Katalityczny reforming benzyn
Wst p
Reforming katalityczny jest procesem, w którym benzyna podwy sza swoj liczb
oktanow przede wszystkim na skutek zwi kszenia zawarto ci w glowodorów
aromatycznych i w mniejszym stopniu dzi ki izomeryzacji i hydrokrakingowi. Surowcem dla
reformingu jest tzw. ci ka benzyna z destylacji pierwotnej oraz inne surowce o tym zakresie
temperatur wrzenia (C
6
-C
11
). We współczesnej rafinerii jest to (obok krakingu katalitycznego)
kluczowy proces dostarczaj cy składników do komponowania benzyn. Reforming
katalityczny dostarcza równie w glowodorów aromatycznych dla przemysłu chemicznego.
Oprócz tego, w ka dej rafinerii, reforming benzyn stanowi wa ne ródło wodoru dla realizacji
hydroprocesów.
W latach 30-tych XX wieku, dla poprawy jako ci benzyn i dla wytwarzania aromatów,
stosowany był reforming termiczny w temperaturze 510-590°C pod ci nieniem 5-7 MPa. W
tym samym czasie Niemczech opracowano reforming katalityczny na katalizatorze
molibdenowym osadzonym na tlenu glinu (DHD). Jednak prawdziwy rozwój tego procesu
datuje si od roku 1949 kiedy to UOP uruchomił pierwsz przemysłow instalacj
Platformingu (Vladimir Haensl), stosuj c katalizator platynowy (~0,5% wag.) osadzony na
tlenku glinu. Technologia okazała si przełomowa – reforming stanowi nie tylko stosunkowo
prosty i tanie sposób otrzymywania du ych ilo ci benzyny wysokooktanowej ale jest te był
ródłem taniego, dosy czystego gazu wodorowego, co umo liwiło ekonomiczn realizacj
wielu innych procesów jak hydrorafinacja i hydrokraking (hydroizomeryzacja,
hydrodealkilacja i inne). Od katalizatora platynowego przyj ło si okre la reforming
katalityczny benzyn mianem paltformingu. W latach 50 i 60-tych XX wieku nast pił
gwałtowny ilo ciowy i jako ciowy rozwój metod reformowania, pojawiło si wiele ró nych
procesów przemysłowych i katalizatory bi- i polimetaliczne. Rozwój ten trwa do chwili
obecnej.
Surowiec
Surowcem do procesu jest benzyna o granicach wrzenia od 60-80°C do 160-190°C. W
wyniku reformowania temperatura ko ca wrzenia wzrasta o około 15°C poniewa
w glowodory aromatyczne maj wy sze temperatury wrzenia. W wielu przypadkach
stosowane s w sze frakcje, zwłaszcza gdy celem jest wytwarzanie w glowodorów
aromatycznych a nie benzyny wysokooktanowej. Maksymalna dopuszczalna temperatura
ko ca wrzenia surowca wynosi 204°C.
Obecnie, w zwi zku z ograniczaniem zawarto ci benzenu w benzynach, z wsadu na
reforming usuwa si prekursory benzenu, zwłaszcza nafteny C
6
. Dlatego pocz tek
temperatury wrzenia wsadu jest obecnie powy ej 85
o
C – dla usuni cia wszystkich
prekurosrów nale ałoby stosowa surowiec o pocz tku wrzenia 104-110
o
C.
Lekka benzyna, wrz ca poni ej tej temperatury jest zwykle kierowana do procesu
hydroizomeryzacji, jednak mo liwo ta jest ograniczona ze wzgl du dopuszczaln
zawarto ci benzenu i heptanu we wsadzie na ten proces.
Ilo benzenu powstaj cego w procesie reformowania zale y od temperatury i
ci nienia procesu – np. dla surowca o pocz tku wrzenia 102
o
C:
Ci nienie, MPa
2.1
0.35
zawarto benzenu, % mas.
92
0.8
0.2
96
1.0
0.3
LOMB
reformatu
100
1.2
0.4
Surowiec do reformowania nie mo e zawiera olefin (starsze procesy prowadzone
przy wy szym ci nieniu dopuszczały zawarto olefin do 2 %). Siarka (i jej zwi zki) s
trucizn dla katalizatora reformingowego, dlatego surowce musz by gł boko rafinowane.
Kiedy dopuszczano zawarto siarki do 10 ppm. Współczesne instalacje wymagaj
zawarto ci siarki poni ej 0,5 ppm a nawet poni ej 0,2 ppm, zawarto azotu poni ej 0,5 ppm.
Surowce zawieraj ce du o w glowodorów parafinowych s mniej przydatne dla
reformowania, wymagaj wy szych temperatur pracy i cz stszych regeneracji, daj mniejsz
wydajno produktu o okre lonej liczbie oktanowej. Zawarto w glowodorów
aromatycznych w surowcu wynosi około 20 % lub zwykle mniej. Dla okre lenia jako ci
surowca do reformowania przyjmuje si sum N+2A gdzie N oznacza zawarto naftenów
(% vol.) a A- w glowodorów aromatycznych; po dane s surowce, które maj warto
N+2A powy ej 60.
W tabeli 1 zestawiono typowe warto ci opisuj ce skład surowca i produktu reformingu
katalitycznego benzyn.
Tab. 1. Typowy skład surowca i produktu reformingu, % vol.
Składnik
surowiec
Produkt
Alkany
45 – 55
30 – 50
Alkeny
0 - 2
0
Nafteny
30 – 40
5 – 10
Aromaty
5 - 10
45 – 60
Liczba oktanowa surowców wynosi zwykle około 60 (MB) a produktów 80-105
(zwykle 92-102), w przypadku produkcji w glowodorów aromatycznych liczby oktanowe
mog by powy ej 115.
Główny składnik wi kszo ci katalizatorów reformingu – platyna – jest wra liwy na
zatrucie siark (siarkowodorem), amoniakiem oraz organicznymi zwi zkami siarki i azotu.
Dlatego surowiec reformingu musi by wcze niej poddany hydrorafinacji.
Wpływ zanieczyszcze surowca na proces reformingu:
Siarka: zatruwa funkcj metaliczn katalizatora przez co ujawnia si bardziej funkcja
kwasowa daj c w rezultacie spadek produkcji wodoru i st enia wodoru w gazie, wzrost
wydajno ci C
3
-C
4
, zmniejszenie wydajno ci benzyny, zmniejszenie T, wzrost zakoksowania,
zwi kszenie ilo ci siarczku elaza w aparaturze.
Azot: zatruwa funkcj kwasow , zaznacza si przewaga funkcji metalicznej. Wzrasta
produkcja wodoru i jego st enie w gazie a tak e T w reaktorach. Spada ogólna aktywno
katalizatora. Chlorek amonu osadza si w kondensatorze, separatorze, kolumnie
debutanuizacyjnej (obni a zdolno chłodzenia, zakłóca prac kolumny i mo e spowodowa
uszkodzenie kompresora).
Woda: zawarto > 30 ppm powoduje wzrost krakingu i koksowania, zmniejsza wydajno i
aktywno , skraca czas pracy katalizatora. Maleje produkcja wodoru i jego st enie w gazie,
ro nie wydajno w glowodorów gazowych, maleje benzyny, mniejsze T. Wzrasta poziom
HCl w gazie co powoduje korozj aparatury.
Zatrucie siark , azotem i wod jest odwracalne – zatrucie metalami jest nieodwracalne.
Katalizatory
Reformowanie benzyn jest prowadzone na dwufunkcyjnych katalizatorach o funkcji
metalicznej pochodz cej od platyny i funkcji kwasowej pochodz cej od no nika, którym z
reguły jest tlenek glinu z dodatkiem chloru, rzadko fluoru lub glinokrzemianu
bezpostaciowego czy krystalicznego, zeolitu. Dla uzyskania odpowiedniej aktywno ci i
selektywno ci obie funkcje musz by odpowiednio zrównowa one i to w czasie całego cyklu
pracy. Od 1949 w praktyce przemysłowej s katalizatory platynowe, od 1968 katalizatory
platynowo-renowe. Pó niej wprowadzono inne katalizatory bi- i polimetaliczne. No nikiem
tych katalizatorów jest na tlenek glinu odmiany katalizatora reformingu - lub -. -Al
2
O
3
jest
bardziej odporny na spiekanie i ma wi ksz stabilno powierzchni. Funkcja kwasowa
katalizatora jest utrzymywana na odpowiednim poziomie przez dodatek chloru (rzadziej
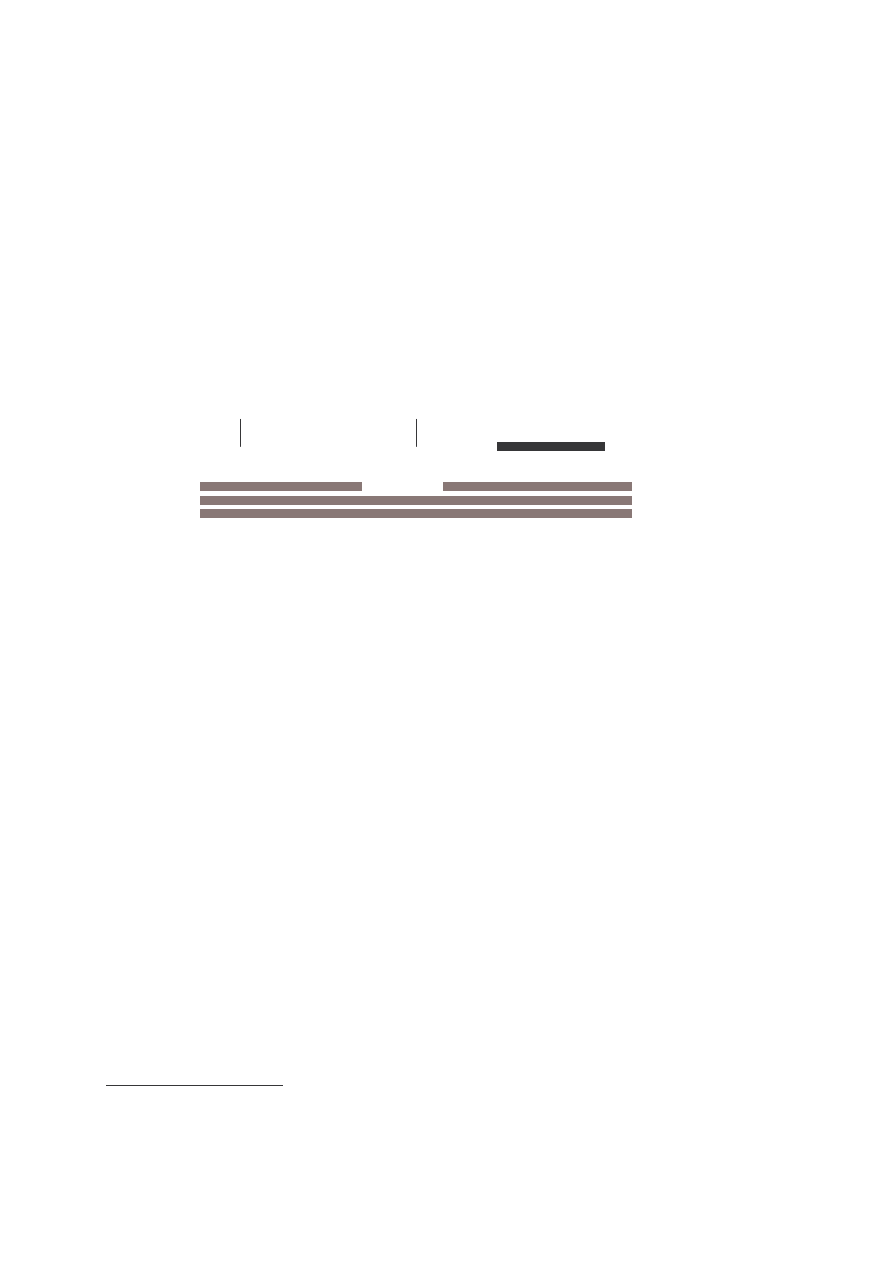
fluoru). Na rysunku 1 przedstawiono schemat budowy katalizatora reformingu Pt/ -Al
2
O
3
.
H
O
Cl
Pt
—Al — O — Al. — O — Al. — O — Al. — O — Al. —
– Al
2
O
3
Rys. 1. Schemat budowy katalizatora reformingu Pt/ -Al
2
O
3
.
Powierzchnia wła ciwa katalizatorów wynosi od 175-300 m2/g, obj to porów 0,45-
0,65 cm3/g. Jest on w formie wytłoczek lub kulek zwykle o rednicach 1,6-2 mm. G sto
nasypowa 500÷800 kg/m3.
Wprowadzenie renu do katalizatora platynowego zwi kszyło jego tolerancj na
koksowanie i pozwoliło na obni enie ci nienia roboczego oraz podwy szenie temperatury
procesu. W literaturze patentowej podawane s dodatki bardzo wielu metali, zwłaszcza cyny,
germanu, galu, ołowiu i irydu. Zawarto Pt pocz tkowo wynosiła 0,6 %, obecnie zwykle
około 0,3 %, chocia s stosowane katalizatory zawieraj ce 0,2 % Pt. Zawarto renu jest
ogólnie bior c tego samego rz du co platyny. Zawarto pozostałych składników
metalicznych s podobne. Katalizatory te mog pracowa przy zawarto ci koksu do 20 % w
ostatnim reaktorze.
Katalizatory łatwo pochłaniaj wilgo z atmosfery dlatego musz by suszone po
załadowaniu do reaktora. Pó niej s redukowane wodorem w temperaturach 360-420°C.
Je eli s to katalizatory regenerowane po pracy to przed redukcj s chlorowane przy u yciu
organicznych zwi zków chloru rozkładaj cych si w tej temperaturze. Po redukcji, zwłaszcza
katalizatory
wie e (nieregenerowane) wykazuj nadmiern aktywno funkcji
uwodorniaj cej, co wyra a si hydrogenoliz w glowodorów i tworzeniem du ej ilo ci
metanu, prowadz c do szybkiej dezaktywacji katalizatora. Dlatego wprowadza si do gazu
wodorowego siarkowodór lub łatwo rozkładaj ce si zwi zki siarki takie jak siarczek
dwuetylowy czy dwumetylowy w ilo ci odpowiadaj cej ok. 0,05 % masy katalizatora. Dla
utrzymania stałej zawarto ci chloru w katalizatorze, do surowca dodaje si organiczne
zwi zki chloru.
Regeneracja katalizatora
Obejmuje ona nast puj ce operacje
1. Wypalenie koksu
2. Utlenienie platyny
3. Chlorowanie
4. Suszenie
5. Redukcja platyny
Reakcje i termodynamika
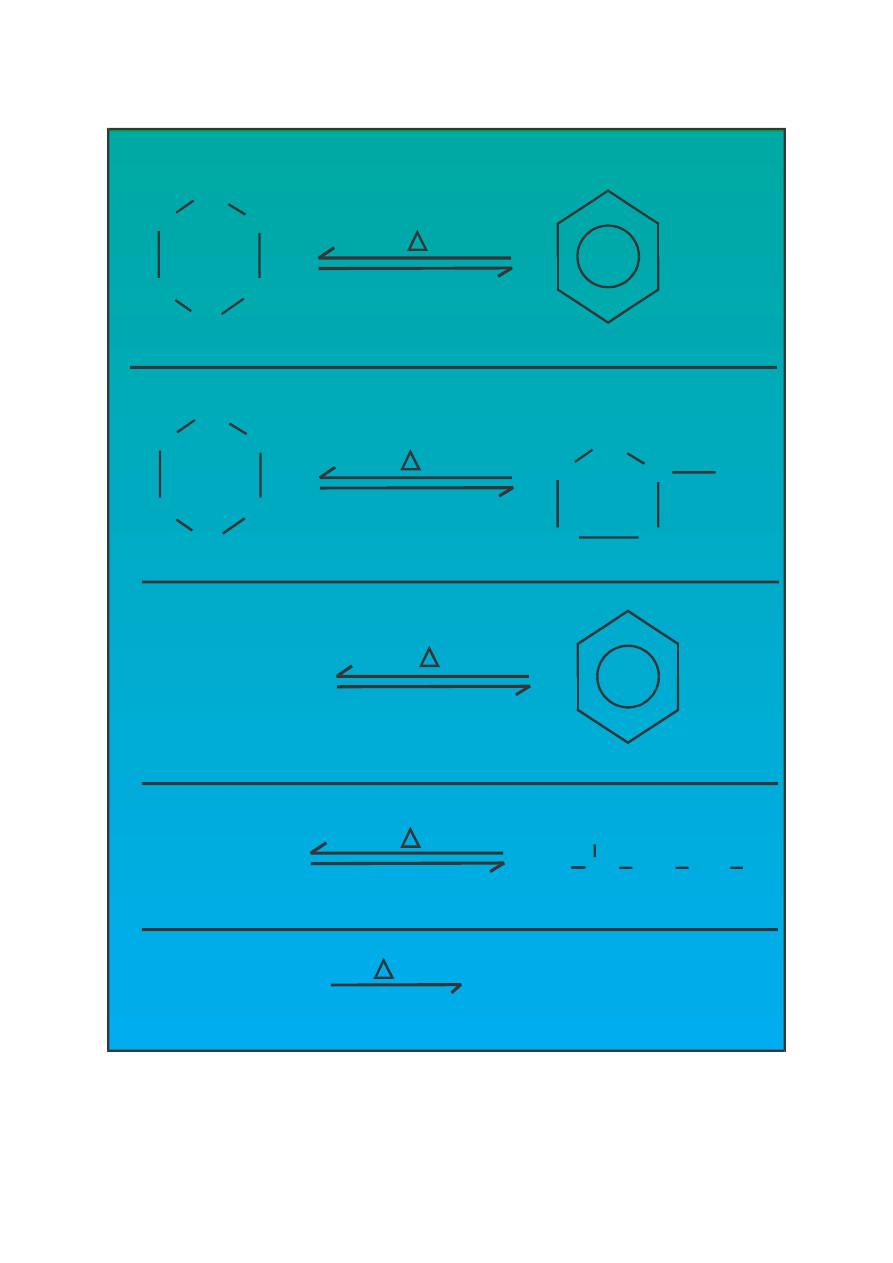
Na schemacie (rys. 2) przedstawiono przykłady głównych reakcji zachodz cych
podczas reformingu katalitycznego. Zasadnicze reakcje to: odwodornienie cykloparafin do
w glowodorów aromatycznych, izomeryzacja cykloparafin o pier cieniach pi cio- lub
sze cioczłonowych, dehydrocyklizacja parafin ła cuchowych do w glowodorów
aromatycznych, izomeryzacja parafin, hydrokraking parafin i cykloparafin.
Pierwsza z podanych reakcji (odwodornienie naftenów) wymaga tylko funkcji
metalicznej katalizatora, jest to reakcja najszybsz , silnie endotermiczna (208 kJ/mol).
Zachodzi ona głównie w pierwszym z kilku szeregowo poł czonych reaktorów i powoduje
spadek temperatury, zale ny od ilo ci naftenów w surowcu i stopnia przereagowania. Zwykle
wynosi on 60-80°C a mo e dochodzi do 100°C.
Wszystkie pozostałe reakcje, b d c reakcjami wieloetapowymi wymagaj udziału obu
funkcji katalizatora (tzn. kwasowej i metalicznej), np. dla wst pnego odwodornienia w
przypadku izomeryzacji. Izomeryzacja i kraking zachodz poprzez jon karbeniowy i dlatego
wymagana jest funkcja kwasowa katalizatora.
Izomeryzacja naftenów pi cioczłonowych do sze cioczłonowych daje niewielki efekt
cieplny (-16-25 kJ/mol) i zachodzi do szybko (Tab. 2).
Dehydrocyklizacja jest bardzo wa n reakcj dla podwy szenia liczby oktanowej, jest
endotermiczna (efekt termiczny około 250 kJ/mol). Przebiega ona jednak wolno i nie
powoduje tak gwałtownych spadków temperatury, zachodzi przede wszystkim w reaktorach
od rodkowego do ostatniego. Sprzyja jej niskie ci nienie oraz funkcja metaliczna
katalizatora.
Izomeryzacja n-parafin do izo ma efekt cieplny około 8 kJ/mol, sprzyja jej ni sza
temperatura. W warunkach procesu mamy praktycznie stan równowagi.
Hydrokraking jest reakcj egzotermiczn , efekt cieplny dla parafin wynosi około + 45
kJ/mol a dla naftenów (rozerwanie 2 wi za ) około + 83 kJ/mol. Jest to reakcja stosunkowo
wolna, zachodzi głównie w ostatnim reaktorze. Dzi ki niej w ostatnim reaktorze albo spadek
temperatury jest niewielki albo nawet jest niewielki wzrost temperatury. Ogólnie bior c jest to
reakcja niepo dana, zmniejsza produkcj wodoru a w jej wyniku powstaj gazy i koks,
chocia z długo ła cuchowych w glowodorów mog powsta po dane izo- zwi zki. Niskie
ci nienie nie sprzyja tej reakcji.
Inne niepo dane reakcje zachodz ce zachodz ce podczas reformingu to
hydrodealkilacja aromatów (powoduje wzrost wydajno ci benzenu oraz lekkich gazów) oraz
kraking termiczny, prowadz cy do tworzenia koksu.
Wszystkie reakcje (z wyj tkiem lekko egzotermicznej izomeryzacji ??) s rednio
b d silnie endotermiczne. Tak wi c termodynamicznie korzystne warunki reformingu to
wysoka temperatura i niskie ci nienie (sprzyja reakcjom odwodornienia i dehydrocyklizacji).
Jednak w praktyce, proces prowadzi si pod ci nieniem recyrkulowanego wodoru dla
ograniczenia tworzenia koksu.
Tab. 2. Stałe równowagi i entalpie typowych reakcji reformowania.
Reakcja
Kp
o
w 500
o
C i p atmosf.
H, kcal/mol
cykloheksan benzen + 3 H
2
metylocyklopentan cykloheksan
n-heksan benzen + 4 H
2
n-heksan 2-metylocyklopentan
n-heksan heksen-1 + H
2
6 x 10
5
0.086
0.78 x 10
5
1.1
0.037
52.8
-3.8
63.6
-1.4
31.0
CH
2
CH
2
CH
2
CH
2
CH
2
CH
2
CH
2
CH
2
CH
2
CH
2
CH
2
CH
2
CH
2
CH
CH
2
CH
2
CH
2
CH
3
CH
3
CH
2
CH
3
(
)
4
CH
3
CH
2
CH
3
(
)
7
CH
CH
3
CH
2
CH
3
CH
3
CH
2
CH
3
CH
2
CH
3
(
)
4
CH
3
CH
2
CH
3
(
)
2
CH
3
CH
2
CH
3
(
)
3
H
2
H
2
3
H
2
4
1. ODWODORNIENIE NAFTENÓW
+
KATALIZATOR
CYKLOHEKSAN
BENZEN
2. IZOMERYZACJA NAFTENÓW
CYKLOHEKSAN
METYLOCYKLOPENTAN
3. DEHYDROCYKLIZACJA
HEKSAN
BENZEN
+
4. IZOMERYZACJA PARAFIN
HEKSAN
2- METYLOPENTAN
5. HYDROKRAKING
NONAN
BUTAN
PENTAN
+
KATALIZATOR
KATALIZATOR
+
KATALIZATOR
KATALIZATOR
Rys. 2. Przykłady zasadniczych reakcji zachodz cych w procesie reformingu benzyn.
Procesy przemysłowe
Ogólnie bior c, ze wzgl du na sposób przeprowadzania regeneracji mo na wyró ni trzy
rodzaje procesów:
1. semiregeneratywne
2. cykliczne
3. z ruchomym zło em
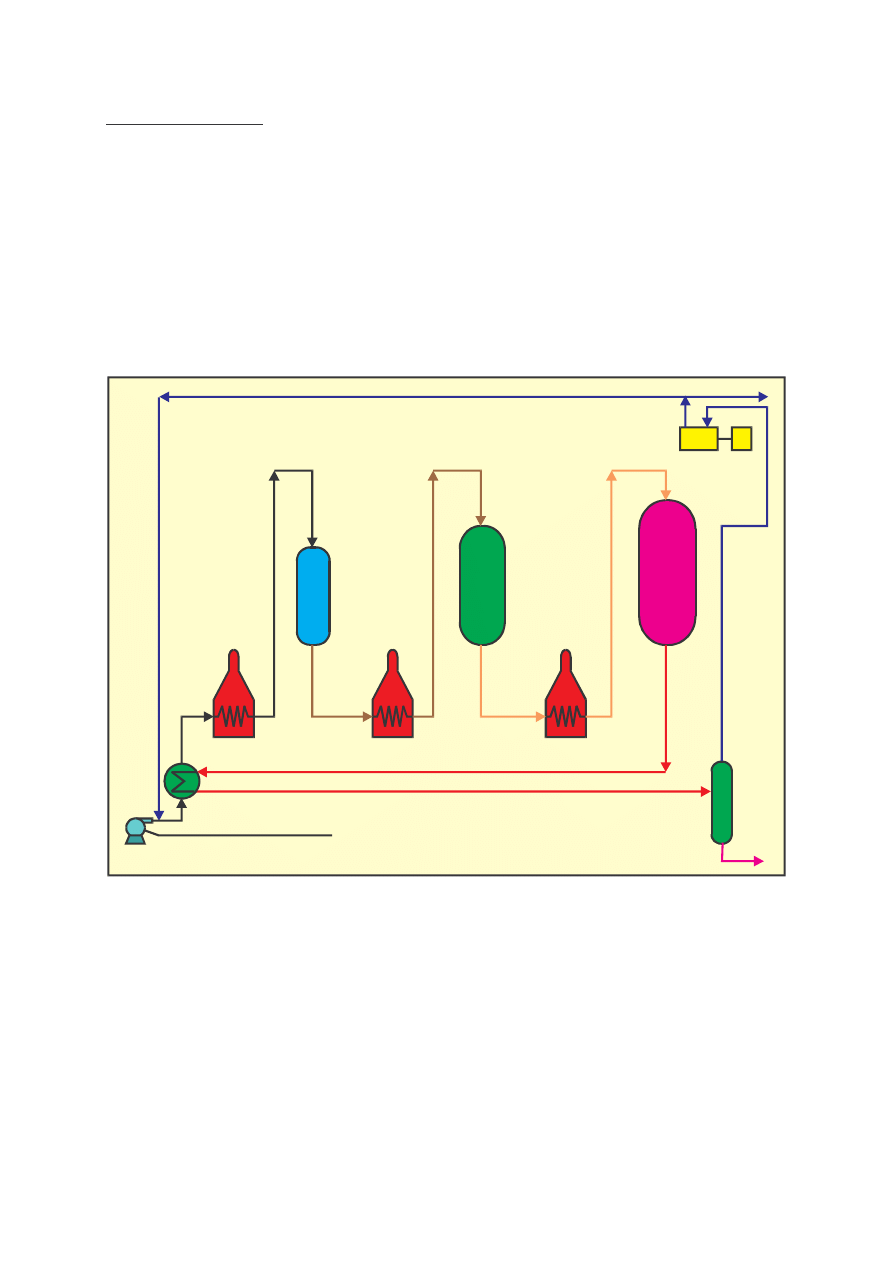
Instalacje semiregeneratywne s okresowo zatrzymywane dla przeprowadzenia regeneracji
katalizatora we wszystkich reaktorach (rys. 3). Takimi były pierwsze instalacje platformingu.
Okresy mi dzy regeneracjami wynosiły od 6 miesi cy do roku. Pracowały one przy
stosunkowo wysokim ci nieniu do 3 a nawet 3,5 MPa. W Polsce były to stare reformingi w
rafinerii w Płocku. Uzyskiwane liczby oktanowe w zasadzie były poni ej 100.
BENZYNA CI
KA
REFORMAT DO
STABILIZACJI
GAZ WODOROWY
Rx1
Rx2
Rx3
REFORMING SEMIREGENERATYWNY
Rys. 3. Schemat instalacji reformingu semiregeneratywnego.
Instalacje cykliczne
Instalacje te (rys. 4) oprócz reaktorów aktualnie wykorzystywanych w procesie, miały
dodatkowy reaktor, tzw. swing reaktor, który mógł by wł czany zamiast ka dego z 3 - 4
reaktorów normalnych, gdy był on wył czany na czas regeneracji.
Jednostki te pracowały przy ni szym ci nieniu 0,7-1,5 MPa dzi ki czemu mo na było uzyska
wy sze liczby oktanowe, ponad 100. Ale niskie ci nienie powodowało znacznie szybsze
zakoksowanie i regeneracj trzeba było prowadzi co 5 do 14 dni. Cz ciej regenerowano
reaktor ostatni ni pierwszy poniewa w nim była wy sza rednia temperatura. W instalacjach
cyklicznych wydajno ci wodoru i produktu ciekłego były bardziej stabilne. Katalizator
wytrzymywał do 600 regeneracji. Instalacj tego rodzaju był stary reforming w rafinerii w
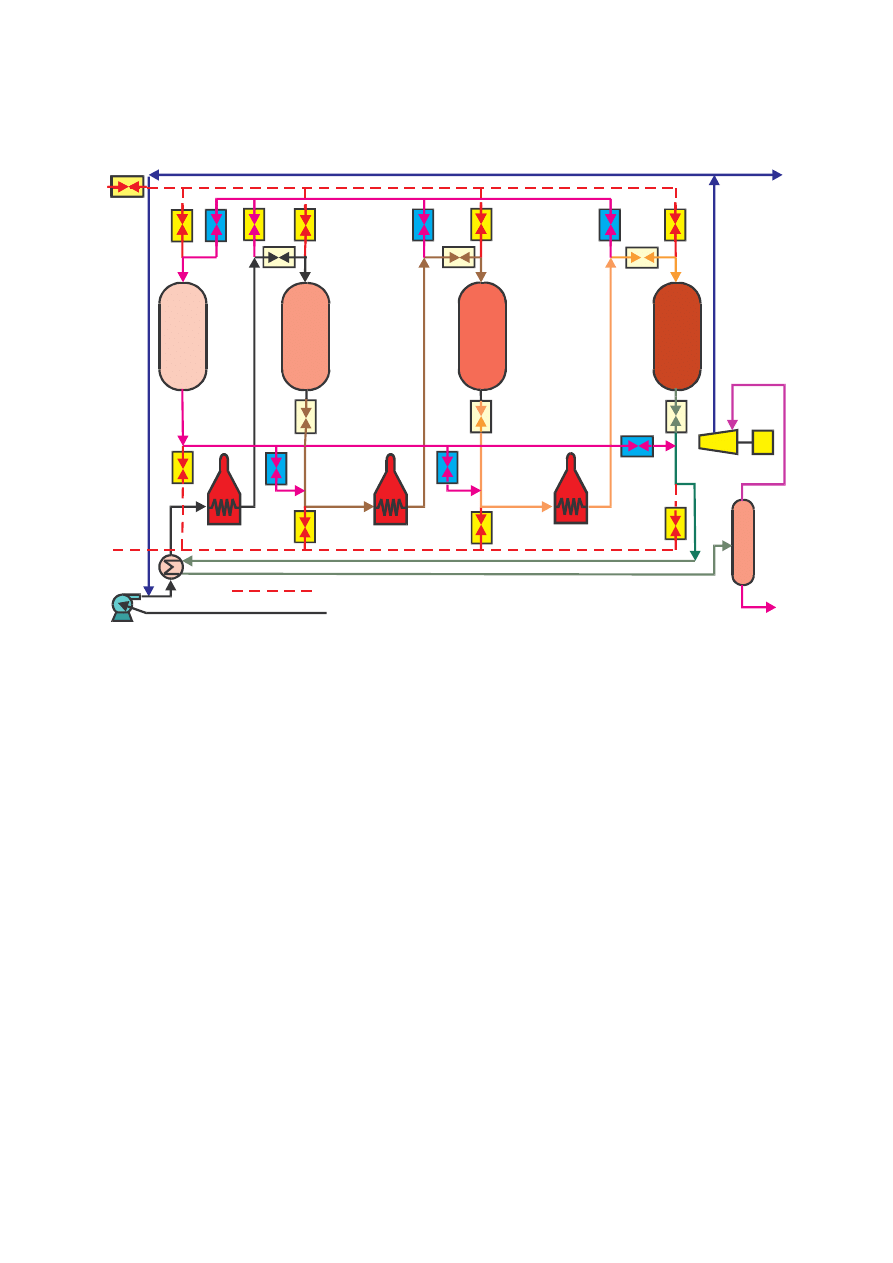
Gda sku. W naszym instytucie opracowano katalizator dla tego procesu, który w instalacji
przemysłowej dawał osi gi nie gorsze ni katalizatory importowane.
RUROCI GI DLA REGENERACJI
CI
KA BENZYNA
REFORMAT
S
W
IN
G
R
E
A
K
TO
R
Rx1
Rx2
Rx3
REFORMING CYKLICZNY
Rys. 4. Reforming cykliczny.
Instalacje z ruchomym zło em
W instalacjach z ruchomym zło em katalizatora, regeneracja odbywa si w sposób ci gły.
Katalizator jest transportowany w sposób ci gły od pierwszego do ostatniego reaktora po
czym trafia do regeneratora. Po regeneracji cykl zaczyna si od pocz tku.
Ze wzgl du na sposób transportu katalizatora mo na wyró ni dwa typy procesów z ci gł
regeneracj katalizatora:
- reaktory s umieszczone na jednym poziomie i katalizator jest transportowany
pneumatycznie pomi dzy nimi,
- reaktory stoj jeden nad drugim i katalizator jest grawitacyjnie jest transportowany z
góry na dół,
W pierwszym przypadku (np. IFP Octanizing, rys. 5) w instalacji s zwykle 4 reaktory o
ró nej pojemno ci, w których katalizator pod własnym ci arem zsuwa si na dół do
specjalnego odbieralnika, do którego doprowadza si dodatkowo wodór. Strumie wodoru
transportuje kulkowy katalizator na szczyt nast pnego reaktora. Surowiec jest podawany na
szczyt reaktora i razem z wodorem przepływa współpr dowo z katalizatorem. Benzyna
mi dzy stopniami jest podgrzewana do temperatury reakcji. Katalizator z odbieralnika po
ostatnim reaktorze jest transportowany na szczyt regeneratora gdzie jest sekcja
przedmuchania gazem oboj tnym, utleniania, chlorowania i redukcji, wymaga to
odpowiednich zaworów i regulacji strumieni, tak aby nie spotkały si gazy palne i utleniaj ce.
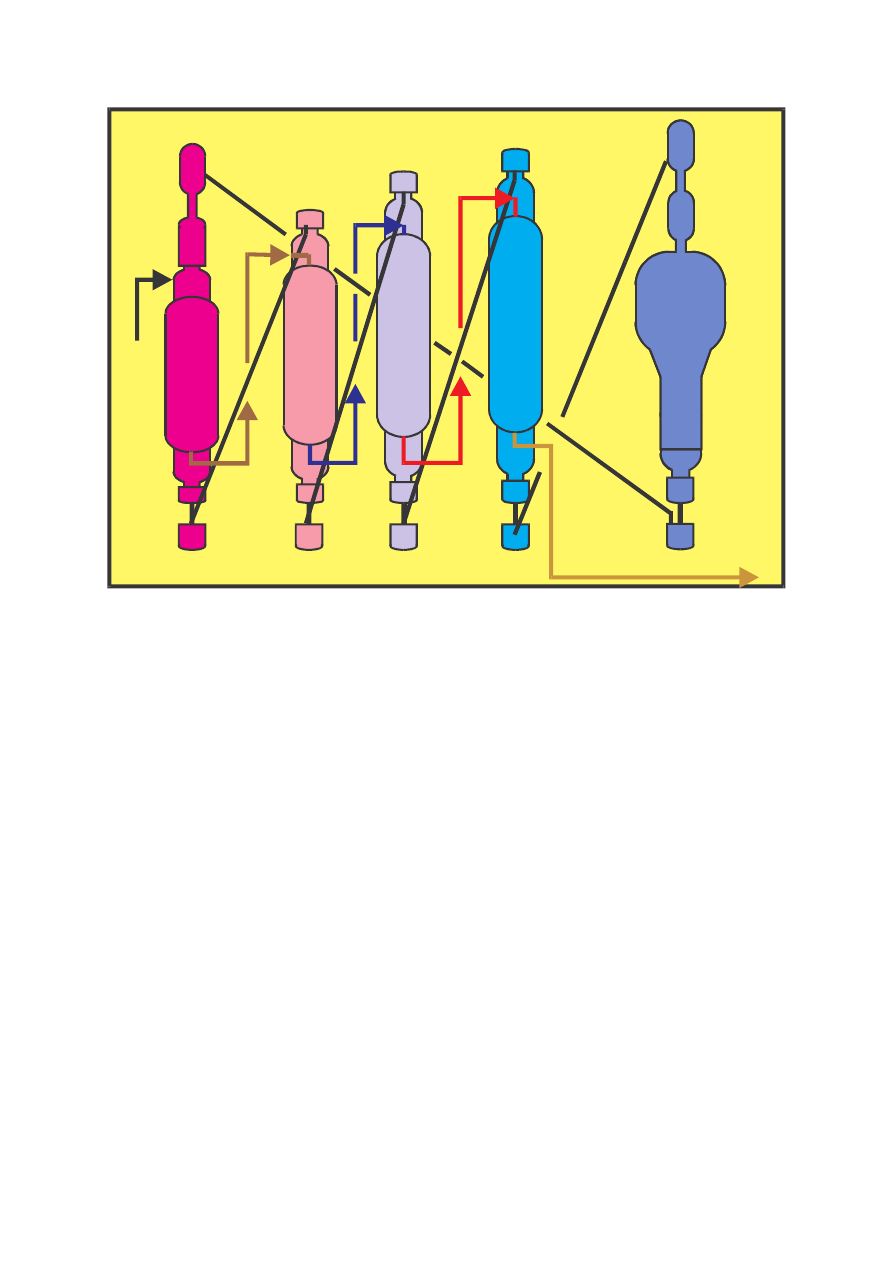
S
U
R
O
W
IE
C
REFORMAT
IFP
1
2
3
4
5
Rys. 5. Proces IFP.
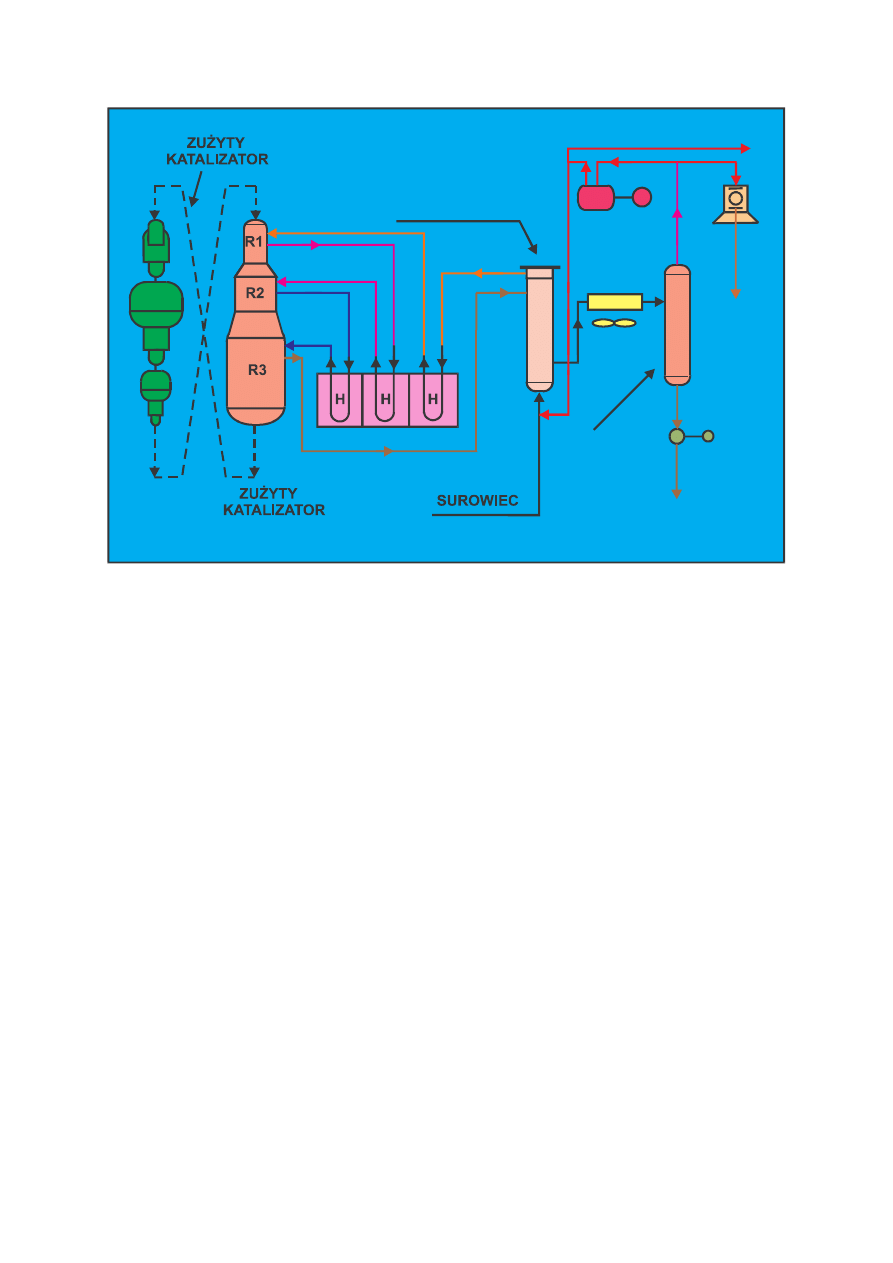
W instalacjach tych s 3 lub 4 reaktory, w których katalizator osuwa si w sposób
ci gły pod własnym ci arem. Stosowane s katalizatory kulkowe. Katalizator
transportowany jest do góry strumieniem gazu. z ostatniego reaktora na szczyt regeneratora,
równie działaj cego w sposób ci gły. Cz
katalizatora mo e by w sposób ci gły
wyprowadzana i zast powana katalizatorem wie ym. Nowoczesne instalacje tego rodzaju
pracuje przy ci nieniu 0,35 MPa. Dzi ki temu dostaje si du wydajno produktu ciekłego o
wysokiej liczbie oktanowej (98-105) i gaz wodorowy o du ej czysto ci, niskie ci nienie
zapobiega hydrokrakingowi i tworzeniu si w glowodorów gazowych.
Przykładem drugiego typu procesu z ruchomym zło em to proces Platforming UOP
CCR (z ci gł regeneracj katalizatora: CCR - continuous catalyst regeneration). Od procesu
IFP ró ni si on tym, e reaktory nie s ustawione na tym samym poziomie obok siebie, tylko
jeden na drugim (rys. 6). Pierwszy najmniejszy na górze, ostatni najwi kszy na dole. S trzy
lub cztery reaktory. W stosunku do rozwi zania IFP jest mniej transportu pneumatycznego
powoduj cego cieranie katalizatora.
Instalacja składa si z nast puj cych zasadniczych aparatów: regenerator, reaktory,
piec wielosekcyjny, kombinowany wymiennik ciepła, separator zimny.
GAZ OPAŁOWY
DO FRAKCJONOWANIA
WODÓR
UOP-PLATFORMING
CCR
R
E
G
E
N
E
R
AT
O
R
PIEC WIELOSEKCYJNY
WYMIENNIK CIEPŁA
SEPARATOR
ZIMNY
Rys. 6. UPO Platforming CCR.
Niezale nie od typu procesu na wyniki reformowania, obok ci nienia i temperatury,
wpływaj szybko obj to ciowa, stosunek molowy wodoru do w glowodorów typ, ilo i
wzgl dne rozmiary reaktorów i oczywi cie katalizator. Temperatura na wlocie do reaktorów
wynosi 480 do 530°C, wy sze temperatury stosowane s zwłaszcza wtedy, gdy celem
reformowania jest wytwarzanie w glowodorów aromatycznych, BTX, jako surowców
petrochemicznych. Produkt jest wtedy ekstrahowany, destylowany i pó niej po rozdziale
ksyleny mog by izomeryzowane.
Temperatura na wlocie do wszystkich reaktorów mo e by taka sama lub ró na. Je eli
obni a si temperatur w kolejnych reaktorach, to w czasie cyklu pracy podwy szaj c
temperatur w kolejnych reaktorach mo na kompensowa deaktywacj katalizatora.
Przedłu a to w procesie semiregeneratywnym długo cyklu i powoduje, e w ostatnim
reaktorze ilo koksu nie jest zbyt du a. Wzrastaj c temperatur wlotu stosuje si przy
dzielonym strumieniu wodoru obiegowego, cz
dodaje si od razu do 3 reaktora co
poprawia stosunek wodór do w glowodorów w ostatnich reaktorach.
Stosunek wodoru do w glowodorów wynosił w starych instalacjach 8 a nawet 10:1, w
pó niejszych okresowych 5÷3 do 1, daje to oczywi cie wi ksze ilo ci koksu. W procesach z
ci gł regeneracj mówi si o jeszcze mniejszym stosunku molowym wodoru do
w glowodorów około 2. Daje to mniejsze zu ycie energii na cyrkulacje i wi ksz produkcj
wodoru.
Wszystkie elementy stykaj ce si z ruchomym katalizatorem s bardzo gładkie aby
zmniejszy cieranie. Zawory odcinaj ce przepływ katalizatora nie odcinaj strumienia
gazów, nie domykaj si do ko ca, zostaje szpara 0,2 - 0,4 mm. Chodzi o to aby nie wycierały
si gniazda i elementy zamykaj ce, nie kaleczyły i jak najmniej rozgniatały katalizator.
Stosuje si reaktory zbiornikowe z przepływem z góry na dół lub przepływem
radialnym. W tych pierwszych stosowane s niskie warstwy katalizatora, stosunek wysoko ci
do rednicy nawet 1:6. Bywa, e w jednej instalacji s oba rodzaje reaktorów. Pierwsze
jednostki miały 3 reaktory, pó niej równie 4. Pierwszy reaktor jest zwykle mniejszy nast pne
mog by coraz wi ksze, np.:
Reaktor:
1
2
3
4
Cz
obj to ci całkowitej:
0,2
0,3
0,5
-
0,12
0,2
0,28
0,4
Czasami na ko cu s stosowane dwa równoległe reaktory.
W procesach cyklicznych stosowano 5-6 reaktorów, licz c swingowy.
Typowe warunki reformowania spotykane w omawianych procesach, porównano w
Tabeli 3.
Tab. 3. Warunki reformowania benzyn dla ró nych typów procesu.
Semi-regeneratywny
Cykliczny
Ci gły
H
2
/HC, mol/mol
10
4 – 8
4 – 8
Ci nienie, bar
15 – 35
7 – 15
3 – 4
Temperatura, K
740 – 780
740 – 780
770 – 800
Czas ycia
katalizatora
0.5 – 1.5 roku
Dni - tygodnie
Dni – tygodnie
W instalacjach typu CCR mo na uzyska liczb oktanow do 108 ale wobec tendencji
do obni ania zawarto ci w glowodorów aromatycznych, ze wzgl du na ochron rodowiska
dla produkcji tzw. benzyn reformułowanych uzyskuje si ni sze liczby oktanowe, stosuj c
proces LPLS (low pressure, low severity) z ci gł regeneracj - niskoci nieniowy proces
łagodny.
W tabeli 4 porównano warunki prowadzenia procesu i wła ciwo ci reformatu dla procesu
semiregeneratywnego, z ci gł regeneracj katalizatora i łagodnego niskoci nieniowego.
Tab. 4. Porównanie warunków i efektów procesu semiregeneratywnego, CCR i LPLS.
Sem reg.
CCR
LPLS
Surowiec:
pocz tek/koniec wrzenia,°C
P/N/A % obj.
93/193
70/21/9
93/193
70/21/9
104/19
63/24/13
Warunki pracy:
Ci nienie, MPa
Katalizator
2.1
R-56
0,35
R-134
0.35
R-134
Wydajno :
LOMB
Wodoru Nm3/m3
Reformat % obj.
Aromaty % obj.
100
168
70.4
46
100
314
81.8
57.6
95
256
84.4
54
Katalizator R-134 jest to kulkowy katalizator polimetaliczny na tlenku glinu o rednicy
nominalnej 1,6 mm zawieraj cy 0,29 % platyny, 1,3 % chloru, i cyny.
Wyszukiwarka
Podobne podstrony:
reforma ksztalcenia zawodowego(1)
reforma oswiaty
Przeciwciała katalityczne u zdrowych ludzi i pacjentów z
Reformacja i kontrreformacja w Europie
Cisi sprzymierzeńcy reform S Cenckiewicz
bez katalizatora
Kataliza Monograficzny gr1 wyniki
Reforma rynku cukru wymusiła zamknięcie wielu cukrowni, rynek cukru w Polsce, rynek cukru
Chemia kataliza, Szkoła, penek, Przedmioty, Chemia, Laboratoria
Edukacja matematyczna - Założenia reformy, Edukacja matematyczna
Reformy Grabskiego przeprowadzone w roku 1924 r, Egzamin
CZY TYLKO ZLA REFORMA, Nauka, Administracja
Reformat-Marketing-ŚCIĄGA IV sem, biznes, ekonomia + marketing i zarządzanie
04 Kinetyka reakcji chemicznych i kataliza
więcej podobnych podstron