
Zarządzanie jakością w logistyce
dr inż. Anna Olszewska
a.olszewska@pb.edu.pl
Wykład 5
Instrumentarium zarządzania
- Karty kontrolne

Karta kontrolna (ang. control cart) jest to graficzna ilustracja pomiarów (zwykle
zagregowanych w formie wartości średnich lub innych statystyk) procesu
przemysłowego w czasie.
Amir D. Aczel
Definicja kart kontrolnych
Karta kontrolna, karta z odpowiednim wykresem zaproponowana przez Shewharta
(1924) w celu prezentacji wyników powtarzanego na małą skalę losowania z procesu
produkcyjnego. Wykres składa się z centralnej linii horyzontalnej, odpowiadającej
przeciętnej wartości badanej charakterystyki ilościowej lub jakościowej, oraz granic
kontrolnych dolnej i górnej, między którymi powinna znajdowad się określona proporcja
statystyk z próby. Każda zaznaczona rozbieżnośd powyżej lub poniżej granic kontrolnych
wskazuje, że wystąpiły w procesie nowe czynniki poza czynnikami wywołującymi
zmiennośd losową i czynnikami nieodłącznymi od produkcji na wielką skalę. Punkty poza
granicami kontrolnymi sygnalizują koniecznośd specjalnych badao w celu identyfikacji
nowych czynników. (…)
M. G. Kendalla i W. R. Bucklanda, Słownik terminów statystycznych
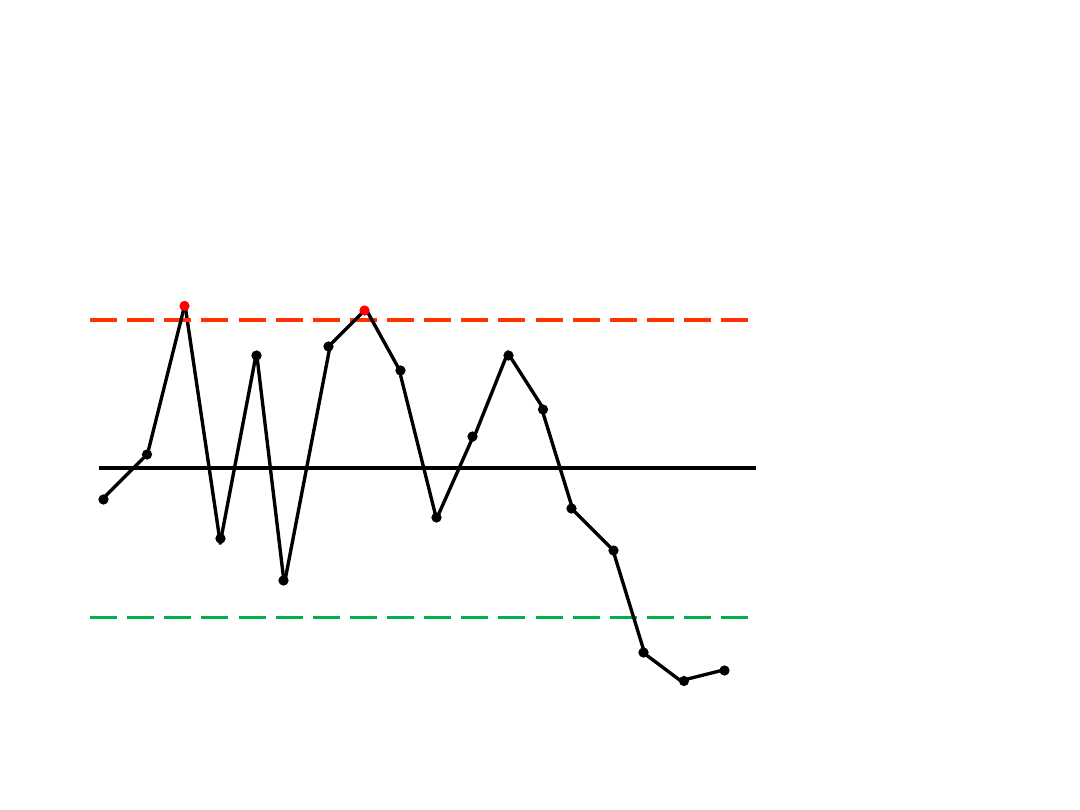
górna linia kontrolna
(UCL; upper control limit)
dolna linia kontrolna
(UCL; lower control limit)
linia centralna
(CL; center line)
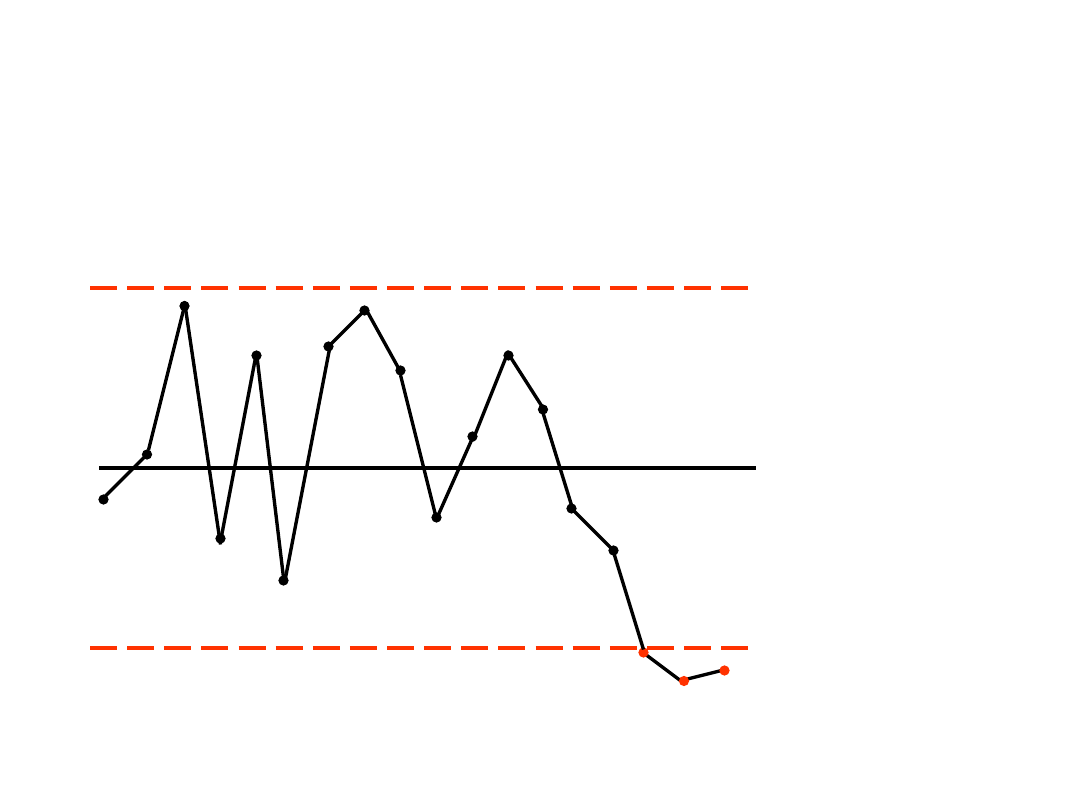
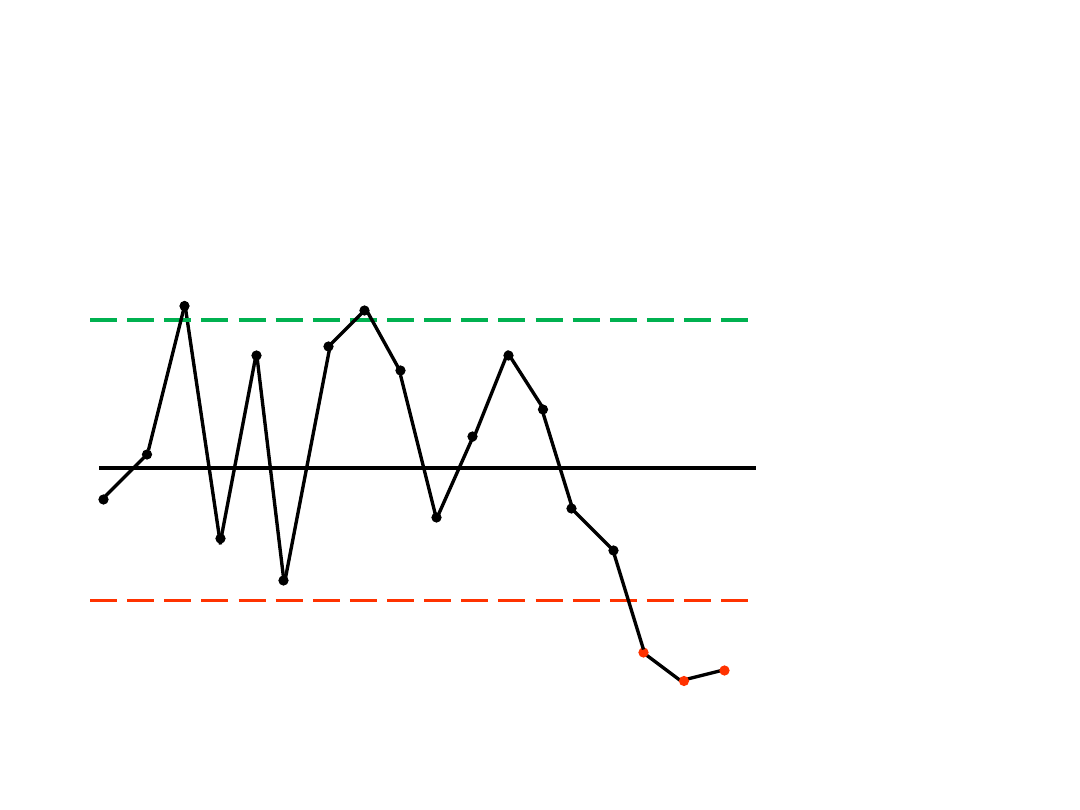
Linie na wykresie kart kontrolnych

Rodzaje kart w zależności od typu
zmiennej
Karta kontrolna może posiadad mniej linii kontrolnych, niż to zostało zaprezentowane.
Takie karty wykorzystywane są dla zmiennych będących stymulantami i
destymulantami. Wówczas pomijana jest dolna lub górna granica kontrolna, zaś
przekroczenie jej nie sygnalizuje rozregulowania, a korzystne zmiany zachodzące w
analizowanym zjawisku. W przypadku zmiennych będących nominantami wyznaczane
są granice dwustronne. Wówczas schemat kontrolny przebiega zgodnie z podaną
definicją i przedstawieniem graficznym kart.
linia korzystnych zmian
dolna linia kontrolna
(LCL; lower control limit)
linia centralna
(CL; center line)
Linie na wykresie kart kontrolnych dla stymulanty
górna linia kontrolna
(UCL; upper control limit)
linia korzystnych zmian
linia centralna
(CL; center line)
Linie na wykresie kart kontrolnych dla
destymulanty
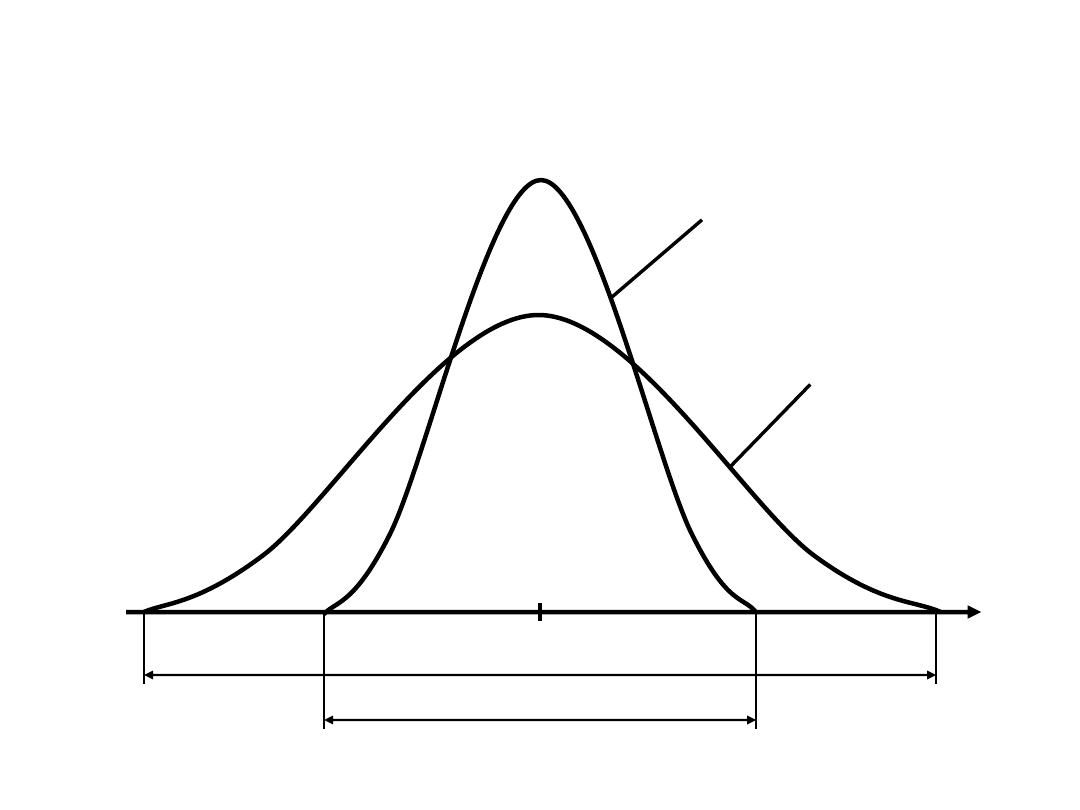
rozkład wartości
średnich
rozkład procesu
(populacji)
6
6
x
Rozkład całej populacji i rozkład wartości
średnich
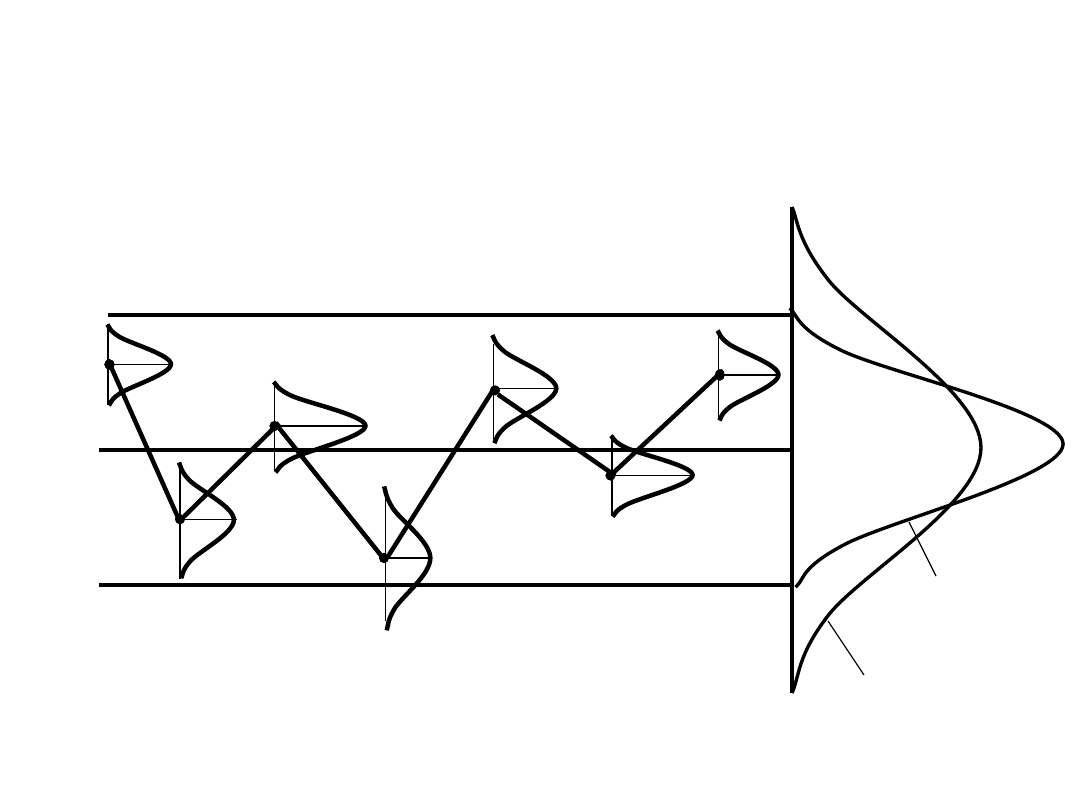
rozkład średnich
z próbek
rozkład procesu
Różnorodność rozkładów zmiennych
na karcie kontrolnej
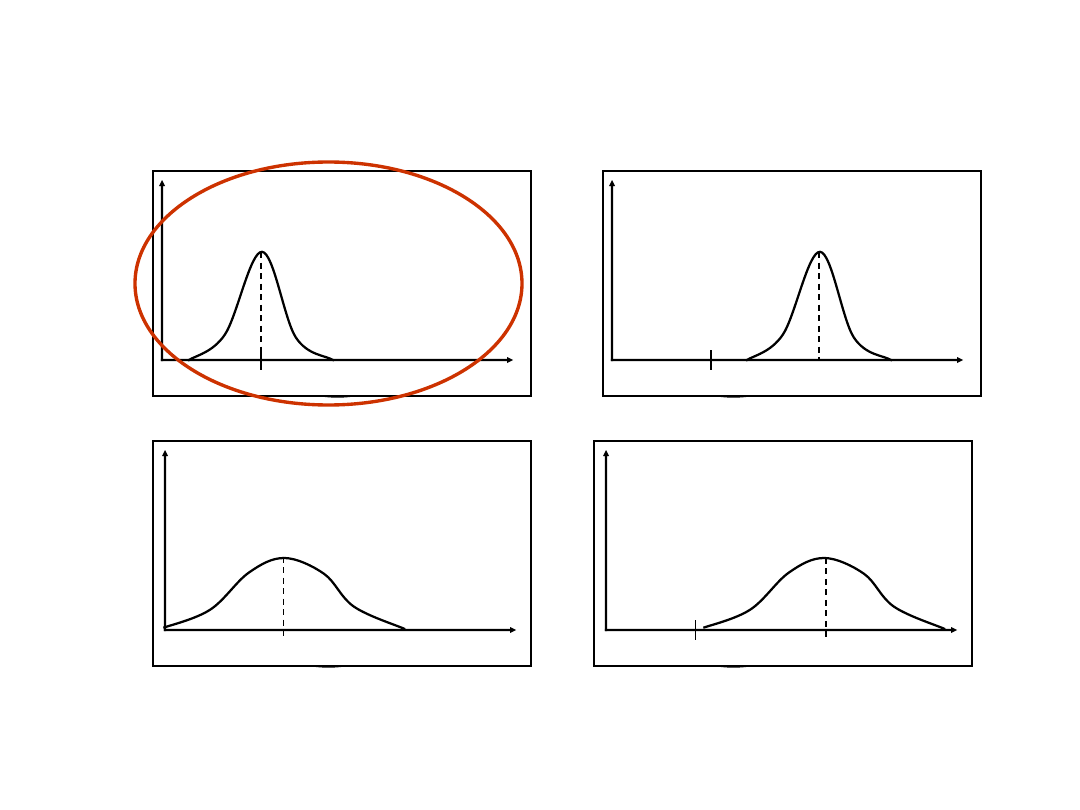
Proces poprawny i precyzyjny
Proces niepoprawny ale precyzyjny
Proces poprawny ale nieprecyzyjny
Proces niepoprawny i nieprecyzyjny
x
0
x
0
=
x
0
=
x
0
Typy procesów

Wydolność procesu –
badanie zgodności między wymaganiami
wynikającymi z projektu, a możliwościami procesu technologicznego,
w którym ten produkt (wyrób lub usługa) ma być wytwarzany.
Badanie to sprowadza się do sprawdzenia, czy spełniona jest
nierówność:
Q(A;Z)
Q
0
gdzie:
Q(A;Z) – oznacza poziom jakości wykonania, którego można oczekiwać
realizując projekt produktu A w procesie technologicznym Z,
Q
0
– najniższy, możliwy do zaakceptowania poziom jakości konkretnego
produktu.
Wydolność procesu
σ
6
x
x
PCI
C
d
g
σ
6
p
d
g
x
x
PCI
σ
6
PCI
PCI
σ
σ
6
gdzie:
x
d
dolna granica przedziału tolerancji (LNL; lower naturel limit);
x
g
górna granica przedziału tolerancji (UNL; upper naturel limit);
– odchylenie standardowe obserwowanej zmiennej losowej o normalnym
rozkładzie prawdopodobieństwa.
Niska względna
zdolność procesu
PCI
<6
PCI
6
<1
Średnia względna
zdolność procesu
6<PCI
<8 1<PCI
6
<1,33
Wysoka względna
zdolność procesu
PCI
>8
PCI
6
>1,33
Znormalizowane wskaźniki wydolności procesu
1.
Dla zmiennej X będącej destymulantą jakości:
2.
Dla zmiennej X będącej stymulantą jakości :
gdzie:
– średnia obserwowanej zmiennej losowej o normalnym rozkładzie
prawdopodobieństwa
σ
3
μ
x
CPU
g
σ
3
x
μ
L
CP
d
Znormalizowane wskaźniki wydolności procesu
f(x)
x
x
0
=
x
g
x
d
f(x)
x
x
0
x
g
x
d
f(x)
x
x
0
x
g
x
d
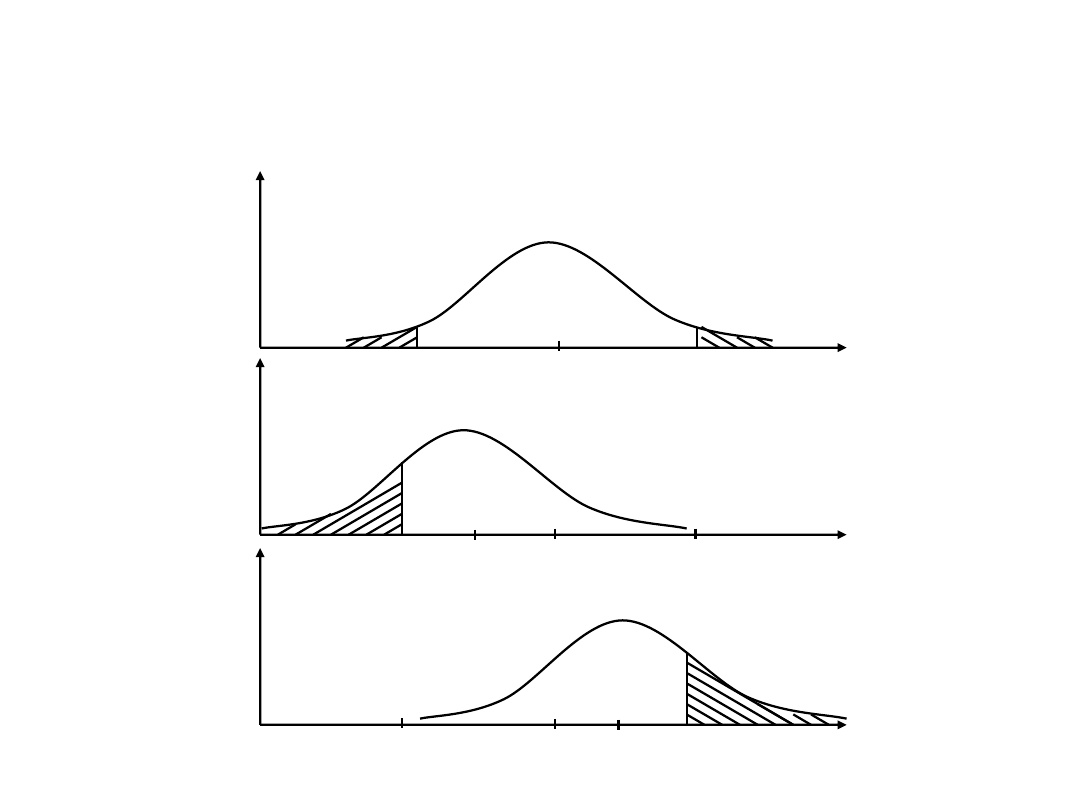
a)
c)
b)
Przesunięcie wartości średniej i jej wpływ na
wadliwość
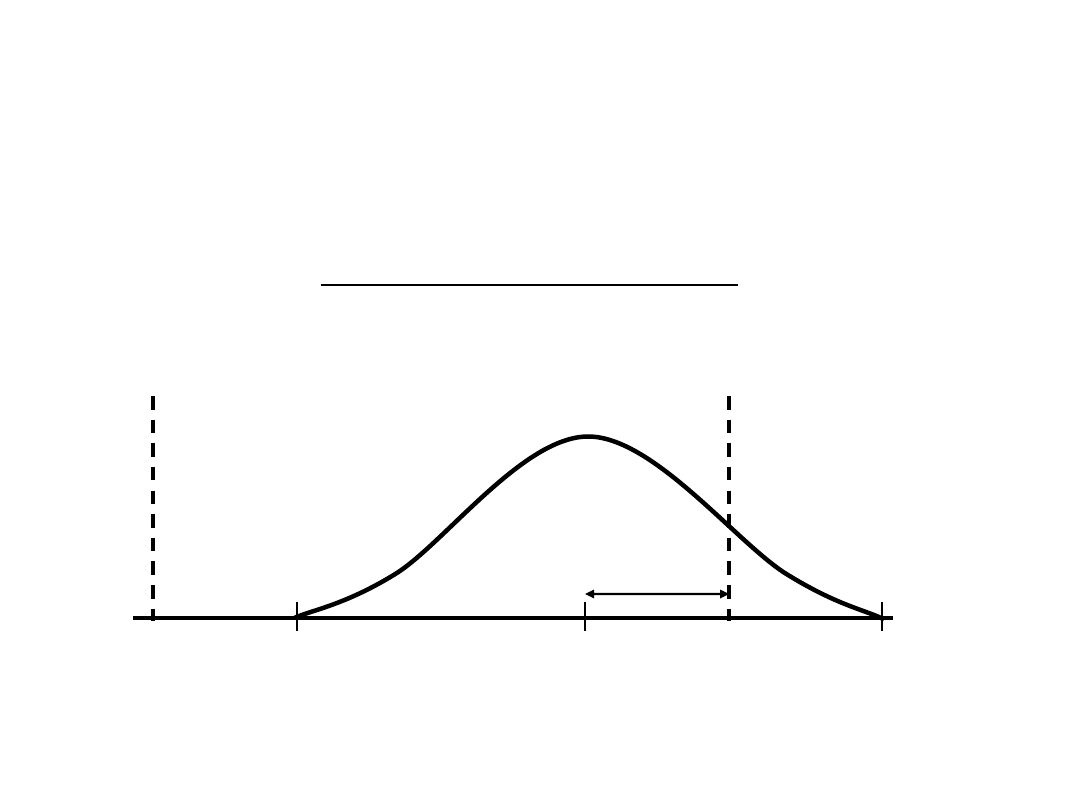
σ
3
)}
x
(μ
μ),
min{(x
C
d
g
pk
C
p
=1
C
pk
=1/2
x
d
x
g
1/2
Skorygowany wskaźnik wydolności procesu
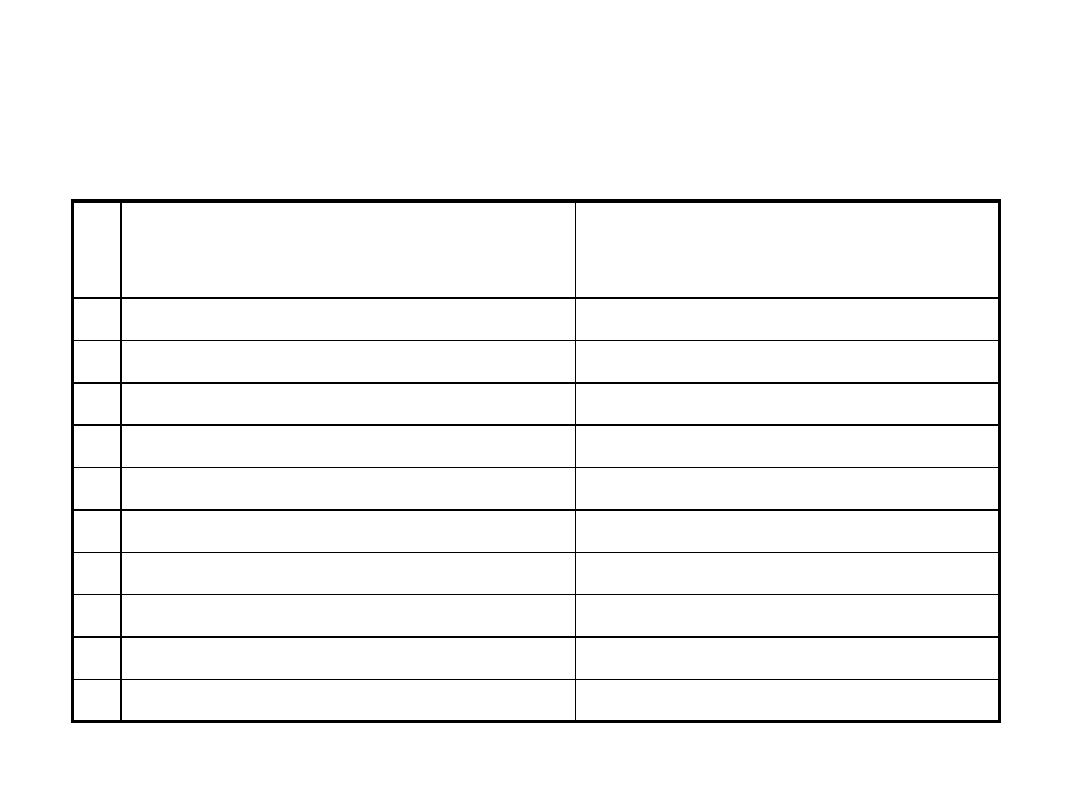
Wskaźniki wydolności procesu
k
Prawdopodobieństwo zgodności
ze specyfikacją
k
Prawdopodobieństwo
niezgodności
ze specyfikacją
k
1 0,68
0,32
2 0,954
0,046
3 0,9973
0,0027
4 0,999937
0,000063
5 0,99999943
0,00000057
6 0,999999998
0,000000002
7 0,9999999999974
0,0000000000026
8 0,9999999999999988
0,0000000000000012
9 0,99999999999999999977
0,00000000000000000023
10 0,999999999999999999999985
0,000000000000000000000015
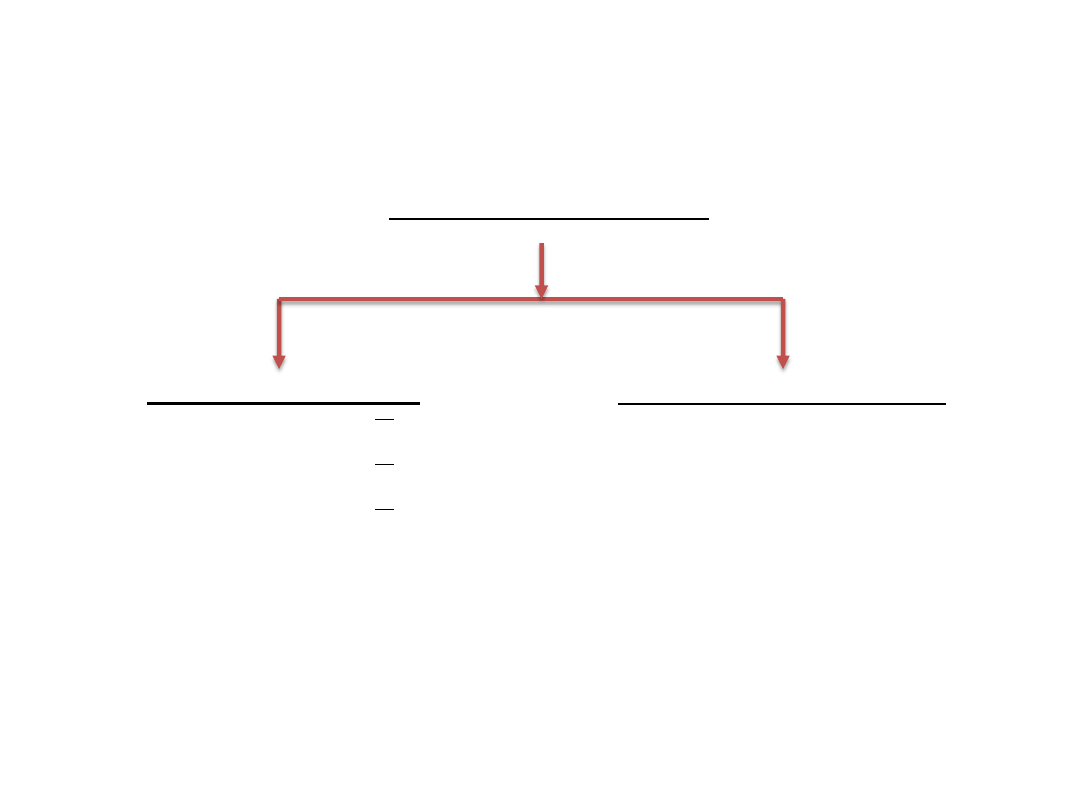
Przy ocenie liczbowej:
Karta kontrolna
Karta kontrolna
-R
Karta kontrolna
-s
Karta pojedynczych obserwacji
Karta średniej ruchomej
Karta sum skumulowanych
x
x
x
Karty kontrolne Shewharta
Przy ocenie alternatywnej:
Karta kontrolna
p
Karta kontrolna
np
Karta kontrolna
c
Karta kontrolna
u
Podział klasycznych kart kontrolnych
H
0
:
t
= x
0
H
1
:
t
x
0
n
u
x
UCL
0
2
/
0
n
u
x
LCL
0
2
/
0
n
i
ti
t
x
n
x
1
1
gdzie:
t
– wartość oczekiwana procesu w momencie t,
x
0
– wartość nominalna procesu,
n – liczebność z próby,
x
it
– kolejne elementy pobrane do próby w momencie t,
0
– maksymalna, dopuszczalna wartość odchylenia standardowego,
u
– kwantyl standaryzowanej zmiennej losowej U~N(0,1), takim że Pr(U>u
/2
)=
/2,
– prawdopodobieństwo zbędnej regulacji.
Linie kontrolne poziomu procesu
H
0
:
t
0
H
1
:
t
>
0
2
;
1
0
1
1
n
n
UCL
2
1
;
1
0
1
1
n
n
LCL
k
i
t
ti
t
x
x
n
s
1
2
)
(
1
1
gdzie:
t
– odchylenie standardowe procesu w momencie t,
0
– maksymalna, dopuszczalna wartość odchylenia standardowego,
s
t
– odchylenie standardowe policzone z próbki n-elementowej w momencie t,
2
– kwantyl standaryzowanej zmiennej losowej chi-kwadrat o (n-1) stopniach swobody,
– prawdopodobieństwo zbędnej regulacji procesu,
– prawdopodobieństwo pojawienia się fałszywego sygnału o korzystnych zmianach
w obserwowanym procesie.
Linie kontrolne zmienności procesu (s)
H
0
:
t
0
H
1
:
t
>
0
n
n
f
u
d
UCL
0
0
min
,
max
,
t
t
t
x
x
R
gdzie:
t
– odchylenie standardowe procesu w momencie t,
0
– maksymalna, dopuszczalna wartość odchylenia standardowego,
f
n
, d
n
– parametry zależne od liczebności próbki,
u
– kwantyl standaryzowanej zmiennej losowej U~N(0,1), takim że Pr(U>u
)=
,
– prawdopodobieństwo zbędnej regulacji procesu,
– prawdopodobieństwo pojawienia się fałszywego sygnału o korzystnych zmianach
w obserwowanym procesie.
Linie kontrolne zmienności procesu (R)
n
n
f
u
d
LCL
0
0
n
2
3
4
5
6
d
2
1,128
1,693
2,059
2,534
2,704
f
2
0,853
0,888
0,880
0,848
0,833
H
0
:
t
= x
0
H
1
:
t
x
0
n
d
R
u
x
UCL
2
2
/
0
t
x
gdzie:
t
– wartość oczekiwana procesu w momencie t,
x
0
– wartość nominalna procesu,
x
t
–element pobrany w momencie t,
R – rozstęp pomiędzy kolejnymi pomiarami (pomiędzy x
t
i x
t-1
),
u
– kwantyl standaryzowanej zmiennej losowej U~N(0,1), takim że Pr(U>u
/2
)=
/2,
– prawdopodobieństwo zbędnej regulacji
d
2
– odczyt z tabeli dla próby dwu-elementowej (d
2
=1,169)
Linie kontrolne poziomu procesu
dla pojedynczych obserwacji
n
d
R
u
x
LCL
2
2
/
0
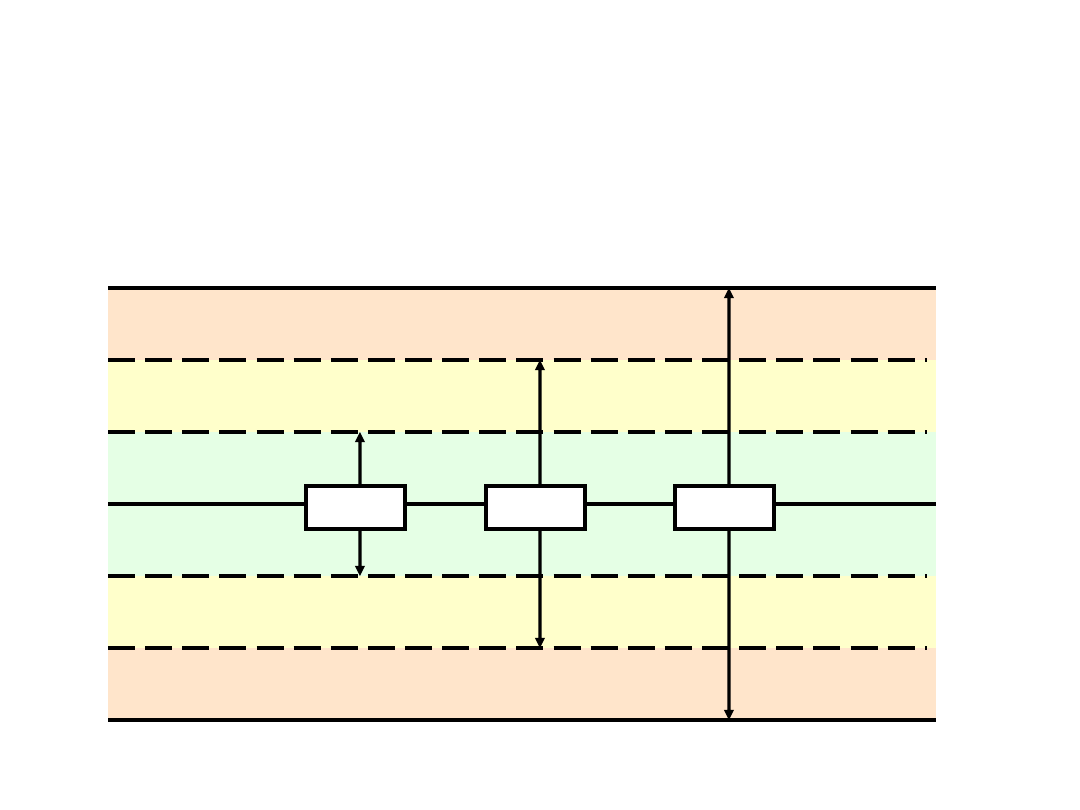
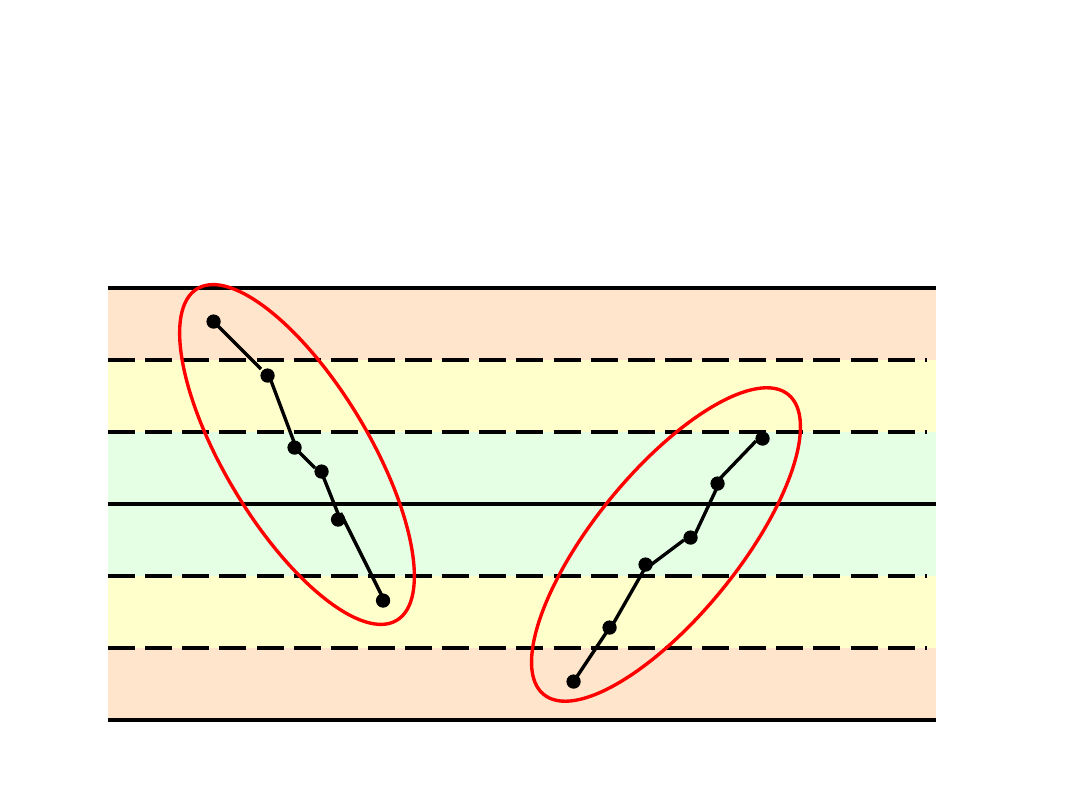
Testy konfiguracji punktów
A
A
B
B
C
C
68,2%
95,4%
99,7%
UCL
CL
LCL
Testy konfiguracji punktów
A
A
B
B
C
C
UCL
CL
LCL
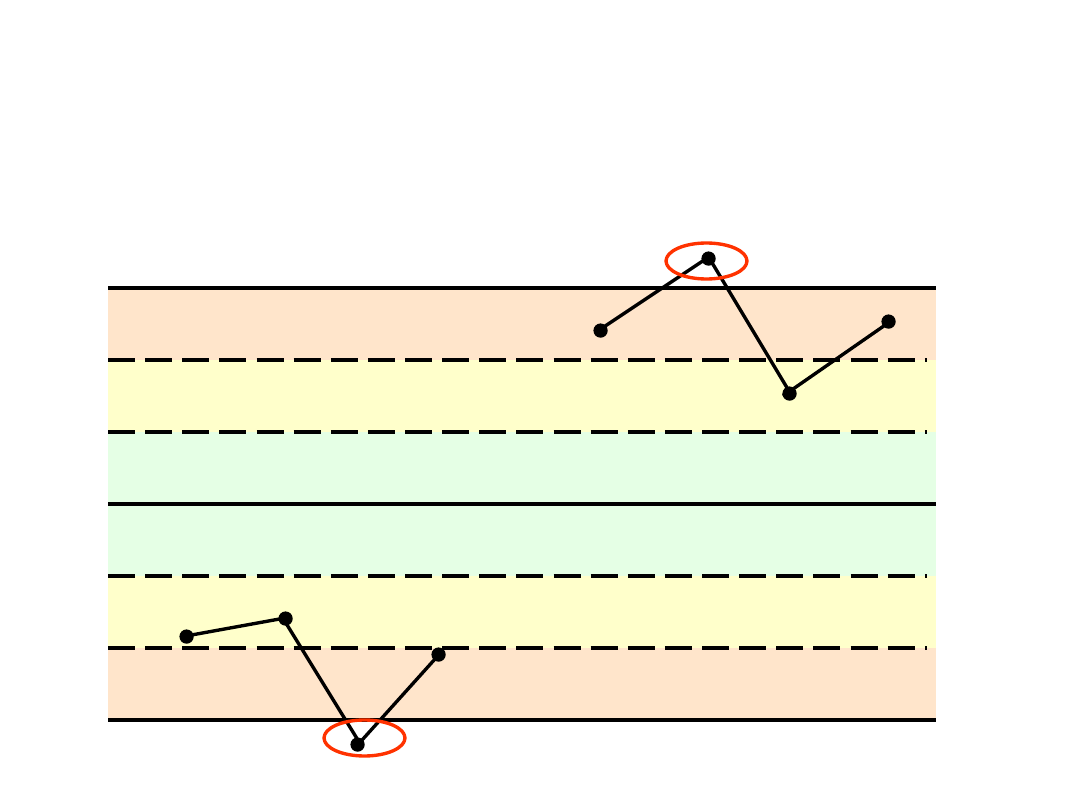
Jeden punkt poza strefą A (p<0,00135) – trwałe przesunięcie średniej.
Testy konfiguracji punktów
A
A
B
B
C
C
UCL
CL
LCL
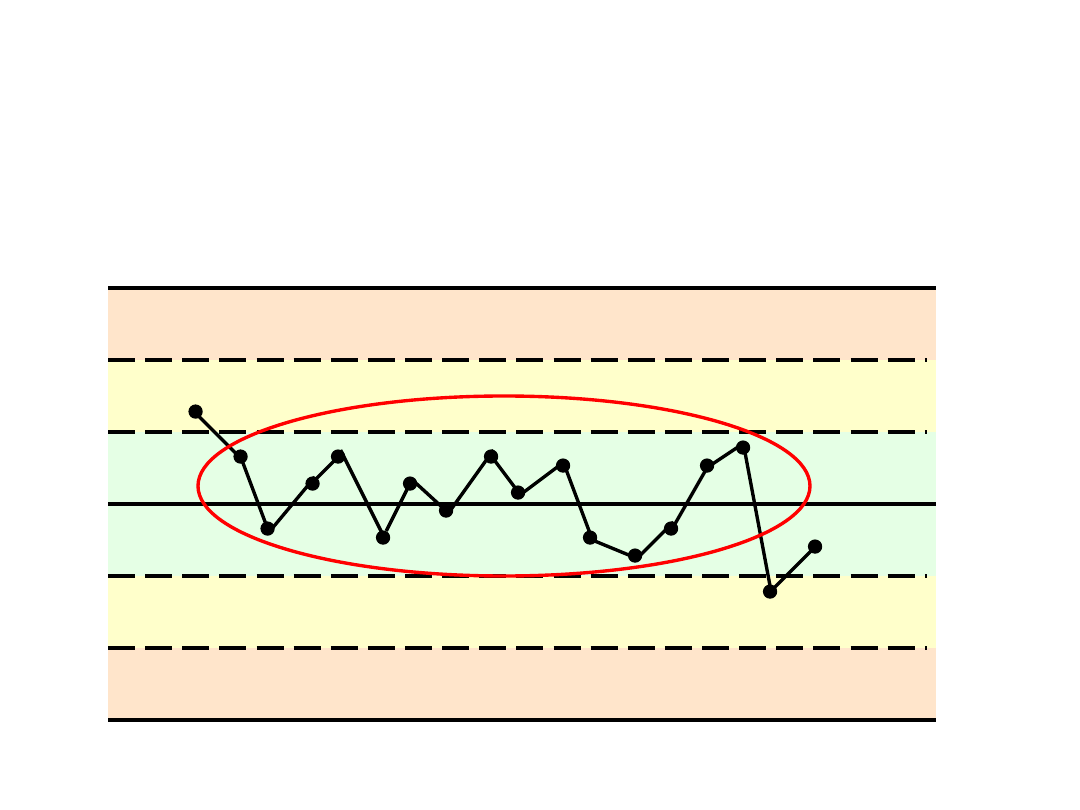
Piętnaście kolejnych punktów w strefie C – błąd przyrządu pomiarowego,
zmniejszenie rozproszenia, niewłaściwie wyznaczone linie kontrolne,
elementy próbek pochodzą z różnych populacji (p<(0,682)
15
=0,00325).
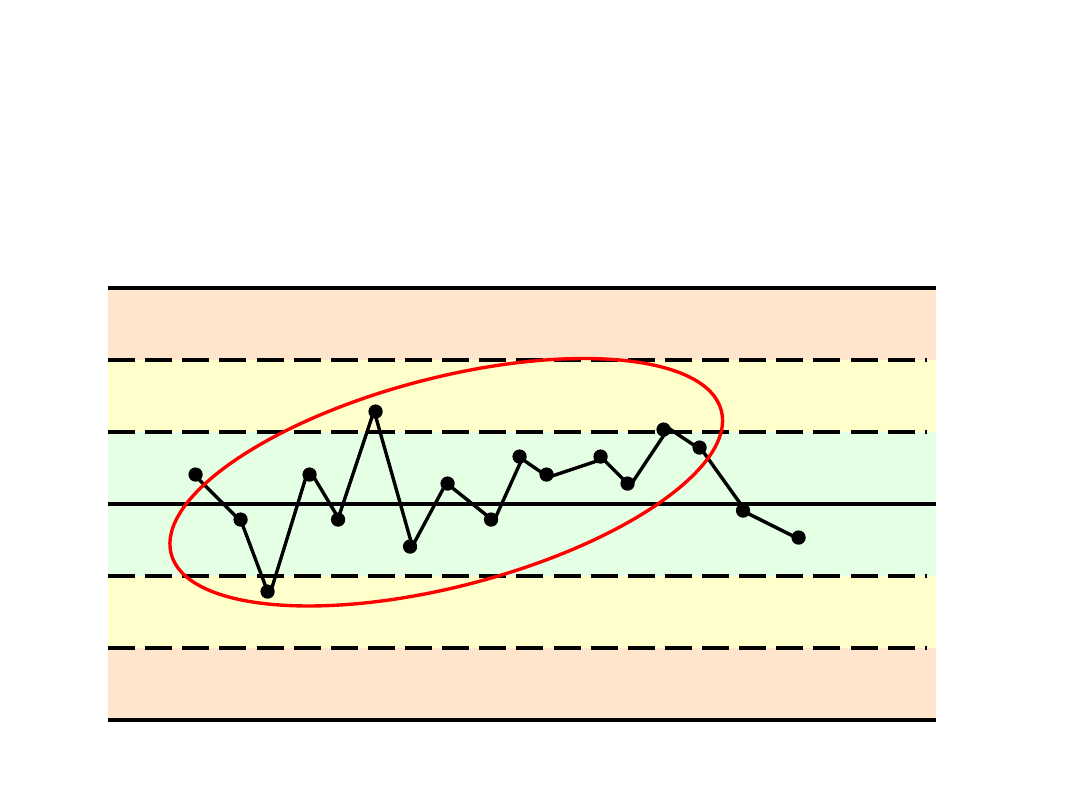
Testy konfiguracji punktów
A
A
B
B
C
C
UCL
CL
LCL
Osiem kolejnych punktów po tej samej stronie linii centralnej
(p<(0,5)
8
=0,0039) – trwałe przesunięcie średniej.
Testy konfiguracji punktów
A
A
B
B
C
C
UCL
CL
LCL
Osiem kolejnych punktów stale rosnących lub malejących
(p<(0,5)
8
= 0,0039) – przesuwanie się średniej.
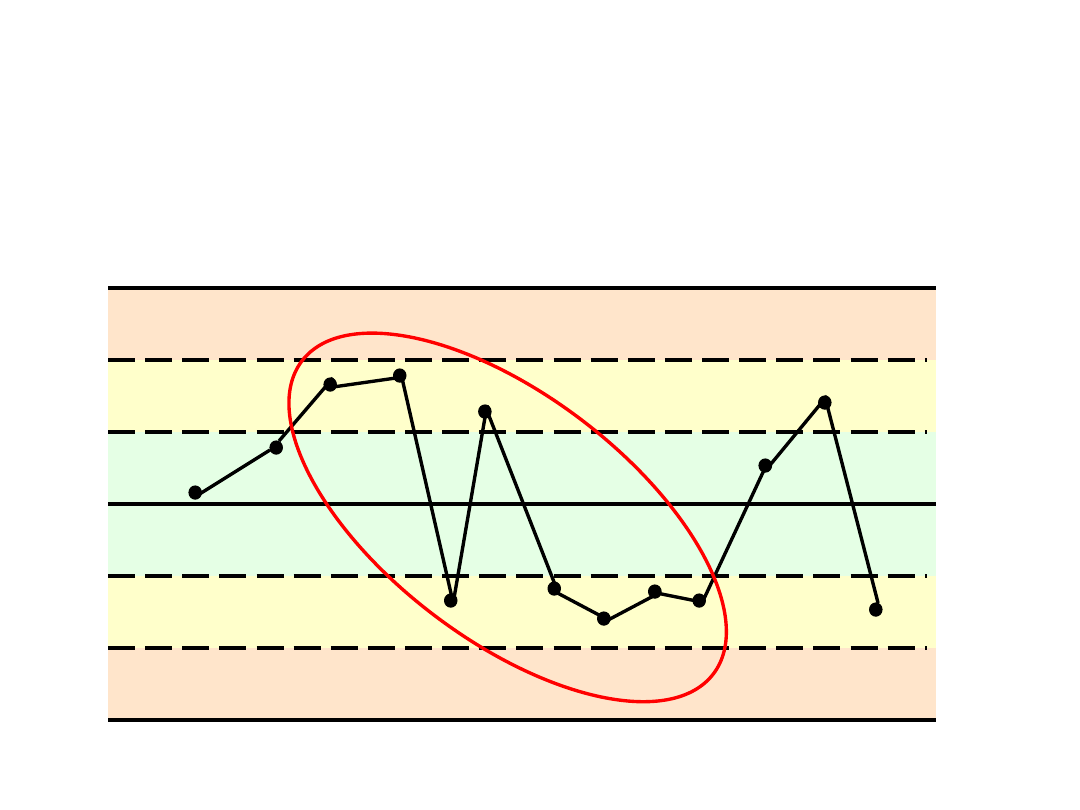
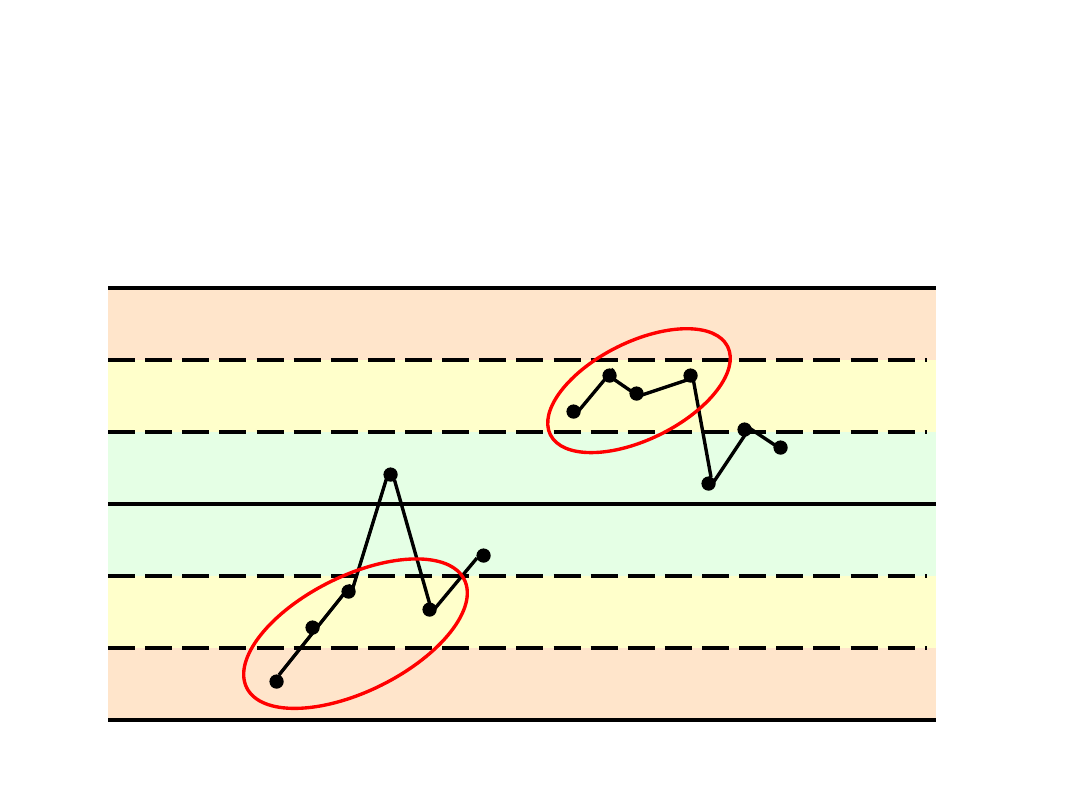
Testy konfiguracji punktów
A
A
B
B
C
C
UCL
CL
LCL
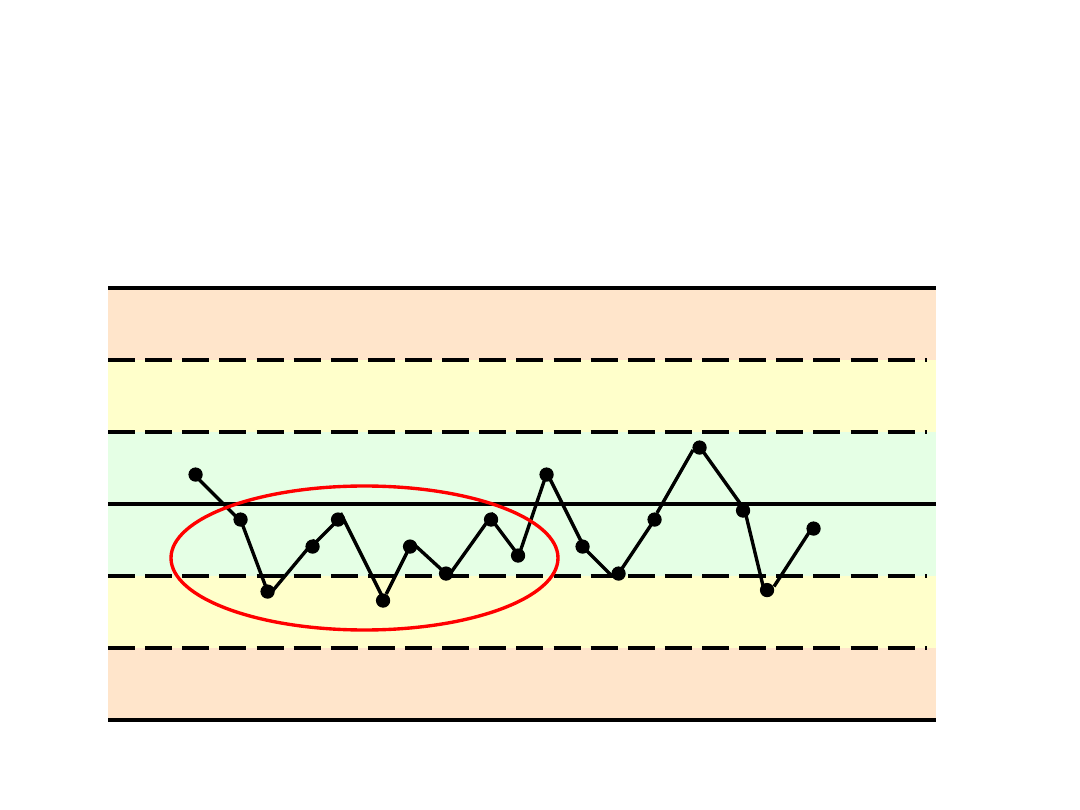
Czternaście punktów przemiennie rosnących i malejących –
kolejne próbki pochodzą z różnych maszyn, od różnych operatorów
itp.
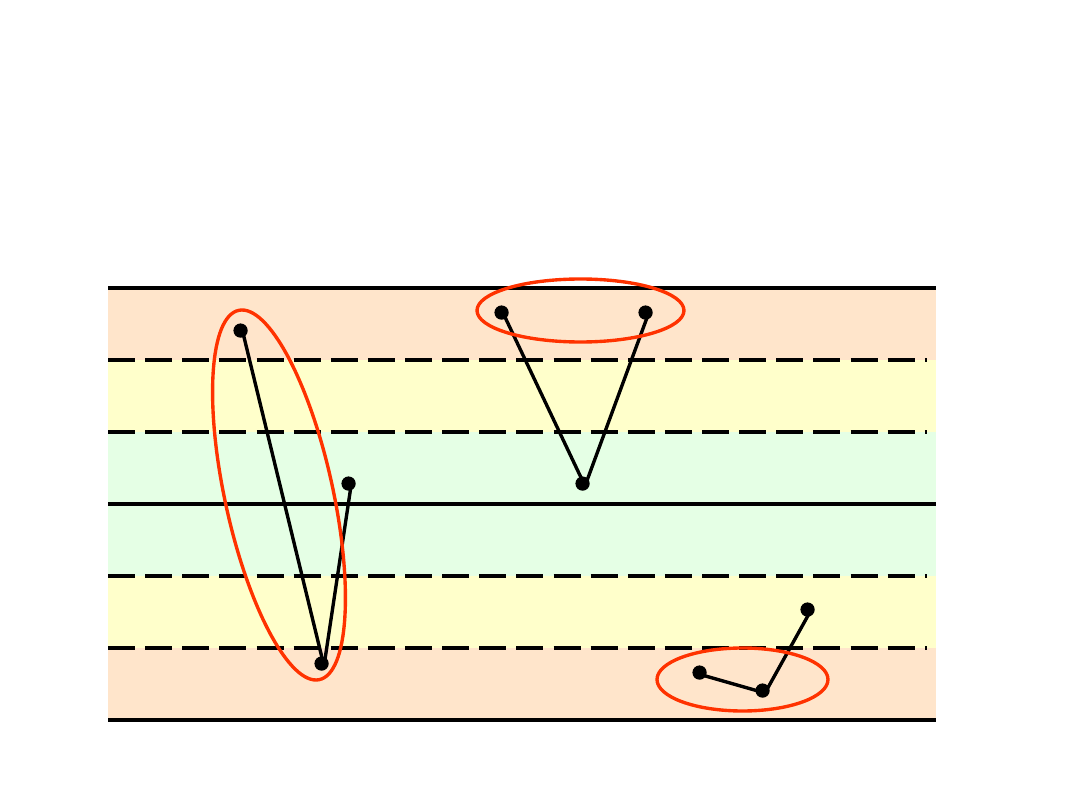
Testy konfiguracji punktów
A
A
B
B
C
C
UCL
CL
LCL
Osiem kolejnych punktów poza strefą C (p<(0,0001))
Testy konfiguracji punktów
A
A
B
B
C
C
UCL
CL
LCL
Dwa z trzech kolejnych punktów w strefie A lub poza nią
– ostrzeżenie o możliwości przesunięcia średniej
0015
,
0
9773
,
0
0227
,
0
2
3
2
p
Testy konfiguracji punktów
A
A
B
B
C
C
UCL
CL
LCL
Cztery z pięciu kolejnych punktów w strefie B lub poza nią
– ostrzeżenie o możliwości przesunięcia średniej
0027
,
0
9413
,
0
1587
,
0
4
5
4
p
Wyszukiwarka
Podobne podstrony:
Metody kompleksowego zarządzania jakością karty kontrolne
karty kontrolne, ZIP, Zarządzanie Jakością
Zarządzanie jakością - karty kontrolne, Politechnika Poznańska - Mechanika i budowa maszyn - I stopi
Karty kontrolne id 232711 Nieznany
Karty kontrolne 1
karty kontrolne
3 SPC Karty kontrolne S id 3409 Nieznany (2)
Karty kontrolne Shewharta2, Studia, STUDIA PRACE ŚCIĄGI SKRYPTY
Karty kontrolne Shewharta, Studia, STUDIA PRACE ŚCIĄGI SKRYPTY
Karty kontrolne Shewharta żabka
KARTY KONTROLNE SHEWHARTA
Metody kompleksowego zarządzania jakością karty kontrolne
karty kontrolne, ZIP, Zarządzanie Jakością
Zarządzanie jakością - karty kontrolne, Politechnika Poznańska - Mechanika i budowa maszyn - I stopi
Karty kontrolne podsumowanie 2
Karty kontrolne
Zarzadzanie jakością karty kontrolne dla 5 elementowej próbki obliczenia
Zarzadzanie jakością karty kontrolne dla 5 elementowej próbki obliczenia
więcej podobnych podstron