znaku różnicy wskazań czujnika, jeśli W < 0, to
α
ρ
> 0 i odwrotnie.
W dokładnych pomiarach, różnicę wskazań czujnika uwzględnia się w postaci poprawki wysokości stosu płytek
wzorcowych we wzorze ogólnym
L
P
h
h
+
=
α
sin
Z rysunku 5.16 wynika, że
2
2
h
L
P
l
W
h
−
=
a stąd
2
2
h
L
l
W
P
h
−
=
Niedokładność pomiaru kąta za pomocą liniału sinusowego można obliczyć z ogólnego wzoru na obliczenie błędów
granicznych pomiarów pośrednich
∆
∂
∂
+
∆
∂
∂
+
∆
∂
∂
±
=
∆
h
h
P
P
L
L
h
h
α
α
α
α
lub wzoru bardziej szczegółowego
∆
∂
∂
+
∆
∂
∂
+
∆
∂
∂
±
=
∆
h
h
P
P
L
L
h
h
α
α
α
α
α
sin
sin
sin
cos
1
[rad]
Rys. 5.16. Schemat do wyznaczania poprawki
h
P
Różniczkując zależność na sin
α, można otrzymać wzór na graniczny, błąd pomiaru kąta w postaci
(
)
h
P
L
h
L
∆
+
∆
+
∆
±
=
∆
α
α
α
sin
cos
3438
[‘]
gdzie:
h
∆
- błąd graniczny wysokości stosu płytek,
L
∆
- błąd graniczny długości liniału sinusowego użytego do pomiarów,
P
∆
- błąd graniczny wyznaczenia poprawki wysokości h na podstawie wskazań czujnika.
Błąd graniczny wysokości stosu płytek można obliczyć następująco
(
)
W
p
a
h
∆
+
∆
+
∆
±
=
∆
gdzie:
(
)
n
a
a
a
a
∆
+
+
∆
+
∆
±
=
∆
...
2
1
a
∆
- suma błędów granicznych poszczególnych płytek wzorcowych,
p
∆
- błąd płaskości użytej płyty pomiarowej,
W
∆
- błąd zmienności wskazań czujnika zegarowego uwzględniany jeśli poprawka wysokości
0
=
h
P
.
Różniczkując wzór na obliczenie wielkości poprawki
h
P
otrzymamy
∆
∂
∂
+
∆
∂
∂
+
∆
∂
∂
+
∆
∂
∂
±
=
h
h
P
L
L
P
l
l
P
W
W
P
P
h
h
h
h
h
a stąd
∆
−
+
∆
−
+
∆
+
∆
−
±
=
∆
h
H
L
Wh
L
h
L
WL
l
l
W
W
h
L
l
P
h
2
2
2
2
2
2
1
Trzeci i czwarty składnik (sumy zawartej w nawiasie) wyprowadzonej zależności mają znikomy wpływ na wartość
h
P
∆
i mogą być pominięte. W praktyce dla kątów mniejszych od 45
°, maksymalny błąd graniczny pomiaru liniałem
sinusowym nie przekracza
±15”.
5.3.2. Pomiary pośrednie kąta na mikroskopie warsztatowym lub współrzędnościowej maszynie pomiarowej
(koordynatometrze)
Pomiar kąta metodą pośrednią przy użyciu mikroskopu lub koordynatometru wymaga określenia różnicy wymiarów x
między dwoma przekrojami A i B i odległości l między nimi, rys.5.17, a następnie wyliczenia kąta z zależności
l
x
tg
=
α
Rys. 5.17. Pomiar kąta metodą pośrednią: a) na mikroskopie warsztatowym, b) na współrzędnościowej maszynie
pomiarowej
Pomiar za pomocą mikroskopu warsztatowego polega na ustawieniu przedmiotu na stoliku, a następnie pokryciu jednej
z linii przerywanych siatki okularu obserwacyjnego z krawędzią kąta. Położenie stolika odczytuje się na bębnach śrub
mikrometrycznych służących do przesuwów wzajemnie prostopadłych. Następnie należy przesunąć stolik o znaną
wielkość l (możliwie dużą) i drugą śrubą doprowadzić do pokrycia się linii okularu z krawędzią kąta mierzonego,
odczytując drugie położenie stolika na tym kierunku.
Różnica między tymi położeniami określa wielkość x. Pomiary z użyciem nożyków pomiarowych są dokładniejsze.
Pomiary kąta na współrzędnościowej maszynie pomiarowej w swej istocie są analogiczne do pomiarów z użyciem
mikroskopu warsztatowego, z tą różnicą, że mogą być wykonane szybko, w sposób automatyczny, zgodnie z
programem wykorzystywanym do tego celu. Dzięki temu, wynik pomiaru możemy uzyskać
na ekranie monitora w postaci wartości liczbowej kąta, bez potrzeby ustalenia wymiarów x i l wraz z poprawkami na
punkt styku końcówki pomiarowej i konieczności jego oddzielnego obliczania.
Przy czym przy pomiarach kąta stożka za pomocą mikroskopu czy koordynatometru, niezbędne jest osiowe
ustawienie stożka na jednym z kierunków przesuwów (stolika czy elementów pomiarowych) i pewne jego zamocowanie.
Graniczny błąd pomiaru kąta
α
∆
∂
∂
+
∆
∂
∂
±
=
∆
l
l
x
x
α
α
α
co po zróżniczkowaniu przyjmie postać
(
)
α
α
α
tg
cos
2
l
x
l
∆
+
∆
±
=
∆
[rad]
lub
(
)
α
α
α
tg
cos
3438
2
l
x
l
∆
+
∆
±
=
∆
[‘]
gdzie
x
∆
i
l
∆
- niedokładność pomiaru tych wielkości w mm.
5.4. Przebieg pomiarów
5.4.1. Pomiar kąta klina
Wytypowany przez prowadzącego ćwiczenie klin przygotować do pomiarów. Za pomocą liniału krawędziowego ocenić
błędy prostoliniowości ramion mierzonego kąta. Wyniki obserwacji wpisać do karty pomiarowej. Następnie zmierzyć kąt
klina za pomocą płytek kątowych, kątomierza z noniuszem i kątomierza optycznego. Wyniki pomiarów wpisać do karty
pomiarowej. Określić niedokładność pomiarów. Porównując zadane kąty i ich tolerancje rysunkowe z wynikami
pomiarów, wydać orzeczenie o jakości wykonania sprawdzanych kątów. Określić ich klasę dokładności oraz
poprawność doboru narzędzi i metody pomiarowej dla zadanej tolerancji kąta rysunkowego.
5.4.2. Pomiar kąta wierzchołkowego trzpienia stożkowego
Trzpień stożkowy przygotować do pomiarów. Za pomocą liniału powierzchniowego ocenić błędy prostoliniowości
tworzącej stożka; wynik obserwacji opisać w sprawozdaniu. Przeprowadzić pomiar kąta przy użyciu liniału sinusowego,
wpisując do karty pomiarowej wymiary pośrednie. Równocześnie należy zapisać charakterystykę metrologiczną
przyrządów zastosowanych w pomiarach. Dane powyższe posłużą do określenia poprawki obliczanego kąta
α
oraz
niedokładności pomiaru. Analogicznie jak w p. 5.12 określić klasę dokładności kąta i wydać orzeczenie odnośnie doboru
właściwej metody pomiarowej i poprawności wykonania mierzonego kąta.
5.4.3. Pomiar pośredni kąta klina na współrzędnościowej maszynie pomiarowej
Klin, na którym należy pomierzyć kąt, przygotować do pomiarów i zamocować na płycie maszyny pomiarowej.
Według wskazań prowadzącego dobrać końcówkę pomiarową, wybrać odpowiedni program do pomiaru kątów, ustalić
wielkość l i dokonać pomiaru. Obliczyć niedokładność pomiaru kąta
α
. Analogicznie jak w p. 5.12 określić klasę
dokładności zadanego kąta, wydać orzeczenie odnośnie poprawności doboru narzędzi i sposobu pomiaru oraz
poprawności wykonania sprawdzanego kąta.
5.5. Wytyczne do opracowania sprawozdania
Sprawozdanie powinno zawierać;
1. Wypełnioną kartę pomiarową otrzymaną na zajęciach.
2. Szkic mierzonych części z oznaczeniem kątów mierzonych.
3. Szkic i krótki opis zastosowanych metod pomiarowych.
4. Obliczenia (wzór, podstawienie, wynik, jednostki)
5. Obliczenie niedokładności pomiarów z objaśnieniami.
6. Ocenę przydatności użytych metod pomiarowych.
7. Porównanie kątów zmierzonych z zadanymi kątami rysunkowymi i wydanie orzeczenia o poprawności ich
wykonania.
8. Określenie klasy dokładności sprawdzonego kąta.
9. Wnioski i uwagi dotyczące przebiegu ćwiczenia.
Grupa
Podgrupa
POLITECHNIKA BIAŁOSTOCKA
Katedra Technologii Maszyn
Laboratorium Metrologii
Student
Karta pomiarowa do
Ćwiczenia nr 4
POMIARY KĄTÓW
Tabela pomiarowa nr 1 kąt ....................
Narzędzia pomiarowe
/działka elementarna/
Lp.
Wartość pomiaru
[..................]
Wartość
średnia
[..............]
Wymiar
rysunkowy
[..............]
Niedokładność
pomiaru
[..............]
Kątomierz uniwersalny
/............./
Kątomierz optyczny
/.............../
Płytki wzorcowe kątów
/.............../
Mikroskop warsztatowy
/............../
Tabela pomiarowa nr 2 kąt ....................
Narzędzia pomiarowe
/działka elementarna/
Lp.
Wartość pomiaru
[..................]
Wartość
średnia
[..............]
Wymiar
rysunkowy
[..............]
Niedokładność
pomiaru
[..............]
Kątomierz uniwersalny
/............./
Kątomierz optyczny
/.............../
Płytki wzorcowe kątów
/.............../
Mikroskop warsztatowy
/............../
Tabela pomiarowa nr 3 kąt ....................
Narzędzia pomiarowe
/działka elementarna/
Lp.
Wartość pomiaru
[..................]
Wartość
średnia
[..............]
Wymiar
rysunkowy
[..............]
Niedokładność
pomiaru
[..............]
Kątomierz uniwersalny
/............./
Kątomierz optyczny
/.............../
Płytki wzorcowe kątów
/.............../
Mikroskop warsztatowy
/............../
Tabela pomiarowa nr 4 kąt ....................
Narzędzia pomiarowe
/działka elementarna/
Lp.
Wartość pomiaru
[..................]
Wartość
średnia
[..............]
Wymiar
rysunkowy
[..............]
Niedokładność
pomiaru
[..............]
Kątomierz uniwersalny
/............./
Kątomierz optyczny
/.............../
Płytki wzorcowe kątów
/.............../
Mikroskop warsztatowy
/............../
Data :
Podpis studenta
Ocena :
Podpis prowadzącego
zajęcia
Wyszukiwarka
Podobne podstrony:
cw12 teoria, Zaawansowana rachunkowość finansowa, Zaawansowana rachunkowość finansowa, zaawansowana
cw12, niezbędnik rolnika 2 lepszy, Gleboznawstwo, mikrobiologia
lab cw12, ATH, Fizyka, od sylwi, Fizyka, laborki, Fizyka, Fizyka
cw12
Cw12 Rozdzial przez stracanie, Polibuda, II semestr, fizyka, FIZA, lab, Chemia laborki, chemia ogoln
ćw12 - Wyżarzanie i hartowanie stali, Wstępy na materiałoznawstwo
ćw12 Biblioteka jQuery
cw12 3
cw12 sprawko
zestawy Szczęsny, Cw12
cw12
cw12 sprawko
cw12 13 14
cw12 Przebiegi niesinusoidalne Szeregi Fouriera
inżynieria ćw12, Studia, I o, rok II, semestr III, inżynieria materiałowa, od Asi
Zadania od stojkowej CW12
SIP Lab cw12
cw12
więcej podobnych podstron