Zespół Szkół Nr 1 im. Jana Kilińskiego w Pabianicach
Przedmiot: Proces projektowania cz
ęś
ci maszyn
1
Obliczenia wytrzymało
ś
ciowe z
ę
bów prostych
Obliczenia wytrzymało
ś
ciowe uz
ę
bie
ń
polegaj
ą
na:
- obliczeniu wymiarów z
ę
bów z warunku na zginanie, z uwzgl
ę
dnieniem
działania sił statycznych i dynamicznych,
- obliczeniu nacisków powierzchniowych na bocznej powierzchni z
ę
ba.
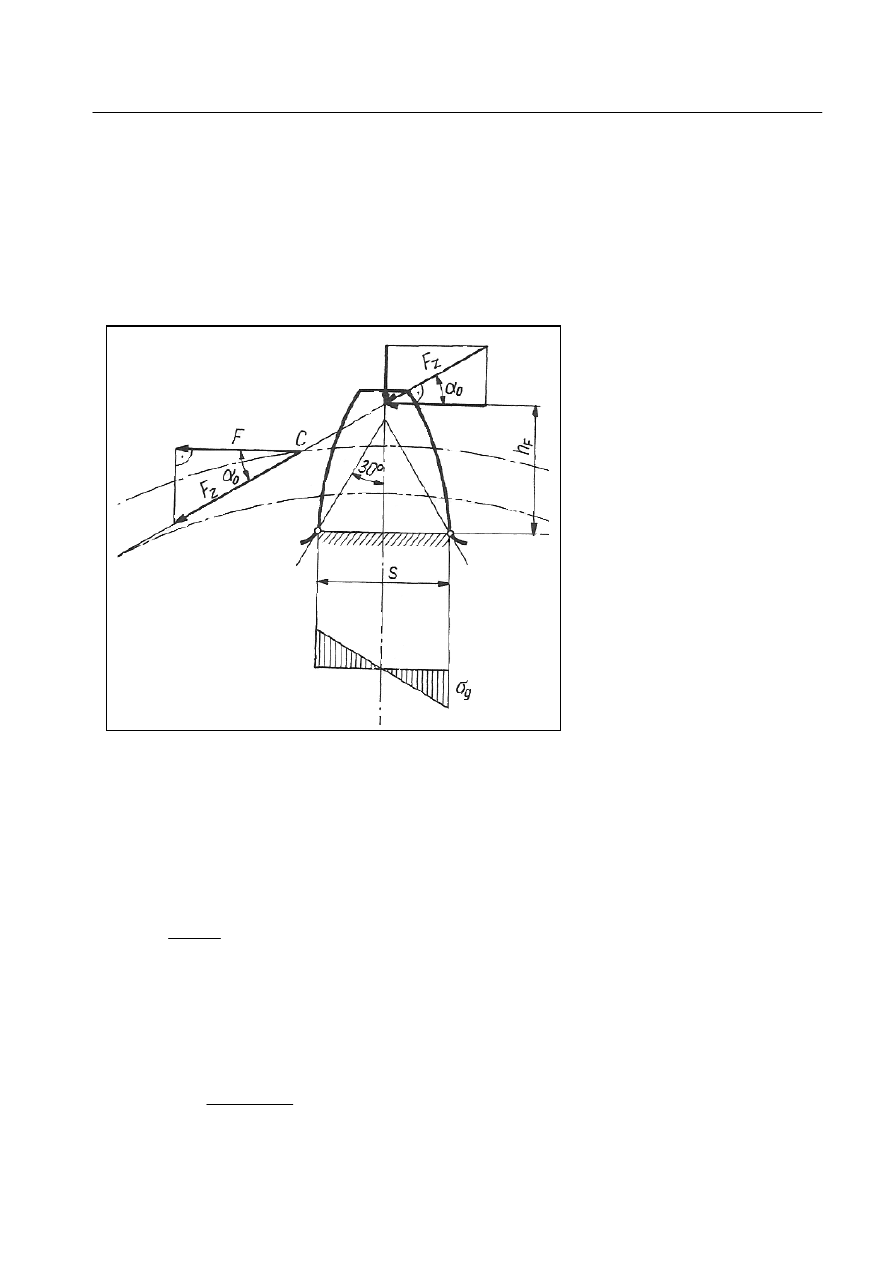
-
F
z
– siła mi
ę
dzyr
ę
bna
F – siła obwodowa,
wywołuj
ą
ca moment
obrotowy
F
r
– siła promieniowa,
ś
ciskaj
ą
ca z
ą
b
Siła obwodowa wynosi:
0
cos
α
⋅
=
z
F
F
Je
ż
eli jest wyznaczana z momentu obrotowego M:
d
M
F
2
=
d –
ś
rednica podziałowa.
Uwzgl
ę
dniaj
ą
c w obliczeniach wytrzymało
ś
ciowych nadwy
ż
ki dynamiczne i
przeci
ąż
enia sił
ę
F zast
ę
puje si
ę
sił
ą
obliczeniow
ą
]
[N
K
K
K
F
F
v
p
obl
ε
⋅
=
F
F
r
Zespół Szkół Nr 1 im. Jana Kilińskiego w Pabianicach
Przedmiot: Proces projektowania cz
ęś
ci maszyn
2
gdzie:
K
p
– współczynnik przeci
ąż
enia (tabela 1),
K
v
– współczynnik nadwy
ż
ek dynamicznych (tabela 2),
K
ε
– współczynnik zale
ż
ny od liczby przyporu.
Przy
ε
<2 przyjmuje si
ę
K
ε
=1, a w innych przekładniach, w których
ε≥
2,
przyjmuje si
ę
K
ε
=2.
Moment obliczeniowy
]
[Nm
K
K
K
M
M
v
p
obl
ε
⋅
=
Moduł koła z
ę
batego
- wyznaczony z siły obliczeniowej:
]
[mm
k
q
F
m
gj
obl
⋅
⋅
≥
λ
gdzie:
k
gj
– napr
ęż
enia dopuszczalne na zginanie w MPa,
q – współczynnik kształtu zeba (tabela 6),
λ
– współczynnik szeroko
ś
ci koła z
ę
batego,
λ
=5÷15. Wi
ę
ksze warto
ś
ci nale
ż
y
przyjmowa
ć
przy wi
ę
kszej dokładno
ś
ci wykonania uz
ę
bie
ń
.
- wyznaczony z momentu obliczeniowego
3
]
[
2
cm
k
z
q
M
m
gj
obl
⋅
⋅
⋅
≥
λ
Obliczanie z
ę
bów na naciski powierzchniowe
o
obl
k
i
d
b
F
C
p
≤
±
⋅
⋅
⋅
=
1
1
max
gdzie:
p
max
i k
o
– w MPa, F
obl
– w N, b i d – w mm,
C – współczynnik w (MPa)
0,5
(tabela 3).
Znak plus we wzorze stosuje si
ę
przy
ś
ciskaniu elementów wypukłych, minus
za
ś
przy
ś
ciskaniu elementu wypukłego i wkl
ę
słego.
Zespół Szkół Nr 1 im. Jana Kilińskiego w Pabianicach
Przedmiot: Proces projektowania cz
ęś
ci maszyn
3
Uwaga: w powy
ż
szym wzorze nale
ż
y
ś
ci
ś
le przestrzega
ć
stosowania
jednostek.
Orientacyjne warto
ś
ci dopuszczalnych nacisków powierzchniowych przyjmuje si
ę
wg
przybli
ż
onego wzoru
W
HB
k
o
5
=
w którym
HB – twardo
ść
Brinella (tabela 4),
W – współczynnik zale
ż
ny od pr
ę
dko
ś
ci obrotowej n i czasu T pracy przekładni
(tabela 5).
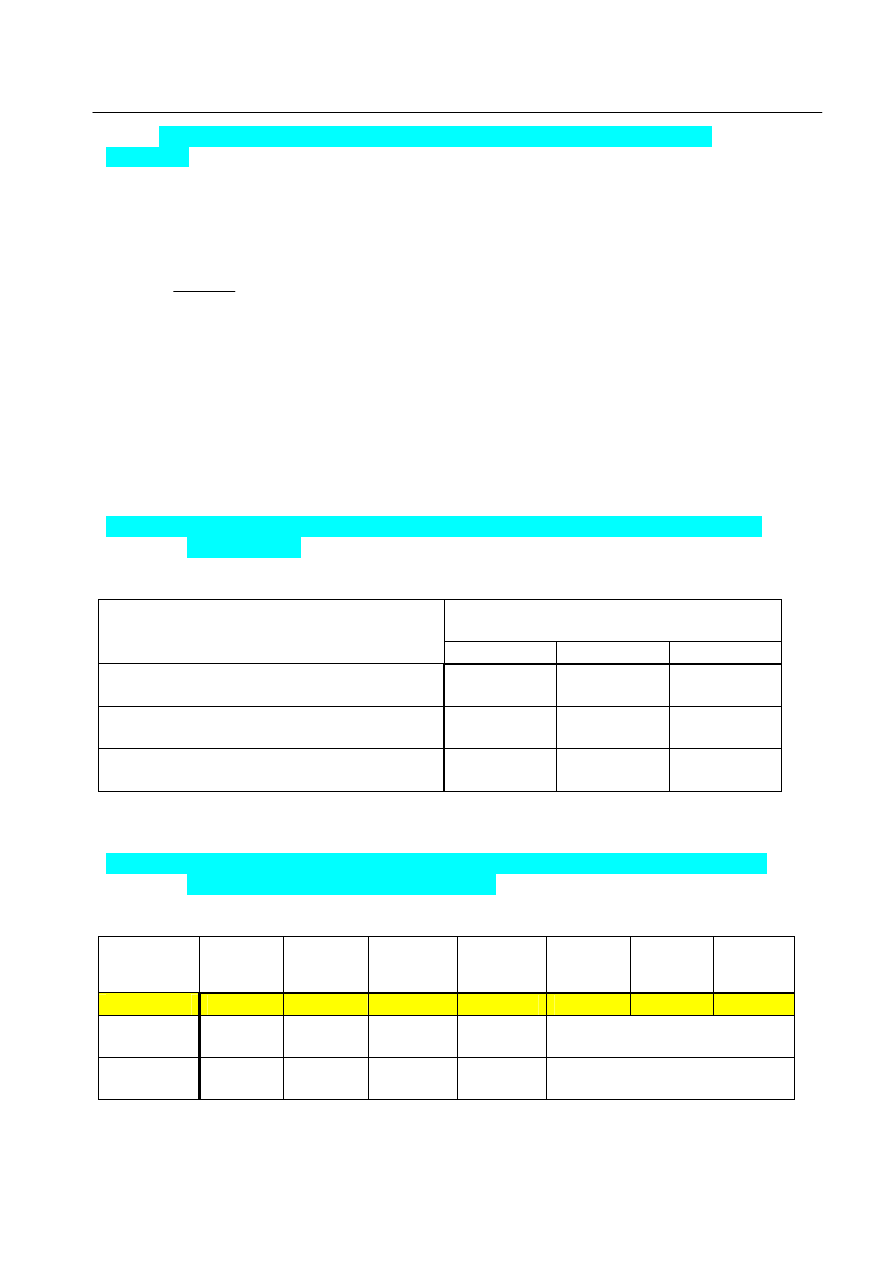
Tabela 1. Warto
ś
ci współczynnika przeci
ąż
enia K
p
przy nap
ę
dzaniu silnikiem
elektrycznym
Warto
ś
ci K
p
, gdy liczba godzin pracy
przekładni na dob
ę
wynosi
Przykłady nap
ę
dzanych maszyn
3
8÷10
24
Lekkie d
ź
wignice, nap
ę
d posuwu
obrabiarek
1
1,1
1,25
Nap
ę
dy główne obrabiarek, ci
ęż
kie
d
ź
wignice,
ż
urawie, pompy tłokowe
1
1,25
1,5
Prasy do tłoczenia, koparki, klatki
walcownicze
1,5
1,75
2
Tabela 2. Warto
ś
ci współczynnika nadwy
ż
ek dynamicznych K
v
oraz zalecanej
chropowato
ś
ci powierzchni uz
ę
bie
ń
Pr
ę
dko
ść
obwodowa
v (w m/s)
<3
35
5÷10
10÷20
20÷30
30÷40
>40
K
v
1,25
1,35
1,5
1,65
1,8
2,0
2,3
R
z
40; 20
20; 10
10; 6,3;
3,2
3,2; 1,6;
0,8; 0,4
0,4; 0,2; 0,1
Rodzaj
obróbki
zgrubna zgrubna dokładna
bardzo
dokładna
szlifowanie i docieranie
Zespół Szkół Nr 1 im. Jana Kilińskiego w Pabianicach
Przedmiot: Proces projektowania cz
ęś
ci maszyn
4
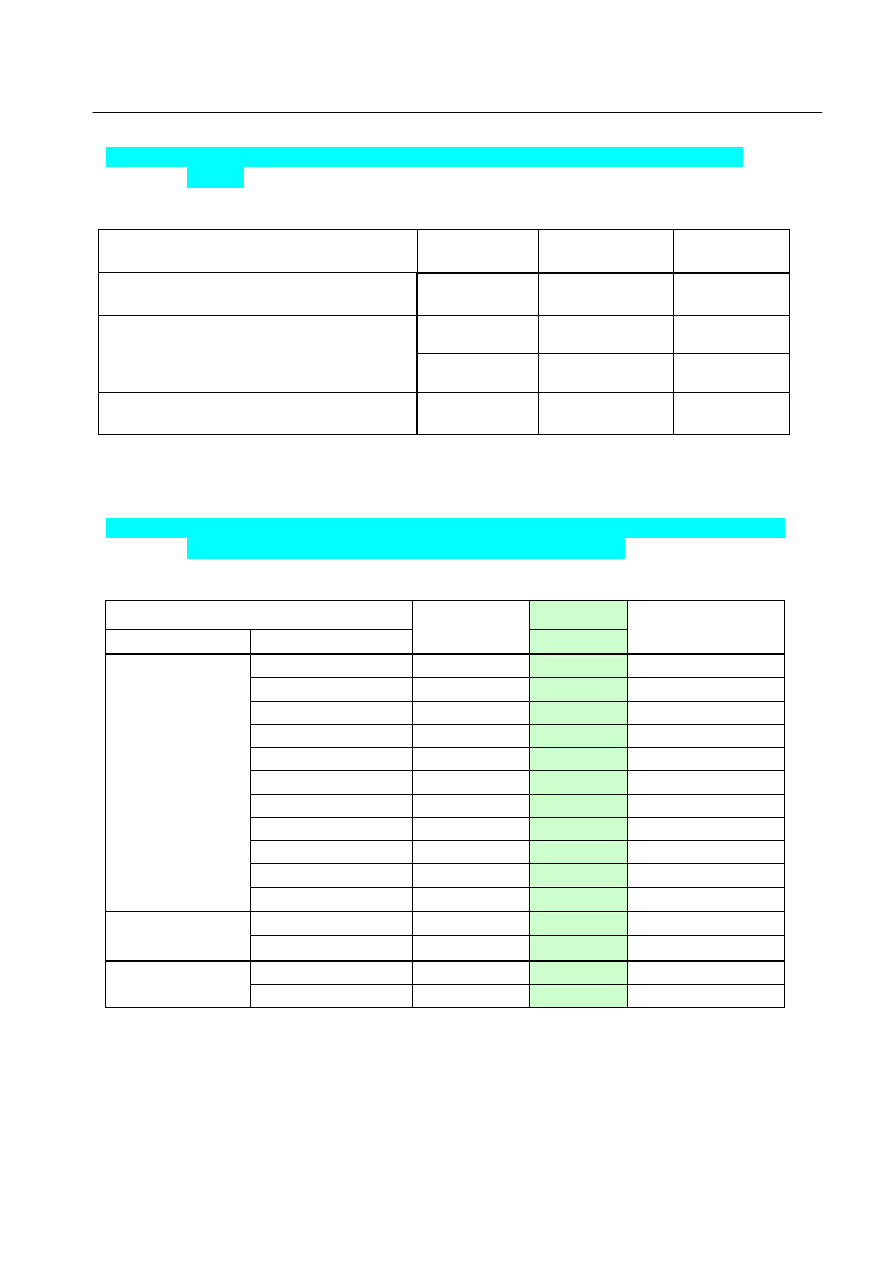
Tabela 3. Warto
ś
ci współczynnika C we wzorze Hertza przy k
ą
cie przyporu
α
o
=20
o
Materiały kół i moduły Younga
v
koło
C
(MPa)
1/2
Stal po stali
E
1
=E
2
=210 000 MPa
0,35
478,2
0,35
stalowe
370,4
Stal po
ż
eliwie
E
1
=210 000 MPa
E
2
=90 000 MPa
0,25
ż
eliwne
365,0
Ż
eliwo po
ż
eliwie
E
1
=E
2
=90 000 MPa
0,25
308,4
Tabela 4. Warto
ś
ci dopuszczalnych napr
ęż
e
ń
zginaj
ą
cych k
gj
i twardo
ś
ci HB dla
niektórych materiałów stosowanych na koła z
ę
bate
Materiał
k
gj
nazwa
oznaczenie
stan obróbki
cieplnej
MPa
twardo
ść
Brinella
HB
E295 (St5)
190
180 ÷ 220
E335 (St6)
230
220 ÷ 260
E360 (St7)
270
250 ÷ 310
C45 (45)
normaliz.
250
min. 210
C55 (55)
normaliz.
270
min. 220
C45 (45)
T
1)
290
220 ÷ 280
C55 (55)
T
320
240 ÷ 290
~20MnCr5 (20HG)
H
2)
360
min. 310
~41Cr4 (40H)
T
350
300 ÷ 350
~42CrMo4 (40HM)
T
400
340 ÷ 390
Stal
- (30HGS)
T
500
370 ÷ 440
EN-GJL-250
90
170 ÷ 250
Ż
eliwo szare
EN-GJL-300
110
190 ÷270
400 ÷ 550
140
150 ÷ 190
Staliwo
(Gatunki)
480 ÷ 630
170
170 ÷ 210
1)
T - ulepszanie cieplne (hartowanie i wysokie odpuszczanie)
2)
H - naw
ę
glanie i hartowanie
Zespół Szkół Nr 1 im. Jana Kilińskiego w Pabianicach
Przedmiot: Proces projektowania cz
ęś
ci maszyn
5
Tabela 5. Orientacyjne warto
ś
ci współczynnika W do obliczania nacisków
dopuszczalnych w kołach z
ę
batych
pr
ę
dko
ść
obrotowa n
Warto
ś
ci W dla
żą
danego okresu pracy T (w godz)
w obr/min
5000
10000
20000
50000
100000
30
1,35
1,60
1,75
2,00
2,25
40
1,43
1,68
1,83
2,10
2,40
50
1,50
1,78
1,94
2,20
2,55
100
1,70
1,96
2,18
2,50
2,80
200
1,90
2,20
2,40
2,80
3,20
300
2,05
2,30
2,60
3,00
3,40
400
2,15
2,48
2,75
3,20
3,65
500
2,20
2,55
2,82
3,25
3,75
1000
2,45
2,85
3,20
3,70
4,20
2000
2,75
3,20
3,55
4,10
4,70
3000
2,95
3,40
3,80
4,35
4,90
Tabela 6. Warto
ś
ci współczynnika kształtu z
ę
ba q dla kół o uz
ę
bieniu
zewn
ę
trznym i k
ą
cie przyporu
α
o
=20
o
współczynnik przesuni
ę
cia zarysu x
z
+1,0
+0,75
+0,5
+0,25
0
-0,25
-0,5
10
2,00
2,31
2,74
3,42
4,64
─
─
11
2,00
2,30
2,62
3,29
4,34
─
─
12
1,99
2,28
2,55
3,18
4,10
─
─
13
1,99
2,26
2,52
3,10
3,94
5,22
─
14
1,99
2,25
2,51
3,03
3,80
4,93
─
15
2,00
2,24
2,50
2,98
3,67
4,68
─
16
2,00
2,24
2,50
2,93
3,56
4,47
─
17
2,00
2,23
2,49
2,89
3,48
4,32
─
18
2,00
2,22
2,48
2,86
3,40
4,18
5,34
19
2,02
2,22
2,48
2,83
3,34
4,06
5,12
20
2,04
2,22
2,47
2,81
3,28
3,95
4,92
25
2,09
2,24
2,46
2,73
3,10
3,60
4,29
30
2,13
2,26
2,45
2,67
2,98
3,38
3,90
40
2,19
2,30
2,43
2,60
2,83
3,14
3,48
50
2,23
2,32
2,42
2,57
2,74
2,98
3,26
60
2,26
2,35
2,43
2,54
2,69
2,89
3,14
80
2,32
2,38
2,44
2,53
2,63
2,78
2,95
100
2,37
2,40
2,45
2,52
2,60
2,67
2,86
200
2,42
2,44
2,46
2,51
2,54
2,60
2,68
∞
2,50
Wyszukiwarka
Podobne podstrony:
obl wytrzym zebow prostych
Wytrzymałość uzębień kół walcowych o zębach prostych
wytrzymka laborki, 7 Wyboczenie sprężyste prętów prostych, Państwowa Wyższa Szkoła Zawodowa w Che
Maks naprez zginajace obl sie jako stosunek mometu zgin do wskaz wytrzym przekr na zgin, ŚCIĄGI MECH
wytrzymałość 2
8a Syntezy prostych aminokwasów
Wytrzymalosc na zlamanie
Prezentacja prostytucja
3 Stateczność prętów prostych, Postaci utraty stateczności, określanie siły krytycznej ppt
2 Urazy zębów u pacjentów dorosłych klasyfikacje (2)id 19701 ppt
Jak zrobić prosty trik z wodą
Napęd mieszadła ślimakowego projekt, OBL
Ograniczenia wytrzymałościowe pętli skonstruowanych z taśm
przebarwienia zebow podzial i przyczyny
(TRENING SZYBKOŚCI WYTRZYMAŁOŚCIOWEJ METODĄ OBWODOWĄ)
17 obl 7 piers wzm
więcej podobnych podstron