Spajanie
Celem spajania jest łączenie tworzyw
termoplastycznych, następujące wskutek ich
uplastycznienia, a nawet stopienia w miejscu
łączenia.
Spajanie dzieli się na zgrzewanie i spawanie.
Zgrzewanie
Zgrzewaniem nazywa się łączenie tworzyw poprzez ich
uplastycznienie i stopienie w miejscu łączenia, z
wywarciem docisku wzajemnego elementów łączonych
bez dodania spoiwa. Proces zgrzewania odbywa się w
warstwach wierzchnich tworzyw łączonych (lub w ich
masie), doprowadzonych pod wpływem ciepła do stanu
plastycznego i ciekłego —w obszarze tym zachodzi
wzajemne przeplatanie się makrocząsteczek (lub ich
segmentów) tworzyw łączonych, co ułatwia ich wzajemny
docisk.
Zgrzewanie
Proces zgrzewania jest determinowany przede wszystkim
przez: temperaturę, do jakiej nagrzewa się tworzywa
łączone, zbliżoną do temperatury topnienia, docisk
wywierany na łączone części, czas zgrzewania oraz czas i
warunki ochładzania złącza.
Zgrzewanie
W zależności od miejsca doprowadzania lub powstawania ciepła w
procesie zgrzewania rozróżnia się następujące odmiany zgrzewania:
- zgrzewanie, w którym ciepło doprowadza się do zewnętrznej strony
elementów łączonych, np. zgrzewanie za pomocą nagrzanego drutu,
taśmy lub listwy, zgrzewanie impulsowe;
- zgrzewanie, w którym ciepło doprowadza się do wewnętrznej strony
elementów łączonych, np. zgrzewanie przy użyciu nagrzanego klina
lub płyty;
- zgrzewanie, w którym ciepło jest wytwarzane w warstwach
wierzchnich tworzyw łączonych lub w całej masie tworzyw, np.
zgrzewanie tarciowe, drganiowe, pojemnościowe, ultradźwiękowe i
indukcyjne.
Zgrzewanie za pomocą nagrzanego drutu lub taśmy
Polega ono na uplastycznieniu i
stopieniu tworzywa elementów
łączonych w miejscu docisku
wywieranego nagrzanym drutem
lub taśmą rezystancyjną, przez
które płynie prąd elektryczny,
następnie odjęciu drutu lub
taśmy i ochłodzeniu miejsca
zgrzewania. Często zgrzewanie
to stosuje się do toreb i worków
z folii PE i wówczas drut lub
taśma rozdziela poprzecznie
spłaszczoną rurę z folii (rękaw),
przesuwaną pod nim, i zgrzewa
tworzone podczas tego
krawędzie
Schemat zgrzewania za pomocą
nagrzanej taśmy rezystencyjnej:
1 — folia zgrzewana,
2 — taśma,
3 — zgrzeina,
4 — elementy dociskające, np. rolki
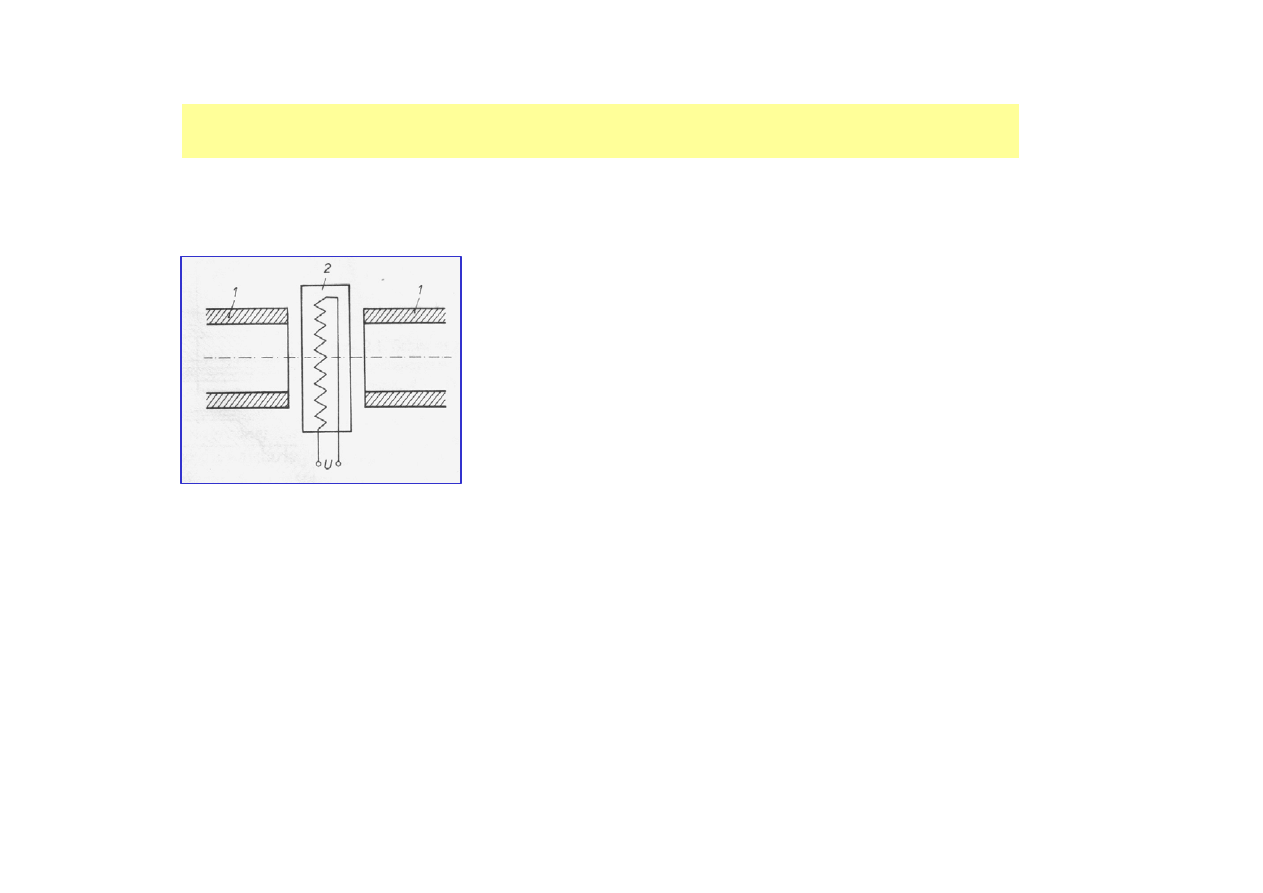
Zgrzewanie za pomocą nagrzanej listwy
Zgrzewanie to, należące do
najstarszych i nazywane również
zgrzewaniem kontaktowym,
polega na ściśnięciu i
uplastycznieniu tworzywa
elementów łączonych pomiędzy
nagrzaną listwą i nie nagrzanym
podłożem lub dwiema
nagrzanymi listwami oraz
ochłodzeniu złącza pozostającego
pod naciskiem i wyjęciu
zgrzanych folii spod listew.
Schemat zgrzewania za pomocą nagrzanej listwy:
a) z jedną listwą grzejną,
b) z dwiema listwami grzejnymi;
1-nagrzana listwa z grzejnikiem rezystancyjnym,
2- przekładka,
3- folia zgrzewana,
4-guma silikonowa,
5- podłoże nie nagrzane
Zgrzewanie impulsowe
Schemat zgrzewania impulsowego:
1-listwa ruchoma,
2-izolacja cieplna,
3-element grzejny,
4-przekładka,
5-folia zgrzewana,
6 -podłoże
Stanowi ono modyfikację zgrzewania za pomocą nagrzanej listwy i polega na
ściśnięciu i uplastycznieniu tworzywa elementów łączonych pomiędzy szybko
nagrzewanymi i następnie ochładzanymi listwami łącznie ze zgrzeiną. Możliwość
szybkiego nagrzewania i ochładzania uzyskuje się głównie wskutek odpowiedniej
konstrukcji listwy ruchomej. Listwa ta, mając małą pojemność cieplną, pod wpływem
krótkotrwałego przepływu prądu elektrycznego (od 0,1 do kilku s) szybko się
nagrzewa, a po wyłączeniu prądu — szybko się ochładza. Wyjmowanie zgrzanych
folii spod chłodnych listew odbywa się na ogół bez przywierania folii, choć niekiedy
stosuje się przekładki na listwach.
Zgrzewanie impulsowe stosuje się do folii PE i PP
folii PS do 0,2 mm, folii PVC do 0,1 mm . Nacisk listew wynosi 240 + 640 N
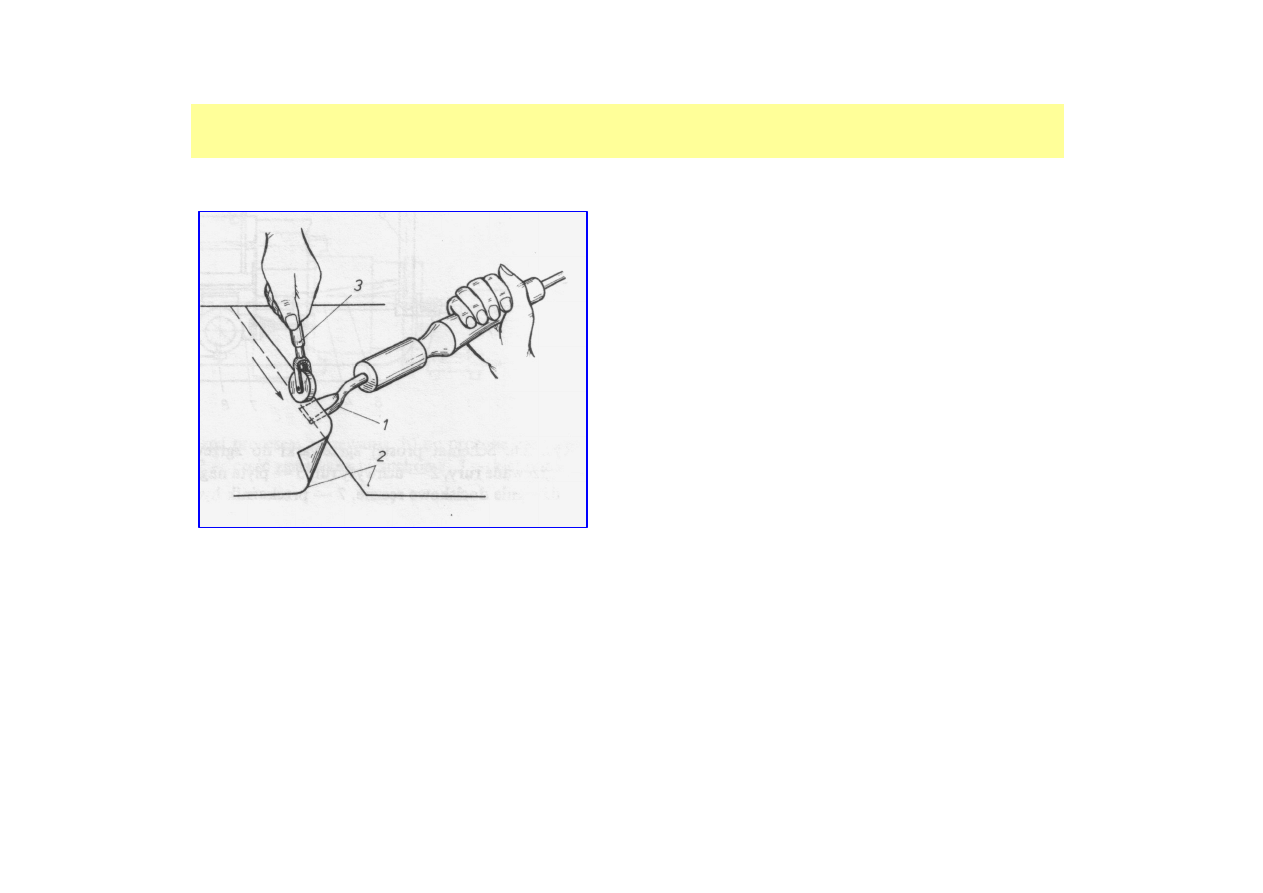
Zgrzewanie za pomocą nagrzanego klina
Zgrzewanie to polega na
uplastycznieniu tworzywa elementów
łączonych poprzez kontakt z
nagrzanym klinem, przesuwanym
wzdłuż miejsca łączenia i docisku do
siebie elementów łączonych, np. przy
użyciu rolki.
Źródłem ciepła bywa często kolba
lutownicza z końcówką klinową
pokrytą PTFE w celu wyeliminowania
przywierania tworzywa
.
Zgrzewanie folii nagrzanym klinem:
1- nagrzany klin,
2 - folia zgrzewana,
3 - rolka dociskająca
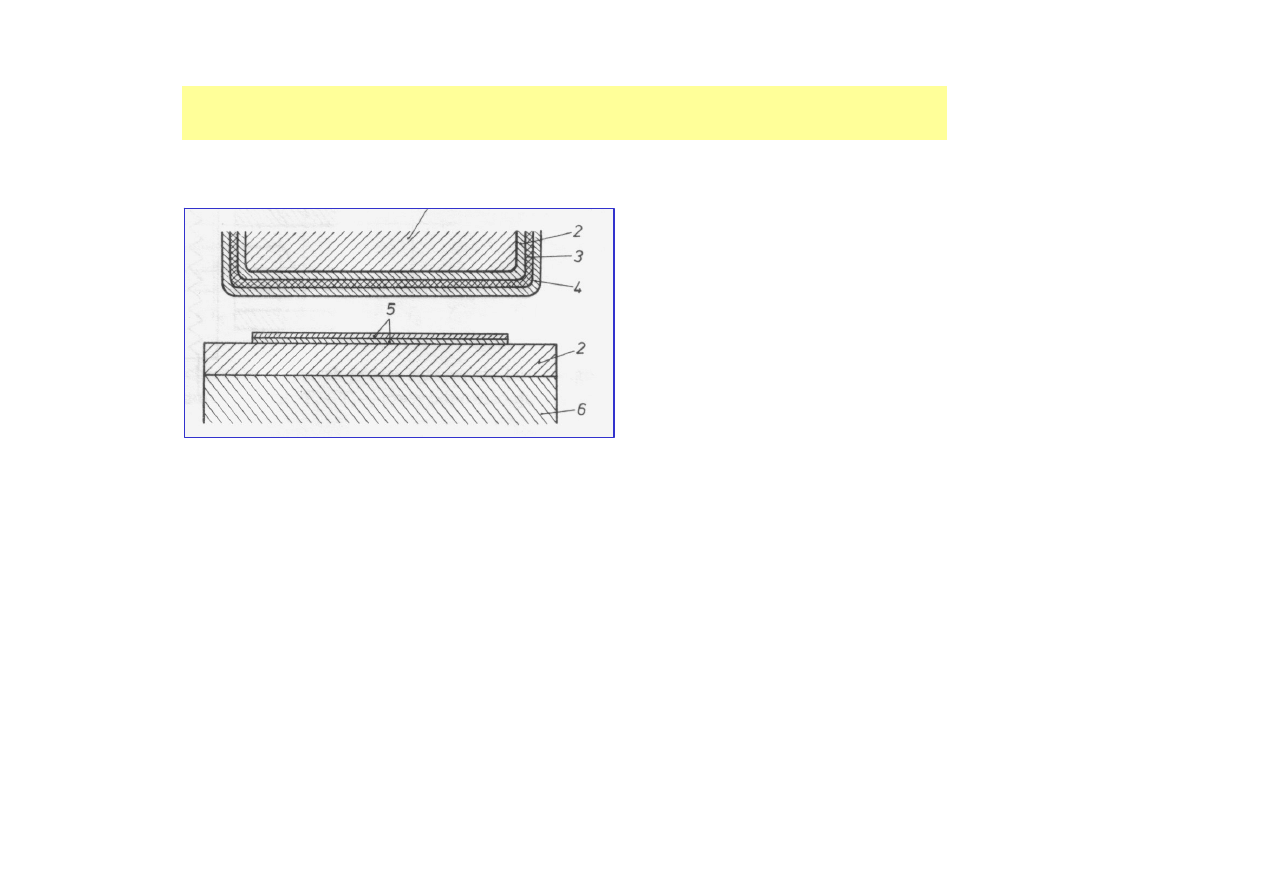
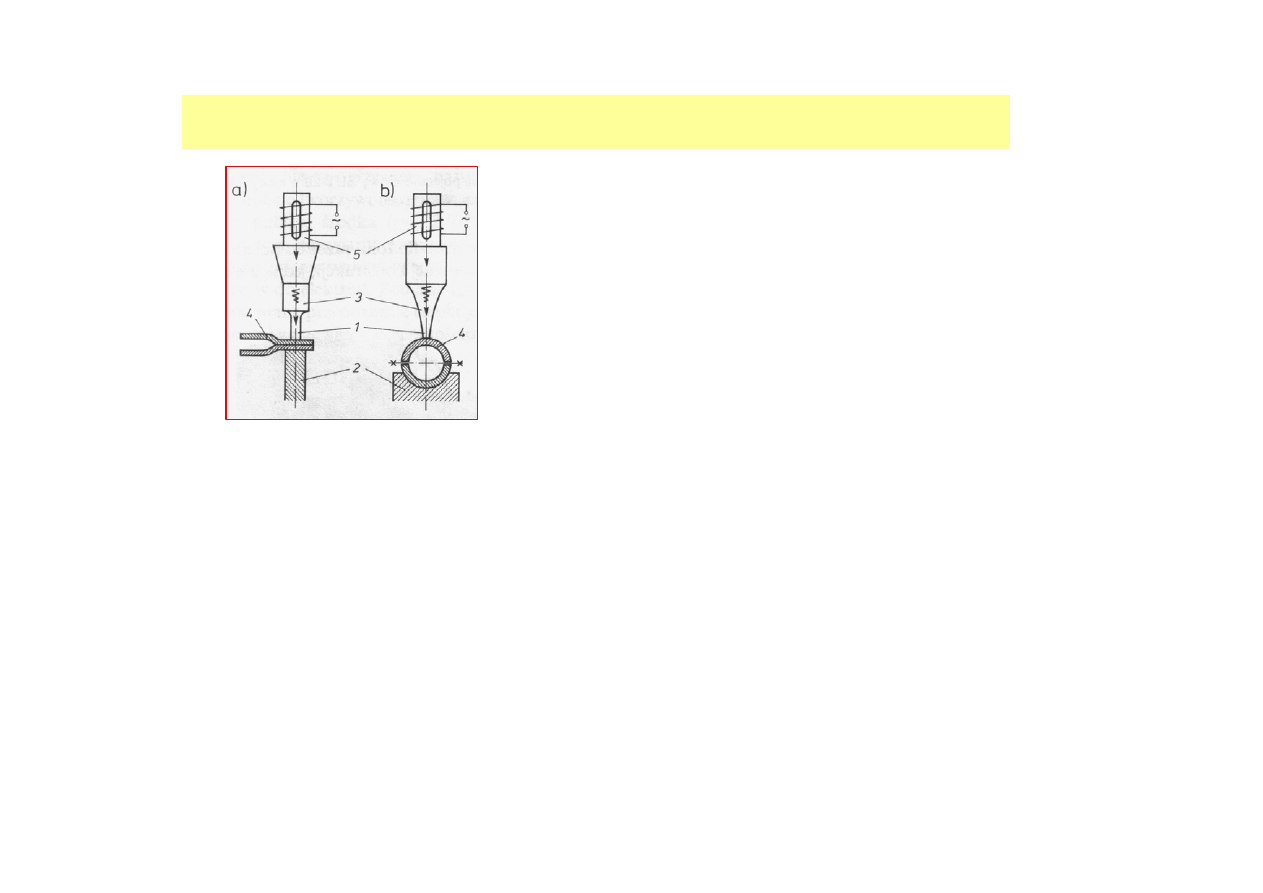
Zgrzewanie za pomocą nagrzanej plyty
Pręty lub rury z PE, PP, PB oraz PVC można
zgrzewać poprzez uplastycznianie warstwy
wierzchniej elementów łączonych wskutek
kontaktu, często bezpośredniego, z płytą
nagrzewaną elektrycznie (rezystancyjnie),
następnie usunięcie płyty i niezwłoczne
dociśnięcie do siebie (0,05 h- 0,6 MPa) łączonych
elementów oraz ochłodzenie złącza
Do zgrzewania elementów o średnicy do 250 mm
płyta ma zwykle kształt koła, a do większych —
pierścienia. Płyta może mieć powierzchnie
płaskie bądź - w celu zwiększenia pola
powierzchni łączenia podczas kontaktu
bezpośredniego — specjalnie profilowane,
pokryte PTFE. Ta odmiana zgrzewania jest dość
szeroko stosowana; proces może być ręczny lub z
użyciem odpowiednich zgrzewarek
Schemat zgrzewania za pomocą
nagrzanej płyty:
1 -płyta nagrzewana (płaska),
2 -zgrzewane elementy (rury)
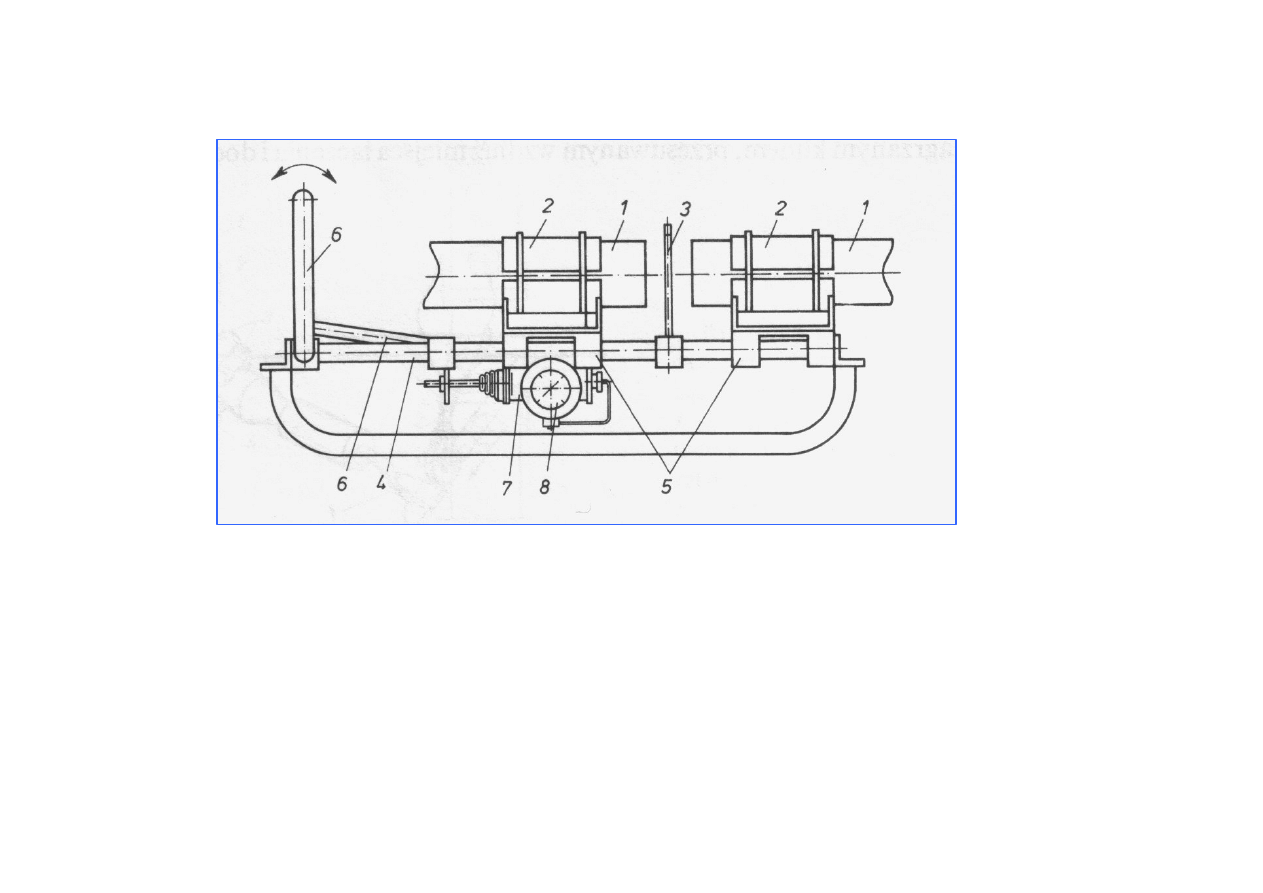
Schemat prostej zgrzewarki do zgrzewania czołowego rur za pomocą
nagrzanej płyty:
1 — zgrzewane rury, 2 — uchwyty rur, 3 — płyta nagrzana, 4 — prowadnice, 5 — stoły do uchwytów
rur, 6 — dźwignie dociskowe ręczne, 7 — przekaźnik hydrauliczny, 8 — manometr kontrolny
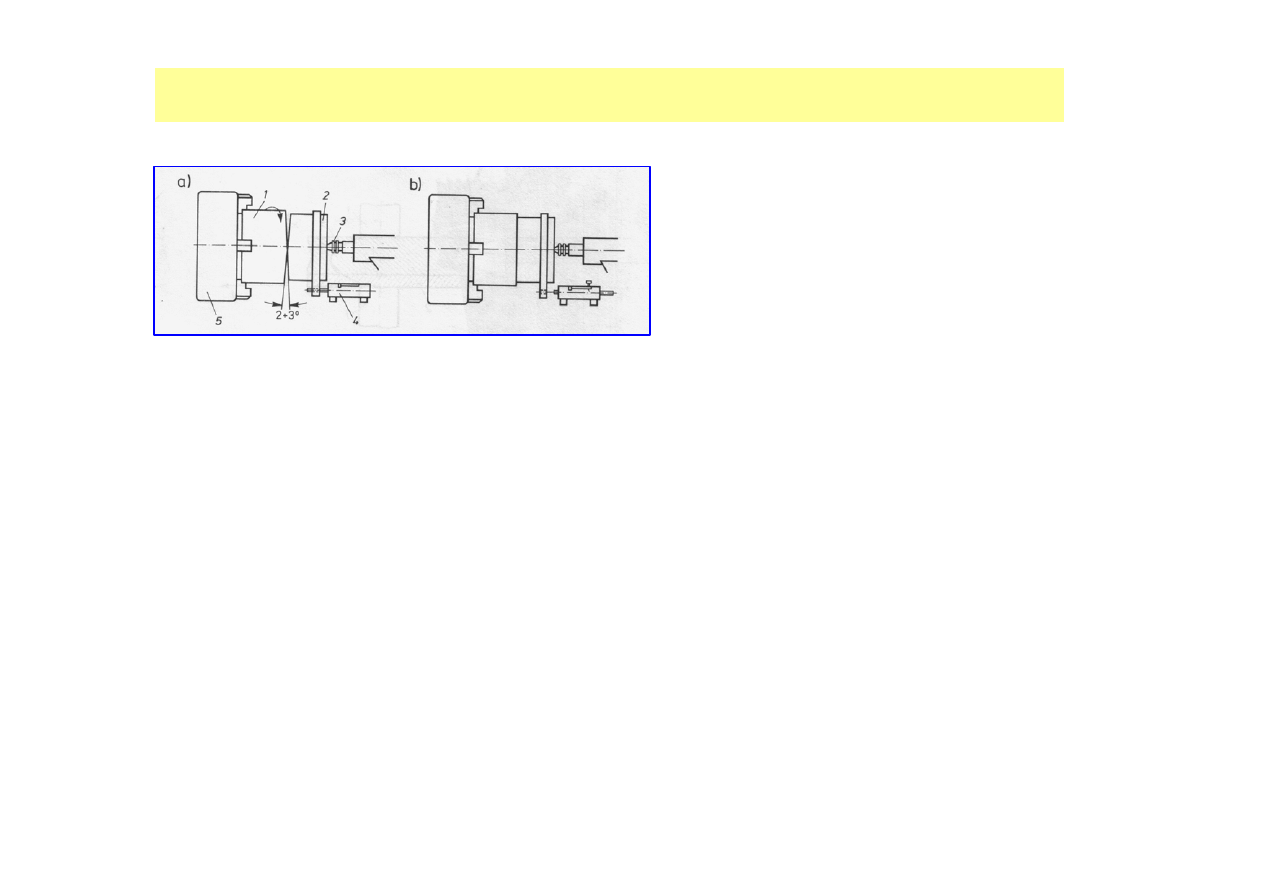
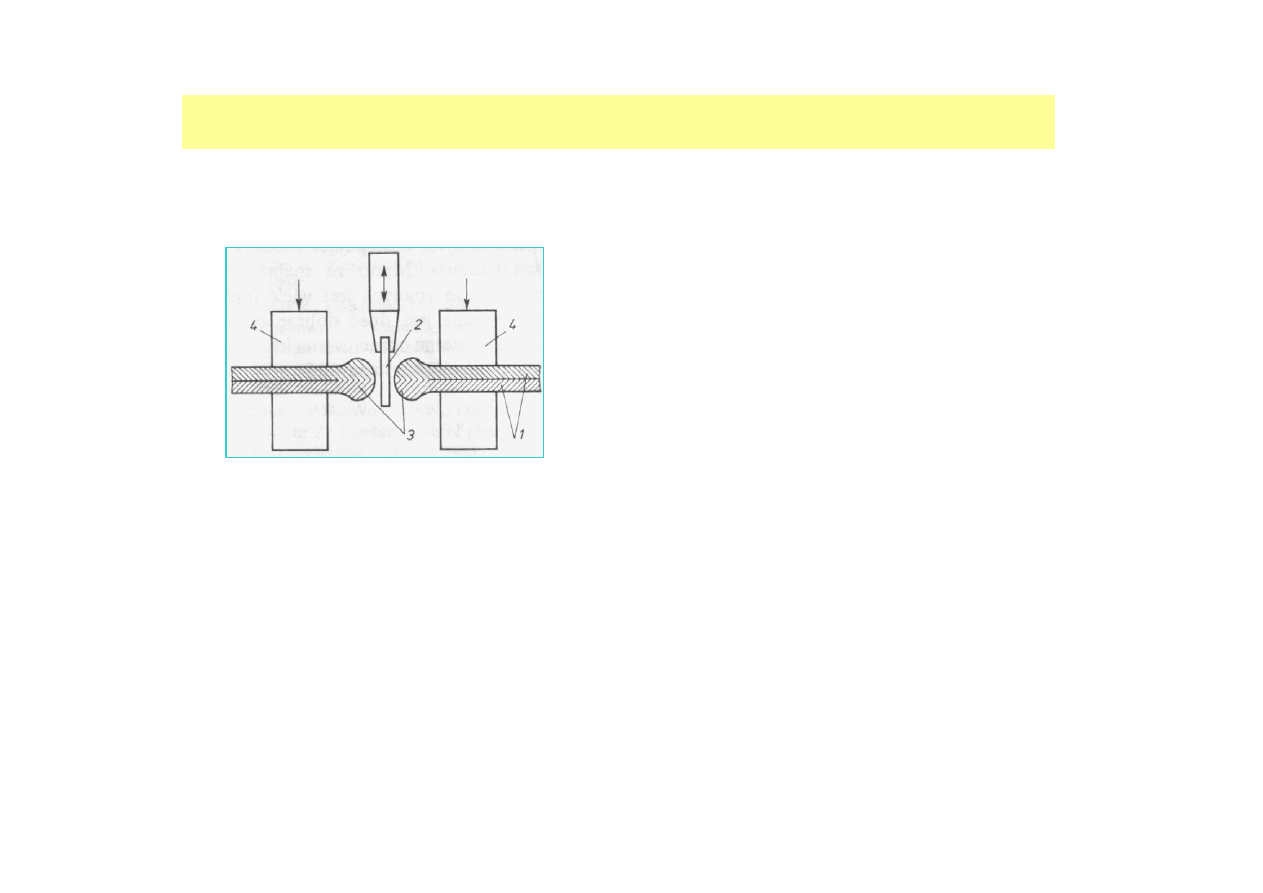
Zgrzewanie tarciowe
Zgrzewanie tarciowe polega na
wprawieniu w ruch obrotowy
jednego lub obu elementów
łączonych i dociśnięciu ich, dzięki
czemu, wskutek istnienia tarcia
wiertnego, generuje się ciepło w
warstwie wierzchniej części
łączonych, powodujące ich
uplastycznienie. Ostatnim etapem
zgrzewania jest ochładzanie złącza
pozostającego pod naciskiem i
ewentualnie usunięcie wypływów
tworzywa w obszarze zgrzeiny.
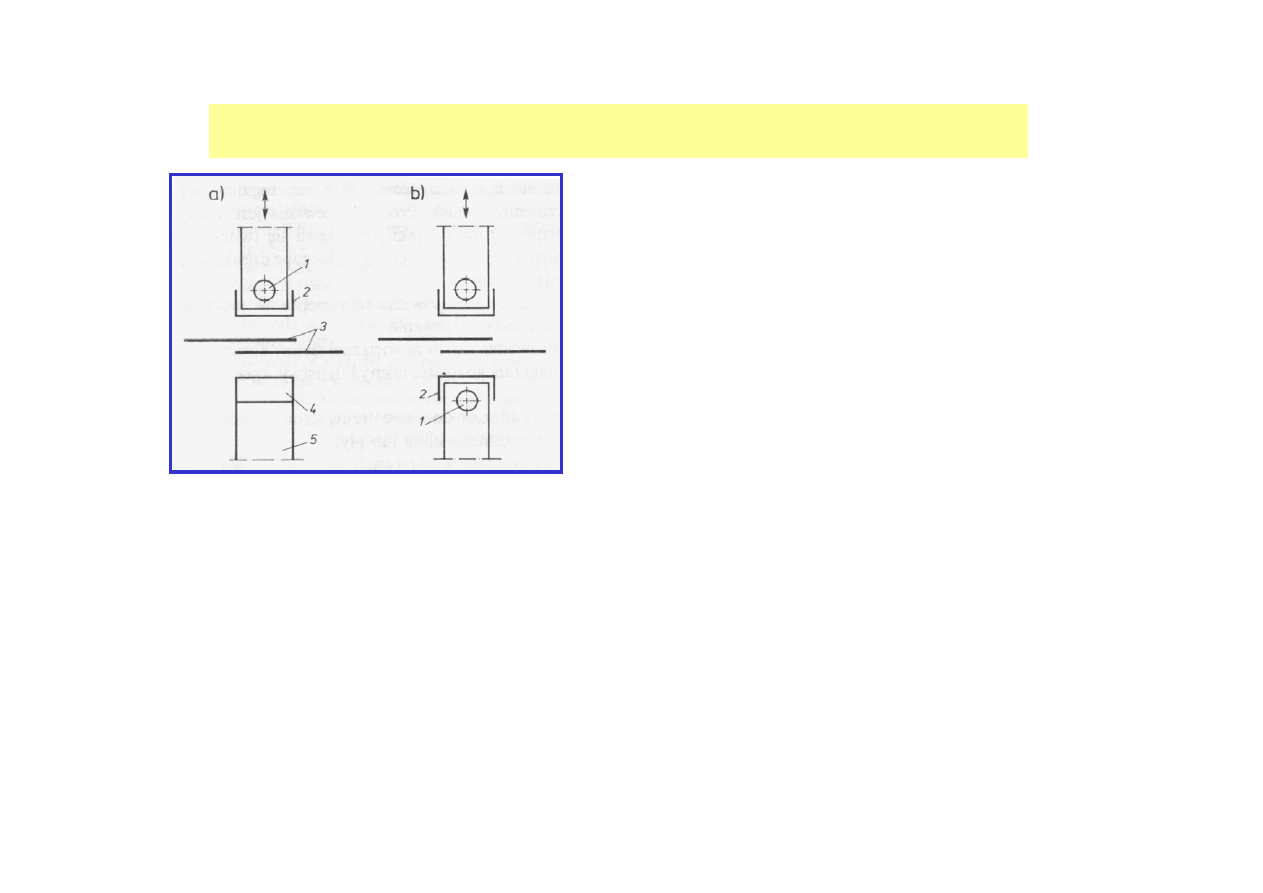
Zgrzewanie tarciowe na tokarce:
a)
przed procesem zgrzewania,
b) po procesie zgrzewania;
1-część zgrzewana wykonująca ruch obrotowy,
2 - część zgrzewana nieruchoma,
3 - kieł obrotowy,
4 - ustalacz,
5 - uchwyt centrujący tokarki
Zgrzewanie drganiowe
Jest ono modyfikacją zgrzewania tarciowego, z tym, że ciepło
niezbędne do uplastyczniania warstw wierzchnich generuje się
wskutek drgań, jednego lub obu elementów łączonych.
W przypadku drgań liniowych ich częstotliwość wynosi zazwyczaj
100 Hz, amplituda 3 -5 mm, nacisk jednostkowy około 1,5 MPa.
Czas uplastyczniania jest rzędu od 2 do 3 s, a całkowity czas
zgrzewania wynosi 6 -15 s
Elementy łączone mogą również wykonywać drgania skrętne, np. o
amplitudach skierowanych przeciwnie
Zgrzewanie pojemnościowe
Zgrzewanie to polega na ściśnięciu
i uplastycznieniu tworzywa
elementów łączonych pomiędzy
listwami, będącymi okładkami
kondensatora, w którym
wytwarza się zmienne pole
elektryczne, powodujące
nagrzewanie się tworzywa w całej
masie, i następnie ochłodzeniu
złącza oraz wyjęciu elementów
spod elektrod. Ponieważ elektrody
nie są ogrzewane, następuje
przenoszenie ciepła z tworzywa do
elektrod, w rezultacie tworzywo
nagrzewa się nierównomiernie:
mniej — bliżej elektrod, więcej - w
pobliżu środka
Rozkład temperatury
w procesie
zgrzewania
pojemnościowego folii o
równym współczynniku strat
dielektrycznych:
a)
zgrzewanie folii o jednakowej grubości,
b)
zgrzewanie folii o różnej grubości;
1 — okładki kondensatora,
2 — folie zgrzewane,
3 — krzywe rozkładu temperatury
Zgrzewanie ultradźwiękowe
Polega ono na ściśnięciu i
uplastycznieniu tworzywa elementów
łączonych pomiędzy sonotrodą,
stanowiącą zakończenie transformatora
ultradźwiękowego i wprawianą w
drgania o częstotliwości
ultradźwiękowej, a statycznym
kowadłem. Drgania ultradźwiękowe
dochodzące do strefy złącza wywołują
ostatecznie tarcie na powierzchni
łączenia, a generowane ciepło powoduje
uplastycznianie warstw wierzchnich
tworzyw łączonych. Na szczególną
uwagę zasługuje proces tłumienia
(pochłaniania) fali ultradźwiękowej
przez tworzywo, czemu również
towarzyszy wydzielanie się ciepła.
Zasada zgrzewania
a) ultradźwiękowego bezpośredniego
b)oraz zgrzewania ultradźwiękowego
pośredniego
1 — sonotrodą,
2 — kowadło,
3 — transformator ultradźwiękowy,
4 — elementy zgrzewane,
5 — przetwornik ultradźwiękowy
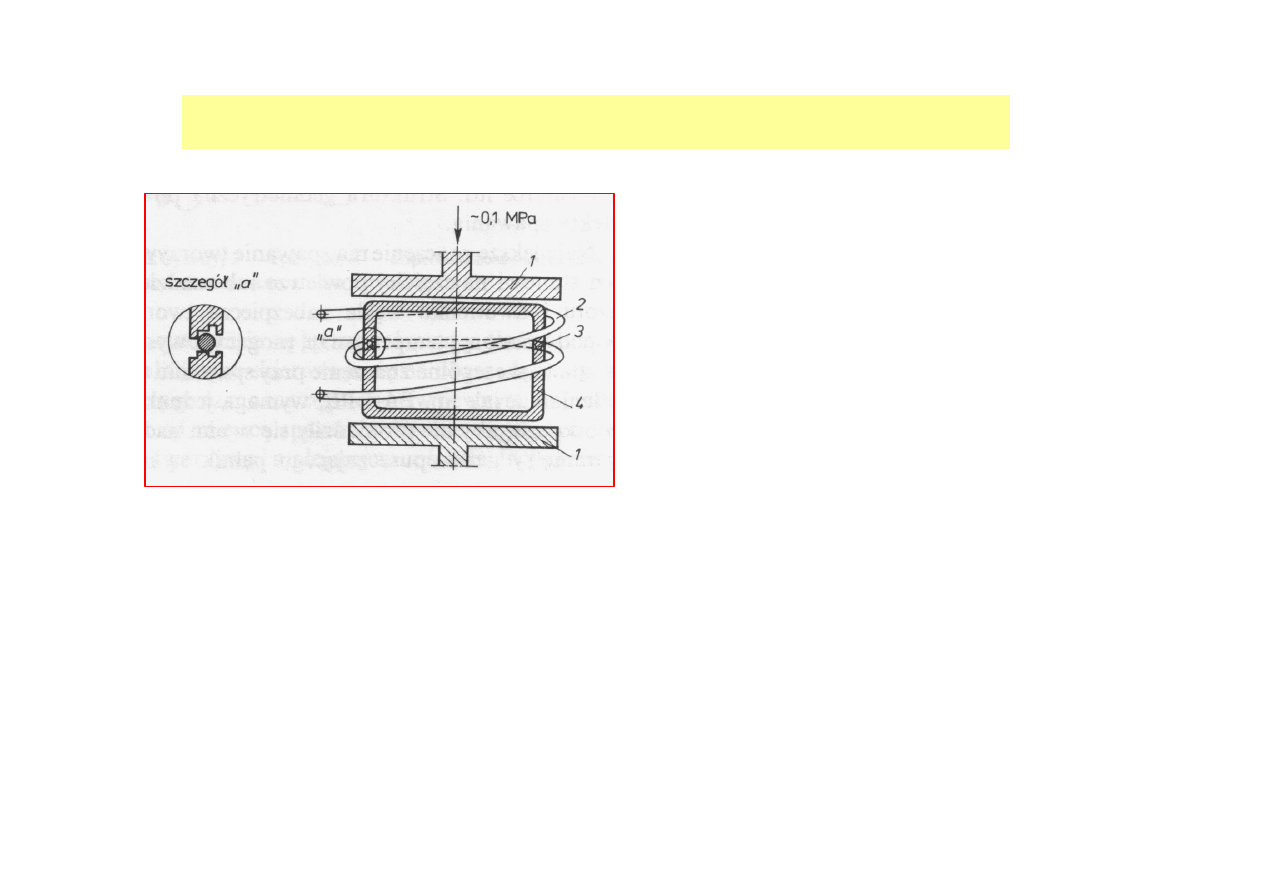
Zgrzewanie indukcyjne
W strefie łączenia umieszczony
zostaje przewodnik elektryczny,
który nagrzewa się w zmiennym
polu magnetycznym. Wokół
przewodnika tworzywo ulega
uplastycznieniu wskutek
przewodzenia ciepła od niego do
tworzywa.
Wadą tej odmiany zgrzewania
jest m.in. pozostawanie
przewodnika w obszarze
zgrzeiny.
Zasada zgrzewania indukcyjnego:
1 — płyty dociskowe,
2 — cewka indukcyjna,
3 — pierścień metalowy,
4 — przedmiot zgrzewany
Spawanie
Spawaniem nazywa się łączenie tworzyw poprzez ich uplastycznienie i stopienie
w miejscu łączenia, bez wywierania nacisku wzajemnego elementów łączonych,
z dodaniem spoiwa. Fizyka procesu spawania w istocie nie różni się od fizyki
procesu zgrzewania, jest ono jednak mniej rozpowszechnione.
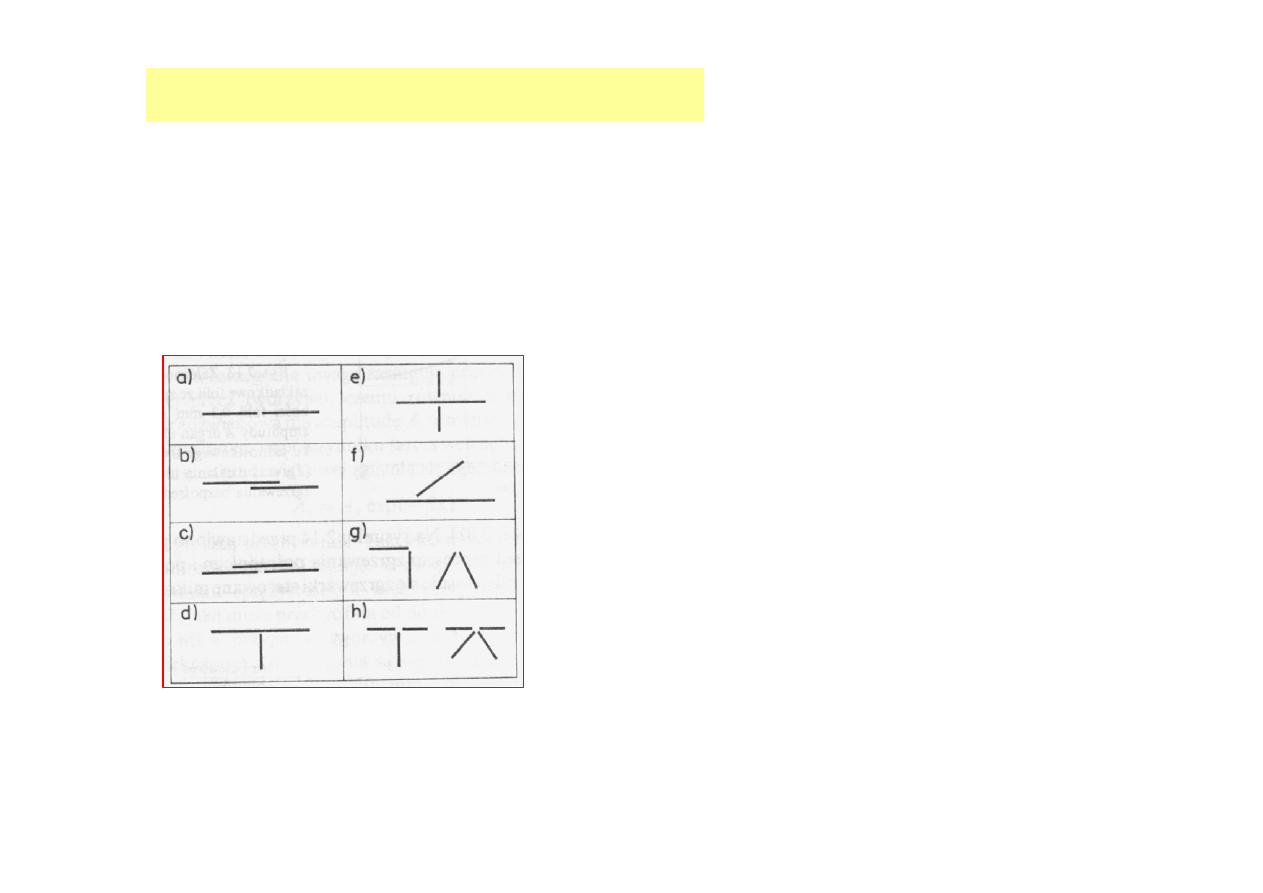
Rodzaje połączeń spawanych:
a)
doczołowe,
b)
zakładkowe,
c)
nakładkowe,
d)
teowe,
e)
krzyżowe,
f)
ukośne,
g)
kątowe,
h)
wielokrotne
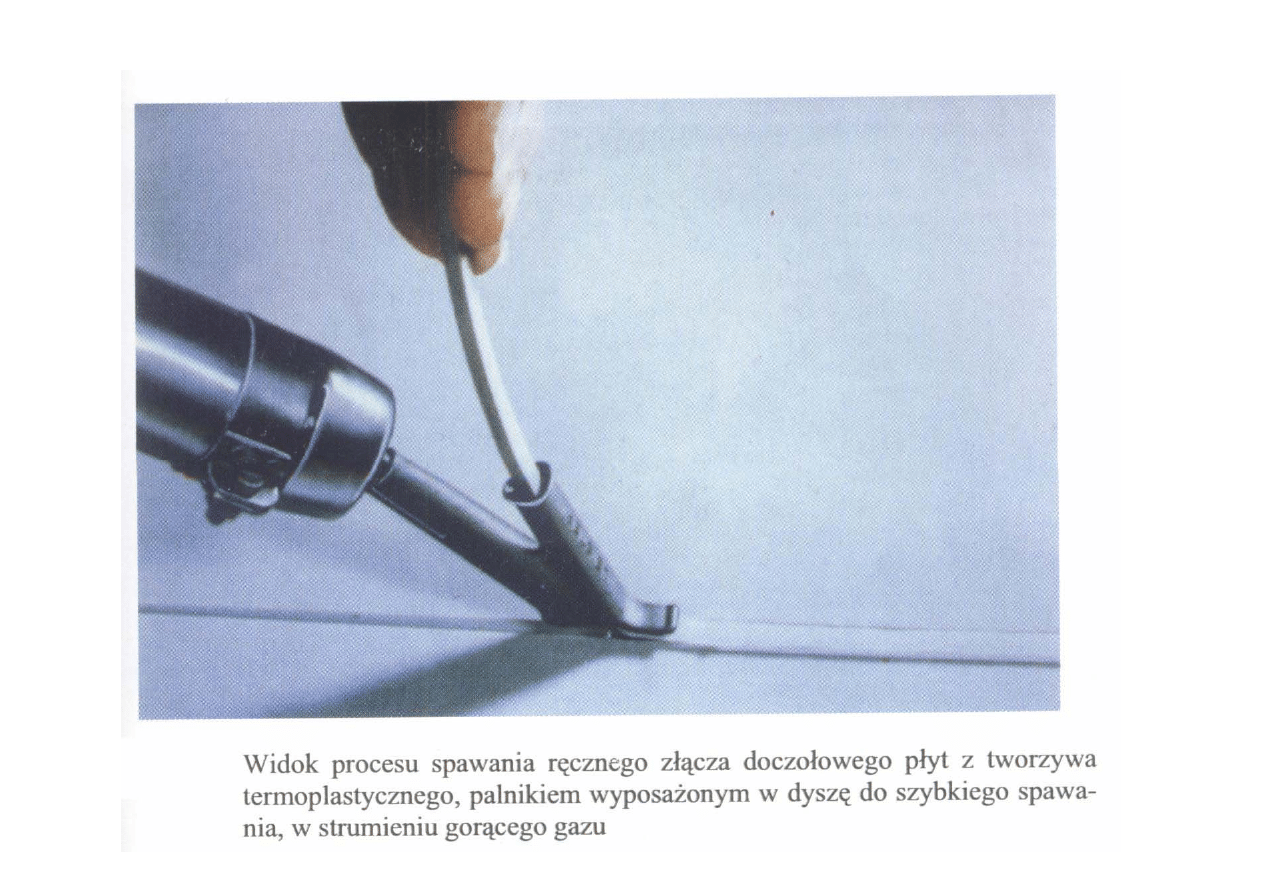
Spawanie
Największe znaczenie ma spawanie tworzyw w strumieniu
gorącego gazu. Strumień ten stanowi najczęściej powietrze
lub rzadziej azot i dwutlenek węgla. Stosowanie azotu i
dwutlenku węgla zabezpiecza tworzywa przed nadmiernym
utlenianiem w podwyższonej temperaturze, mogącym
występować podczas stosowania powietrza —ma to
szczególne znaczenie przy spawaniu tworzyw stosunkowo
łatwo ulegających utlenianiu, jak np. PA i PE.
Spawanie
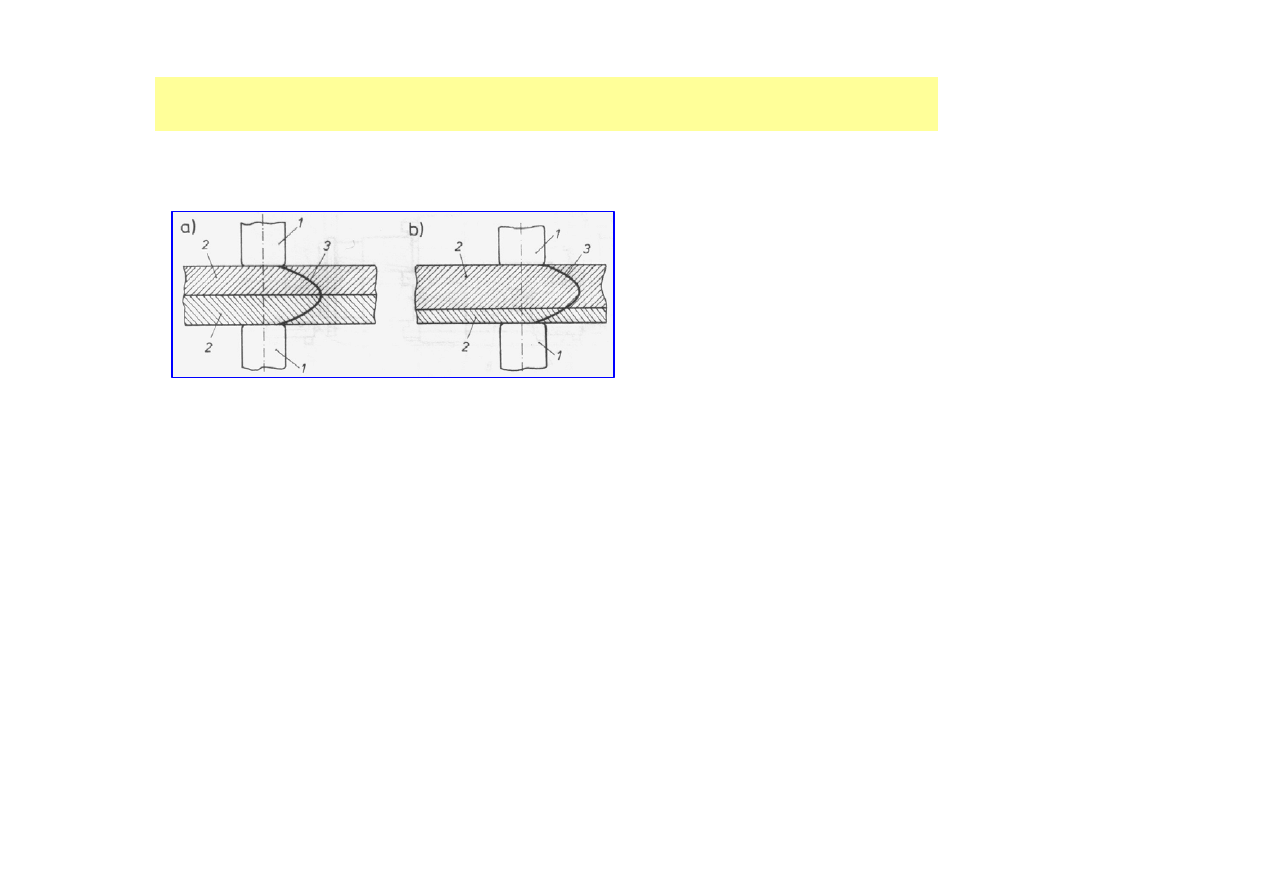
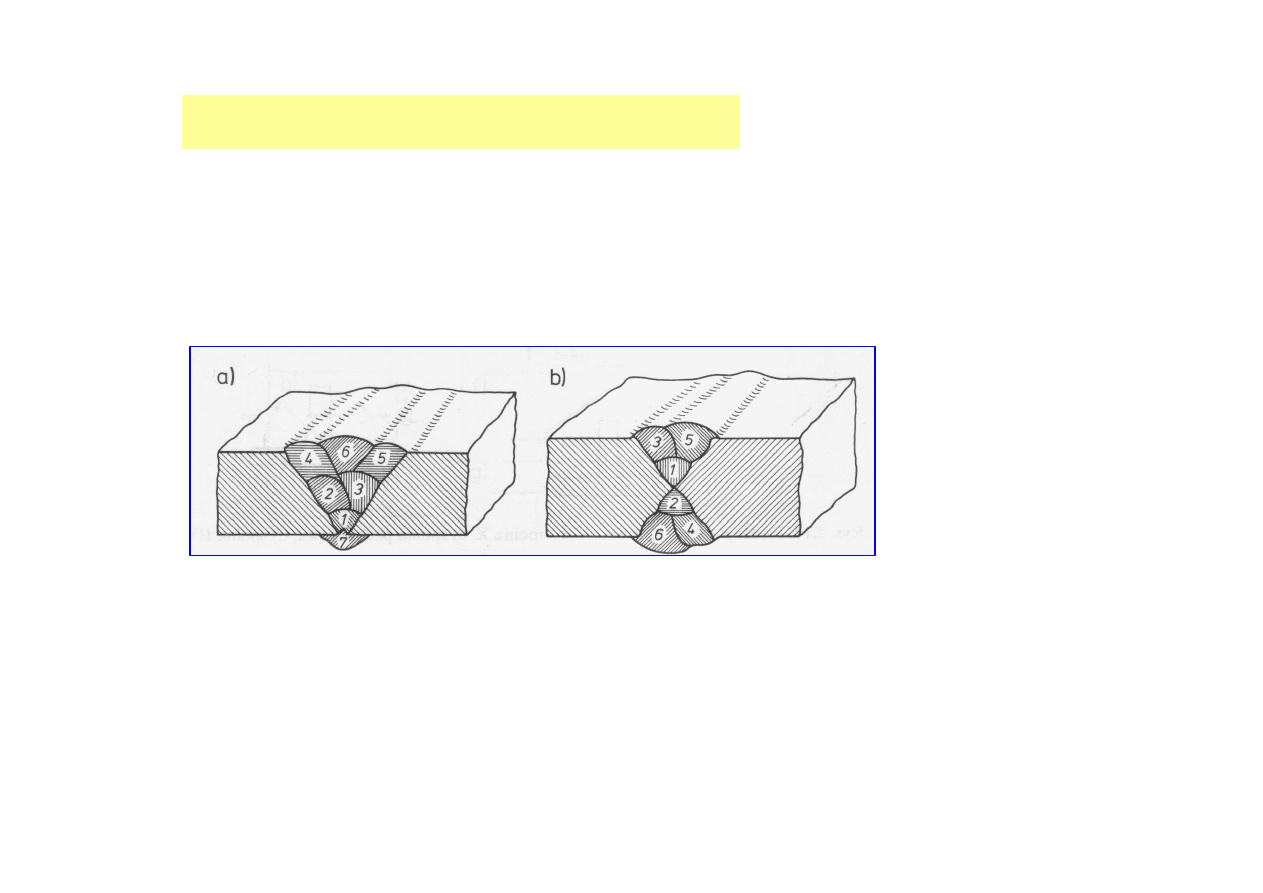
Pręty spawalnicze wykonywane są metodą wytłaczania z tego samego
lub podobnego tworzywa, co materiał elementów łączonych. Mają one
najczęściej przekrój kołowy i średnicę 2-6 mm. Spotyka się również
pręty o przekroju trójkątnym lub prostokątnym.
Tworzenie spoiny z kilku prętów spawalniczych:
a) w przypadku spoiny V,
b) b) w przypadku spoiny X;
c) liczby wskazują kolejność nakładania prętów
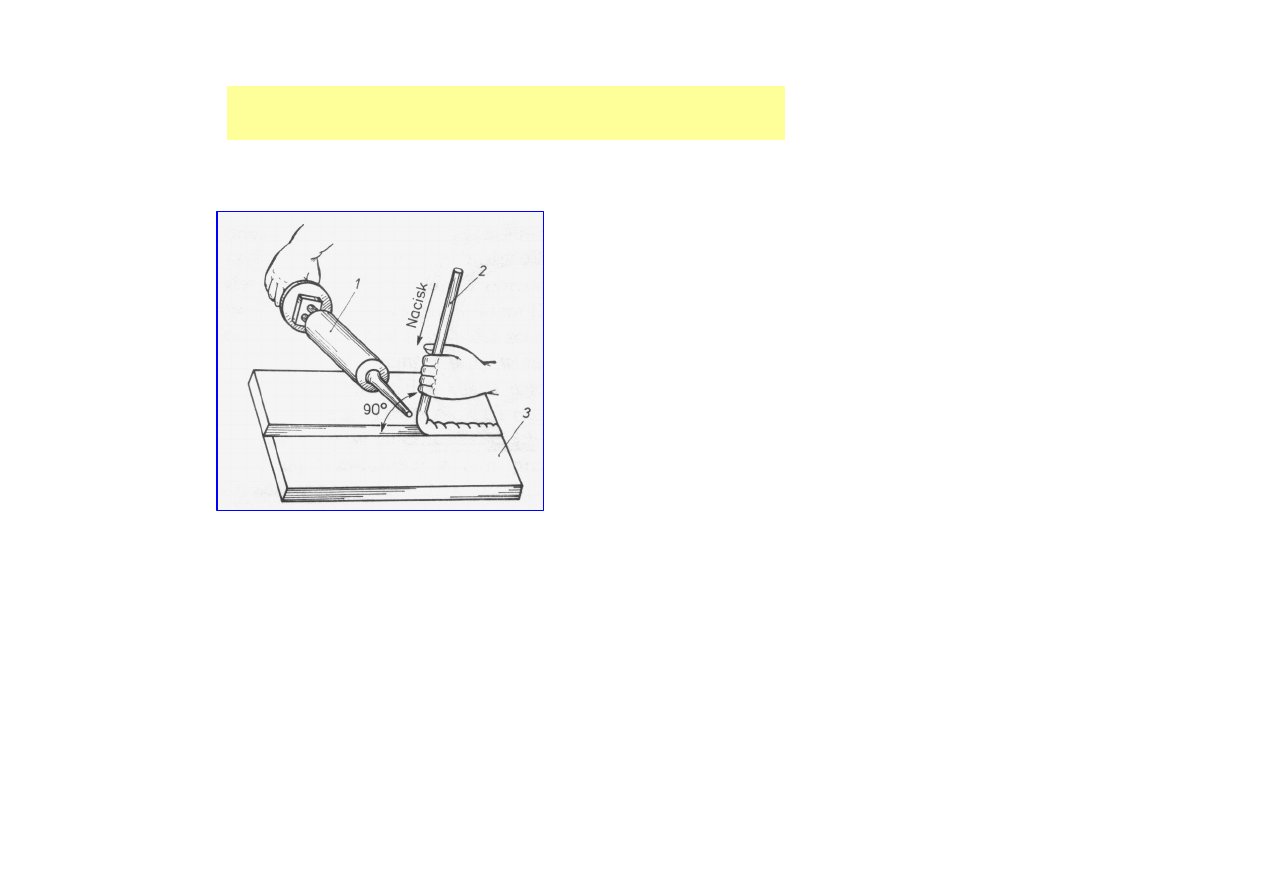
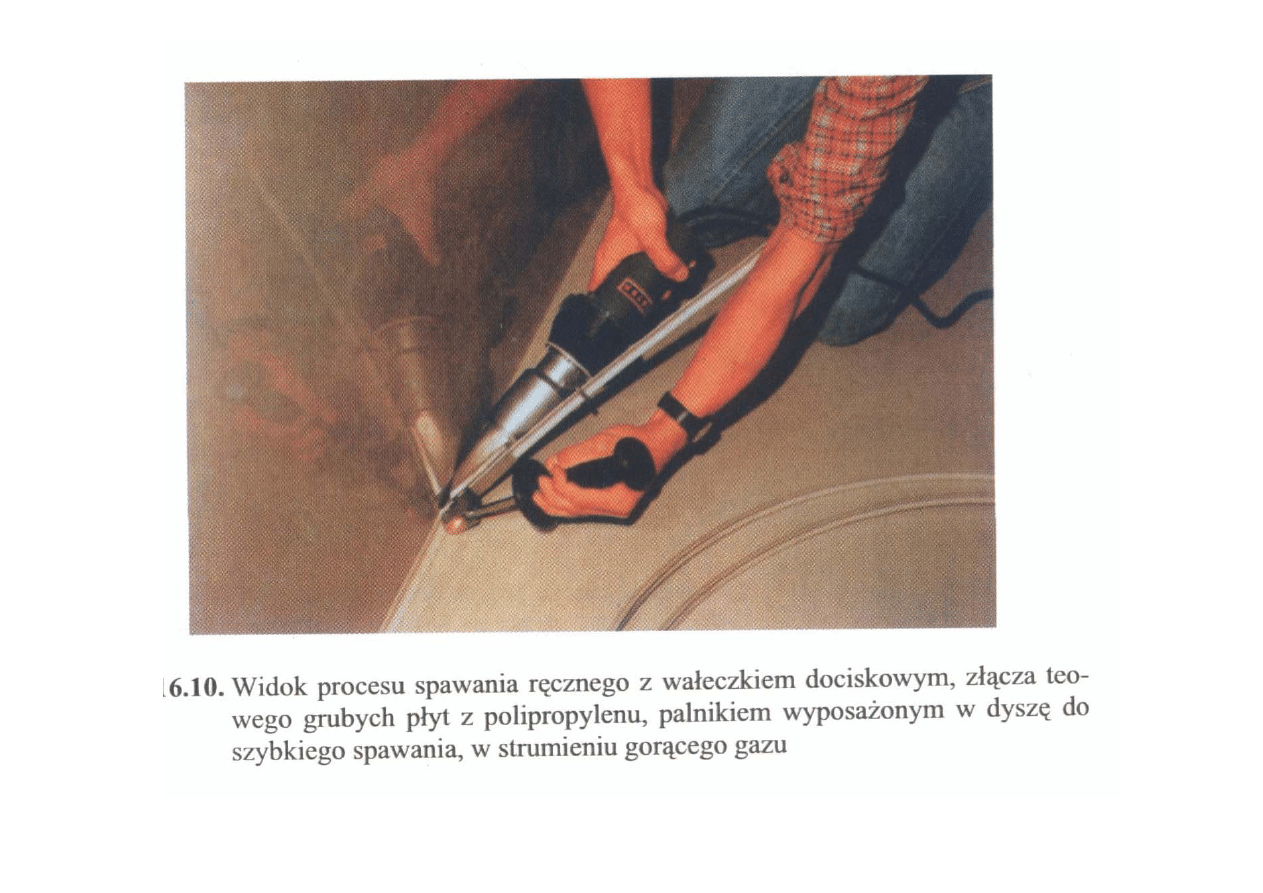
Spawanie
Spawanie ręczne:
1 — palnik,
2 — pręt spawalniczy,
3 — płyty spawane
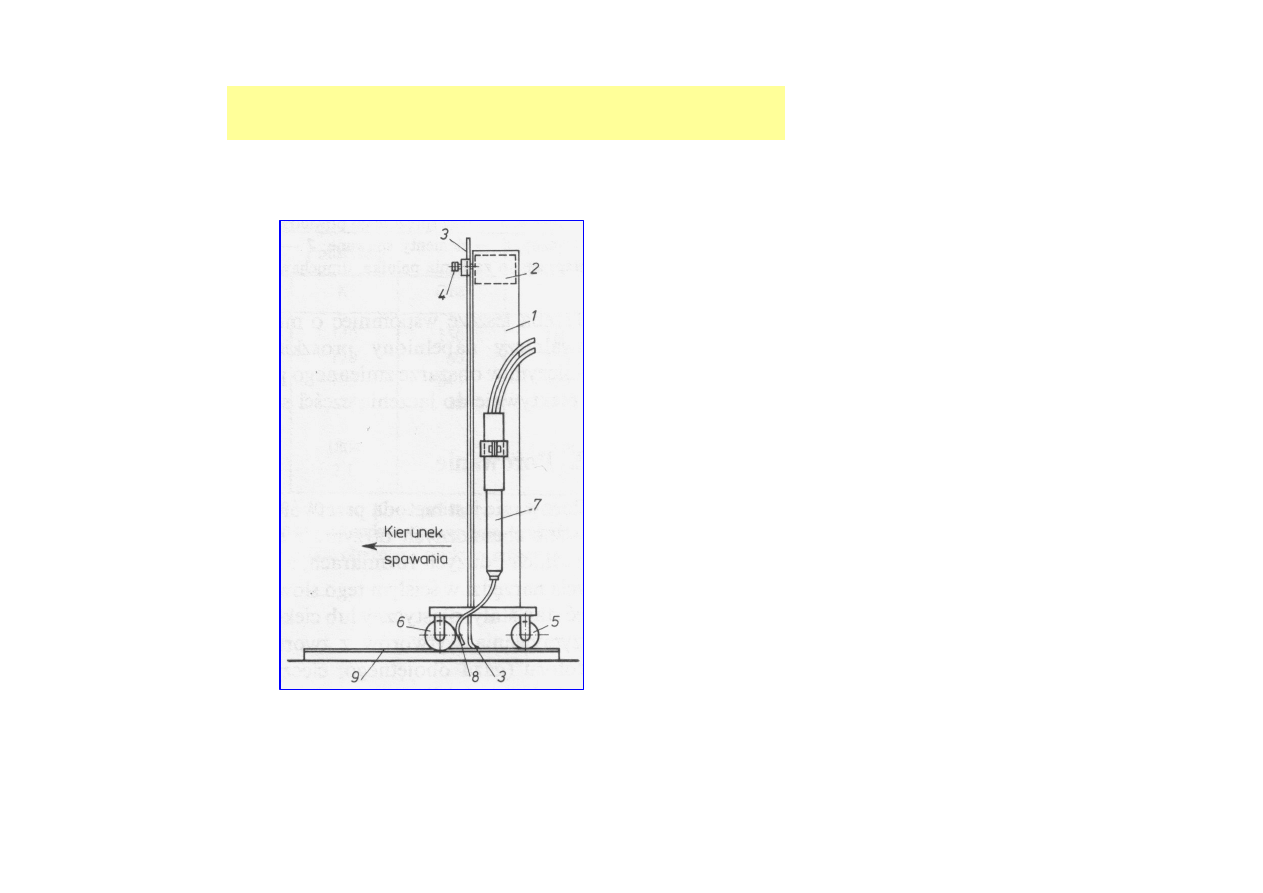
Spawanie
Spawarka z palnikiem:
l - rura prowadząca ciężarek,
2 - ciężarek przymocowany do
pręta spawalniczego,
3 - pręt spawalniczy,
4 - łącznik pręta z ciężarkiem,
5 - koło jezdne,
6-koło kierujące,
7-palnik elektryczny,
8 — końcówka palnika,
9 - płyty spawane

Wyszukiwarka
Podobne podstrony:
TECHNIKI SONDAŻU Z ZASTOSOWANIEM ANKIETY.(1), Dokumenty do szkoły, przedszkola; inne, Metody, metody
Metody obserwacji, Dokumenty do szkoły, przedszkola; inne, Metody, metody badań pedagogicznych
metody termicznego spajania metali metody spajania metali
INDEKS DO ANKIETY, Dokumenty do szkoły, przedszkola; inne, Metody, metody badań pedagogicznych
Baza danych upraszcza i przyspiesza analizę danych, Dokumenty do szkoły, przedszkola; inne, Metody,
Kasperczyk T Kmak S Masaż punktowy i inne metody refleksoterapii
Inne metody konsolidacji
Pedagogika zabawy i inne metody aktywizujące
RYZYKO - UNITEST i INNE METODY OCENY RYZYKA, PORADY BHP
10 h.Temat 4. Techniki i narzedzia badan(1), Dokumenty do szkoły, przedszkola; inne, Metody, materia
Bioenergoterapia i inne metody zniewalania, MEDYCYNA ALTERNATYWNA, Medycyna ,no coments, naturalna
inne, METODY OBLICZENIOWE
4 7 Inne metody badań nieniszczących
Metoda Majocha i inne metody reedukacji posturalnej
Bioenergoterapia i inne metody zniewalania, satanizm opetanie egzorcyzmy
Budowa bazy danych, Dokumenty do szkoły, przedszkola; inne, Metody, metody badań pedagogicznych
Techniki werbalne i inne, Metody badań pedagogicznych
cw 4 Inne metody
więcej podobnych podstron