
Instytut
Spawalnictwa
w Gliwicach
KURS MI
ĘDZYNARODOWEGO
IN
ŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Nikiel i stopy niklu
2.19
opracowa
ł:
mgr in
ż. Tadeusz Kuzio
mgr in
ż. Janusz Rykała
Nowelizacja materia
łu: 02. 2012 r.


NIKIEL I STOPY NIKLU
WST
ĘP
Nikiel zosta
ł odkryty w 1751 r., a w stanie czystym otrzymano go po raz
pierwszy w 1804 r., ale w stopach z miedzi
ą był używany już przed naszą erą. Dalszy
rozwój przemys
łu niklowego nastąpił po odkryciu bogatszych rud niklu w Nowej
Kaledonii (1863 r.) i Kanadzie (1883 r.). Wkrótce (1885 r.) wyprodukowano we
Francji stal z dodatkiem niklu i stwierdzono bardzo korzystny wp
ływ niklu na
w
łasności stali. Na początku XX w. następuje szybki rozwój produkcji stali stopowych
z niklem oraz stopów konstrukcyjnych na osnowie niklu. Pierwszym takim stopem by
ł
monel ( Ni – ok. 30% Cu), nazwany tak od nazwiska odkrywcy (1906 r.), który mo
żna
otrzyma
ć także bezpośrednio z rud niklowo - miedziowych. Po II wojnie światowej
zastosowanie przemys
łowe niklu i jego stopów ciągle wzrasta w związku
z intensywnym rozwojem m.in. : energetyki konwencjonalnej i j
ądrowej,
kosmonautyki, lotnictwa, przemys
łu petrochemicznego i chemicznego, instalacji
proekologicznych itp. Wspó
łcześnie, wg Instytutu Rozwoju Niklu (NDI–USA), udział
masowy zastosowa
ń technicznych niklu przedstawia się następująco: stale odporne
na korozj
ę – 57%, inne stale stopowe – 9,5%, stopy niklu – 13%, stopy miedzi –
2,3%, platerowanie – 10,4%, odlewnictwo – 4,4% i inne – 3,4%.
Nikiel wyst
ępuje w przyrodzie w postaci rud tlenowych ( do 6% Ni),
siarczkowych (0,3
5,5% Ni i do 2,5% Cu) oraz znacznie rzadziej spotykanych rud
arsenkowych. W zale
żności od rodzaju rudy stosuje się różne metody jej przeróbki i
wzbogacania: przetapianie i konwertorowanie, w procesach redukcyjnych lub
hydrometalurgicznych (
ługowanie amoniakiem). Końcowy etap produkcji niklu
stanowi oddzielanie niklu od innych metali (mied
ź, żelazo itp.) oraz rafinacja
przeprowadzana metod
ą: ogniową, w piecach elektrycznych, karbonylkową lub
elektrolityczn
ą.
Ze wzgl
ędu na stosunkowo ubogie, odkryte dotychczas na świecie zasoby rud
niklu, z
łożoną i kosztowną metalurgię jego otrzymywania oraz ciągle rosnące
zapotrzebowanie, nikiel jest metalem deficytowym i bardzo drogim.
KLASYFIKACJA NIKLU I STOPÓW NIKLU
Nikiel i jego stopy przeznaczone na wyroby przerabiane plastycznie s
ą
klasyfikowane na podstawie sk
ładu chemicznego wg normy PN-ISO 9722 (tabl.
1/2.19). Materia
ły niklowe są oznaczone numerem i znakiem wg ISO/TR 7003
i ISO/TR 9721. Numer sk
łada się z liter N (materiał niklowy) i W (materiał przerobiony
plastycznie) oraz liczby czterocyfrowej przydzielonej dla danego gat. materia
łu. Znak
sk
łada się z symbolu chemicznego osnowy tj. niklu – Ni i symboli chemicznych
sk
ładników stopowych z liczbą określającą ich średnią zawartość.
Na rynku materia
łów niklowych w powszechnym użyciu są zastrzeżone nazwy
handlowe poszczególnych rodzajów stopów oraz oznaczenia numerowe stopów
stosowane przez poszczególnych producentów. Do najwi
ększych na świecie
producentów materia
łów niklowych należą:
Special Metals Corp., USA – dawna nazwa INCO ALLOYS INTERNATIONAL;
Haynes International, Inc., USA;
Thyssen Krupp VDM GmbH, Niemcy.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Nikiel i stopy niklu
2.19
Instytut
Spawalnictwa
w Gliwicach
AW 1
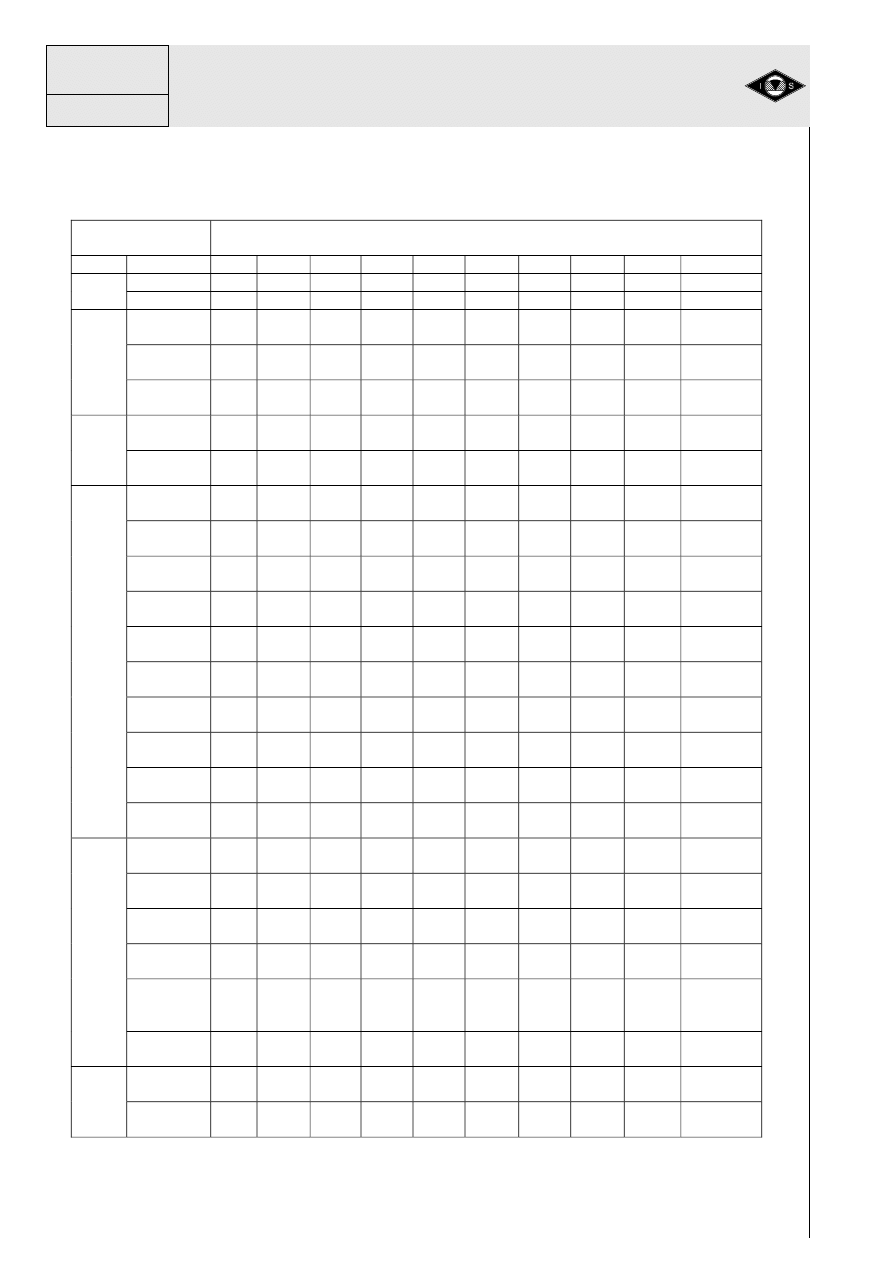
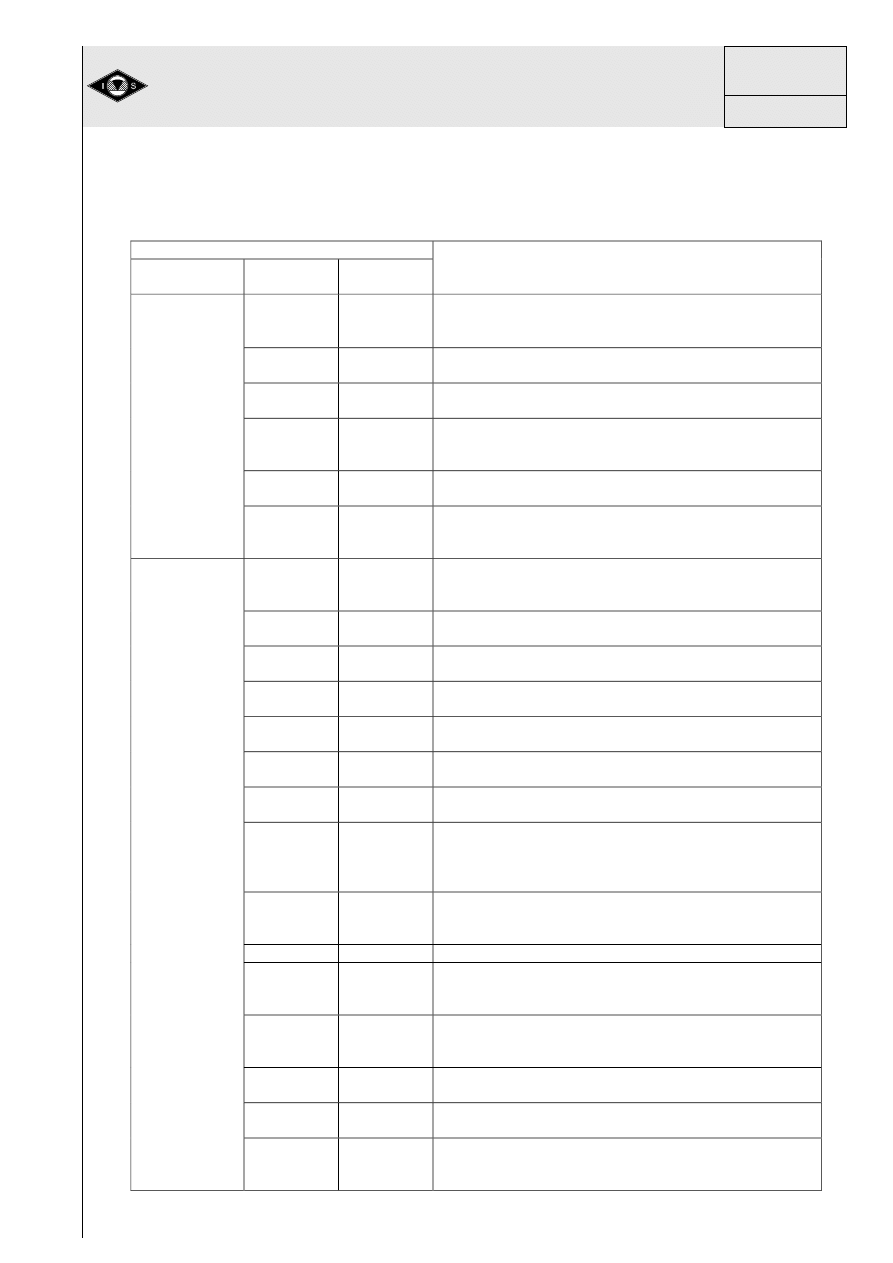
Tablica 1/2.19
Klasyfikacja niklu i stopów niklu do przeróbki plastycznej wg PN-ISO 9722:2000
Rodzaj
i oznaczenie
Skład chemiczny (główne składniki)
1) 2)
[ %, m/m]:
typ numer Al C Co Cr Cu Fe Mo Ni Ti Inne
Ni NW2200 - 0,15 - - 0,2 0,4 - 99,0 -
-
NW2201 - 0,02 - - 0,2 0,4 - 99,0 -
-
Ni-Cu
NW4400 - 0,30 - - 28,0
34,0
2,5 - 63,0 -
-
NW4402 - 0,04 - - 28,0
34,0
2,5 - 63,0 -
-
NW5500 2,2
3,2
0,25 - - 27,0
34,0
2,0 -
reszta
0,35
0,85
-
Ni-Cr NW6621 - 0,08
0,15
5,0 18,0
21,0
0,5 5,0 - reszta
0,20
0,60
-
NW7080 1,0
1,8
0,04
0,10
2,0 18,0
21,0
0,2 1,5 - reszta 1,8
2,7
-
Ni-Cr-
Fe
NW7750 0,4
1,0
0,08 - 14,0
17,0
0,5 5,0
9,0
- 70,0 2,2
2,8
Nb+Ta:0,7
do 1,2
NW6600 - 0,15 - 14,0
17,0
0,5 6,0
10,0
- 72,0 -
-
NW6602 - 0,02 - 14,0
17,0
0,5 6,0
10,0
- 72,0 -
-
NW7718 0,2
0,8
0,08 - 17,0
21,0
0,3 reszta
2,8
3,3
50,0
55,0
0,6
1,2
Nb+Ta:4,7
do 5,5
NW6002 - 0,05
0,15
0,5
2,5
20,5
23,0
- 17,0
20,0
8,0
10,0
reszta
-
W: 0,2 do
1,0
NW6007 - 0,05 2,5 21,0
23,5
1,5
2,5
18,0
21,0
5,5
7,5
reszta - Nb+Ta:1,7
do 2,5
NW6985 - 0,015
5,0 21,0
23,5
1,5
2,5
18,0
21,0
6,0
8,0
reszta - Nb+Ta:0,5
W: 1,5
NW6601 1,0
1,7
0,10 - 21,0
25,0
1,0 reszta
- 58,0
63,0
- -
NW6333 - 0,10 2,5
4,0
24,0
27,0
- reszta
2,5
4,0
44,0
48,0
-
W: 2,5 do
4
NW6690 - 0,05 - 27,0
31,0
0,5 7,0
11,0
- reszta -
-
Fe-Ni-
Cr
NW8028 - 0,030 - 26,0
28,0
0,6
1,4
reszta
3,0
4,0
30,0
34,0
- -
NW8800 0,15
0,60
0,10 - 19,0
23,0
0,7 reszta
- 30,0
35,0
0,15
0,60
-
NW8810 0,15
0,60
0,05
0,10
- 19,0
23,0
0,7 reszta
- 30,0
35,0
0,15
0,60
-
NW8811 0,25
0,60
0,06
0,10
- 19,0
23,0
0,7 reszta
- 30,0
35,0
0,25
0,60
Al+Ti: 0,85
do 1,2
NW8801 - 0,10 - 19,0
22,0
0,5 reszta
- 30,0
34,0
0,7
1,5
Nb+Ta:
8 x C do
1,0
NW8020 - 0,07 - 19,0
21,0
3,0
4,0
reszta
2,0
3,0
32,0
38,0
- -
Ni-Mo
NW0665 - - 0,02 1,0 1,0 - 2,0 26,0
30,0
reszta -
NW0001 - - 0,05 2,5 1,0 - 4,0
6,0
26,0
30,0
reszta V: 0,2 do
0,4
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Nikiel i stopy niklu
Instytut
Spawalnictwa
w Gliwicach
2.19
AW 2
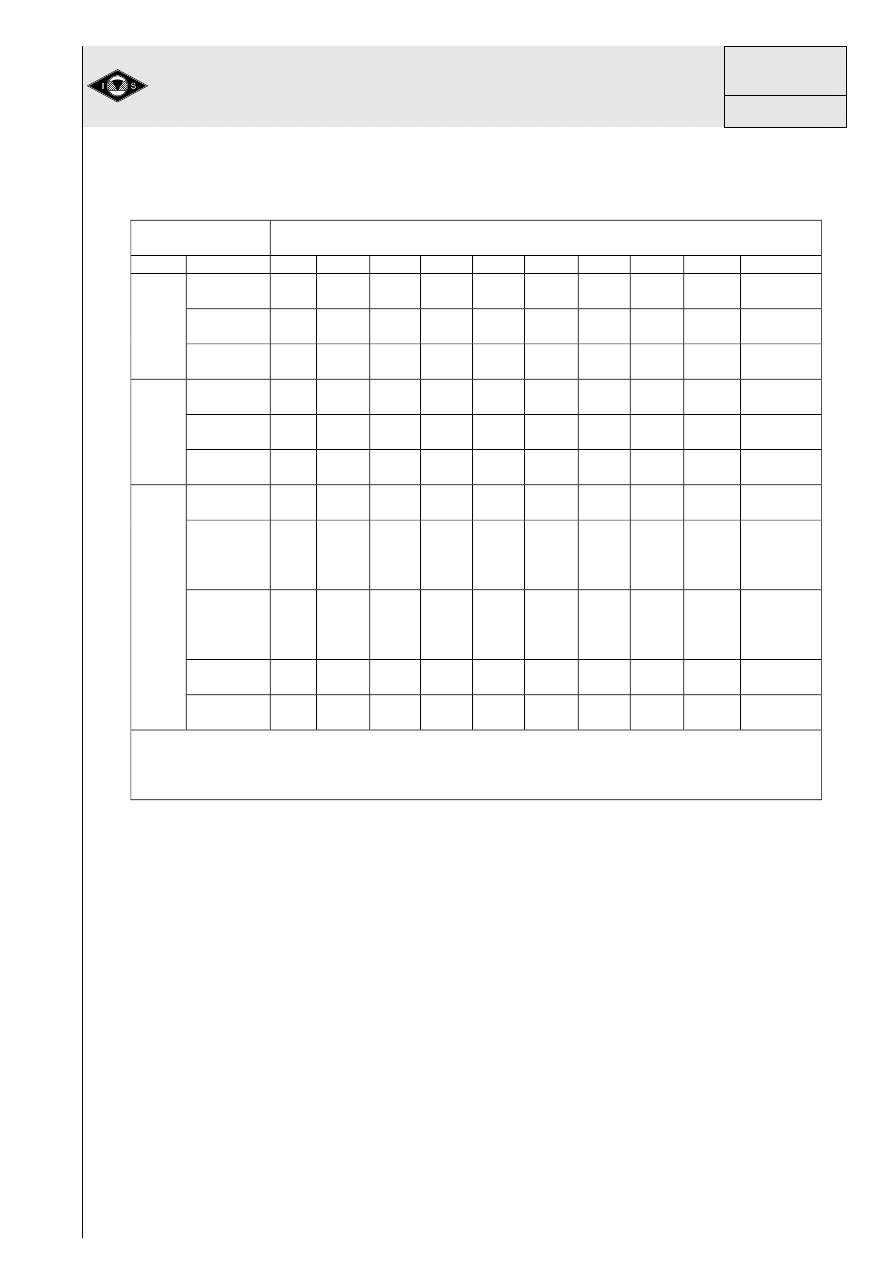
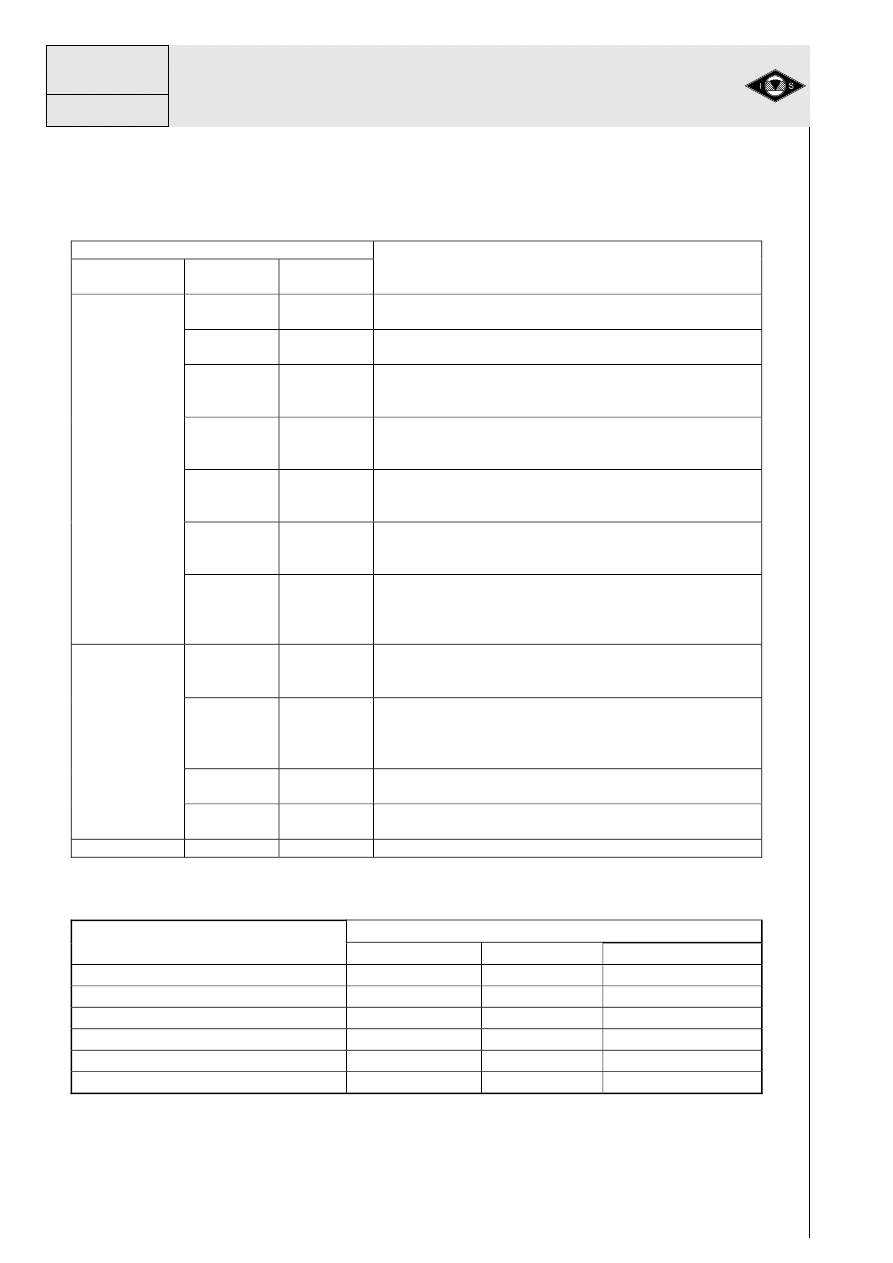
Tablica 1/2.19 c.d.
Klasyfikacja niklu i stopów niklu do przeróbki plastycznej wg PN-ISO 9722:2000
Rodzaj
i oznaczenie
Skład chemiczny (główne składniki)
1) 2)
[ %, m/m]:
typ numer Al C Co Cr Cu Fe Mo Ni Ti Inne
Ni-Cr-
Mo
NW6455 - 0,015
2,0 14,0
16,0
- 3,0
14,0
17,0
reszta 0,07
-
NW6022 - 0,015
2,5 20,0
22,5
- 2,0
6,0
12,5
14,5
reszta - V:
0,35
W: 2,5 do 3,5
NW6625 0,40 0,10 1,0 20,0
23,0
- 5,0 8,0
10,0
58,0 0,40 Nb+Ta:
3,15 do 4,15
Ni-Fe-
Cr-Mo
NW8825 0,2 0,05 - 19,5
23,5
1,5
3,0
reszta
2,5
3,5
38,0
46,0
0,6
1,2
-
NW9911 0,35 0,02
0,06
- 11,0
14,0
0,2 reszta
5,0
6,5
40,0
45,0
2,8
3,1
B: 0,01
do 0,02
NW0276 - 0,010
2,5 14,5
16,5
- 4,0
7,0
15,0
17,0
reszta
-
W: 3,0
do 4,5
Ni-Cr-
Co-Mo
NW3021 4,5
4,9
0,12
0,17
18,0
22,0
14,0
15,7
0,2 1,0 4,5
5,5
reszta
0,9
1,5
B: 0,03
do 0,010
NW7263 0,3
0,6
0,04
0,08
19,0
21,0
19,0
21,0
0,2 0,7 5,6
6,1
reszta
- Si:1,9
do 2,4
Ti+Al: 2,4
do 2,8
NW7001 1,2
1,6
0,02
0,10
12,0
15,0
18,0
21,0
0,10 2,0 3,5
5,0
reszta
2,8
3,3
B:0,03 do
0,010
Zr: 0,02
do 0,08
NW7090 1,0
2,0
0,13 15,0
21,0
18,0
21,0
0,2 1,5 - reszta
2,0
3,0
Zr: 0,15
NW6617 0,8
1,5
0,05
0,15
10,0
15,0
20,0
24,0
0,5 3,0 8,0
10,0
reszta
0,6 -
1) Ponadto stopy te zawierają: Mn do 2%; Si do 1% oraz zanieczyszczenia (max.) – B(do 0,02%;
P (do 0,04%); S (do 0,03%) i inne.
2)Pojedyncze wartości oznaczają maksymalne zawartości prócz niklu, w przypadku którego
pojedyncze wartości oznaczają minimalną zawartość.
Firmy te stosują następujące, charakterystyczne nazwy poszczególnych grup stopów
niklu: SMC (dawniej INCO) – np. MONEL, INCONEL, INCOLOY, NIMONIC, INCO,
NILO; Haynes – np. HASTELLOY, HAYNES, MULTIMET, ULTIMET;Thyssen Krupp
– np. Nicorros, Nicrofer, Nimofer. W tabl. 2, 3 i 4/2.19 dla wybranych gat. materiałów
niklowych wg PN-ISO 9722 podano ich odpowiedniki, tj. zastrzeżone nazwy
i oznaczenia handlowe, powyższych producentów.
Wymagania dotyczące poszczególnych postaci wyrobów z niklu i jego stopów
określają odrębne normy: PN-ISO 6207 dla rur; PN-ISO 6208 dla płyt, blach i taśm;
PN-ISO 9723 dla prętów; PN-ISO 9724 dla drutów i PN-ISO 9725 dla odkuwek.
Normy te określają wymiary i dopuszczalne odchyłki wymiarów dla poszczególnych
wyrobów oraz wymagane własności mechaniczne, zależnie od stanu materiału
(wyżarzony, walcowany na zimno lub na gorąco) oraz obróbki cieplnej (przesycanie,
starzenie). Dla taśm jest też określona wielkość ziaren, a dla niektórych stopów
wymagania dotyczące wytrzymałości na pełzanie.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Nikiel i stopy niklu
2.19
Instytut
Spawalnictwa
w Gliwicach
AW 3

Nikiel
Nikiel jest metalem barwy srebrzystobiałej o charakterystycznym żółtawym
odcieniu. Jego podstawowe własności fizyczne, jak: temperatura topnienia –
1452
C, temperatura wrzenia – 2900 C, gęstość – 8,9 g/cm
3
, współczynnik
rozszerzalności liniowej – 13,3
10
-6
1
/
K
oraz przewodność cieplna właściwa – 58,6
W/(m
K), są podobne do żelaza. Nikiel posiada wyższą niż żelazo rezystywność
elektryczną oraz niższą temperaturę przemiany magnetycznej – 353
C. Ma bardzo
dobre własności magnetostrykcyjne tj. zdolność do zmiany wymiarów w polu
magnetycznym. Nikiel jest odporny na korozję: atmosferyczną, w wodzie i wodzie
morskiej oraz kwasy organiczne. Najbardziej szkodliwymi zanieczyszczeniami niklu
są: siarka, fosfor, węgiel i tlen.
Norma PN ISO 9722 przewiduje dwa gat. niklu (tabl. 1/2.19) różniące się
wielkością dopuszczalnego zanieczyszczenia węglem wynoszącą 0,15% i 0,02%.
Nikiel o niskiej zawartości węgla może być eksploatowany w temperaturze powyżej
300
C. Nikiel jest metalem plastycznym (A
5
– 40%) o niskiej granicy plastyczności
(ok. 100 MPa) i wytrzymałości na rozciąganie – 370 MPa (tabl. 2/2.19). Nikiel a także
jego stopy pod wpływem zgniotu (obróbka plastyczna na zimno) bardzo silnie się
utwardzają - temperatura wyżarzania zmiękczającego (rekrystalizacyjnego) wynosi
500
600 C. Czysty nikiel stosuje się głównie w przemyśle chemicznym
i przetwórstwa żywności.
Stopy niklu
Rodzina stopów konstrukcyjnych niklu jest bardzo szeroka (tabl. 1/2.19). Są to
najczęściej stopy wieloskładnikowe, zawierające niekiedy nawet do około dziesięciu
pierwiastków, których rola i wpływ na własności stopów niklu są następujące:
węgiel (C) – groźne zanieczyszczenie czystego niklu (krystalizuje na
granicach ziaren w postaci grafitu – zagrożenie podczas spawania kruchym
pękaniem na zimno), w temperaturze powyżej 650
C np. podczas spawania,
tworzy węgliki z niektórymi składnikami, jak: Nb, Ti, Cr, Mo, które obniżają
właściwości stopów odpornych na korozję, natomiast zwiększają wytrzymałość
na pełzanie stopów żarowytrzymałych;
chrom (Cr) – zapewnia odporność na utlenianie i siarkę w wysokich
temperaturach oraz odporność na korozję elektrochemiczną w ciekłych
mediach utleniających;
molibden (Mo) – zwiększa wytrzymałość (umacnianie roztworowe) zwłaszcza
w podwyższonych temperaturach oraz zapewnia odporność na korozję
wżerową w mediach redukujących;
żelazo (Fe) – zwiększa odporność w atmosferach nawęglających
w podwyższonych temperaturach natomiast przy zawartości ponad 20% wraz
z innymi dodatkami stopowymi zwiększa wytrzymałość w wysokich
temperaturach oraz odporność na utlenianie i korozję naprężeniową,
a równocześnie obniża cenę stopów;
kobalt (Co) – zwiększa żarowytrzymałość oraz odporność na media
nawęglające i siarkowe;
miedź (Cu) – w monelach (Ni-Cu) zwiększa odporność na korozję
elektrochemiczną w ciekłych mediach redukujących, a wraz z innymi
składnikami poprawia odporność na kwasy;
aluminium (Al) – w małych ilościach poprawia odtlenianie stopów, wraz ze
wzrostem zawartości aluminium zwiększa odporność na tworzenie się
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Nikiel i stopy niklu
Instytut
Spawalnictwa
w Gliwicach
2.19
AW 4
zgorzeliny w wysokich temperaturach, a ponadto zwiększa wytrzymałość
umożliwiając utwardzanie wydzieleniowe;
tytan (Ti) – jako dodatek stopowy w mniejszych ilościach stabilizuje węgiel
zwiększając odporność na korozję międzykrystaliczną oraz reagując z azotem
zapobiega porowatości spoin; w większych ilościach zwiększa żaroodporność
w warunkach utwardzenia wydzieleniowego;
niob(Nb) – zwiększa żarowytrzymałość poprzez utwardzanie wydzieleniowe
oraz stabilizuje węgiel zwiększając odporność na korozję międzykrystaliczną;
mangan (Mn) i krzem (Si) – występują głównie jako pozostałości po odtlenia-
niu stopów niklu, a małe dodatki krzemu polepszają odporność na utlenianie;
wolfram (W) – zwiększa odporność na korozję wżerową w mediach
redukujących oraz wytrzymałość;
bor (B) i metale ziem rzadkich (La, Y, Zr) – w bardzo małych ilościach
poprawiają odporność na utlenianie w bardzo wysokich temperaturach.
Ze względu na własności i przeznaczenie materiały niklowe można m.in.
podzielić na trzy następujące grupy:
- stopy odporne na korozję w różnych bardzo agresywnych mediach;
- stopy odporne na utlenianie i inne agresywne media, zwłaszcza
gazowe, w wysokich temperaturach (żaroodporne);
- stopy o dobrej wytrzymałości na pełzanie w wysokich temperaturach
przy relatywnie wysokich naprężeniach (żarowytrzymałe).
Niektóre stopy niklu ze względu na ich charakterystyczne własności można
zakwalifikować nie tylko do jednej, ale np. do dwóch ww. grup.
Stopy niklu
odporne na korozję, w tym czysty nikiel, posiadają bardzo niską
zawartość węgla (patrz tabl. 1/2.19). Głównym składnikiem uodparniającym stopy
niklu na korozję w mediach redukujących (kwasy: siarkowy, fosforowy, solny i kwasy
organiczne) jest molibden, a jego wymagana ilość jest uzależniona od rodzaju kwasu
i temperatury oddziaływania. Odporność tę poprawiają też inne dodatki stopowe jak
np. miedź i wolfram. Odporność korozyjną stopów niklu w mediach utleniających
(kwas azotowy, moczniki) zapewnia przede wszystkim chrom, a krzem w niektórych
przypadkach może wspomagać tę odporność. W tabl. 2/2.19 zestawiono wybrane
materiały niklowe odporne na korozję oraz ich własności mechaniczne, uzyskiwane
głównie poprzez umacnianie roztworowe. Polega ono na wprowadzeniu dodatków
stopowych rozpuszczalnych w niklu, takich jak: Fe, Cr, Co, Mo, W, Al, Ti, które
tworząc z niklem roztwory stałe różnowęzłowe, zwiększają własności mechaniczne
stopów niklu poprzez deformacje sieci krystalicznej. Dla zwiększenia wytrzymałości
stopów niklu w temperaturach podwyższonych jest stosowany molibden lub rzadziej
wolfram.
Żaroodporne stopy niklu w przeciwieństwie do stopów odpornych na korozję
mają wyższą zawartość węgla, który tworząc węgliki z innymi składnikami (Cr, Mo, W
itp.) podwyższa dodatkowo ich wytrzymałość w wysokich temperaturach uzyskiwaną
w wyniku umacniania roztworowego. Zawierają one stosunkowo dużą zawartość
chromu, który zapewnia odporność na utlenianie i tworzenie się zgorzeliny. Niektóre
stopy mają zwiększoną zawartość aluminium i mały dodatek metali ziem rzadkich,
które tworzą warstewkę tlenków ściśle przylegającą do powierzchni, zwiększającą
odporność stopu w temperaturach pracy powyżej 1000
C. W tabl. 3/2.19 zestawiono
wybrane stopy żaroodporne na osnowie niklu oraz ich własności mechaniczne
w temperaturze pokojowej i podwyższonej.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Nikiel i stopy niklu
2.19
Instytut
Spawalnictwa
w Gliwicach
AW 5
Żarowytrzymałe stopy niklu charakteryzują się wysoką wytrzymałością
(tabl.4/2.19) w wysokich temperaturach (wytrzymałość na pełzanie) i odpornością na
utlenianie (wpływ chromu). Wysoka wytrzymałość tych stopów jest wynikiem
zawartości aluminium i tytanu lub niekiedy niobu, dzięki którym przeprowadza się
utwardzanie wydzieleniowe (dyspersyjne). Ta obróbka cieplna obejmuje:
przesycanie – nagrzanie do temperatury powyżej granicznej rozpuszczalności
Al i Ti lub Nb w osnowie stopu (około 1150
C) i po wytrzymaniu w tej
temperaturze (około 1
2 godzin) szybkie schłodzenie w wodzie, na powietrzu
lub w innych cieczach;
starzenie – nagrzanie stopu do temperatury niższej od granicznej
rozpuszczalności (około 800
C), wytrzymanie (około 8 godzin) i studzenie na
powietrzu.
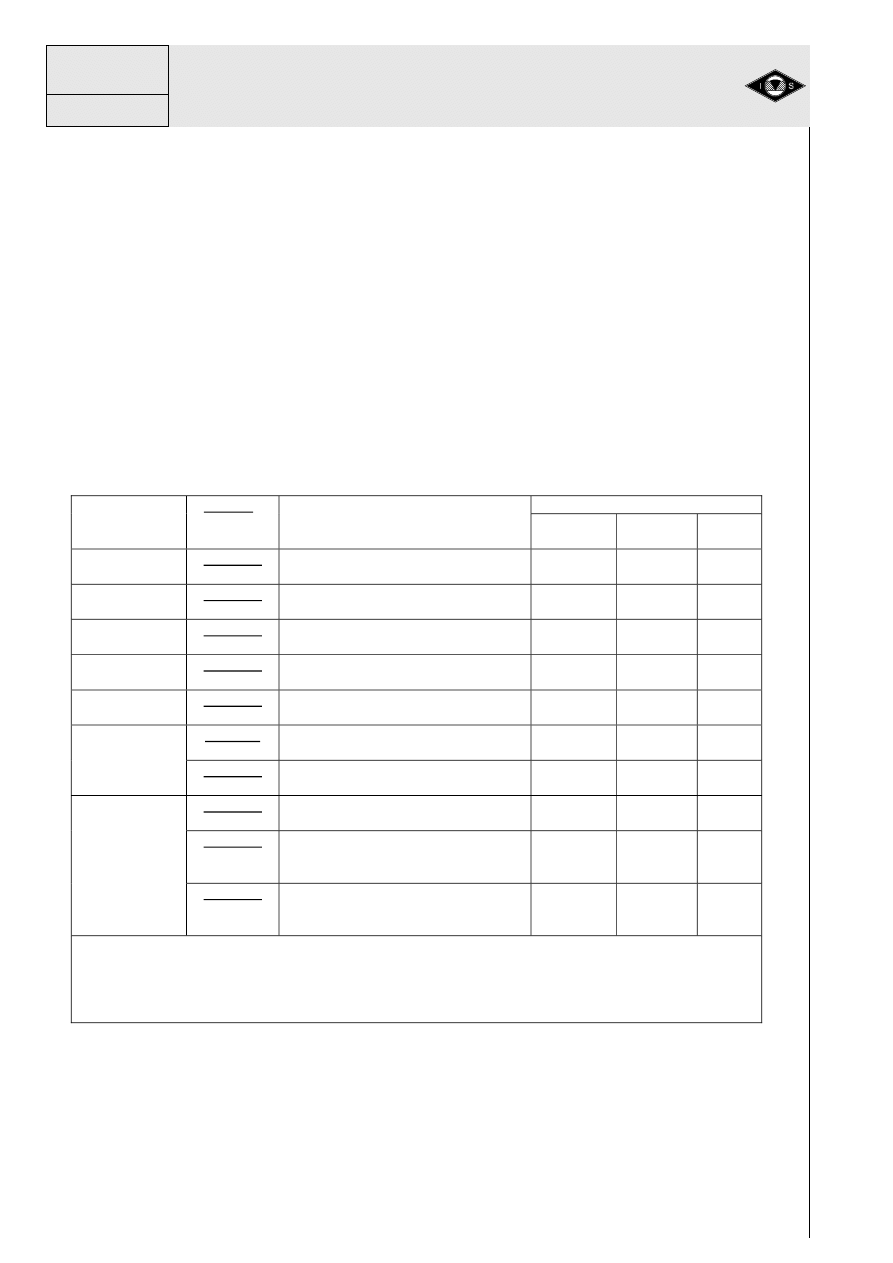
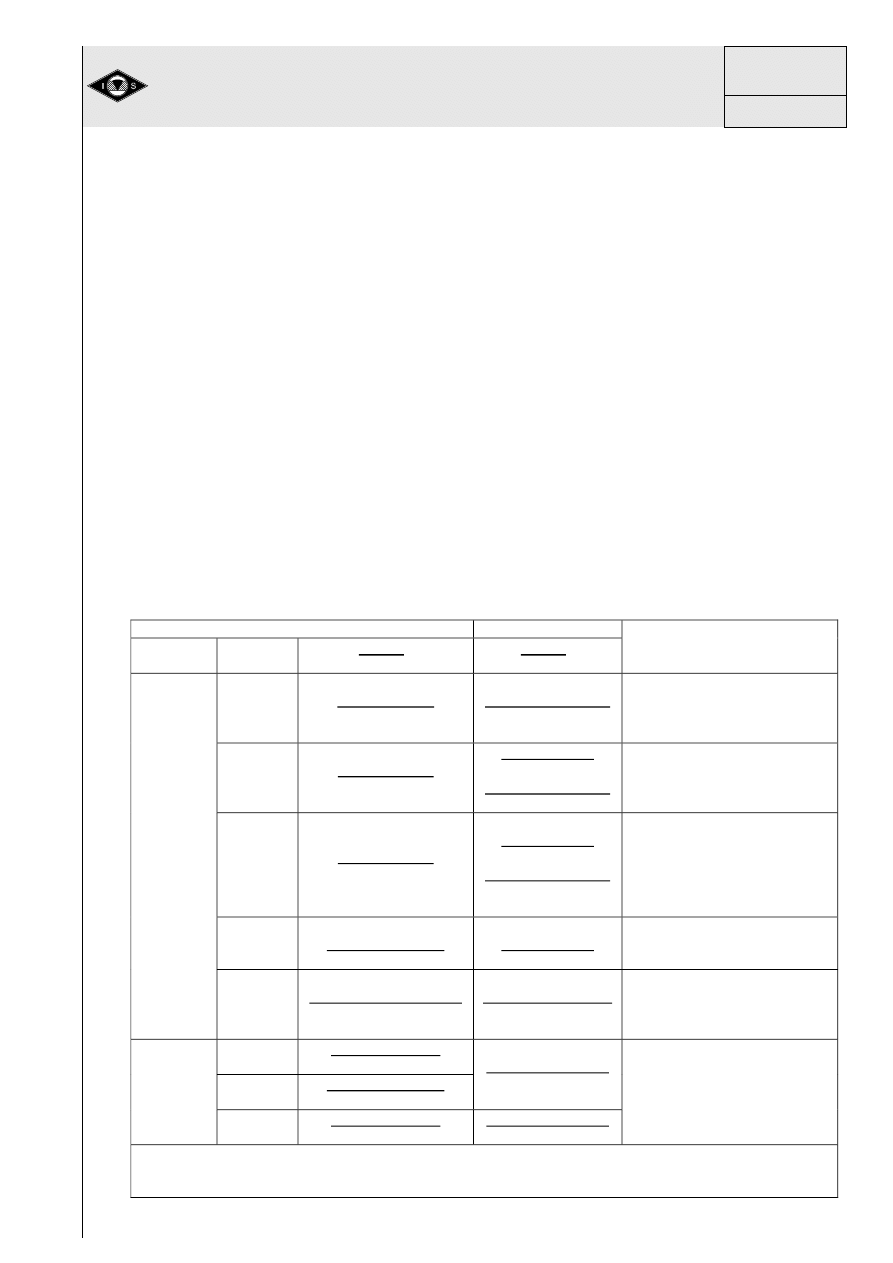
Tablica 2/2.19
Nikiel i stopy niklu odporne na korozję
Rodzaj
materiału
Numer
1)
UNS
2)
Nazwy i oznaczenia handlowe
3)
Własności mechaniczne (min.):
4)
R
p0,1
MPa
R
m
MPa
A
5
%
Ni NW2201
NO2201
Nickel 201
VDM Nickel 99.2 – alloy 201
85 350
40
Ni-Cu NW4400
NO4400
MONEL alloy 400
Nicorros – alloy 400
195 480 35
Ni-Fe-Cr NW8825
NO8825
INCOLOY alloy 825
Nicrofer 4221 – alloy 825
240 590 30
Ni-Cr-Fe NW6690
NO6690
INCONEL alloy 690
Nicrofer 6030 – alloy 690
240 590 30
Ni-Mo NW0665
NO0665
Nicrofer 6928 – alloy B-2
HASTELLOY B-2 alloy
350 750 40
Ni-Cr-Fe-Mo
___-___
NO6030
HASTELLOY G-30 alloy
324
690
56
NW6985
NO6985
INCONEL alloy G-3
Nicrofer 4823 hMo – alloy G-3
240 620 45
Ni-Cr-Mo
NW6455
NO6455
Nicrofer 6616hMo – alloy C-4
HASTELLOY C-4 alloy
275 690 40
NW6625
NO6625
INCONEL alloy 625
Nicrofer 6020 h Mo – alloy 625
HAYNES 625 alloy
380 760 30
NW6022
NO6022
INCONEL alloy 622
HASTELLOY C-22
Nicrofer 5621 hMoW
310 690 45
1)
Numer stopu wg PN-ISO 9722. Skład chemiczny wg tabl. 1/2.19.
2)
Numer stopu wg uniwersalnego systemu numerowania materiałów niklowych (UNS).
3)
Zastrzeżone nazwy i oznaczenia handlowe firm: Special Metals Corp.-USA; Haynes International –
USA; Krupp – Niemcy.
4)
W stanie wyżarzonym wg PN-ISO 6208:2000 i informacji producentów.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Nikiel i stopy niklu
Instytut
Spawalnictwa
w Gliwicach
2.19
AW 6
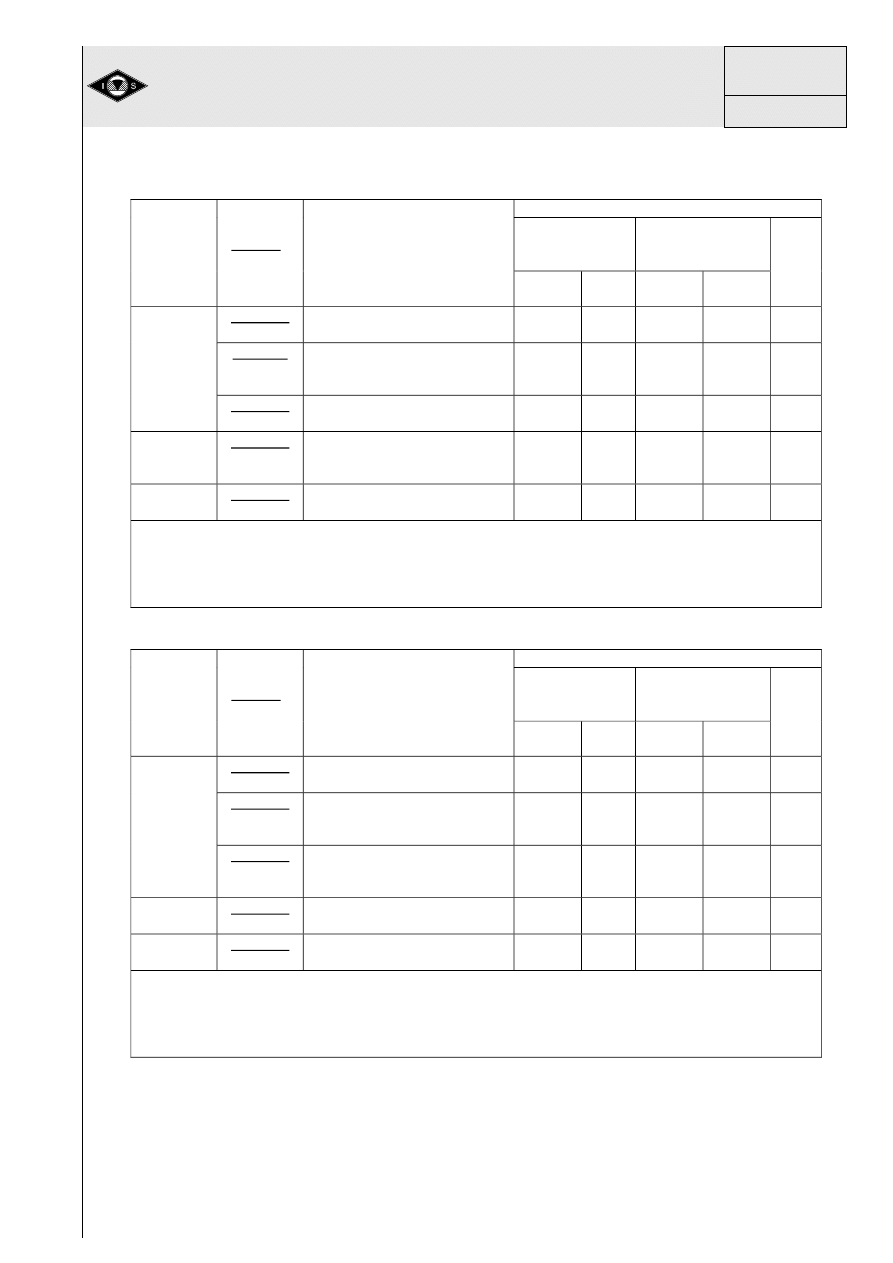
Tablica 3/2.19
Żaroodporne stopy niklu
Rodzaj
stopu
Numer
1)
UNS
2)
Nazwy i oznaczenia
handlowe
3)
Własności mechaniczne (min.):
4)
w temperaturze
pokojowej
(20
C)
w temperaturach
podwyższonych
(w nawiasie)
A
5
%
w
temp.
20
C
R
p0,2
MPa
R
m
MPa
R
p0,2
MPa
R
m
MPa
Ni-Cr-Fe
NW6600
NO6600
INCONEL alloy 600
Nicrofer 7216 – alloy 600
240 550 145
(450
C)
475
(450
C)
30
___-___
NO6075
INCONEL alloy 75
Nicrofer 7520 – alloy 75
HAYNES 75 alloy
240 660 250
(700
C)
400
(700
C)
35
NW6601
NO6601
INCONEL alloy 601
Nicrofer 6023 – alloy 601
205 550 320
(600
C)
580
(600
C)
30
Ni-Cr-Fe-
Mo
NW6002
NO6002
INCONEL alloy HX
Nicrofer 4722 Co-alloy X
HAYNES X alloy
240 660 200
(800
C)
400
(800
C)
35
Ni-Cr-Co-
Mo
NW6617
NO6617
INCONEL alloy 617
Nicrofer 5520 Co-alloy 617
240 650 180
(750
C)
340
(750
C)
35
1)
Numer stopu wg PN-ISO 9722. Skład chemiczny wg tabl. 1/2.19.
2)
Numer stopu wg uniwersalnego systemu numerowania materiałów niklowych (UNS).
3)
Zastrzeżone nazwy i oznaczenia handlowe firm: Special Metals Corp.-USA; Haynes International –
USA; Krupp – Niemcy.
4)
W stanie wyżarzonym wg PN-ISO 6208:2000 i informacji producentów.
Tablica 4/2.19
Żarowytrzymałe stopy niklu
Rodzaj
stopu
Numer
1)
UNS
2)
Nazwy i oznaczenia
handlowe
3)
Własności mechaniczne (min.):
4)
w temperaturze
pokojowej
(20
C)
w temperaturach
podwyższonych
(w nawiasie)
A
5
%
w
temp.
20
C
Rp
0,2
MPa
Rm
MPa
Rp
0,2
MPa
Rm
MPa
Ni-Cr +
(Ti-Al)
NW7080
NO7080
NIMONIC 80A
620
1000
500
(800
C)
590
(800
C)
20
NW7718
NO7718
INCONEL alloy 718
Nicrofer 4823 hMo – alloy 718
HAYNES 718 alloy
1035 1240 640
(800
C)
640
(800
C)
10
NW7750
NO7750
INCONEL alloy X-750
Nicrofer 7016 TiNb–alloy X-750
HAYNES X-750
790 1170 450
(800
C)
450
(800
C)
18
Ni-Co +
(Ti-Al)
NW7090
NO7090
NIMONIC 90
695
1080
532
(800
C)
657
(800
C)
25
Ni-Cr-Co +
(Ti-Al)
NW7263
NO7263
NIMONIC alloy 263
Nicrofer 5120 CoTi-alloy 263
585 1004 460
(800
C)
587
(800
C)
45
1)
Numer stopu wg PN-ISO 9722. Skład chemiczny wg tabl. 1/2.19.
2)
Numer stopu wg uniwersalnego systemu numerowania materiałów niklowych (UNS).
3)
Zastrzeżone nazwy i oznaczenia handlowe firm: Special Metals Corp.-USA; Haynes International –
USA; Krupp – Niemcy.
4)
Po utwardzaniu wydzieleniowym wg PN-ISO 6208:2000 i informacji producentów.
Podczas starzenia w przesyconym roztworze tworzą się wewnątrz ziaren
wydzielenia faz międzymetalicznych typu Ni
3
(Ti, Al) – zwane jako
’ lub typu Ni
3
Nb –
zwane jako
”, które powodują znaczny wzrost wytrzymałości i twardości stopu.
Żarowytrzymałe stopy niklu są stosowane głównie w energetyce na elementy
obrotowe turbin gazowych, które zwykle nie wymagają spawania. Jeśli jednak
zachodzi potrzeba spawania tych stopów niklu należy je spawać w stanie
nieutwardzonym (przed obróbka cieplną), stosując spoiwo o tym samym składzie
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Nikiel i stopy niklu
2.19
Instytut
Spawalnictwa
w Gliwicach
AW 7
chemicznym jak materiał podstawowy (z dodatkiem Al+Ti lub Nb), a następnie
przeprowadzić po spawaniu utwardzanie wydzieleniowe. Natomiast jeżeli zachodzi
potrzeba spawania np. naprawczego lub regeneracyjnego elementów z tych stopów
utwardzonych wydzieleniowo, należy je spawać po wyżarzaniu rozpuszczającym.
Oprócz powyższych konstrukcyjnych stopów niklu w technice stosuje się jeszcze
bardzo wiele innych stopów na osnowie niklu, charakteryzujących się szczególnymi
własnościami fizycznymi, jak np. (zastrzeżone nazwy handlowe): chromel typu Ni-
Cr(2-10%) i alumel typu Ni-Al(2,5%)-Mn-Si o dużej sile termoelektrycznej
(termopary); nichrom typu Ni-Cr(15-20%) i kanthal typu Ni-Cr(20-35%)-Al-Co o dużej
rezystywności elektrycznej (elementy grzejne), inwar typu Ni(36-52%)-Fe i kowar
typu Ni(ok.30%)-Co(15-20%)-Fe o stałym lub małym współczynniku rozszerzalności
(precyzyjne elementy aparatury); permalloy typu Ni-Fe (20-22%) o wysokiej
przenikalności magnetycznej (elektrotechnika) itp.
PODZIAŁ MATERIAŁÓW NIKLOWYCH
NA GRUPY wg ISO/TR 15608
Dla potrzeb kwalifikowania technologii spawania w raporcie technicznym ISO/TR
15608:2005, dokonano podziału materiałów metalowych na grupy i podgrupy
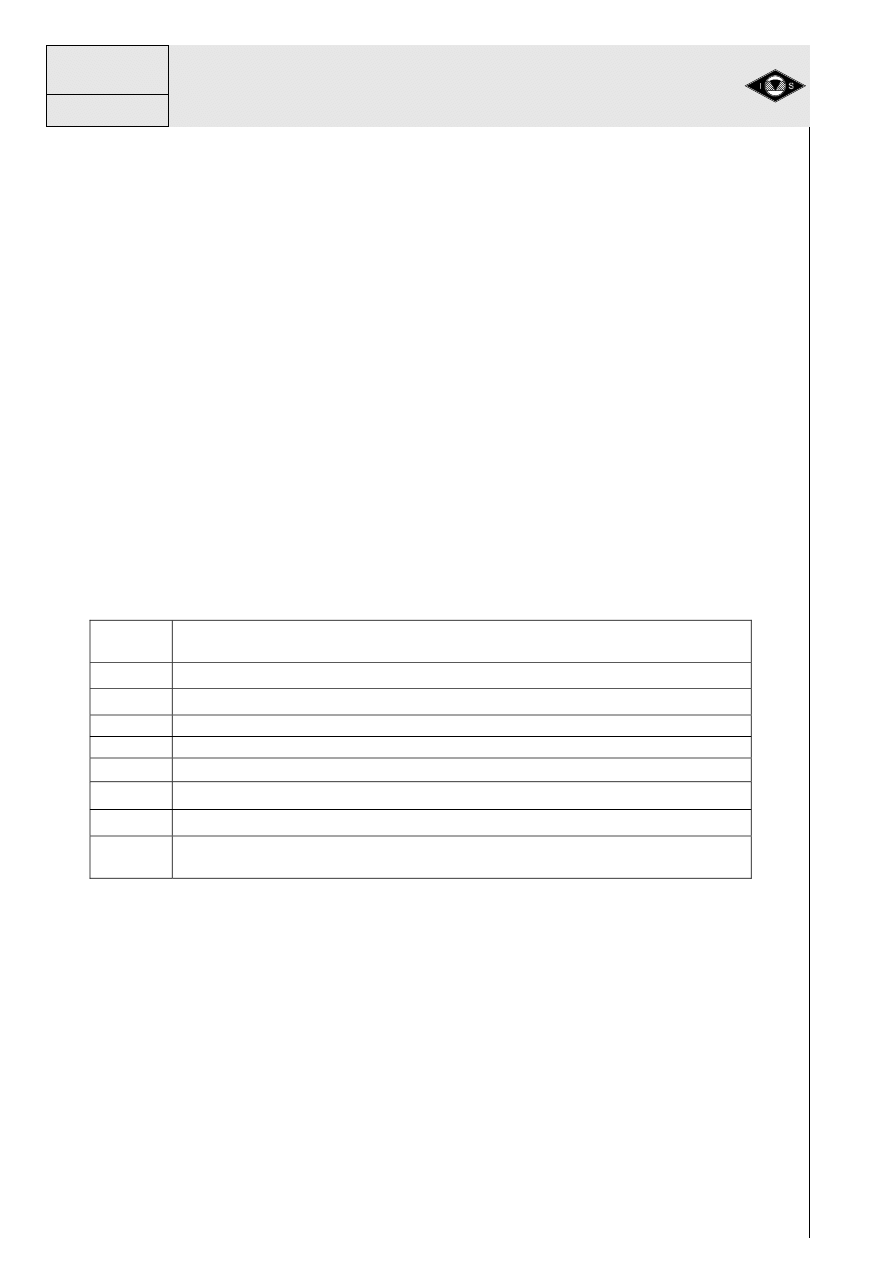
(niklowe materiały). Nikiel i jego stopy zostały podzielone na 8 grup (tabl. 5/2.19).
Tablica 5/2.19
Podział materiałów niklowych na grupy wg ISO/TR 15608:2005
Nr
grupy
Rodzaj niklu lub stopu niklu
41
Czysty nikiel
42
Stopy nikiel-miedź (Ni-Cu) z Ni ≥ 45%, Cu ≥ 10%
43
Stopy nikiel-chrom (Ni-Cr-Fe-Mo) z Ni ≥ 40%
44
Stopy nikiel-molibden (Ni-Mo) z Ni ≥ 45%, Mo ≤ 32%
45
Stopy nikiel-żelazo-chrom (Ni-Fe-Cr) z Ni ≥ 31%
46
Stopy nikiel-chrom-kobalt (Ni-Cr-Co) z Ni ≥ 45%, Co ≥ 10%
47
Stopy nikiel-żelazo-chrom-miedź (Ni-Fe-Cr-Cu) z Ni ≥ 45%
48
Stopy nikiel-żelazo-kobalt (Ni-Fe-Co-Cr-Mo-Cu) z 31% ≤ Ni ≤ 45%,
Fe ≥ 20%
SPAWALNOŚĆ NIKLU I JEGO STOPÓW
Spawalność szerokiego asortymentu materiałów niklowych jest zróżnicowana
podobnie jak w przypadku szerokiej gamy rodzajów stali. Problematyka spawalności
materiałów na osnowie niklu znacznie różni się w porównaniu ze stalami
niestopowymi i niskostopowymi, natomiast występują pewne podobieństwa w
odniesieniu do niektórych rodzajów stali nierdzewnych.
Dodatek, w małych ilościach, do niklu i jego stopów takich pierwiastków jak:
Mn, Si, Nb, Al, Ti, nie pogarsza spawalności, a może zwiększyć ich odporność na
tworzenie się w spoinach i SWC pęknięć (mangan i niob) i porowatości (tytan,
aluminium i krzem). Natomiast siarka, fosfor, ołów, cyrkon i bor nie rozpuszczają się
w niklu, a siarka, fosfor i tlen tworzą z niklem niskotopliwe eutektyki wydzielające się
na granicach ziaren i będące przyczyną pęknięć gorących.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Nikiel i stopy niklu
Instytut
Spawalnictwa
w Gliwicach
2.19
AW 8

Siarka tworzy z niklem trzy siarczki: NiS, Ni
3
S
2
i Ni
3
S
4
. Eutektyka Ni-Ni
3
S
2
,
o temperaturze topliwości 644
o
C, jest główną przyczyną tworzenia się pęknięć
krystalizacyjnych przy spawaniu. Pęknięciom tym najskuteczniej przeciwdziała
magnez, ponieważ wiąże on siarkę w trwały, trudnotopliwy siarczek MgS.
Dopuszczalna zawartość siarki w niklu wynosi 0,005 %, natomiast w stopach niklu
dopuszcza się 0,005
0,03 % S, w zależności od ich wrażliwości na pękanie
krystalizacyjne i zawartości pierwiastków wiążących siarkę.
Fosfor tworzy z niklem kilka fosforków i eutektykę Ni-Ni
3
P o temperaturze
topliwości 880
O
C, krzepnącą na granicach ziaren, powodując powstawanie pęknięć
krystalizacyjnych w połączeniach spawanych. Zawartość fosforu ogranicza się do
0,005
0,01 % w zależności od skłonności do pękania.
Tlen sprzyja rozrostowi ziaren i podwyższa kruchość na gorąco. W stopach
niklu ze względu na znaczne stężenie takich pierwiastków odtleniających, jak: Mn, Si,
Al i Ti, tlen występuje rzadko. Tlenek niklu tworzy z niklem eutektykę Ni-NiO
2
o temperaturze topnienia 1438
O
C, czyli nieznacznie poniżej temperatury topnienia
niklu. Rozpuszczalność tlenu w niklu jest stosunkowo duża i wynosi ok. 0,5 % NiO
w temperaturze 1500
O
C. Większa ilość tlenku niklu może być przyczyną pęknięć
gorących. Jeżeli zwiększona zostanie równocześnie zawartość wodoru, w niklu
mogą wystąpić, w obszarach spoiny i SWC, pęknięcia podobne, jak przy tzw.
kruchości (chorobie) wodorowej. Woda, powstała w wyniku reakcji NiO+2H
Ni+H
2
O,
przechodząc w parę, powoduje wrzenie jeziorka spawalniczego, co zwiększa
porowatość spoiny.
W celu uzyskania połączenia spawanego bez niezgodności spawalniczych
oraz o wymaganej wytrzymałości i odporności na korozję należy stosować
odpowiednie wytyczne technologiczne spawania, opracowane przez producentów
materiałów niklowych, obejmujące: właściwy dobór metody spawania i materiału
dodatkowego, odpowiednie przygotowanie geometrii złącza przed rozpoczęciem
spawania oraz dobór i kontrolę parametrów spawania, a zwłaszcza energii liniowej
i temperatury międzyściegowej.
Podstawowe zalecenia technologiczne spawania niklu i stopów niklu są
następujące:
1. Złącza doczołowe o grubości powyżej 3 mm wymagają ukosowania, podobnie
jak dla stali. Ze względu na dużą gęstopłynność jeziorka spawalniczego
(trudniej zwilża brzegi łączonych elementów i gorzej się rozpływa) należy
stosować większe kąty ukosowania (60
80) niż dla stali. Ze względu na
słabszą penetrację łuku i mniejsze wtopienie stosuje się niższe progi i większe
odstępy w porównaniu ze stalą.
2. Przed spawaniem łączone powierzchnie powinny być bezwzględnie czyste
i suche – obszar na szerokości min. 25 mm po obu stronach złącza należy
usunąć z tlenków poprzez szlifowanie oraz oczyścić chemicznie na szerokości
50 mm po obu stronach złącza (aceton, trójchloroetylen, alkohol, itp.) ze
wszelkich zanieczyszczeń, jak: oleje, smary, farby, ślady kredek do
znakowania lub termokredek, ślady użycia narzędzi mosiężnych lub
ołowianych itp. Wszystkie ww. zanieczyszczenia mogą być źródłem: siarki
fosforu, ołowiu, cyny, cynku, bizmutu, wodoru, itp., które powodują gorące
pęknięcia i porowatość spoin.
3. Przy spawaniu w niższych temperaturach należy stosować zabieg osuszania
elementów przed spawaniem poprzez podgrzanie, np. palnikiem tlenowo-
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Nikiel i stopy niklu
2.19
Instytut
Spawalnictwa
w Gliwicach
AW 9

acetylenowym o płomieniu neutralnym, do temperatury 50
60
O
C unikając
lokalnego przegrzewania.
4. Nie ma potrzeby stosowania podgrzewania wstępnego przed spawaniem,
ponieważ materiały niklowe nie podlegają przemianom fazowym
powodującym wzrost twardości SWC, jak przy większości stali. Podgrzewanie
wstępne mogłoby natomiast powodować niewskazane przegrzanie jeziorka
spawalniczego.
5. Do osłony łuku spawalniczego powinno się stosować tylko gazy obojętne
o wysokiej czystości, aby ograniczyć do minimum proces utlenienia spoiny,
przy czym stosować można również mieszanki Ar +He (do 30%).
6. Ze względu na mniejszą penetrację łuku i głębokość wtapiania w stosunku do
stali, nie należy usiłować zwiększać głębokości wtopienia poprzez
zwiększanie natężenia prądu spawania, gdyż może dojść do przegrzania
spoiny oraz jej porowatości. Należy przestrzegać zaleceń zakresów prądów
spawania określonych przez dostawcę spoiw.
7. Spawanie prowadzić wąskimi ściegami, ale ze względu na dużą
gęstopłynność stopów niklu oraz w celu uzyskania wymaganej geometrii
spoiny, stosować ruchy zakosowe o małej amplitudzie, nie większej niż 1,5
3
średnic spoiwa.
8. Należy przestrzegać wymagań dotyczących ilości wprowadzanego ciepła
(sposób obliczania wg PN-EN 1011-1), która nie powinna przekraczać 1
2
kJ/mm dla spawania metodą TIG i MIG oraz 3 kJ/mm dla spawania łukiem
krytym. Zaleca się stosowanie możliwie najniższej energii liniowej spawania,
aby uniknąć niekorzystnych zmian w SWC obniżających odporność korozyjną.
9. Należy kontrolować temperaturę międzyściegową łączonych elementów, która
nie powinna przekraczać 175
O
C, a dla niektórych stopów nawet 90
O
C, aby
uniknąć niekorzystnych wydzieleń, obniżających odporność korozyjną oraz
rozrostu ziaren i mikropęknięć w SWC. Dla spełnienia tych wymagań można
stosować dodatkowe chłodzenie np. sprężonym powietrzem lub wodą,
podkładki itp.
10. Należy zapewnić osłonę gazową grani spoiny – zaleca się 100 % Ar.
11. Można stosować sczepianie elementów przed spawaniem, ale należy unikać
powstawania kraterów i pęknięć.
12. Bezwzględnie należy unikać zajarzania łuku poza rowkiem spoiny oraz na
ściankach rowka – możliwość wystąpień wad na granicy wtopienia.
13. Do czyszczenia elementów po spawaniu należy używać jedynie szczotek lub
młotków wykonanych ze stali nierdzewnej.
14. Miejsca rozpoczynania spawania i kratery na końcach spoin należy usunąć
przez szlifowanie.
15. Po zakończeniu procesu spawania połączone elementy należy:
- dokładnie oczyścić z żużla, rozprysków i innych zanieczyszczeń, w celu
zapewnienia optymalnej odporności na korozję,
- do czyszczenia powierzchni stosować takie metody jak: szlifowanie,
trawienie, piaskowanie, czyszczenie za pomocą szczotki drucianej,
polerowanie,
- największą odporność na korozję uzyskuje się po szlifowaniu
i następnym polerowaniu powierzchni,
- w przypadku stosowania trawienia, po zakończeniu tego procesu
powierzchnię należy dokładnie spłukać wodą,
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Nikiel i stopy niklu
Instytut
Spawalnictwa
w Gliwicach
2.19
AW 10
- piaskowanie należy stosować tylko w przypadkach, kiedy nie jest
możliwe szlifowanie lub trawienie, wówczas medium czyszczącym
może być tylko piasek kwarcowy.
16. Większość materiałów na osnowie niklu nie wymaga obróbki cieplnej po
spawaniu. Natomiast połączenia spajane stopów utwardzanych wydzieleniowo
zwykle poddaje się przesycaniu i starzeniu, celem odtworzenia własności
mechanicznych materiału podstawowego.
METODY SPAJANIA
Do spajania niklu i jego stopów stosuje się wszystkie podstawowe metody
spawania łukowego, spawania skoncentrowanymi źródłami energii (wiązka
elektronów i promień laserowy) oraz zgrzewanie i lutowanie, zwłaszcza twarde.
O wyborze metody spajania (spawania) decyduje konstrukcja złączy (grubość, kształt
itp.), wymagane własności połączeń, pozycja łączenia oraz inne uwarunkowania
techniczne i organizacyjne, jak: dostępne wyposażenie do spawania (spajania),
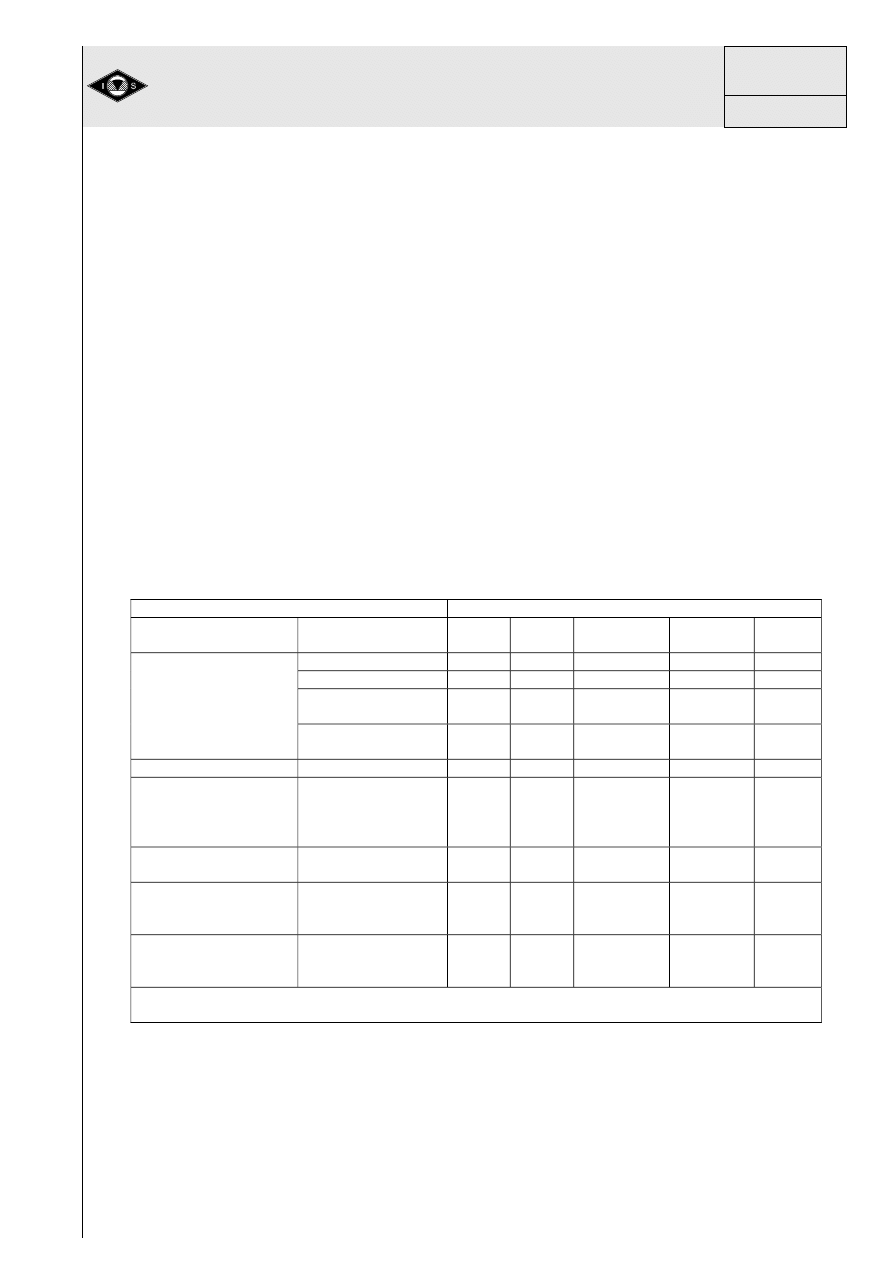
posiadanie spawaczy o odpowiednich kwalifikacjach, wielkość produkcji itp. Ocenę
przydatności wg Krupp VDM poszczególnych metod spawania łukowego do łączenia
niklu i stopów niklu przedstawia tabl. 6/2.19.
Tablica 6/2.19
Ocena przydatności metod łukowych do spawania niklu i stopów niklu
Materiał podstawowy:
Ocena metody spawania *:
przeznaczenie rodzaj
TIG
MIG
elektrodami
otulonymi
plazmowe łukiem
krytym
Materiały odporne na
korozję
Ni 1
2
2
1
3
Ni-Cu 1
2
2 1
3
Ni-Mo
Ni-Cr-Mo
1
2
2 lub 3
1
3
Ni-Cr-Fe
Ni-Fe-Mo
1 lub 2 2 lub 3
2 lub 3
1 lub 3
2 lub 3
Materiały żaroodporne
Ni-Fe-Cr
1 lub 2 2 lub 3
3
1 lub 2
3
Materiały o wysokiej
żarowytrzymałości
Ni-Cr-Fe
Ni-Cr
Ni-Cr-Mo
Ni-Cr-Mo-Co
1 lub 2
2 lub 3
2
1 lub 2
-
Stopy na elementy
grzejne
Ni-Cr
Ni-Fe-Cr
1 lub 2
-
-
-
-
Materiały o określonej
rozszerzalności
cieplnej
Ni-Fe
2
-
-
-
-
Materiały o wysokiej
przenikalności
magnetycznej
Ni-Fe
Ni-Fe-Cu/Mo
2
-
-
-
-
* Skala ocen spawalności daną metodą spawania: „1” – bardzo dobra; „2” – dobra; „3”- dostateczna;
„-” – nieprzydatna
Spawanie metodą TIG
Proces spawania elektrodą wolframową w osłonie gazu obojętnego (metoda
TIG, GTAW – proces nr 141 wg PN-EN ISO 4063) jest bardzo przydatny do
spawania materiałów niklowych ze względu na:
- możliwość stosowania do wszystkich spawalnych stopów Ni;
- zapewnienie spoin o wysokiej czystości oraz dobrych własnościach
metalurgicznych i mechanicznych;
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Nikiel i stopy niklu
2.19
Instytut
Spawalnictwa
w Gliwicach
AW 11

- zapewnienie dobrego przetopienia w ściegu graniowym przy spawaniu
jednostronnym;
- zapewnienie
gładkich spoin o korzystnym profilu od strony lica i grani;
- zapewnienie spoin o dobrej jakości, z reguły nie wymagających napraw;
- możliwość regulowania temperatury jeziorka spawalniczego poprzez odpowiednie
dozowanie spoiwa;
- możliwość wprowadzenia małej ilości ciepła spawania;
- możliwość spawania cienkich elementów i rur o małych średnicach;
- możliwość spawania we wszystkich pozycjach.
Jedyną niedogodnością tej metody jest niska wydajność spawania i tylko z tego
względu do spawania grubszych elementów stosuje się inne metody spawania
łukowego o większej wydajności. Wydajność spawania metodą TIG można
zwiększyć poprzez zmechanizowanie, zautomatyzowanie lub zrobotyzowanie
procesu. Zwłaszcza przy zastosowaniu spawania z gorącym drutem (wolny wylot
drutu – około 15 mm jest nagrzewany oporowo i dodatkowo osłaniany argonem)
można uzyskać co najmniej dwukrotne zwiększenie prędkości w porównaniu ze
spawaniem ręcznym, przy wysokiej i powtarzalnej jakości spoin. Wydajność
ręcznego i zmechanizowanego spawania metodą TIG materiałów niklowych można
też zwiększyć stosując specjalny topnik aktywujący (metoda A-TIG).
Do spawania materiałów niklowych stosuje się standardowe urządzenia TIG
zapewniające bezstykowe zajarzanie łuku. Dysza uchwytu spawalniczego powinna
zapewniać lamelarny i bez turbulencji wypływ gazu osłonowego. Spawać należy
prądem stałym z biegunem ujemnym na elektrodzie wolframowej. Zaleca się
stosowanie elektrod wolframowych torowanych (1,7 do 2,2%ThO
2
) oznaczonych
WTh20 wg PN-EN ISO 6848 o czerwonej barwie rozpoznawczej. Średnicę elektrody
należy dobierać stosownie do grubości spawanych elementów i prądu spawania wg
zaleceń ww. normy.
Spoiwo stosuje się o składzie chemicznym materiału podstawowego lecz
z małym dodatkiem aluminium i/lub tytanu. Dodatki tych pierwiastków mają zdolność
wiązania i oczyszczania jeziorka spawalniczego z tlenu i azotu zaabsorbowanego
z atmosfery, dzięki czemu minimalizują zagrożenie wystąpienia porowatości spoin.
Jako gaz osłonowy stosuje się argon o najwyższej czystości (99,997%; punkt
rosy ok. –60
C) i przepływie (strumień objętości) 1214 l/min. Przy spawaniu
zmechanizowanym grubszych elementów stosuje się mieszankę Ar-He (30%), która
zapewnia zwiększenie prędkości spawania. Do spawania zmechanizowanego
materiałów niklowych, a zwłaszcza ściegu graniowego, zaleca się też stosowanie
argonu z małym dodatkiem wodoru (3
5%), co zwiększa penetrację łuku i ułatwia
przetopienie progu złącza. Do osłony grani stosuje się czysty argon o przepływie
(strumień objętości) 2
5 l/min.
Właściwa technika spawania metodą TIG materiałów niklowych polega na
układaniu wąskich ściegów, celem zminimalizowania ilości wprowadzanego ciepła.
Koniec spoiwa należy cały czas utrzymywać w pobliżu łuku, tak aby znajdował się
w strumieniu gazu osłonowego, co zapobiega przedostawaniu się tlenków do
jeziorka spawalniczego. Niektóre stopy niklu są szczególnie podatne do pęknięć
gorących, które mogą wystąpić w kraterze na końcu ściegu. Należy temu zapobiegać
stosując technikę wypełnienia krateru z jednoczesnym obniżeniem prądu spawania.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Nikiel i stopy niklu
Instytut
Spawalnictwa
w Gliwicach
2.19
AW 12

Ręczne spawanie łukowe elektrodą otuloną
Spawanie
elektrodą otuloną (metoda MMA, SMAW – proces nr 111 wg PN-EN
ISO 4063) stosuje się do łączenia niklu i stopów niklu umacnianych roztworowo.
Natomiast nie stosuje się tej metody do spawania stopów utwardzanych
wydzieleniowo (dyspersyjnie) ze względu na utrudnione przechodzenie poprzez łuk
elektryczny pierwiastków reakcyjnych, jak np. tytan. Zaletą tej metody spawania jest
niski koszt i powszechna dostępność urządzeń do spawania oraz prostota,
operatywność i uniwersalność.
Elektrody otulone do spawania we wszystkich pozycjach materiałów niklowych
mają otulinę zasadową. Elektrody do spawania tylko w pozycji podolnej mają otulinę
zasadowo-rutylową, która zapewnia większą rzadkopłynność jeziorka w porównaniu
z elektrodami zasadowymi. Elektrody te są zwykle dostarczane w hermetycznych
pojemnikach i nie wymagają suszenia, ale po otwarciu pojemnika należy je
przechowywać w suszarkach w temperaturze około (120
200)C. Elektrody, które
były w powietrzu, należy przed użyciem suszyć wg zaleceń producenta, zwykle
w temperaturze (250
300)C przez 1 2 godz. Średnicę elektrod dobiera się
zależnie od grubości materiału spawanego wg zaleceń producenta. Do spawania
materiałów niklowych stosuje się mniejsze średnice elektrod i znacznie niższe
natężenie prądu niż przy spawaniu stali. Większość elektrod otulonych jest
przeznaczona do spawania prądem stałym z biegunem dodatnim na elektrodzie.
Technika spawania elektrodą otuloną jest podobna jak przy spawaniu stali, ale
ze względu na większą gęstopłynność jeziorka, zwłaszcza podczas spawania
czystego niklu, wymagana jest większa precyzja w układaniu ściegu. Celem
ograniczenia ilości wprowadzonego ciepła zaleca się stosowanie wąskich ściegów.
Pewne ruchy wahadłowe elektrody są jednak niezbędne aby uzyskać wymagany
profil ściegu (spoiny), lecz nie powinny one przekraczać trzykrotnej średnicy rdzenia
elektrody, a dla stopów o wysokiej odporności korozyjnej zaleca się maksymalną
szerokość ściegu wynoszącą 1,5 średnicy rdzenia. Elektrody należy zajarzać na
końcu ściegu, a nie na ściankach rowka, aby uniknąć niezgodności spawalniczych
w strefie wtopienia. Celem uniknięcia pęknięć w kraterach należy przy końcu ściegu
skrócić łuk i nieco zwiększyć prędkość przesuwu aby uzyskać zmniejszenie objętości
jeziorka spawalniczego lub stosować technikę kroku wstecznego celem wypełnienia
krateru. Bardzo ważną czynnością jest dokładne usuwanie żużla, gdyż jego
pozostałości znacznie obniżają odporność korozyjną w podwyższonych
temperaturach eksploatacji, zarówno w atmosferach utleniających jak i redukujących.
Spawanie metodą MIG
Spawanie
elektrodą metalową w osłonie gazów obojętnych (metoda MIG,
GMAW – proces nr 131 wg PN-EN ISO 4063) jest powszechnie stosowaną metodą
łączenia stali wysokostopowych i metali nieżelaznych ze względu na dużą wydajność
spawania oraz łatwość mechanizacji i robotyzacji. Zalecanym warunkiem jej
wykorzystania do spawania materiałów niklowych jest zastosowanie urządzeń
z oprogramowaniem umożliwiającym spawanie prądem impulsowym. Łuk pulsujący,
zasilany stosunkowo niskim prądem bazowym i znacznie wyższymi impulsami
prądowymi, umożliwia kontrolę przebiegu procesu oraz zapewnia małą objętość
jeziorka i relatywnie małą ilość wprowadzonego ciepła. Przy innych rodzajach łuku
występują odpryski i zagrożenie braku wtopienia (łuk zwarciowy) lub duża objętość
jeziorka, duży przekrój ściegów i znaczna ilość wprowadzonego ciepła (klasyczny łuk
natryskowy).
Do spawania metodą MIG niklu i jego stopów jako gaz osłonowy stosuje się
argon lub mieszanki argon – hel (do ok. 30%) o przepływie (strumień objętościowy)
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Nikiel i stopy niklu
2.19
Instytut
Spawalnictwa
w Gliwicach
AW 13

około 18
20 l/min. Niekiedy stosuje się ww. gazy osłonowe z małym dodatkiem (do
ok. 1,0%) gazu aktywnego, jak CO
2
lub O
2
(metoda MAG), który stabilizuje łuk
spawalniczy. Zależnie od rodzaju stopu niklu i wielkości dodatku gazu aktywnego
może jednak powstać zagrożenie wystąpienia przyklejeń międzyściegowych oraz
porowatości i tym samym konieczność szlifowania każdego ściegu celem usunięcia
warstewki tlenkowej. Spawanie prowadzi się prądem stałym z biegunem dodatnim na
elektrodzie topliwej. Ściegi graniowe zwykle wykonuje się metodą TIG.
Spawanie łukiem krytym
Spawanie
łukiem krytym (metoda SAW – proces nr 121 wg PN-EN ISO 4063)
jest wysokowydajnym procesem, szczególnie przydatnym do spawania długich
i grubościennych elementów w pozycji podolnej lub nabocznej. Zastosowanie tej
metody jest ograniczone tylko do niektórych materiałów niklowych (Ni, Ni-Cu
i niektóre stopy umacniane roztworowo) ze względu na stosunkowo duże ilości
wprowadzanego ciepła i zagrożenie wystąpienia pęknięć krystalizacyjnych. Tylko
firma Special Metals Corp. (dawniej INCO) opracowała specjalne topniki i oferuje tą
metodę do spawania materiałów niklowych.
Do spawania stosuje się prąd stały z biegunem dodatnim na elektrodzie oraz
odpowiednią kombinację drut-topnik. Średnica drutu zwykle wynosi (1,6
2,4) mm,
natężenie prądu – około (250
400) A, prędkość spawania – do około 30 cm/min.,
a ilość wprowadzanego ciepła – (1,5
3,0) kJ/mm. Zajarzanie i gaszenie łuku
przeprowadza się na płytkach dobiegowych i wybiegowych. Ścieg graniowy lub
podpawanie jest najczęściej wykonywane metodą TIG.
Spawanie plazmowe
Spawanie plazmowe (Plasma TIG, PAW – proces nr 15 wg PN-EN ISO 4063)
techniką klasyczną tj. „z jeziorkiem” stosuje się do łączenia materiałów niklowych
o grubości do około 3 mm. Ścieg graniowy najczęściej spawa się bez spoiwa
(przetopienie progu) stosując dodatkową osłonę grani. Następne ściegi wykonuje się
plazmowo z użyciem spoiwa lub inną metodą spawania. Dokładnie dopasowane
złącza (doczołowe, grzbietowe, narożne, itp.) elementów cienkościennych można też
spawać bez użycia spoiwa, poprzez przetopienie styku z osłoną argonem od strony
grani.
Stosując zmechanizowane spawanie plazmowe techniką głębokiego wtopienia
(„z oczkiem” – keyhole w j. ang.) można spawać blachy niklowe i ze stopów niklu
o grubości 3
8 mm bez ukosowania (spoina na I) w jednym przejściu. Warunkiem
spawania plazmowego tą techniką jest precyzyjny dobór parametrów spawania,
zapewniający utworzenie się kapilary (tzw. oczko), penetrującej na wskroś styk
blachy. Spoiwo jest dozowane za pomocą podajnika z prędkością np. 0,5 m/min. dla
drutu
0,8 mm. Prędkość spawania tą techniką blach o grub. 46 mm wynosi około
25 cm/min, a ilość wprowadzonego ciepła nie przekracza 1 kJ/mm.
Spawanie plazmowe ze względu na możliwość uzyskania wąskich, gładkich
i równych ściegów przy niskiej energii łuku jest bardzo korzystne do spawania
materiałów niklowych, zwłaszcza przeznaczonych do pracy w ośrodkach silnie
korozyjnych. Do spawania stosuje się prąd stały z biegunem ujemnym na elektrodzie
wolframowej torowanej o średnicy dobranej do natężenia prądu spawania. Jako gaz
plazmowy oraz gaz osłonowy lica i grani stosuje się argon o czystości 99,996%.
Niekiedy, aby zwiększyć penetrację łuku jako gaz plazmowy stosuje się mieszankę
argon-wodór lecz przy spawaniu materiałów niklowych zawartość wodoru nie
powinna przekraczać 5% celem uniknięcia porowatości spoin.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Nikiel i stopy niklu
Instytut
Spawalnictwa
w Gliwicach
2.19
AW 14

Zgrzewanie
Do
łączenia materiałów niklowych można stosować większość metod
zgrzewania rezystancyjnego (oporowego), tarciowego i innych jak zgrzewanie
dyfuzyjne, wybuchowe itp. (patrz temat 1.11 i 1.12.2). O wyborze metody zgrzewania
decydują kształt i wymiary elementów łączonych, rodzaj stopu niklu oraz wymagane
własności połączeń wynikających z warunków ich eksploatacji.
Lutowanie
Do lutowania twardego odpowiedzialnych elementów z materiałów niklowych
stosuje się lutowanie w piecach próżniowych lub w piecach z atmosferą
kontrolowaną (zdysocjonowany amoniak, wodór, argon lub hel, argon + wodór itp.)
przy użyciu lutów niklowych, kobaltowych, typu Ag-Cu i Cu, palladowych lub złotych.
Lutowanie niklu, monelu i niektórych innych stopów Ni można też wykonywać na
powietrzu stosując najczęściej lutowanie indukcyjne, płomieniowe lub oporowe przy
użyciu lutów srebrnych typu Ag-Cu-Zn i Ag-Cu-Zn-Cd lub mosiężnych oraz
odpowiednich topników. Lutowanie miękkie można realizować wszystkimi
dostępnymi metodami zależnie od kształtu i wymiaru elementów, używając lutów
cynowo-ołowiowych o zawartości cyny 60-63% oraz topników o aktywności
dostosowanej do rodzaju materiału niklowego (patrz temat 1.16).
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Nikiel i stopy niklu
2.19
Instytut
Spawalnictwa
w Gliwicach
AW 15

MATERIAŁY DODATKOWE DO SPAWANIA
Dobór
materiałów dodatkowych do spawania jest uzależniony przede
wszystkim od rodzaju materiału niklowego oraz zastosowanej metody spawania. Są
to spoiwa w różnych postaciach i wymiarach, gazy osłonowe i topniki do spawania
łukiem krytym.
Spoiwa
Druty i taśmy elektrodowe oraz druty i pręty do spawania niklu i stopów niklu
są klasyfikowane tylko na podstawie wymaganego składu chemicznego wg PN-EN
ISO 18274. Elektrody otulone do spawania materiałów niklowych są klasyfikowane
na podstawie wymaganego składu chemicznego stopiwa oraz jego minimalnych
własności mechanicznych (R
p0,2
, R
m
, A
5
) wg PN-EN ISO 14172.
Spoiwa te są oznaczone symbolem numerycznym i chemicznym. Symbole
numeryczne spoiw niklowych są oparte na Uniwersalnym Systemie Numerycznym
(UNS) zaproponowanym przez Międzynarodowy Instytut Spawalnictwa (MIS, IIW) dla
materiałów dodatkowych do spawania. Oznaczenie numeryczne spoiwa niklowego
obejmuje system literowy „Ni” (symbol chemiczny niklu) oraz następującą po nim
liczbę czterocyfrową. Pierwsza cyfra tej liczby wskazuje grupę stopową wg
następujących zasad : 1 lub 10 – stopy Ni-Mo bez znacznego dodatku Cr; 2 – bez
znacznych dodatków stopowych; 4 – stopy Ni-Cu; 5 – znaczny dodatek Al i Ti do
utwardzania wydzieleniowego; 6 – ze znacznym dodatkiem Cr i Fe do 25% (stopy
typu Ni-Cr-Fe i Ni-Cr-Mo); 7 – stopy jak wg 6 lecz z dodatkiem Al i Ti do utwardzania
wydzieleniowego; 8 – ze znacznym dodatkiem Cr i Fe powyżej 25% (stopy typu Ni-
Fe-Cr). Pozostałe trzy cyfry tworzą numer nadany dla danego składu chemicznego
materiału, który zwykle jest zbieżny z numeracją stopów niklu zapoczątkowaną
przez firmy INCO i HAYNES. Spoiwa niklowe mogą być też oznaczone dodatkowo
symbolem chemicznym wg zasad jak dla podstawowych materiałów niklowych
(omówiono wcześniej). Symbol numeryczny spoiwa poprzedza się oznaczeniem
literowym jego postaci: S – drut lub pręt, B – taśma lub E – elektroda otulona. Pełne
oznaczenie spoiwa niklowego przedstawia się więc następująco (przykład):
Pręt lity EN ISO 18274 – SNi6625 (NiCr22Mo9Nb) gdzie symbol chemiczny
(w nawiasie) jest alternatywny i można go pominąć.
W tabl. 7/2.19 zestawiono spoiwa niklowe (symbole numeryczne) z podziałem
na grupy stopowe oraz podano ich typowe zastosowanie. Spoiwa niklowe należy
dobierać uwzględniając: rodzaj podstawowego materiału niklowego, warunki
eksploatacyjne połączeń spawanych (rodzaj i agresywność medium korozyjnego,
temperatura pracy, stan naprężeń itp.), kształt i wymiary elementów oraz konstrukcję
złączy spawanych, metodę spawania itp. Ww. normy zalecają aby zasięgać
u wytwórców więcej szczegółowych informacji dotyczących doboru spoiw niklowych
i techniki ich stosowania w poszczególnych przypadkach zastosowania.
Próby
zastosowania
drutów proszkowych do spawania niklu i jego stopów nie
dały dotychczas zadowalających rezultatów.
Gazy osłonowe
Podstawowym gazem osłonowym podczas spawania metodą TIG jest argon
(I1-Ar wg PN-EN ISO 14175) o możliwie największej czystości (99,997%), dla
którego punkt rosy występuje w temperaturze około – 60
o
C, a przepływ (strumień
objętości) mieści się w granicach 12 ÷ 14 l/min. Kolejnym gazem, stosowanym
w metodzie TIG jest mieszanka argonu i helu (PN-EN ISO 14175-I3-ArHe-30).
Z uwagi na zawartość helu, który jak wiadomo podnosi moc cieplną łuku, mieszanka
ta jest zalecana podczas spawania grubszych elementów oraz może być stosowana
przy spawaniu zmechanizowanym lub zrobotyzowanym, gdzie konieczne jest
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Nikiel i stopy niklu
Instytut
Spawalnictwa
w Gliwicach
2.19
AW 16

zwiększenie prędkości spawania tak, aby zastosowanie tych metod było opłacalne
ekonomicznie.
Do spawania stopów niklu metodą TIG stosuje się niekiedy także mieszankę
argonu i wodoru (dodatek wodoru w zakresie 3 ÷ 5% - R1 wg PN-EN ISO 14175).
Zaletą stosowania tej mieszanki osłonowej jest zwiększenie głębokości wtopienia, nie
powodując przy tym zwiększenia szerokości spoiny. Stosowanie tej mieszanki jest
zalecane podczas spawania zmechanizowanego lub zrobotyzowanego wówczas,
gdy mogą wystąpić problemy z uzyskaniem odpowiedniego przetopu przy spawaniu
w osłonie czystego argonu. Zastosowanie wodoru ma jeszcze tę zaletę, iż sprzyja on
lepszemu „odgazowaniu” jeziorka spawalniczego, zapobiegając tym samym
powstawaniu porowatości złącza. Dzieje się to w rezultacie podniesienia przez wodór
temperatury jeziorka spawalniczego, czyniąc go bardziej płynnym i tym samym
umożliwiając łatwiejszą „ucieczkę” gazu z jeziorka.
Do spawania metodą MIG stopów niklu (tabl. 8/19) używa się argonu lub
mieszanki argonu z helem (I1 i I3 wg PN-EN ISO 14175). Niektóre mieszanki mogą
również zawierać niewielkie ilości dwutlenku węgla lub tlenu (M11 lub M13 wg PN-
EN ISO 14175), które to składniki podnoszą stabilność jarzenia się łuku. Z drugiej
jednak strony mogą powodować także powstawanie tlenków na powierzchni
kolejnych ściegów spoiny, co w konsekwencji może prowadzić do pojawienia się
porowatości lub przyklejeń. Dlatego też może pojawić się wymóg, aby po każdym
ściegu stosować czyszczenie mechaniczne jego powierzchni w celu usunięcia
tlenków. Wielkość strumienia objętości gazu osłonowego zależy od metody
przenoszenia metalu w łuku i jego rodzaju. Niemniej jednak można przyjąć, że
podczas spawania łukiem zwarciowym i impulsowym, przepływ (strumień objętości)
wynosi około 12 l/min, natomiast do spawania natryskowego jest stosowany strumień
objętości o wielkości około 18
20 l/min.
Jako gaz formujący, czyli osłaniający grań spoiny, podczas spawania metodą
TIG i MIG/MAG wszystkich stopów niklu, jest stosowany czysty argon (I1 wg PN-EN
ISO 14175) o przepływie (strumień objętości) 2 ÷ 5 l/min.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Nikiel i stopy niklu
2.19
Instytut
Spawalnictwa
w Gliwicach
AW 17
Tablica 7/2.19
Spoiwa do spawania niklu i stopów niklu
wg PN-EN ISO 18274:2005 (U) i PN-EN ISO 14172:2005 (U)
Rodzaj, postać i symbol numeryczny:
Zastosowanie
typ drut
lity,
pręt, taśma
elektroda
otulona
Ni
Ni2061
Ni2061
Spawanie czystego niklu (NW2200 i NW2201) oraz stali
platerowanej niklem (po stronie plateru), napawanie stali
i spawanie złączy różnoimiennych.
Ni-Cu
Ni4060
Ni4060
Spawanie monelu (NW4400) i stali platerowanej tym
monelem (po stronie plateru) oraz napawanie stali.
Spoiwo Ni4060 jest zalecane do zastosowań gdzie
dodatek Nb obniża odporność korozyjną.
Ni4061 Ni4061
Ni5504
-
Spawanie monelu w gat. NW5500 utwardzanego
wydzieleniowo. Złącza spawane należy obrobić cieplnie.
Ni-Cr
Ni6072
-
Spawanie stopów Ni-Cr (50/50%)
Spawanie
stali
platerowanych
stopami Ni-Cr-Fe
(po stronie plate-
ru) i napawanie
stali
Ni6076
-
Spawanie stopów Ni-Cr-Fe (np.
NW6600, NO6075)
Ni6082
Ni6082
Spawanie stopów Ni-Cr (np.
NO6075, NW7080), Ni-Cr-Fe (np.
NW6600, NW6601) i Ni-Fe-Cr (np.
NW9800, NW9801)
-
Ni6231
Spawanie stopów Ni-Cr-W-Mo (NO6230)
Ni-Cr-Fe
Ni6002
-
Spawanie stopów Ni-Cr-Mo o niskiej zawartości węgla –
głównie NW6022 i stali platerowanej tym stopem oraz
połączeń różnoimiennych.
Ni6025
Ni6025
Spawanie stopów NO6025 i NO6603. Stopiwo odporne
na utlenianie, nawęglanie i nasiarczanie stosowane do
1200
C.
Ni6030
-
Spawanie stopów Ni-Cr-Mo (NO6030) ze sobą i z innymi
stopami niklu i ze stalą oraz napawanie stali.
Ni6052
-
Spawanie stopów Ni-Cr np. NW6690 o wysokiej
zawartości chromu. Napawanie stali i spawanie złączy
różnoimiennych.
Ni6062
Ni6176
Ni6062
Ni6092
Spawanie stopów Ni-Cr-Fe (np. NW6600, NW6601) i
stopów Ni-Fe-Cr (np. NW8800) oraz złączy
różnoimiennych, Stopiwo odporne na temperatury do
980
C.
-
Ni6093
Ni6094
Ni6095
Elektrody do spawania kriogenicznych stali niklowych
(9%Ni)
-
Ni6152
Spawanie stopów niklu o wysokiej zawartości chromu
(np. NW6990), napawanie i spawanie złączy
różnoimiennych.
-
Ni6182
Spawanie stopów Ni-Cr-Fe (np.NW6600), stali
platerowanych tymi stopami, napawanie stali i spawanie
stopów niklu ze stalą. Temperatura pracy do 480
C.
-
Ni6333
Spawanie stopów niklu o podobnym składzie, a
zwłaszcza NW6333. Stopiwo odporne na utlenianie,
nawęglanie i nasiarczanie, stosowane do ok. 1000
C.
Ni6601
-
Spawanie stopów Ni-Cr-Fe-Al. np. NW6601.
Temperatura pracy może przekroczyć 1150
C.
Ni6701 Ni6701
Ni6702
Spawanie odlewów ze stopów niklu o podobnym
składzie. Stopiwo odporne na utlenienie w temperaturze
do 1200
C.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Nikiel i stopy niklu
Instytut
Spawalnictwa
w Gliwicach
2.19
AW 18
Tablica 7/2.19 c.d.
Spoiwa do spawania niklu i stopów niklu
wg PN-EN ISO 18274:2005 (U) i PN-EN ISO 14172:2005 (U)
Rodzaj, postać i symbol numeryczny:
Główne zastosowanie
typ drut,
pręt,
taśma
elektroda
otulona
Ni-Cr-Fe
Ni6704
Ni6704
Spawanie stopów o podobnym składzie (np. NW6025,
NO6603). Stopiwo odporne na utlenianie, nawęglanie i
nasiarczanie, stosowane do 1200
C.
Ni6975 -
Spawanie
stopów
Ni-Cr-Mo (np. NO6975) oraz
napawanie.
Ni6985
Ni7069
-
Napawanie stali stopem Ni-Cr-Fe i spawanie stali ze
stopami niklu. Stopiwo utwardzalne wydzieleniowo.
Ni7092
-
Spawanie stopów Ni-Cr-Fe (np. NW6600). Podwyższona
zawartość niobu zwiększa odporność stopiwa na
pękanie w konstrukcjach grubościennych.
Ni7718
-
Spawanie stopów Ni-Cr-Fe-Nb-Mo (np. NW7718).
Stopiwo utwardzalne wydzieleniowo.
Ni8025
Ni8065
Ni8125
Ni8025
Ni8165
Spawanie stali Cr-Ni-Mo zawierających miedź i stopów
Ni-Cr-Mo (np. NW8825) oraz napawanie z warstwą
buforową ze stopów Ni-Cr-Fe.
Ni-Cr-Mo
Ni1001
Ni1003
Ni1001
Spawanie stopów Cr-Ni-Mo (np. N10001, N10003), tych
stopów ze stalą i innymi stopami niklu oraz napawanie
stali.
Ni1004 Ni1004
Spawanie
złączy różnoimiennych stopów niklu, kobaltu i
żelaza.
Ni1008
Ni1009
Ni1008
Ni1009
Spawanie kriogenicznych stali niklowych (9%Ni).
Ni1066
Ni1066
Spawanie stopów Ni-Mo, zwłaszcza NW0665, platerów z
tych stopów i złączy różnoimiennych.
Ni1067 Ni1067
Spawanie
stopów
Ni-Mo (np. N10675), platerów z tych
stopów i złączy różnoimiennych.
Ni1069 Ni1069
Spawanie
złączy różnoimiennych ze stopów niklu,
kobaltu i żelaza.
-
Ni6002
Spawanie stopów Ni-Cr-Mo, zwłaszcza NW6002 oraz
złączy różnoimiennych.
Ni6012
Ni6012
Spawanie nierdzewnych stali austenitycznych
zawierających 6% molibdenu. Stopiwo odporne na
korozję
wżerową i szczelinową, w mediach
zawierających chlorki.
Ni6022
Ni6022
Spawanie stopów Ni-Cr-Mo o niskiej zawartości węgla,
zwłaszcza NW6022 oraz nierdzewnych stali
austenitycznych.
-
Ni6024
Spawanie stali nierdzewnych duplex i super-duplex.
Ni6057
-
Wykonywanie platerów metodą napawania – stopiwo
(60%Ni, 30%Cr, 10%Mo) odporne na korozję szczeli-
nową.
Ni6058
Ni6059
Ni6030
Ni6059
Spawanie stopów Ni-Cr-Mo, zwłaszcza NO6030 i
odpowiednio NO6059, platerów Ni-Cr-Mo od strony
plateru oraz złączy różnoimiennych ze stalą.
Ni6200 Ni6200
Ni6205
Spawanie stopu Ni-Cr-Mo (NO6200), tego stopu ze stalą
i napawanie stali.
-
Ni6275
Spawanie stopów Ni-Cr-Mo, zwłaszcza 10002, ze sobą i
ze stalą oraz napawanie stali.
Ni6276
Ni6452
Ni6455
Ni6276
Ni6452
Ni6455
Spawanie stopów Ni-Cr-Mo, zwłaszcza N10276 i
odpowiednio NW6455, platerów z tych stopów oraz
złączy ze stalą.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Nikiel i stopy niklu
2.19
Instytut
Spawalnictwa
w Gliwicach
AW 19
Tablica 7/2.19 c.d.
Spoiwa do spawania niklu i stopów niklu
wg PN-EN ISO 18274:2005 (U) i PN-EN ISO 14172:2005 (U)
Rodzaj, postać i symbol numeryczny:
Główne zastosowanie
typ drut,
pręt,
taśma
elektroda
otulona
Ni-Cr-Mo
Ni6625
Ni6625
Spawanie stopów Ni-Cr-Mo, zwłaszcza stopu NW6625
ze sobą i ze stalą oraz napawanie stali.
-
Ni6627
Spawanie nierdzewnych stali austenitycznych ze sobą, ze
stalami duplex i innymi oraz ze stopami Ni-Cr-Mo.
Ni6650
Ni6650
Spawanie stopów Ni-Cr-Mo o niskiej zawartości węgla
(np. NO8926), stali nierdzewnych typu Cr-Ni-Mo i stali
niklowych (9%Ni) oraz połączeń różnoimiennych.
Ni6660
-
Spawanie stali superduplex, superaustenitycznych i
niklowych (9%Ni) kriogenicznych oraz platerowanie stali
niskostopowych.
Ni6686
Ni6686
Spawanie stopów Ni-Cr-Mo o niskiej zawartości węgla,
zwłaszcza NO6686, stali austenitycznych, złączy
różnoimiennych oraz napawanie stali niskostopowych.
-
Ni6985
Spawanie niskowęglowych stopów Ni-Cr-Mo, a
zwłaszcza NW6985, platerów z tych stopów oraz stopów
niklu ze stalą.
Ni7725
-
Spawanie wysokowytrzymałych i odpornych na korozję
stopów niklu, a zwłaszcza NO7725 i NO9925, między
sobą i ze stalą oraz platerowanie stali. Stopiwo wymaga
obróbki cieplnej (utwardzanie wydzieleniowe).
Ni-Cr-Co-Mo
Ni6160
-
Spawanie stopów Ni-Co-Cr-Si (N12160). Stopiwo
odporne na siarkę i chlorki w mediach redukujących i
utleniających, w temperaturach do 1200
C.
Ni6617
Ni6617
Spawanie stopów Ni-Cr-Co-Mo, a zwłaszcza NW6617,
platerowanie stali oraz żarowytrzymałych i odpornych na
korozję stopów niklu (NW8800, NW8811) w
temperaturach do ok. 1500
C.
Ni7090
-
Spawanie stopów Ni-Cr-Co (np. NW7090). Stopiwo
utwardzalne wydzieleniowo.
Ni7263
-
Spawanie stopów Ni-Cr-Co (np. NW7263) ze sobą i
innymi stopami. Stopiwo utwardzalne wydzieleniowo.
Ni-Cr-W Ni6231 - Spawanie
stopów Ni-Cr-Co-Mo (NW6617) między sobą.
Tablica 8/2.19
Zalecane gazy osłonowe do spawania niklu i jego stopów metodą MIG/MAG
Gaz osłonowy
Rodzaj łuku:
zwarciowy natryskowy pulsacyjny
Ar100%
X
Ar99% + O
2
1%
X
Ar75% + He25%
X
X
Ar66.1% + He33% + CO
2
0.9%
X
X
He90% + Ar7.5% + CO
2
2.5%
X
Ar + He10% + CO
2
0.25-0.55%
X
X
X
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Nikiel i stopy niklu
Instytut
Spawalnictwa
w Gliwicach
2.19
AW 20
Topniki
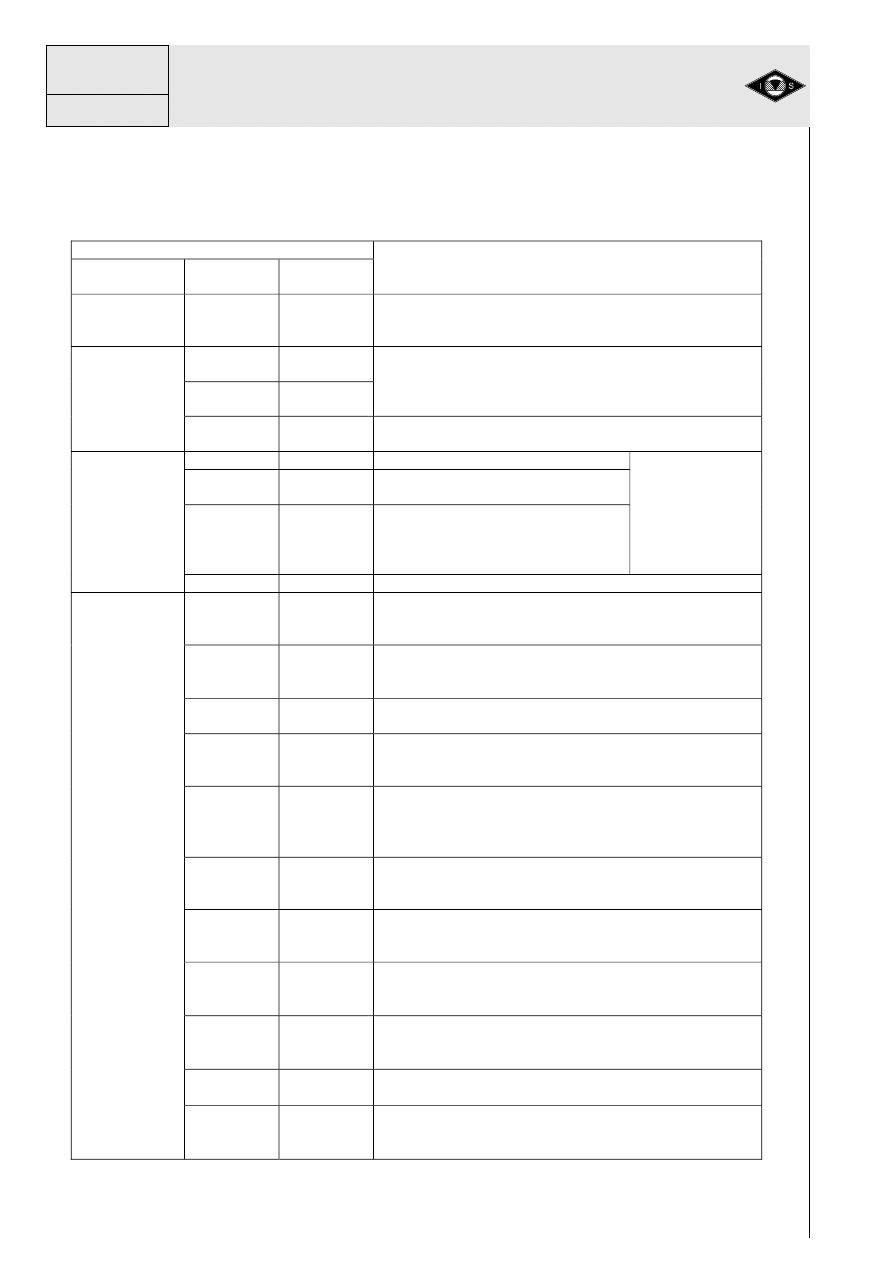
Firma SMC (dawniej INCO) oferuje kilka topników INCOFLUX do spawania
łukiem krytym czystego niklu, moneli (Ni-Cu) oraz niektórych stopów typu: Ni-Cr-Fe,
Ni-Cr-Mo i Ni-Cr-Mo-W. W tabl. 8/2.19 przedstawiono przykładowe kombinacje
spoiwo-topnik i ich główne zastosowanie. Producent zaleca spawanie wąskimi
ściegami prądem stałym z biegunem dodatnim na elektrodzie. Przy zastosowaniu
drutu np.
1,6 mm natężenie prądu spawania wynosi około 250 290 A, napięcie
łuku 30
33 V, a prędkość spawania - około 20 28 cm/min. Grubość warstwy
topnika powinna wynosić około 20 – 32 mm zależnie od natężenia prądu spawania.
Większość tych kombinacji stosuje się także do napawania stali niestopowych
z zastosowaniem spoiw w postaci drutu lub taśmy. Do napawania drutem stosuje się
prąd stały z biegunem ujemnym na elektrodzie oraz ruch wahadłowy elektrody
(1,5
2,2 mm) z częstotliwością 3570 cykli/ min, przy prędkości napawania – 10
cm/min. Przy napawaniu taśmą np. 0,5 x 60 mm stosuje się natężenie prądu około
700
900 A (prąd stały, biegun dodatni na elektrodzie) i prędkość napawania
10
12,5 cm/min. Ponadto SMC dysponuje topnikami INCOFLUX (ESS1, 2, 3, 4)
przeznaczonymi do elektrożużlowego napawania stali niestopowych kilkoma gat.
INCONELI (np. 82, 625, 52) w postaci taśm o grub. 0,5 mm i szer. 30 lub 60 mm.
Tablica 9/2.19
Przykładowe kombinacje spoiwo-topnik
do spawania łukiem krytym niklu i stopów niklu
Spoiwo: Topnik
Główne
zastosowanie
postać typ
nazwa
1)
symbol
2)
nazwa
1)
oznaczenie
3)
drut
1,6 mm
lub
2,4 mm
Ni
NICKEL FM61
Ni2061
INCOFLUX NT100
SA AF2
Spawanie złączy doczoło-
wych z czystego niklu
Nickel200 (NW 2200) oraz
napawanie stali niestopowych.
Ni-Cu
MONEL FM60
Ni4061
INCOFLUX_5
SA FB2
INCOFLUX NT100
SA FB2
Spawanie złączy doczoło-
wych z MONELU 400
(NW4400) oraz napawanie
stali niestopowych.
Ni-Cr
MONEL FM82
Ni6082
INCOFLUX_4
SA FB2
INCOFLUX NT100
SA AF2
Spawanie złączy doczoło-
wych z INCONELI 600 i 601
(stopy Ni-Cr-Fe; NW 6600 i
NW6001) ze sobą i ze stalą
oraz napawanie stali
niestopowych.
Ni-Mo
INCONEL FM625
Ni1004
INCOFLUX_9
SF CS2
Spawanie złączy doczoło-
wych stopów Ni-Cr-Mo oraz
stali niklowych (9%Ni).
Ni-Cr-Mo
INCO-WELD FMC-276
Ni6276
INCOFLUX_NT120
SA AF2
Spawanie złączy doczoło-
wych stopów Ni-Cr-Mo-W oraz
stali nierdzewnych (6%Mo) i
stali duplex.
taśma
0,5x30mm
lub
0,5x60mm
Ni-Cr INCONEL
FM82
Ni6082
INCOFLUX_SAS1
SA AF2
Napawanie stali niestopo-
wych tymi trzema spoi-wami.
Wymagany skład chemiczny
stopiwa uzyskuje się w drugiej
warstwie.
Ni-Mo INCONEL
FM625
Ni1004
Ni-Cr-Fe INCONEL
FM52
Ni6052
INCOFLUX_SAS2
SA AF2
1) Nazwy handlowe I numery spoiw oraz topników firmy SMC (dawniej INCO).
2) Symbole numeryczne spoiw niklowych wg PN-EN ISO 18274 (patrz tabl. 7/2.19).
3) Oznaczenie topników wg PN-EN 760
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Nikiel i stopy niklu
2.19
Instytut
Spawalnictwa
w Gliwicach
AW 21
KONTROLA JAKOŚCI ZŁĄCZY SPAWANYCH
Podstawowymi metodami jakie stosuje się do oceny jakości złączy spawanych
z niklu i jego stopów są przede wszystkim:
badania wizualne (VT) wg PN-EN ISO 17637:2011;
penetracyjne (PT) wg PN-EN 571-13:1999;
radiograficzne (RT) wg PN-EN 1435:2001/A1:2007
W ograniczonym zakresie stosuje się również badania ultradźwiękowe i badania
prądami wirowymi.
Jakość złącza spawanego charakteryzuje poziom jakości w oparciu o rodzaj
i wielkość niezgodności spawalniczych, których oznaczenie i nazwa jest
zdefiniowana w normie PN-EN ISO 6520-1:2009. Poziom ten jest ustalany w oparciu
o wielkości graniczne dla danej niezgodności zgodnie z normą PN-EN ISO
5817:2009.
Do najczęściej występujących niezgodności w złączach spawanych z niklu i jego
stopów należą:
Brak przetopu i przyklejenia. Związane jest to z gęstopłynnością stopiwa, które
w porównaniu ze stalami niestopowymi i nierdzewnymi, znacznie słabiej
rozpływa się i zwilża ścianki rowka.
Pęknięcia. Są to pęknięcia gorące i oraz wywołane korozją.
Pęcherze gazowe.
Porowatość grani.
Pory.
W celu sprawdzenia czy technologia spawania (WPS) danego złącza z niklu bądź
stopu niklu jest prawidłowa i zapewnia uzyskanie odpowiedniej jakości, należy
przeprowadzić procedurę kwalifikowania technologii spawania zgodnie z PN-EN ISO
15614-1 (WPQR). Wymagany zakres badań złączy próbnych określa ww. norma ale
należy pamiętać, że złącza spawane z niklu i jego stopów często są eksploatowane
w warunkach silnego zagrożenia korozyjnego. Wówczas może zachodzić potrzeba
rozszerzenia zakresu badań kwalifikacyjnych o badania dodatkowe, np.
mikroskopowe i odporności korozyjnej z uwzględnieniem warunków eksploatacji
(rodzaj medium, temperatura pracy itp.). Elementy w strefie złączy spawanych mogą
bowiem utracić pierwotną odporność korozyjną materiału podstawowego
(niekorzystne zmiany strukturalne w SWC lub spoinie) na skutek niewłaściwej lub
niewłaściwie stosowanej technologii spawania (np. przegrzanie).
LITERATURA
1. Dobrzański L.A.: Podstawy nauki o materiałach i metaloznawstwo. WNT,
Warszawa, 2002 r.
2. Katalogi i strona
www.haynesintl.com
firmy Haynes International, USA.
3. Katalogi i strona
www.specialmetals.com
firmy Special Metals Corp., USA.
4. Katalogi i strona
www.krupp.vdm.de
firmy Thyssen Krupp VDM, Niemcy.
5. Klimpel A.: Spawanie, zgrzewanie i ciecie metali – technologie. WNT,
Warszawa, 1999 r.
6. Poradnik Inżyniera. Spawalnictwo. Tom 1 i 2. WNT, Warszawa, 2003 i 2005 r.
7. The metallurgy and welding of nickel alloys. WTC84N. The Welding Institute
(TWI), W. Brytania.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Nikiel i stopy niklu
Instytut
Spawalnictwa
w Gliwicach
2.19
AW 22

NORMY
PN-EN ISO 14175:2008.
Materiały dodatkowe do spawania. Gazy i mieszaniny
gazów do spawania i procesów pokrewnych.
PN-EN 760:1998.
Materiały dodatkowe do spawania. Topniki do spawania
łukiem krytym. Oznaczenia.
PN-ISO 6207:2001.
Nikiel i stopy niklu. Rury bez szwu.
PN-ISO 6208:2000.
Nikiel i stopy niklu. Płyty, blachy i taśmy.
PN-ISO 6372-1:1996.
Nikiel i stopy niklu. Materiały. Terminologia.
PN-ISO 6372-2:1996.
Nikiel i stopy niklu. Wyroby z procesów rafinacji.
Terminologia.
PN-ISO 6372-3.
Nikiel i stopy niklu. Wyroby przerobione plastycznie
i odlewy. Terminologia.
PN-ISO 9722:2000.
Nikiel i stopy niklu. Skład chemiczny i postacie wyrobów
przerobionych plastycznie.
PN-ISO 9723:2001.
Nikiel i stopy niklu. Pręty.
PN-ISO 9724:2000.
Nikiel i stopy niklu. Drut oraz produkt do ciągnienia.
PN-ISO 9725:1998.
Odkuwki z niklu i ze stopów niklu.
PN-EN ISO 14172:2005 (U). Materiały dodatkowe do spawania. Elektrody otulone do
ręcznego spawania łukowego niklu i stopów niklu.
Klasyfikacja.
PN-EN ISO 18274:2005 (U). Materiały dodatkowe do spawania. Druty i taśmy
elektrodowe, druty i pręty do spawania niklu i stopów
niklu. Klasyfikacja.
ISO/TR 15608:2005.
Spawanie - Wytyczne systemu podziału materiałów
metalowych na grupy.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Nikiel i stopy niklu
2.19
Instytut
Spawalnictwa
w Gliwicach
AW 23
Wyszukiwarka
Podobne podstrony:
IWE IWP 2 18 2012
IWE IWP 2 11 2012
IWE IWP 1 16 2012
IWE IWP 2 22 2012
IWE IWP 2 17 2012
IWE IWP 1 18 2012
IWE IWP 1 13 2012
IWE IWP 2 10 2 2012
IWE IWP 1 18 2012
IWE IWP 2 17 2012
IWE IWP 2 18 2012
IWE IWP 1 13 2012
IWE IWP 2 5 2012
IWE IWP 4 6 2012
IWE IWP 1 7 2012
IWE IWP 4 4 2012
IWE IWP 1 2 2012
IWE IWP 3 2 2012
więcej podobnych podstron