
Instytut
Spawalnictwa
w Gliwicach
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe
i procesy pokrewne
1.2
opracował:
dr inż. Jerzy Niagaj
Nowelizacja materiału: 01. 2012 r.

Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
1.2
Instytut
Spawalnictwa
w Gliwicach
WM 0
Spawanie tlenowo-gazowe i procesy pokrewne
Ogólny cel
nauczania:
Zapoznać kursantów z procesem spalania, rozkładem temperatury w płomieniu ga-
zowym, regulacją płomienia, urządzeniami spawalniczymi do określenia ciśnienia i
zużycia gazu oraz techniką spawania “w lewo” i “w prawo”.
Szczegółowe
cele nauczania:
Kursant musi umieć . . .
. . .
objaśnić zasadę spawania gazowego;
. . .
opisać zakres zastosowania spawania gazowego;
. . .
opisać właściwości gazów stosowanych do spawania gazowego.
. . .
określić rodzaje płomieni stosowanych do spawania gazowego;
. . .
wyjaśnić różnicę pomiędzy płomieniem tlenowo-acetylenowym a płomieniami in-
nych gazów palnych;
. . .
podać stosunek ilości tlenu do ilości acetylenu w płomieniu normalnym;
. . .
wymienić poszczególne strefy spalania w płomieniu tlenowo-acetylenowym i opisać
zachodzące w nich procesy;
. . .
określić położenie strefy roboczej w płomienu tlenowo-acetylenowym;
. . .
podać rozkład temperatury płomienia tlenowo-acetylenowego;
. . .
wyjaśnić możliwości regulacji płomienia w zależności od stosunku tlenu do acetyle-
nu;
. . .
opisać wpływ płomienia na stal w zależności od stosunku tlenu do acetylenu;
. . .
rozróżnić płomień miękki oraz twardy po prędkości wypływu mieszaniny acetylenu i
tlenu z palnika;
. . .
wyjaśnić zachowanie się płomienia przy różnej prędkości wypływu mieszaniny ace-
tylenu i tlenu z palnika;
. . .
wymienić wyposażenie stosowane przy spawaniu gazowym;
. . .
objaśnić zasady działania wytwornicy do acetylenu;
. . .
opisać budowę butli do acetylenu rozpuszczonego;
. . .
objaśnić zadania masy porowatej;
. . .
wymienić dopuszczalne zużycie acetylenu z butli;
. . .
wyjaśnić oznaczenie acetylenu rozpuszczonego wg PN-C-84905:1998;
. . .
opisać budowę butli do tlenu;
. . .
wyjaśnić oznaczenie tlenu sprężonego wg PN-C-84910:1997;
. . .
wymienić warunki składowania butli do gazów;
. . .
objaśnić zasadę działania bezpiecznika wodnego i suchego;
. . .
objaśnić zasadę działania reduktora;
. . .
objaśnić zasadę działania palnika inżektorowego i bezinżektorowego;
. . .
opisać konstrukcje złączy przeznaczonych do spawania gazowego;
. . .
wyjaśnić technikę spawania gazowego “w lewo”;
. . .
wyjaśnić technikę spawania gazowego “w prawo”;
. . .
objaśnić istotę drutu spawalniczego do spawania gazowego;
. . .
opisać normy dotyczące spoiw do spawania gazowego;
. . .
objaśnić oznaczenie drutów do spawania gazowego stali wg norm
PN-EN 12536 i PN-88/M-69420;
. . .
objaśnić oznakowanie prętów do spawania gazowego na wyrobie oraz opakowaniu;
. . .
określić warunki magazynowania prętów do spawania gazowego;
. . .
wyjaśnić typowe problemy wynikające przy spawaniu gazowym;
. . .
podać przykłady zastosowań spawania gazowego;
. . .
wyjaśnić podstawowe zasady BHP przy spawaniu gazowym.

Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
1.2
Instytut
Spawalnictwa
w Gliwicach
AW 1
Zasada spawania gazowego
Spawanie gazowe polega na stapianiu brzegów metali ł
ą
czonych przez na-
grzewanie płomieniem powstaj
ą
cym ze spalania si
ę
gazu palnego w at-
mosferze dostarczanego tlenu. Proces mo
ż
e by
ć
prowadzony przy u
ż
yciu
spoiwa lub bez jego udziału (np. spoina brze
ż
na).
Jako gaz palny w zdecydowanej wi
ę
kszo
ś
ci przypadków spawania u
ż
ywany
jest acetylen. Mo
ż
liwe jest zastosowanie innych gazów palnych, tj. propan-
butan, metan oraz wodór, jednak
ż
e zdarza si
ę
to bardzo rzadko.
Zakres zastosowania spawania gazowego
Spawanie gazowe mo
ż
e by
ć
zastosowane do ł
ą
czenia wielu materiałów,
jednak
ż
e najcz
ęś
ciej u
ż
ywa si
ę
je do spawania:
•
stali niestopowych oraz niskostopowych;
•
stali niskostopowych przeznaczonych do pracy w podwy
ż
szonych tempe-
raturach;
•
ż
eliwa;
•
mosi
ą
dzu.
Spawanie gazowe stosuje si
ę
przede wszystkim do prac remontowych.
Znacznie rzadziej bywa ono stosowane bezpo
ś
rednio do wykonania kon-
strukcji oraz wyrobów.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
Instytut
Spawalnictwa
w Gliwicach
1.2
AW 2
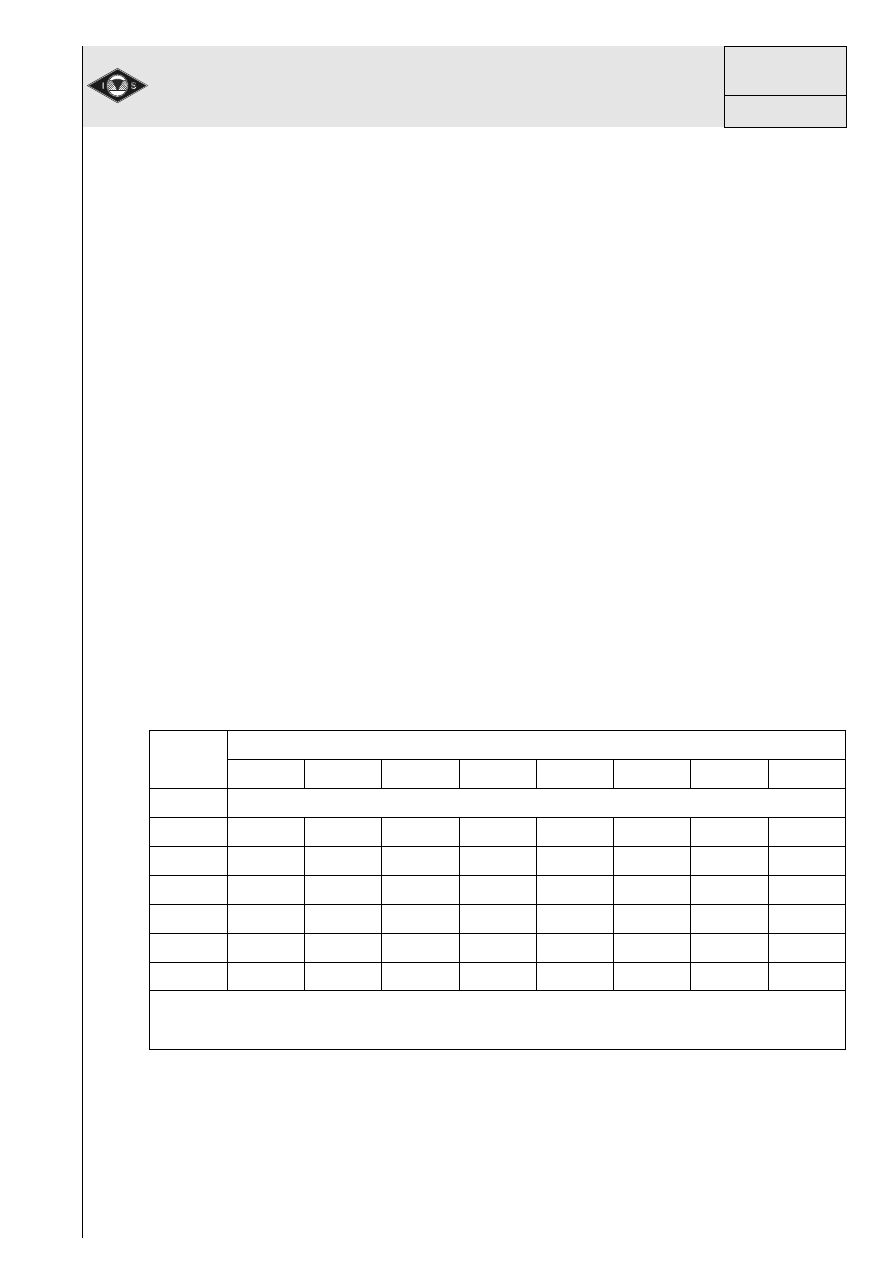
Gazy stosowane do spawania gazowego
Gaz
Wzór
che-
micz-
ny
G
ę
s-
to
ść
,
[kg/m
3
]
Najwy
ż
sza
tempera-
tura
płomienia
z tlenem,
[°C]
Granice wy-
buchowo
ś
ci
% obj
ę
to
ś
-
ciowych gazu
palnego
z powietrzem
Zagro
ż
enia
GAZY PALNE
Acetylen
C
2
H
2
1,17
3100
2,3-82,0
1) niebezpiecze
ń
stwo wybuchu przy
podwy
ż
szeniu ci
ś
nienia powy
ż
ej 0,15
MPa oraz temperatury powy
ż
ej 100°C ;
2) tworzy mieszanki wybuchowe
z powietrzem i tlenem;
3) tworzy acetylenki wybuchowe z miedzi
ą
Cu i srebrem Ag, a zatem stopy na
armatur
ę
nie mog
ą
zawiera
ć
wi
ę
cej ni
ż
70% Cu lub 25% Ag ;
4) ma działanie usypiaj
ą
ce.
Butan
C
4
H
10
2,70
2530
1,5-8,5
1) ci
ęż
szy od powietrza, a zatem nie mo
ż
e
by
ć
przechowywany w pomieszczeniach
znajduj
ą
cych si
ę
poni
ż
ej poziomu
terenu;
Propan
C
3
H
8
2,00
2450
2,1-9,5
2) tworzy mieszanki wybuchowe
z powietrzem i tlenem o ograniczonym
zakresie wybuchowo
ś
ci.
Metan
CH
4
0,72
2250
5,0-15,0
1) tworzy mieszanki wybuchowe
z powietrzem i tlenem o ograniczonym
zakresie wybuchowo
ś
ci.
Wodór
H
2
0,09
2520
4,0-75,0
1) tworzy mieszanki z powietrzem i tlenem,
które wybuchaj
ą
pod wpływem
nagrzania;
2) du
ż
a zdolno
ść
do przenikania przez
małe pory i szczeliny.
GAZY PODTRZYMUJ
Ą
CE PALENIE
Tlen
O
2
1,43
-
-
1) silnie podtrzymuje palenie;
2) w bezpo
ś
rednim zetkni
ę
ciu ł
ą
czy si
ę
w sposób wybuchowy z tłuszczami,
smarami i olejami, nawet je
ś
li s
ą
to
ś
lady na ubraniu lub zapocone dłonie
Powietrze
-
1,29
-
-
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
1.2
Instytut
Spawalnictwa
w Gliwicach
Rodzaje płomieni stosowane do spawania gazowego
Rozró
ż
nia si
ę
nast
ę
puj
ą
ce rodzaje płomieni:
•
płomie
ń
tlenowo-acetylenowy;
•
płomienie tlenowe innych gazów palnych (propan-butanu, metanu, gazu
ziemnego i gazu koksowniczego).
Płomienie innych gazów palnych zu
ż
ywaj
ą
do spalania znacznie wi
ę
cej tlenu
oraz maj
ą
ni
ż
szy zakres temperatur maksymalnych w porównaniu z płomie-
niem tlenowo-acetylenowym. W zwi
ą
zku z wi
ę
kszym zu
ż
yciem tlenu płomie-
nie innych gazów maj
ą
wła
ś
ciwo
ś
ci utleniaj
ą
ce, przez co zastosowanie ich
do spawania metali o du
ż
ym powinowactwie do tlenu, w tym m.in. stali, jest
ograniczone.
Ponadto, płomienie innych gazów palnych nie maj
ą
wyra
ź
nie zarysowanych
stref spalania, co znacznie utrudnia ich regulacj
ę
.
Rozkład temperatury w płomieniach:
tlenowo-
acetylenowym
propan-butanu
z tlenem
gazu ziemnego
z tlenem
AW 3
Instytut
Spawalnictwa
w Gliwicach
1.2
Licencja DVS – Düsseldorf.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
Strefy spalania w płomieniu tlenowo-acetylenowym
Stadium pierwsze
Stadium
drugie
⇓
⇓
Acetylen
+
Tlen
+
Tlen
→
Dwutlenek w
ę
gla +
Para wodna
1 C
2
H
2
1 O
2
1,5 O
2
2 CO
2
H
2
O
⇑
⇑
tlen
z palnika
tlen
z powietrza
UWAGA: 1 cz
ęść
acetylenu potrzebuje do spalania pełnego 2,5 cz
ęś
ci
tlenu
AW 4
Strefa robocza
Kita
Tlen z powietrza
1.2
Instytut
Spawalnictwa
w Gliwicach
Licencja DVS – Düsseldorf.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
Płomie
ń
tlenowo-acetylenowy
Strefa robocza
Kita
•
Powstanie gazów redukuj
ą
cych:
tlenku w
ę
gla (CO) i wodoru (H
2
)
•
Ochrona jeziorka spawalniczego
przed utlenianiem
•
Najwy
ż
sza temperatura płomienia
•
Dalsze spalanie gazu poprzez
przyswajanie tlenu z otoczenia
prowadzi do tworzenia si
ę
dwu-
tlenku w
ę
gla (CO
2
) i pary wodnej
(H
2
O)
•
Kita działa jak płaszcz ochronny
i blokuje dost
ę
p powietrza
UWAGA: Wewn
ą
trz j
ą
derka znajduje si
ę
dostarczony do palnika acety-
len i tlen - nie ma spalania. Obecno
ść
tlenu w j
ą
derku powo-
duje,
ż
e wprowadzenie materiały spawanego do sto
ż
ka powo-
duje jego utlenianie.
AW 5
Temperatura
Dysza
Jąderko
Strefa robocza
Kita
Tlen z powietrza
Instytut
Spawalnictwa
w Gliwicach
1.2
Licencja DVS – Düsseldorf.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
Rodzaj płomienia tlenowo-acetylenowego (1)
naw
ę
glaj
ą
cy
normalny
utleniaj
ą
cy
O
2
/C
2
H
2
< 1
O
2
/C
2
H
2
= 1
÷
1,2
O
2
/C
2
H
2
> 1,2
j
ą
derko du
ż
e
o niewyra
ź
nych granicach,
kita wydłu
ż
ona,
pojawia si
ę
wolny w
ę
giel
j
ą
derko w kształcie
łagodnie zaokr
ą
glonego
sto
ż
ka
j
ą
derko wyra
ź
nie
sto
ż
kowe, ostro
zako
ń
czone,
słycha
ć
syczenie
Oddziaływanie na stal:
⇓
⇓
wzrost twardo
ś
ci
iskrzenie,
tworzenie si
ę
tlenków
AW 6
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
1.2
Instytut
Spawalnictwa
w Gliwicach
Rodzaj płomienia tlenowo-acetylenowego (2)
Zastosowanie ró
ż
nych rodzajów płomienia tlenowo-acetylenowego
do spawania podstawowych materiałów konstrukcyjnych
Materiał
spawany
Rodzaj płomienia tlenowo-acetylenowego
naw
ę
glaj
ą
cy
normalny
utleniaj
ą
cy
Stal
—
+
—
Ż
eliwo
—
+
—
Mied
ź
—
+
—
Mosi
ą
dz
—
—
+
Aluminium
+
—
—
+
- wskazany
—
- niewskazany
AW 7
Instytut
Spawalnictwa
w Gliwicach
1.2
Licencja DVS – Düsseldorf.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
Regulacja płomienia w zale
ż
no
ś
ci od pr
ę
dko
ś
ci wypływu
mieszaniny tlenu i acetylenu z palnika
Płomie
ń
mi
ę
kki - pr
ę
dko
ść
mała, wkład energii niski
Płomie
ń
ś
redni - pr
ę
dko
ść
ś
rednia, wkład energii
ś
redni
Płomie
ń
twardy - pr
ę
dko
ść
du
ż
a, wkład energii wysoki
AW 8
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
1.2
Instytut
Spawalnictwa
w Gliwicach
Zachowanie si
ę
płomienia w zale
ż
no
ś
ci od pr
ę
dko
ś
ci
wypływu mieszaniny tlenu i acetylenu z palnika
Pr
ę
dko
ść
zbyt mała - przenikanie płomienia do wn
ę
trza kanału nasadki,
tzw. „cofni
ę
cie si
ę
płomienia”.
Pr
ę
dko
ść
ś
rednia - wła
ś
ciwe zachowanie si
ę
płomienia.
Pr
ę
dko
ść
zbyt du
ż
a - płomie
ń
urywa si
ę
.
AW 9

Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
Instytut
Spawalnictwa
w Gliwicach
1.2
Podstawowe wyposa
ż
enie do spawania gazowego
•
Wytwornica
•
Butla
•
Bezpiecznik
•
Reduktor
•
W
ąż
•
Palnik
AW 10
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
1.2
Instytut
Spawalnictwa
w Gliwicach
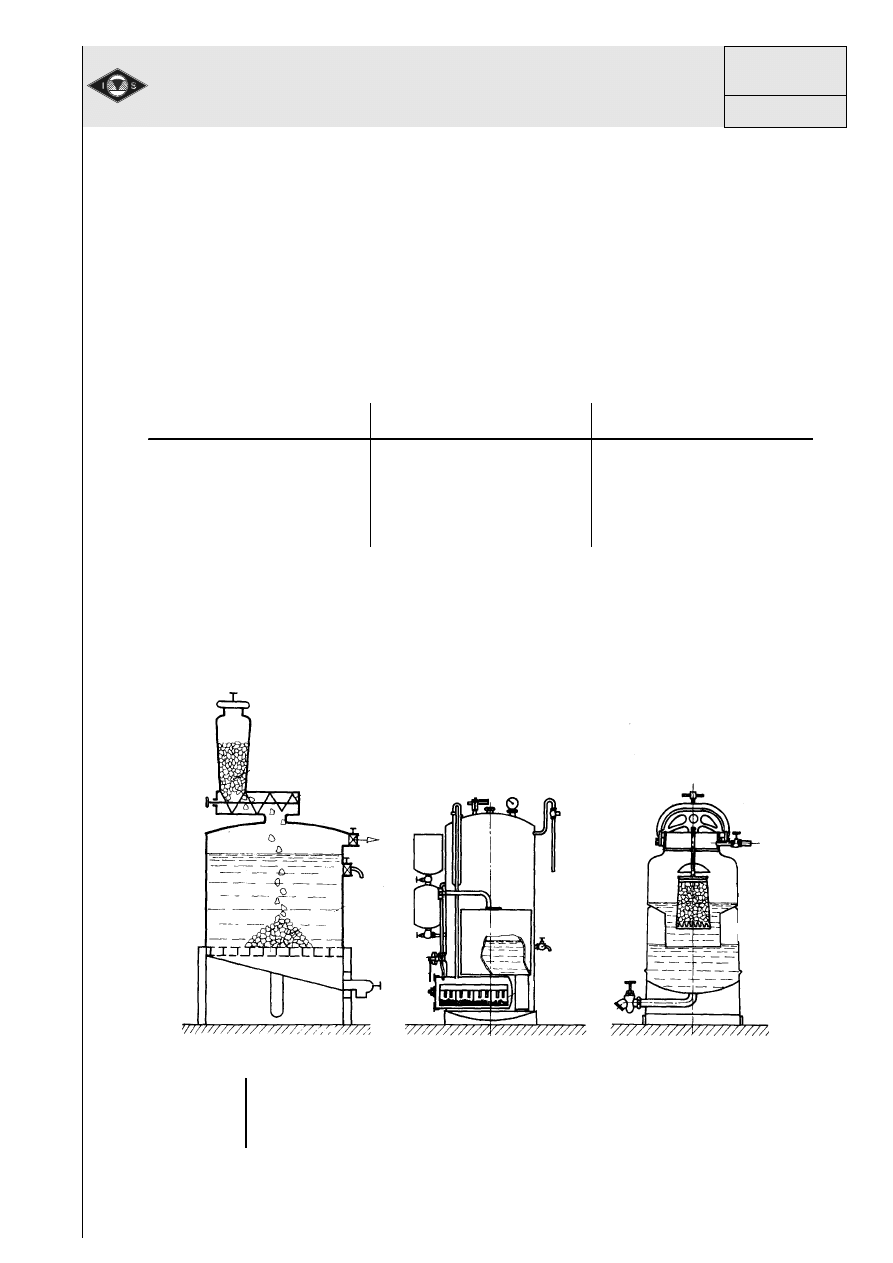
Wytwornice
Wytwornice s
ą
to urz
ą
dzenia do produkcji acetylenu z karbidu i wody.
Podział wytwornic
wg ci
ś
nienia
wg sposobu działania
wg sposobu ustawiania
niskiego - do 0,01 MPa
ś
redniego -
(0,01
÷
0,15) MPa
wsypowa
dopływowa
wyporowa
przeno
ś
na
stała
Schematy wytwornic acetylenowych
wsypowa dopływowa wyporowa
UWAGA: Konstrukcje wytwornic podlegaj
ą
badaniu i dopuszczeniu do
u
ż
ytku przez Urz
ą
d Dozoru Technicznego (UDT).
AW 11
Wytwornice są to urządzenia do produkcji acetylenu z karbidu i wody, w któ-
rych przebiega reakcja:
CaC
2
+ 2H
2
O = Ca(OH)
2
+ C
2
H
2
+ Q
Wytwornice
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
Instytut
Spawalnictwa
w Gliwicach
1.2
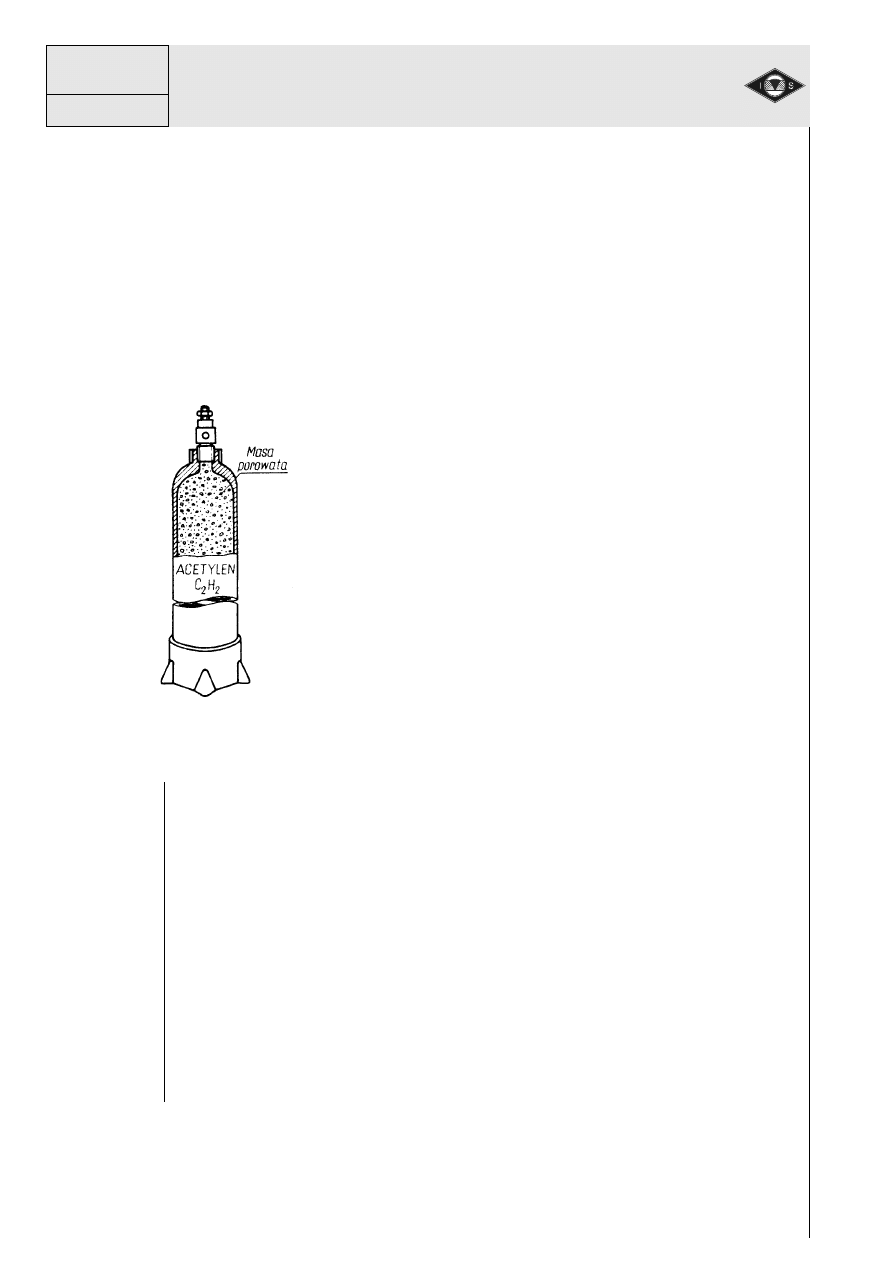
Butla do acetylenu
Butla do acetylenu jest zbiornikiem stalowym ci
ą
gnionym, bez szwu, wy-
pełnionym mas
ą
porowat
ą
oraz rozpuszczalnikiem (najcz
ęś
ciej aceto-
nem), w którym rozpuszcza si
ę
acetylen.
Zadania masy porowatej:
•
uniemo
ż
liwienie wybuchowego
rozpadu acetylenu przy ci
ś
nieniu
powy
ż
ej 0,15 MPa;
•
wchłoni
ę
cie i równomierne wypeł-
nienie butli rozpuszczalnikiem.
UWAGI:
•
Maksymalny pobór acetylenu z butli wynosi 1000 l/h, jednak-
ż
e z powodu nadmiernego zu
ż
ycia acetonu ogranicza si
ę
go
do 500 l/h. W celu zwi
ę
kszenia poboru acetylenu butle nale-
ż
y ł
ą
czy
ć
w baterie.
•
Butli do acetylenu nie mo
ż
na u
ż
ywa
ć
w pozycji le
żą
cej
z powodu nadmiernego zu
ż
ycia acetonu.
•
W butli po zu
ż
yciu acetylenu powinno pozosta
ć
ci
ś
nienie
resztkowe, które w zale
ż
no
ś
ci od temperatury waha si
ę
od
0,05 MPa do 0,3 MPa.
AW 12

Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
1.2
Instytut
Spawalnictwa
w Gliwicach
AW 13
Oznaczenie acetylenu rozpuszczalnego
wg PN-C-84905:1998
W zale
ż
no
ś
ci od zawarto
ś
ci składnika głównego rozró
ż
nia si
ę
cztery
gatunki acetylenu rozpuszczonego:
N 18
- o zawarto
ś
ci 98,0% C
2
H
2
;
N 185
- o zawarto
ś
ci 98,5% C
2
H
2
;
N 20
- o zawarto
ś
ci 99,0% C
2
H
2
;
N 25
- o zawarto
ś
ci 99,5% C
2
H
2
.
Przykład oznaczenia:
ACETYLEN ROZPUSZCZONY PN-C-84905 – N 18
Oznaczenie barwne na kielichu butli acetylenu wg normy PN-EN 1089-3:
kolor kasztanowaty
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
Instytut
Spawalnictwa
w Gliwicach
1.2
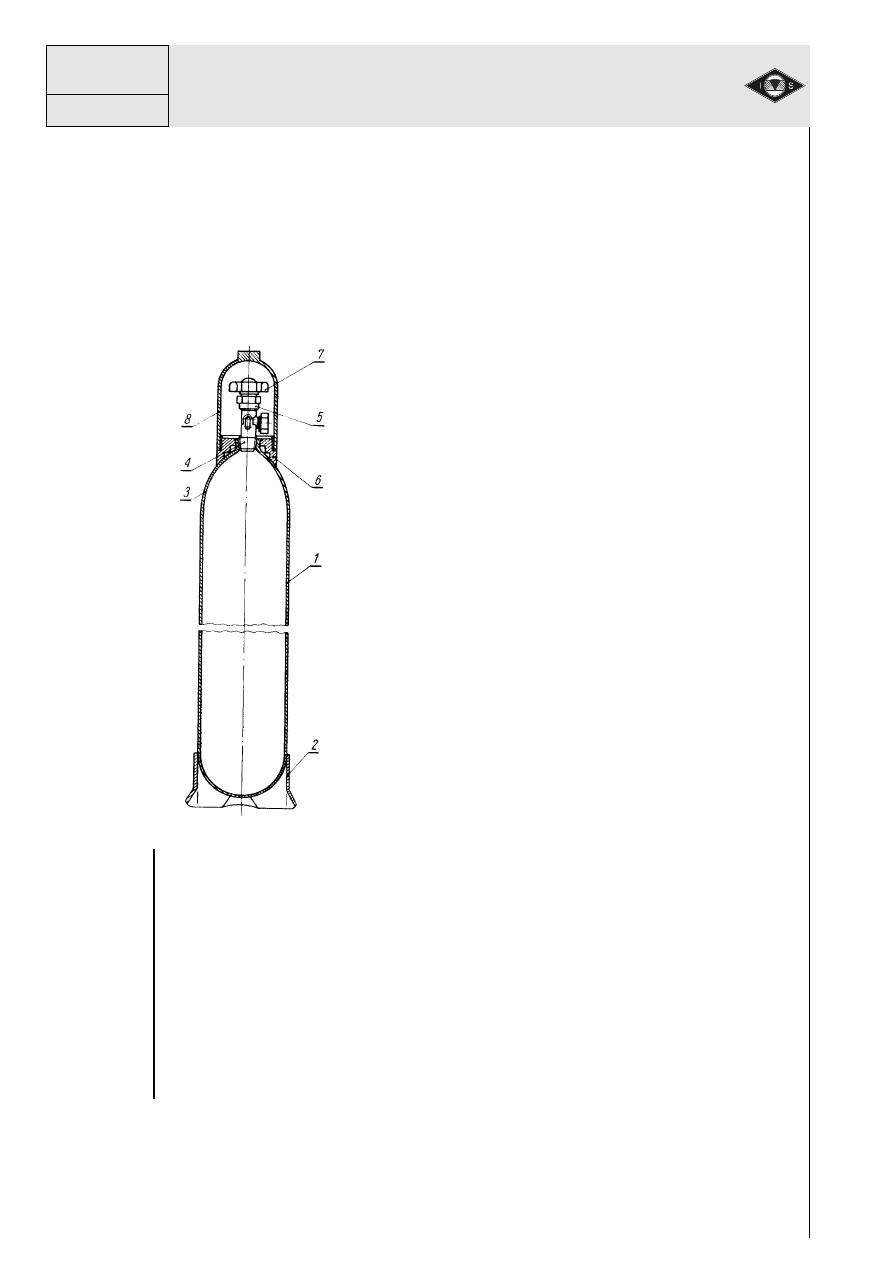
Butla do tlenu
Butle do tlenu s
ą
zbiornikami stalowymi ci
ą
gnionymi bez szwu, w których
tlen znajduje si
ę
w postaci gazu spr
ęż
onego pod ci
ś
nieniem 15 MPa.
1- korpus
2- stopa
3- głowica
4- otwór sto
ż
kowy
5- zawór
6- pier
ś
cie
ń
stalowy
7- kółko do otwierania
i zamykania zaworu
8- kołpak ochronny
UWAGI:
•
Butli do tlenu nie wolno smarowa
ć
, zanieczyszcza
ć
smarem,
tłuszczem lub innymi substancjami, zapalaj
ą
cymi si
ę
przy
zetkni
ę
ciu z tlenem, ani te
ż
dotyka
ć
zatłuszczonymi r
ę
kami,
szmatami lub narz
ę
dziami.
•
Maksymalny pobór tlenu z butli wynosi 10 000 l/h.
•
Butle do tlenu w odró
ż
nieniu od butli do acetylenu mog
ą
by
ć
u
ż
ywane w pozycji le
żą
cej.
AW 14
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
1.2
Instytut
Spawalnictwa
w Gliwicach
AW 15
Oznaczenie tlenu spr
ęż
onego
wg PN-C-84910:1997
W zale
ż
no
ś
ci od przeznaczenia rozró
ż
nia si
ę
trzy rodzaje tlenu
spr
ęż
onego:
T
- do celów [technicznych];
M
- do celów medycznych;
S
- do celów spo
ż
ywczych.
Do spawania stosowany jest tlen do celów technicznych, który w
zale
ż
no
ś
ci od zawarto
ś
ci głównego składnika dzieli si
ę
na trzy gatunki:
N 20 - o zawarto
ś
ci 99,0% O
2
;
N 25 - o zawarto
ś
ci 99,5% O
2
;
N 27 - o zawarto
ś
ci 99,7% O
2
.
Przykład oznaczenia:
PN-C-84910 – T – N 25
Oznaczenie barwne na kielichu butli tlenu wg normy PN-EN 1089-3:
kolor biały

Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
Instytut
Spawalnictwa
w Gliwicach
1.2
Warunki składowania butli do gazów
•
Butle nie wolno rzuca
ć
, przewraca
ć
oraz uderza
ć
o nie innymi przedmio-
tami.
•
Butle nale
ż
y chroni
ć
przed bezpo
ś
rednim działaniem ognia oraz ogrza-
niem do temperatury powy
ż
ej 35
°
C.
•
Butle napełnione gazami i butle opró
ż
nione nale
ż
y chroni
ć
przed opadami
atmosferycznymi, trwał
ą
wilgoci
ą
oraz bezpo
ś
rednim działaniem promieni
słonecznych.
•
Naprawy butli mog
ą
by
ć
dokonywane wył
ą
cznie w zakładach upowa
ż
nio-
nych do tego przez organy UDT.
•
Butle mo
ż
na przechowywa
ć
albo w pomieszczeniach zamkni
ę
tych, albo
pod dachem na otwartym powietrzu.
•
Zabronione jest przechowywanie w tym samym pomieszczeniu butli z tle-
nem, butli z gazami palnymi oraz pojemników z karbidem.
•
Butle napełnione gazem powinny by
ć
przechowywane w pozycji pionowej.
•
Butle opró
ż
nione z gazów nale
ż
y układa
ć
osobno w pozycji poziomej.
•
Składy butli powinny by
ć
parterowe, ognioodporne, wyposa
ż
one w pioru-
nochrony, wentylacj
ę
oraz instalacj
ę
elektryczn
ą
wykonan
ą
według norm
dla pomieszcze
ń
niebezpiecznych ze wzgl
ę
du na mo
ż
liwo
ść
wybuchu.
•
W pobli
ż
u składu butli nie wolno przechowywa
ć
materiałów łatwopalnych
ani wykonywa
ć
robót z zastosowaniem płomienia otwartego, jak roboty
kowalskie lub spawalnicze.
•
Odległo
ść
pomi
ę
dzy składem butli a budynkami o przeznaczeniu publicz-
nym, jak szkoły, kina itp., powinna wynosi
ć
powy
ż
ej 100 m.
AW 16
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
1.2
Instytut
Spawalnictwa
w Gliwicach
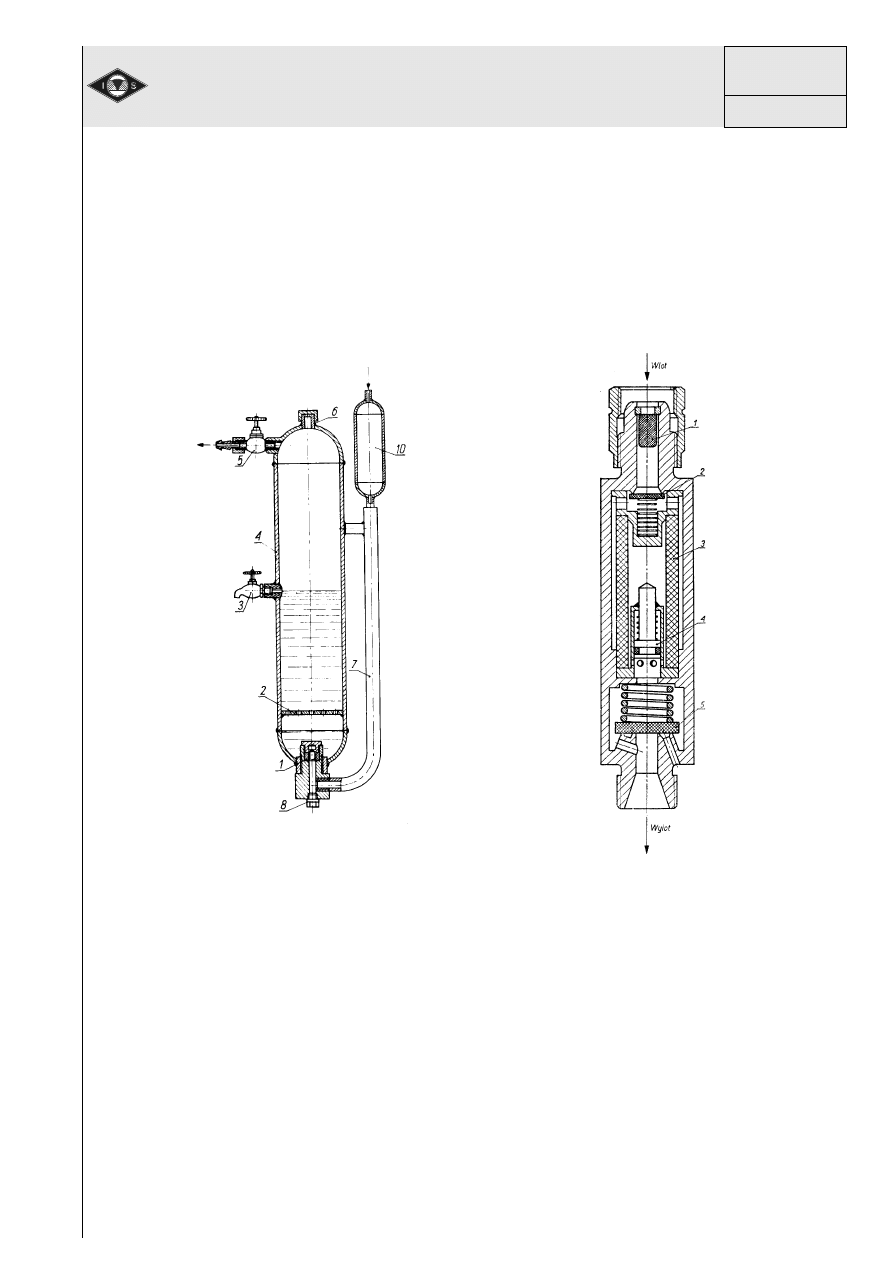
Bezpieczniki
Bezpieczniki słu
żą
do ochrony przed cofni
ę
ciem si
ę
płomienia.
wodny
suchy
1- zawór zwrotny
2- sito stalowe do rozpraszania strumienia gazu
3- kurek kontrolny
4- zbiornik bezpiecznika
5- dopływ gazu do stanowiska
6- wlew wody
7- rura dopływu gazu
8- kurek spustowy wody
9- konstrukcja chroni
ą
ca bezpiecznik przed
uszkodzeniem w razie cofni
ę
cia si
ę
płomienia
10- zbiornik nadmiarowy wody
1- filtr siatkowy
2- zawór zwrotny
3- spiek porowaty wygaszaj
ą
cy płomie
ń
w razie
jego cofni
ę
cia si
ę
4- zawór z czujnikiem temperaturowym
odcinaj
ą
cy przepływ gazu w chwili cofni
ę
cia
si
ę
płomienia
5- zawór bezpiecze
ń
stwa
AW 17
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
Instytut
Spawalnictwa
w Gliwicach
1.2
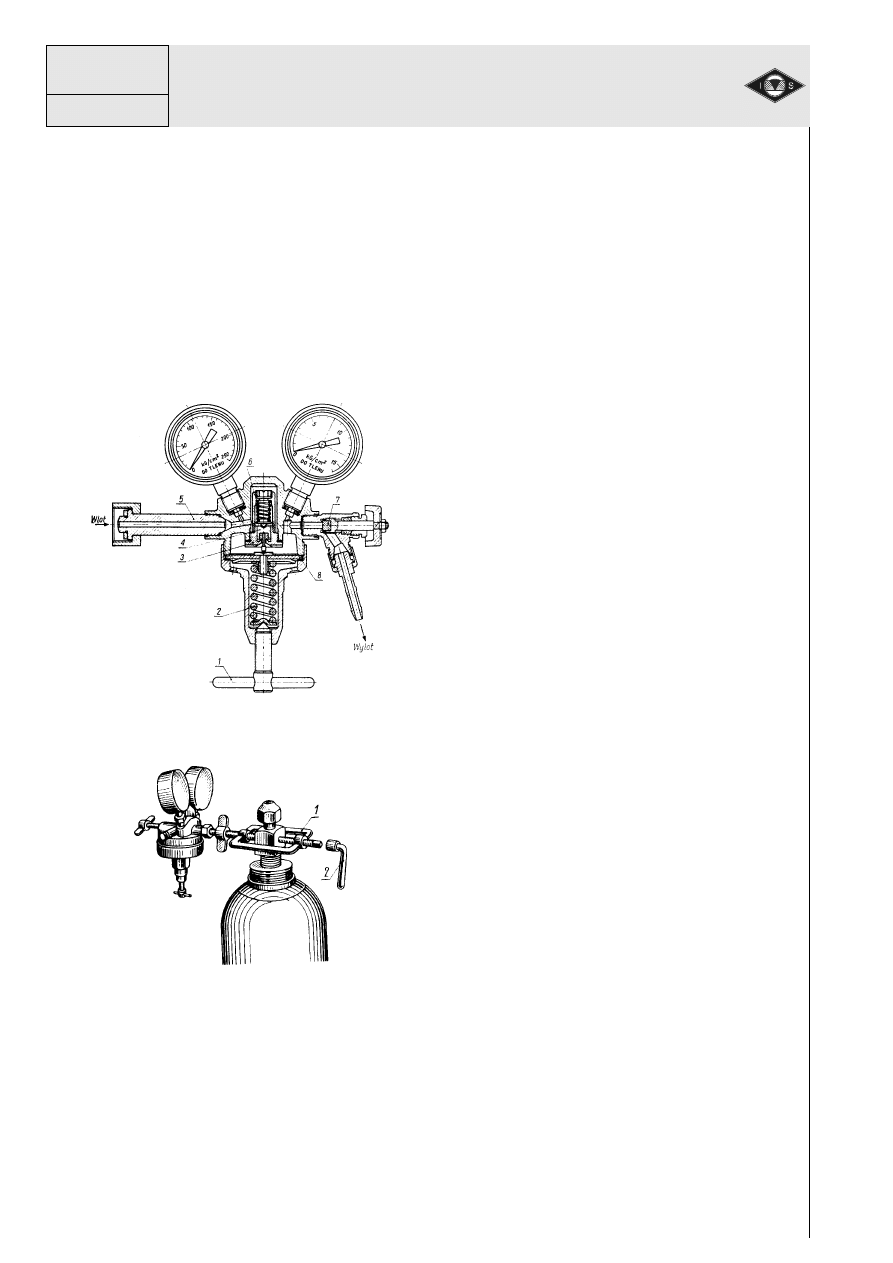
Reduktory
Reduktory słu
żą
do redukcji ci
ś
nienia oraz podtrzymywania go w trakcie
spawania na stałym poziomie.
•
do tlenu
1-
ś
ruba stawidłowa
2- spr
ęż
yna główna
3- gniazdo zaworu redukcyjnego
4- grzybek zaworu redukcyjnego
5- ł
ą
cznik z nakr
ę
tkom
6- spr
ęż
yna dociskowa
7- zawór odcinaj
ą
cy
8- przepona
•
do acetylenu
1- jarzmo
2- klucz
UWAGA: Reduktory do acetylenu s
ą
mocowane na zaworze za pomoc
ą
jarzma, reduktory do tlenu za pomoc
ą
kró
ć
ca z gwintem pra-
wym, za
ś
reduktory do innych gazów palnych - kró
ć
ca
z gwintem lewym.
AW 18
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
1.2
Instytut
Spawalnictwa
w Gliwicach
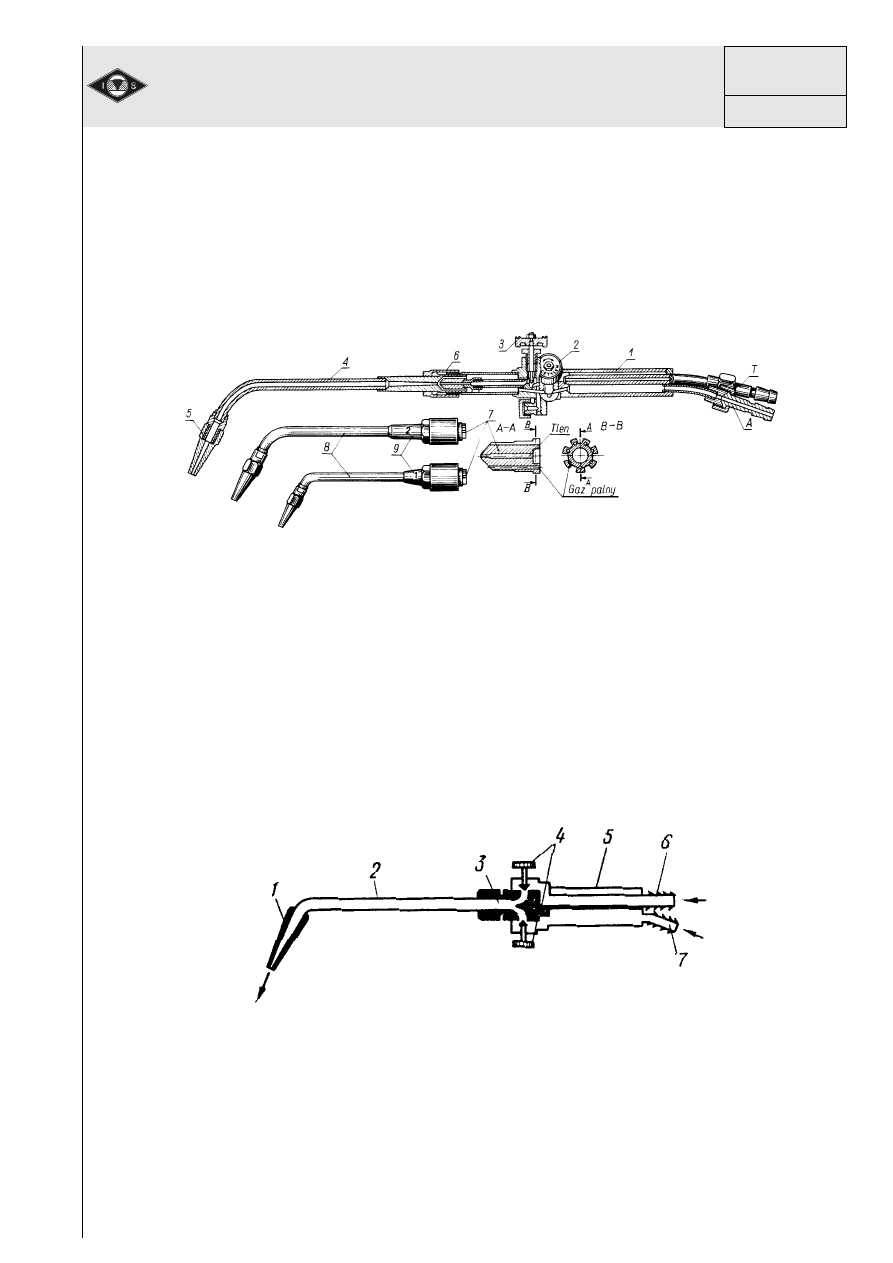
Palniki
•
smoczkowy (in
ż
ektorowy)
1-r
ę
koje
ść
;
2-zawór acetylenowy;
3-zawór tlenowy;
4-przewód mieszankowy;
5-dysza płomieniowa;
6-nakr
ę
tka ł
ą
cz
ą
ca
nasadk
ę
i r
ę
koje
ść
;
7-smoczek;
8-nasadki wymienne;
9-komora mieszankowa
z oznaczeniem numeru
nasadki.
•
bezin
ż
ektorowy
1-dysza płomieniowa;
2-przewód mieszankowy;
3-komora mieszankowa;
4-zawory gazowe;
5-r
ę
koje
ść
;
6-dopływ tlenu;
7-dopływ acetylenu.
AW 19
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
Instytut
Spawalnictwa
w Gliwicach
1.2
AW 20
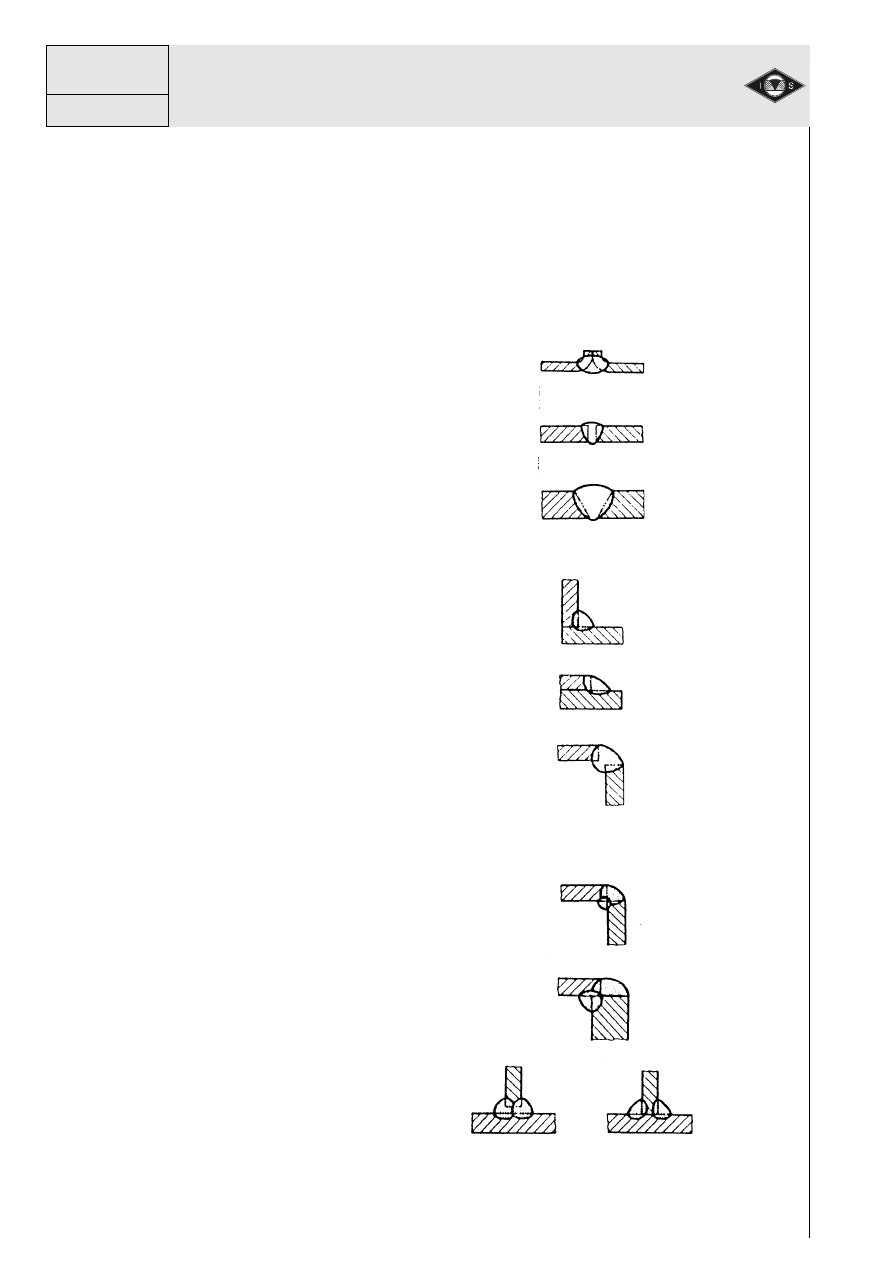
Konstrukcja zł
ą
czy do spawania gazowego
Zł
ą
cza do spawania gazowego, w tym kształt i wymiary rowka, omawia
norma PN-EN ISO 9692-1, która przewiduje nast
ę
puj
ą
ce rodzaje spoin:
Spoina jednostronna czołowa:
•
brze
ż
na
-
•
na I
-
•
na V
-
Spoina jednostronna pachwinowa:
•
w zł
ą
czu teowym
-
•
w zł
ą
czu nakładkowym
-
•
w zł
ą
czu naro
ż
nym
-
Spoina dwustronna pachwinowa:
•
w zł
ą
czu naro
ż
nym (z odst
ę
pem)
-
•
w zł
ą
czu naro
ż
nym (bez odst
ę
pu)
-
•
w zł
ą
czu teowym
-
1.2
Instytut
Spawalnictwa
w Gliwicach
Licencja DVS – Düsseldorf.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie gazowe
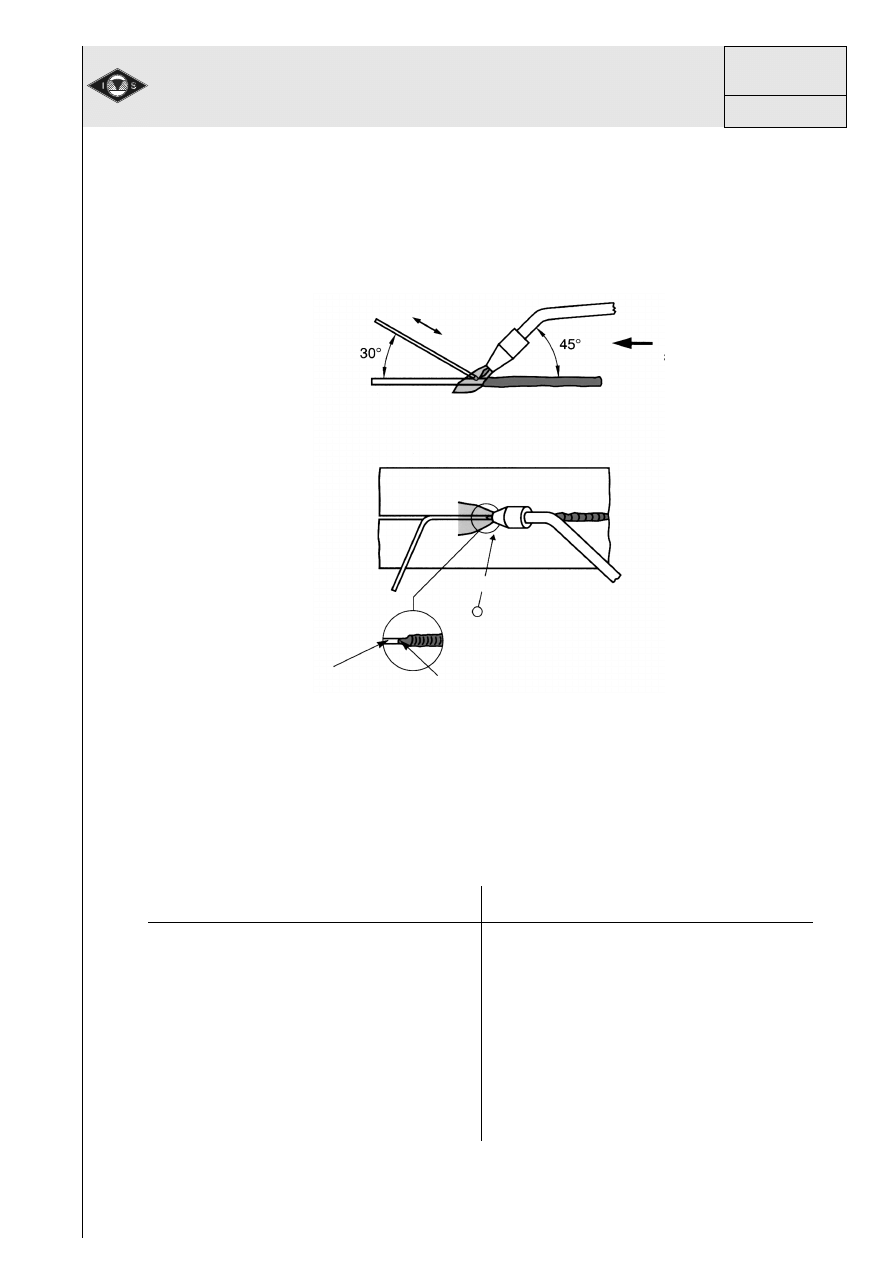
Spawanie gazowe technik
ą
„w lewo” (1)
Stosuje si
ę
głównie do spawania blach o grubo
ś
ci 1
÷
4 mm.
Sposób poruszania si
ę
palnika oraz spoiwa zale
ż
y od pozycji przestrzennej
spawania. Podczas spawania w pozycji podolnej palnik przesuwa si
ę
wzdłu
ż
zł
ą
cza równomiernie, bez ruchów zakosowych. Spoiwo wykonuje małe ruchy
posuwisto-zwrotne.
Zalety
Niedostatki
•
Gładka lub lekko łuskowata
powierzchnia
ś
ciegu
•
Niski wkład energii
•
Spawanie blach o grubo
ś
ci do 4 mm
•
Du
ż
e straty ciepła
•
Lekko przemieszczaj
ą
ce si
ę
z przodu
jeziorko
•
Utrudniona kontrola skuteczno
ś
ci
przetopienia grani
•
Niska efektywno
ść
ochronnego
działania kity
AW 21
I-złącze
Jeziorko
Pozycja spawacza
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
Instytut
Spawalnictwa
w Gliwicach
1.2
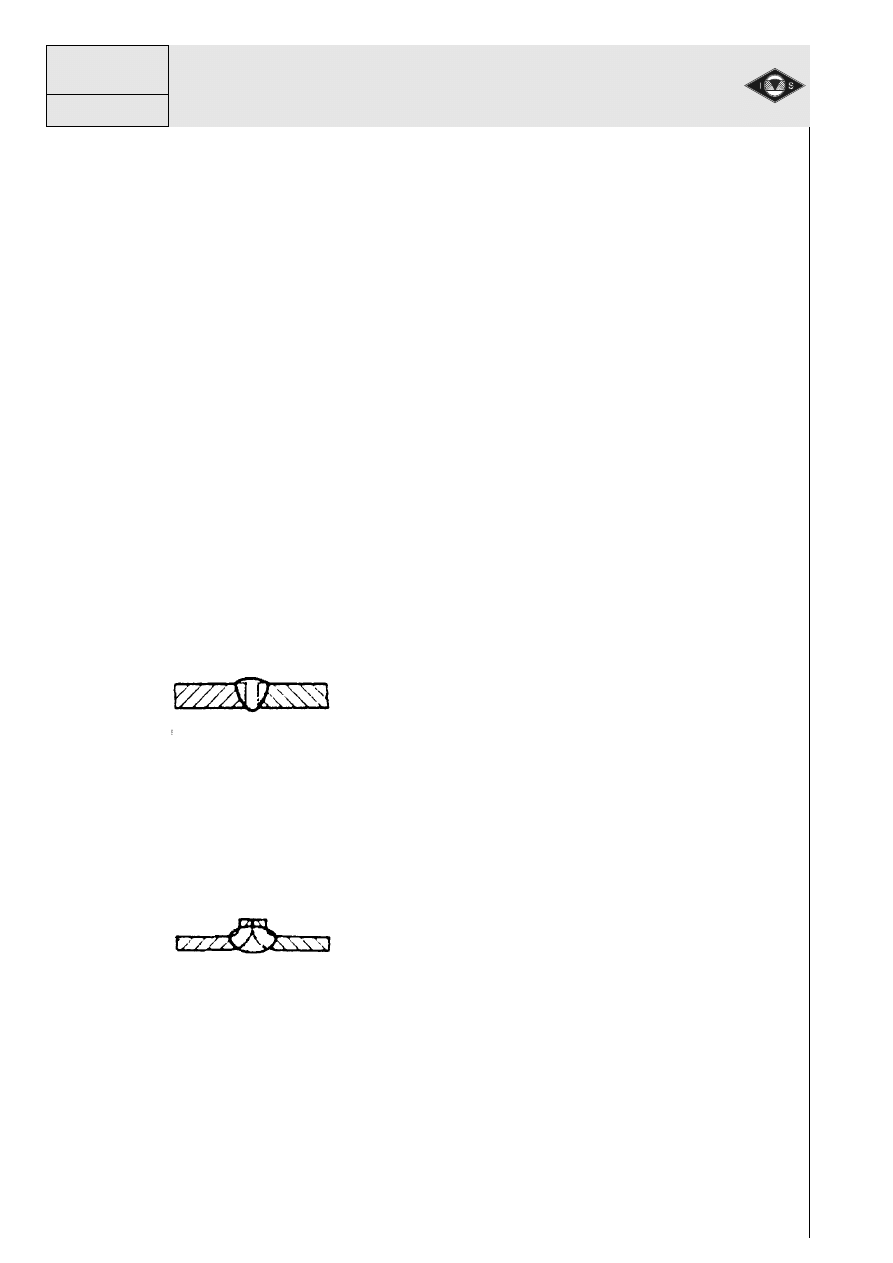
Spawanie gazowe technik
ą
„w lewo” (2)
Spawanie technik
ą
w „lewo” bez dodawania spoiwa
Stosuje si
ę
przy doczołowym spawaniu blach o grubo
ś
ci do 2 mm, w przy-
padkach kiedy nie jest wymagana du
ż
a wytrzymało
ść
poł
ą
czenia,
np. w blacharstwie, przy wykonywaniu naczy
ń
bezci
ś
nieniowych, pojemników
oraz w przemy
ś
le samochodowym. Spoina mo
ż
e by
ć
wykonana jako czoło-
wa na I lub brze
ż
na.
- czołowa na I
- brze
ż
na
AW 22
1.2
Instytut
Spawalnictwa
w Gliwicach
Licencja DVS – Düsseldorf.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
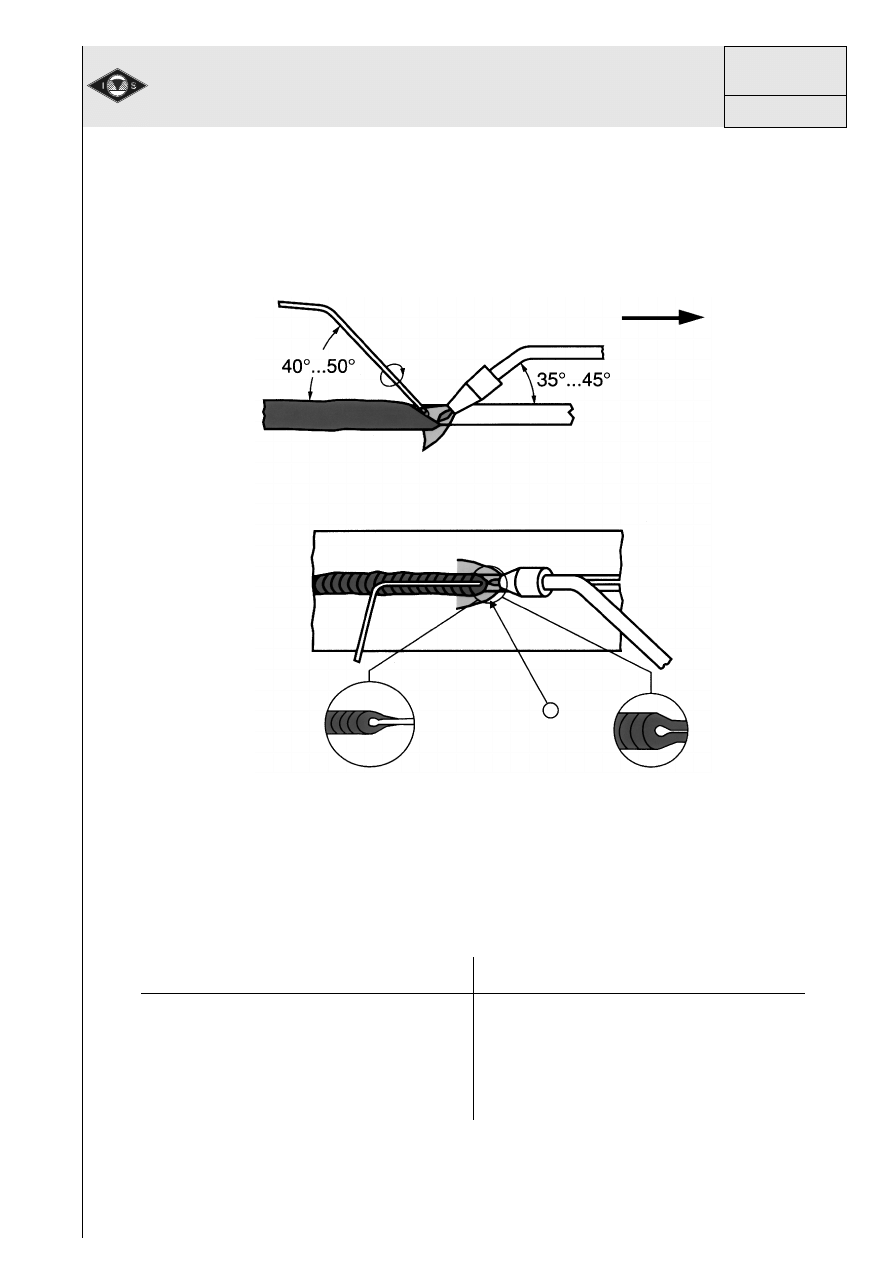
Spawanie gazowe
Spawanie gazowe technik
ą
„w prawo”
Stosuje si
ę
przy spawaniu blach o grubo
ś
ci 4
÷
12 mm.
Palnik przesuwa si
ę
wzdłu
ż
osi zł
ą
cza równomiernie, bez
ruchów
zakosowych. Spoiwo wykonuje małe ruchy zakosowe pozostaj
ą
c przez cały
czas w płynnym jeziorku.
Zalety
Niedostatki
•
Efektywne wykorzystanie energii
•
Gwarantowany przetop grani
•
Niska pr
ę
dko
ść
chłodzenia
•
Lepsze działanie ochronne kity
•
Niezbyt równa, łuskowata
powierzchnia spoiny
•
Technika trudna do zastosowania przy
grubo
ś
ciach blachy poni
ż
ej 4 mm
AW 23
I-złącze
V-złącze
Jeziorko
Pozycja
spawacza
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
Instytut
Spawalnictwa
w Gliwicach
1.2
AW 24
Spoiwo do spawania gazowego
Spoiwo do spawania gazowego słu
ż
y poprzez stapianie si
ę
w płomieniu do
wypełnienia jeziorka spawalniczego metalem celem uzyskania poł
ą
czenia.
Jako spoiwo do spawania gazowego stosuje si
ę
drut w postaci pr
ę
tów.
Normy dotycz
ą
ce spoiw do spawania gazowego
PN-EN ISO 544
−
dotyczy warunków technicznych dostawy materiałów
dodatkowych do spawania, w tym wymiarów , tolerancji
i oznakowania pr
ę
tów do spawania gazowego
PN-88/M-69420
−
dotyczy drutów litych do spawania i napawania
wszystkimi metodami, w tym spawania gazowego
PN-EN 12536
−
dotyczy klasyfikacji pr
ę
tów do spawania gazowego
stali niestopowych i stali odpornych na pełzanie
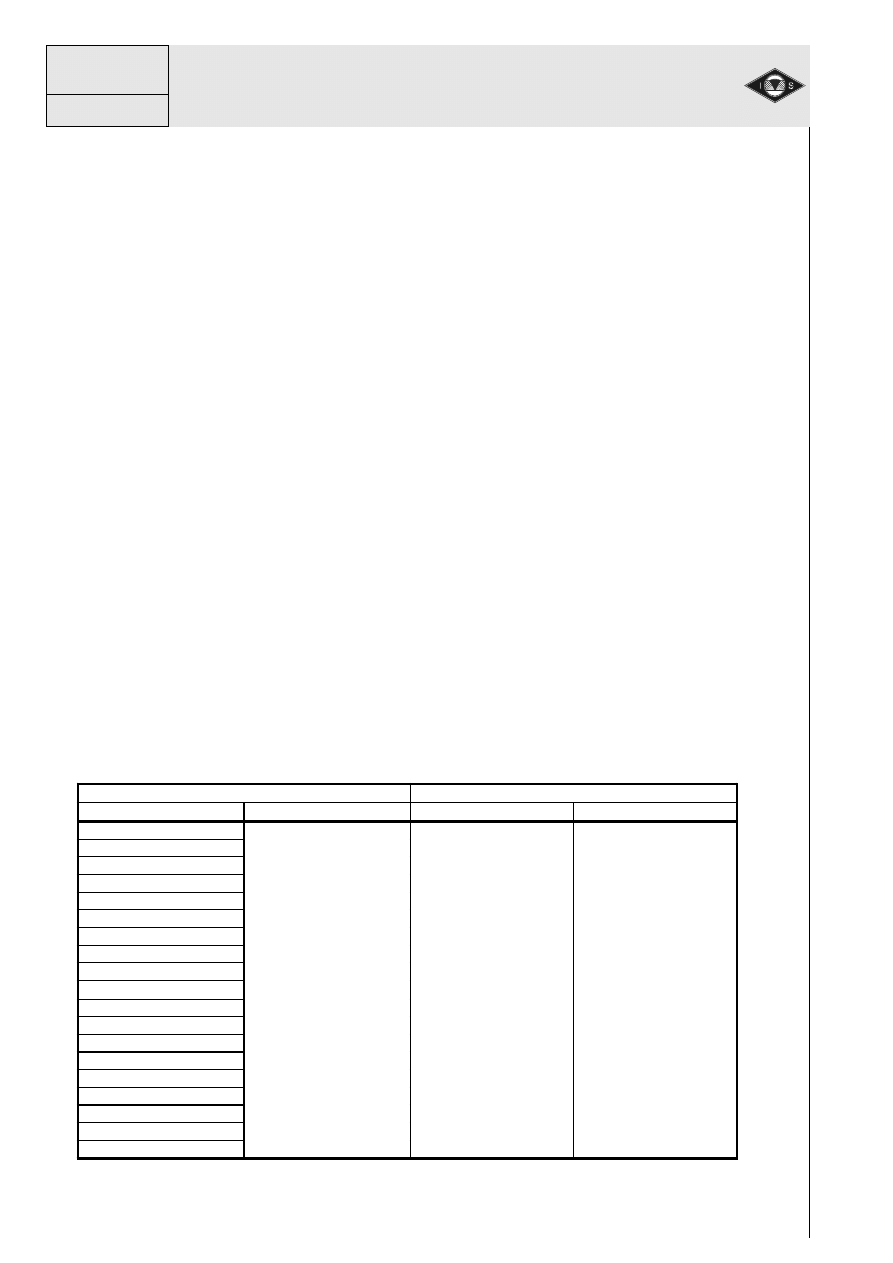
Wymiary pr
ę
tów do spawania gazowego wg PN-EN ISO 544.
Ś
rednica pr
ę
ta, [mm]
Długo
ść
pr
ę
ta, [mm]
wymiar nominalny
tolerancja
wymiar
tolerancja
0,5
0,6
0,8
0,9
1,0
1,2
1,4
1,6
1,8
2,0
±
0,01
500
÷
1000
±
5
2,4
2,5
2,8
3,0
3,2
4,0
5,0
6,0
8,0
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
1.2
Instytut
Spawalnictwa
w Gliwicach
AW 25
KLASYFIKACJA SPOIW DO SPAWANIA GAZOWEGO
wg PN-EN 12536
Klasyfikacja pr
ę
tów oparta jest tylko na ich składzie chemicznym:
Pr
ę
t EN 12536 – O III
gdzie:
O
- symbol pr
ę
ta stosowanego do spawania tlenowo-gazowego;
III
- symbol składu chemicznego pr
ę
ta.
Symbol składu chemicznego pr
ę
ta tworz
ą
liczby rzymskie, którym
przyporz
ą
dkowana jest okre
ś
lona zawarto
ść
pierwiastków chemicznych.
Skład chemiczny, [%]
1) 2)
Symbol
C Si Mn P S Ni Mo Cr
O Z
ka
ż
dy inny uzgodniony skład chemiczny
O I
0,03-0,12 0,02-0,20 0,35-0,65
0,030
0,025
- - -
O II
0,03-0,20 0,05-0,25 0,50-1,20
0,025
0,025
- - -
O III
0,05-0,15 0,05-0,25 0,95-1,25
0,020 0,020
0,35-0,80
- -
O IV
0,08-0,15 0,10-0,25 0,90-1,20
0,020 0,020
- 0,45-0,65
-
O V
0,10-0,15 0,10-,025 0,80-1,20
0,020 0,020
- 0,45-0,65 0,80-1,20
O VI
0,03-0,10 0,10-0,25 0,40-0,70
0,020 0,020
- 0,90-1,20 2,00-2,20
1)
Pojedyncze warto
ś
ci w tablicy s
ą
warto
ś
ciami maksymalnymi.
2)
Je
ś
li nie ustanowiono inaczej: Mo
≤
0,3%; Ni
≤
0,3%; Cr
≤
0,15%; V
≤
0,03%; Cu
≤
0,35%
(zawarto
ść
miedzi w stali i w powłoce miedzianej pr
ę
ta).
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
Instytut
Spawalnictwa
w Gliwicach
1.2
AW 26
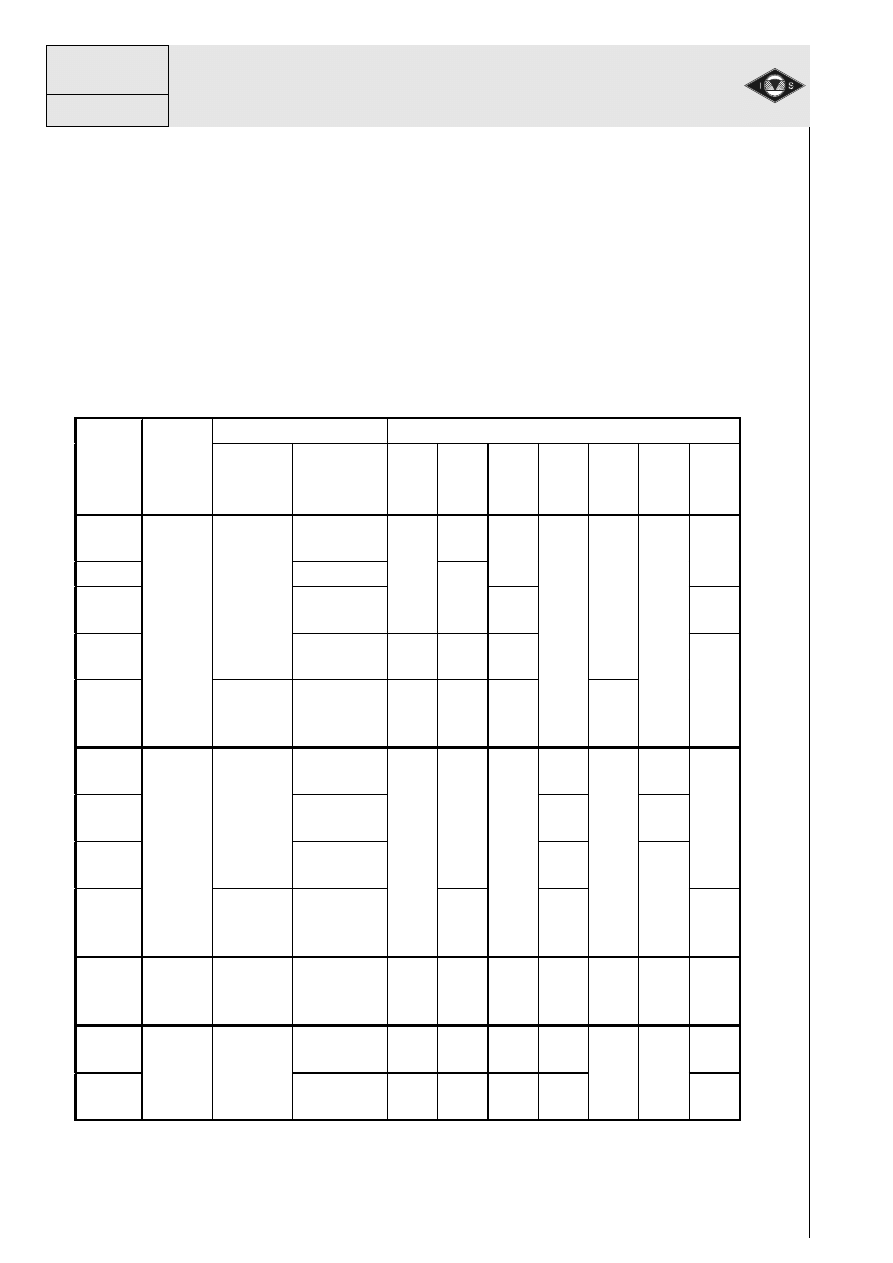
Spoiwo do spawania gazowego
Do spawania gazowego stali nale
ż
y u
ż
ywa
ć
drutów o składzie
chemicznym takim samym lub zbli
ż
onym do składu chemicznego materiału
podstawowego.
Skład chemiczny drutów do spawania gazowego stali
wg PN-88/69420
Lp.
Stal -
Stal na drut
Skład chemiczny drutu, [%]
wg
normy
M69420
materiał
podsta-
wowy
rodzaj oznaczenie C Mn Si Cr Ni Mo
Inne
1 niesto-
powa
nisko-
w
ę
glowa
SpG1
max
0,35
÷
0,65
max
0,03
-
2 i
manga-
SpG2
0,1
0,8
÷
max
3 drobno-
ziarnista
nowa SpG2J
1,2
0,1
÷
0,3
max
0,20
0,30
-
Al0,02
÷
0,05
4 SpG4
max
0,12
1,7
÷
2,1
max
0,08
8
nisko-
w
ę
glowa
Mn-Ni
SpG1N1 max
0,1
0,3
÷
0,6
max
0,03
1,2
÷
1,5
-
27 przezna-
czona
nisko-
w
ę
glowa
SpG1H1M
0,8
÷
1,20
0,4
÷
0,70
29 do
pracy
w
Mn-Cr-Mo SpG1H2M1
0,4
÷
0,80
0,1
÷
2,0
÷
2,50
max
0,9
÷
1,20
-
31 podwy
ż
-
szonych
SpG1H5M
max
0,12
0,30
4,0
÷
6,00
0,30
0,4
÷
36 tempera-
turach
nisko-
w
ę
glowa
Cr-Mo-V
SpG1H1MF 0,4
÷
0,70
0,8
÷
1,10
0,70
V
0,2
÷
0,3
44 30HGSA
ś
rednio-
w
ę
glowa
Mn-Si-Mo
Sp20G1H1M
0,15
÷
0,22
0,4
÷
0,70
0,12
÷
0,35
0,8
÷
1,10
max
0,30
0,15
÷
0,30
-
46 wysoko-
stopowa
wysoko-
chromowa
Sp08GH14S max
0,08
0,3
÷
0,70
0,3
÷
0,70
13
÷
15
max
-
-
48 chromowa
Sp15GH25ST
max
0,15
0,4
÷
0,80
0,7
÷
1,00
24
÷
27
0,60 Ti
0,5
÷
1,00
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
1.2
Instytut
Spawalnictwa
w Gliwicach
Oznaczenie drutów do spawania i napawania stali
wg PN-88/M-69420 (1)
Przykład:
PR
Ę
T STALOWY Sp20G1H1M - 4 - pm
PR
Ę
T STALOWY
- rodzaj wyrobu;
Sp20G1H1M
- gatunek stali na drut lub pr
ę
t;
4
-
ś
rednica drutu lub pr
ę
ta;
pm
- odmiana drutu lub pr
ę
ta.
Rodzaj wyrobu
Rodzaj wyrobu mo
ż
e by
ć
okre
ś
lony wyrazami „DRUT STALOWY” lub
„PR
Ę
T STALOWY”
AW 27
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
Instytut
Spawalnictwa
w Gliwicach
1.2
Oznaczenie drutów do spawania i napawania stali
wg PN-88/M-69420 (2)
Gatunek stali na drut lub pr
ę
t
Sp
−
symbol gatunku stali na drut lub pr
ę
t;
20
−
symbol okre
ś
laj
ą
cy maksymalna zawarto
ść
w
ę
gla w setnych
cz
ęś
ciach procentu;
G1
H1
⎬⎬⎬⎬
M
−
symbol składnika stopowego i jego zawarto
ść
w procentach.
UWAGI:
1. Cyfry znajduj
ą
ce si
ę
za literowymi symbolami składników stopowych
okre
ś
laj
ą
zawarto
ść
danego składnika stopowego w procentach, gdy jego
zawarto
ść
przekracza 1%. Pomini
ę
cie cyfr oznacza zawarto
ść
pierwiastka
nie przekraczaj
ą
c
ą
1%.
2. Dla stali wysokostopowych zawarto
ść
manganu oznacza si
ę
cyfr
ą
odpowiadaj
ą
c
ą
jego
ś
redniej zawarto
ś
ci, a dla stali niskow
ę
glowych
i niskostopowych cyfr
ą
dwukrotnie wi
ę
ksz
ą
od zawarto
ś
ci
ś
redniej.
Przykład:
SpG1
- stal niestopowa o zawarto
ś
ci ok. 0,5% Mn.
Sp08GH14S - stal wysokostopowa o zawarto
ś
ci nie wi
ę
cej ni
ż
1% Mn.
AW 28

Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
1.2
Instytut
Spawalnictwa
w Gliwicach
Oznaczenie drutów do spawania i napawania stali
wg PN-88/M-69420 (3)
Symbole składników stopowych stali na druty i pr
ę
ty wg PN-88/M-69420
G
- mangan;
S
- krzem;
N
- nikiel;
M
- molibden;
H
- chrom;
F
- wanad;
Cu
- mied
ź
;
T
- tytan;
Nb
- niob;
J
- aluminium;
W
- wolfram.
AW 29

Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
Instytut
Spawalnictwa
w Gliwicach
1.2
Oznaczenie drutów do spawania i napawania stali
wg PN-88/M-69420 (4)
Ś
rednica drutu lub pr
ę
ta
Ś
rednica drutu lub pr
ę
ta okre
ś
la si
ę
według normy PN-EN ISO 544
i mo
ż
e by
ć
:
(0,6
÷÷÷÷
6,0) mm.
Odmiana drutu lub pr
ę
ta
W zale
ż
no
ś
ci od stanu powierzchni drutu lub pr
ę
ta rozró
ż
nia si
ę
drut lub
pr
ę
t z powłok
ą
:
pm
-
miedzian
ą
;
ph
-
chromow
ą
;
pn
-
niklow
ą
;
pd
- z br
ą
zu;
bielone
- nie pokryte warstw
ą
bielone;
brak symbolu - nie pokryte warstw
ą
metalu.
AW 30

Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
1.2
Instytut
Spawalnictwa
w Gliwicach
AW 31
Oznakowanie pr
ę
tów do spawania gazowego wg
PN-EN ISO 544
Oznakowanie pr
ę
tów na wyrobie
Ka
ż
dy pr
ę
t do spawania gazowego powinien wg PN-EN ISO 544 by
ć
trwale
oznaczony przez producenta lub dostawc
ę
, w sposób umo
ż
liwiaj
ą
cy jedno-
znaczn
ą
identyfikacj
ę
rodzaju wyrobu.
Oznakowanie na opakowaniu
Na zewn
ę
trznej stronie ka
ż
dego opakowania producent powinien wykaza
ć
:
•
nazw
ę
producenta lub dostawcy;
•
nazw
ę
handlow
ą
;
•
oznaczenie zgodnie z odpowiedni
ą
norm
ą
;
•
wymiary;
•
numer partii wyrobu, wytopu lub serii;
•
ilo
ść
sztuk lub ci
ęż
ar netto;
•
dopuszczenia, je
ś
li dotyczy;
•
ostrze
ż
enia dotycz
ą
ce zdrowia i bezpiecze
ń
stwa, je
ś
li s
ą
wymagane.

Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
Instytut
Spawalnictwa
w Gliwicach
1.2
Warunki magazynowania pr
ę
tów do spawania
gazowego
1. Pr
ę
ty do spawania gazowego nale
ż
y przechowywa
ć
w suchym po-
mieszczeniu w nienaruszonym opakowaniu fabrycznym.
2. Je
ż
eli opakowanie fabryczne zostało podczas transportu lub w wyniku
cz
ęś
ciowego zu
ż
ycia naruszone, to przed dalszym magazynowaniem
uszkodzone opakowanie nale
ż
y odpowiednio zabezpieczy
ć
przed za-
wilgoceniem pr
ę
tów lub przedostaniem si
ę
innych zanieczyszcze
ń
.
AW 32
1.2
Instytut
Spawalnictwa
w Gliwicach
Licencja DVS – Düsseldorf.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
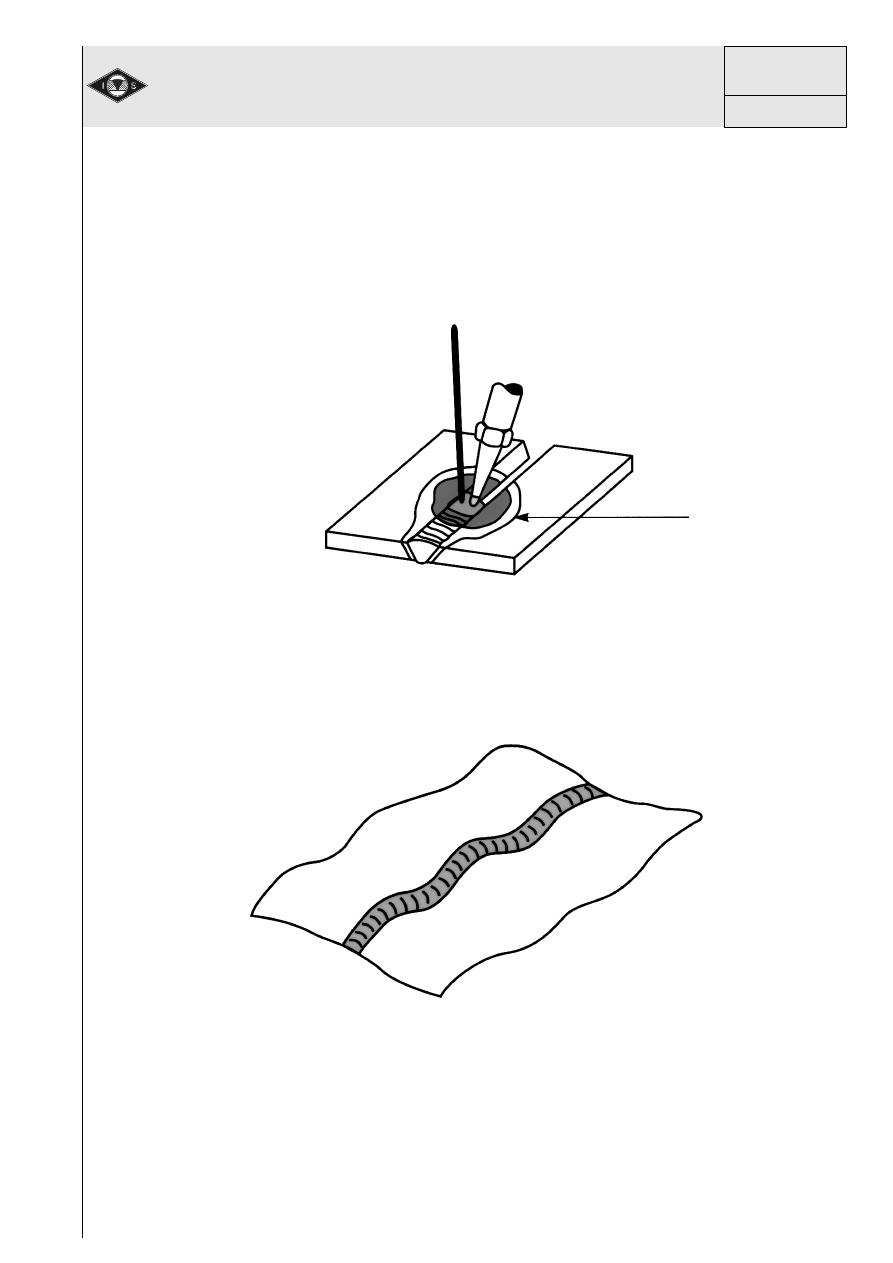
Typowe problemy spawania gazowego
Cech
ą
charakterystyczn
ą
spawania gazowego jest szeroka strefa wpływu
ciepła (SWC).
Skutki oddziaływania du
ż
ej ilo
ś
ci ciepła:
•
negatywny - pofałdowanie przy spawaniu cienkich blach;
•
pozytywny - niska skłonno
ść
do utwardzania i tworzenia p
ę
kni
ęć
w zwi
ą
zku
z wolnym stygni
ę
ciem.
AW 33
SWC
Instytut
Spawalnictwa
w Gliwicach
1.2
Licencja DVS – Düsseldorf.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
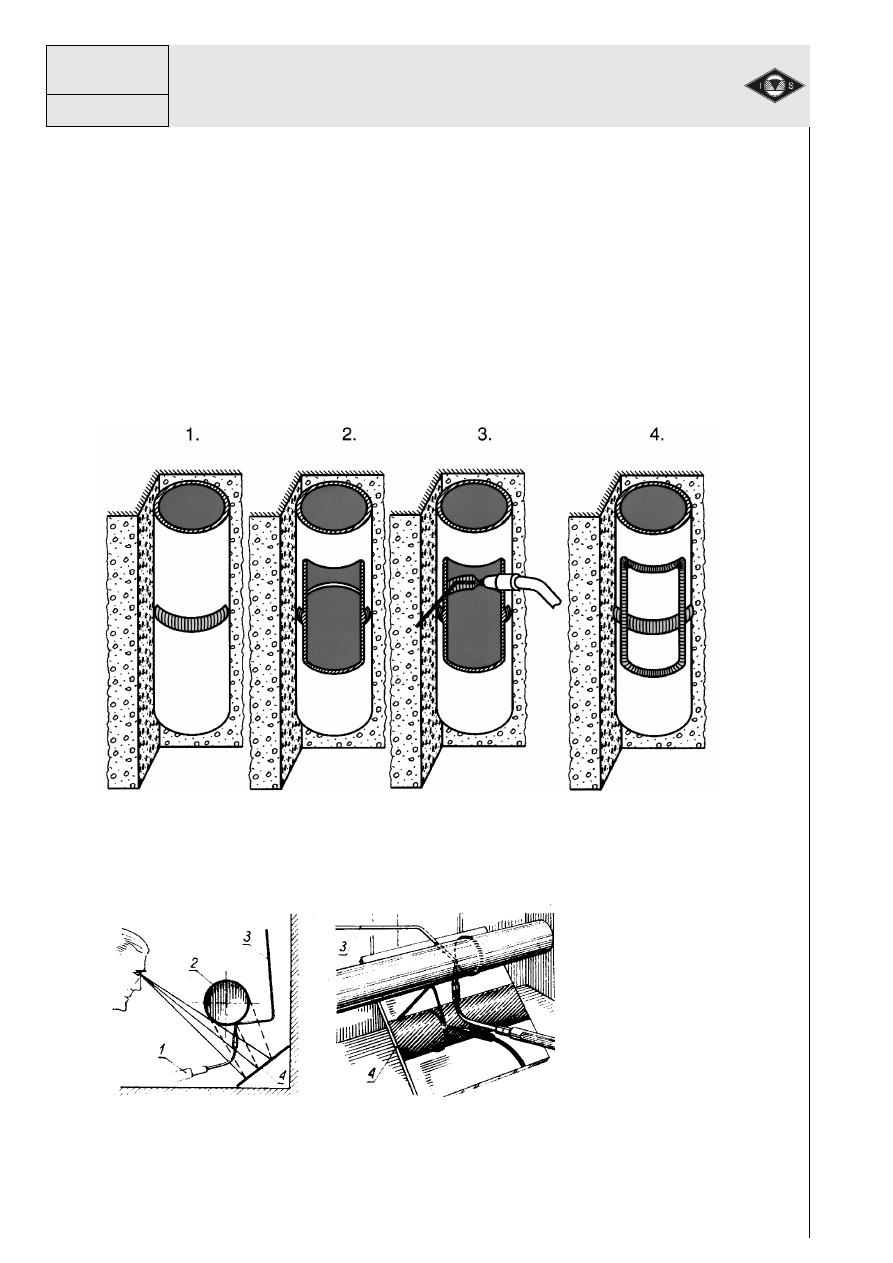
Przykłady zastosowa
ń
spawania gazowego (1)
AW 34
•
spawanie ruroci
ą
gu w trudno dost
ę
pnym miejscu
•
spawanie ruroci
ą
gu przy u
ż
yciu lusterka
1 - palnik
2 - rura
3 - spoiwo
4 - lustro
Najczęściej za pomocą spawania gazowego przeprowadza się naprawy
uszkodzeń karoserii samochodów i poszyć wagonów, jak również dokonuje
się napraw zbiorników po materiałach łatwopalnych, rurociągów oraz elemen-
tów mosiężnych i żeliwnych (przeważnie metodą "na gorąco").
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
1.2
Instytut
Spawalnictwa
w Gliwicach
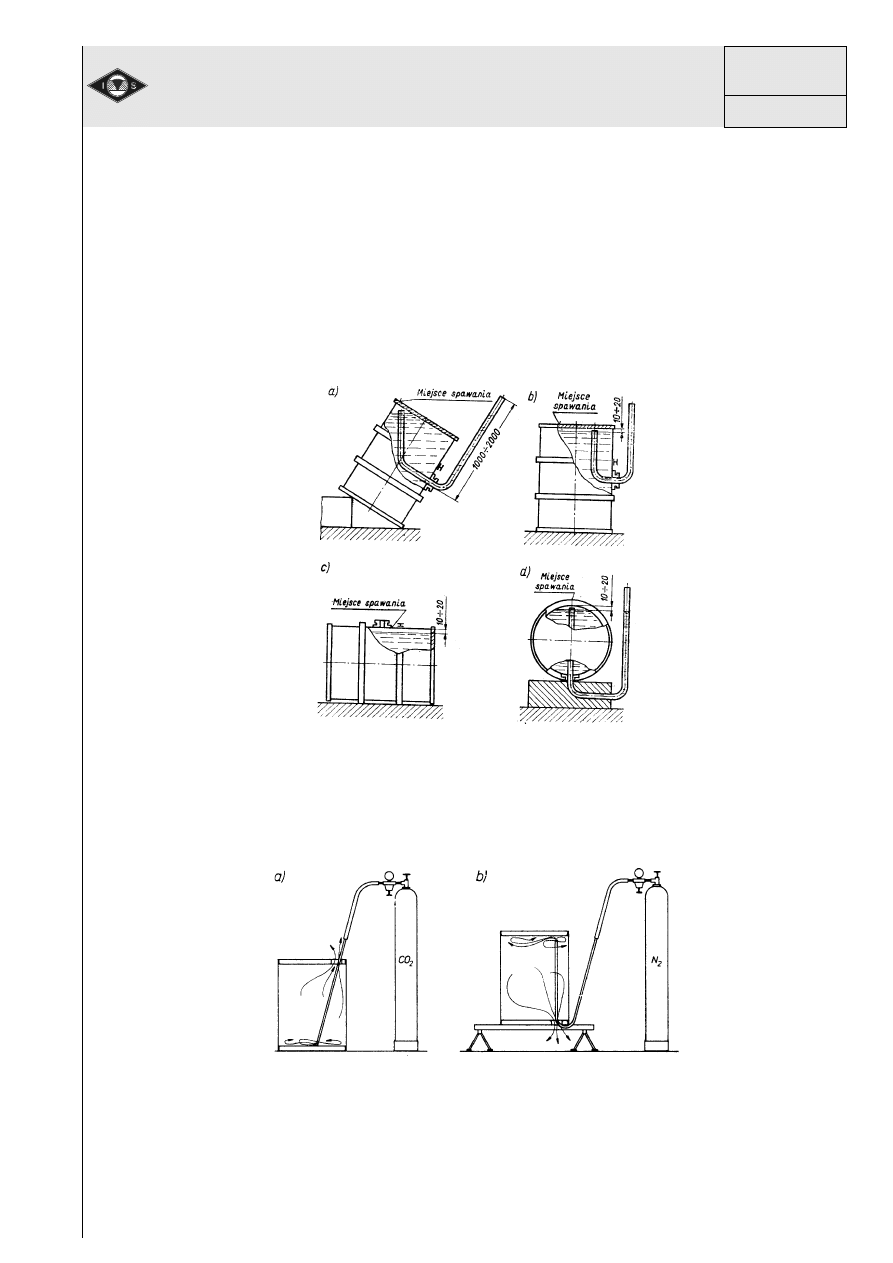
Przykłady zastosowa
ń
spawania gazowego (2)
•
spawanie zbiornika po materiałach łatwo palnych
- zabezpieczenie przed wybuchem poprzez wypełnienie zbiornika wod
ą
- zabezpieczenie przed wybuchem poprzez wypełnienie zbiornika CO
2
lub N
2
AW 35

Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
Instytut
Spawalnictwa
w Gliwicach
1.2
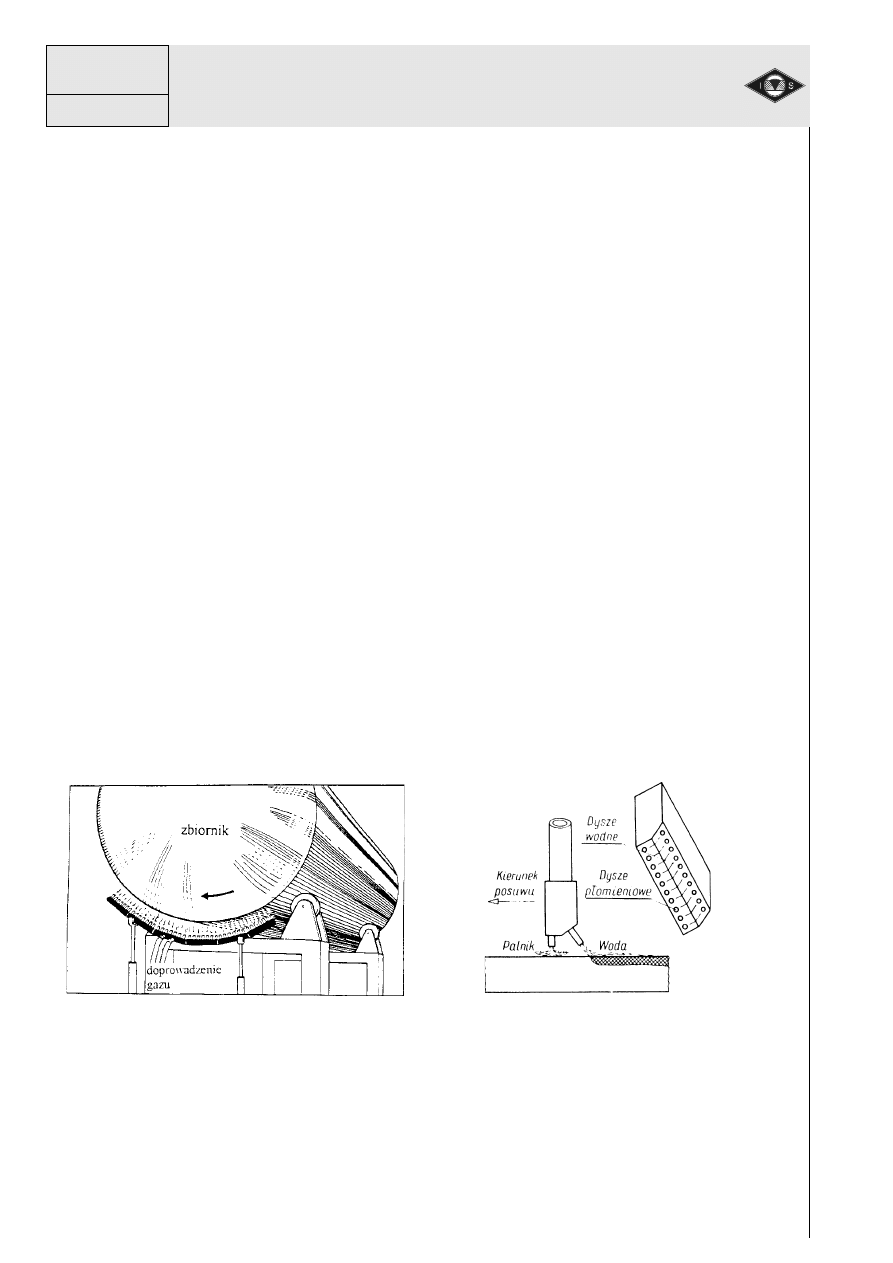
Specjalne procesy tlenowe
•
ci
ę
cie oraz przebijanie lanc
ą
tlenow
ą
•
ż
łobienie gazowe
•
skórowanie tlenem
•
opalanie płomieniowe
•
nagrzewanie płomieniowe
•
prostowanie płomieniowe
•
płomieniowe zgrzewanie zgniotowe
AW 36
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
1.2
Instytut
Spawalnictwa
w Gliwicach
AW 37
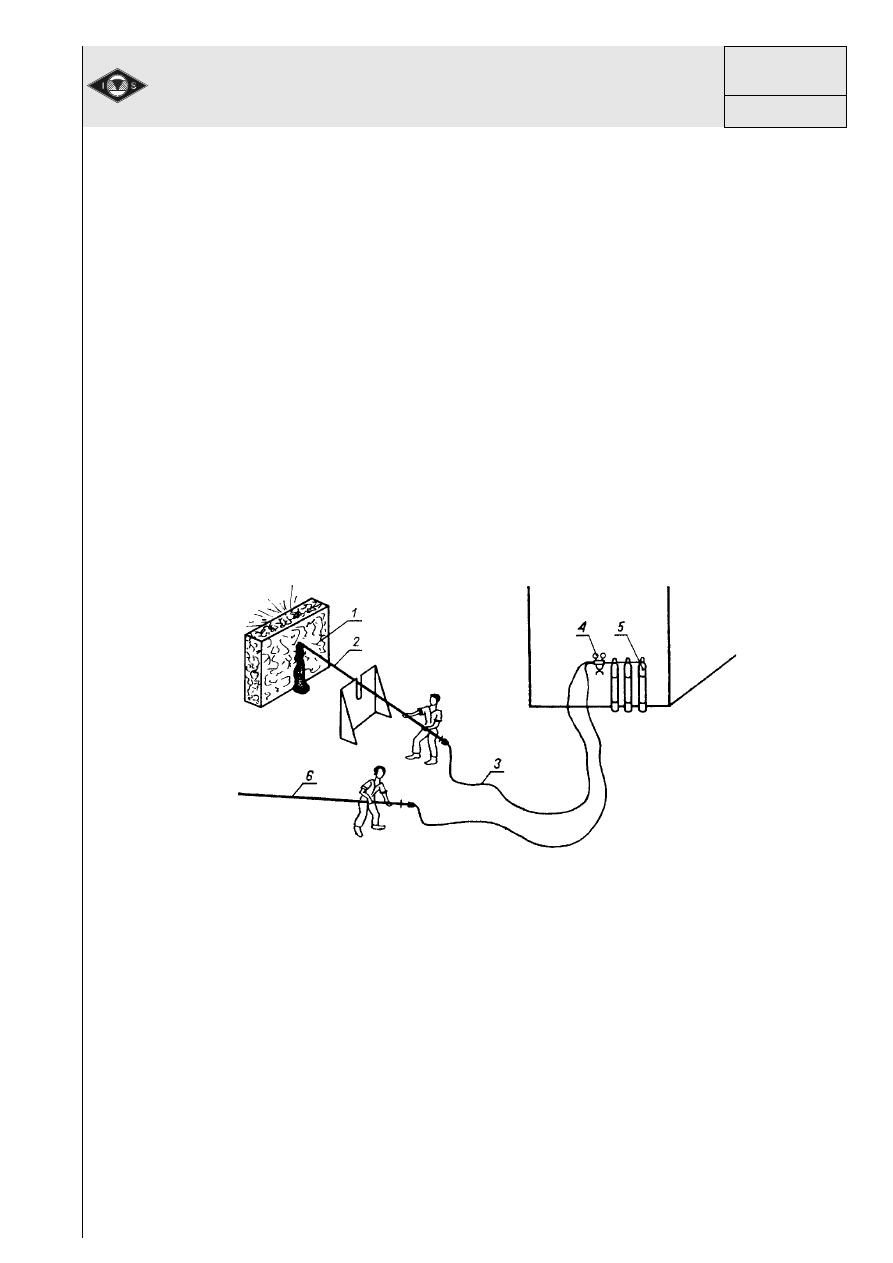
Lanca tlenowa
Lanca tlenowa u
ż
ywana jest do przepalania grubych płyt i bloków stalowych,
staliwnych i
ż
eliwnych przeznaczonych na złom, jak równie
ż
do wytapiania
otworów w blokach stalowych, w piecach hutniczych (otwory spustowe)
i w betonie.
Lanc
ę
tlenow
ą
stosuje si
ę
wtedy, gdy dokładno
ść
wymiarowa ci
ę
cia lub
przebijania nie jest wymagana.
Schemat stanowiska do ci
ę
cia lanc
ą
tlenow
ą
1 - płyta stalowa lub
ż
elbetonowa
4 - reduktor centralny
2 - lanca : rurka stalowa o
ś
rednicy
5 - zbieracz butli do tlenu (min. 10
(8
÷
12) mm i długo
ś
ci (2
÷
5) m
butli)
3 - w
ąż
tlenowy
6 - lance do wymiany
W celu zapalenia lancy nale
ż
y jej wylot podgrza
ć
do temperatury czerwone-
go
ż
aru, najlepiej osobnym palnikiem spawalniczym, a nast
ę
pnie otworzy
ć
zawór na uchwycie lancy.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
Instytut
Spawalnictwa
w Gliwicach
1.2
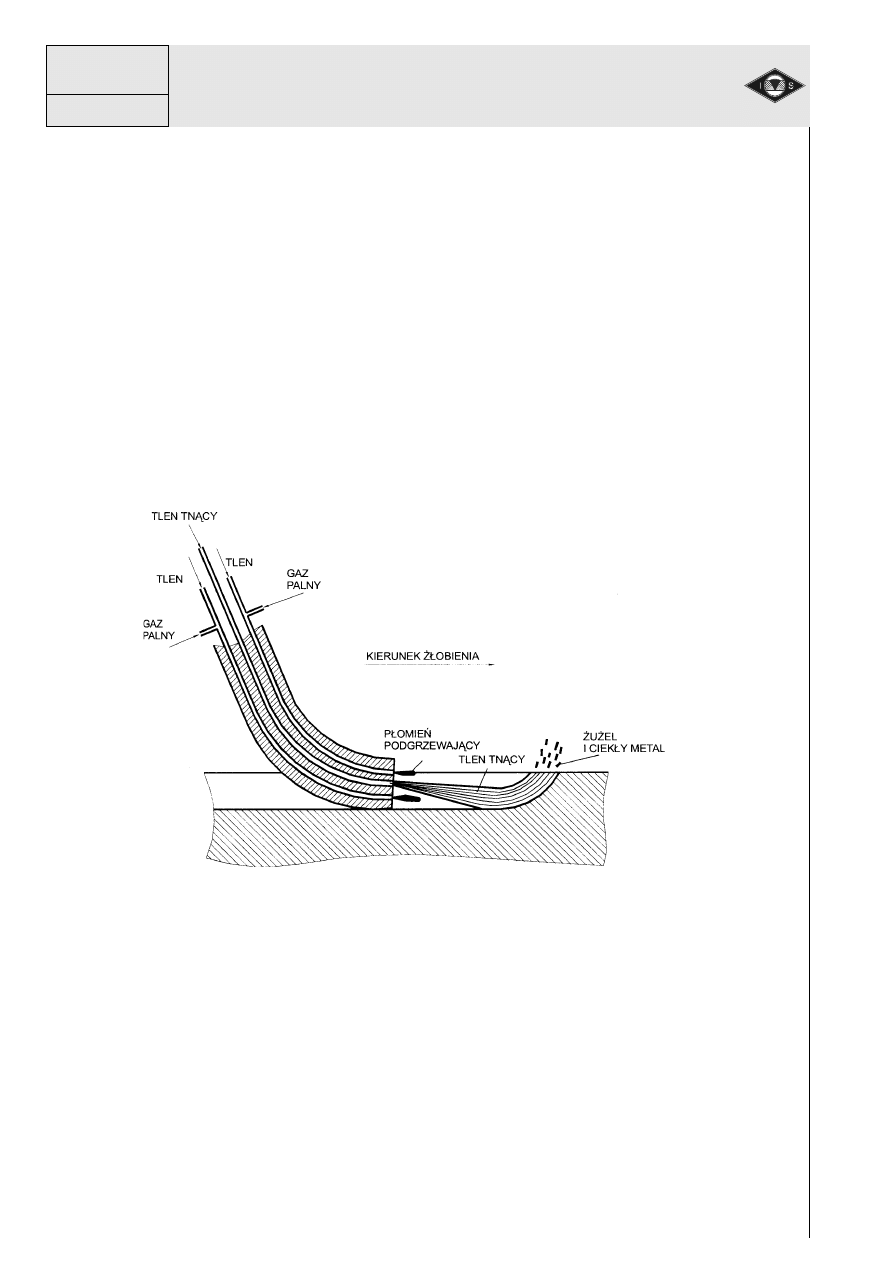
Ż
łobienie gazowe
Ż
łobienie za pomoc
ą
tlenu stosuje si
ę
przy wycinaniu wad lub usuwaniu zb
ę
d-
nego materiału we wlewkach i półwyrobach hutniczych, jak równie
ż
do przy-
gotowania zł
ą
czy do spawania lub usuwania wad w poł
ą
czeniach spawanych.
Zasada procesu
ż
łobienia
Proces
ż
łobienia polega na nagrzaniu materiału do odpowiednio wysokiej
temperatury i wypaleniu metalu po otwarciu strumienia tlenu tn
ą
cego.
Zalety
ż
łobienia płomieniowego
•
palnik taki jak przy ci
ę
ciu;
•
brak promieniowania ultrafioletowego oraz o
ś
lepiaj
ą
cej emisji
ś
wiatła, jak
przy
ż
łobieniu elektrogazowym;
•
mniejszy hałas oraz znacznie mniejsze zapylenie i emisja tlenku w
ę
gla,
ni
ż
przy
ż
łobieniu elektrogazowym;
•
nie wyst
ę
puje ryzyko lokalnego wzrostu zawarto
ś
ci w
ę
gla w materiale.
k
AW 38
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
1.2
Instytut
Spawalnictwa
w Gliwicach
AW 39
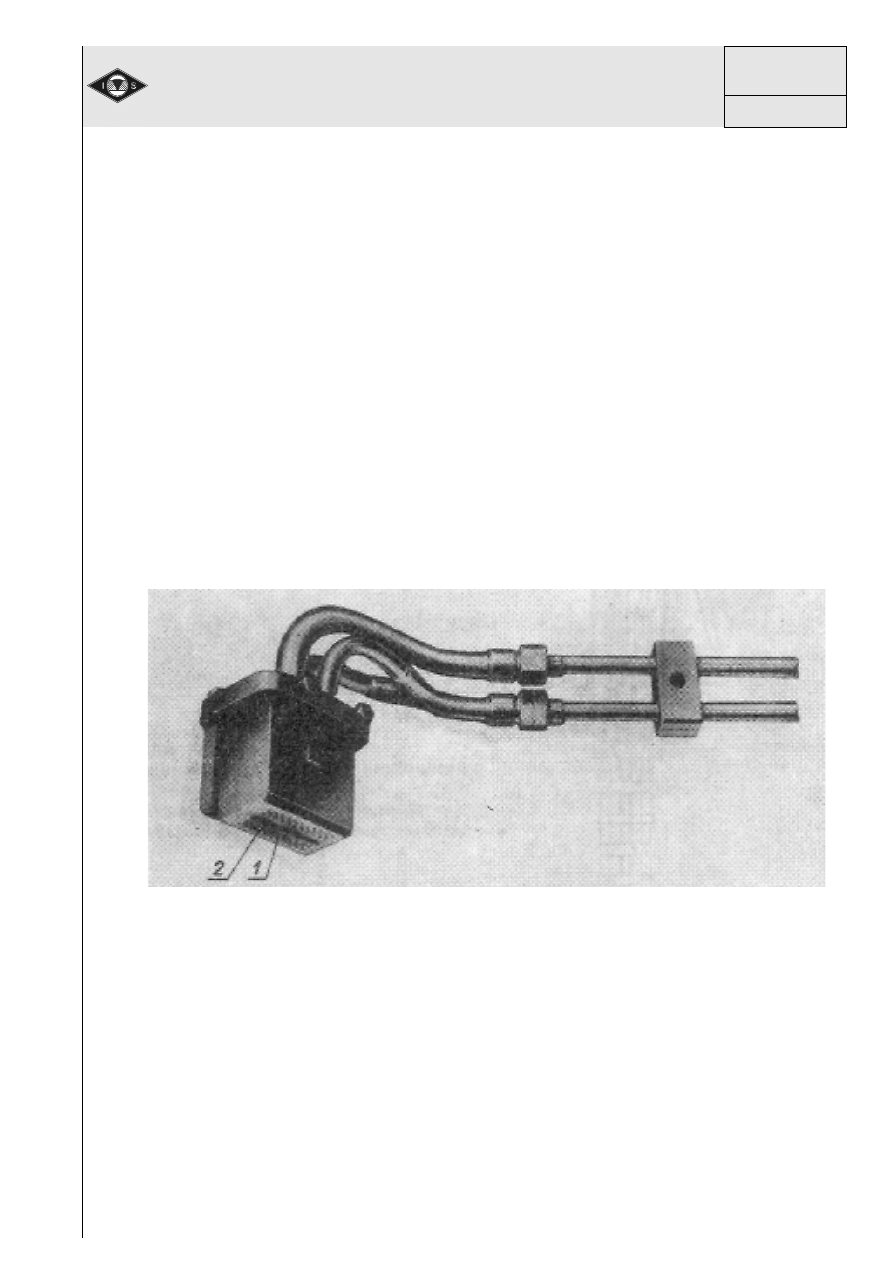
Skórowanie tlenem
Skórowanie tlenem stosuje si
ę
przy usuwaniu niezgodno
ś
ci powierzchnio-
wych lub naskórka wlewków stalowych w sposób warstwowy.
Proces skórowania jest podobny do procesu
ż
łobienia tlenowego z t
ą
lecz
ró
ż
nic
ą
,
ż
e specjalna konstrukcja palnika powoduje wypłyni
ę
cie tlenu
poprzez w
ą
sk
ą
, podłu
ż
n
ą
szczelin
ę
.
Budowa palnika do skórowania
1 - szczelina tlenu do skórowania
2 - wylot mieszanki palnej
-
Proces skórowania jest podobny do procesu żłobienia z tą różnicą, że
specjalna konstrukcja palnika powoduje wypłynięcie tlenu poprzez wąską,
podłużną szczelinę.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
Instytut
Spawalnictwa
w Gliwicach
1.2
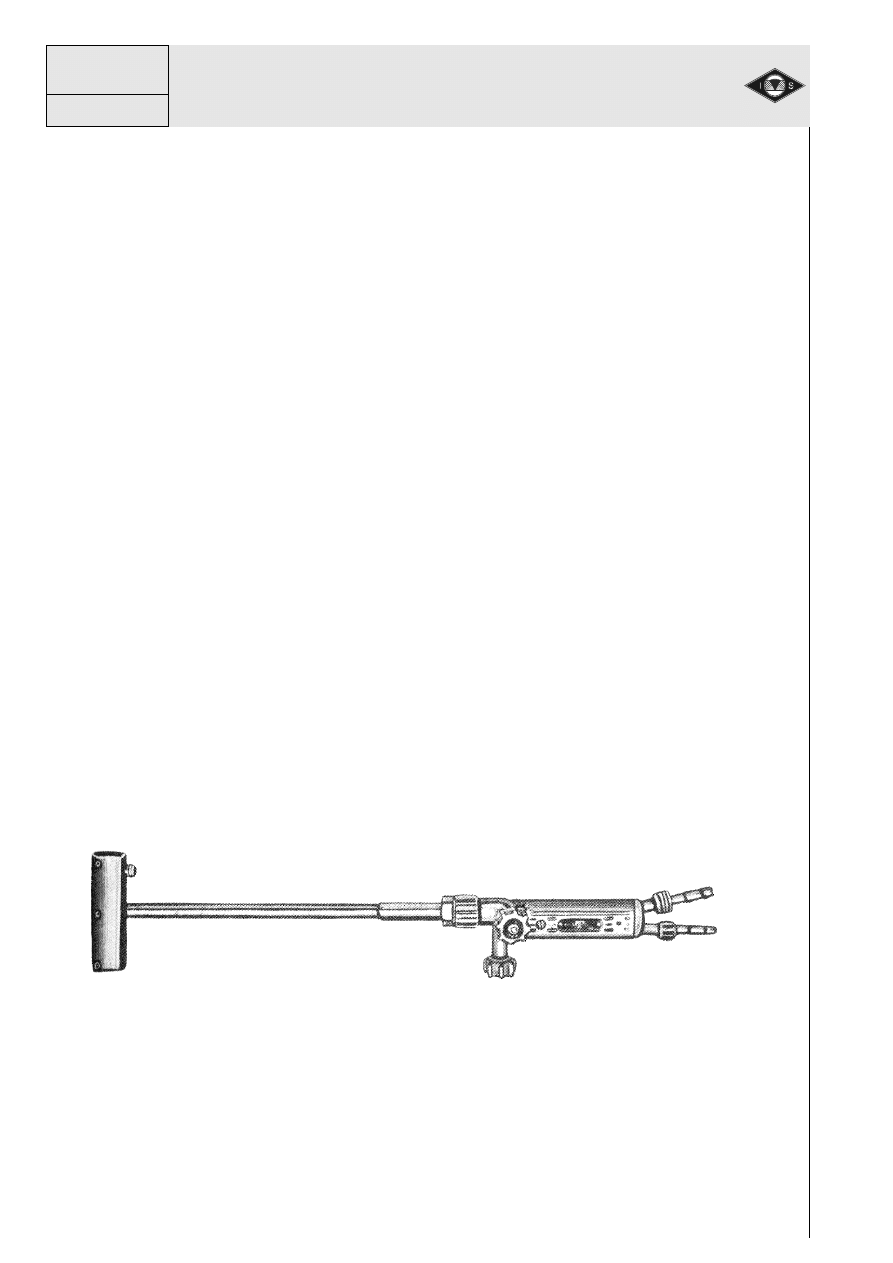
Opalanie płomieniowe (1)
Proces opalania nazywany równie
ż
oczyszczaniem stosuje si
ę
do usuwania
z powierzchni blach, kształtowników, zbiorników, kotłów, rur i innych kon-
strukcji stalowych rdzy, zgorzeliny, farby, lakieru, kamienia, betonu, oleju,
brudu i innych zanieczyszcze
ń
. Proces ten mo
ż
e by
ć
równie
ż
stosowany do
przygotowania powierzchni elementów do pierwszego malowania.
Przebieg procesu opalania
Proces opalania odbywa si
ę
z wykorzystaniem płomienia utleniaj
ą
cego
o du
ż
ej koncentracji bez nadmiernego wnikania ciepła w gł
ą
b materiału.
W zwi
ą
zku z powy
ż
szym oraz du
żą
pr
ę
dko
ś
ci
ą
posuwu palnika, która wyno-
si (3
÷
4,5) m/min, nie wyst
ę
puj
ą
ż
adne odkształcenia materiału.
Palnik do opalania płomieniowego
AW 40

Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
1.2
Instytut
Spawalnictwa
w Gliwicach
AW 41
Opalanie płomieniowe (2)
Zalety opalania płomieniowego
•
du
ż
a szybko
ść
;
•
brak konieczno
ś
ci specjalnego przygotowania materiału;
•
prostota procesu;
•
brak ubytku czyszczonego materiału;
•
du
ż
a skuteczno
ść
przy czyszczeniu podło
ż
a betonowego (np. na hali pro-
dukcyjnej) - nast
ę
puje wypalanie oleju na kilka centymetrów w gł
ą
b.
Powy
ż
sze zalety sprawiaj
ą
,
ż
e opalanie płomieniowe w niektórych przypad-
kach mo
ż
e by
ć
bardziej korzystne, ni
ż
piaskowanie, wysokoci
ś
nieniowe
czyszczenie wodne, czy nawet szlifowanie.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
Instytut
Spawalnictwa
w Gliwicach
1.2
Nagrzewanie płomieniowe
Proces nagrzewania płomieniowego polega na podgrzaniu pewnego obsza-
ru elementu do okre
ś
lonej temperatury.
Zastosowanie nagrzewania płomieniowego
Nagrzewanie płomieniowe stosuje si
ę
do podgrzewania wst
ę
pnego przed
spawaniem konstrukcji, jak równie
ż
po zako
ń
czeniu spawania w celu obni-
ż
enia pr
ę
dko
ś
ci studzenia. Nagrzewanie stosuje si
ę
tak
ż
e przy obróbce pla-
stycznej na gor
ą
co, do poł
ą
cze
ń
skurczowych (np. tulei na wałku), czy te
ż
przy utwardzaniu powierzchniowym (hartowaniu powierzchniowym).
Przykłady:
•
nagrzewanie spoiny
•
hartowanie
AW 42
-
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
1.2
Instytut
Spawalnictwa
w Gliwicach
AW 43
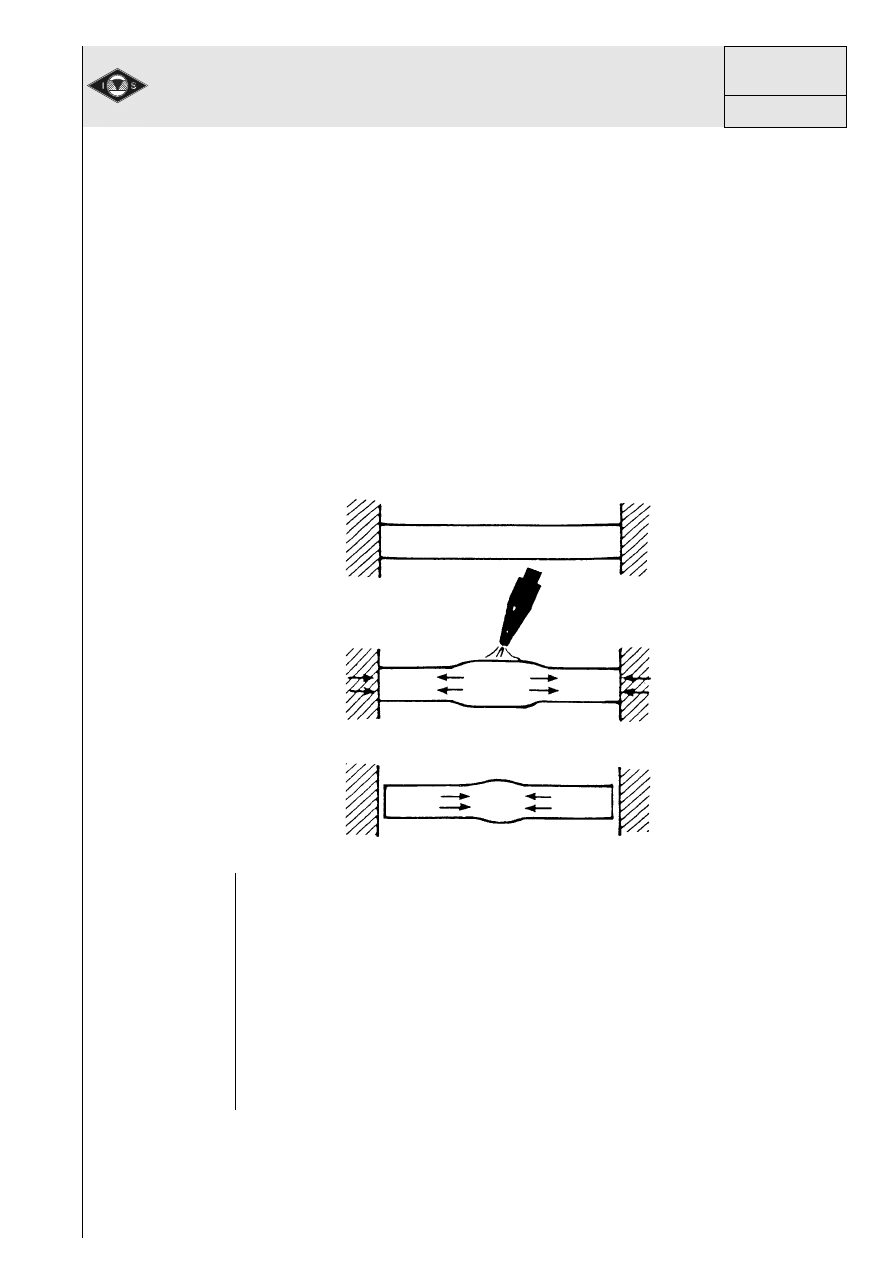
Prostowanie płomieniowe
Przy prostowaniu płomieniowym płomie
ń
gazowy u
ż
ywany jest do nagrze-
wania
ś
ci
ś
le okre
ś
lonych obszarów elementu do temperatury, w której ob-
szary te osi
ą
gn
ą
stan plastyczno
ś
ci. Miejsce nagrzania rozszerza si
ę
, jed-
nak
ż
e proces ten jest blokowany przez otaczaj
ą
cy zimny metal. Powoduje
to powstanie sp
ę
cze
ń
. Podczas stygni
ę
cia obszar, w którym powstały sp
ę
-
czenia kurczy si
ę
bardziej, ni
ż
si
ę
rozszerzył. Powoduje to wyprostowanie
zdeformowanego elementu.
UWAGI:
•
W trakcie prostowania płomieniowego bardzo wa
ż
nym jest
przeprowadzenie nagrzewania miejscowego w bardzo szyb-
kim tempie, aby ograniczy
ć
przechodzenie ciepła w s
ą
siednie
obszary.
•
Studzenie nagrzanych obszarów mo
ż
e odbywa
ć
si
ę
swobod-
nie w powietrzu, jak równie
ż
w sposób przy
ś
pieszony poprzez
zastosowanie spr
ęż
onego powietrza lub wody. Efekty prosto-
wania s
ą
takie same, jednak przy studzeniu spr
ęż
onym po-
wietrzem lub wod
ą
skraca si
ę
czas przeprowadzenia całej
operacji.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
Instytut
Spawalnictwa
w Gliwicach
1.2
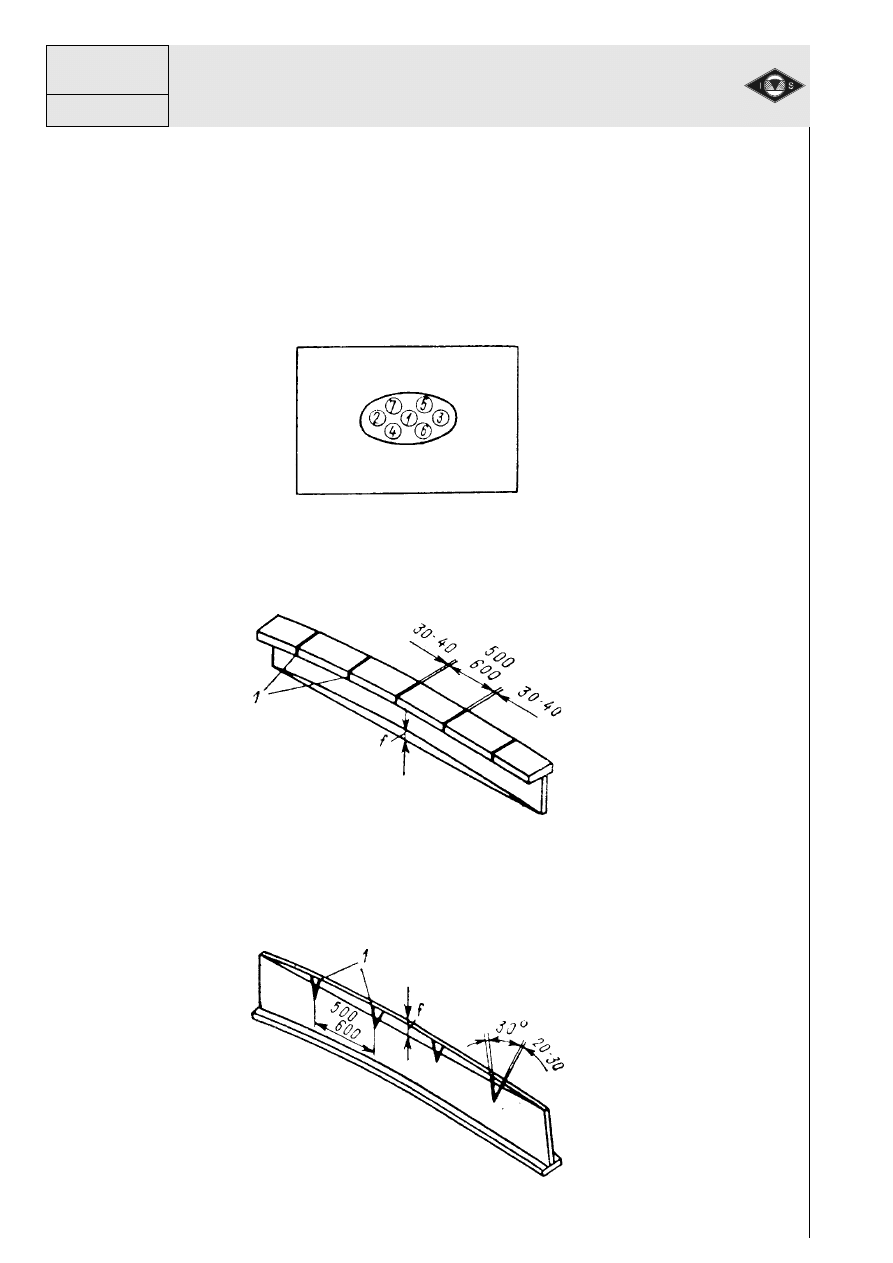
Sposoby nagrzewania elementów przy prostowaniu
płomieniowym
punktowe - stosuje si
ę
do usuwania wybrzusze
ń
na blachach, jak równie
ż
deformacji na wałach i rurach.
liniowe - do usuwania odkształce
ń
k
ą
towych, np. w zł
ą
czach ze spoinami
pachwinowymi (nagrzewanie mo
ż
na wykonywa
ć
punktowo wzdłu
ż
linii).
klinowe - stosowane jest wtedy, gdy wymagany jest szczególnie silny efekt
prostowania (nagrzewanie prowadzi si
ę
od wierzchołka klina w kierunku je-
go podstawy).
AW 44
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
1.2
Instytut
Spawalnictwa
w Gliwicach
AW 45
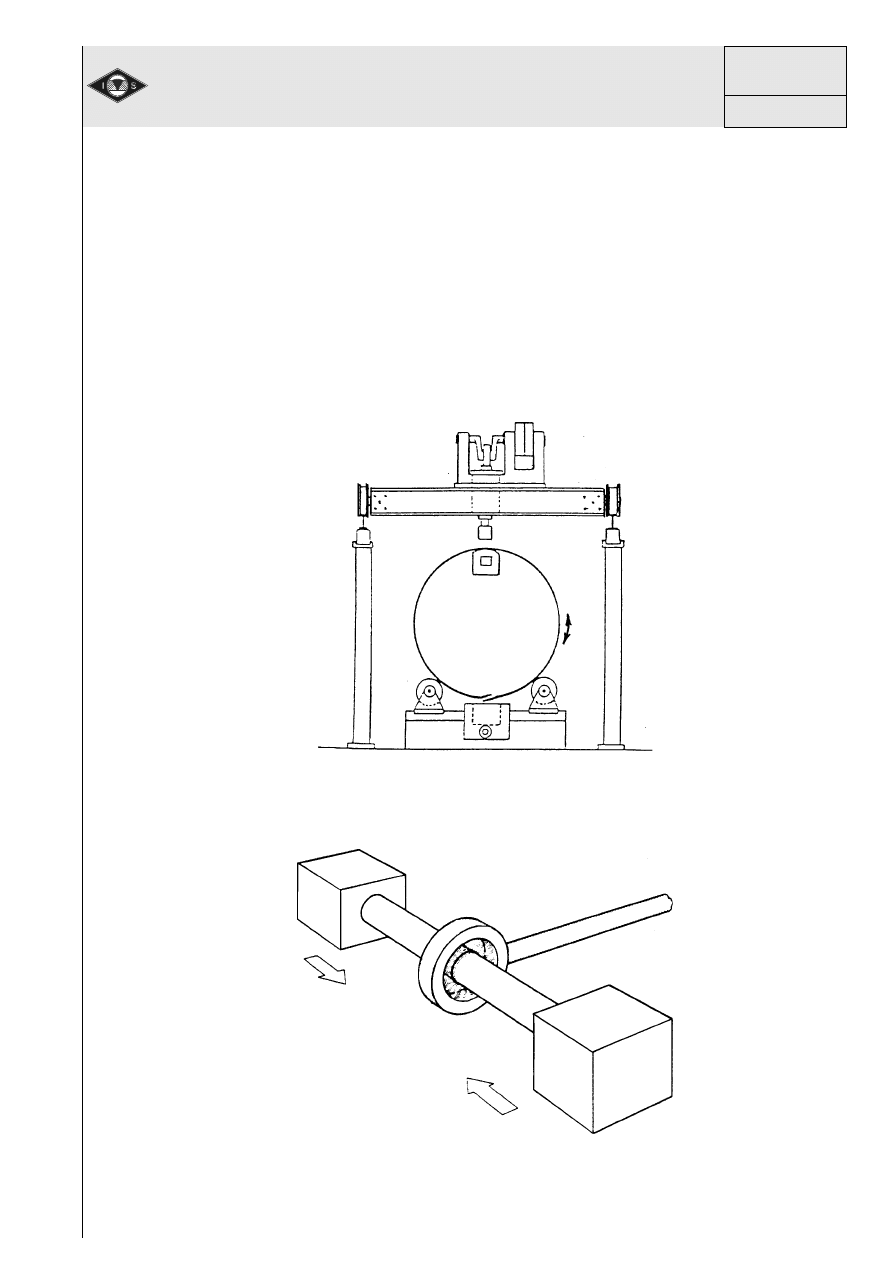
Płomieniowe zgrzewanie zgniotowe
Płomieniowe zgrzewanie zgniotowe polega na nagrzaniu kraw
ę
dzi ł
ą
czo-
nych elementów do temperatury ok. 1000
°
C i wywarciu na nie odpowied-
niego nacisku poprzez przekuwanie lub stały docisk.
•
przekuwanie
•
stały docisk

Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
Instytut
Spawalnictwa
w Gliwicach
1.2
AW 46
Przepisy BHP
Przepisy BHP uj
ę
te s
ą
w:
•
Rozporz
ą
dzeniu Ministra Gospodarki z dnia 27 kwietnia 2000r. w spra-
wie bezpiecze
ń
stwa i higieny pracy przy pracach spawalniczych (Dz.U.
nr 40, poz.470).
•
Rozporz
ą
dzeniu Ministrów Pracy i Opieki Społecznej oraz Zdrowia
z dnia 15 maja 1954r. w sprawie bezpiecze
ń
stwa i higieny pracy przy
u
ż
ytkowaniu butli z gazami spr
ęż
onymi, skroplonymi i rozpuszczonymi
pod ci
ś
nieniem (Dz.U. nr 29, poz.115).
Niektóre wymagania ogólne przy spawaniu gazowym:
•
Spawanie i ci
ę
cie metali powinno odbywa
ć
si
ę
w specjalnie na ten cel
przeznaczonym pomieszczeniu, za
ś
na otwartej przestrzeni powinno
by
ć
w miar
ę
mo
ż
liwo
ś
ci zabezpieczone przed opadami atmosferyczny-
mi.
•
Spawalnie powinny posiada
ć
wentylacj
ę
.
•
W pobli
ż
u stanowiska powinno znajdowa
ć
si
ę
stale naczynie napełnio-
ne wod
ą
słu
żą
c
ą
do ochładzania palnika.
•
Przy prowadzeniu prac spawalniczych w pobli
ż
u łatwopalnych przed-
miotów nale
ż
y je zabezpieczy
ć
, np. poprzez zasłoni
ę
cie blach
ą
.
•
Zabrania si
ę
u
ż
ywania strumienia czystego tlenu do przedmuchiwania
zbiorników i przewietrzania pomieszcze
ń
.

Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie tlenowo-gazowe i procesy pokrewne
1.2
Instytut
Spawalnictwa
w Gliwicach
AW 47
Wykaz literatury
1. Pałasz J.: Poradnik spawacza gazowego. WNT, Warszawa, 1996.
2. Mistur L.: Spawanie gazowe, elektryczne i w osłonach gazów ochronnych.
Wydawnictwo "KaBe", Krosno, 1999.
3. Mrowiec J.: Spawanie i cięcie gazowe. Materiały szkoleniowe Instytutu Spawalnictwa,
Gliwice, 1997.
4. Niagaj J., Winiowski A.: Materiały dodatkowe do spawania stali stosowanych na
konstrukcje spawane. Poradnik inżyniera. Spawalnictwo. Pod red. Jana Pilarczyka,
Tom 1, rozdział 11, WNT, Warszawa, 2003.
5. Niagaj J.: Spawanie gazowe. Poradnik inżyniera. Spawalnictwo. Pod red. Jana
Pilarczyka, Tom 2, rozdział 8.1, WNT, Warszawa, 2005.
6. PN-EN 12536:2002 Materiały dodatkowe do spawania - Pręty do spawania gazo-
wego stali niestopowych i stali odpornych na pełzanie - Klasyfikacja.
7. PN-EN ISO 1071:2005 Materiały dodatkowe do spawania - Elektrody otulone,
druty, pręty i druty proszkowe do spawania żeliwa - Klasyfikacja.
8. PN-EN ISO 544:2011 Materiały dodatkowe do spawania - Warunki techniczne
dostawy spoiw i topników - Typ wyrobu, wymiary, tolerancje i znakowanie.
9. PN-88/M-69420 Spawalnictwo. Druty lite do spawania i napawania stali.
10. PN-C-84905:1998 Gazy techniczne. Acetylen rozpuszczony.
11. PN-C-84908:1997 Gazy techniczne. Wodór sprężony.
12. PN-C-84910:1997 Gazy techniczne. Tlen sprężony.
13. PN-C-96008:1998 Przetwory naftowe. Gazy węglowodorowe. Gazy skroplone C3-C4.
14. PN-EN ISO 9692-1:2008 Spawanie i procesy pokrewne - Zalecenia dotyczące
przygotowania złączy - Część 1: Ręczne spawanie łukowe, spawanie łukowe elek-
trodą metalową w osłonie gazów, spawanie gazowe, spawanie metodą TIG i spa-
wanie wiązką stali.
15. PN-EN ISO 15609-2:2005 Specyfikacja i kwalifikowanie technologii spawania me-
tali - Instrukcja technologiczna spawania - Część 2: Spawanie gazowe.
16. PN-EN 1800:2006 Butle do gazów - Butle do acetylenu - Wymagania podstawo-
we, definicje i typy badań.
17. PN-EN ISO 14114:2001 Sprzęt do spawania gazowego - Zestawy butli acetyleno-
wych do spawania, cięcia i procesów pokrewnych - Wymagania ogólne.
18. PN-EN ISO 15615:2005 Sprzęt do spawania gazowego - Instalacje acetylenowe
do spawania, cięcia i procesów pokrewnych - Wymagania bezpieczeństwa doty-
czące urządzeń wysokociśnieniowych.
19. PN-EN ISO 10297:2009 Butle do gazów - Zawory do butli do gazów - Specyfika-
cja i badanie typu.
20. PN-EN 1089-3:2011 Butle do gazów - Znakowanie butli (z wyłączeniem LPG) -
Część 3: Kod barwny.
Wyszukiwarka
Podobne podstrony:
IWE IWP 2 5 2012
IWE IWP 4 6 2012
IWE IWP 1 7 2012
IWE IWP 4 4 2012
IWE IWP 3 2 2012
IWE IWP 2 8 2012
IWE IWP 1 8 2 2012
IWE IWP 1 5 2012
IWE IWP 1 6 2012
IWE IWP 3 1 2012
IWE IWP 2 5 2012
IWE IWP 4 6 2012
IWE IWP 1 7 2012
IWE IWP 1 7 2012
IWE IWP 2 18 2012
IWE IWP 2 19 2012
IWE IWP 2 11 2012
IWE IWP 1 16 2012
IWE IWP 2 22 2012
więcej podobnych podstron