
Instytut
Spawalnictwa
w Gliwicach
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zastosowanie
stali konstrukcyjnych
i wysokowytrzymałych
2.11
opracował:
dr inż. Piotr Sędek
Nowelizacja materiału: 03. 2012 r.


2
1. Wytwarzanie stali wysokowytrzymałych
Podstawowe stale konstrukcyjne s
ą
powszechnie stosowane we wszystkich
asortymentach wyrobów. Charakteryzuj
ą
si
ę
niskimi własno
ś
ciami wytrzymało
ś
cio-
wymi ale za to bardzo dobrymi własno
ś
ciami spawalniczymi. Norm
ą
, w której ze-
stawiono wymagania techniczne to PN EN 10025-2 [1]. Stale konstrukcyjne s
ą
tanie i
z tego wzgl
ę
du maj
ą
najszersze zastosowanie tam, gdzie własno
ś
ci wytrzymało-
ś
ciowe nie s
ą
głównym czynnikiem decyduj
ą
cym o ich zastosowaniu. Tam gdzie wy-
st
ę
puj
ą
obci
ąż
enia
ś
ciskaj
ą
ce (konstrukcje budowlane) i decyduje kryterium statecz-
no
ś
ci stale konstrukcyjne niestopowe zdaj
ą
egzamin bardzo dobrze. Przyj
ę
to,
ż
e sta-
le konstrukcyjne s
ą
to stale o granicy plastyczno
ś
ci
e
R
≤
355 MPa. W wielu zastoso-
waniach stale wysokowytrzymałe (HSS) powi
ę
kszaj
ą
swój udział. Stal S355 uwa
ż
ana
jako HSS trzydzie
ś
ci lat temu jest konsekwentnie w wielu przypadkach zast
ę
powana
gatunkami S420 i S460 (wytwarzanymi najcz
ęś
ciej jako walcowane termomecha-
nicznie lub normalizowane). Mo
ż
liwo
ś
ci produkcyjne stali ulepszanych cieplnie osi
ą
-
gaj
ą
ju
ż
gatunki S1300, chocia
ż
w normach istniej
ą
ce jeszcze stale o najwy
ż
szych
własno
ś
ciach to S960.
Normy techniczne zestawiaj
ą
ce wymagania dla stali konstrukcyjnych s
ą
zgru-
powane w trzech kategoriach: stale konstrukcyjne dla budownictwa i budowy d
ź
wi-
gnic [1…6], stale do budowy urz
ą
dze
ń
ci
ś
nieniowych [7…12] i stale o podwy
ż
szo-
nych własno
ś
ciach przeznaczone do kształtowania na zimno [13, 14 i15]. Wa
ż
n
ą
ce-
ch
ą
handlow
ą
HSS to mniejsza progresja cenowa ni
ż
wzrost własno
ś
ci wytrzymało-
ś
ciowych. Wi
ę
kszy zatem jest zysk ze stosowania HSS je
ś
li w konstrukcjach, w któ-
rych o masie decyduj
ą
własno
ś
ci wytrzymało
ś
ciowe (
e
R
). W wielu konstrukcjach
najwa
ż
niejszym czynnikiem jest zmniejszenie masy wyrobu. Tak jest przypadkach:
przewo
ź
nych zbiorników ci
ś
nieniowych, pojazdów mechanicznych, mostów, d
ź
wignic
i wielu innych. Nie wolno zapomina
ć
o korzy
ś
ciach
ś
rodowiskowych. Na wytworzenie
jednostki masy konstrukcyjnej stali niestopowej i HSS potrzeba zbli
ż
onej ilo
ść
ener-
gii. Z okre
ś
lonej masy HSS mo
ż
na wytworzy
ć
wi
ę
cej wyrobów ni
ż
z konstrukcyjnych
stali niestopowych.
Zasady projektowania dotycz
ą
mi
ę
dzy innymi optymalnego wykorzystania ma-
teriału konstrukcyjnego. Wyrazem tego musz
ą
by
ć
konstrukcje l
ż
ejsze, trwalsze i
wymagaj
ą
ce mniejszych nakładów do ich wytwarzania. Wymóg ten niew
ą
tpliwie
spełniaj
ą
materiały o coraz to wi
ę
kszej wytrzymało
ś
ci. Niestety wraz ze zwi
ę
ksza-
niem si
ę
własno
ś
ci wytrzymało
ś
ciowych obni
ż
aj
ą
si
ę
własno
ś
ci spawalnicze tych ma-
teriałów. Wraz ze wzrostem granicy plastyczno
ś
ci
e
R
malej
ą
własno
ś
ci plastyczne co
wydatnie utrudnia spawanie. Powstawanie napr
ęż
e
ń
spawalniczych przy ni
ż
szych
własno
ś
ciach plastycznych zwi
ę
ksza niebezpiecze
ń
stwo powstawania p
ę
kni
ęć
. Wy-
magane jest zatem stosowanie ró
ż
nych zabiegów, które zapobiegaj
ą
tworzeniu si
ę
p
ę
kni
ęć
. Na rys.1 pokazano diagram, który dobrze ilustruje zale
ż
no
ść
własno
ś
ci
spawalniczych od własno
ś
ci wytrzymało
ś
ciowych ró
ż
nych materiałów konstrukcyj-
nych.
Poszczególne grupy materiałowe na rys. 1 zostały oznaczone nast
ę
puj
ą
co: N – gru-
pa stali normalizowanych lub walcowanych normalizuj
ą
co, M – grupa stali walcowa-
nych termomechanicznie, M(A+T) – grupa stali walcowanych normalizuj
ą
co z przy-
spieszonym chłodzeniem, Q- grupa stali ulepszanych cieplnie. Równowa
ż
nik w
ę
glo-
wy
e
C
(1) okre
ś
la wpływ poszczególnych pierwiastków stopowych przede wszystkim
na własno
ś
ci hartownicze stali czyli podatno
ść
na tworzenie si
ę
struktury martenzy-
tycznej. Im jego wi
ę
ksza warto
ść
tym podatno
ść
na zahartowanie wi
ę
ksza. W przy-
padku stali grupy termomechanicznie umacnianych (M) i M(T+M) wida
ć
znaczn
ą
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zastosowanie stali konstrukcyjnych i wysokowytrzymałych
2.11
Instytut
Spawalnictwa
w Gliwicach
AW 1
3
ró
ż
nic
ę
warto
ś
ci
e
C
ze stalami ulepszanymi cieplnie (Q) przy tych samych własno-
ś
ciach wytrzymało
ś
ciowych. Ma te du
ż
e znaczenie technologiczne.
15
5
6
Ni
Cu
V
Mo
Cr
Mn
C
C
e
++++
++++
++++
++++
++++
++++
====
(1)
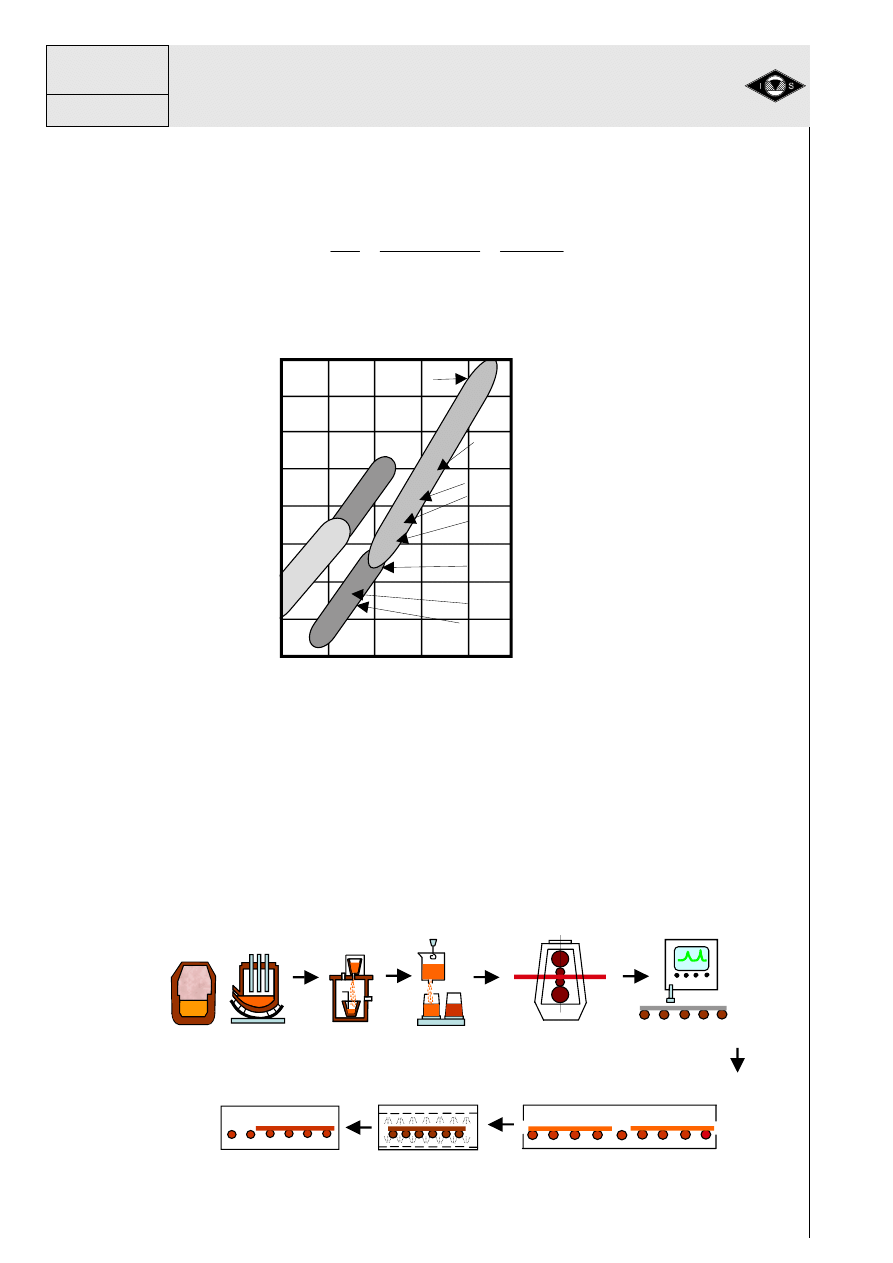
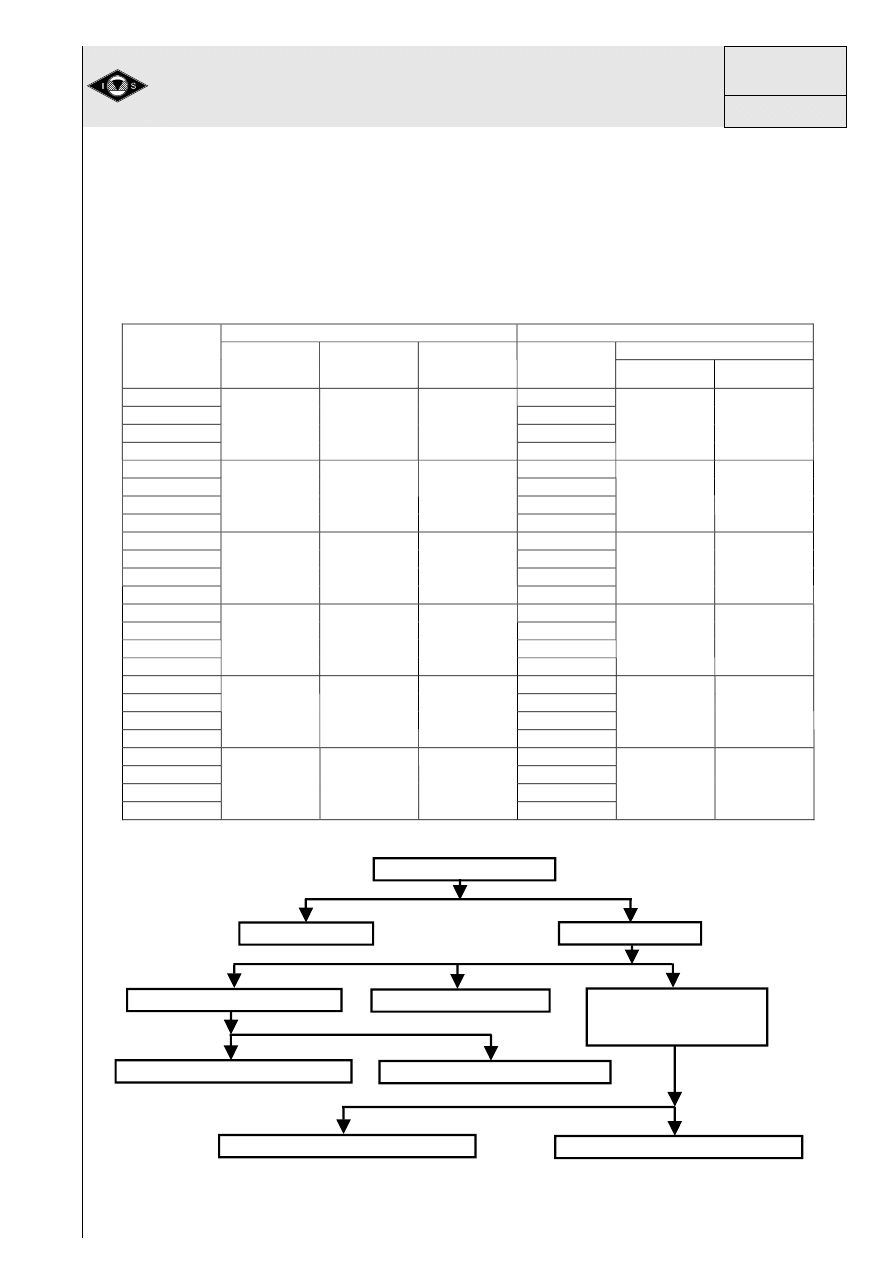
Warto zwróci
ć
uwag
ę
na produkcj
ę
stali ulepszanych cieplnie. Proces produkcji jest
bardziej skomplikowany od procesu produkcji tradycyjnych stali niestopowych lub ni-
skostopowych normalizowanych. Schemat produkcji pokazano na rys.2. Na ogół
Rys.1 Zale
ż
no
ść
własno
ś
ci materiałów od grup materiałowych
wsad jest wytwarzany w procesie elektrycznym by jeszcze przed rozlaniem do wlew-
ków by
ć
poddany odgazowaniu w celu otrzymania maksymalnej czysto
ś
ci metalur-
gicznej. Nast
ę
pnie wlewki poddawane s
ą
procesowi walcowania. Po walcowaniu
poddawane s
ą
kontroli defektoskopowej na obecno
ść
wad walcowniczych. Jest to
niezwykle wa
ż
ne poniewa
ż
surowiec przed obróbk
ą
ciepln
ą
musi by
ć
pozbawiony
wad walcowniczych
Rys.2 Schemat procesu produkcji stali ulepszanych cieplnie
Wytapianie
Odgazowa-
nie pró
ż
nio-
we
Rozle-
wanie
Walcowa-
nie
Kontrola ultra-
d
ź
wi
ę
kowa
Austenityzowanie
Hartowanie
Odpuszczanie
Prostowa-
nie
Badanie
Ci
ę
cie
900
800
700
600
500
400
300
200
0,3 0,4 0,5 0,6 0,7 0,8 C
e
Równowa
ż
nik w
ę
glowy
G
ra
n
ic
a
p
la
s
ty
c
z
n
o
ś
c
i
R
e
[
M
P
a
]
S690Q
S620Q
S550Q
S500Q
S460N
S355N
S275N
S960Q
S700MC
S650MC
S550MC
X80
X70
S500M
S460M
S355M
N
Q
M
M(A+T)
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zastosowanie stali konstrukcyjnych i wysokowytrzymałych
Instytut
Spawalnictwa
w Gliwicach
2.11
AW 2
4
Niezwykle wa
ż
na jest czysto
ś
ci metalurgiczna wsadu. Ze wzgl
ę
du na wysok
ą
wra
ż
-
liwo
ść
stali ulepszanych cieplnie na działanie karbu nale
ż
y ju
ż
na etapie produkcji
wsadu nale
ż
y zwraca
ć
uwag
ę
na ilo
ść
i nawet kształt wtr
ą
ce
ń
niemetalicznych (za-
nieczyszcze
ń
). Obni
ż
enie zawarto
ś
ci siarki i fosforu poni
ż
ej 0,001% oraz kontrola
kształtu wydziele
ń
siarczkowych (kształt kulisty) mo
ż
liwe jest przy zastosowaniu do-
datkowych zabiegów metalurgicznych takich jak powtórne oczyszczanie stali przez
przedmuchiwanie ciekłej stali argonem z dodatkiem sproszkowanych topników,
wapnia lub stopów ziem rzadkich (cer lub lantan). Proces powtórnego oczyszczania
pozwala na uzyskanie stali o zawarto
ś
ci zanieczyszcze
ń
siark
ą
i fosforem poni
ż
ej
0,001%(rys.3).
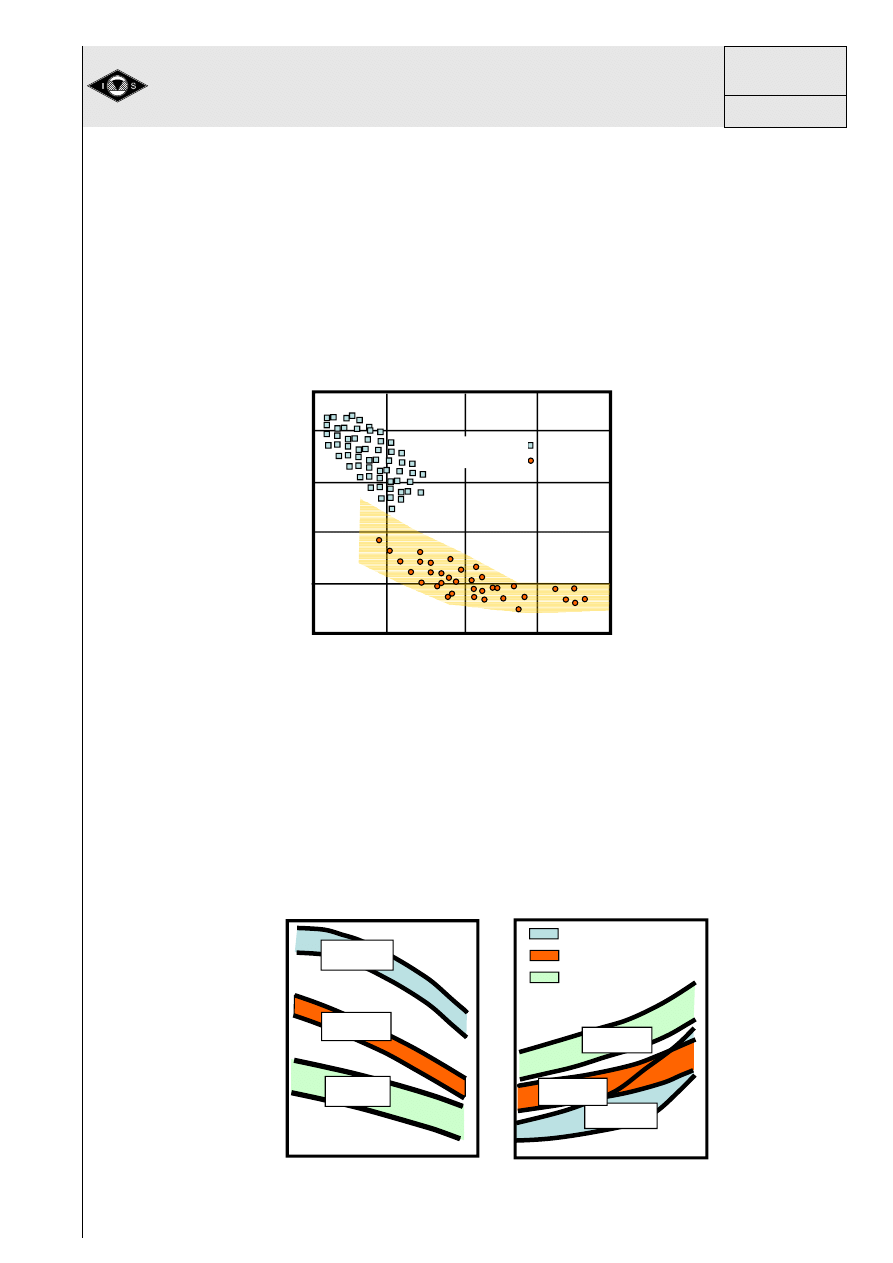
Rys. 3 Wpływ dodatku zwi
ą
zków wapnia na zanieczyszczenia siarczkowe.
Obni
ż
enie ilo
ś
ci zanieczyszcze
ń
siarczkowych i modyfikacja ich kształtu do zbli
ż
o-
nego do kulistego, wpływa na przew
ęż
enie i dalej na własno
ś
ci wytrzymało
ś
ciowe na
grubo
ś
ci blachy co oznacza odporno
ść
na rozwarstwienia i nie zwi
ę
ksza i tak du
ż
ej
wra
ż
liwo
ś
ci na działanie karbu. Własno
ś
ci wytrzymało
ś
ciowe stali uzyskuje si
ę
po
odpuszczeniu uprzednie zahartowanej stali. W wyniku odpuszczania stal posiada:
drobnoziarnist
ą
struktur
ę
z dyspersyjnymi w
ę
glikami, wysok
ą
granic
ę
plastyczno
ś
ci,
wytrzymało
ść
na rozci
ą
ganie i wysok
ą
udarno
ść
. Za pomoc
ą
wysoko
ś
ci temperatury
odpuszczania mo
ż
na regulowa
ć
granic
ę
plastyczno
ś
ci i udarno
ść
stali, co ilustruje
przykład zamieszczony na rys.4.
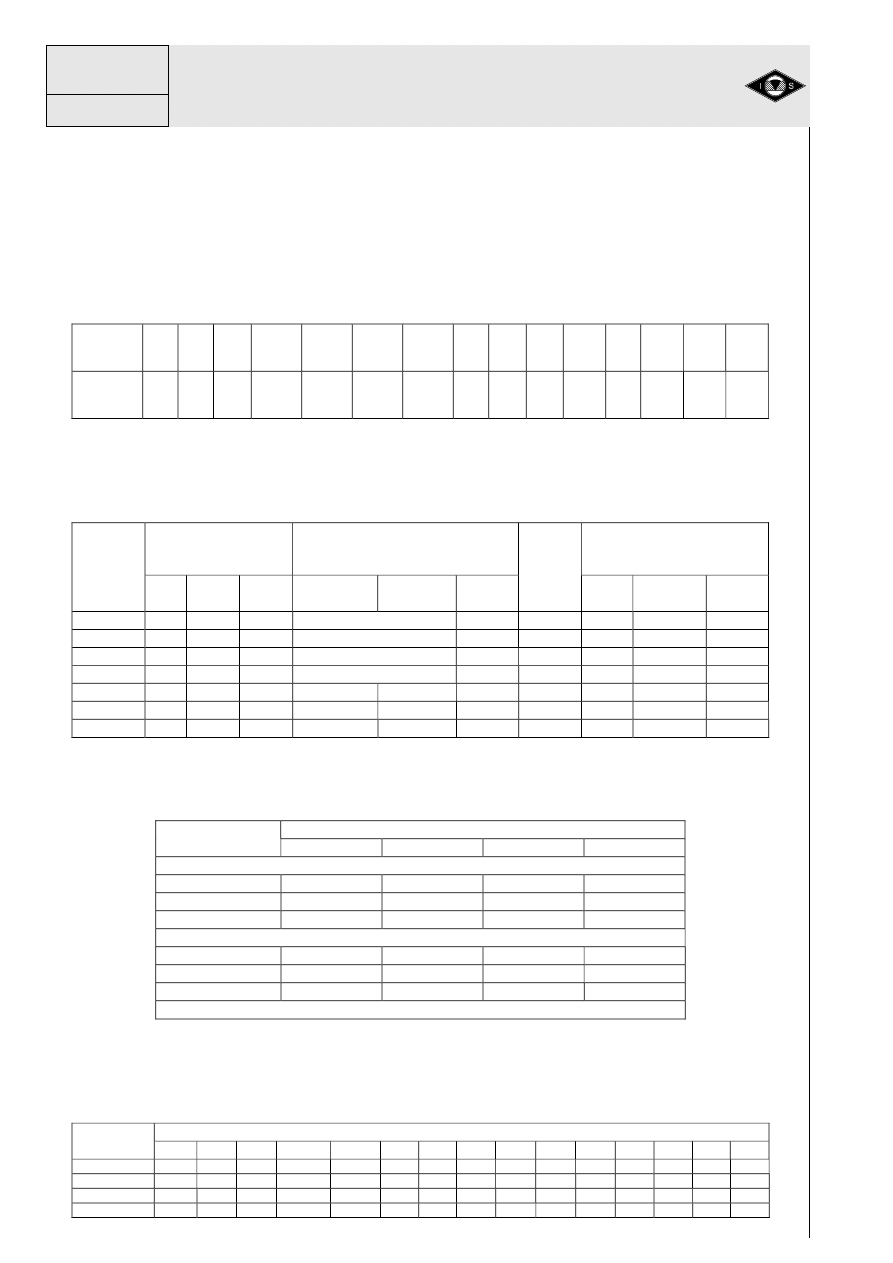
Rys.4 Wpływ temperatury odpuszczania na własno
ś
ci stali ulepszanych cieplnie
80
60
40
20
0
Ś
re
d
n
ie
p
rz
e
w
ę
ż
e
n
ie
n
a
g
ru
b
o
ś
c
i
b
la
c
h
y
Z
[
%
]
Zawarto
ść
siarki [%x10
-3
]
0 10 20 30 40
Z dodatkiem Ca
Bez dodatku Ca
S355Q
1100
1000
900
800
700
600
500
G
ra
n
ic
a
p
la
s
ty
c
z
n
o
ś
c
i
R
e
[
M
Pa
]
KV
-60
[J]
250
200
150
100
50
0
600 620 640 660 680 700
600 620 640 660 680 700
Temperatura odpuszczania [
0
C]
S890Q
S690Q
S500Q
CrMoNiV
CrMo
MnMoNi
Gatunek stali
S890Q
S690Q
S500Q
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zastosowanie stali konstrukcyjnych i wysokowytrzymałych
2.11
Instytut
Spawalnictwa
w Gliwicach
AW 3
5
2. Gatunki i własno
ś
ci stali wysokowytrzymałych
Aktualnie stale ulepszane cieplnie produkowane s
ą
wg kilku norm europej-
skich[6,12]. W normie [6] podano jedynie maksymalne zawarto
ś
ci składników stopo-
wych (tablica 1). Dla uzyskania wymaganych własno
ś
ci wytrzymało
ś
ciowych i tech-
nologicznych skład chemiczny oraz parametry obróbki cieplnej dobiera wytwórca.
Tablica 1 Zestawienie zawarto
ś
ci składników stopowych [% max] wg PN-EN 10025-6
Wszyst-
kie
ga-
tunki
C
Si
Mn
P
S
N
B
Cr
Cu
Mo
Nb
Ni
Ti
V
Zr
Q
QL
QL1
0,2
0,8
1,7
0,025
0,020
0,020
0,015
0,010
0,010
0,015
0,005
1,5
0,5
0,7
0,06 2,0 0,05
0,12 0,15
Własno
ś
ci wytrzymało
ś
ciowe i technologiczne stali produkowanych wg tej normy ze-
stawiono w tablicy 2.
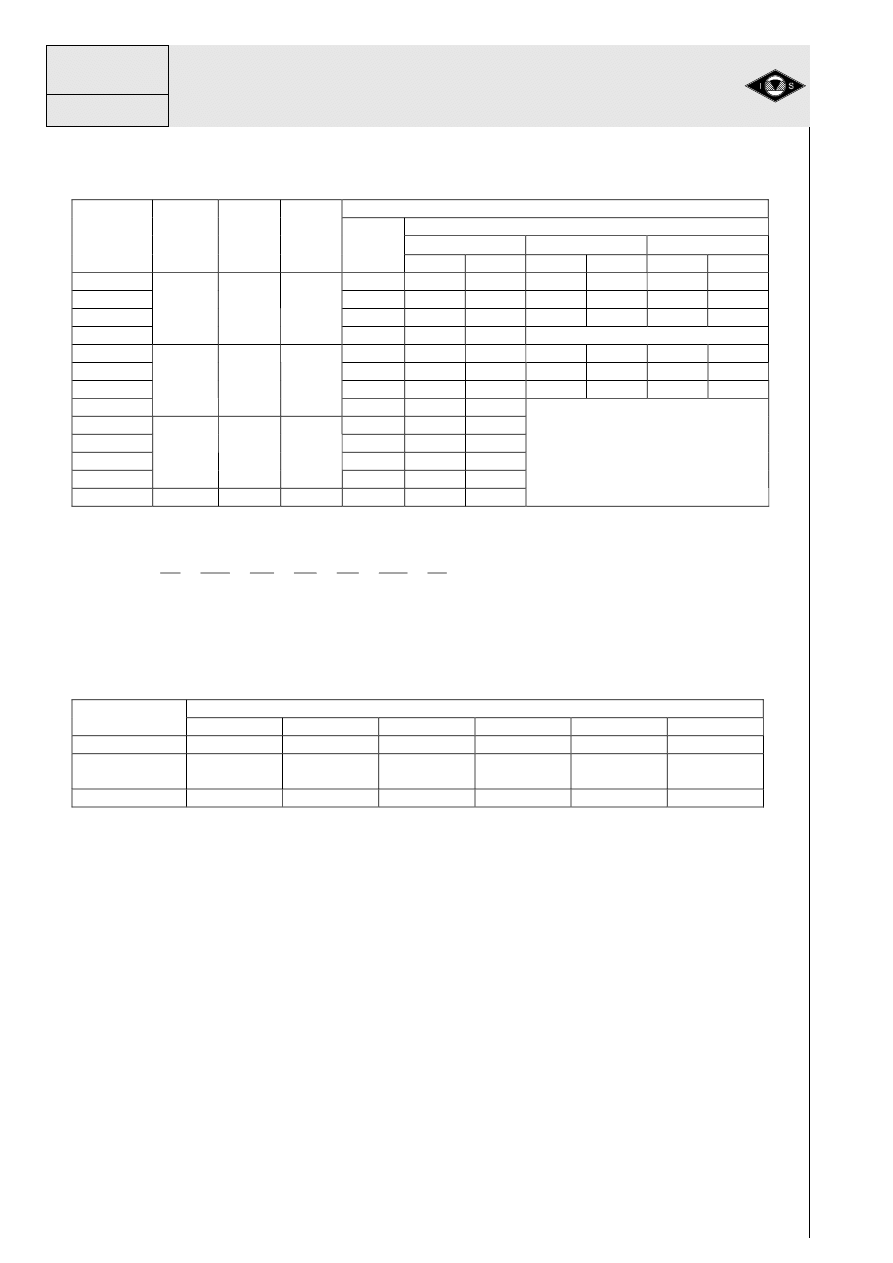
Tablica 2 Własno
ś
ci mechaniczne stali produkowanych wg PN EN 10025-6
Granica plastycz-
no
ś
ci
R
eH
[MPa]
Wytrzymało
ść
R
m
[MPa]
Równowa
ż
nik w
ę
glowy
CEV [%]
Gatunek
t
≤
50
50
<
t
≤
100
100
<
t
≤
150
t
≤
50
50
<
t
≤
100
100
<
t
≤
150
Wydłu-
ż
enie
A
5
[%]
t
≤
50
50
<
t
≤
100
100
<
t
≤
150
S460Q
460
440
400
550 – 720
max 670
17
0,47
0,48
0,50
S500Q
500
480
440
590 – 770
max 720
17
0,47
0,70
0,70
S550Q
550
530
490
640 – 820
max 770
16
0,65
0,77
0,83
S620Q
620
580
560
700 – 890
max 830
15
0,65
0,77
0,83
S690Q
690
650
630
max 940
max 930 max 900
14
0,65
0,77
0,83
S890Q
890
830
-
max 1100 max 1100
-
11
0,72
0,82
-
S960Q
960
-
-
max 1150
-
-
10
0,72
-
-
Wymagania odno
ś
nie odporno
ś
ci na kruche p
ę
kanie zestawiono w tablicy 3
Tablica 3 Wymagania odno
ś
nie odporno
ś
ci na kruche p
ę
kanie wg PN-EN 10025-6
Minimalna praca łamania [J] w temperaturze [
0
C]
Oznaczenie
0
-20
-40
-60
Dla próbek pobranych wzdłu
ż
kierunku walcowania
Q
40
30
-
-
QL
50
40
30
-
QL1
1)
60
50
40
30
Dla próbek pobranych w poprzek kierunku walcowania
Q
30
27
-
-
QL
35
30
27
-
QL1
1)
40
35
30
27
1)
za wyj
ą
tkiem stali S960Q
Wg wymaga
ń
normy [12] dla poszczególnych gatunków stali ustalono składy che-
miczne (tablica 4) .
Tablica 4. Zestawienie zawarto
ś
ci składników stopowych wg PN-EN 10028-6
Maksymalna zawarto
ść
składników stopowych [%]
Gatunek
C
Si
Mn
P
1)
S
2)
N
B
Cr
Mo
Cu
Nb
Ni
Ti
V
Zr
P355Q
0,16
0,4
1,5
0,025
0,015 0,015 0,005
0,3
0,25
0,3
0,05
0,5
0,03
0,06
0,05
P460Q
0,18
0,5
1,7
0,025
0,015 0,015 0,005
0,5
0,50
0,3
0,05
1,0
0,03
0,08
0,05
P500Q
0,18
0,6
1,7
0,025
0,015 0,015 0,005
1,0
0,70
0,3
0,05
1,5
0,05
0,08
0,15
P690Q
0,20
0,8
1,7
0,0,25
0,015 0,015 0,005
1,5
0,70
0,3
0,06
2,5
0,05
0,12
0,15
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zastosowanie stali konstrukcyjnych i wysokowytrzymałych
Instytut
Spawalnictwa
w Gliwicach
2.11
AW 4
6
1)
W przypadku stali o odporno
ś
ci na kruche p
ę
kanie L1 i L2 zawarto
ść
P
max
=0,02
2)
W przypadku stali o odporno
ś
ci na kruche p
ę
kanie L1 i L2 zawarto
ść
S
max
=0,01
Własno
ś
ci wytrzymało
ś
ciowe stali wg wymaga
ń
normy PN-EN 10028-6 zestawiono
w tablicy 5.
Tablica 5 Własno
ś
ci wytrzymało
ś
ciowe stali wg normy PN-EN 10028-6
R
eH
[MPa]
R
m
[MPa]
R
p 0,2
[MPa]
w podwy
ż
szonej temperaturze [
0
C]
1)
Gatunek
t
≤
50
50
<
t
≤
100
100
<
t
≤
150
t
≤
100
100
<
t
≤
150
A [%]
50
0
C 100
0
C 150
0
C 200
0
C 250
0
C 300
0
C
P355Q
355
335
315
630
590
22
340
310
285
260
235
215
P460Q
460
440
400
720
670
19
445
425
405
380
360
340
P500Q
500
480
440
770
720
17
490
490
450
420
400
380
P690Q
690
670
630
940
900
14
670
670
615
595
575
570
1)
Dane dotycz
ą
tylko stali w grupie odporno
ś
ci nas kruche p
ę
kanie QH
Wymagania odno
ś
nie odporno
ś
ci na kruche p
ę
kanie zestawiono w tablicy 6
Tablica 6 Wymagania odporno
ś
ci na kruche p
ę
kanie wg normy PN-EN 10028-6
Praca łamania min. KV [J] w temperaturze [
0
C]
Grupa odpor-
no
ś
ci na kru-
che p
ę
kanie
-60
-40
-20
0
20
P…Q
-
-
27
40
60
P…QH
-
-
27
40
60
P…QL1
-
27
40
60
-
P…QL2
27
40
60
80
-
Stale ulepszane cieplnie maj
ą
ni
ż
sze własno
ś
ci plastyczne i jest to ich cech
ą
charakterystyczn
ą
. S
ą
równie
ż
wra
ż
liwe na działanie karbu. Wymagaj
ą
zatem bar-
dziej skomplikowanych zabiegów dodatkowych co komplikuje technologi
ę
i wpływa
na koszty. Niemniej maj
ą
du
żą
odporno
ść
na kruche p
ę
kanie co stawia je w szeregu
materiałów stosowanych przy budowie konstrukcji przeznaczonych do pracy w trud-
nych warunkach eksploatacji (niskie temperatury, obci
ąż
enia dynamiczne itp.). Stale
te wymagaj
ą
specjalnych zasad projektowania, które wynikaj
ą
z ich specyficznych
warunków wytwarzanie, własno
ś
ci wytrzymało
ś
ciowych i wymaga
ń
technologicz-
nych.
- Poł
ą
czenia spawane powinny by
ć
rozmieszczone w miejscach (w miar
ę
mo
ż
liwo
ś
ci)
mało wyt
ęż
onych.
- Nale
ż
y unika
ć
skomplikowanych kształtów w
ę
złów spawanych (minimalizowa
ć
obecno
ść
karbów geometrycznych).
- W miar
ę
mo
ż
liwo
ś
ci unika
ć
spoin pachwinowych, a w szczególno
ś
ci spoin pachwi-
nowych no
ś
nych.
- Nie stosowa
ć
spoin otworowych.
- Nie stosowa
ć
nakładek, poł
ą
cze
ń
zakładkowych lub naro
ż
nych.
- Zakłada
ć
wysok
ą
jako
ść
spoin szczególnie w odniesieniu do wad zewn
ę
trznych.
- Zakłada
ć
obróbk
ę
nadlewów spoin.
- Tak konstruowa
ć
elementy, aby materiały ze stali wysokowytrzymałych stosowa
ć
na elementy rozci
ą
gane.
- Nie stosowa
ć
stali wysokowytrzymałych na elementy
ś
ciskane.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zastosowanie stali konstrukcyjnych i wysokowytrzymałych
2.11
Instytut
Spawalnictwa
w Gliwicach
AW 5
7
- W przypadku elementów zginanych (belek) na pasy stosowa
ć
stale wysokowytrzy-
małe, a na
ś
rodniki stale niestopowe.
- Nie stosowa
ć
stali wysokowytrzymałych na konstrukcje obliczanych na trwał
ą
wy-
trzymało
ść
zm
ę
czeniow
ą
przy obci
ąż
eniach wahadłowych.
- W przypadkach skomplikowanych w
ę
złów stosowa
ć
zł
ą
cza
ś
rubowe.
- Tak projektowa
ć
elementy by unika
ć
spawania w pozycjach przymusowych.
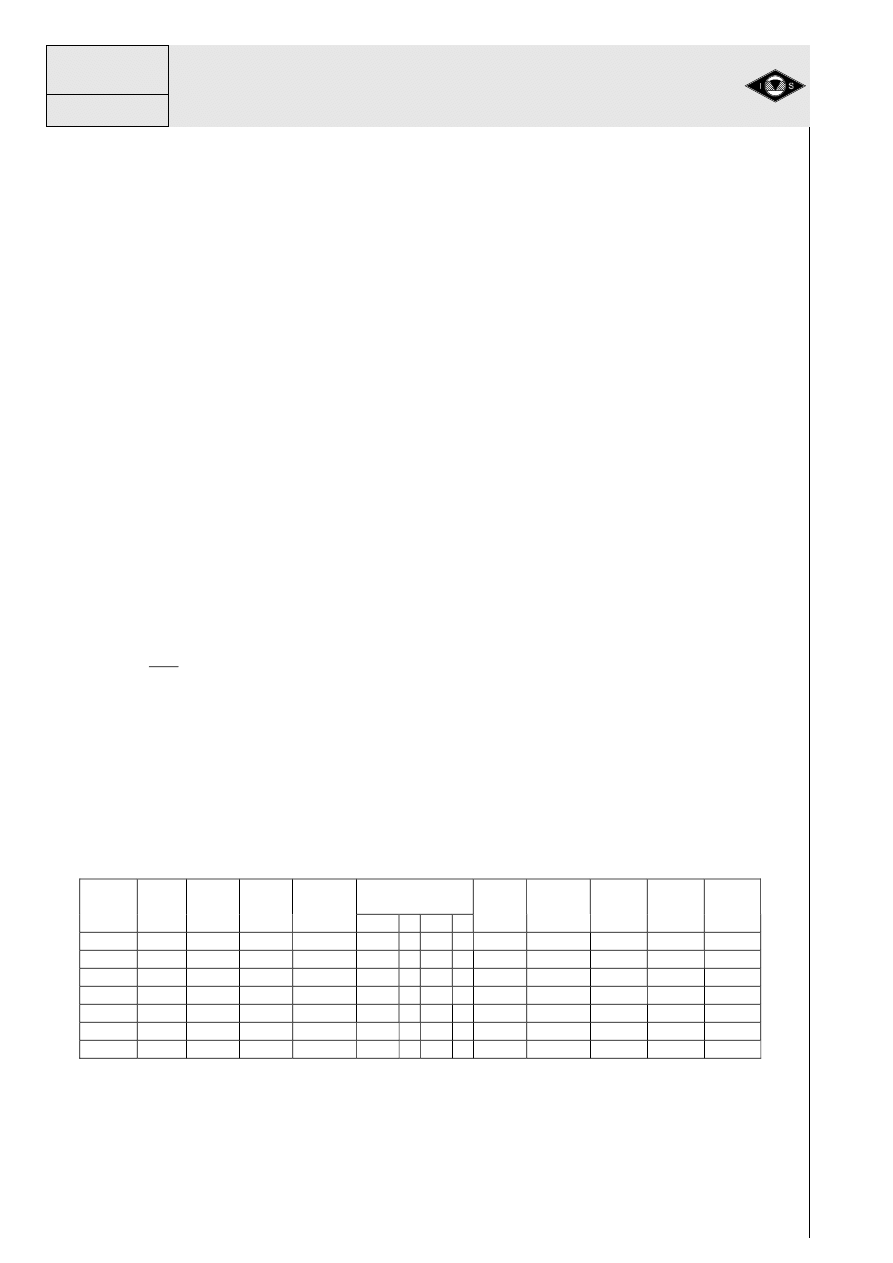
3. Mosty i d
ź
wignice
Mosty i d
ź
wignice w wi
ę
kszo
ś
ci przenosz
ą
siły poprzeczne oddziaływuj
ą
ce
punktowo lub w sposób rozło
ż
ony. Oddziaływania te wywołuj
ą
siły wewn
ę
trzne w po-
staci momentów gn
ą
cych. Elementem konstrukcyjnym najcz
ęś
ciej stosowanym do
przejmowania obci
ąż
e
ń
poprzecznych s
ą
belki zginane. Sił
ę
wewn
ę
trzn
ą
wywołuj
ą
c
ą
stan napr
ęż
e
ń
s
ą
: moment gn
ą
cy M i siła poprzeczna T (rys. 5). Stan napr
ęż
e
ń
od
momentu zginaj
ą
cego pokazano na rysunku. Napr
ęż
enie
σ
max
osi
ą
gnie swój stan
graniczny przy warto
ś
ci
d
f
(wytrzymało
ś
ci obliczeniowej stali). Warto przeanalizowa
ć
mo
ż
liwo
ś
ci zastosowania stali wysokowytrzymałych do produkcji belek. Takim przy-
kładem b
ę
d
ą
tzw. belki hybrydowe, w których pasy (nara
ż
one na najwy
ż
sze napr
ę
-
ż
enia) wykonywane s
ą
ze stali o wy
ż
szej wytrzymało
ś
ci ni
ż
ś
rodniki. Takim sposo-
bem mo
ż
na zmniejszy
ć
mas
ę
belki i koszt stali u
ż
ytej na jej wyprodukowanie. Na
przykładzie, mo
ż
na przeprowadzi
ć
analiz
ą
wytrzymało
ś
ciow
ą
i ekonomiczn
ą
. Rozpa-
trywana belka b
ę
dzie, na któr
ą
oddziaływuje moment gn
ą
cy o warto
ś
ci 3000 kNm.
Wg PN-B-03200:1990 wska
ź
nik wytrzymało
ś
ci przekroju wyniesie:
d
x
w
x
f
M
W
αααα
====
Wg [21] przyj
ę
to
w
αααα
- 1,5 dla przekroju klasy 4 (nie toleruje si
ę
utworzenia podczas
obci
ąż
ania przegubu plastycznego)
x
M
- moment gn
ą
cy
d
f
- wytrzymało
ść
obliczeniowa stali
W tablicy 7 zestawiono warto
ś
ci wska
ź
ników wytrzymało
ś
ci i przekroju dla ró
ż
nych
gatunków stali oraz koszty ró
ż
nych wersji materiałowych.
Tablica 7. Zestawienie kosztów elementów belki spawanej
Wymiary
przekroju [mm]
Gatunek
stali
f
d
[MPa]
W
x
obl.
[cm
3
]
W
x
kat.
[cm
3
]
IKS
h
g
b
t
Masa
ś
rodn.
[kg/m]
Masa
pasa (2x)
[kg/m]
Koszt
ś
rodn.
[zł/m]
1)
Koszt
pasa
S235
Koszt
pasa
rozc.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
S235
215
20930 21080 1700-6 1700 12 500 20 156
157
391
196
196
S355
305
14754 14855 1600-13 1600 12 400 16 148
101
369
126
140
S420
360
12500 12559 1600-12 1600 12 350 14 148
77
370
96
123
S460
380
11842 10567 1600-11 1600 12 300 12 148
57
371
71
98
S500
400
11250 11750 1600-7 1600 10 350 14 123
77
308
96
192
S550
440
10227 10941 1600-2 1600 8 350 14
99
77
246
96
212
1)
Wszystkie
ś
rodniki wykonano ze stali w gatunku S235
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zastosowanie stali konstrukcyjnych i wysokowytrzymałych
Instytut
Spawalnictwa
w Gliwicach
2.11
AW 6
8
Rys. 5 Widok elementu belki zginanej
Analizuj
ą
c dane zestawione w tablicy wida
ć
ż
e, najwi
ę
ksz
ą
mas
ę
ma kształtownik ze
stali S235 (313 kg). Równie
ż
jego cena jest najwy
ż
sza i wynosi 783 zł. Nale
ż
y za-
uwa
ż
y
ć
,
ż
e ceny dotycz
ą
tylko surowców czyli czystej nie przetworzonej stali. Naj-
mniejsz
ą
mas
ę
176 kg ma kształtownik ze stali S550. Najmniejszy koszt materiału
jest w przypadku zastosowania stali S460. W przypadku zastosowania belek hybry-
dowych mo
ż
na tworzy
ć
kombinacje materiałowe
ś
rodnika, pasa rozci
ą
ganego i pasa
ś
ciskanego. We wszystkich kombinacjach nale
ż
y jeszcze starannie sprawdzi
ć
prze-
kroje na stateczno
ść
(wyboczenie) w płaszczy
ź
nie pionowej. Równie
ż
wg norm pro-
jektowych nale
ż
y sprawdzi
ć
pasy
ś
ciskane na utrat
ę
stateczno
ś
ci w płaszczy
ź
nie pa-
sa. W przypadku wyznaczania stateczno
ś
ci (odporno
ś
ci na wyboczenie) nie ma zna-
czenia warto
ść
granicy plastyczno
ś
ci materiału. W takich przypadkach zastosowania
stali S235 jest uzasadnione. Jak wida
ć
tylko od staranno
ś
ci projektanta zale
ż
y wyko-
rzystanie mo
ż
liwo
ś
ci racjonalnego stosowania stali wysokowytrzymałych.
4. Budynki
Stalowe konstrukcje budowlane cz
ę
sto s
ą
realizowane przy pomocy kratow-
nic. S
ą
konstrukcjami płaskimi lub przestrzennymi. Mog
ą
by
ć
elementami składowymi
słupów, wie
ż
, zadasze
ń
, d
ź
wignic, przykry
ć
budynków przemysłowych, hal, pawilo-
nów itp. Ich podstawowa zaleta to bardzo korzystna relacja pomi
ę
dzy no
ś
no
ś
ci
ą
a
ci
ęż
arem konstrukcji. Ich zastosowania jest zatem bardzo szerokie. Projektowanie
kratownic wymaga spełnienia pewnych zało
ż
e
ń
:
- pr
ę
ty w w
ę
złach poł
ą
czone s
ą
przegubowo,
- pr
ę
ty s
ą
wył
ą
cznie proste,
- pr
ę
ty s
ą
tylko rozci
ą
gane lub
ś
ciskane
- pr
ę
ty musz
ą
by
ć
tak rozmieszczane aby ich osie pokrywały si
ę
z osiami układu sta-
tycznego
- obci
ąż
enie s
ą
przyło
ż
one tylko w w
ę
złach
- osie poszczególnych pr
ę
tów musz
ą
przecina
ć
si
ę
w danym w
ęź
le w jednym punk-
cie
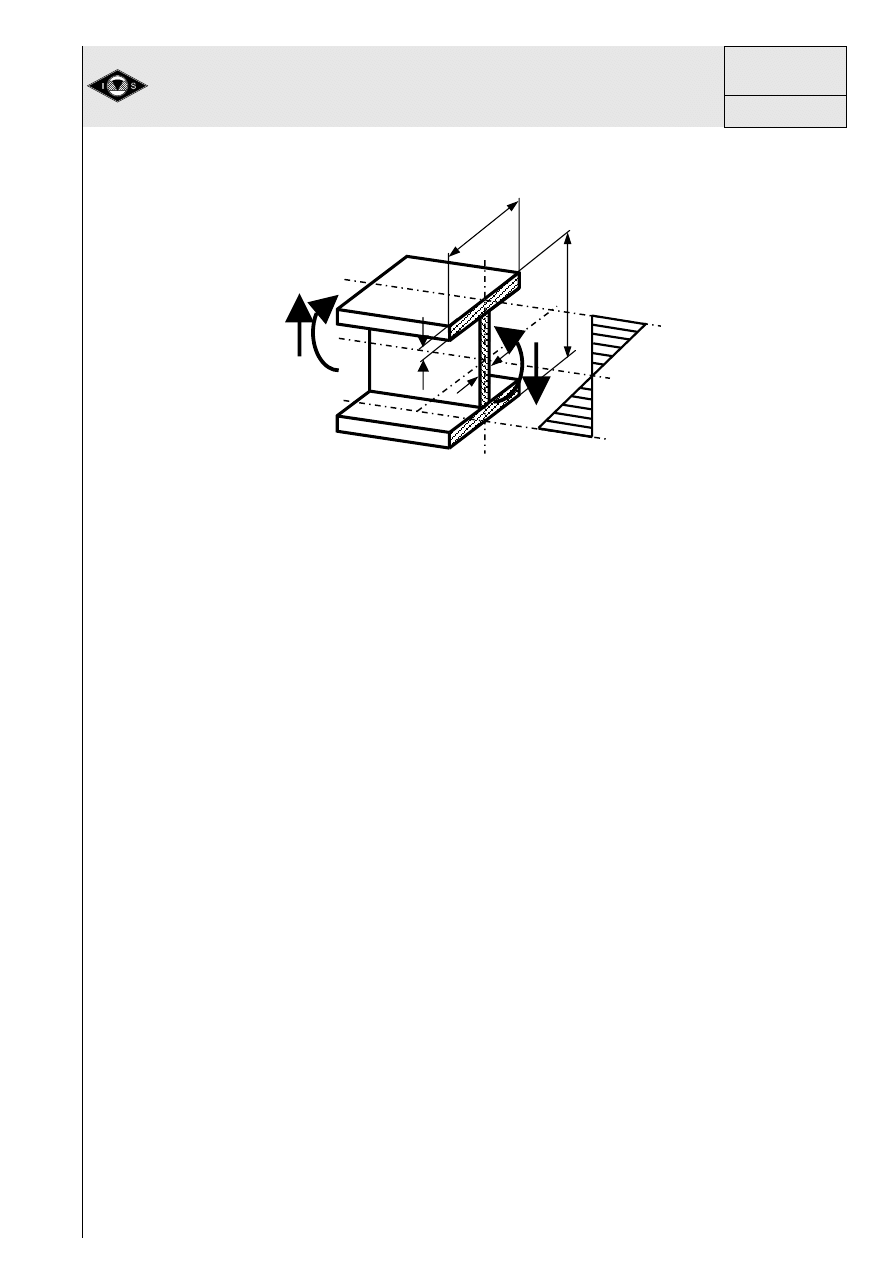
Na rys.6 przedstawiono przykład połowy kratownicy, w której osi
ą
symetrii jest o
ś
biegn
ą
ca wzdłu
ż
linii D
5
G
5
oraz rozwi
ą
zanie konstrukcyjne w
ę
zła. Elementy ze-
wn
ę
trzne kratownicy zwane s
ą
pasami górnym (G
0
G
5
) i dolnymi (D
0
D
5
), pr
ę
ty piono-
we – słupkami (np. D
1
G
1
) a pr
ę
ty uko
ś
ne (np. G
1
D
3
).
x
x
y
y
P
S
M
M
T
T
σ
max
t
b
h
g
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zastosowanie stali konstrukcyjnych i wysokowytrzymałych
2.11
Instytut
Spawalnictwa
w Gliwicach
AW 7
9
Rys. 6 Schemat kratownicy i obci
ąż
e
ń
Przeprowadzono obliczenia, w których wyznaczono siły w pr
ę
tach oraz sprawdzenie
na wyboczenie w pr
ę
tach
ś
ciskanych. Zało
ż
ono kształtowniki z trzech gatunków ma-
teriałów: S235, S355 i S420N. W tablicy 8 zestawiono siły w pr
ę
tach, ich długo
ś
ci,
przekroje kształtowników oraz koszt materiałów. Zastosowanie stali o wy
ż
szej wy-
trzymało
ś
ci daje zmniejszenie masy konstrukcji i oszcz
ę
dno
ś
ci kosztu surowców.
Ka
ż
da jednak kratownica musi by
ć
starannie obliczona. Szczególnie nale
ż
y zwróci
ć
uwag
ę
na pr
ę
ty
ś
ciskane. Tutaj wytrzymało
ść
materiału odgrywa niewielka rol
ę
. Zja-
wisko wyboczenia nie zale
ż
y od własno
ś
ci wytrzymało
ś
ciowych i nie b
ę
dzie zatem
prostej zale
ż
no
ść
masy elementu od wytrzymało
ś
ci materiału. Pomimo dro
ż
szego
materiału o wy
ż
szych własno
ś
ciach wytrzymało
ś
ciowych zmniejszenie masy daje
oszcz
ę
dno
ś
ci finansowe.
5. Statki
Stale do budowy statków sklasyfikowane s
ą
w przepisach Polskiego Rejestru
Statków [19]. Sklasyfikowane zostały w jedenastu grupach:
- stale kadłubowe o zwykłej i o podwy
ż
szonej wytrzymało
ś
ci
- stale na konstrukcje pracuj
ą
ce w niskich temperaturach
- stale o okre
ś
lonych własno
ś
ciach w kierunku grubo
ś
ci materiału
- stale do budowy kotłów i zbiorników ci
ś
nieniowych
- stale w wysokiej wytrzymało
ś
ci, ulepszone cieplnie, na konstrukcje spawane
- stale odporne na korozj
ę
- stale platerowane
- rury stalowe
- stale walcowane do wyrobów ła
ń
cuchów kotwicznych
- odkuwki stalowe
- odlewy ze staliwa
D
0
D
1
D
2
D
3
D
4
D
5
G
0
G
1
G
2
G
3
G
4
G
5
16,8
29,55
28,1
28,1
28,1
28,1
29
55
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zastosowanie stali konstrukcyjnych i wysokowytrzymałych
Instytut
Spawalnictwa
w Gliwicach
2.11
AW 8
10
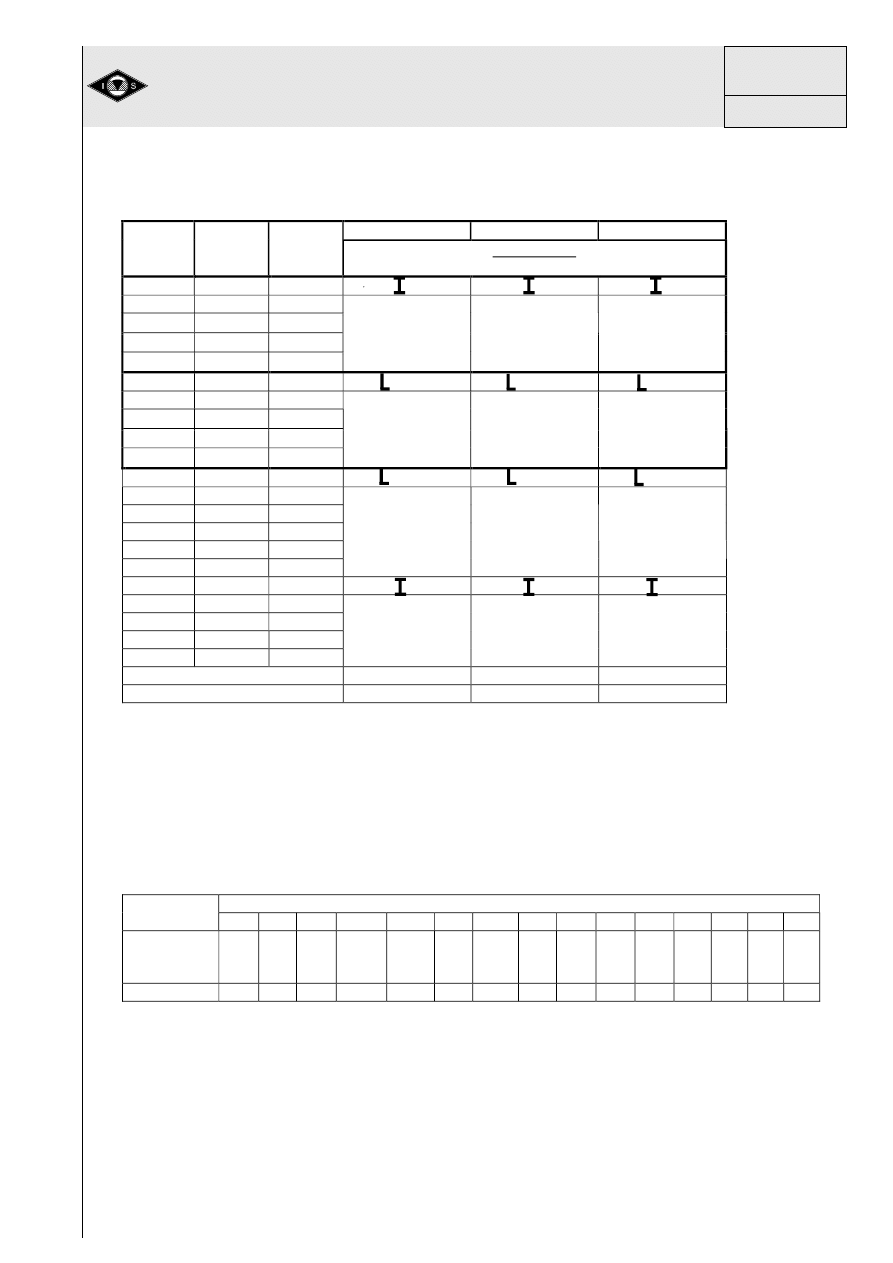
Tablica 8. Zestawienie danych konstrukcyjnych dla ró
ż
nych wersji materiału
S235
S355
S420N
Pr
ę
t
Siła [kN]
Długo
ść
[m]
Kształtownik
Masa [kg]
D0D1
0
2,00
½ 240
½ 200
½ 180
D1D2
243,6
1,75
D2D3
395,5
1,75
D3D4
463,6
1,75
D4D5
493,5
1,75
162
118
99
G0D1
297,6
2,44
2 75x50x6
2 60x40x6
2 45x30x6
G1D2
199,6
2,35
G2D3
91,6
2,45
G3D4
44,9
2,55
G4D5
9,0
2,65
141
112
82
G0D0
0
1,40
2 45x30x4
2 45x30x4
2 45x30x4
G1D1
-170,6
1,57
G2D2
-98,4
1,71
G3D3
-61,7
1,86
G4D4
-31,7
2,00
G5D5
-48,5
2,15
48
48
48
G0G1
-243,6
2,00
½ 300
½ 200
½ 200
G1G2
-394,6
1,76
G2G3
-464,9
1,76
G3G4
-494,4
1,76
G4G5
-497,6
1,76
310
151
151
Razem masa [kg]
661
429
380
Koszt surowca [zł]
1625
1201
1254
Stale o zwykłej wytrzymało
ś
ci kategorii A, B, D i E posiadaj
ą
granic
ę
plastyczno
ś
ci
min
Re
= 235 MPa. W pierwszej wymienionej grupie wyst
ę
puj
ą
równie
ż
stale o wy
ż
-
szej wytrzymało
ś
ci przeznaczone do budowy kadłubów statków, których składy che-
miczne zestawiono w tablicy 9.
Tablica 9. Zawarto
ś
ci składników stopowych w stalach okr
ę
towych o wy
ż
szych wła-
sno
ś
ciach wytrzymało
ś
ciowych
Maksymalna zawarto
ść
składników stopowych [%]
Kategoria
C
Si
Mn
P
1)
S
2)
N
Al
met
Cr
Mo
Cu
Nb
Ni
Ti
V
AH32,36,40
DH32,36,40
EH32,36,40
0,18 0,5
1,6 0,035 0,035
-
0,015 0,2 0,08 0,35 0,05 0,4 0,02 0,1
FH32,36,40 0,16 0,5
1,6 0,025 0,025 0,009 0,015 0,2 0,08 0,35 0,05 0,8 0,02 0,1
Własno
ś
ci wytrzymało
ś
ciowe tych stali zestawiono w tablicy 10 .
Do budowy kadłubów okr
ę
towych stosowane SA równie
ż
stale o wysokiej wytrzyma-
ło
ś
ci ulepszane cieplnie. W zale
ż
no
ś
ci od warto
ś
ci granicy plastyczno
ś
ci stale te po-
dzielono na tzw. poziomy plastyczno
ś
ci, w których
e
R
wynosi odpowiednio: 420, 460,
500, 550, 620 i 690 MPa. Skład chemiczny tych stali okre
ś
la wytwórca na podstawie
analizy wytopowej. Wra
ż
liwo
ść
na p
ę
kanie zimne ustala si
ę
na podstawie wzoru(3).
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zastosowanie stali konstrukcyjnych i wysokowytrzymałych
2.11
Instytut
Spawalnictwa
w Gliwicach
AW 9
11
Tablica 10. Zestawienie własno
ś
ci stali kadłubowych o wy
ż
szej wytrzymało
ś
ci
Próba udarno
ś
ci
Minimalna praca łamania [J]
t
≤
50
50
<
t
≤
70
70
<
t
≤
100
Kategoria
stali
min
e
R
[MPa]
m
R
[MPa]
5
A
[%]
Temp.
próby
[
0
C]
L
T
L
T
L
T
AH32
0
31
22
38
26
46
31
DH32
-20
31
22
38
26
46
31
EH32
-40
31
22
38
26
46
31
FH32
315
440
570
22
-60
31
22
Nie ma zastosowania
AH36
0
34
24
41
27
50
34
DH36
-20
34
24
41
27
50
34
EH36
-40
34
24
41
27
50
34
FH36
355
490
630
21
-60
34
24
AH40
0
41
27
DH40
-20
41
27
EH40
-40
41
27
FH40
390
510
660
20
-60
41
27
Nie ma zastosowania
L - próbka wzdłu
ż
na, T – próbka poprzeczna
B
V
Mo
Cr
Ni
Cu
Mn
Si
C
P
cm
5
10
15
20
60
20
20
30
++++
++++
++++
++++
++++
++++
++++
++++
====
[%]
(3)
Maksymalne zawarto
ś
ci podstawowych pierwiastków stopowych zestawiono w tabli-
cy 11.
Tablica 11. Zestawienie podstawowych pierwiastków stopowych dla stali o wysokiej
wytrzymało
ś
ci
Maksymalne zawarto
ś
ci pierwiastków podstawowych [%]
Kategoria stali
C
Si
Mn
P
S
N
A420-A690
0,21
0,55
1,70
0,035
0,035
0,020
D420-D690
E420-E690
0,20
0,55
1,70
0,030
0,030
0,020
F420-F690
0,18
0,55
1,70
0,025
0,025
0,020
Reszt
ę
pierwiastków: Cu, Ni, Cr, Mo, V i B dobiera producent stali. Wymienione stale
wysokowytrzymałe musz
ą
spełnia
ć
nast
ę
puj
ą
ce wymagania (tablica 11).
6. Ruroci
ą
gi
Stały wzrost zapotrzebowania na surowce energetyczne tworzy potrzeb
ę
bu-
dowania nowych coraz to wi
ę
kszych i wydajniejszych ruroci
ą
gów na gaz i rop
ę
naf-
tow
ą
. Z technologicznego punktu widzenia przesył ropy naftowej lub gazu przy po-
mocy ruroci
ą
gów nie sprawia wi
ę
kszych trudno
ś
ci. Głównym czynnikiem decyduj
ą
-
cym o wyborze rodzaju i wielko
ś
ci ruroci
ą
gu jest ekonomika jego transportu [17].
Głównymi parametrami przesyłu b
ę
dzie wydajno
ść
i ci
ś
nienie, gdzie wydajno
ść
prze-
kłada si
ę
na wymiar (
ś
rednic
ę
i pr
ę
dko
ść
przetłaczania). Do tego dochodz
ą
parame-
try okre
ś
laj
ą
ce stopie
ń
wykorzystania ruroci
ą
gu (współczynnik, obci
ąż
enia, stopie
ń
automatyzacji). Przykładowo koszt transportu 1 m
3
gazu ruroci
ą
giem o
ś
rednicy 900
mm jest o 40% mniejszy ni
ż
w przypadku ruroci
ą
gu o
ś
rednicy 600 mm. Zastosowa-
nie gazoci
ą
gu o
ś
rednicy 1020 mm w porównaniu ze
ś
rednic
ą
325 mm daje w rezul-
tacie sze
ś
ciokrotne zu
ż
ycie stali, ale pi
ę
ciokrotne obni
ż
enie kosztów eksploatacji,
czterokrotne obni
ż
enie nakładów inwestycyjnych i dwudziestotrzykrotne zwi
ę
kszenie
przepustowo
ś
ci. Równie
ż
odległo
ść
na jak
ą
projektuje si
ę
gazoci
ą
g ma istotne zna-
czenie i jest funkcj
ą
jego
ś
rednicy. I tak przy przesyle gazu na odległo
ść
4 – 5 tys. km
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zastosowanie stali konstrukcyjnych i wysokowytrzymałych
Instytut
Spawalnictwa
w Gliwicach
2.11
AW 10
12
opłacalnym b
ę
dzie zastosowanie rur o
ś
rednicy 2 – 2,5 m. Przepustowo
ść
takiego ru-
roci
ą
gu pod ci
ś
nieniem 72 bary wyniesie 220 mld m
3
na rok [17]. Podstawowym su-
rowcem do budowy ruroci
ą
gów s
ą
rury stalowe wykonywane wg ró
ż
nych technologii i
z ró
ż
nych gatunków stali. Na rys.7 przedstawiono schemat podziału asortymentu rur
wg technologii ich wykonywania.
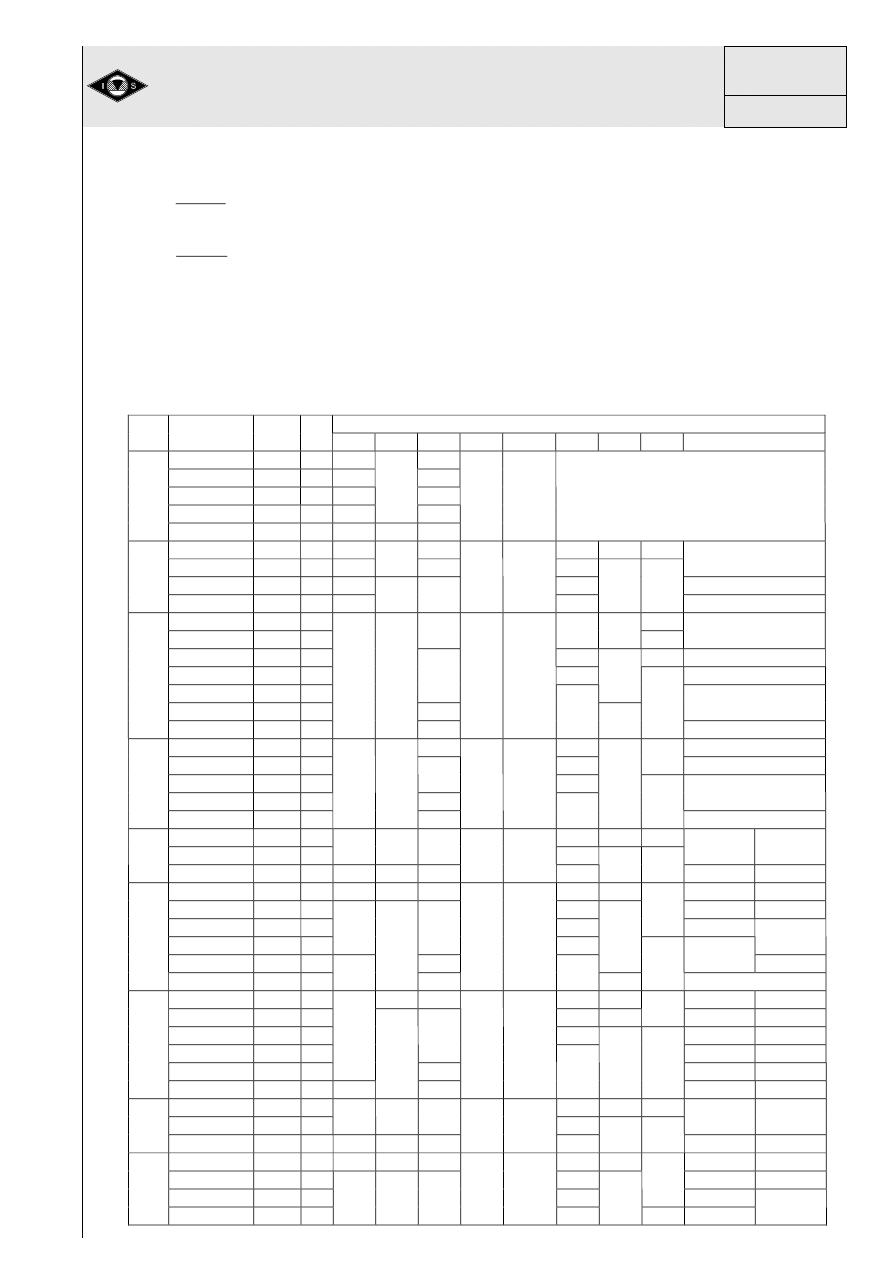
Tablica 12. Wymagania odno
ś
nie własno
ś
ci wytrzymało
ś
ciowych
Rozci
ą
ganie
Udarno
ść
Praca łamania [J]
Kategoria
stali
e
R
lub
2
,
0
R
[MPa]
m
R
[MPa]
5
A
[%]
Temp.
[
0
C]
L
T
A420
0
D420
-20
E420
-40
F420
420
530
680
18
-60
42
28
A460
0
D460
-20
E460
-40
F460
460
570
720
17
-60
46
31
A500
0
D500
-20
E500
-40
F500
500
610
770
16
-60
50
33
A550
0
D550
-20
E550
-40
F550
550
670
830
16
-60
55
37
A620
0
D620
-20
E620
-40
F620
620
720
890
15
-60
62
41
A690
0
D690
-20
E690
-40
F690
690
770
940
14
-60
69
46
Rys. 7 Podział rur stalowych ze wzgl
ę
du na technologie wytwarzania
Rury stalowe przewodowe
Rury bez szwu [S]
Rury ze szwem [W]
Rury zgrzewane elektrycznie
Rury spawane ŁK [SAW]
Rury spawane
Przetop ŁK
Wypełnienie ŁK [COW]
Rury zgrzewane indukcyjnie [EW]
Rury zgrzewane doczołowo [BW]
Rury wzdłu
ż
nie spawane ŁK [SAWL]
Rury spiralnie spawane ŁK [SAWH]
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zastosowanie stali konstrukcyjnych i wysokowytrzymałych
2.11
Instytut
Spawalnictwa
w Gliwicach
AW 11
13
Procedura projektowania ruroci
ą
gu w pierwszym etapie obejmuje analiz
ę
ekono-
miczn
ą
, której celem b
ę
dzie minimalizacja kosztów budowy i eksploatacji. Podsta-
wowymi parametrami zało
ż
e
ń
projektowych s
ą
: wydajno
ść
[kg/godz] i odległo
ść
transportu. Do wst
ę
pnego i orientacyjnego obliczenia
ś
rednicy ruroci
ą
gu nale
ż
y sko-
rzysta
ć
ze wzoru (4).
max
128
,
1
V
W
d
wopt
≥≥≥≥
(4)
gdzie: W – wydajno
ść
ruroci
ą
gu [m
3
/s]
V
max
– maksymalna pr
ę
dko
ść
przesyłanego medium [ m/s]
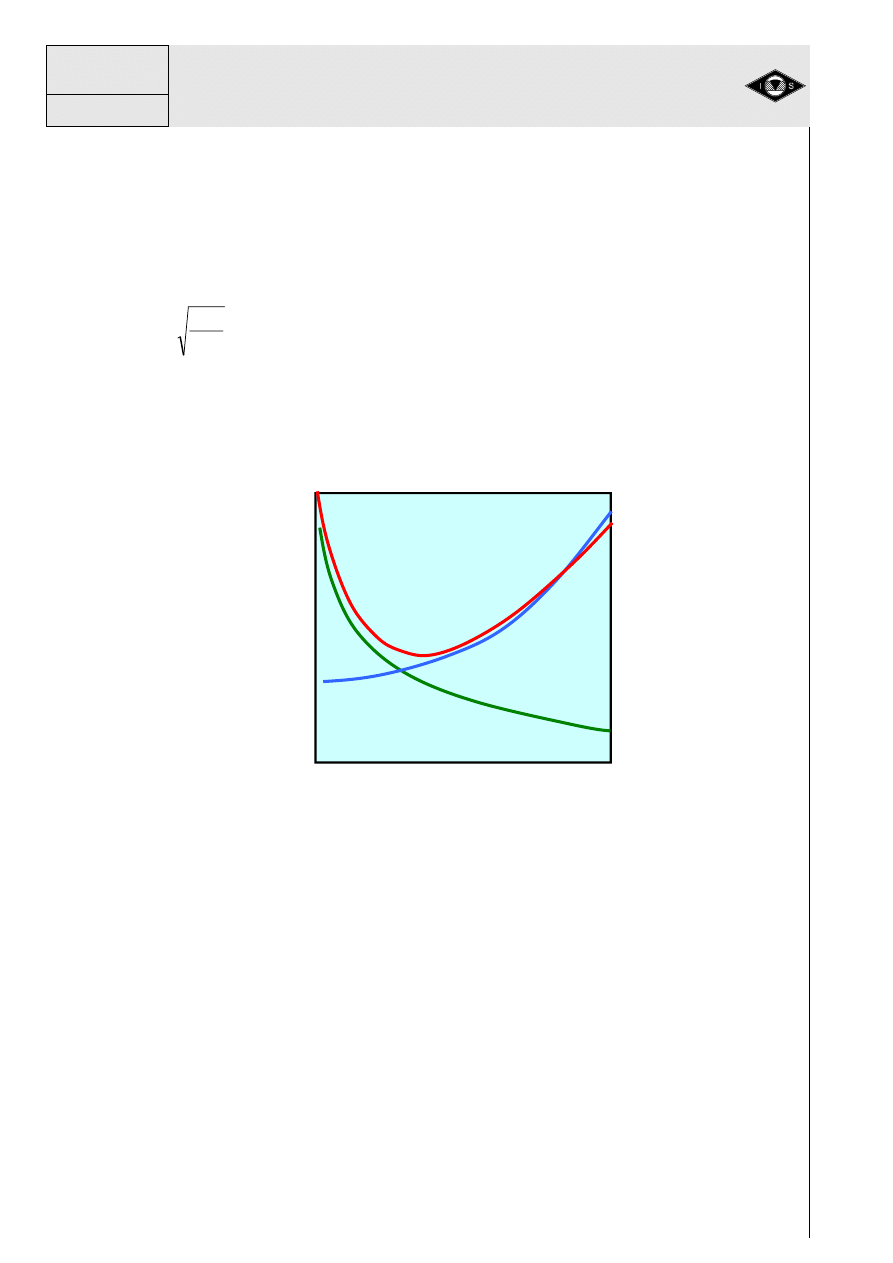
Wzór jest efektem optymalizacji całkowitego kosztu eksploatacji w ci
ą
gu roku jako
sumy kosztów stałych i zmiennych w odniesieniu do
ś
rednicy (rys. 8 )
Rys. 8. Diagram optymalizacji wymiaru ruroci
ą
gu ze wzgl
ę
du na koszt
Kolejnym etapem tworzenia zało
ż
e
ń
jest dobór odpowiedniego materiału na rur
ę
.
Decyduj
ą
o tym nast
ę
puj
ą
ce czynniki:
- odpowiedni zapas wytrzymało
ś
ci stali (f
d
)
e
d
R
f
78
,
0
≅≅≅≅
(5)
- podatno
ść
na spawanie okre
ś
lona odpowiednim składem chemicznym
- mo
ż
liwo
ść
spawania i pracy w niskich temperaturach.
Stal na ruroci
ą
gi wg norm europejskich została scharakteryzowana w normach: EN
10208-1, EN 10208-2 i EN 10208-3 [17,18].
Klasa A [18] obejmuje gatunki stali dla rur o podstawowej jako
ś
ci wykonania. Klasa B
[19] obejmuje gatunki stali dla rur o wy
ż
szej jako
ś
ci wykonania, które podlegaj
ą
kon-
troli nieniszcz
ą
cej i kontroli ci
ą
gliwo
ś
ci i przeznaczone s
ą
do budowy ruroci
ą
gów da-
lekiego przesyłu. Klasa C obejmuje gatunki stali przeznaczonych do budowy ruroci
ą
-
gów dla paliw ciekłych i gazowych zawieraj
ą
cych podwy
ż
szone zawarto
ś
ci H
2
S.
W tablicy 13 zestawiono podstawowe wymagania dla stali wg tych norm.
Ruroci
ą
gi wymiarowane s
ą
wg dwóch stanów granicznych: 1 – stan graniczny no-
ś
no
ś
ci, dla którego wytrzymało
ść
obliczeniowa okre
ś
lona jest przez
dp
d
f
f
====
i 2 –
stan graniczny u
ż
ytkowania, dla którego
dn
d
f
f
====
.
Ś
rednica [m]
R
o
czn
y
ko
szt
t
ra
n
s
p
o
rt
u
Koszty stałe K
S
Koszty zmienne K
Z
Koszty całkowite K
C
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zastosowanie stali konstrukcyjnych i wysokowytrzymałych
Instytut
Spawalnictwa
w Gliwicach
2.11
AW 12
14
n
m
m
dp
m
R
f
γγγγ
γγγγ
1
====
(6)
n
m
m
dn
m
R
f
γγγγ
γγγγ
2
====
(7)
gdzie:
m
R
- minimalna wytrzymało
ść
na rozci
ą
ganie
m
- 0,6 – 0,9 wsp. warunków pracy, zale
ż
y od kategorii ruroci
ą
gów , liczby
poł
ą
cze
ń
spawanych na monta
ż
u, zakresu NDT oraz wielko
ś
ci wst
ę
pnych
próbnych obci
ąż
e
ń
hydraulicznych.
Tablica 13 Zestawienie własno
ś
ci stali przeznaczonych na ruroci
ą
gi
Zawarto
ś
ci pierwiastków stopowych [%]
max
Kl.
Gatunek
R
t0,5
[MPa]
A
[%]
C
Si
Mn
P
S
V
Nb
Ti
C
*
e
/P
**
cm
L210GA
210
25 0,21
0,90
L235GA
235
23 0,16
1,20
L245GA
245
22 0,20
1,15
L290GA
290
21 0,20
0,40
1,40
A
L360GA
360
20 0,22 0,55 1,45
0,30
0,30
Nie okre
ś
la si
ę
L245NB
245
22 0,16
1,1
-
-
-
L290NB
290
21 0,17
0,40
1,2
0,05
0,42
*
L360NB
360
20 0,20
0,10
0,45
*
B
(N)
L415NB
415
18 0,21
0,45 1,6
0,025 0,020
0,15
0,05 0,04
Uzgadnia si
ę
L245MB
245
22
-
L290MB
290
21
1,5
0,04 0,04
-
0,04
*
L360MB
360
20
0,05
0,04
0,041
*
L415MB
415
18
0,08
0,042
*
L450MB
450
18
1,6
0,05
L485MB
485
18
1,7
0,043
*
B
(M)
L555MB
555
18
0,16 0,45
1,8
0,025 0,02
0,10
0,06
0,06
Uzgadnia si
ę
L360QB
360
20
1,4
0,05
0,42
*
L415QB
415
18
0,08
0,04
0,43
*
L450QB
450
18
1,6
0,09
L485QB
485
18
1,7
0,45
*
B
(Q)
L555QB
555
18
0,16 0,45
1,8
0,025 0,02
0,10
0,05
0,06
Uzgadnia si
ę
L245NC
245
22
-
-
-
L290NC
290
21
0,14 0,40 1,35
0,05
0,36
*
0,19
**
C
(N)
L360NC
360
20 0,16 0,45 1,65
0,020 0,01
0,10
0,05 0,04
0,43
*
0,22
**
L290QC
290
21 0,14 0,40 1,35
0,04 0,04
0,34
*
0,19
**
L360QC
360
20
0,07
0,39
*
0,20
**
L415QC
415
18
0,08
0,04
0,41
*
L450QC
450
18
0,16
1,65
0,09
0,22
**
L485QC
485
18
1,75
0,05
0,42
*
0,23
**
C
(Q)
L555QC
485
18
0,17
0,45
1,85
0,020 0,01
0,10
0,06
0,06
Uzgadnia si
ę
L290MC
290
21
0,40 1,35
0,04 0,04
0,34
*
0,19
**
L360MC
360
20
0,05 0,05
0,04
0,37
*
0,20
**
L415MC
415
18
0,08
0,38
*
0,21
**
L450MC
450
18
1,65
0,39
*
0,22
**
L485MC
485
18
0,12
1,75
0,41
*
0,23
**
C
(M)
L555MC
485
18 0,14
0,45
1,85
0,20
0,01
0,10
0,06 0,06
Uzg.
Uzg.
*
L245NCS
245
22
-
-
-
L290NCS
290
21
0,14 0,40 1,35
0,05
0,36
*
0,19
**
CS
(N)
L360NCS
360
20 0,16 0,45 1,65
0,20 0,003
0,10
0,05 0,04
0,43
*
0,22
**
L290QCS
290
21 0,14 0,40 1,35
0,04 0,04
0,34
*
0,19
**
L360QCS
360
20
0,07
0,39
*
0,20
**
L415QCS
415
18
0,08
0,04
0,41
*
CS
(Q)
L450QCS
450
18
0,16 0,45 1,65
0,20 0,003
0,09
0,05
0,06
0,42
*
0,22
**
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zastosowanie stali konstrukcyjnych i wysokowytrzymałych
2.11
Instytut
Spawalnictwa
w Gliwicach
AW 13
15
L290MCS
290
21
0,40 1,25
0,04 0,04
0,34
*
0,19
**
L360MCS
360
20
0,05 0,05
0,04
0,37
*
0,20
**
L415MCS
415
18
1,45
0,08
0,38
*
0,21
**
L450MCS
450
18
0,10
0,39
*
0,22
**
CS
(M)
L485MCS
485
18
0,10
0,45
1,55
0,20 0,002
0,10
0,06 0,06
0,39
*
0,22
**
Legenda:
A – gatunki wg EN 10208-1
B - gatunki wg EN 10208-2
C - gatunki wg EN 10208-3 dla niekwa
ś
nego medium nie zawieraj
ą
cego H
2
S
CS - gatunki wg EN 10208-3 dla kwa
ś
nego medium zawieraj
ą
cego H
2
S
*)
-
15
5
6
Ni
Cu
V
Mo
Cr
Mn
C
C
e
++++
++++
++++
++++
++++
++++
====
(8)
**)
-
B
Ni
Si
Cu
Mo
Cr
Mn
V
C
P
cm
5
60
30
20
15
10
++++
++++
++++
++++
++++
++++
++++
++++
====
(9)
1
m
γγγγ
- 1,34 – 1,55 – wsp. gatunku stali, rodzaju rur i zjawisk losowych
2
m
γγγγ
- 1,1 – 1,2 - wsp. odchyłki parametrów wytrzymało
ś
ciowych i
geometrycznych uwzgl
ę
dniaj
ą
cy technologie produkcji i dokładno
ść
kontroli
n
γγγγ
- 1,0 – 1,1 wsp. konsekwencji zniszczenia
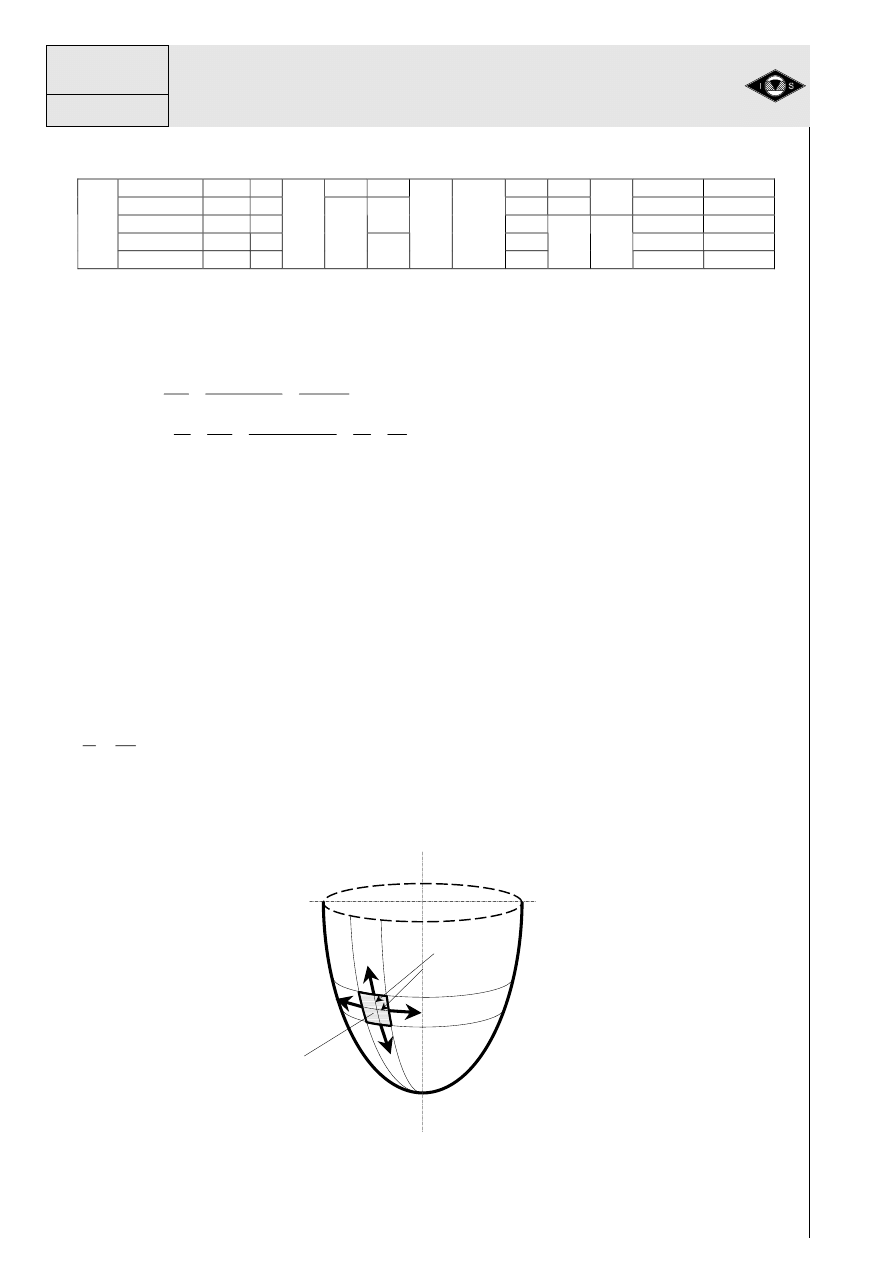
7. Zbiorniki ci
ś
nieniowe
W obrotowych naczyniach zamkni
ę
tych o kształtach kulistych lub walcowych
obci
ąż
onych ci
ś
nieniem wewn
ę
trznym w
ś
ciankach wyst
ę
puje bezmomentowy stan
napr
ęż
e
ń
, który okre
ś
lony jest warunkiem:
20
1
≤≤≤≤
r
g
(1
g – grubo
ść
ś
cianki
r – promie
ń
krzywizny powłoki
Rys.9. Bezmomentowy stan napr
ęż
e
ń
w powłoce obrotowej.
O
1
O
2
σ
2
σ
2
σ
1
σ
1
r
1
r
2
Element
powłoki
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zastosowanie stali konstrukcyjnych i wysokowytrzymałych
Instytut
Spawalnictwa
w Gliwicach
2.11
AW 14
16
Według tej teorii stan napr
ęż
e
ń
opisany jest dwoma składowymi:
σ
1
- napr
ęż
anie o kierunku równoległym do osi (południkowym)
σ
2
- napr
ęż
anie obwodowe (równole
ż
nikowe)
Zale
ż
no
ś
ci te przedstawiaj
ą
si
ę
nast
ę
puj
ą
co:
g
r
p
2
2
1
====
σσσσ
(11)
−−−−
====
1
2
2
2
2
2
r
r
g
r
p
σσσσ
(12)
Napr
ęż
enia zredukowane zgodnie z hipotez
ą
Hubera wynosz
ą
:
2
1
2
2
2
1
σσσσ
σσσσ
σσσσ
σσσσ
σσσσ
−−−−
++++
====
R
(13)
po podstawianiu zale
ż
no
ś
ci (12) i (13) otrzymujemy:
((((
))))
2
2
2
1
1
1
2
3
2
r
r
r
r
r
g
r
p
R
++++
−−−−
====
σσσσ
(14)
Jest to przypadek ogólny. Dla zbiornika kulistego gdzie r
1
i r
2
s
ą
jednakowe napr
ę
-
ż
enie zast
ę
pcze wyniesie:
g
r
p
R
2
====
σσσσ
(15)
Dla zbiornika walcowego, gdzie r
1
=
∞
napr
ęż
enie zast
ę
pcze wyniesie:
g
r
p
R
2
3
====
σσσσ
(16)
Z zale
ż
no
ś
ci 15 i 16 mo
ż
na okre
ś
li
ć
grubo
ść
ś
cianki w zale
ż
no
ś
ci od napr
ęż
e
ń
za-
le
ż
nych od danego gatunku materiału. Wyznacznikiem napr
ęż
eniowym gatunku ma-
teriału b
ę
dzie w przypadku naczy
ń
ci
ś
nieniowych napr
ęż
enie dopuszczalne wg Wa-
runków Dozoru Technicznego WUDT-UC-WO-O.
65
,
1
/ t
e
R
k
====
(17)
gdzie: R
e/t
– granica plastyczno
ś
ci w danej temperaturze obliczeniowej ( dla celów
zadania przyj
ę
to temperatur
ę
20
o
C.
Dla zbiornika kulistego wzór na grubo
ść
ś
cianki wyniesie zatem:
k
r
p
g
2
====
(18)
a dla zbiornika walcowego odpowiednio:
k
r
p
g
2
3
====
(19)
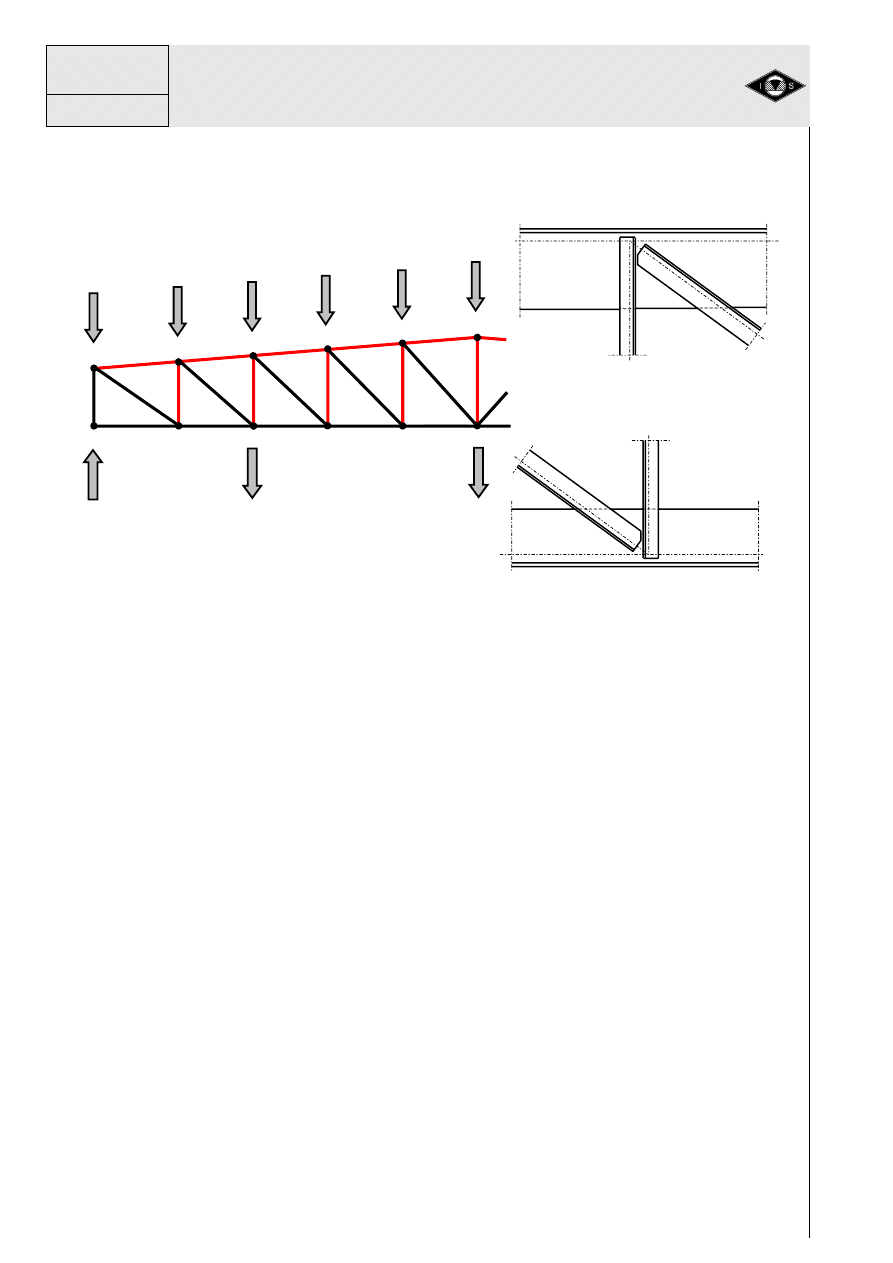
W tablicy 14 zestawiono grubo
ś
ci
ś
cianki zbiorników dla ró
ż
nych materiałów
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zastosowanie stali konstrukcyjnych i wysokowytrzymałych
2.11
Instytut
Spawalnictwa
w Gliwicach
AW 15
17
Tablica 14. Zestawienie kosztów dla ró
ż
nych wersji zbiornika
Zbiornik kulisty
Zbiornik walcowy
Gatunek
k
[MPa]
g
[mm]
masa
[kg/m]
%
masy
Cena
[zł/t]
Koszt
[zł/m
2
]
g
[mm]
masa
[kg/m
2
]
Cena
[zł/t]
%
masy
Koszt
[zł/m
2
]
P235GH
136
28
220
100
2500
550
-
-
-
-
-
P235GH
130
1)
-
-
-
-
-
50
393 2500 100
982
P355GH
215
18
141
64
2800
395
30
236 2800
60
661
P420M
255
15
118
54
5000
590
25
196 5000
50
980
P460N
278
14
110
50
3500
385
22
173 3500
44
606
P690Q
418
8
63
29
7600
479
15
118 7600
30
897
1)
Dla grubo
ś
ci powy
ż
ej 50 mm
W tablicy zestawiono równie
ż
koszty 1 m
2
stali na dany zbiornik. Porównanie wielko-
ś
ci pozwala zestawi
ć
nast
ę
puj
ą
ce wnioski:
- Zbiorniki tak kuliste jak i walcowe wykonane ze stali niestopowej w gatunku
P2355GH s
ą
najci
ęż
sze i najdro
ż
sze. W tablicy 14 zestawiono tylko koszt materiału.
Bior
ą
c pod uwag
ę
koszt przetwórstwa (kształtowanie, spawanie, materiały dodatko-
we, kontrola jako
ś
ci itp.), koszt zbiorników ze stali P235GH o najwi
ę
kszej grubo
ś
ci
wzro
ś
nie z niew
ą
tpliw
ą
progresj
ą
w porównaniu ze zbiornikami ze stali o wy
ż
szych
własno
ś
ciach wytrzymało
ś
ciowych.
- Zbiorniki ze stali wysokowytrzymałych s
ą
l
ż
ejsze i wymagaj
ą
mniejszej ilo
ś
ci stali.
Ma to równie
ż
znaczenie ekologiczne. Zu
ż
ycie energii w procesie metalurgicznym
stali i towarzysz
ą
ce temu procesowi zanieczyszczenie
ś
rodowiska b
ę
dzie wi
ę
ksze w
przypadku stali niestopowej (wi
ę
ksza masa wsadu hutniczego). W przypadku zbior-
ników przewo
ź
nych mniejsza masa zbiornika to mniejsze zu
ż
ycie materiałów p
ę
d-
nych i równie
ż
mniejsze zanieczyszczenie
ś
rodowiska i mniejszy koszt transportu.
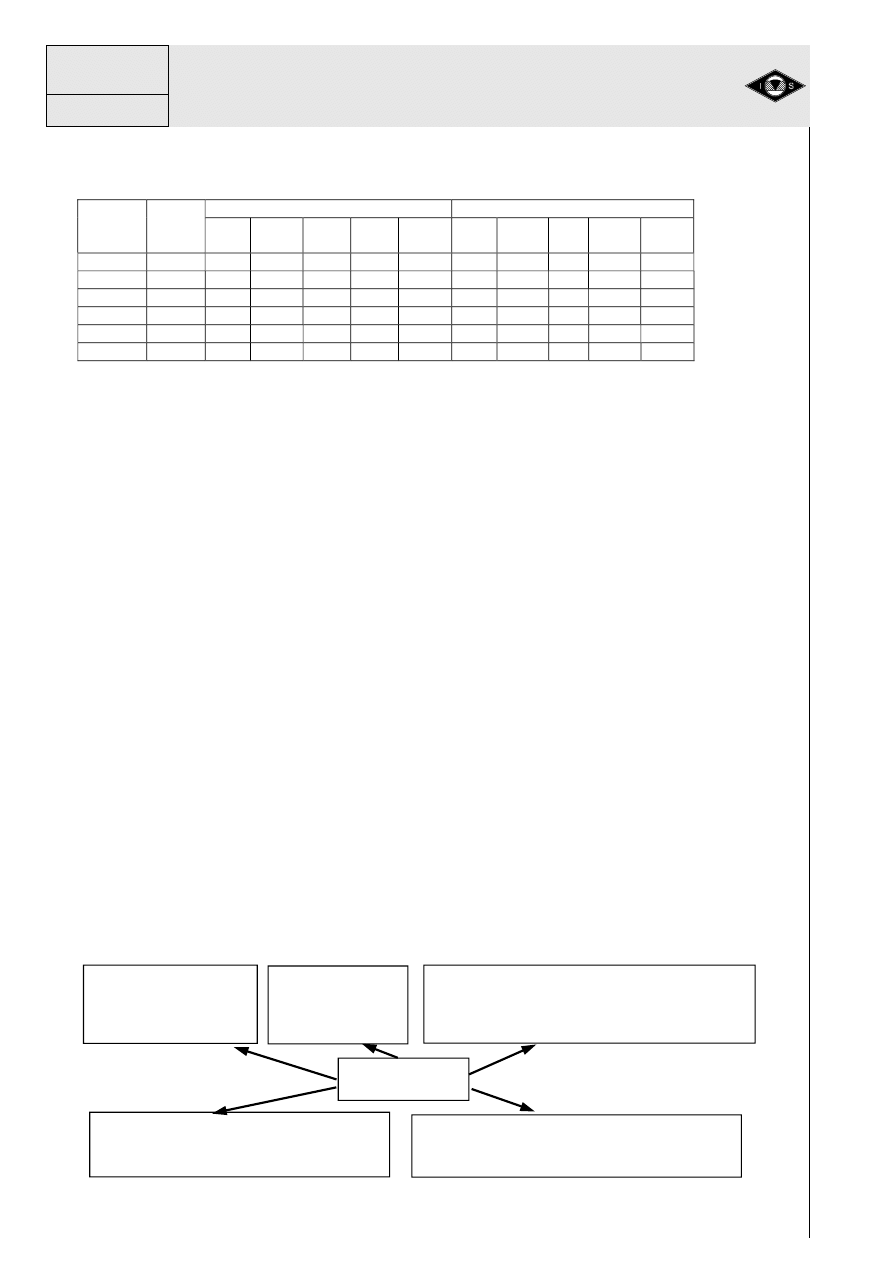
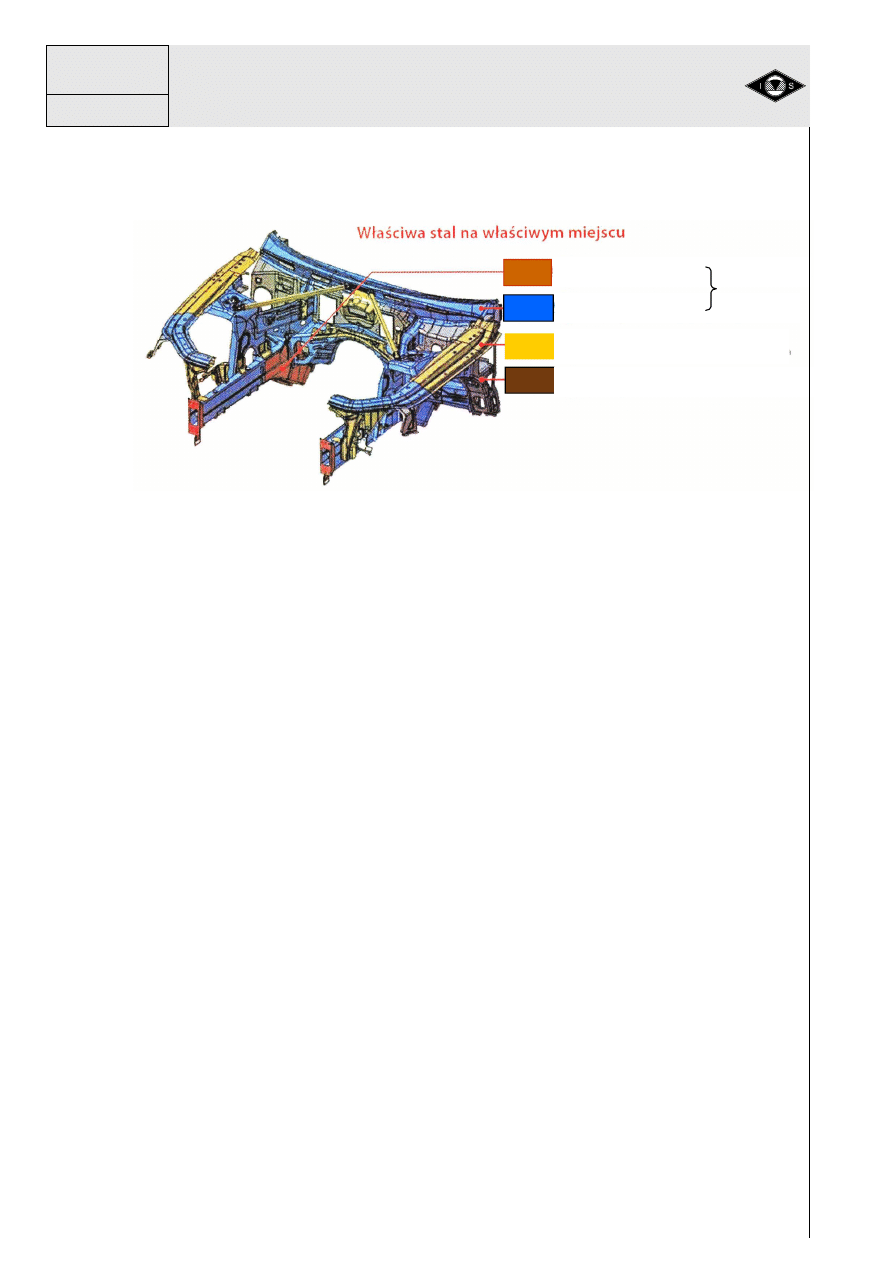
8. Motoryzacja
Oszcz
ę
dno
ść
paliwa poprzez zmniejszenie masy pojazdu stała si
ę
głównym za-
daniem konstruktorów w przemy
ś
le samochodowym. Karoseria samochodowa sta-
nowi około 25-30 % całkowitej masy pojazdu
ś
redniej wielko
ś
ci i tam wła
ś
nie istniej
ą
realne mo
ż
liwo
ś
ci znacznego zmniejszenia masy całego pojazdu. Producenci sa-
mochodów wyró
ż
niaj
ą
pi
ęć
głównych obszarów, które trzeba wzi
ąć
pod uwag
ę
przy
doborze nowego materiału (rys.10):
-
koszt,
-
mo
ż
liwo
ś
ci przetwarzania,
-
mo
ż
liwo
ś
ci kształtowania,
-
własno
ś
ci fizyczne i jako
ść
,
-
wpływ na
ś
rodowisko.
Rys. 10. Wymagania stawiane materiałom w przemy
ś
le samochodowym
Materiał
Wpływ na
ś
rodowisko:
-
zu
ż
ycie energii,
-
mozliwo
ść
recy-
klingu
Koszt:
-
wytworze-
nia,
-
operacyjne,
-
konserwacji
Produkcja:
-
zdolno
ść
do odkształce
ń
plastycznych,
-
spawalno
ść
,
-
zdolno
ść
do nanoszenia powłok malarskich
Własno
ś
ci fizyczne i jako
ść
:
-
wytrzymało
ść
, sztywno
ść
, trwało
ść
,
-
odporno
ś
c na uszkodzenia w wypadkach,
-
stabilno
ść
wymiarowa
Kształtowanie:
-
mo
ż
liwo
ść
łatwego projektowania konstrukcji,
-
jako
ść
powierzchni,
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zastosowanie stali konstrukcyjnych i wysokowytrzymałych
Instytut
Spawalnictwa
w Gliwicach
2.11
AW 16
18
Głównym materiałem stosowanym do chwili obecnej na karoserie samochodowe jest
stal, która jako materiał spełnia wszystkie warunki (tablica 15). Do zalet stali jako ma-
teriału konstrukcyjnego mo
ż
na zaliczy
ć
:
-
niski koszt w porównaniu do innych materiałów,
-
łatwo
ść
przetwarzania,
-
mo
ż
liwo
ść
zwi
ę
kszenia odporno
ś
ci na korozje poprzez stosowanie pokry
ć
ochronnych np. cynku
-
powszechna dost
ę
pno
ść
,
-
dobra spawalno
ść
i zgrzewalno
ść
,
-
łatwo
ść
poddania procesowi recyklingu,
-
dobre pochłanianie energii w trakcie zderzenia.
Do głównych wad zaliczy
ć
mo
ż
na:
-
wi
ę
ksza g
ę
sto
ść
w porównaniu do innych materiałów,
-
brak odporno
ś
ci na korozj
ę
.
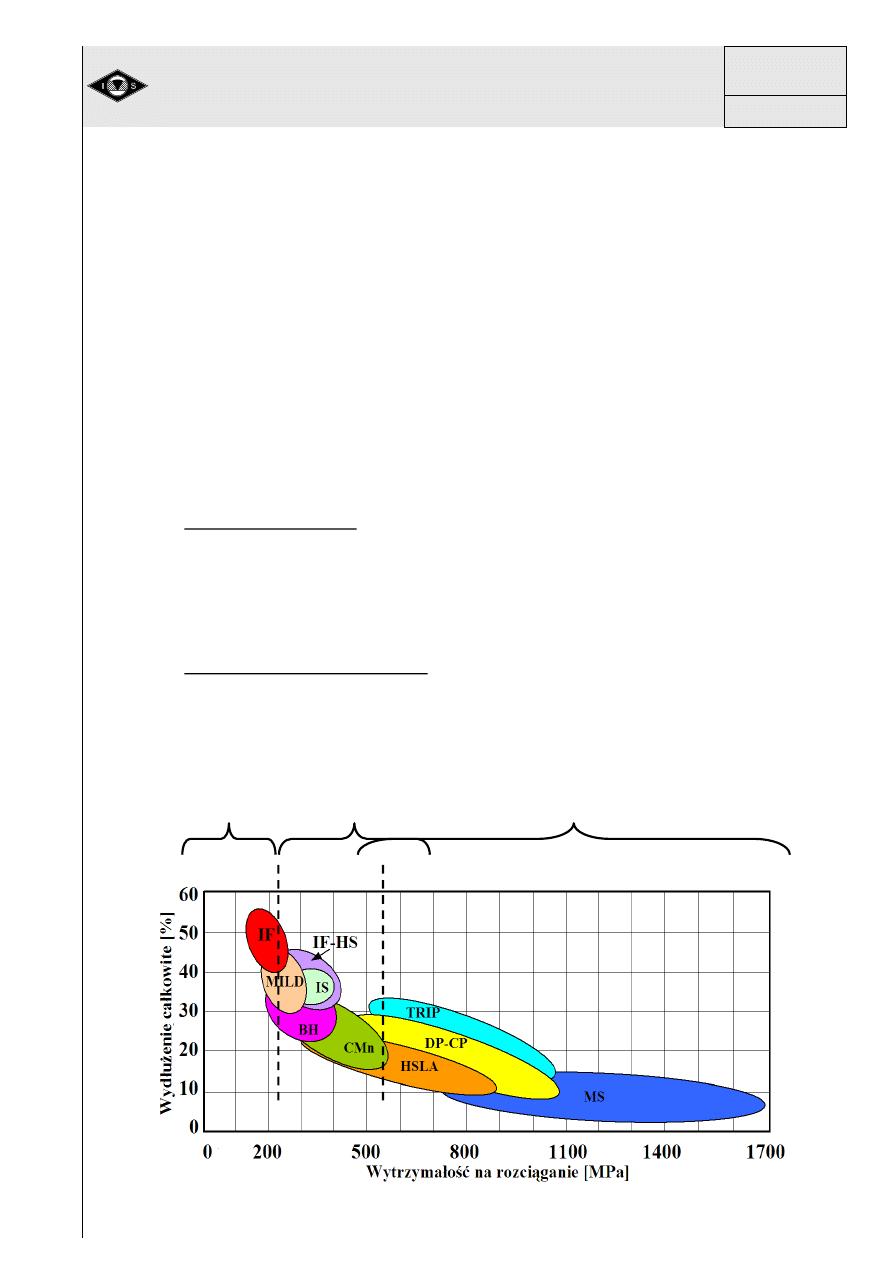
W przemy
ś
le motoryzacyjnym stosowane s
ą
dwie podstawowe grupy stali:
a) stale konwencjonalne:
-
stale mi
ę
kkie, MS – ang. mild steel,
-
stale tłoczne bez atomów mi
ę
dzyw
ę
złowych, IF - ang. interstitial free,
-
stale tłoczne izotropowe, IS – ang. isotropic,
-
stale umacniane wydzieleniowe, BH – ang. bake hardenable,
-
stale CMn – w
ę
glowo-manganowe,
-
stale wysokowytrzymałe niskostopowe, HASLA – ang. high strength low alloy
b) stale o wysokiej wytrzymało
ś
ci
, AHSS – advanced high strength steel:
-
stale ferrytyczno-martenzytyczne, DP – ang. dual phase
-
stale typu TRIP – ang. transformation induced plasticity,
-
stale typu CP – ang. complex phase,
-
stale martenzytyczne, MART – ang. martensitic.
-
Stale typu TWPI - ang. twinning induced plasticity
Rys. 11 Porównanie wła
ś
ciwo
ś
ci mechanicznych stali stosowanych
w przemy
ś
le samochodowym
Stale podstawo-
we niestopowe
Stale o wysokiej wy-
trzymało
ś
ci
Stale ultra wysokiej wytrzymało
ś
ci
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zastosowanie stali konstrukcyjnych i wysokowytrzymałych
2.11
Instytut
Spawalnictwa
w Gliwicach
AW 17
19
Rys. 12 Optymalne wykorzystanie stali na przykładzie
komory silnika samochodu osobowego
Zasadnicza ró
ż
nica pomi
ę
dzy konwencjonalnymi stalami HSS a nowymi sta-
lami AHSS wynika z rodzaju mikrostruktury, okre
ś
lonej składnikami fazowymi oraz
ilo
ś
ci
ą
i morfologi
ą
.
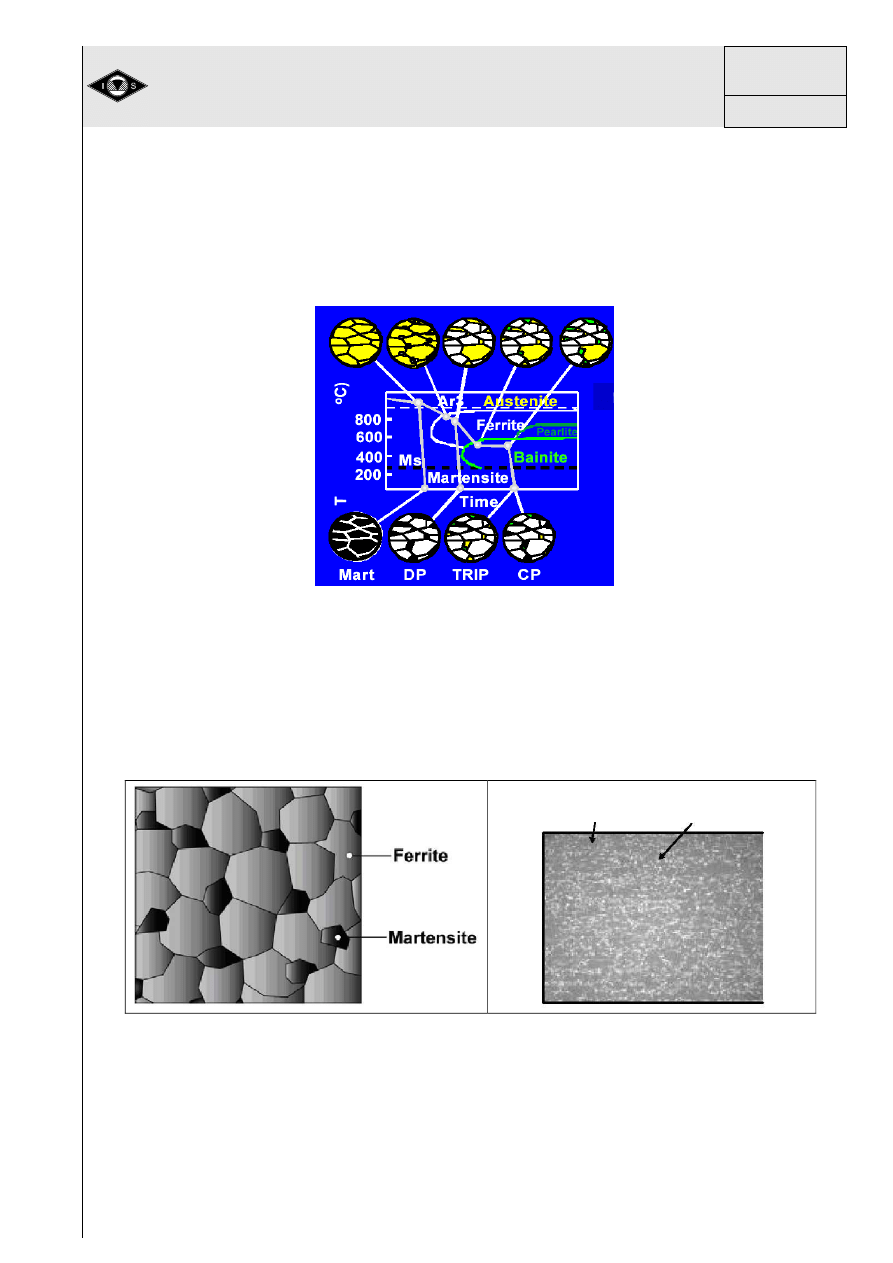
Nowoczesne stale AHSS o wysokie wytrzymało
ś
ci s
ą
wytwarzane w proce-
sach o kontrolowanych przebiegach chłodzenia, z zakresu wyst
ę
powania fazy auste-
nitycznej, austenityczno-ferrytycznej lub ferrytycznej. Schemat przebiegu procesu
chłodzenia oraz uzyskiwane struktury, na tle wykresu CTPc, przedstawiono na rys.
13. Struktura martenzytyczna w stali jest uzyskiwana poprzez szybkie zamra
ż
anie w
temperaturze przemiany martenzytycznej. Stale ferryto-martenzytyczne (DP) uzysku-
je si
ę
przez kontrolowane chłodzenie z fazy austenitycznej (wyroby walcowane na
gor
ą
co) lub z zakresu dwufazowego ferryt-austenit (dla wy
ż
arzania w linii ci
ą
głej i
pokrywanych ogniowo cynkiem blachach) do przemiany pewnej ilo
ś
ci austenitu na
ferryt, przed szybkim chłodzeniem do temperatury przemiany austenitu szcz
ą
tkowe-
go na martenzyt. Stale typu TRIP wymagaj
ą
zastosowania wytrzymania izotermicz-
nego w temperaturze po
ś
redniej, która pozwala uzyskiwa
ć
pewn
ą
ilo
ść
bainitu. Stale
z wysok
ą
zawarto
ś
ci
ą
krzemu i w
ę
gla wykazuj
ą
równie
ż
znacz
ą
zawarto
ść
austenitu
szcz
ą
tkowego w finalnej mikrostrukturze. Stale typu CP wymagaj
ą
zastosowania
przebiegu chłodzenia podobnego do stali TRIP, jednak odmienny skład chemiczny
jest tak dobrany,
ż
e otrzymujemy struktur
ę
składaj
ą
c
ą
si
ę
z mniejszej ilo
ś
ci austenitu
szcz
ą
tkowego oraz drobne wydzielenia umacniaj
ą
cych faz martenzytycznych i baini-
tycznych. Dodatki pierwiastków stopowych w postaci krzemu sprzyjaj
ą
wzbogaceniu
przechłodzonego austenitu w w
ę
giel, co w rezultacie powoduje zwi
ę
kszenie ilo
ś
ci
austenitu szcz
ą
tkowego w strukturze finalnej.
Wszystkie stale wysokowytrzymałe mog
ą
by
ć
otrzymywane zarówno w proce-
sie walcowania na gor
ą
co i chłodzenia na samotoku odprowadzaj
ą
cym, jak i w pó
ź
-
niejszym procesie walcowania na zimno. Dobór parametrów walcowania, takich jak
pr
ę
dko
ść
walcowania, temperatura pasma, rozkład gniotów na poszczególne prze-
pusty oraz kontrolowane chłodzenie wpływaj
ą
na optymaln
ą
wielko
ść
ziarna i mikro-
struktur
ę
wyrobu. Bardzo szybkie chłodzenie kr
ę
gów ta
ś
m walcowanych na gor
ą
co
prowadzi do uzyskania prawie w cało
ś
ci struktury martenzytycznej.
UHSS
16% Stal R
e
>>>>
900 MPa
(MART 950, MART 1250)
VHSS
59% Stal R
e
600 – 900 MPa
(CP700, DP700)
HSS
MS
AHSS
12% Stal R
e
300 – 600 MPa
(DP300, 350, 400, 500,TRIP 450)
13% Stal R
e
<<<<
300 MPa
(BH210, 260, DP 280)
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zastosowanie stali konstrukcyjnych i wysokowytrzymałych
Instytut
Spawalnictwa
w Gliwicach
2.11
AW 18
20
Struktura blach wytworzonych metod
ą
obróbki cieplo-mechanicznej, wykazuje
drobnoziarnist
ą
budow
ę
(ziarna osi
ą
gaj
ą
wielko
ść
ś
rednio 4
µ
m) i równomierne roz-
mieszczenie w osnowie ziarn ferrytu (wynosz
ą
cy dla stali DP i TRIP ok. 45%) oraz
zwi
ę
kszaj
ą
cych wytrzymało
ść
ziarn martenzytu, bainitu oraz austenitu [20].
Rys. 13. Wykres CTPc z przedstawionymi ró
ż
nymi pr
ę
dko
ś
ciami chłodzenia
z ewolucj
ą
mikrostruktur
8.1 Wła
ś
ciwo
ś
ci stali typu DP
Mikrostruktura stali dwufazowych DP składa si
ę
z mi
ę
kkiej fazy ferrytycznej,
której znajduje si
ę
15 do 70% (obj
ę
to
ś
ciowo) oraz twardej fazy martenzytycznej
(mo
ż
liwy jest równie
ż
udział fazy bainitycznej). Mi
ę
kka faza ferrytyczna o znacznej
g
ę
sto
ś
ci dyslokacji w pobli
ż
u granic mi
ę
dzyfazowych stanowi ci
ą
gł
ą
osnow
ę
, w której
rozmieszczone s
ą
„wysepki” fazy martenzytycznej (rys. 14).
ferryt martenzyt
(szary) (jasny)
Rys. 14. Mikrostruktura stali ferrytyczno-martenzytycznej typu DP
W trakcie kształtowania plastycznego odkształcenie lokalizuje si
ę
w mi
ę
kkiej
fazie ferrytycznej, powoduj
ą
c szczególnie intensywne umacnianie, które odró
ż
nia t
ę
stal od zwykłych stali u
ż
ywanych na blachy tłoczne (rys. 14). Du
ż
a intensywno
ść
umocnienia, wykazywana równocze
ś
nie z du
ż
ym wydłu
ż
eniem całkowitym powodu-
je,
ż
e stale DP maj
ą
znacznie wy
ż
sz
ą
wytrzymało
ść
od stali konwencjonalnych, o
podobnej granicy plastyczno
ś
ci.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zastosowanie stali konstrukcyjnych i wysokowytrzymałych
2.11
Instytut
Spawalnictwa
w Gliwicach
AW 19
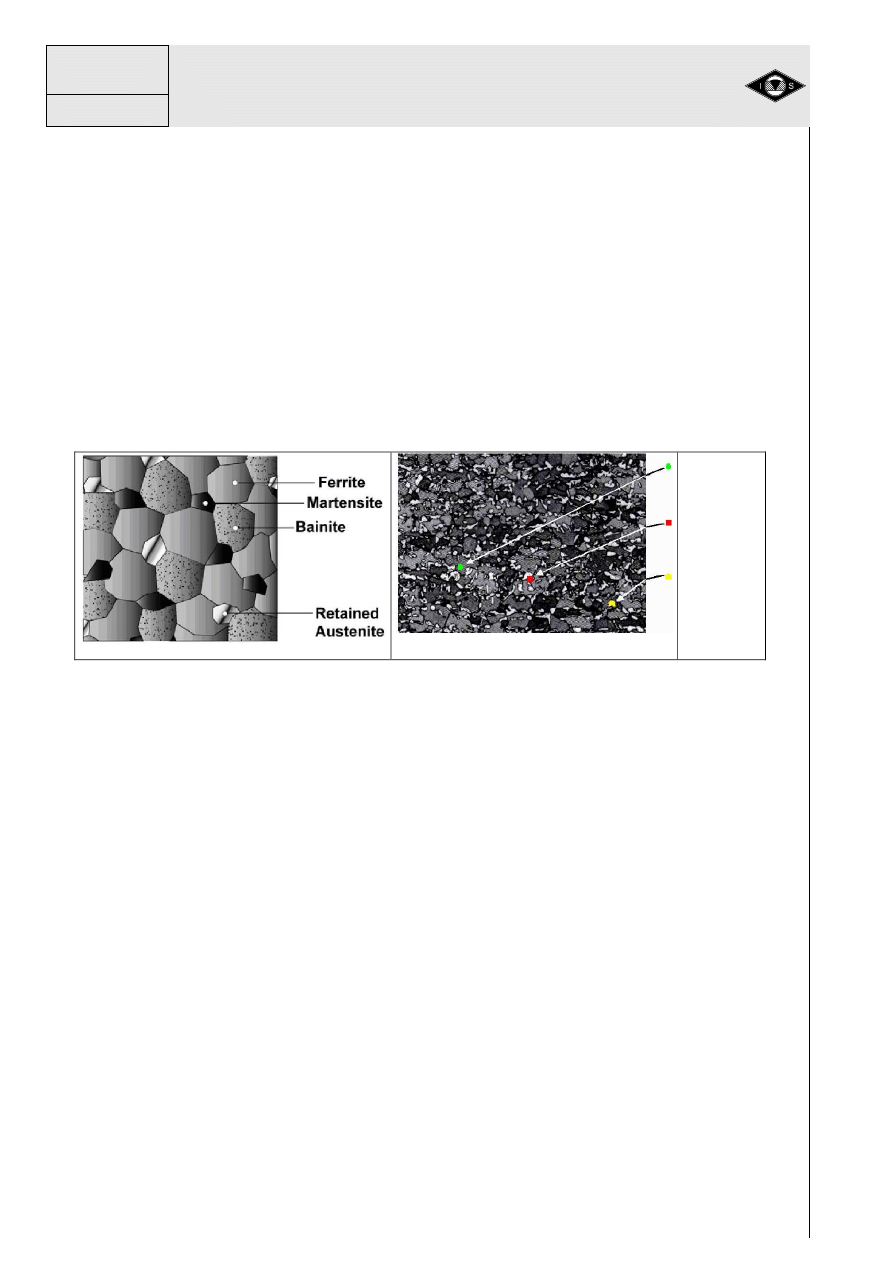
21
8.2 Wła
ś
ciwo
ś
ci stali typu TRIP
Mikrostruktura stali TRIP, których plastyczno
ść
jest wywołana przemian
ą
, ma
ci
ą
gł
ą
osnow
ę
ferrytyczn
ą
, wewn
ą
trz której znajduj
ą
si
ę
wydzielenia twardych faz
martenzytu i bainitu (rys. 15). Stale te zawieraj
ą
równie
ż
austenit szcz
ą
tkowy, w ilo
ś
ci
wi
ę
kszej ni
ż
5% zawarto
ś
ci obj
ę
to
ś
ciowej. Do produkcji elementów stalowych, wyko-
rzystuj
ą
cych efekt TRIP u
ż
ywa si
ę
stali o składzie chemicznym: 0,15
÷
0,3% C,
1,0
÷
2,0% Mn oraz ł
ą
czne st
ęż
enie Si+Al nie przekraczaj
ą
ce 1,7% . Stale te otrzy-
mywane s
ą
technologi
ą
„walcowania na gor
ą
co”, która w praktyce polega na kontro-
lowanym walcowaniu z wolnym chłodzeniem lub nawet przystankiem izotermicznym
w zakresie dwufazowym, pomi
ę
dzy temperaturami Ac
3
i Ac
1
, po którym nast
ę
puje
szybkie chłodzenie do temperatury 450
÷
300
°
C, a nast
ę
pnie wolne chłodzenie w zwi-
ni
ę
tych kr
ę
gach lub wytrzymanie izotermiczne przy tej temperaturze od 10 do 60 mi-
nut.
Ferryt
Marten-
zyt
Austenit
szcz
ą
t-
kowy
Rys. 15. Mikrostruktura stali typu TRIP
W trakcie procesu technologicznego nast
ę
puje tworzenie wtórnych twardych
faz w mi
ę
kkim ferrycie, które s
ą
nast
ę
pnie przyczyn
ą
intensywnego umocnienia od-
kształceniowego. Ponadto, podczas kształtowania plastycznego na zimno, w stalach
typu TRIP szcz
ą
tkowy austenit intensywnie przekształca si
ę
w martenzyt, powoduj
ą
c
tym samym wzrost stopnia umocnienia przy wi
ę
kszych odkształceniach. Du
ż
a inten-
sywno
ść
umocnienia, utrzymuj
ą
cego si
ę
dla stali TRIP przy du
ż
ych odkształceniach,
powoduje nieznaczn
ą
ich przewag
ę
w zakresie wła
ś
ciwo
ś
ci mechanicznych, w sto-
sunku do stali DP. Stal typu TRIP jest stosowana na elementy samochodów, prze-
znaczone do dynamicznych odkształce
ń
, jak np. zderzaki. Dodatki stopowe oraz
struktura stali zmniejszaj
ą
podatno
ść
jej do zgrzewania.
8.3 Wła
ś
ciwo
ś
ci stali CP
Stale CP nale
żą
do grupy stali o stosunkowo dobrej plastyczno
ś
ci, przy du
ż
ej
wytrzymało
ś
ci na rozci
ą
ganie [2,6]. Stale typu CP zawieraj
ą
zwykle 0,1
÷
0,2% C,
1,2
÷
1,6% Mn, 0,2
÷
0,6% Si oraz mikrododatki V, Vb i Ti, o ł
ą
cznym st
ęż
eniu do 0,1%.
Mikrostruktura tej stali składa si
ę
z bardzo drobnoziarnistego ferrytu z du
żą
zawarto-
ś
ci
ą
frakcji faz twardych, które powoduj
ą
umocnienie wydzieleniowe. Zawieraj
ą
one
wiele takich samych dodatków stopowych, jakie znajduj
ą
si
ę
w stalach DP i TRIP
oraz dodatkowo zawieraj
ą
nieznaczne ilo
ś
ci niobu oraz tytanu i wanadu lub jednego
z tych pierwiastków, powoduj
ą
c tworzenie drobnodyspersyjnych wydziele
ń
umacnia-
j
ą
cych. Stale CP osi
ą
gaj
ą
wytrzymało
ść
na rozci
ą
ganie dochodz
ą
c
ą
do 800 MPa.
Stale CP charakteryzuj
ą
si
ę
dobr
ą
odkształcalno
ś
ci
ą
i wysok
ą
zdolno
ś
ci
ą
pochłania-
nia energii w trakcie zderzenia. Dzi
ę
ki tym wła
ś
ciwo
ś
ciom stale te s
ą
wykorzystywa-
ne na elementy konstrukcyjne umieszczone w drzwiach samochodu, ochraniaj
ą
ce
przed uderzeniami bocznymi.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zastosowanie stali konstrukcyjnych i wysokowytrzymałych
Instytut
Spawalnictwa
w Gliwicach
2.11
AW 20
22
8.4 Wła
ś
ciwo
ś
ci stali MART
W stalach martenzytycznych austenit wyst
ę
puj
ą
cy w czasie walcowania na
gor
ą
co lub wy
ż
arzania, ulega w czasie szybkiego chłodzenia prawie całkowitej prze-
mianie w martenzyt na wybiegu walcowni lub w sekcji chłodzenia, w linii ci
ą
głej ob-
róbki cieplnej. Mikrostruktura stali martenzytycznej zawiera głównie martenzyt listko-
wy. Stal martenzytyczna wykazuje maksymaln
ą
wytrzymało
ść
1500 MPa. Stal mar-
tenzytyczna jest cz
ę
sto poddawana zabiegowi odpuszczania dla poprawy ci
ą
gliwo
ś
ci
i mo
ż
e wtedy wykazywa
ć
znaczn
ą
odkształcalno
ść
, nawet przy ekstremalnie nieko-
rzystnych obci
ąż
eniach. W
ę
giel w tych stalach jest dodawany dla podwy
ż
szenia har-
towno
ś
ci, jak równie
ż
roztworowego umocnienia w celu podniesienia wytrzymało
ś
ci
martenzytu. W tej stali magnez, krzem, chrom, molibden, bor, wanad, nikiel s
ą
u
ż
y-
wane w ró
ż
nych kombinacjach dla zwi
ę
kszenia hartowno
ś
ci.
8.5 Stale TWIP
S
ą
to stale z dodatkiem 15
÷
30% manganu. Stale te cechuje niska masa wła-
ś
ciwa (
ρ
=7,73 g/cm
3
), uzyskana poprzez zastosowanie dodatków krzemu i alumi-
nium. Dzi
ę
ki odpowiedniemu zaprojektowaniu składu chemicznego oraz dzi
ę
ki me-
chanizmowi odkształcenia plastycznego przez bli
ź
niakowanie, stale te wykazuj
ą
wy-
sok
ą
granic
ę
plastyczno
ś
ci, rz
ę
du 600
÷
1100 MPa i bardzo du
ż
e wydłu
ż
enie, równe
60
÷
95%. Powstanie w mikrostrukturze faz martenzytycznych zale
ż
y głównie od
energii bł
ę
du uło
ż
enia, temperatury i stopnia odkształcenia przetwarzanej stali.
Tablica 15. Zestawienie gatunków stali stosowanych
w przemy
ś
le motoryzacyjnym
Gatunek stali
Re
(MPa)
Rm
(MPa)
Wydłu
ż
enie
(%)
BH 210/340
210
340
34-39
BH 260/370
260
370
29-34
DP 280/600
280
600
30-34
IF 300/420
300
420
29-36
DP 300/500
300
500
30-34
HSLA 350/450
350
450
23-27
DP 350/600
350
600
24-30
DP 400/700
400
700
19-25
TRIP 450/800
450
800
26-32
DP 500/800
500
800
14-20
CP 700/800
700
800
10-15
DP 700/1000
700
1,000
12-17
Mart 950/1200
950
1,200
5-7
Mart 1250/1520
1,250
1,520
4-6
9. Literatura
1. PN EN 10025-1:2007 Wyroby walcowane na gor
ą
co ze stali konstrukcyjnych.
Cz
ęść
1: Ogólne warunki dostawy
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zastosowanie stali konstrukcyjnych i wysokowytrzymałych
2.11
Instytut
Spawalnictwa
w Gliwicach
AW 21

23
2. PN EN 10025-2 :2007 Wyroby walcowane na gor
ą
co ze stali konstrukcyjnych.
Cz
ęść
2: Warunki techniczne dostawy stali konstrukcyjnych niestopowych.
3. PN EN 10025-3:2007 Wyroby walcowane na gor
ą
co ze stali konstrukcyjnych.
Cz
ęść
3: Warunki dostawy stali konstrukcyjnych drobnoziarnistych spawalnych po
normalizowaniu lub walcowaniu normalizuj
ą
cym
4. PN EN 10025-4:2007 Wyroby walcowane na gor
ą
co ze stali konstrukcyjnych.
Cz
ęść
4: Warunki dostawy stali konstrukcyjnych drobnoziarnistych spawalnych po
walcowaniu termomechanicznym
5. PN EN 10025-5:2007 Wyroby walcowane na gor
ą
co ze stali konstrukcyjnych.
Cz
ęść
5: Warunki dostawy stali konstrukcyjnych trudno rdzewiej
ą
cych
6. PN EN 10025-3:2007 Wyroby walcowane na gor
ą
co ze stali konstrukcyjnych.
Cz
ęść
6: Warunki dostawy wyrobów płaskich o podwy
ż
szonej granicy plastycz-
no
ś
ci w stanie ulepszonym cieplnie.
7. PN EN 10028-1:2004 Wyroby płaskie na urz
ą
dzenia ci
ś
nieniowe. Cz
ęść
1.
Wymagania ogólne.
8. PN EN 10028-2:2005 Wyroby płaskie na urz
ą
dzenia ci
ś
nieniowe. Cz
ęść
2.
Stale niestopowe i stopowe o okre
ś
lonych własno
ś
ciach w podwy
ż
szonych tem-
peraturach
9. PN EN 10028-3: 2005 Wyroby płaskie na urz
ą
dzenia ci
ś
nieniowe. Cz
ęść
3.
Stale spawalne drobnoziarniste normalizowane
10. PN EN 10028-4:2005 Wyroby płaskie na urz
ą
dzenia ci
ś
nieniowe. Cz
ęść
4.
Stale stopowe niklowe o okre
ś
lonych własno
ś
ciach w niskich temperaturach.
11. PN EN 10028-5:2005 Wyroby płaskie na urz
ą
dzenia ci
ś
nieniowe. Cz
ęść
5.
Stale spawalne drobnoziarniste walcowane termomechanicznie
12. PN EN 10028-6:2005 Wyroby płaskie na urz
ą
dzenia ci
ś
nieniowe. Cz
ęść
6.
Stale spawalne drobnoziarniste ulepszane cieplnie
13. PN EN 10149-1:2000 Wyroby płaskie walcowane na gor
ą
co ze stali o pod-
wy
ż
szonej granicy plastyczno
ś
ci do obróbki plastycznej na zimno. Ogólne warun-
ki dostawy
14. PN EN 10149-2 Wyroby płaskie walcowane na gor
ą
co ze stali o podwy
ż
szo-
nej granicy plastyczno
ś
ci do obróbki plastycznej na zimno. Warunki dostawy wy-
robów walcowanych termomechanicznie
15. PN EN 10149-3 Wyroby płaskie walcowane na gor
ą
co ze stali o podwy
ż
szo-
nej granicy plastyczno
ś
ci do obróbki plastycznej na zimno. Warunki dostawy wy-
robów normalizowanych lub walcowanych normalizuj
ą
co.
16. W.S. Michałowski, S. Trzop, Ruroci
ą
gi dalekiego zasi
ę
gu. F. ODYSSEUM, W-
wa 2005, Wyd IV rozszerzone, ISBN 83-86101-13-4
17. PN EN 10208-1, Rury stalowe przewodowe dla mediów palnych. Rury o kla-
sie A
18. PN EN 10208-2, Rury stalowe przewodowe dla mediów palnych. Rury o kla-
sie B
19. PRS Przepisy Klasyfikacji i Budowy Statków Morskich, Cz
ęść
IX, Materiały i
Spawanie, Gda
ń
sk 2002
20.
Grosman F.: Nowoczesne blachy stalowe na elementy karoserii w
ś
wietle pro-
jektu ULSAB-AVC. Hutnik-wiadomo
ś
ci hutnicze, 2003, No 7.
KONIEC
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zastosowanie stali konstrukcyjnych i wysokowytrzymałych
Instytut
Spawalnictwa
w Gliwicach
2.11
AW 22
Wyszukiwarka
Podobne podstrony:
IWE IWP 2 18 2012
IWE IWP 2 19 2012
IWE IWP 1 16 2012
IWE IWP 2 22 2012
IWE IWP 2 17 2012
IWE IWP 1 18 2012
IWE IWP 1 13 2012
IWE IWP 2 10 2 2012
IWE IWP 1 18 2012
IWE IWP 2 17 2012
IWE IWP 2 18 2012
IWE IWP 1 13 2012
IWE IWP 2 5 2012
IWE IWP 4 6 2012
IWE IWP 1 7 2012
IWE IWP 4 4 2012
IWE IWP 1 2 2012
IWE IWP 3 2 2012
więcej podobnych podstron