
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2008”
25 - 27 sierpnia 2008 r
61
Jakość złączy spawanych w konstrukcjach budowlanych,
według wymagań normy PN-B-06200:2002
Tadeusz Morawski
UTiE ”Level” Warszawa
1. Wstęp
Normy europejskie PN-EN wprowadzane od kilkunastu lat do krajowego przemysłu
spowodowały zanik zainteresowania "starymi" normami PN. Chociaż normy nie są
obowiązkowe, to wprowadzone do dokumentacji technicznej nabierają znaczenia – ich
postanowienia powinny być spełniane. W konstrukcjach stalowych pierwszoplanową rolę
odgrywają rodzime normy PN. Do takich należą normy dotyczące określonego typu
konstrukcji (zbiorniki, rurociągi, mosty itd.) lub, jak to klasyfikuje norma EN 473, dotyczące
wybranego sektora przemysłowego, np. PN-B-06200:2002 [1], PN-B-03200:1990 [2], PN-S-
10050:1989 [3]. Podane w nich wymagania uwzględniają wymagania norm EN ale wybiórczo
i z opóźnieniem. W referacie przypomnimy wiedzę jaką powinien znać personel kontroli
jakości przy tworzeniu dokumentacji projektowej konstrukcji, a także dla rozważnej i
optymalnej oceny wyników badań nieniszczących według postanowień PN oraz PN-EN.
Wiedza ta jest niezbędna dla personelu badań nieniszczących z certyfikatami kwalifikacji 3.
stopnia, a także i 2. stopnia według wymagań PN-EN 473.
Norma PN-B-06200:2002: Konstrukcje stalowe budowlane - Warunki wykonania i
odbioru - Wymagania podstawowe [1] podaje zasady opracowywania dokumentacji
technicznej przy wytwarzaniu i montażu konstrukcji stalowych, a więc zawiera także
wymagania i zasady prowadzenia kontroli jakości złączy spawanych metodami
nieniszczącymi. Ma ona fundamentalne znaczenie dla projektantów i wykonawców
budowlanych konstrukcji spawanych. Wiąże ona wymagania odnośnie jakości złączy
spawanych z klasą konstrukcji (obciążenia, gatunek materiału, warunki eksploatacji itd.)
czego w normach EN nie można znaleźć lub jest mało klarowne dla służb kontroli jakości.
2. Działania dla zapewnienia jakości konstrukcji stalowych
Zapewnienie jakości konstrukcji stalowej jest procesem złożonym. Wymaga szeregu
działań, których liczba wzrasta wraz ze stopniem ważności konstrukcji, a więc ze wzrostem
zagrożenia otoczenia lub wzrostem ryzyka poniesienia poważnych strat materialnych w
przypadku uszkodzenia konstrukcji albo jej zniszczenia.
Pierwszy i bardzo ważny etap tych działań ma miejsce podczas projektowania. W tej
fazie ustalane są warunki eksploatacji zamówionych przez inwestora konstrukcji
(temperatura,, rodzaj i wielkość obciążeń, warunki korozyjne, okres eksploatacji itp.) oraz
założenia dla rozwiązań konstrukcyjnych (rodzaj połączeń: spawane, skręcane śrubami,...,
rodzaj prętów: kształtowniki, rury, pełne pręty itd.). Ustalone warunki eksploatacji
konstrukcji stają się jej parametrami, z których do najważniejszych zalicza się:
Temperaturę eksploatacji Te ustalaną na podstawie lokalizacji obiektu i mapy izoterm
najniższych temperatur, uśrednionych dla najzimniejszego miesiąca w przedziale
czasowym 20 do 25 lat.

KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2008”
25 - 27 sierpnia 2008 r
62
Wielkość obciążeń, które decydują o stanie naprężeń w elementach nośnych
konstrukcji. Ich rodzaj jest jednym z głównych czynników decydujących o doborze
gatunków stali, a zatem o klasie konstrukcji.
Zgodnie z normą PN-B-06200:2002 [1] konstrukcje stalowe budowlane dzieli się na
trzy klasy:
a) klasa 3 - wymagania podstawowe
Obejmuje konstrukcje obciążone statycznie (nie narażone na zmęczenie), wykonane ze stali
konstrukcyjnej niestopowej kategorii nie wyższej niż S235, o grubości materiału t < 30 mm,
b) klasa 2 - wymagania podwyższone
Obejmuje konstrukcje stalowe obciążone statycznie lub dynamicznie, wykonane ze stali
konstrukcyjnej niestopowej lub niskostopowej kategorii nie wyższej niż S355. Do tej klasy
zalicza się również konstrukcje, w których występują szczególne rozwiązania konstrukcyjno-
technologiczne, jak połączenia przygotowane do montażowego spawania głównych
elementów nośnych oraz elementy o masie ponad 20 t.
c) klasa 1 - wymagania specjalne
Obejmuje konstrukcje jak w klasie 2, których awaria pociągnęłaby za sobą znaczne
zagrożenie życia ludzi lub duże straty materialne oraz konstrukcje wykonane ze stali
kategorii wyższej niż S355.
Kształtowanie elementów i połączeń konstrukcji, podobnie jak wielkość obciążeń, ma
poważny wpływ na stan naprężeń, stopień ich koncentracji oraz wielkość naprężeń własnych.
Błędy popełnione w fazie projektowania są trudne do naprawienia w wytwórni konstrukcji.
Źle ukształtowane elementy i połączenia nie można poprawić nawet przy zastosowaniu
najlepszych technologii wytwarzania, składania i kontroli.
Kolejne działania dla zapewnienia jakości konstrukcji mają miejsce podczas jej wykonania:
Wybór optymalnych technologii spawania oraz zapewnienie wysokiego poziomu
kwalifikacji personelu spawalniczego. Warto w tym miejscu podkreślić rolę
inspektorów nadzoru. Stała ich obecność w procesie wytwarzania, a zwłaszcza
podczas scalania i montażu elementów konstrukcji zawsze pomaga w utrzymaniu
wysokiej jakości wykonywanych operacji.
Prowadzenie badań nieniszczących materiałów i połączeń oraz analiza ich
wyników. Badania nieniszczące są ważnym narzędziem w działaniu dla zapewnienia
jakości konstrukcji. Wykonywane są prawie w każdej fazie realizacji inwestycji.
Materiały bada się w hutach lub w wytwórniach (rozwarstwienia, wtrącenia,
pęknięcia). Elementy konstrukcji i ich połączenia kontroluje się zarówno w wytwórni
jak i podczas montażu. Duża uniwersalność badań nieniszczących spowodowała
nieuzasadnione przeświadczenie, że wyniki tych badań są jedynym wskaźnikiem
jakości konstrukcji. W rzeczywistości są one tylko jednym z wielu działań,
służących zapewnieniu wysokiej jakości budowanych konstrukcji stalowych.
Wykrycie i opisanie nieprawidłowości (wady) w elemencie konstrukcji nie powinno
oznaczać natychmiastowej naprawy lub wymiany. Działy kontroli jakości powinny
dysponować personelem, który jest w stanie przeprowadzić analizę skutków obecności wad w
połączeniach i materiale elementów konstrukcji. Naprawy nie zawsze oznaczają podniesienie
jakości konstrukcji, o czym najlepiej świadczą doświadczenia z wykonywania poprawek
spawalniczych.
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2008”
25 - 27 sierpnia 2008 r
63
3. O znaczeniu niezgodności spawalniczych
Ważnym celem kontroli jest działanie, które zabezpiecza przed niespodziewanym
uszkodzeniem złącza zapoczątkowanym od wad w złączu spawanym. Ryzyko uszkodzenia
określa się trzema głównymi czynnikami: naprężeniami, własnościami materiałów i
wymiarami niezgodności spawalniczych (wad).
Metodami nieniszczącymi można określać tylko wymiary geometryczne niezgodności
spawalniczych. Wymaganie wykonania złączy bez niezgodności spawalniczych najczęściej
jest ograniczone względami ekonomicznymi oraz warunkami spawania. Obecność
niezgodności w złączach nie jest więc rzeczą niezwykłą, o ile ich rodzaj i wielkość nie zawsze
zagrażają bezpieczeństwu konstrukcji.
Ocena znaczenia wielkości i kształtu obecnych w złączach niezgodności
spawalniczych nieuchronnie prowadzi do przypomnienia głównych tez filozofii mechaniki
pękania:
1) Możliwe jest określenie wymiarów krytycznych niezgodności (wad) dla każdej spoiny
w danej konstrukcji, wykonanej z materiału o wiadomych własnościach i znanych
naprężeniach (określonych w projekcie konstrukcji).
N i e z g o d n o ś ć k r y t y c z n a jest niezgodnością spawalniczą materiału złącza o
wielkości, której przekroczenie w określonych warunkach eksploatacji (naprężenia,
temperatura) spowoduje zniszczenie (pęknięcie) lub uszkodzenie złącza spawanego.
N i e z g o d n o ś ć d o p u s z c z a l n a (akceptowana) jest niezgodnością spawalniczą,
której wielkość w danym złączu uważa się za największą jaka może pozostać.
Związek między niezgodnością spawalniczą krytyczną i niezgodnością dopuszczalną
najczęściej jest bliżej nieokreślony. Stosunek wielkości niezgodności krytycznej W
K
do
dopuszczalnej W
D
wyraża współczynnik bezpieczeństwa k
B
> 1
.
Jego rzeczywiste wartości
najczęściej przekraczają liczbę 2 osiągając wartość nawet zbliżoną do liczby 10. Tak duży
margines bezpieczeństwa wyjaśnia dlaczego przez długie lata eksploatowane są bezawaryjnie
konstrukcje, których złącza zawierają znacznie większe od dopuszczalnych niezgodności
spawalnicze. Taki margines bezpieczeństwa powoduje znikomą wrażliwość konstrukcji na
wymagania, odnośnie wymiarów dopuszczalnych niezgodności, zawarte w normach.
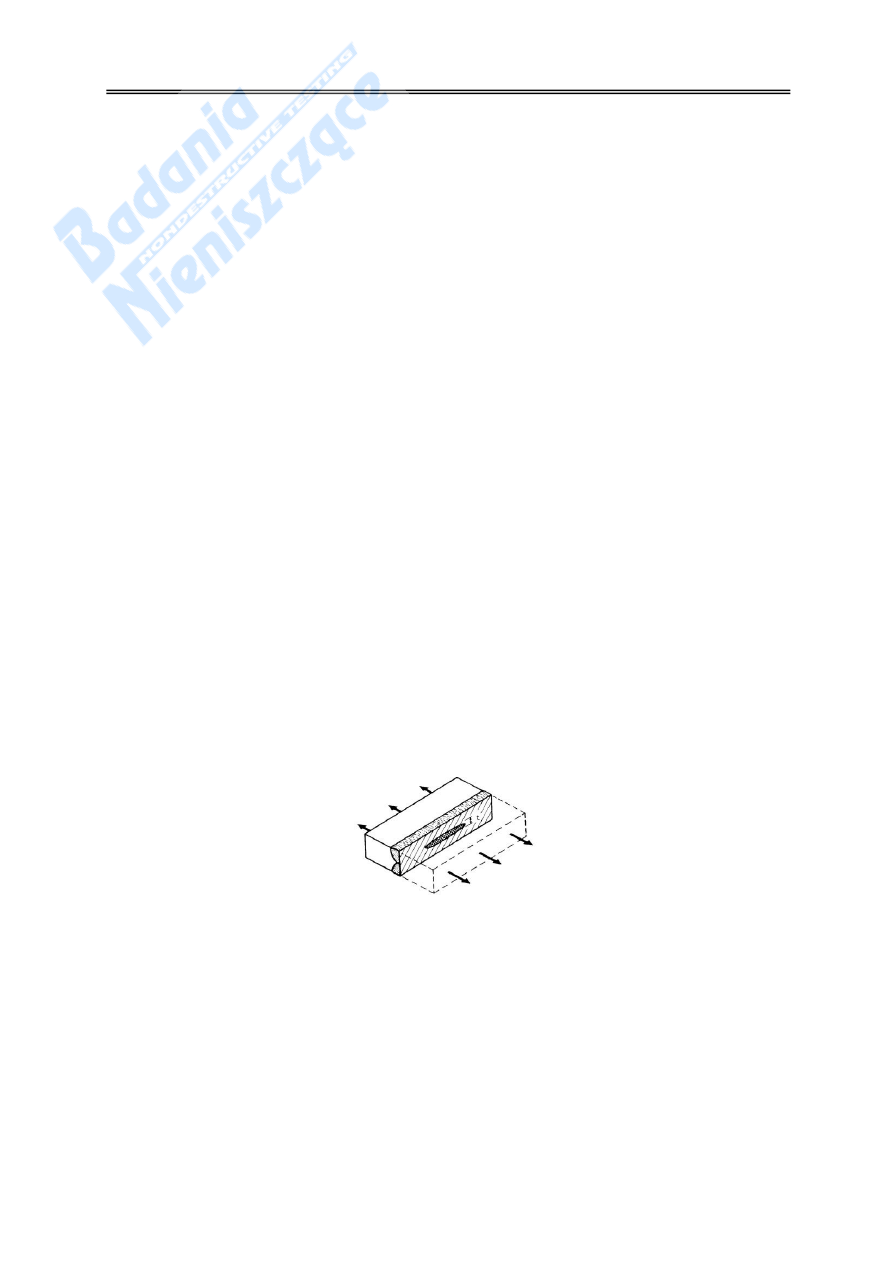
Rys 1. Wysokość t nieciągłości spawalniczej
2) Wielkość niezgodności spawalniczej jest z punktu widzenia mechaniki pękania bardzo
ściśle związana z jej wysokością. "t" (rys. 1) Długość i inne parametry geometryczne
nieciągłości są stosunkowo mało ważne.
Z tych dwóch faktów można wyciągnąć wniosek, że przeprowadzone badania, w celu
oceny bezpieczeństwa konstrukcji spawanych, powinny określać wysokości wszystkich
potencjalnie niebezpiecznych niezgodności spawalniczych. Analizując normy i inne
dokumenty techniczne można wyrazić zdziwienie, że większość z nich wymienia do kontroli
spoin techniki, które nie są w stanie zmierzyć wysokości wykrytych niezgodności.

KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2008”
25 - 27 sierpnia 2008 r
64
Zastanówmy się nad wpływem obecności niezgodności spawalniczych na bezpieczną
pracę złączy.
Na podstawie analizy licznych badań wykazano stosunkowo niewielki wpływ wszelkiego
rodzaju wtrąceń i pęcherzy na zmniejszenie wytrzymałości złączy spawanych. Pęcherze
powodujące ubytek przekroju spoiny o 7% do 8 % oraz żużle dające ubytek przekroju do 10%
(przy długości wtrącenia 18 mm) nie wpływają na wytrzymałość na rozciąganie złączy
doczołowych. Wykazano także, że wytrzymałość zmęczeniowa złączy przy liczbie 10
4
cykli
jest prawie równa wytrzymałości na rozciąganie materiału podstawowego pomimo obecności
wtrąceń żużlowych zajmujących do 10% powierzchni w przekroju poprzecznym spoiny lub
obecności pęcherzy stanowiących do 5 % ubytku przekroju spoiny.
Przedstawiony wpływ przestrzennych niezgodności spawalniczych na wytrzymałość
złączy nie ma odzwierciedlenia w normach, także w PN-EN 5817 [5] i PN-B-6200 [1].
Dopuszczalne wg norm wielkości ubytku przekroju spoiny spowodowanego obecnością tych
niezgodności najczęściej wahają się w przedziale 1% do 4%. Ma to istotny wpływ na wzrost
ilości poprawek spawalniczych i na koszty wytwarzania.
Płaskie niezgodności spawalnicze, takie jak pęknięcia, przyklejenia, braki przetopu,
podtopienia czy pewne przypadki przesunięcia brzegów są bardziej niebezpieczne dla
konstrukcji. Ocena wpływu płaskich niezgodności na wytrzymałość złączy wymaga
indywidualnej analizy dla każdego typu konstrukcji i przewidywanych warunków jej
eksploatacji. Najczęściej analiza taka podlega regułom mechaniki pękania, według których
decydującym parametrem są własności wytrzymałościowo-plastyczne materiału w określonej
temperaturze eksploatacji i w obszarze danej niezgodności. Własności te określają
współczynniki K
Ic
(w warunkach odkształceń sprężystych) i
c
(odkształcenie sprężysto-
plastyczne) wyznaczane za pomocą, np. próby COD. Wymagania podane w normach,
określające dopuszczalną wielkość poszczególnych niezgodności płaskich są także ostrzejsze
niż wynikałoby to z teorii mechaniki pękania.
4. Jakości złączy spawanych w konstrukcjach budowlanych wg PN-B-06200:2002
Poradnikiem dla projektantów konstrukcji stalowych jest norma budowlana PN-B-
06200:2002 [1]. Norma ta zawiera praktycznie wskazówki odnośnie doboru metod kontroli
połączeń oraz odniesienia od norm europejskich. Chociaż ostatnia wersja tej normy jest z
2002 roku to zamieszczone w niej informacje związane z jakością połączeń spawanych w
znacznym stopniu straciły aktualność. Dotyczy to zarówno terminologii jak i wymagań
zawartych w normach EN stanowiących o technikach badania i ocenie jakości połączeń
spawanych.
Poziom jakości złączy spawanych w konstrukcjach budowlanych nie powinien być
gorszy od podanego w tabl.1 (odpowiada tabl. B3 w PN[1]) .Do czasu nowelizacji normy
budowlanej PN-B-06200[1] zleca się uwzględnianie postanowień aktualnych norm: PN-EN
ISO 6520-1[4] i PN-EN ISO 5817:2003 [5].
O tym jakie warunki odbiorcze połączeń będą stosowane decyduje projektant, Może
również wymagać poziomów jakości opartych na starszych przepisach i normach. Przypadki
takie są możliwe, bo normy nie są obligatoryjne, chociaż rzadko spotykane (rekonstrukcje,
naprawy itp.).
Wyjaśnienia i dyskusji wymaga podane w normie budowlanej [1] sformułowanie:"...
Nie dopuszcza się złączy spawanych o poziomie jakości niższym niż C dla złączy badanych
radiograficznie i ultradźwiękami..... W przypadku badań wizualnych wg PN-EN 970
należy stosować kryteria odbioru wg tablicy B3". Właśnie ta tablica staje się nieaktualna
w związku z postanowieniami obecnie obowiązujących norm [4 i 5]. Poniżej zamieszczono
tablicę 1, która jest kopią tablicy B3 z normy PN-B-06200 [1].
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2008”
25 - 27 sierpnia 2008 r
65
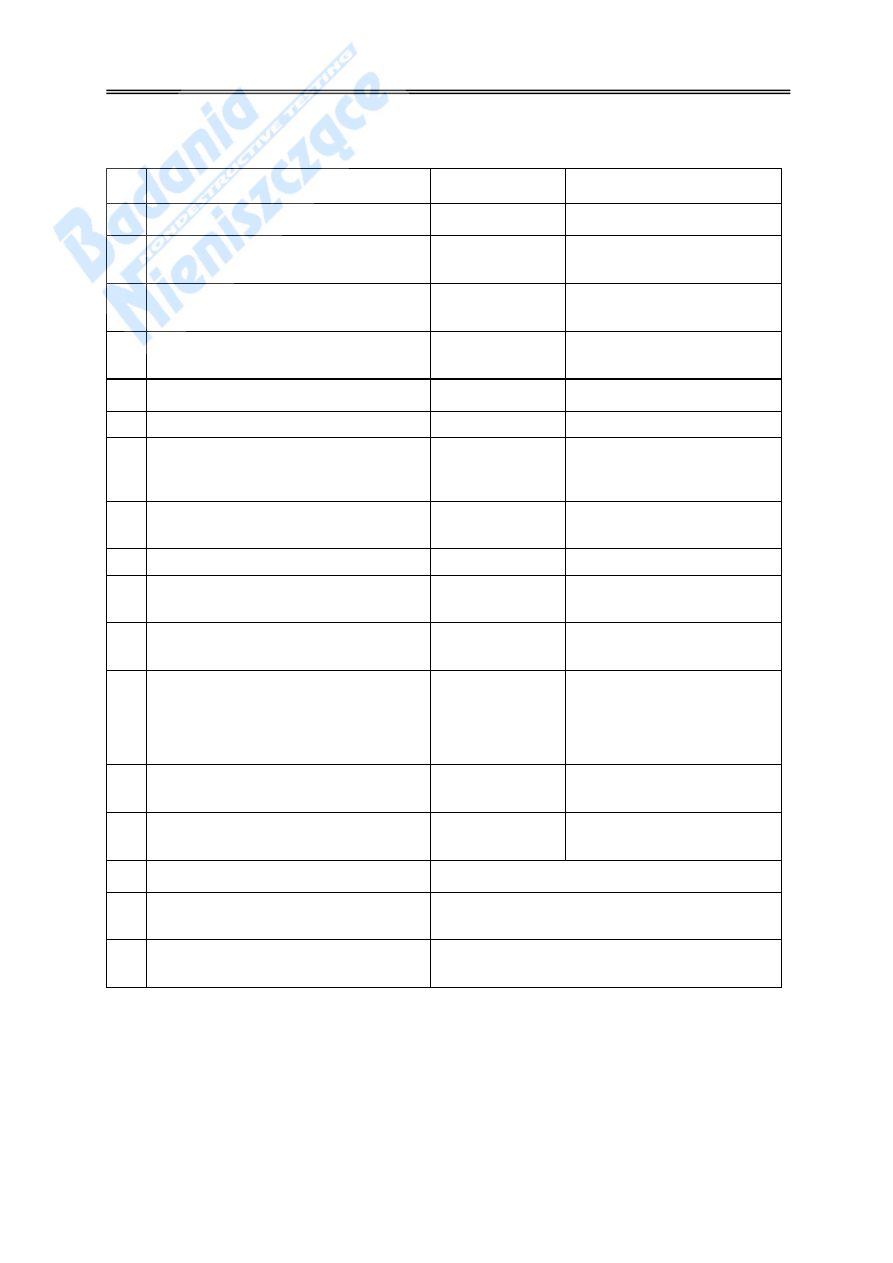
Tablica 1 – (Tabl. B3 w PN[1]) - Dopuszczalne niezgodności spawalnicze złączy spawanych w
konstrukcjach obciążonych przeważająco statycznie wg PN-EN 25817
Lp.
Rodzaj niezgodności wg PN-EN 26520
Poziom jakości
wg PN-EN 25817
Wymagania dodatkowe
1
2
Pęknięcie spoiny (100)
Pęknięcie w kraterze (104)
niedopuszczalna
3
4
Pęcherz gazowy (2011), Pęcherze równomiernie
rozproszone (2012), Łańcuch pęcherzy (2014)
Gniazdo pęcherzy (2013)
B
łączna liczba porów lp. 27
5
Pęcherz podłużny (2015),
Pęcherz kanalikowy (2016),
Wgłębienie w kraterze (2024)
długa niezgodność
niedopuszczalna
krótka niezgodność: B
jw.
6
Wtrącenie stałe (poza miedzią) (300)
długa niezgodność
niedopuszczalna
krótka niezgodność: C
łączna liczba porów i wtrąceń lp. 27
7
8
Wtrącenie miedzi (3042)
Przyklejenie (401)
niedopuszczalna
9
Brak przetopu (402)
B
10
Niewłaściwy odstęp i niepełny przetop spoiny
pachwinowej (617)
B
jeśli szerokość h szczeliny przekracza
dopuszczalną odchyłkę, może być
rekompensowana zwiększeniem
grubości a = a
nO
m + 0,7 h
11
Podtopienie ciągłe (5011)
Podtopienie przerywane (5012)
B
na badanej długości 100 mm średnia
grubość spoiny powinna być nie
mniejsza niż grubość projektowana
12
Nadmierny nadlew lica (502)
B *
13
14
Nadmierna wypukłość (503)
Spoina pachwinowa o większej grubości niż
projektowana
C
15
Spoina pachwinowa o mniejszej grubości niż
projektowana
długa niezgodność
niedopuszczalna
krótka niezgodność: C
16
17
18
19
20
Wyciek (504)
Wyciek miejscowy (5041)
Przesunięcie brzegów (507)
Wklęśnięcie (509) Niezupełne wypełnienie rowka
spawalniczego (511)
Nadmierna asymetria spoiny pachwinowej (512)
C
21
Wklęśnięcie grani (515) Obustronne wklęśnięcie
grani (5013)
długa niezgodność
niedopuszczalna
krótka niezgodność: C
22
23
24
Nawis (506)
Niewłaściwe ponowne rozpoczęcie spawania(517)
Ślad zajarzenia (601)
niedopuszczalne
25
Rozprysk (602)
rozpryski należy usunąć, np. ze względu na powłoki
ochronne
26
Wielokrotne niezgodności w dowolnym przekroju
poprzecznym
nagromadzenie pojedynczych niezgodności na badanej
długości 100 mm w dowolnym przekroju podłużnym nie
powinno zmniejszać pola przekroju brutto poniżej 95 %
27
Pustka gazowa 201 Wtrącenie stałe (300)
łączna liczba porów gazowych jak w
l p. 3, 4 i 5 oraz wtrąceń stałych jak w lp.6 nie może
przekraczać 2 % pola powierzchni
Jakość połączenia spawanego (poziomy B, C, D) ocenia się na podstawie rzeczywistych
wymiarów niezgodności spawalniczych oraz wielkości odchyleń od nominalnego kształtu
spoiny i/lub złącza odniesionych do odcinka spoiny długości 100 mm. Prosta klasyfikacja
poziomów jakości złączy została "zagmatwana" w tabl.B.3 normy PN-B-06200 [1].
Większość spawanych konstrukcji budowlanych obciążonych jest przeważająco statycznie,
więc autorzy normy [1] zapewne chcieli ułatwić projektantom korzystanie z postanowień PN-
EN 25817 i opracowali "przewodnik" z interpretacja tej normy w postaci tabl. B.3 (tabl.1).

KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2008”
25 - 27 sierpnia 2008 r
66
Przyczynę niewłaściwej interpretacji można doszukiwać się w stwierdzeniu zawartym
w EN 25817 i powtórzonym w PN-B-06200, które brzmi: "Można wymagać różnych
poziomów jakości dla indywidualnych złączy w danym elemencie konstrukcyjnym".
W tabl. B.3 (tabl.1) przyjęto poziom jakości C dla złączy w konstrukcjach obciążonych
przeważająco statycznie, ale dla tego samego złącza dopuszczono obecność niezgodności,
których rodzaj i wymiary graniczne dają według EN inny poziom jakości złącza. I tak, np.:
- Pęcherze i pory (lp. 3 i 4) są klasyfikowane wg poziomu jakości B, czyli bardzo ostro,
chociaż wiadomo że wady objętościowe stanowią mniejsze zagrożenie dla bezpiecznej
eksploatacji złączy spawanych,
- Łączna liczba pęcherzy, porów i wtrąceń (lp. 3 do 6 za lp.27) określona została arbitralnie
- Nadmierny nadlew (lp.12) potraktowano bardzo ostro (B),
-
Wady wymienione pod lp. 22, 23 i 24 uznano za nieakceptowane, chociaż norma EN
25817 traktuje je znacznie łagodniej
Inne przykłady niekonsekwencji prostują postanowienia w aktualnej normie PN-EN ISO
5817:2007 [5] wprowadzające szereg istotnych zmian, np.:
rozszerzenie zakresu stosowania normy dla grubości .łączonych materiałów od t > 0,5 mm
baz ograniczenia górnej granicy grubości. Dotychczas norma ograniczała jej stosowanie do
przedziału grubości od 3 mm do 63 mm.
zrezygnowano z pojęcia "niezgodność spawalnicza długa" (długość niezgodności L
powyżej 25 mm na odcinku spoiny 100 mm) pozostawiając termin "niezgodność
spawalnicza krótka" (długość L
25 mm).
Do treści nowej normy wprowadzono natomiast termin "niezgodność spawalnicza
systematyczna", którym określono niezgodność powtarzającą się w złączu spawanym w
regularnych odstępach, na badanym odcinku złącza. Tego rodzaju niezgodność norma
dopuszcza tylko dla poziomu jakości D), pod warunkiem spełnienia pozostałych
wymogów dla tego poziomu jakości. Ponieważ konstrukcje budowlane nie przewidują
niższego poziomu jakości połączeń niż C (wymaganie bardzo dyskusyjne!) to ta zmiana
nie jest istotna dla konstrukcji budowlanych.
Wprowadzono zmiany wymiarów granicznych dla następujących niezgodności
spawalniczych: podtopienie ciągłe (5011) i przerywane 5012), nawis (508), wklęśnięcie
grani (515), niedostateczna grubość spoiny (5213), ślad zajarzania (601), pęcherz gazowy
(2011) i pęcherze równomiernie rozłożone (2012), łańcuch pęcherzy (2014), wtrącenia
stałe (300), przyklejenia (401), brak przetopu (402), pęknięcie w kraterze (104).
8. Zakres badań nieniszczących złączy w konstrukcjach budowlanych
Każde połączenie w konstrukcjach stalowych podlega co najmniej kontroli wizualnej.
Zakres tej kontroli powinien być stuprocentowy. Inne metody nieniszczące łącznie z wizualną
stosowane są głównie do oceny jakości połączeń spawanych. Zakres badań nieniszczących
według normy PN-B-06200[1] zależy od decyzji projektanta, który najlepiej wie o
przewidzianej charakterystyce wytężenia złączy w konstrukcji oraz o innych parametrach
mogących mieć wpływ na ich pracę (np. gatunek stali, ukształtowanie połączenia). Projektant
może zwiększyć lub zmniejszyć zakres badań nieniszczących w stosunku do zakresu badań
"metodami dodatkowymi" określonego w normie budowlanej PN-B-06200 [1], cytuję:
„Każde połączenie spawane powinno podlegać kontroli - co najmniej badaniom
wizualnym. Jeśli w projekcie nie określono szczegółowego zakresu badań nieniszczących,
to należy przyjmować:
a) dla konstrukcji klasy 1 i konstrukcji wykonywanych ze stali kategorii wg PN-EN
10113-1, PN-EN 10113-2, PN-EN 10137-1 i PN-EN 10137-2 - zakres badań wg tablicy 19
normy,
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2008”
25 - 27 sierpnia 2008 r
67
b) dla konstrukcji klasy 2 - zakres obejmujący 5 % ogólnej liczby styków doczołowych
oraz 1 % łącznej długości spoin pachwinowych przy największej grubości łączonych części
dla każdego gatunku stali.
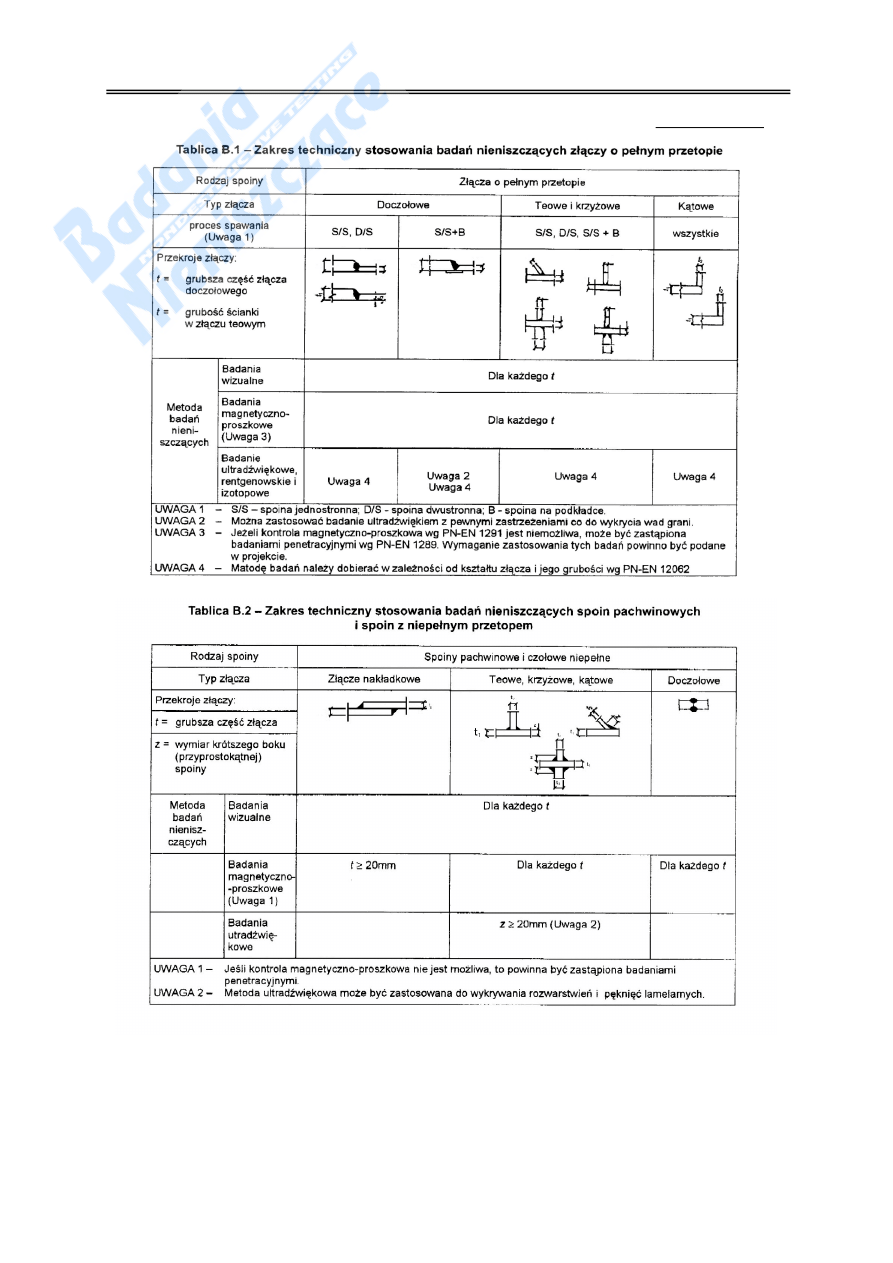
Dodatkowe badania nieniszczące należy wykonać w zakresie technicznym określonym w
tablicach B.1 i B.2. Jeśli wynik kontroli wyrywkowej danego złącza wskazuje na
niedopuszczalne niezgodności, należy zbadać dodatkowo dwa odcinki spoiny
przylegającej z obu stron do odcinka z niedopuszczalnymi niezgodnościami. W przypadku
wykrycia w tych spoinach dalszych niedopuszczalnych niezgodności, należy badania
wykonać w 100%”.
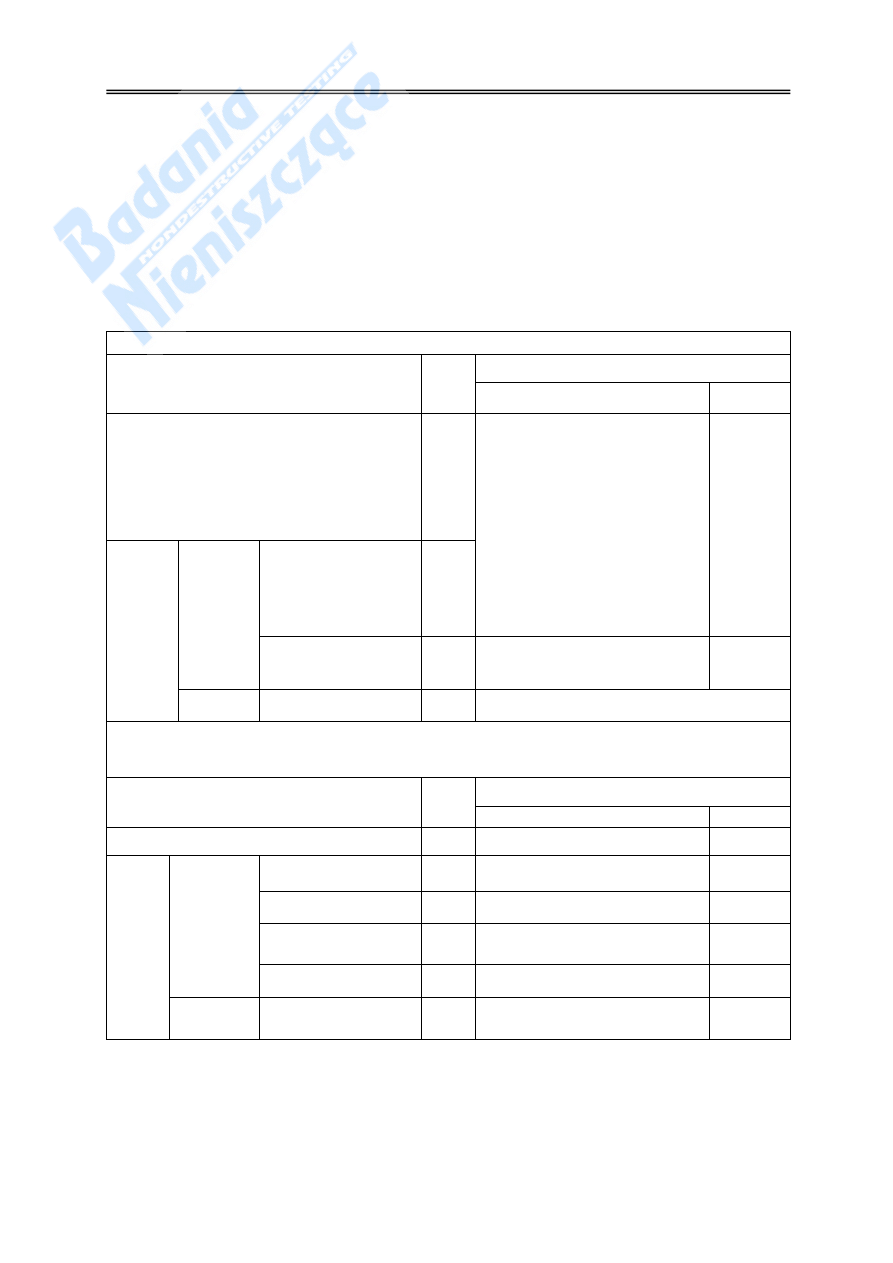
Tablica 2 (tabl. 19 w PN-B-06200:2002) Zakres badań nieniszczących dla konstrukcji klasy 1
Dotyczy gatunków stali wg PN-EN 10025 (U)
Rodzaje złączy
VT
Dodatkowe badanie nieniszczące
Spoiny warsztatowe
montażowe
Strefy połączeń (patrz rysunek 5)
100 %
- po pięć zidentyfikowanych złączy
mających takie same główne
wymiary, gatunek materiału,
geometrię spoin i spawanych wg tej
samej technologii.
Następnie pozostałe złącza: - po
jednym spośród pięciu każdego typu
(jeżeli pierwsze pięć było zgodne z
załącznikiem B2)
wszystkie
Strefy
elementów
(patrz
rys.5)
Elementy
główne
spoiny czołowe poprzeczne
w blachach środników i
pasów przed składaniem.
Spoiny pachwinowe
poprzeczne na
zakończeniu nakładek
100%
spoiny podłużne
100%
0,5 m na każdych 10 m spośród
wszystkich zidentyfikowanych złączy
włączając jedno na cztery końce spoin
podwojona
liczba
styków
warsztatowy
ch
Spoiny
drugorzędne
np. w celu zamocowania
płatwi, rygli, żeber itp.
-
1 na 20 złącz
Dotyczy gatunków stali kategorii S420 i S460 wg PN-EN 10113-1 PN-EN 10113-2, PN-EN 10113-3 i PN-EN 10137-1
i PN-EN 10137-2
Rodzaje złączy
VT
Dodatkowe badania nieniszczące
Spoiny warsztatowe
montażowe
Strefy połączeń (rys.5)
100%
20 % długości każdego złącza
100%
Strefy
elementó
w (rys.5)
Elementy
główne
Poprzeczne rozciągane
spoiny pasów i środników
100%
100%
100%
Poprzeczne spoiny
ściskane
100%
10 % długości każdego złącza
20%
długości
każdego
złącza
Poprzeczne spoiny
pachwino- we na
zakończeniu nakładek
100%
20 % długości każdego złącza
20%
długości
każdego
złącza
Spoiny podłużne
100%
10 % długości każdego złącza
20%
długości
każdego
złącza
Spoiny
drugorzędne
np. w celu zamocowania
płatwi, rygli, żeber itp.
100%
1 na 20 spoin
1 na 20 spoin
Zapis ten sankcjonuje badania wyrywkowe złączy warsztatowych oraz styków konstrukcji
klasy 2. W rzeczywistości taka kontrola może zapewnić tylko bieżącą ocenę kwalifikacji
spawaczy oraz prawidłowy dobór parametrów spawania. Wymieniona tablica 19 w normie [1]
KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2008”
25 - 27 sierpnia 2008 r
68
(tabl. 2) ustala 100% badanie dodatkową metodą nieniszczącą, a więc inną niż VT,
praktycznie tylko dla montażowych poprzecznych rozciąganych spoin pasów i środników.
Stosowanie badań NDT do kontroli spoin ma na celu ujawnienie wskazań
niezgodności, których obecność może spowodować uszkodzenie złącza, a tym samym

KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2008”
25 - 27 sierpnia 2008 r
69
stwarzających ryzyko awarii (katastrofy budowlanej), przy czym jednocześnie chodzi o
osiągnięcie optymalnych efektów ekonomicznych. Trzeba zastanowić się czy wyrywkowe
badania są wystarczająco skuteczne, aby osiągnąć powyższy cel i czy wyniki badań
wyrywkowych dają wystarczające informacje o poziomie jakości złączy w całej konstrukcji
lub jej powtarzalnych elementach.
Literatura
[1] PN-B-06200:2002: Konstrukcje stalowe budowlane - Warunki wykonania i odbioru -
Wymagania podstawowe
[2] PN-B-03200:1990: Konstrukcje stalowe - Obliczenia statyczne i projektowanie
[3] PN-S-10050:1989: Obiekty mostowe. Konstrukcje stalowe. Wymagania i badania
[4] PN-EN ISO 6520-1:2002: Spawanie i procesy pokrewne - Klasyfikacja geometrycznych
niezgodności spawalniczych w metalach - Część 1: Spawanie
[5] PN-EN ISO 5817:2007: Spawanie - Złącza spawane ze stali, niklu, tytanu i ich stopów (z
wyjątkiem spawanych wiązką) - Poziomy jakości według niezgodności spawalniczych

KRAJOWA KONFERENCJA BADAŃ RADIOGRAFICZNYCH - „POPÓW 2008”
25 - 27 sierpnia 2008 r
70
Wyszukiwarka
Podobne podstrony:
OKWPPK Zbrojenie przeciwskurczowe obliczenia zalecenia konstr w bud powszechnym
01 Wady podparcia drewnianej konstrukcji dachu w zabytkowym kosciele
PROTOK roczny i picioletni - SPECJALNO KONSTRUKCYJNO - BUDOWLANA, SZKOŁA tech bud, eksploatacja obi
BUDOWNICTWO ściaga!!, Bud. ogólne i konstr. drew
BUD OG wykład 10c Konstrukcje sprężone
BUD OG projekt 11 Materiały konstrukcyjne Beton
BUD OG projekt 16 Mury wymagania konstrukcyjne
Kolokwium choroby gen bud i f kom, mutacje, tkanki,pasożyty,genetyka,wady,etapy rozwojowe
PYTANIA BUDOWNICTWO, Bud. ogólne i konstr. drew
BUD Zaliczenie wykładów KD, BUDOWNICTWO S2, I SEMESTR, Konstrukcje Drewniane
Bud A OPIS Techniczny konstrukcja id
BUD OG wyklad 9 Fundamenty 3 Rowiazania konstru
Poradnik CAR AUDIO, wady i zalety konstrukcji, Artykuł ten powstał, aby w prosty i szybki sposób prz
Układy konstrukcyjne i ustroje nośne budynków, Bud. ogólne i konstr. drew
BUD OG projekt 3 Zasady sporządzania rysunków konstr żelbet
BUD OG projekt 17a Przykład obliczania konstrukcji murowej
BUD OG projekt 6 Konstrukcje i podłoża zasady obliczen
więcej podobnych podstron