
Instytut
Spawalnictwa
w Gliwicach
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie łukowe
drutem proszkowym
1.8.2
opracował: dr inż. Krzysztof Madej
Nowelizacja materiału: 02. 2012 r.

DRUTY PROSZKOWE
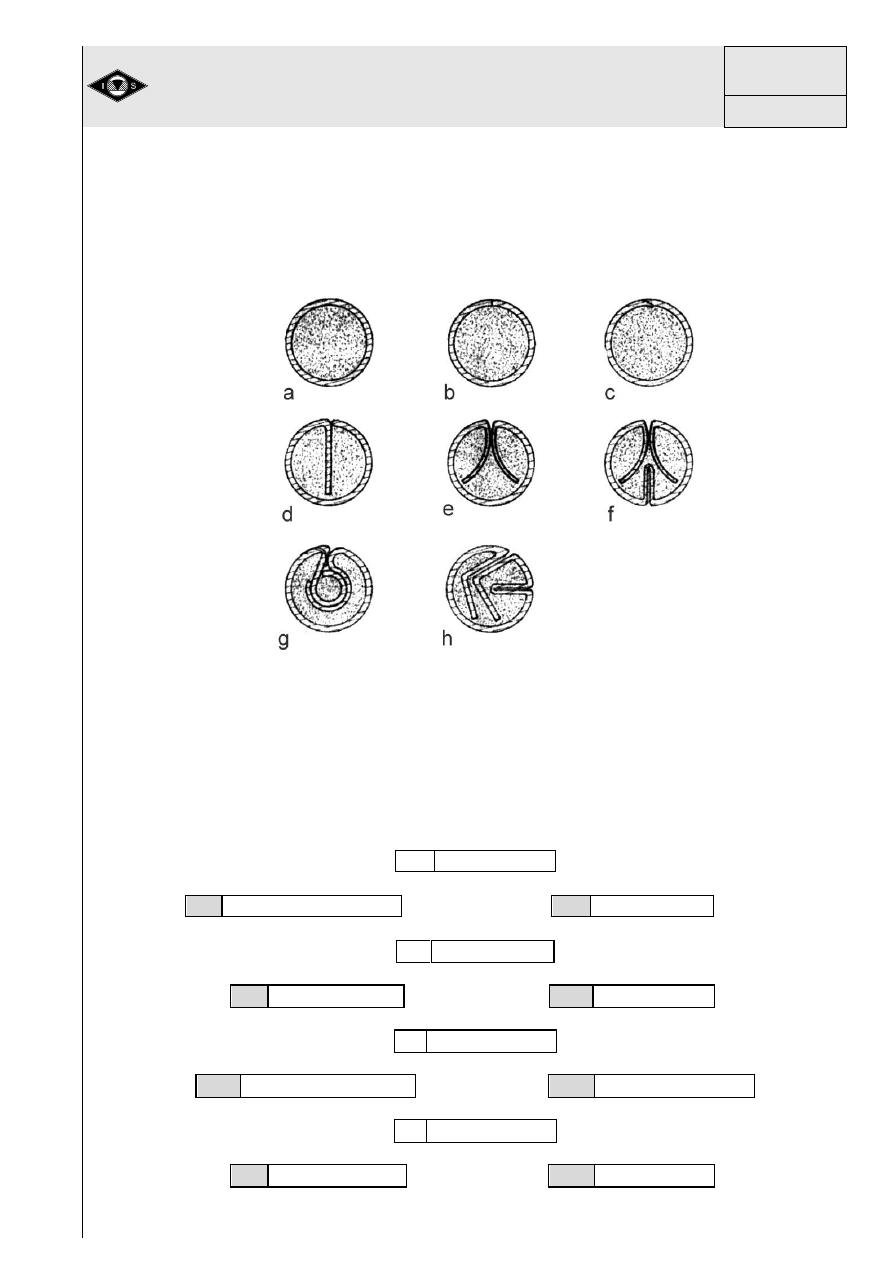
Drut proszkowy
( rdzeniowy ) jest materiałem elektrodowym stosowanym głównie do
spawania połączeniowego, napawania łukowego i natryskiwania cieplnego. Składa się
z metalowej powłoki o zewnętrznym kształcie rurki i z rdzenia stanowiącego kompozycję
proszkową ( rys.1 ).
Rys.1. Przekroje drutów proszkowych.
Podział drutów
proszkowych uwzględniający ich konstrukcję i aspekty technologiczne
przedstawiono poniżej.
Podział drutów proszkowych i ich charakterystyka
1 Konstrukcja
1.1 bez i ze stykiem
1.2 z zakładką
2
Przekrój
.1
prosty
2.2
złożony
3 Osłona łuku
3.1
osłona gazowa
3.2 samoosłonowy
4 Rdzeń drutu
4.1 metaliczny
4.2 topnikowy
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie łukowe drutem proszkowym
1.8.2
Instytut
Spawalnictwa
w Gliwicach
AW 1

1.1 ; 1.2 ; 2.1 ; 2.2 Konstrukcja drutu może być właściwie dowolna lecz najczęstszymi
odmianami są druty rurkowe proste ze stykiem i bez styku, z zakładką
oraz różne warianty
drutów o przekrojach złożonych.
Druty bez styku
(rys.1a) wykonuje się metodą wibracyjnego napełniania proszkiem gotowej
rurki z następującym jej kalibrowaniem do uzyskania żądanej średnicy. Są one zwykle
miedziowane, charakteryzują się wysoką jakością lecz zwykle podwyższoną ceną.
Większość produkowanych drutów proszkowych stanowią druty ze stykiem, których powłokę
wykonuje się z miękkiej taśmy metalowej (stalowej, niklowej ). Najbardziej rozpowszechnione
z nich to druty proste ze stykiem i z zakładką.
Druty ze stykiem
(rys.1 b) są najprostszą
i jednocześnie najłatwiejszą w wykonaniu konstrukcją.
Jakościowo dobry drut tej konstrukcji uzyskuje się stosując taśmę o odpowiedniej grubości.
W przypadku cienkiej powłoki i większej średnicy omawiany drut jest niedostatecznie
sztywny, podlega w trakcie spawania zgniataniu przez rolki podające, co wywołuje
wysypywanie się proszku rdzenia. Druty proszkowe do napawania są często produkowane
o
konstrukcji z zakładką
(rys.1 c). Konstrukcja również łatwa w wykonaniu, wyklucza
wysypywanie się proszku rdzenia, co ma istotne znaczenie przy spawaniu
półautomatycznym o znacznej długości przewodów doprowadzających drut.
Druty o złożonym przekroju
(rys.1 d -g) wykazują ważną zaletę polegającą na
równomiernym, jednoczesnym topieniu się powłoki i rdzenia drutu, co zabezpiecza bardziej
efektywną osłonę łuku. Wynika to stąd, że w związku z zazwyczaj wysoką opornością
elektryczną rdzenia, łuk jarzy się między taśmą lub kroplą ciekłego metalu i przedmiotem
spawanym, rdzeń natomiast topi się na zasadzie przewodnictwa cieplnego. Jeżeli więc rdzeń
drutu jest rozdzielony taśmą lub zawiera znaczną ilość proszków metalicznych, to topienie
powłoki praktycznie nie wyprzedza topienia się rdzenia.
Druty proszkowe o złożonym przekroju wskazują również większe wtopienie aniżeli druty
o przekroju prostym. Z tego powodu, w przypadku napawania, z reguły stosuje się druty
rurkowe proste.
Ze względu na trudniejsze wytwarzanie tych drutów ( mniejsza szybkość ciągnięcia ) oraz
trudność uzyskania ich mniejszych średnic, w praktyce druty te są produkowane
sporadycznie.
Średnice drutów proszkowych
są różne. Cienkie w zakresie 0,8-2 mm to zwykle druty do
spawania w osłonach gazowych, 1,6 - 2,0 mm to druty w większości samoosłonowe,
powyżej tej średnicy, dochodzące nawet do 6 mm to druty do spawania lub napawania
łukiem krytym, chociaż zwykle tak grube druty są zamieniane taśmą proszkową.
3.1 ; 3.2 ; 4.1 ; 4.2
Rdzeń drutu
jest mieszaniną proszków metalicznych ( druty
o wypełnieniu metalicznym ) lub metalicznych i mineralnych ( druty o wypełnieniu
topnikowym ), które zapewniają wymagany skład chemiczny stopiwa i właściwą osłonę
płynnego metalu, stabilizację łuku, kształtowanie się spoiny, a więc w sposób decydujący
wpływają na uzyskanie prawidłowego złącza lub napoiny.
Współczynnik napełnienia drutu
określany jako stosunek masy rdzenia do całkowitej masy drutu zwykle nie przekracza 40-
45%.
Osłona gazowa łuku
jest stosowana dla drutów o wypełnieniu metalicznym oraz drutów
topnikowych (bez składników gazotwórczych), a jej nadrzędnym celem jest zmniejszenie
zawartości gazów w stopiwie.
Samoosłonowy drut proszkowy
zawierający w rdzeniu składniki gazo - i żużlotwórcze oraz
pierwiastki metaliczne o dużym powinowactwie do tlenu i azotu (Si, Mn, Al ), które mogą być
jak w przypadku drutu - rys.1 g wydzielone w postaci odrębnej warstwy ( warstwa
zewnętrzna jest kompozycją gazo-żużlotwórczą, wewnętrzna metaliczną -analogia elektrod
otulonych) samoistnie wytwarza osłonę łuku, co eliminuje stosowanie osłony gazowej, która
w przypadku spawania montażowego na otwartej przestrzeni zwykle jest trudna i często nie
spełnia wyznaczonego celu.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie łukowe drutem proszkowym
Instytut
Spawalnictwa
w Gliwicach
1.8.2
AW 2

Za
lety i niedostatki drutów proszkowych
Prosty cykl wytwarzania drutów proszkowych.
Stosowane obecnie urządzenia do produkcji
drutów proszkowych charakteryzują się wysoką wydajnością ( do 500 m drutu /min),
a sposób wytwarzania tego rodzaju materiału elektrodowego umożliwia uzyskiwanie
wysokostopowych drutów, co w przypadku wykonywania drutów pełnych niejednokrotnie
stwarza wiele trudności technicznych lub jest wręcz niemożliwe.
Możliwości asortymentowe.
Konstrukcja drutu proszkowego umożliwia w szerokim zakresie
regulowanie składu chemicznego rdzenia ( stopiwa ), a więc dostosowywanie własności
stopiwa do konkretnych warunków pracy wyrobu, a nie odwrotnie, co niejednokrotnie
występuje przy zawężonym asortymencie danego typu materiałów elektrodowych.
Jednocześnie przy opracowywaniu nowych gatunków materiałów elektrodowych zostaje
wyeliminowany doraźny udział hutnictwa.
Wydajność spawania.
Wysoka wydajność spawania drutami proszkowymi wynika z wysokiej
wielkości uzysku stopiwa oraz możliwości stosowania dużych gęstości prądowych.
W porównaniu ze spawaniem elektrodami otulonymi i spawaniem metodą MAG
, wydajność
spawania drutami proszkowymi jest wyższa odpowiednio o około 200-400% i 10-30%.
Mechanizacja i automatyzacja procesu spawania.
Drut proszkowy jako "elektroda ciągła"
najczęściej stosowany w procesie spawania półautomatycznego, umożliwia stosowanie
spawania automatycznego i realizację mechanizacji tego procesu.
Inne.
Ważną zaletą drutów proszkowych jest zmniejszona skłonność spoin do tworzenia
przyklejeń, szczególnie w porównaniu z metodą MAG drutem pełnym.
W porównaniu ze spawaniem metodą MAG podkreśla się mniejszą ilość odprysków
i łatwość ich usuwania oraz lepsze kształtowanie spoiny.
Efektywność spawania drutami proszkowymi wynika również z możliwości uzyskania
znacznego wtopienia , a tym samym zmniejszenie grubości spoin pachwinowych
i ukosowania krawędzi blach.
Pomimo przedstawionych niewątpliwych zalet stosowania spawania drutami
proszkowymi, technologia ta w przypadku drutów samoosłonowych wykazuje jednak istotne
niedostatki spowodowane głównie dużą zawartością gazów w stopiwie . Problem ten
wynikający z trudności uzyskania odpowiedniej osłony i ograniczenia w stopiwie głównie
zawartości azotu jest szczególnie odczuwalny w przypadku samoosłonowych drutów do
spawania połączeniowego. Zastosowanie pierwiastków aktywnie reagujących z azotem, np.
Al nie dało oczekiwanych rezultatów, gdyż wpływ metalurgiczny aluminium działa
niekorzystnie na własności plastyczne i udarność stopiwa .
Analizując jednak dane katalogowe własności mechanicznych stopiwa drutów proszkowych,
należy stwierdzić, że postęp w tym zakresie jest widoczny.
Dotychczasowe osiągnięcia w zakresie technologii spawania drutami proszkowymi
ugruntowały pozycję i rozwój tej techniki. Wszystkie większe firmy produkujące materiały
elektrodowe wytwarzają również druty proszkowe.
Wytwarzanie drutów proszkowych
Proces wytwarzania drutów proszkowych jest realizacją dwóch konkretnych operacji:
- kształtowania z taśmy powłoki rurkowej i wypełnienie jej proszkiem;
- redukcji ( zmniejszenia ) średnicy drutu proszkowego.
Ww. wymienione operacje mogą występować w jednym lub dwóch oddzielnych cyklach.
Przykład wytwarzania drutu proszkowego
ze stykiem przedstawiono na rys.2.
Do wytwarzania tego drutu wykorzystuje się głębokotłoczną taśmę stalową, która w trakcie
kształtowania w rurkę jest napełniana proszkiem, a jej średnica jest następnie redukowana.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie łukowe drutem proszkowym
1.8.2
Instytut
Spawalnictwa
w Gliwicach
AW 3
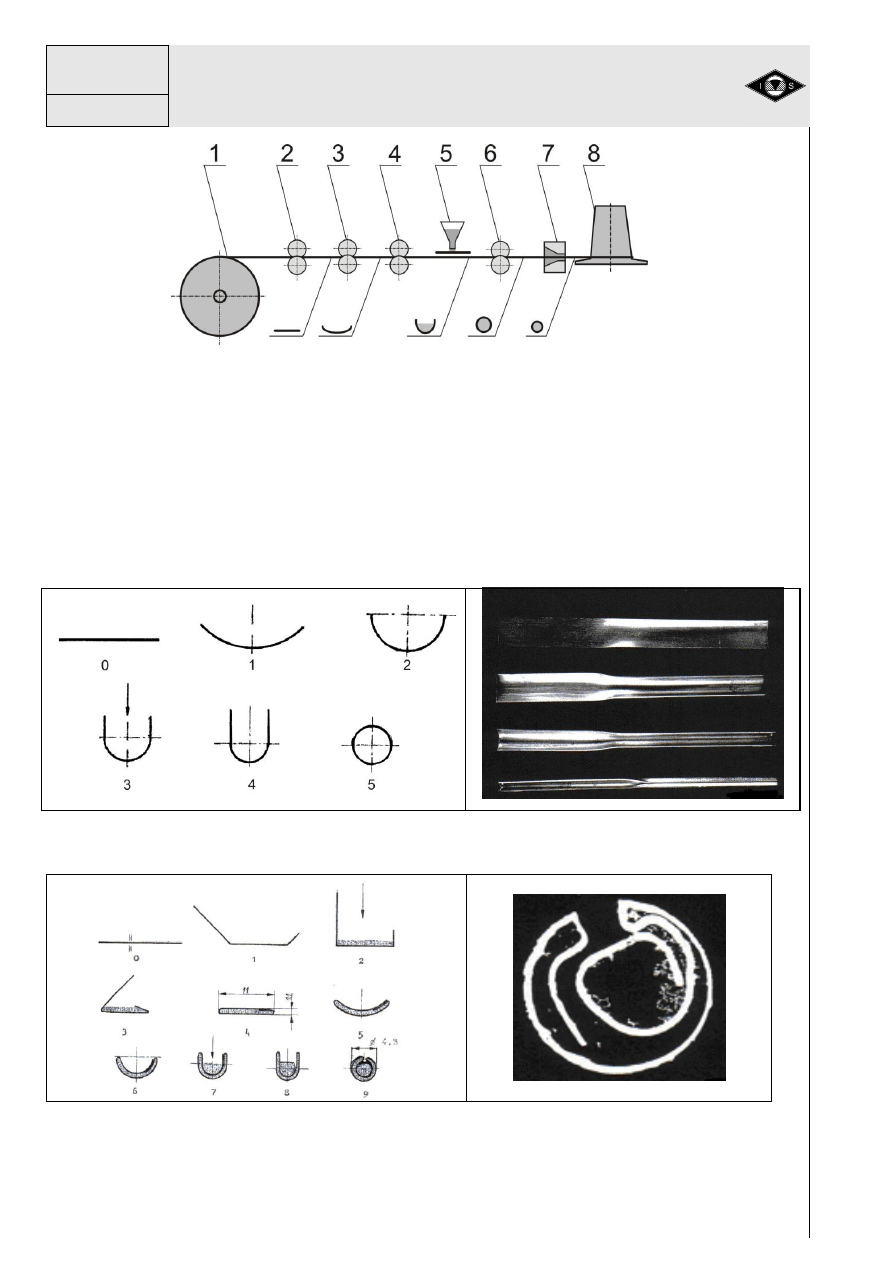
Rys.2. Schemat wytwarzania drutu proszkowego o przekroju prostym ze stykiem.
1-kręg taśmy; 2-4 rolki profilujące; 5-dozownik proszku; 6 – rolki zamykające; 7-ciągadło;
8-bęben napędowy
Zasada działania urządzenia
Taśma stalowa odwijana z kręgu 1 jest przeciągana przy
pomocy bębna napędowego 8 przez szereg rolek profilujących 2-4oraz ciągadło 7. Rolki
profilujące stopniowo kształtują taśmę profilując ją ostatecznie w rurkę. Na odcinku
korytkowego wyprofilowania taśmy [U] następuje napełnienie profilu kompozycją proszkową
przy pomocy dozownika 5 .Po zamknięciu profilu w okręg przez rolki 6, wytworzona rurka
z proszkiem jest kalibrowana w ciągadle 7 i nawijana na bęben 8.
Rys.3 Kształtowanie taśmy drutu o przekroju prostym
ø 3,4 mm, Pow. x 10
Rys. 4 Kształtowanie taśmy drutu dwuwarstwowego i jego przekrój.
Dozownik proszku
jest zespołem transportującym proszek z zasobnika do odpowiednio
ukształtowanej taśmy. Prawidłowe funkcjonowanie tego zespołu decyduje o stabilności
współczynnika napełnienia drutu proszkiem, a tym samym o jakości drutu. Ogólnie znane są
trzy typy dozowników: taśmowy, talerzowy i bębnowy.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie łukowe drutem proszkowym
Instytut
Spawalnictwa
w Gliwicach
1.8.2
AW 4
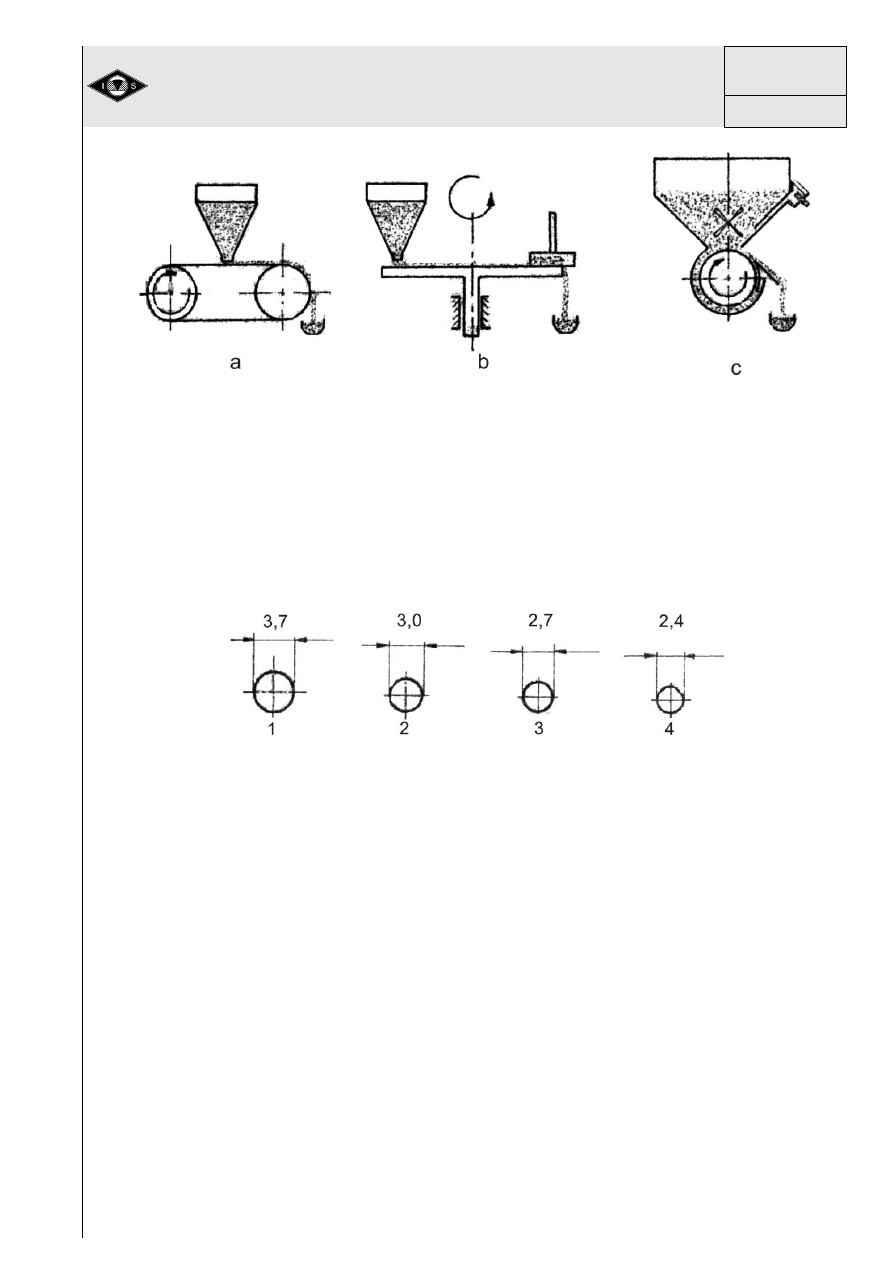
Rys.5. Schemat dozowników: a - taśmowy, b - talerzowy, c – bębnowy
W urządzeniu laboratoryjnym Instytutu Spawalnictwa ruch obrotowy dolnej rolki
poprzedzającej dozownik jest wykorzystany do jego napędu. Taki system kinematyczny
zapewnia prostą mechanicznie synchronizację przesuwu taśmy i zasypu proszku, co
stabilizuje wielkość współczynnika napełnienia drutu niezależnie od możliwych zmian
szybkości wykonywania drutu.
Redukcja średnicy drutu
realizowana przy pomocy ciągadeł ma na celu zmniejszenie
średnicy drutu i dokładne zaprasowanie znajdującego się wewnątrz proszku.
Rys.6 Przykład redukcji średnicy drutu wykonanego z taśmy 12 x 0,5 mm
W nowoczesnych urządzeniach
do produkcji drutów proszkowych poszczególne pary rolek
profilujących są wyposażone w odrębne napędy – motoreduktory, umożliwiające regulację
szybkości obrotowej, a redukcja średnicy drutu następuje nie na zasadzie kalibrowania
( przeciąganie przez oczka ) lecz na zasadzie walcowania
za pomocą rolek walcujących wyposażonych również w odrębne zespoły napędowe.
Ważny w tym przypadku jest układ sterowniczy sprzęgający działanie tych napędów –
stopniowanie szybkości obrotowych z zapewnieniem elastycznego naciągu taśmy,
a następnie powłoki rurkowej drutu.
Należy zaznaczyć, że ze względu na proces kalibracji drutu, szybkość obrotowa każdego
kolejnego motoreduktory jest większa od poprzedniego.
MIESZANINA PROSZKOWA
O rodzaju i jakości drutów proszkowych decyduje przede wszystkim kompozycja proszkowa
składająca się z: proszków metali → Fe, Mn,Cr,Ni ; proszków żelazostopów →FeMn, FeCr,
FeSi, FeTi ; proszków niemetali→ C; proszków nieorganicznych→ żużlotwórczych: CaCO
3
,
CaF
2
, TiO
2,
Na
2
SiF
6
itd.
Wymienione składniki, jako surowce wyjściowe, w większości występują w postaci
kawałkowej i podlegają rozdrobnieniu do postaci proszkowej.
Do tego celu służą różnego rodzaju kruszarki i młyny zwykle z ciągłym przesiewaniem
proszku przez sita umożliwiające minimalizację frakcji pylistej, pogarszającej sypkość
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie łukowe drutem proszkowym
1.8.2
Instytut
Spawalnictwa
w Gliwicach
AW 5
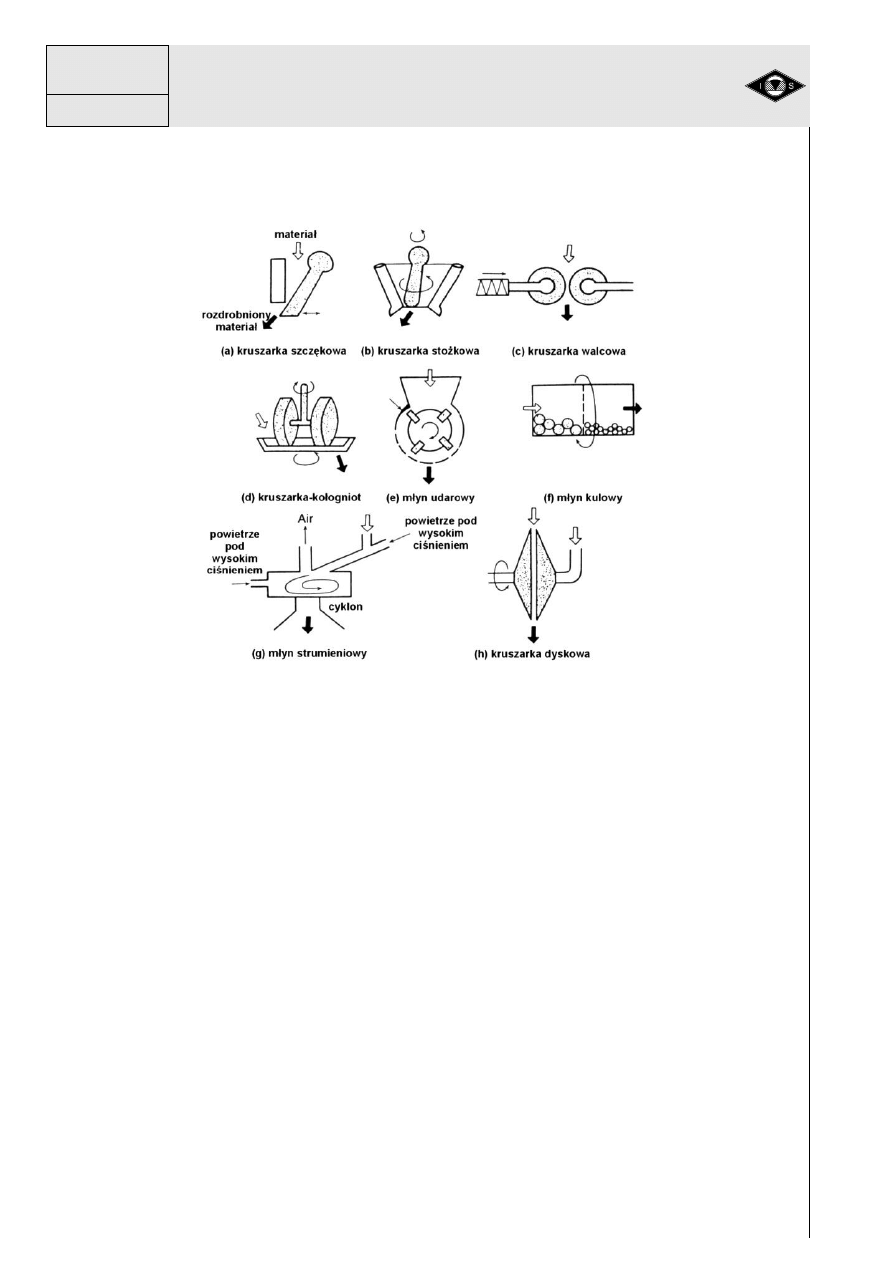
mieszaniny proszkowej. Składniki skłonne do wybuchu w młynie np. żelazomangan są
mielone na mokro lub z dodatkiem innych materiałów np. wapienia.
Frakcje pyliste proszków są wykorzystywane do innych celów, np. do produkcji elektrod
otulonych.
Rys. 7
Metody rozdrabniania surowców
Sypkość proszku stanowi jeden z podstawowych problemów wytwarzania drutów
proszkowych dobrej jakości. Proszek „ musi się dobrze sypać”, aby równomiernie wypełniać
rdzeń drutu.
Dlatego niejednokrotnie warto przeanalizować w tym względzie odmiany alotropowe
niektórych materiałów i zastosować np. zamiast kredy marmur.
Wielkość i stabilność napełnienia drutu proszkiem ocenia się na podstawie współczynnika
napełnienia:
K
N
= M
P
/ M
D
= M
P
/ M
T
+ M
P
gdzie: M
P
– ciężar proszku; M
T
- ciężar taśmy; M
D
– ciężar dutu;
Wahania wielkości współczynnika napełnienia decydują o składzie chemicznym stopiwa
i w konsekwencji o własnościach mechanicznych spoiny lub np. o twardości
( ścieralności ) napoiny .
Poza tym, szczególnie w przypadku drutów zawierających składniki żużlotwórcze, zmiana ich
zawartości może negatywnie wpływać na własności technologiczne spawania ( jarzenie łuku,
układ spoiny, osłona stopiwa ) i skłonność do tworzenia wad – pory, pęknięcia itp.
Charakterystyka układów żużlowych
W zależności od składu rdzenia drutu proszkowego, zawierającego oprócz składników
metalicznych również składniki mineralne, których funkcja polega na wytworzeniu osłony
płynnego metalu, odtlenieniu i likwidacji szkodliwych gazów w stopiwie, uzyskaniu żądanego
składu chemicznego stopiwa stabilizacji jarzenia łuku i zabezpieczeniu innych wymagań
prawidłowego procesu spawania, druty proszkowe można ogólnie podzielić na następujące
typy.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie łukowe drutem proszkowym
Instytut
Spawalnictwa
w Gliwicach
1.8.2
AW 6

Typ rutylowy
Druty proszkowe o rdzeniu rutylowym tworzą przy topieniu żużle o charakterze kwaśnym
z dominującą zawartością dwutlenku tytanu.Typowe układy żużlowe tych drutów są
następujące:TiO
2
– SiO
2
; TiO
2
- SiO
2
-CaO; TiO
2
– SiO
2
– Al
2
O
3.
Komponentami rdzenia są:
rutyl, glinokrzemiany, rudy i inne. Dostatecznie wysoki potencjał utleniający żużla i znaczne
zawartości związków alkalicznych w stosowanych surowcach zapewniają wysoką stabilność
łuku, drobnokroplowe topienie metalu z niewielkim rozpryskiem. Własności żużli rutylowych
sprzyjają uzyskiwaniu spoin ( napoin ) o prawidłowym kształcie i wyglądzie zewnętrznym.
Rys. 8 Widok przykładowej napoiny ( obok
żużel ) wykonanej drutem typu rutylowego.
Druty proszkowe rutylowe charakteryzują się doskonałymi właściwościami
spawalniczymi we wszystkich pozycjach i szerokim zakresem parametrów optymalnych . Są
stosowane głównie do spawania złączy w pozycjach przymusowych. Topnik rutylowy
zapewnia bardzo stabilne jarzenie się łuku i stosunkowo rzadkopłynny metal spoiny. Ciekły
metal spoiny ma doskonałe własności zwilżające, lecz cecha ta w połączeniu z natryskowym
przenoszeniem metalu w łuku sprawia, że jest utrudnione wykonanie ściegu graniowego
i niekiedy jest wymagane stosowanie podkładek formujących, np. ceramicznych.
Do spawania w pozycjach przymusowych są produkowane druty proszkowe rutylowe
wytwarzające szybko krzepnący i sztywny żużel, utrzymujący w wymaganej pozycji szybko
krzepnące jeziorko spoiny. Do spawania w pozycjach podolnych są stosowane druty
proszkowe o bardziej rzadkopłynnych żużlach, umożliwiających spawanie z dużymi
prędkościami.
Druty proszkowe rutylowe mogą być stosowane do spawania stali niskowęglowych
i niskostopowych o wytrzymałości do 650 MPa i wysokiej udarności stopiwa
aż do -50°C.
Typ rutylowo – fluorytowy
Żużel tego typu drutu wykazuje charakter zasadowy i wyróżnia się znaczną zawartością
fluorytu i dwutlenku tytanu. Proces utlenienia manganu i krzemu zachodzi w ograniczonym
stopniu.Typowe układy żużlowe tych drutów to:
TiO
2
-CaF
2
-CaO-MgO; TiO
2
-CaF
2
; TiO
2
-CaF
2
-MgO- Al
2
O
3
. Zawartość wodoru w metalu
napawanym drutem
rutylowo – fluorytowym jest niższa aniżeli w stopiwie drutu rutylowego.
Typ rutylowo-organiczny
Rdzeń tego drutu zawiera zwykle rutyl i glinokrzemiany. Materiał gazotwórczy stanowi
krochmal lub celuloza, natomiast jako odtleniacz stosuje się żelazomangan. Żużel tego drutu
wykazuje charakter kwaśny i składa się głównie z tlenków tytanu i krzemu. Z pewnym
przybliżeniem, żużel ten można zaliczyć do jednego z dwóch układów: Ti0
2
-SiO
2
-Al
2
O
3
;
Ti0
2
-SiO
2
-MgO.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie łukowe drutem proszkowym
1.8.2
Instytut
Spawalnictwa
w Gliwicach
AW 7
Zwiększenie zawartości krzemu w stopiwie, wprowadzenie do rdzenia aktywnych
odtleniaczy, zwiększenie prądu spawania oraz długości wolnego wylotu drutu, to czynniki
sprzyjające porowatości spoin.
Nawilgocenie masy rdzeniowej, rdza i zgorzelina powierzchni elementów spawanych nie
wywołują porowatości. Ograniczenie nasycenia stopiwa gazami uzyskuje się głównie
poprzez rozkład materiałów organicznych. Zwiększenie jednak udziału krochmalu lub
celulozy w rdzeniu, powoduje nierównomierność topienia się drutu pogorszenie własności
technologiczno-spawalniczych i jest mało efektywna z punktu widzenia dalszego obniżenia
zawartości gazów w stopiwie.
Ograniczenie wielkości prądu spawania wywołującego nierównomierne topienie się drutu
i nadmierną porowatość , znacznie obniża wydajność spawania tymi drutami proszkowymi.
Typ węglanowo- fluorytowy
Materiałami gazotwórczymi tych drutów są węglany (wapnia, magnezu, sodu, itp.), natomiast
składniki żużlotwórcze stanowią: fluoryt, rutyl, glinokrzemiany, tlenki metali zasadowych.
Jako odtleniaczy stosuje się głównie żelazomangan i żelazokrzem.
W celu dodatkowego odtlenienia, a przede wszystkim związania azotu, do rdzenia drutu
wprowadza się również proszek tytanu lub aluminium.
W przypadku drutów proszkowych jednowarstwowych, wykazujących w porównaniu
z dwuwarstwowymi, gorszą osłonę łuku, zastosowanie pierwiastków aktywnie reagujących
z azotem jest bezwzględnie wymagane. Pomimo negatywnego wpływu aluminium i tytanu na
własności plastyczne i udarność stopiwa, pierwiastki te w chwili obecnej stanowią
niezastąpione składniki przeciwdziałające porowatości.
Żużel omawianych drutów wykazuje charakter zasadowy i odpowiada jednemu
z następujących układów:
CaO-CaF
2
-Ti0
2
; CaO-CaF
2
-Al
2
O
3
; MgO-CaF
2
-SiO
2
; CaO-CaF
2
-Si0
2
Zawartość w żużlu tlenków zasadowych umożliwia odsiarczenie I odfosforowanie stopiwa.
Druty proszkowe tego typu charakteryzują się wysoką wydajnością i możliwością stosowania
wysokich gęstości prądowych. Stopiwo jest w znacznym stopniu odtlenione, a ilość gazów w
nim jest nieznaczna. Rdzeń drutu wykazuje podwyższoną higroskopijność, co wymaga
hermetycznego pakowania drutu i odpowiedniego przechowywania. Druty typu węglanowo -
fluorytowego stosuje się do spawania odpowiedzialnych konstrukcji stalowych.
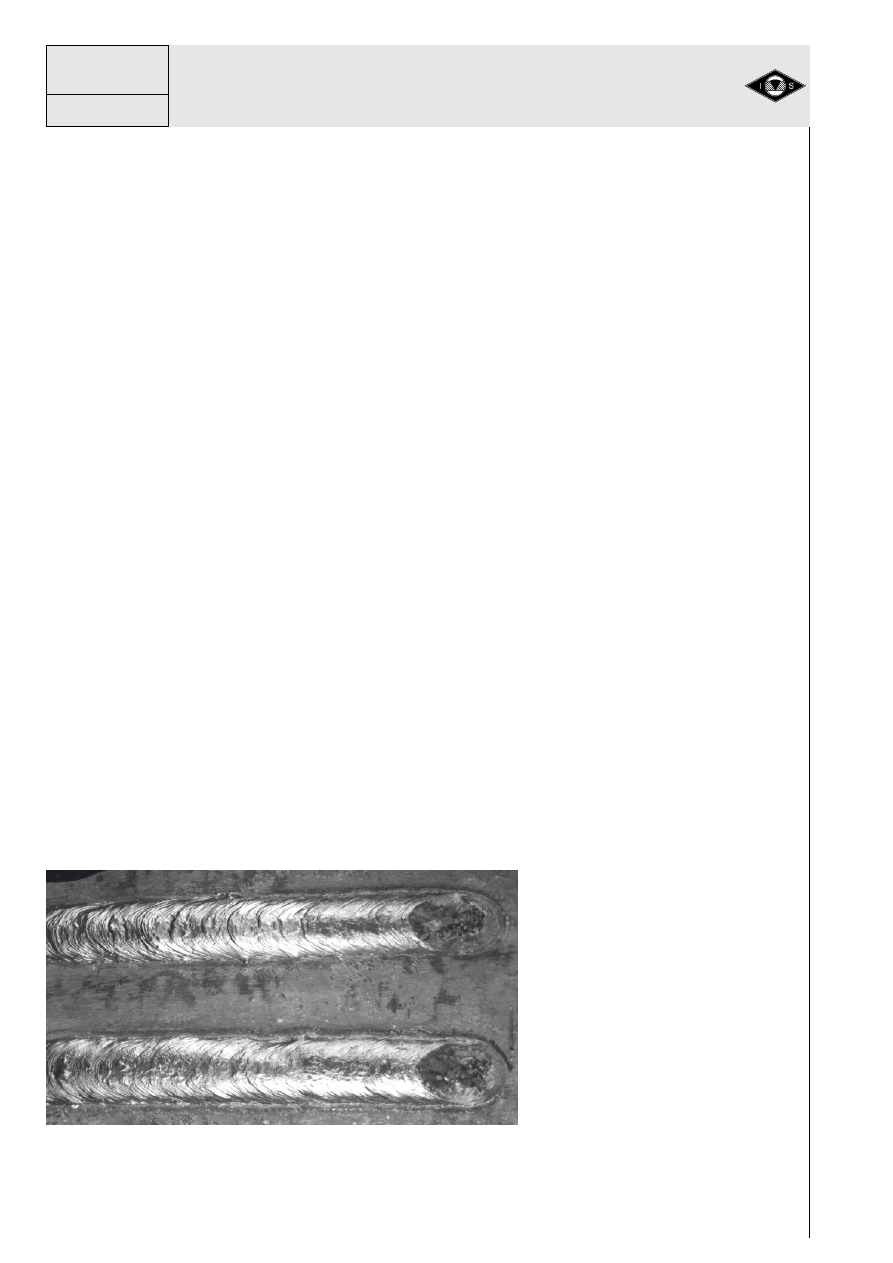
Rys. 9 Widok przykładowych napoin
wykonanych drutem typu
węglanowo - fluorytowego.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie łukowe drutem proszkowym
Instytut
Spawalnictwa
w Gliwicach
1.8.2
AW 8

Typ fluorytowy
Podstawowymi składnikami żużla tych drutów są fluorki wapnia lub magnezu, z niewielkimi
dodatkami związków regulujących technologicznie własności żużla. Ze względu na
niebezpieczeństwo powstawania na powierzchni metalu warstwy tlenkowej typu spineli,
znacznie utrudniającej oddzielanie żużla, rdzeń drutu zawiera związki słabo utleniające lub
zasadowe (tlenek magnezu, tlenki glinu, węglany, fluorki). Niska zawartość lub brak
w rdzeniu materiałów gazo twórczych, jest kompensowana przez pierwiastki o dużym
powinowactwie do azotu, które są wprowadzane do drutu w postaci proszków metalicznych
lub ligatur
(aluminium, żelazotytan, stop aluminium-magnez, itp.) Przy spawaniu tymi
drutami, wzrost napięcia łuku powoduje znaczne zwiększenie zawartości azotu w stopiwie,
co może być przyczyną porowatości lub kruchości metali.
Przedstawione typy drutów proszkowych z uwzględnieniem ich charakterystycznych
układów żużlowych, odniesienie do drutów proszkowych do spawania, dotyczą również
drutów do napawania.
Węglany wprowadzone do drutów proszkowych spełniają rolę składników gazo-
i żużlotwórczych, przy czym węglany sodu i potasu są równocześnie stabilizatorami łuku.
Dysocjacja węglanów.
Na przykład węglan sodu w obecności SiO
2
dysocjuje w stosunkowo
niskim zakresie temperatur wg reakcji:
Na
2
CO
3
+ SiO
2
→
Na
2
SiO
3
+ CO
2
Węglany mogą dysocjować w sposób bezpośredni , np.:
CaCO
3
→ CaO + CO
2
MgCO
3
→ MgO + CO
2
lub w sposób pośredni z niskostopowych eutektyk i podwójnych węglanów, np.:
CaNa
2
(CO
3
)
2
+ 2SiO
2
→ CaSiO
3
+Na
2
SiO
3
+2CO
2
Rola fluoru.
Związki fluoru są stosowane w celu obniżenia zawartości wodoru w stopiwie
i zmian ( regulacji ) własności żużla.
Łączenie wodoru z fluorem można przedstawić ma przykładzie następujących reakcji:
2CaF
2
+ 3SiO
2
→
SiF
4
+ 2CaSiO
3
2CaF
2
+ Si + 2O →SiF
4
+2CaO
Na
2
SiF
6
→
2NaF + SiF
4
SiF
4
+ 2H
2
O → SiO
2
+ 4HF
Przebieg reakcji łączenia wodoru z fluorkami jest dyskusyjny. Istnieje np. pogląd, że
bezpośrednie wiązanie wodoru przez CaF
2
wg podanych niżej reakcji jest wątpliwe:
CaF
2
+ H → CaF + HF
CaF
2
+ H
2
O → CaO +2HF
Przedstawione typy drutów proszkowych z uwzględnieniem ich charakterystycznych układów
żużlowych dotyczą zarówno drutów stosowanych do spawania jak i napawania.
Druty proszkowe zasadowe i rutylowo-zasadowe
zapewniają znacznie lepsze właściwości
mechaniczne stopiwa niż druty proszkowe rutylowe i szczególnie bardzo dobrą odporność na
kruche pękanie w niskich temperaturach i wysokie CTOD, zarówno w stanie surowym po
spawaniu, jak i po wyżarzaniu odprężającym.
Druty proszkowe z rdzeniem metalicznym
zawierają w rdzeniu co najmniej 95% wag.
metalicznych składników stopowych i niewielką ilość topnikowych stabilizatorów łuku, w
postaci związków sodu lub potasu, oraz niewiele lub w ogóle nie zawierają składników
żużlotwórczych. Niekiedy do rdzenia tych drutów dodaje się związki fluoru w celu
zmniejszenia porowatości spoin i poprawy ich kształtu. Podobnie jak po spawaniu GMA
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie łukowe drutem proszkowym
1.8.2
Instytut
Spawalnictwa
w Gliwicach
AW 9
drutem litym na licu spoiny wykonanej drutem proszkowym z rdzeniem metalicznym
występują tylko drobne wysepki produktów reakcji metalurgicznych, co sprawia, że druty te
coraz częściej są stosowane do spawania wielowarstwowego złączy grubościennych, bez
konieczności czyszczenia każdego ściegu przed ułożeniem następnego.
Przedstawione typy drutów proszkowych z uwzględnieniem ich charakterystycznych układów
żużlowych dotyczą zarówno drutów stosowanych do spawania jak i napawania.
Reakcje płynnego metalu z gazami i żużlem . Rafinacja stopiwa.
Reakcje metalu z tlenem.
Występowanie ciekłego metalu jak również jego par wywołanych
przegrzaniem metalu przy znacznej jego powierzchni rozwinięcia
( kontaktu) stwarza warunki intensywnego oddziaływania metalu z otaczającą atmosferą
(powietrzem). Oddziaływanie to jest szkodliwe, gdyż powoduje obniżenie własności
mechanicznych złączy, a w konsekwencji obniżenie charakterystyk eksploatacyjnych
konstrukcji. Tak np. przy spawaniu gołym drutem bez osłony, metal spoiny pomimo znacznej
plastyczności metalu podstawowego i samego drutu jest kruchy. Kruchość ta jest
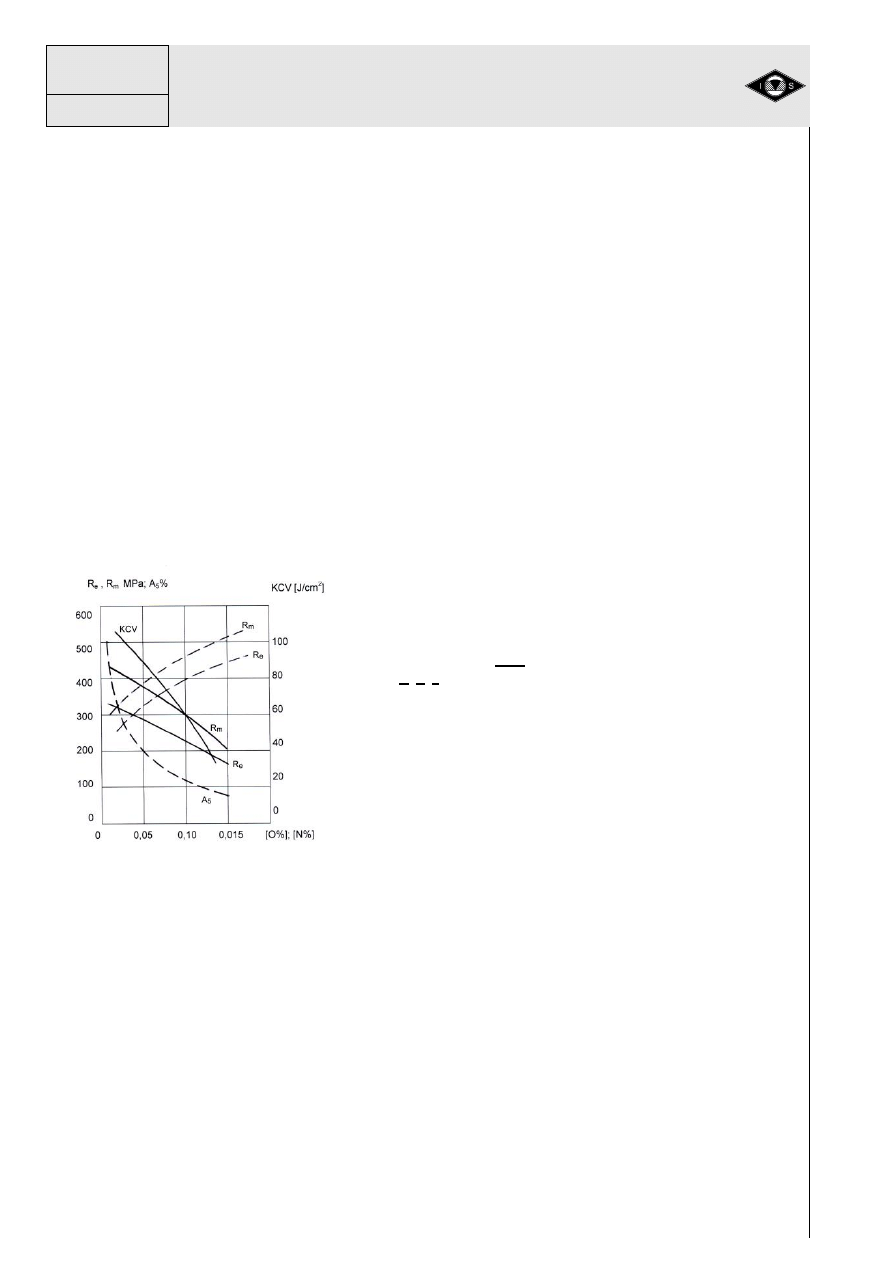
spowodowana reakcją ciekłego metalu z tlenem i azotem zawartym w powietrzu. Poniżej na
rys.15 przedstawiono wpływ ww. gazów na własności żelaza.
Rys.10 Wpływ tlenu ( ) i azotu
( ) na własności mechaniczne żelaza
Uzyskanie stopiwa o wysokiej wytrzymałości i jednocześnie wysokiej plastyczności
i udarności wymaga osłony przetapianego metalu przed działaniem powietrza. W procesach
technologicznych spawania uzyskuje się to stosując elektrody otulone, druty proszkowe
samoosłonowe, topniki lub gazy osłonowe.
Określoną rolę w procesie osłonowym stopiwa spełnia dysocjacja węglanów zawartych
w rdzeniu drutu.
Dysocjacja węglanów.
Druty proszkowe często zawierają w części żużlowej rdzenia składniki
gazo- i żużlotwórcze np. węglany. Typowym węglanem stosowanym w żużlach zasadowych
jest węglan wapnia, który w wysokich temperaturach rozkłada się wg reakcji:
CaCO
3
→CaO + CO
2
.
Prężność dysocjacji tej reakcji opisuje równanie:
lg
PCO2
= - 9300/T + 7,85
Zgodnie z tym równaniem przy
PCO2
= 10N/cm
2
temperatura początku rozkładu CaCO
3
wynosi
910
0
C (1183
0
K ). W atmosferze powietrza ( powietrze zawiera ok. 0,03% CO
2
)
PCO2
wynosi
ok. 0,003 N/cm
2
, co oznacza , że reakcja ta rozpoczyna się w temperaturze 510
0
C ( 783
0
K ).
Produkty opisanej reakcji są wykorzystane następująco:
- dwutlenek węgla (CO
2
) do osłony łuku przed powietrzem;
- CaO jako składnik żużla.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie łukowe drutem proszkowym
Instytut
Spawalnictwa
w Gliwicach
1.8.2
AW 10
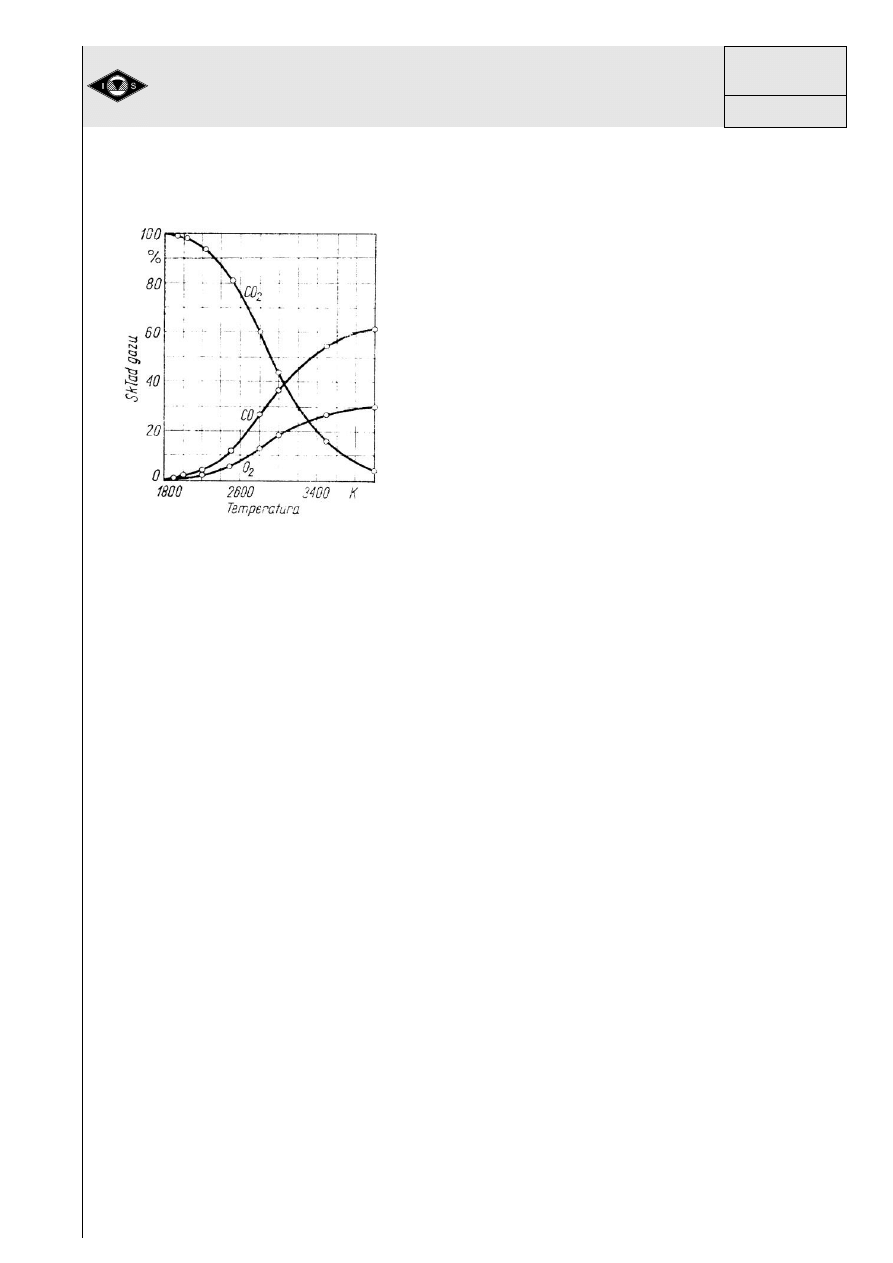
W wysokich temperaturach, jako konsekwencja poprzedniego rozkładu następuje
dysocjacja
CO
2
: CO
2
→ CO + ½ O
2
;
Rozkład CO
2
w zależności od temperatury określony obliczeniowo przedstawiono
na rys. 11.
Rys. 11 Skład gazów na skutek dysocjacji CO
2
w
zależności od temperatury
Równocześnie z osłoną łuku wprowadzane są do stopiwa pierwiastki wiążące tlen i azot.
Najczęstszymi odtleniaczami węglowych stali nieuspokojonych są węgiel i mangan, stali
uspokojonych węgiel – mangan i krzem, a stali o podwyższonych wymaganiach często
jeszcze aluminium i tytan.
Tlen w żelazie znajduje się przeważnie w postaci FeO; rozpuszczalność tlenu w postaci
atomów O w żelazie jest znikoma. Im niższa jest temperatura tym mniej jest tlenu w ciekłej
stali przy danej temperaturze.
Odtlenianie stali i spoin manganem, krzemem, aluminium i tytanem nazywa się odtlenianiem
przez strącanie lub wymianę. Istnieje też proces odtleniania stali przez dyfuzję wynikający
z redukującego i utleniającego charakteru żużli.
Żużle redukujące są to żużle o małej zawartości tlenku żelaza FeO i dużej zawartości tlenku
SiO
2
. Tlenek FeO jest tlenkiem zasadowym rozpuszczalnym w żużlu (FeO) i w stali [FeO],
przy czym ilości FeO w stali i w żużlu określa współczynnik podziału L. Im więcej jest FeO
w żużlu, tym więcej jest FeO w stali zgodnie z zależnością:
[FeO] = L x (FeO).
Jeżeli w żużlu jest dużo tlenku SiO
2
, to wówczas z ciekłej stali tlenek FeO jako
zasadowy przemieszcza się przez granicę fazową do żużla gdzie jest skutecznie
wiązany przez tlenek SiO
2
– tlenek kwaśny, w trwały związek typu xFeO ySiO
2
–
krzemian żelaza.
Jeżeli żużel jest zasadowy, to wówczas tlenek SiO
2
wiąże się z tlenkami zasadowymi,
np. x
CaO y SiO
2
i proces odtleniania dyfuzyjnego prawie nie przebiega.
Proces odtleniania dyfuzyjnego jest procesem stosunkowo wolnym i dlatego nie ma
istotnego znaczenia w procesach spawania.
Proces odfosforowania
, czyli usuwanie z metali szkodliwej domieszki fosforu, przebiega przy
udziale żużla o charakterze zasadowym. W stali fosfor występuje przeważnie w postaci
fosforków Fe
2
P i Fe
3
P, będących przyczyną kruchości stali, nazywanych często kruchością
na zimno, w przeciwieństwie do kruchości na gorąco powodowanej zwykle obecnością
zwiększonej zawartości siarki w stali. W ciekłej stali fosfor występuje prawdopodobnie
w postaci roztworu atomów P, a nie fosforków. Aby usunąć fosfor z ciekłej stali, należy go
utlenić, a następnie tlenki fosforu przeprowadzić do żużla i trwale związać. Utleniania fosforu
dokonuje się przy udziale tlenku żelaza w stali:
2[P] + 5 [FeO]→(P
2
O
5
) + 5 Fe
Powstały tlenek P
2
O
5
przechodzi do żużla zasadowego i jest znim wiązany za
pośrednictwem CaO:
3CaO + P
2
O
5
→ 3CaO x P
2
O
5
lub 4CaO + P
2
O
5
→ 4CaO x P
2
O
5
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie łukowe drutem proszkowym
1.8.2
Instytut
Spawalnictwa
w Gliwicach
AW 11

Również obecność FeO w żużlu sprzyja wiązaniu w nim P
2
O
5
przez wytworzenie związku
3 FeO x P
2
O
5.
Zmniejszeniu zawartości fosforu w stali sprzyja żużel zasadowy i obecność
tlenku FeO w stali, potrzebnego do utleniania fosforu.
Żużel kwaśny nie wiąże tlenku P
2
O
5
, również kwaśnego, gdyż tlenki zasadowe – CaO,
MgO, FeO są związane z tlenkiem SiO
2
.
Zawartość fosforu w stali jest odwrotnie proporcjonalna do stężenia CaO w żużlu i FeO
w stali, a wprost proporcjonalna do stężenia P
2
O
5
w żużlu:
P = (P
2
O
5
) / (CaO)x [FeO]
Możliwości odsiarczania spoin
, czyli zmniejszenie w nich stężenia siarki, są znacznie
większe niż odfosforowania i również przebiegają skutecznie przy udziale żużla
zasadowego.
Siarka znajduje się w każdej stali. Siarka tworzy w stali siarczek FeS, a z tlenkiem FeO
niskotopliwą eutektykę, gromadzącą się między krzepnącymi dendrytami i będącą przyczyną
pęknięć gorących.
Siarczek żelaza jest stosunkowo dobrze rozpuszczalny w ciekłym żelazie i dlatego proces
odsiarczania polega na przeprowadzeniu siarczku żelaza w inny siarczek o niskiej
rozpuszczalności w żelazie, najczęściej MnS i CaS, łatwo przechodzące i pozostające
w żużlu zasadowym. Siarczek manganu powstaje wg reakcji:
[FeS] + [Mn]→ Fe + (MnS)
[FeS] + (MnO) → FeO+ (MnS)
Stężęnie FeS w stali wg tych reakcji można przedstawić (pomijając stężenie Fe):
FeS = 1/K x (MnS) / [Mn]
FeS = 1/K x (MnS)[FeO] / (MnO)
Im więcej jest MnO w stali oraz MnO w żużlu i mniej MnS i FeO w żużlu, tym mniej jest siarki
w stali. Ogólnie uważa się, że proces odsiarczania przebiega skutecznie, jeżli stosunek w
stali Mn / S > 22.
Tworzenie się siarczku wapnia przebiega wg reakcji:
[FeS] + CaO→(CaS) + FeO
Dla odsiarczenia z udziałem CaO potrzebny jest żużel zasadowy.
Z analizowanych równań wynika, że stężenie siarki w stali jest odwrotnie proporcjonalne do
stężenia manganu w stali oraz tlenku manganu i tlenku wapnia w żużlu, a wprost
proporcjonalne do stężenia siarczku manganu i tlenku żelaza w żużlu:
[S] = (MnS) x (FeO) / [Mn] (MnO) (CaO)
Spawanie łukowe drutem proszkowym w osłonie gazowej
Urządzenia spawalnicze
Urządzenia do spawania elektrodą topliwą (drutem) w osłonach gazowych ( gaz: obojętny,
aktywny, mieszanki ) składają się z następujących zespołów:
- zasilacza energii elektrycznej o parametrach wyjściowych i charakterystykach
przystosowanych do wymagań łuku spawalniczego jarzącego się w atmosferze gazu
osłonowego;
- podajnika drutu elektrodowego doprowadzającego drut do strefy spawania ze stałą
nastawianą prędkością;
- uchwytu spawalniczego lub głowicy połączonych z zasilaczem za pomocą przewodu
giętkiego zawierającego: przewody prądowe i sterownicze, spiralę stalową lub
teflonową do podawania drutu, węża wodnego;
- butli z gazem osłonowym;
- pulpitu zdalnego sterowania.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie łukowe drutem proszkowym
Instytut
Spawalnictwa
w Gliwicach
1.8.2
AW 12
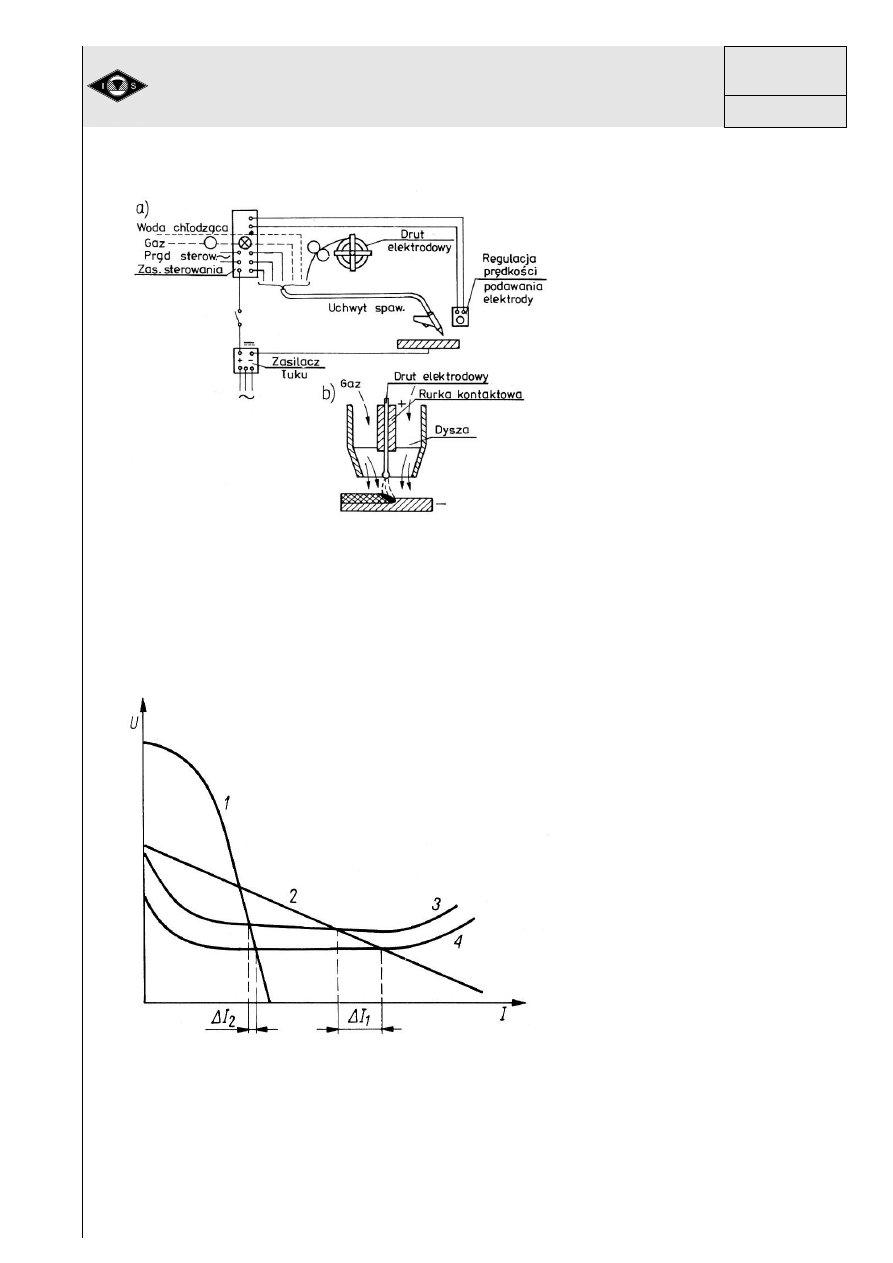
Zespoły te są połączone wg schematu pokazanego poniżej na rysunku.
Samoregulacja łuku spawalniczego
– proces zapewniający stabilność jarzenia łuku, co przy
podawaniu drutu ze stałą szybkością oznacza, że prędkość topienia się drutu w łuku jest
równa prędkości jego podawania.
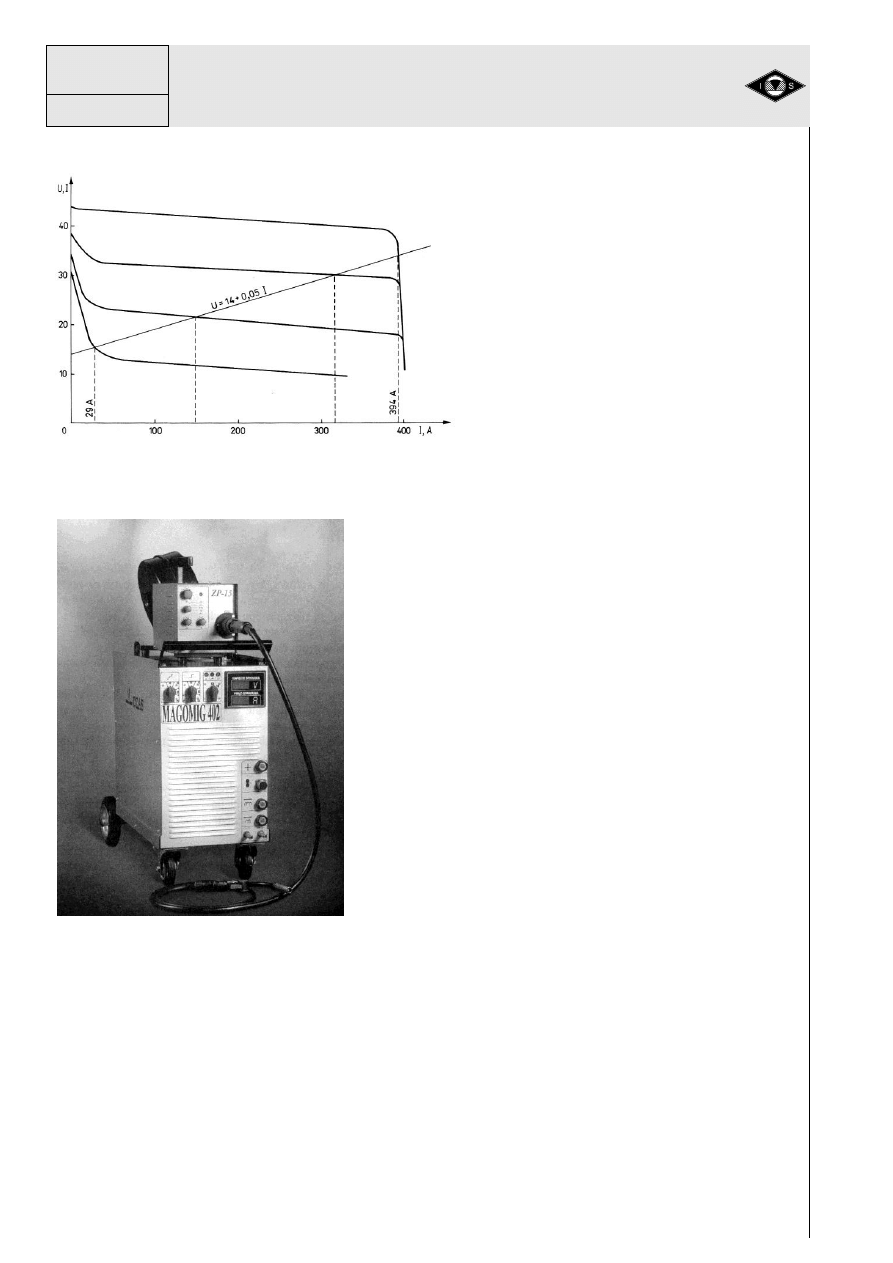
Warunek stabilności samoregulacji łuku przy spawaniu elektrodami topliwymi określa się na
podstawie charakterystyk statycznych źródła zasilania i łuku. Na rysunku poniżej
przedstawiono wpływ kształtu charakterystyki zewnętrznej źródła zasilania na czułość
samoregulacji.
Do spawania elektrodami topliwymi w osłonach gazowych są stosowane:
- zasilacze o płaskiej lub stałonapięciowej charakterystyce zewnętrznej oraz
odpowiedniej charakterystyce dynamicznej;
- zasilacze prostownikowe (stałe napięcie) jako: diodowe, tyrystorowe i
inwertorowe.
Zasilacze te nazywane prostownikami są konstruowane na różne wartości prądu
znamionowego: 60 –630 A i odpowiadające tym wartościom prądów napięcia nastawiane
w granicach 14 – 60 V.
Rys. 12 Schemat spawania elektrodą
topliwą w osłonie gazu:
a) schemat połączeń zespołów
urządzenia,
b) schemat procesu spawania
Rys. 13 Wpływ kształtu
charakterystyki zewnętrznej źródła
zasilania na czułość samoregulacji
1,2 – charakterystyki zewnętrzne
zasilacza;
3,4 – charakterystyki statyczne
łuku przy różnych jego
długościach.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie łukowe drutem proszkowym
1.8.2
Instytut
Spawalnictwa
w Gliwicach
AW 13
Rys. 14 Możliwości kształtowania charakterystyk
statycznych prostownika inwersyjnego
Urządzenia do spawania o wysokiej wydajności metodą TIME
z uwagi na dużą dynamikę
i wydajność procesu muszą spełniać znacznie ostrzejsze wymagania. Źródłami zasilania
łuku spawalniczego mogą być wyłącznie zasilacze inwersyjne programowane, pozwalające
na precyzyjną regulację prądu spawania, o dobrych właściwościach dynamicznych oraz
o dobrej sprawności i wydajności. Zasilacz o prądzie np. 760A jest przeznaczony do
spawania automatycznego ( trudności spawania ręcznego).Podajniki o b. dużych
szybkościach podawania drutu są wyposażone w 6-rolkowy układ napędzany przez silnik
o obrotach stabilizowanych za pomocą regulatora działającego w obwodzie prędkościowego
sprzężenia zwrotnego.
Urządzenia do spawania metodą GMA ze
sterowaniem synergicznym.
Pod określeniem synergii należy rozumieć system
organizujący współdziałanie wszystkich czynników
wpływających na proces spawania w celu realizacji
założonej funkcji tego procesu. Techniczne warunki
realizacji sterowania synergicznego powstały po
zastosowaniu prądu pulsującego do spawania, przy
możliwości wpływania na: częstotliwość pulsacji,
wartości prądów impulsu i bazowego, czas
przepływu prądu impulsu i prądu bazowego przy
stabilizowanym napięciu zasilania łuku i przy
równoczesnym sterowaniu stabilizowaną prędkością
podawania elektrody. Wszystko to przy określonych
warunkach stałych, takich jak średnica drutu,
materiał elektrodowy i skład mieszanki gazowej.
Prostowniki
tyrystorowe
zapewniają
płynną
zmianę
charakterystyk
statycznych, co pozwala na uzyskanie
dowolnej charakterystyki zewnętrznej
zasilacza.
Prostowniki inwersyjne ( inwertorowe ) są
możliwe do zastosowania we wszystkich
metodach spawania wykazując łatwość
kształtowania charakterystyk statycznych
i
dynamicznych
oraz
umożliwiają
sterowanie przenoszeniem metalu.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie łukowe drutem proszkowym
Instytut
Spawalnictwa
w Gliwicach
1.8.2
AW 14
Charakterystyka metody
Spawanie łukowe w osłonach gazowych (GMA) drutem proszkowym polega na stopieniu
brzegów łączonych elementów ciepłem łuku spawalniczego, jarzącego się w osłonie gazowej
między metalową powłoką rurkową drutu a przedmiotem spawanym (Rys.12).
Do spawania drutami proszkowymi wykorzystuje się półautomaty spawalnicze analogiczne
do spawania drutami pełnymi tj. z płaską charakterystyką statyczną prądu stałego. Przy
spawaniu elementów w pozycjach przymusowych korzystne jest stosowanie prądu
pulsującego.
Podajnik półautomatu powinien być wyposażony w co najmniej dwurolkowy układ napędowy
drutu lub system „ pchaj – ciągnij „ zapewniający płynne podawanie drutu bez jego
nadmiernego ściskania.
Jako gaz ochronny stosuje się prawie wyłącznie gazy aktywne chemicznie: czyste CO
2
lub
mieszanki Ar + CO
2
i Ar + O
2
.
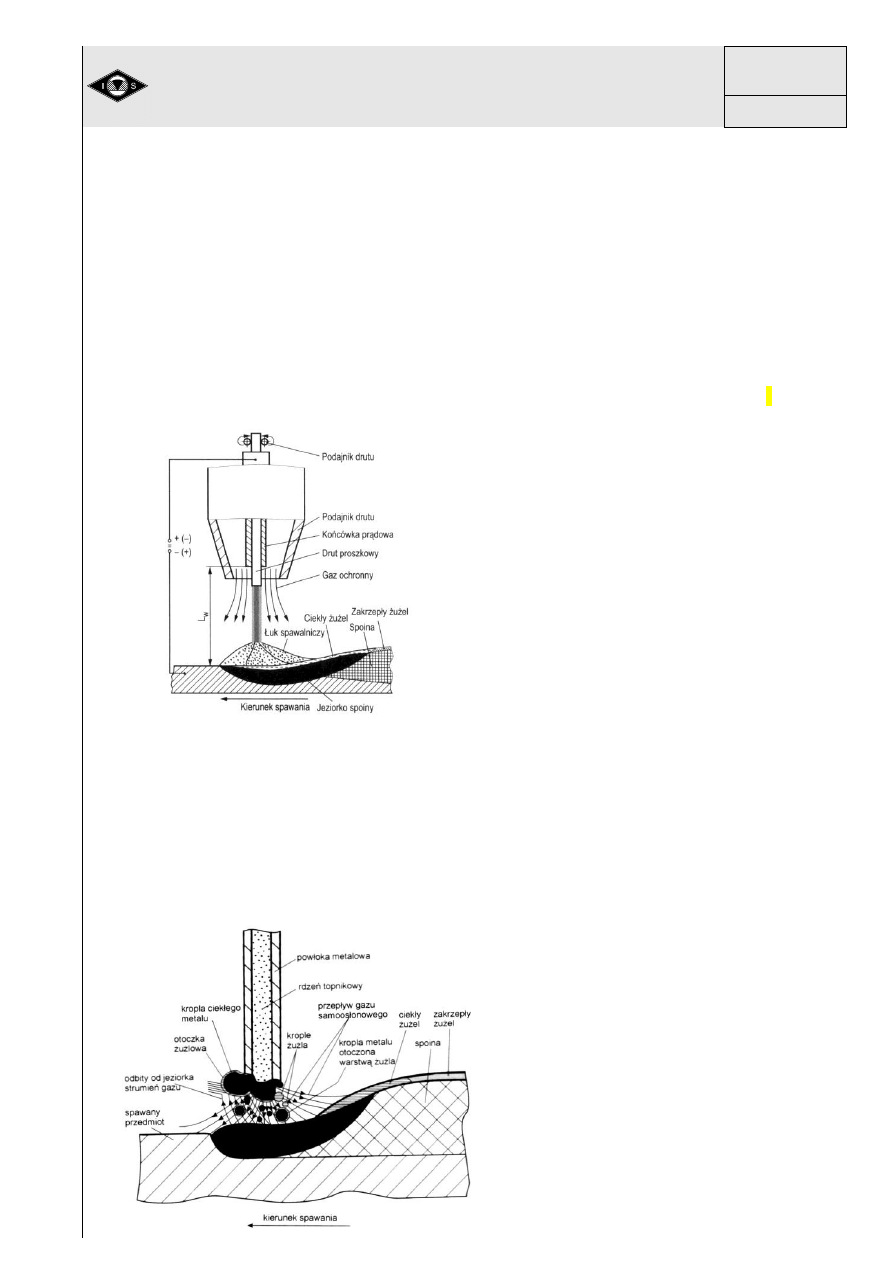
Rys.15. Schemat procesu spawania łukowego
drutem proszkowym w osłonie gazowej – spawanie
GMA drutem proszkowym; L
w
– długość wolnego
wylotu drutu proszkowego
Rdzeń topnikowy drutów proszkowych spełnia podobne zadanie jak otulina elektrod
otulonych i topnik do spawania łukiem krytym. Ograniczony udział masowy rdzenia drutu
w stosunku do masy drutu proszkowego ( współczynnik napełnienia), nieprzekraczający
30-45% zawęża jednakże możliwość oddziaływania mieszanki proszkowej na własności
spawalnicze i metalurgiczne.
Zasadnicza różnica miedzy spawaniem GMA drutem litym, a GMA drutem proszkowym
polega na odmiennym mechanizmie przenoszenia metalu w łuku (rys. 13).
Prąd przepływa w drucie proszkowym niemalże wyłącznie przez metalową powłokę topiąc ją
ciepłem Jouela – Lenza natomiast rdzeń o znacznej oporności elektrycznej topi się na
zasadzie konwekcji cieplnej, a krople ciekłego stopiwa tworzą się na obrzeżu powłoki drutu.
Rys. 16 Zwarciowy proces topienia drutu
proszkowego ( topnikowego, samoosłonowego )
z charakterystycznym tworzeniem się kropli na
obrzeżu powłoki
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie łukowe drutem proszkowym
1.8.2
Instytut
Spawalnictwa
w Gliwicach
AW 15
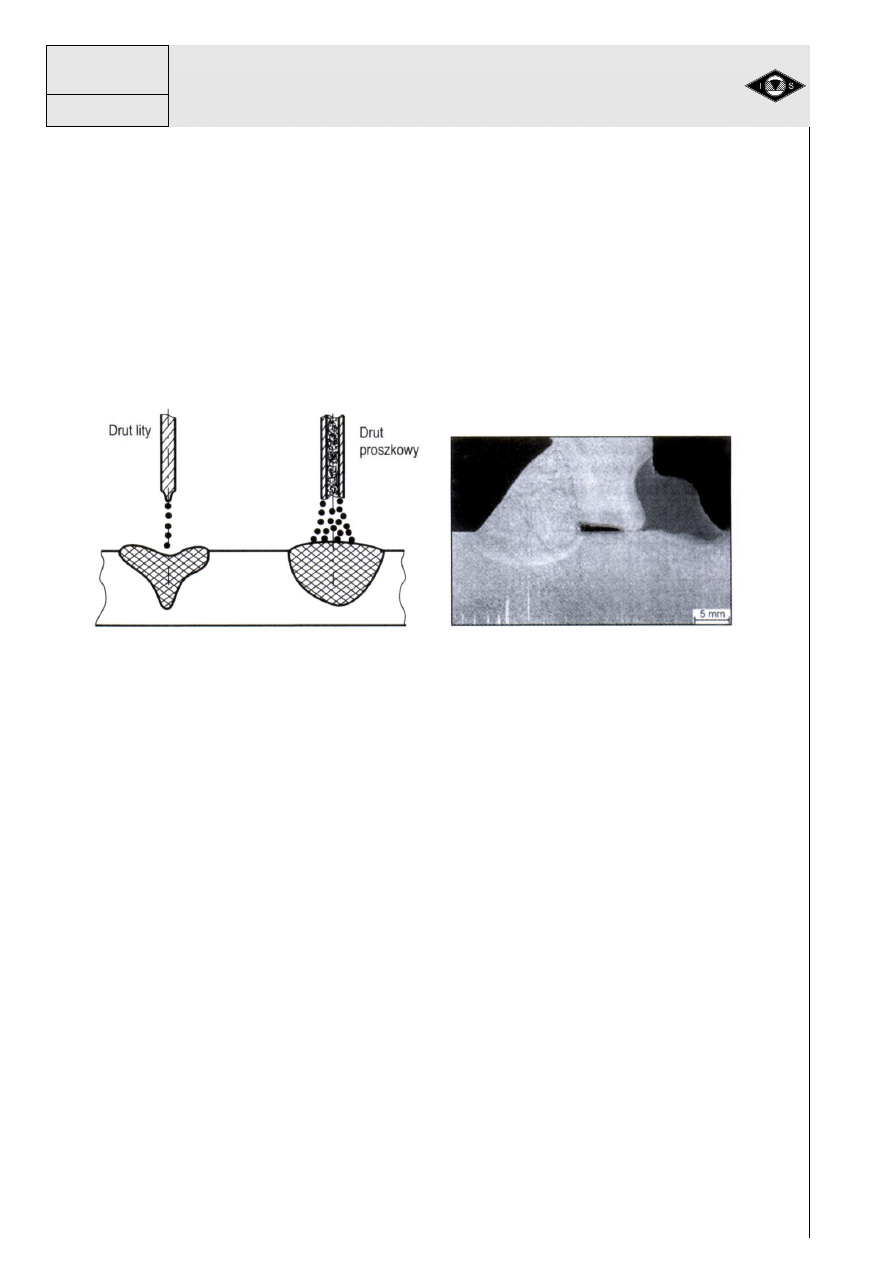
Spawanie natryskowe
. Druty lite, które w celu zapewnienia natryskowego przenoszenia
metalu w łuku bez rozprysku wymagają osłony mieszanki gazowej Ar + CO
2
lub Ar + O
2
,
wytwarzają wąski łuk i bardzo ukierunkowane, osiowe przenoszenie z dużą częstotliwością
drobnych kropel ciekłego metalu w łuku do jeziorka spoiny. Krople te wpadają do jeziorka
spoiny na stosunkowo małym obszarze, co sprawia, że wtopienie ściegu spoiny ma
charakterystyczny grzybkowaty kształt. Druty proszkowe o tej samej średnicy stapiają się w
łuku o znacznie większej szerokości niż druty lite, gdyż drobne krople metalu odrywają się
tylko od bardzo , wąskiej koszulki rurkowej, wykonanej z taśmy o grubości ok. 0,3-0,5 mm,
i mają znacznie szerszy obszar padania na powierzchnię jeziorka spoiny. Wskutek tego
energia cieplna łuku jest wprowadzana do jeziorka spoiny bardziej równomiernie, na
większej powierzchni. Jednocześnie przetopienie spawanego materiału jest szersze i nieco
płytsze, o regularnym kształcie kołowym.
Rys. 17. Sposób przenoszenia metalu w łuku i kształt linii wtopienia ściegu: w przypadku
spawania GMA drutem litym i w przypadku spawania GMA drutem proszkowym.
Makrostruktura złącza teowego blach ze stali niskostopowej
Szerszy łuk spawalniczy zapewnia większą tolerancję dokładności prowadzenia palnika
wzdłuż linii spawania i mniejsze zagrożenie wystąpienia przyklejeń w złączu
w stosunku do spawania GMA drutem litym. Efekt ten jest szczególnie widoczny
w przypadku zastosowania czystego CO
2
jako osłony łuku drutu proszkowego. Dwutlenek
węgla ma wyższy współczynnik przewodnictwa cieplnego niż mieszanka
Ar + CO
2
, dzięki czemu jest szersza powierzchnia wprowadzania ciepła łuku do jeziorka
spoiny i jest zapewniony bardzo korzystny, kołowy kształt linii przetopienia.
Parametry spawania
Spawanie GMA drutami proszkowymi jest realizowane prawie wyłącznie prądem stałym,
głownie z biegunowością dodatnią. Tylko dla pewnych gatunków drutów proszkowych
topnikowych zasadowych i metalicznych, przeznaczonych do spawania cienkich blach,
spawanie zaleca się prowadzić prądem stałym z biegunowością ujemną. Stosuje się prąd
stały lub prąd pulsujący, zalecany zwłaszcza do spawania w pozycjach przymusowych
drutami proszkowymi zasadowymi.
Natężenie prądu spawania GMA drutem proszkowym
jest proporcjonalne do prędkości
podawania drutu o danej średnicy, składzie chemiczny i długości wolnego wylotu (Rys.15).
Zwiększenie lub zmniejszenie prędkości podawania drutu odpowiednio zwiększa lub
zmniejsza natężenie prądu spawania. Głębokość wtopienia, przy danej średnicy drutu prosz-
kowego, zwiększa się ze wzrostem natężenia prądu, lecz nadmierne natężenie prądu
sprawia, ze ścieg spoiny jest wypukły i ma nieregularny kształt.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie łukowe drutem proszkowym
Instytut
Spawalnictwa
w Gliwicach
1.8.2
AW 16
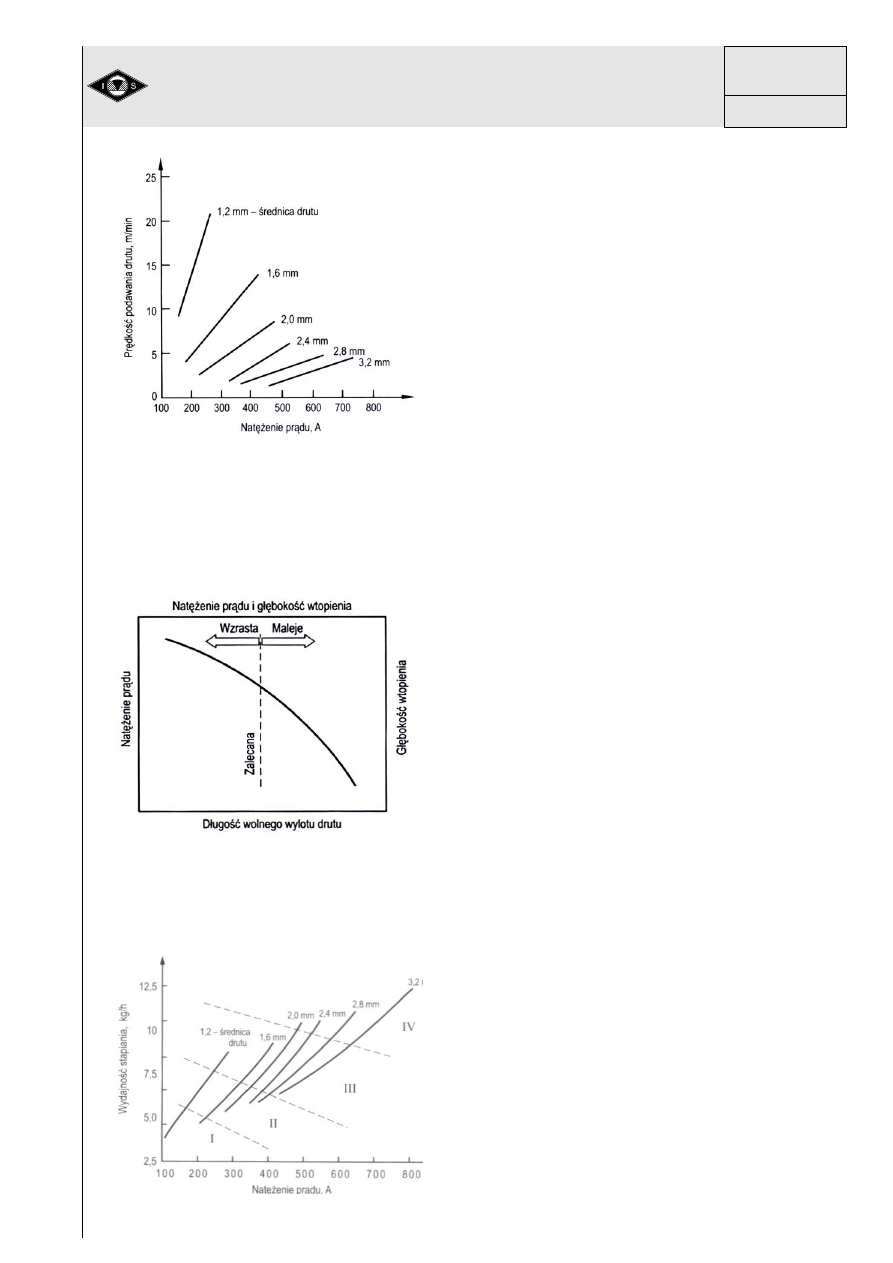
Rys.18. Zależności natężenia prądu od prędkości
podawania drutu w przypadku spawania
półautomatycznego GMA, drutem proszkowym
niskostopowym, w osłonie CO
2
. Spawanie prądem
stałym z biegunowością dodatnią.
Z kolei zbyt małe natężenie prądu zwiększa rozprysk, a metal jest przenoszony w łuku
grubokroplowo. Jednocześnie może nastąpić zwiększenie ilości azotu w stopiwie i może
pojawić się porowatość spoiny.
Przy danej prędkości podawania drutu proszkowego natężenie prądu będzie się zmieniać ze
zmianą długości wolnego wylotu drutu. Gdy zwiększy się długość wolnego wylotu, natężenie
prądu spawania zmaleje i odwrotnie ( Rys.16). Przy wzroście lub spadku natężenia prądu
napięcie łuku powinno być proporcjonalnie
R
YS
.
19
Wpływ długości wolnego wylotu
drutu proszkowego na natężenie
prądu i głębokość wtopienia w przypadku
spawania GMA drutem proszkowym
topnikowym.
zwiększone lub obniżone w celu utrzymania optymalnej zależności miedzy natężeniem prądu
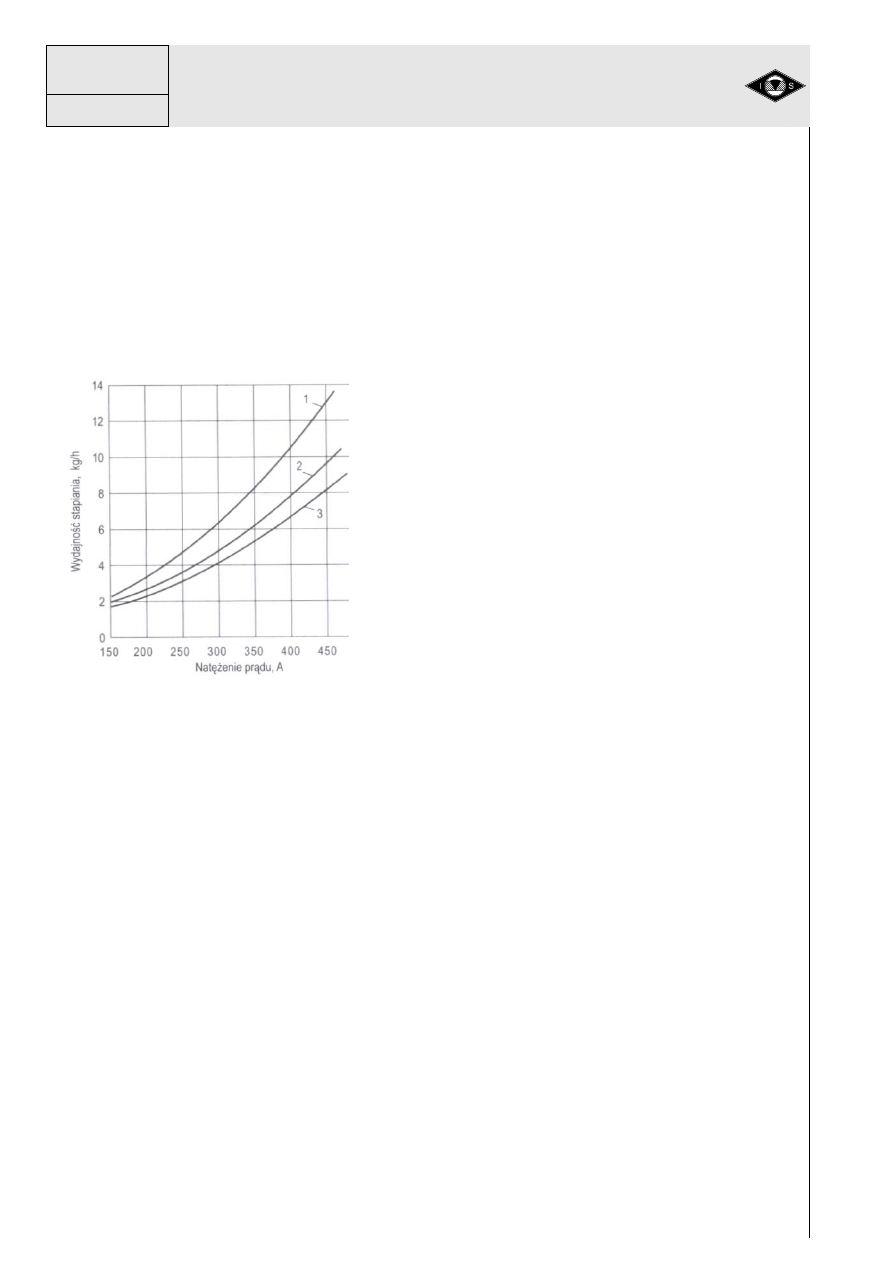
a napięciem łuku. Wielkość natężenia prądu spawania wpływa na wydajność stapiania, która
zależy również od składu chemicznego drutu proszkowego oraz długości jego wolnego
wylotu ( Rys. 17 ). Im większa jest gęstość prądu spawania, tym większa jest głębokość
wtopienia i jednocześnie większa masa uzyskanego stopiwa.
R
YS
.20.
Zależność wydajności stapiania drutu
proszkowego od natężenia prądu w przypadku
spawania półautomatycznego GMA drutem
proszkowym topnikowym niskostopowym w osłonie
CO
2
. Spawanie prądem stałym z biegunowością
dodatnią: I – zakres parametrów spawania w pozycji
pionowej, II – pozycji naściennej, III – pozycji
podolnej, IV – spawanie automatyczne w pozycji
podolnej
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie łukowe drutem proszkowym
1.8.2
Instytut
Spawalnictwa
w Gliwicach
AW 17
Współczynnik stapiania jest zatem funkcją, prędkości podawania drutu proszkowego
i jego średnicy. Jak już wspomniano wcześniej, w drucie proszkowym prąd płynie przez
zewnętrzną powłokę metalową o znacznie mniejszym przekroju niż drutu litego o tej samej
średnicy. W efekcie gęstość prądu jest znacznie większa niż w drucie litym, przy tym samym
natężeniu prądu. Dodatkowo intensywniejsze jest również nagrzewanie oporowe drutu
proszkowego przy tej samej długości wolnego wylotu drutu. Oba te czynniki sprawiają, że
wydajność stapiania drutów proszkowych jest wyraźnie większa niż drutów litych o tej samej
średnicy. Związana z tym zwiększona prędkość podawania drutu proszkowego zapewnia
większą wydajność stapiania niż w przypadku drutów litych, pomimo mniejszego uzysku
drutów proszkowych, zwykle ok.80÷90% w przypadku drutów z rdzeniem topnikowym
(Rys. 18).
R
YS
.
21. Porównanie wydajności stapiania w osłonie
CO
2
drutów proszkowych rutylowych o średnicy 1,2
mm, o różnym współczynniku wypełnienia z
wydajnością stapiania w osłonie CO
2
drutu litego
o średnicy 1,2 mm; 1 – drut proszkowy topnikowy
rutylowy o współczynniku wypełnienia 30%, 2 – drut
proszkowy, topnikowy rutylowy o współczynniku
wypełnienia 20%, 3 – drut lity. Spawanie GMA
prądem stałym z biegunowością dodatnią w pozycji
podolnej
Odpowiednio dobrany skład chemiczny topnika drutów proszkowych musi zapewnić
wytworzenie żużla, który szybko krzepnąc, doskonale podpiera w pozycjach przymusowych
jeziorko spoiny, nawet o dużej objętości. Na przykład, druty proszkowe rutylowe o średnicy
1,2 mm i średnim współczynniku wypełnienia umożliwiają spawanie w pozycji pionowej
z dołu do góry z natężeniem prądu 240 A, z wydajnością stapiania nawet do 3,5 kg/h.
Większość drutów proszkowych stosuje się do spawania zmechanizowanego
w pozycjach podolnej i nabocznej głównie z powodu większych prędkości spawania, a nie
z powodu większej wydajności stapiania w stosunku do spawania GMA drutem litym.
Napięcie łuku GMA
decyduje o jakości ściegu spoiny, a zwłaszcza o jego wyglądzie
zewnętrznym. Zbyt wysokie napięcie łuku (nadmierna długość łuku) powoduje, ze spoina jest
zbyt szeroka, lico nierówne i występuje znaczny rozprysk. Zbyt niskie napięcie łuku (mała
długość łuku) sprawia, że ścieg spoiny jest wąski i wysoki, występuje nadmierny rozprysk
oraz maleje głębokość wtopienia. W przypadku spawania GMA drutami z rdzeniem
proszkowym metalicznym wyższe napięcie łuku zapewnia drobnokroplowe, natryskowe
przenoszenie metalu w łuku w znacznie większym zakresie natężeń prądu niż jest to
możliwe podczas spawania GMA drutem litym (Rys. 19).
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie łukowe drutem proszkowym
Instytut
Spawalnictwa
w Gliwicach
1.8.2
AW 18
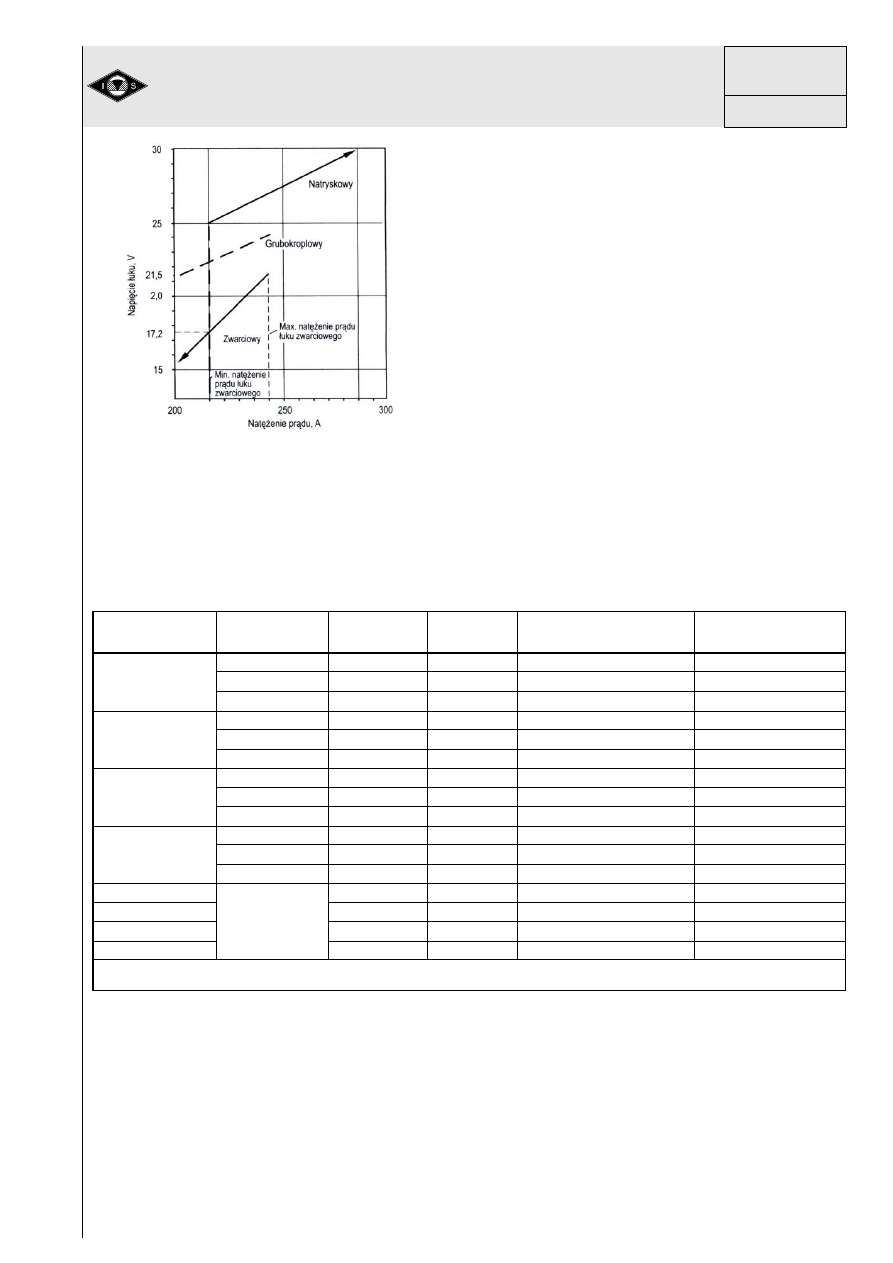
Rys. 22 Wpływ napięcia łuku i natężenia prądu na
charakter przenoszenia metalu w łuku, w przypadku
spawania GMA drutem proszkowym metalicznym
wysokostopowym o średnicy 1,2 mm,
w osłonie Ar + 25% CO
2
Prędkość stapiania drutu proszkowego jest proporcjonalna do gęstości prądu,
a ta z kolei jest odwrotnie proporcjonalna do przekroju poprzecznego i grubości metalicznej
koszulki rurkowej drutu. Stąd też, im jest prostsza konfiguracja drutu, a więc mniejszy jego
przekrój poprzeczny, tym większa będzie prędkość stapiania przy danym natężeniu prądu.
Zalecane parametry prądowe oraz zakresy natężeń prądu i napięcia łuku przy spawaniu
GMA stali niskowęglowych i niskostopowych drutami proszkowymi topnikowymi w osłonie
CO
2
.
Średnica
drutu, mm
Pozycja
spawania
Natężenie
prądu, A
Napięcie
łuku, V
Zakres natężenia
prądu, A
Zakres napięcia
łuku, V
0,8
PA
180
28
100-250
23-31
PF i PG
150
26
100-225
23-30
PE
150
26
100-225
25-31
1,2
PA
240
28
100- 280
22-31
PF i PG
200
26
100-220
22-28
PE
200
27
150-275
22-29
1,4
PA
250
28
100-280
21-31
PF i PG
225
25
100-275
21-27
PE
225
26
150-260
22-28
1,6
PA
250
28
150-350
22-35
PF i PG
225
25
150-275
22-27
PE
225
26
150-300
22-32
2,0
PA
280
29
200-300
25-34
2,4
300
29
260-360
26-38
2,8
340
31
280-380
27-39
3,2
360
32
290-400
30-43
Uwagi: Spawanie GMA pradem stałym z biegunowością dodatnią. Natężenie przepływu CO
2
16-20 l/min. W przypadku drutów
o średnicy 0,8-2,0 mm zalecana długość wolnego wylotu wynosi 20±5mm, a drutów o średnicy 2,4 -3,2 mm – 25±5mm.
Właściwości złączy spawanych wykonanych drutami proszkowymi topnikowymi i
metalicznymi mogą różnić się znacznie w zależności od średnicy drutu, współczynnika
wypełnienia, parametrów spawania, grubości spawanych blach, geometrii złącza, stanu
powierzchni i składu chemicznego spawanego materiału oraz stopnia jego wymieszania ze
stopiwem, jak też i od rodzaju gazu ochronnego.
Długość wolnego wylotu drutu proszkowego
, podobnie jak i drutu litego, to długość
drutu wystająca poza końcówkę prądową. W praktyce wygodniej jest ustalać ten parametr
jako odległość końcówki prądowej od górnej powierzchni złącza, jak pokazano na rys.1, gdyż
każda zmiana długości łuku zmienia rzeczywistą długość wolnego wylotu drutu.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie łukowe drutem proszkowym
1.8.2
Instytut
Spawalnictwa
w Gliwicach
AW 19
Długość wolnego wylotu drutu w istotny sposób wpływa również na jakość złącza, a
zwłaszcza na głębokość wtopienia, stabilność łuku i wydajność stapiania. Zalecana długość
wolnego wylotu drutu wynosi 20÷30 mm, a więc jest większa niż podczas spawania GMA
drutem litym. Pełny zakres zalecanych przez producentów długości wolnego wylotu drutu
mieści się w granicach 12÷40 mm. Wpływa ona na oporność elektryczną obwodu spawania i
stąd na stopień podgrzewania wstępnego drutu przed wejściem w obszar łuku. Jeśli wolny
wylot drutu jest krótki, to mała jest oporność i jego podgrzanie wstępne, lecz wtopienie jest
głębsze, a łuk jarzy się stabilniej niż gdyby wolny wylot drutu był długi. Operator przez
niewielką zmianę długości wolnego wylotu elektrody może dokładnie regulować szybkie, lecz
niewielkie, zmiany natężenia prądu i napięcia łuku.
Gdy wolny wylot drutu jest zbyt duży, zmniejsza się rzeczywiste napięcie łuku
o spadek napięcia na długości wolnego wylotu drutu i następuje zanik stabilności jarzenia się
łuku. W wyniku tego pojawia się nadmierny rozprysk i konieczne jest odpowiednie
zwiększenie
napięcia
łuku
oraz
natężenie
przepływu
gazu ochronnego,
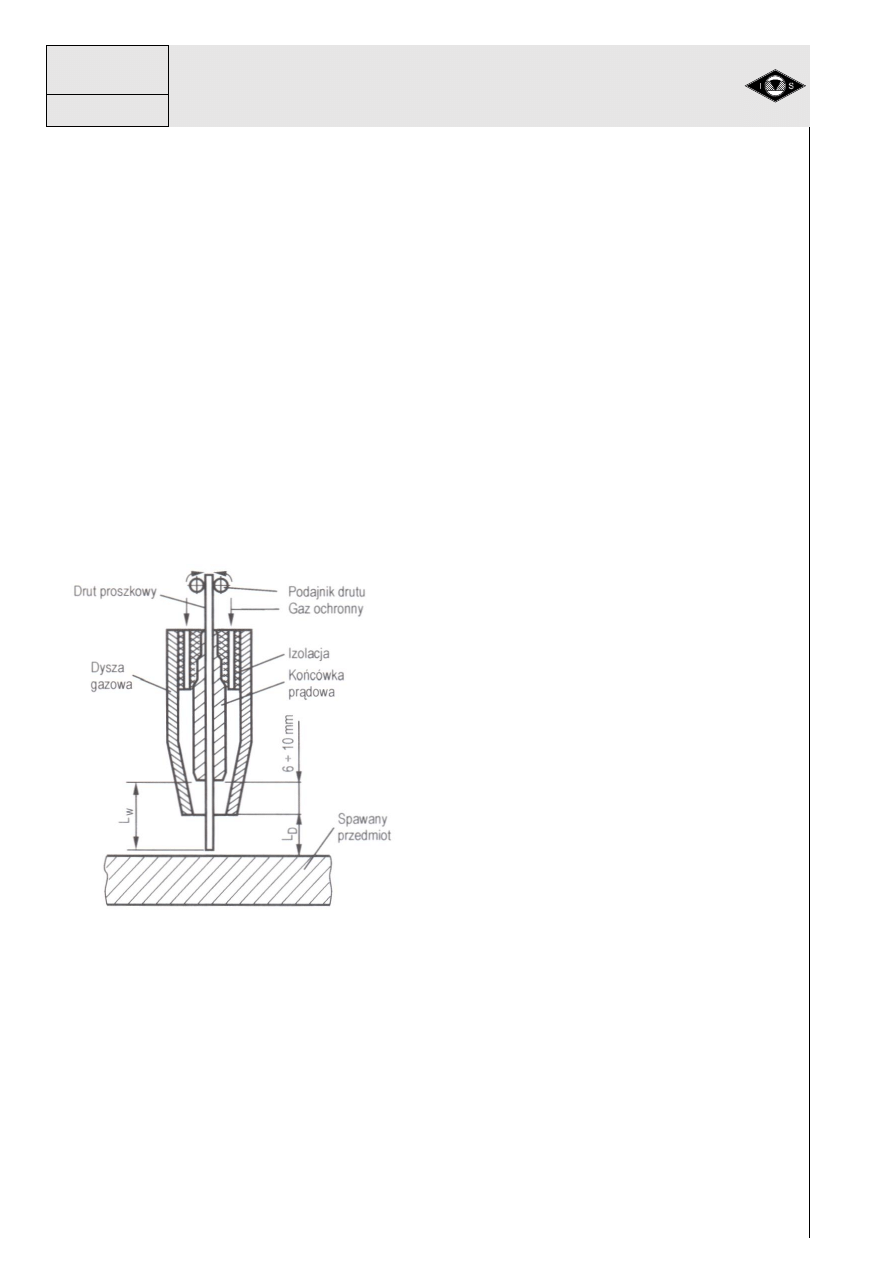
w celu zachowania odpowiedniej osłony łuku. W przypadku dysz koncentrycznych
(rys. 10), rurka prądowa znajduje się wewnątrz dyszy na głębokości 6÷10 mm, a dysza
gazowa powinna znajdować się w odległości 20÷25 mm od przedmiotu spawanego. Gdy
wolny wylot jest zbyt mały, szybko następuje osadzanie się rozprysków wewnątrz dyszy i na
rurce prądowej, co w istotny sposób zakłóca proces spawania. Jeśli są stosowane
zewnętrzne boczne dysze osłaniające, wolny wylot drutu zaleca się nastawiać w granicach
20÷30 mm.
Rys 23. Zalecane ustawienie końcówki prądowej
względem dyszy gazowej podczas spawania GMA
drutem proszkowym; L
W
– długość wolnego wylotu
elektrody, L
D
– odległość dyszy gazowej od
przedmiotu
Prędkość spawania GMA drutem proszkowym
oddziałuje na głębokość przetopienia i kształt
ściegu spoiny, podobnie jak w innych metodach spawania. Przetopienie przy małych
prędkościach spawania, do pewnej minimalnej wartości, jest większe niż przy dużych
prędkościach spawania. Zbyt małe prędkości spawania, przy dużych natężeniach prądu,
mogą powodować przegrzanie spoiny, objawiające się znaczną nierównością ściegu spoiny
oraz brakiem przetopu. Zbyt duże prędkości spawania powodują również nieregularny kształt
ściegu.
Gaz osłonowy
stosowany najczęściej podczas spawania GMA drutem proszkowym
topnikowym stali niskowęglowych, niskostopowych i wysokostopowych to czyste CO
2
lub
mieszaniny Ar + CO
2
i Ar + O
2.
Dwutlenek węgla jest najtańszym spośród wszystkich gazów ochronnych,
a dodatkowo zapewnia dużą głębokość przetopienia. Dzięki odpowiedniemu składowi
topnika, pomimo osłony CO
2
destabilizującej jarzenie się łuku, jest zapewnione natryskowe
przenoszenie metalu w łuku.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie łukowe drutem proszkowym
Instytut
Spawalnictwa
w Gliwicach
1.8.2
AW 20
Natężenie przepływu gazu ochronnego
ma znaczący wpływ na jakość złącza. Zbyt
mały przepływ gazu sprawia, że osłona jest niewystarczająca i pojawia się porowatość.
Nadmierne natężenie przepływu gazu powoduje jego turbulencje w obszarze łuku
i wskutek tego porowatość lub nierówność lica spoiny. Właściwe natężenie przepływu zależy
od średnicy dyszy, jej odległości od przedmiotu spawanego oraz natężenia przepływu
powietrza w pomieszczeniu. Zalecane natężenia przepływu wynoszą 15÷25 l/min. Gdy w
pomieszczeniu występuje przewiew lub gdy jest stosowany większy wylot drutu, należy
nastawić natężenie przepływu do 30 l/min.
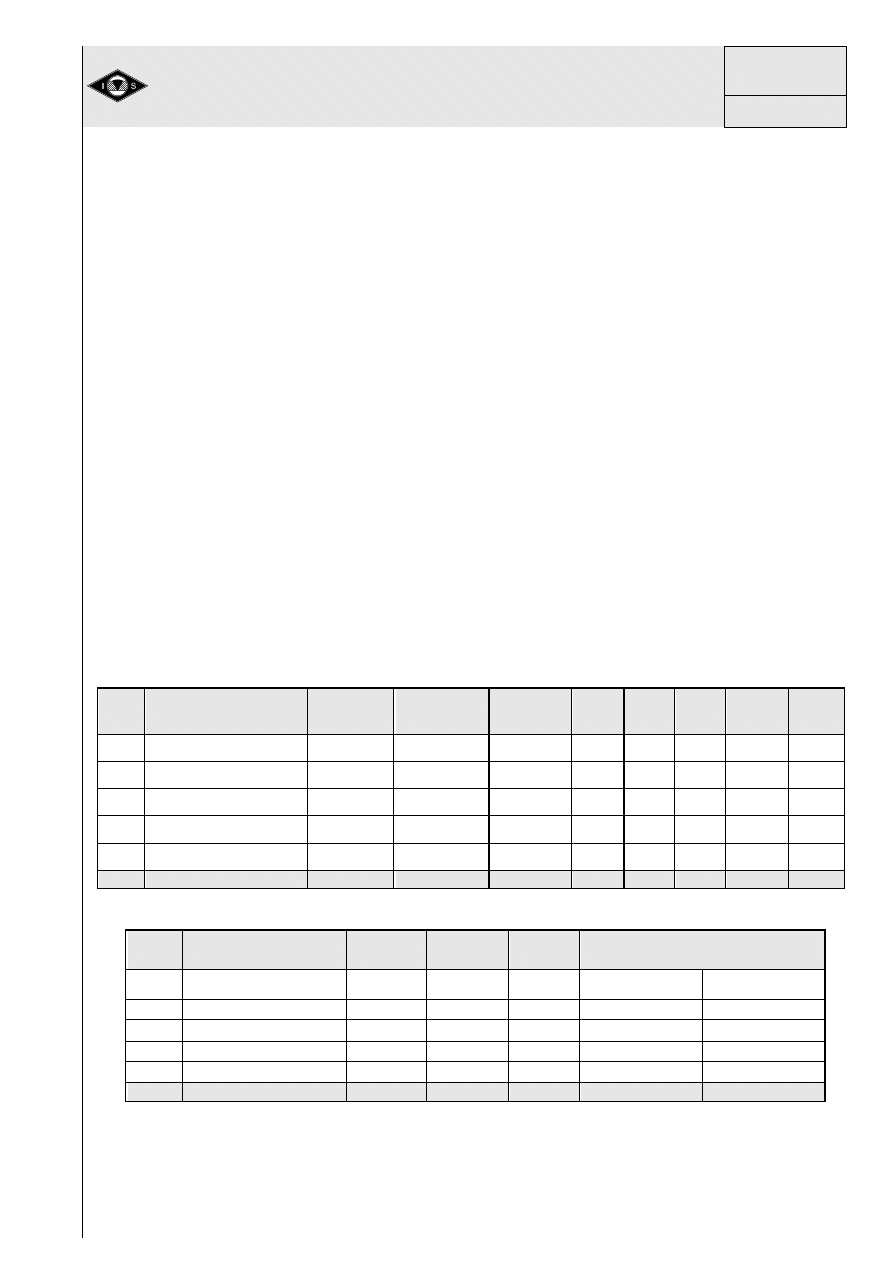
Skład chemiczny i własności mechaniczne stopiw drutów proszkowych
W tabelach poniżej przedstawiono składy chemiczne wybranych drutów proszkowych firmy
Lincoln Electrick i własności mechaniczne ich stopiw. Dla porównania przytoczono
analogiczne charakterystyki drutu litego (X).
Podane wartości własności mechanicznych są wartościami typowymi.
Poszczególne druty wyróżniają się:
- Outershield 71E-H : doskonałym wyglądem spoiny, przydatnością do wykonywania warstw
przetopowych na podkładce ceramicznej;
- Outershield 71M-H : drut opracowany do spawania w osłonie CO
2
; spawanie blach
powlekanych;
- Outershield T55-H : zasadowy, wszystkie pozycje, b.d. udarność;
- Outershield MC715-H : może być alternatywą dla zasadowych drutów proszkowych.
Skład chemiczny stopiwa, %
L.p.
Nazwa drutu
Typ drutu Pozycje
spawania
Osłona
łuku
C
Mn
Si
P
S
1
Outershield 71E-H
rutylowy
PA,PB,PC,PF,
PG,PE
M21
0,04
1,4
0,6
0,013 0,010
2
Outershield 71M-H
rutylowy
PA,PB,PC,PF,
PG,PE
C1
0,04
1,4
0,6
0,013 0,010
3
Outershield T55-H zasadowy
PA,PB,PC,PF,
PG,PE
M21/C1 0,05
1,5 0,55 0,012 0,010
4
Outershield T55-H
metalowy
PA,PB,PC,PF,
PG,PE
M21
0,05 1,35 0,6
0,015 0,023
5 Outershield MC715-H metalowy
PA,PB,PC,PF,
PG,PE
M21
0,04
1,5
0,4
0,012 0,020
X
LNT/LNM 25
lity
-
M21/C1 0,08
1,1
0,6
-
-
L.p.
Nazwa drutu
R
0,2
N/mm
2
R
m
N/mm
2
A
5
%
Praca łamania , J
1
Outershield 71E-H
570
620
25
90 (- 20
0
C )
40 (- 40
0
C )
2
Outershield 71M-H
580
620
24
80 (- 20
0
C )
40 (- 40
0
C )
3
Outershield T55-H
480
570
27
130 (- 20
0
C ) 85 (- 40
0
C )
4
Outershield MC710-H
495
570
26
90 (- 20
0
C )
60 (- 30
0
C )
5
Outershield MC715-H
480
540
27
120 (- 30
0
C ) 110 (- 40
0
C )
X
LNT/LNM 25
450
560
26
170 (- 20
0
C ) 100 (- 50
0
C )
Przedstawione własności mechaniczne stopiw drutów proszkowych do spawania
w osłonach gazowych świadczą o ich wysokiej jakośc
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie łukowe drutem proszkowym
1.8.2
Instytut
Spawalnictwa
w Gliwicach
AW 21

Zastosowanie drutów proszkowych.
Druty proszkowe znajdują ugruntowaną
pozycję w grupie materiałów dodatkowych do spawania łukowego i są stosowane
alternatywnie z elektrodami otulonymi i drutami litymi wykorzystywanymi w metodach
spawania MAG i łukiem krytym. Skala tego zastosowania w poszczególnych krajach jest
różna i nie wszędzie wynika to z przyczyn technicznych. Druty proszkowe są od dawna b.
popularne w Stanach Zjednoczonych, w Ameryce Łacińskiej, w Japonii i Korei natomiast
relatywnie w mniejszym stopniu w Europie, gdzie jedynie kraje skandynawskie wykazują
większe zainteresowanie tym materiałem spawalniczym.
Warto jednak podkreślić, że udział produkcji drutów proszkowych w ogólnej wielkości
materiałów spawalniczych wzrasta, intensywnie np. w Rosji i Chinach.
O przemysłowym wykorzystaniu drutów proszkowych decydują dwa aspekty: techniczny i
ekonomiczny. W porównaniu z innymi materiałami spawalniczymi, druty proszkowe są drogie
lecz tendencja ta systematycznie ulega zmianie. Techniczną konkurencyjność drutów
proszkowych można ująć następująco: udarność stopiwa drutów proszkowych szczególnie typu
zasadowego jest porównywalna z udarnością stopiw elektrod otulonych zasadowych natomiast
wydajność spawania jest porównywalna ze spawaniem drutem litym. Bardzo ważnym w tym
względzie jest także fakt znacznej odporności na występowanie przyklejeń w spoinach, które są
najczęstszą niezgodnością przy spawaniu drutem litym metodą MAG.
Druty proszkowe można stosować tam, gdzie są stosowane elektrody otulone lub drut
lity, to jest do spawania np. : rurociągów, konstrukcji stalowych budowlanych ( hale, mosty ),
dźwigów, wież, elementów maszyn, konstrukcji górniczych itd., zwracając uwagę, że
spawanie metodą MAG nie należy prowadzić na otwartych przestrzeniach.
BHP drutów proszkowych.
Przepisy dotyczące
bezpieczeństwa i higieny pracy przy
spawaniu drutami proszkowymi w zasadzie nie odbiegają od przepisów dotyczących
spawania metodą MAG drutem litym i elektrodami otulonymi ( ubrania ochronne, porażenie
prądem, wydzielanie gazów i pyłów itd. ). Z punktu widzenia szkodliwych wydzieleń gazów
i pyłów, druty proszkowe do spawania w osłonach gazowych można uszeregować między
ww. spawaniem drutem litym i elektrodą otuloną z tym, że z jednej strony druty te zawierają
mniej składników gazo- i żużlotwórczych aniżeli elektrody otulone, z drugiej natomiast ich
wysoka wydajność stapiania intensyfikuje procesy wydzieleniowe. Dlatego w trosce
o zdrowie spawacza należy zadbać o odciągi stanowiskowe i ogólne pomieszczenia nie
wykluczając przy tym odciągu miejscowego w prowadniku drutu.
Normy.
PN-EN ISO 17632:2011
Materiały dodatkowe do spawania- Druty elektrodowe proszkowe do
spawania łukowego elektrodą metalową, w osłonie gazu i bez osłony gazu, stali
niestopowych i drobnoziarnistych- Klasyfikacja
PN-EN ISO 17633:2010
Materiały dodatkowe do spawania- Druty elektrodowe proszkowe
i pręty do spawania łukowego w osłonie gazu i bez osłony gazu elektrodą metalową, , stali
nierdzewnych i żaroodpornych – Klasyfikacja
PN-EN ISO 17634:2006
Materiały dodatkowe do spawania- Druty proszkowe do spawania
łukowego w osłonie gazów stali odpornych na pełzanie - Klasyfikacja
PN-EN ISO 18276:2008
Materiały dodatkowe do spawania- Druty proszkowe do spawania
łukowego elektrodą metalową, w osłonie gazu i bez osłony gazu, stali o wysokiej
wytrzymałości - Klasyfikacja
Literatura:
1. E. Dobaj, Maszyny i urządzenia spawalnicze, WNT, 1998 r.
2. I.K. Pocodnia i inni, Poroszkowaja prowoloka, Naukowa Dumka, 1969 r.
3. I.K. Pochodnia i inni, Metallurgia dugowoj svarki, Naukowa Dumka, 2004
4. E. Tasak, Metalurgia spawania, Kraków 2008
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Spawanie łukowe drutem proszkowym
Instytut
Spawalnictwa
w Gliwicach
1.8.2
AW 22
Wyszukiwarka
Podobne podstrony:
IWE IWP 2 5 2012
IWE IWP 4 6 2012
IWE IWP 1 7 2012
IWE IWP 4 4 2012
IWE IWP 1 2 2012
IWE IWP 3 2 2012
IWE IWP 2 8 2012
IWE IWP 1 5 2012
IWE IWP 1 6 2012
IWE IWP 3 1 2012
IWE IWP 2 5 2012
IWE IWP 4 6 2012
IWE IWP 1 7 2012
IWE IWP 1 7 2012
IWE IWP 2 18 2012
IWE IWP 2 19 2012
IWE IWP 2 11 2012
IWE IWP 1 16 2012
IWE IWP 2 22 2012
więcej podobnych podstron