
Instytut
Spawalnictwa
w Gliwicach
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zachowanie stali konstrukcyjnych
podczas spawania
2.5
opracował:
dr hab. inż. Mirosław Łomozik, prof. nadzw. IS
Nowelizacja materiału: 04. 2012 r.

2.5 ZACHOWANIE STALI KONSTRUKCYJNYCH PODCZAS
SPAWANIA
1. Cieplne procesy spawalnicze
1.1 Pole temperatury
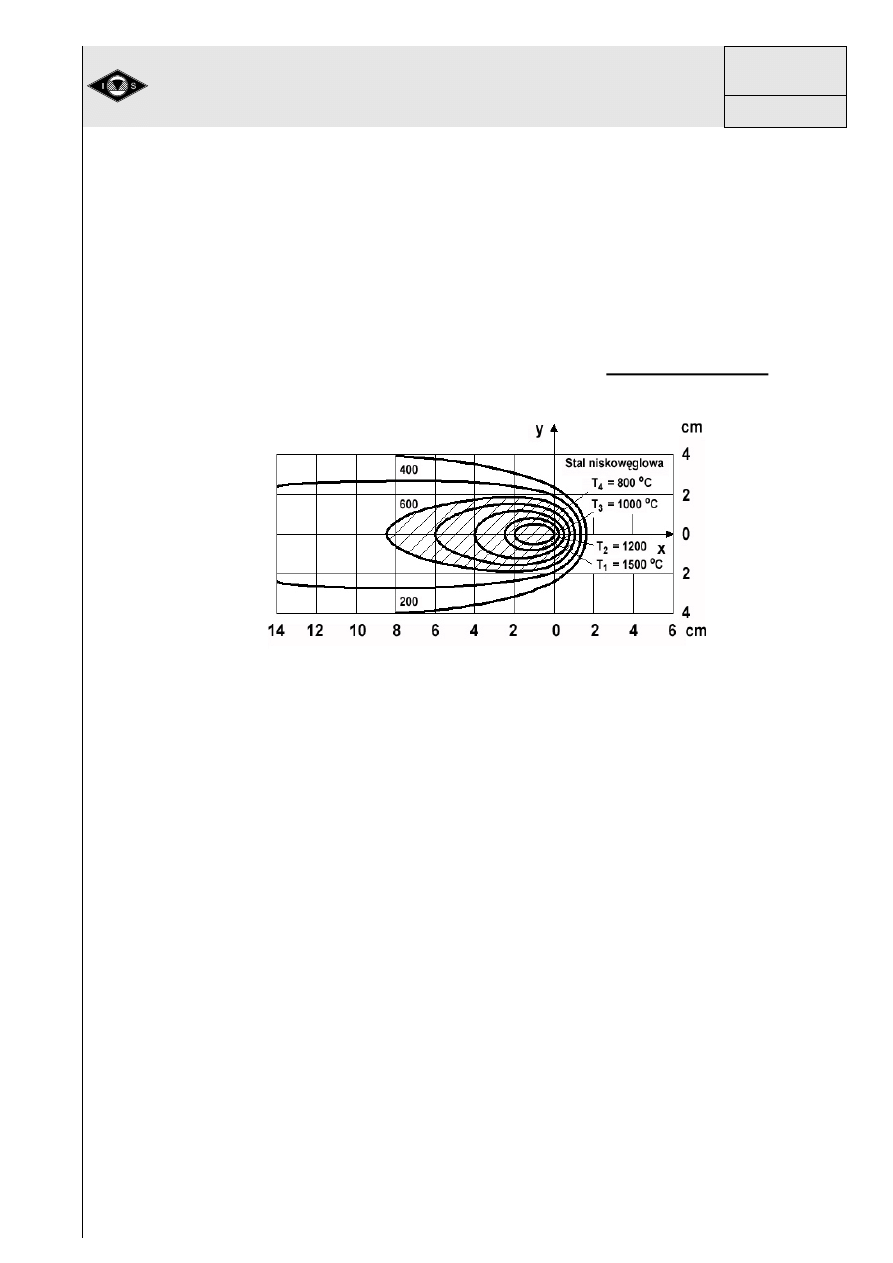
Źródło ciepła przyłożone w określonym punkcie elementu (np. na powierzchni
stalowej blachy) nagrzewa go w wyniku przewodzenia ciepła. Rozkład temperatury
w danym obszarze masy nagrzewanego ciała nazywa się polem temperatury.
Przykład pola temperatury przedstawiono na rysunku 1/2.5.
Rys. 1/2.5. Schematyczne przedstawienie pola temperatury.
W przypadku przyłożenia źródła ciepła do bardzo cienkiej blachy (teoretycznie
ciała dwuwymiarowego, czyli płaszczyzny) pole temperatury jest płaskie - model
spawania blachy cienkiej. Natomiast pole temperatury w ciele masywnym
(trójwymiarowym i teoretycznie nieskończenie dużym) jest przestrzenne - model
spawania blachy grubej. Źródło ciepła (np. spawalniczy łuk elektryczny) przesuwając
się po powierzchni elementu tworzy pole temperatury określone izotermami T
1
, T
2
, T
3
itd. (patrz rysunek 1/2.5). Pole to po ustabilizowaniu się warunków cieplnych
przesuwa się wraz ze źródłem ciepła jako niezmienne. Każdy punkt elementu leżący
w zasięgu pola temperatury jest poddany oddziaływaniu identycznego cyklu
cieplnego, który polega na nagrzaniu do określonej temperatury i następnie
chłodzeniu. Punkty położone na osi, wzdłuż której przemieszcza się źródło ciepła są
nagrzewane do najwyższej temperatury. W miarę oddalania się punktów od źródła
ciepła osiągane w nich temperatury są coraz niższe.
Ciepło doprowadzone do strefy spawania jest wykorzystywane do:
stopienia metalu (materiał spawany i spoiwo),
stopienia otuliny elektrody lub stopienia topnika,
nagrzania spawanego metalu,
pokrycia strat ciepła wynikających z zachodzących reakcji endotermicznych
(pochłaniających ciepło),
pokrycia strat na skutek uchodzenia ciepła do otoczenia.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zachowanie stali konstrukcyjnych podczas spawania
2.5
Instytut
Spawalnictwa
w Gliwicach
AW 1
Powyższy podział ciepła jest zależny przede wszystkim od przewodnictwa cieplnego
oraz masy spawanego metalu.
1.2 Przepływ ciepła przy spawaniu
Podczas spawania wykorzystuje się różne źródła ciepła, a procesy cieplne
mogą mieć formę przewodzenia, konwekcji (unoszenia) lub promieniowania.
W procesach łączenia ciał stałych istotne znaczenie ma przewodzenie, które jest
opisane równaniem Fouriera w postaci:
t
T
λ
q
(1)
gdzie: q - strumień ciepła przewodzenia, J/(m
2
x s), λ - współczynnik przewodzenia
ciepła, J/(m x s x K), T - temperatura,
o
C, t - czas, s.
W analizie przepływu ciepła w ciekłym jeziorku metalicznym stosuje się
równanie konwekcji Newtona:
o
k
k
T
T
α
q
(2)
gdzie: q
k
- strumień ciepła konwekcji, J/(m
2
x s), α
k
- współczynnik konwekcji,
J/(m
2
x s x K), T - temperatura,
o
C, T
o
- temperatura otoczenia,
o
C.
Z kolei przepływ ciepła poprzez promieniowanie (np. źródło promieniowania
jakim jest łuk elektryczny) jest opisany za pomocą równania Stephana-Boltzmanna:
4
r
r
100
273
T
α
q
(3)
gdzie: q
r
- strumień ciepła promieniowania, J/(m
2
x s), α
r
- współczynnik wymiany
ciepła przez promieniowanie, J/(m
2
x s x K
4
), T - temperatura,
o
C.
W modelach obliczeniowych przepływu ciepła w elementach spawanych
przyjmuje się rozprzestrzenianie się ciepła zgodnie z równaniem różniczkowym
w następującej postaci:
2
2
2
2
2
2
z
T
y
T
x
T
cρ
λ
t
T
(4)
gdzie: T - temperatura,
o
C, λ - współczynnik przewodzenia ciepła, J/(m x s x K),
c - ciepło właściwe, J/(kg x K), ρ - gęstość, kg/m
3
, cρ - objętościowe ciepło
właściwe, J/(m
3
x K), λ/cρ = a - współczynnik przewodzenia temperatury, m
2
/s.
Do klasycznych rozwiązań równania różniczkowego przewodzenia ciepła
należy określenie pola temperatur w elemencie nieskończenie dużym, dla przypadku
punktowego nieruchomego źródła ciepła. Temperatura danego punktu znajdującego
się w odległości R od źródła ciepła po upływie czasu t jest określona równaniem:
4at
R
exp
at
4
cρ
Q
t
R,
T
2
3/2
(5)
gdzie: T(R, t) - temperatura badanego punktu,
o
C, Q - ilość wprowadzonego ciepła, J,
cρ - objętościowe ciepło właściwe, J/(m
3
x K), a - współczynnik przewodzenia
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zachowanie stali konstrukcyjnych podczas spawania
Instytut
Spawalnictwa
w Gliwicach
2.5
AW 2
temperatury, m
2
/s, t - czas, s,
2
2
2
z
y
x
R
- odległość analizowanego
punktu od źródła ciepła, m.
Równanie (5) podlega pewnej modyfikacji w zależności od rodzaju modelu
obliczeniowego tzn. dla ciała masywnego (w praktyce inżynierskiej jest to element
o grubości powyżej 25 mm), dla blachy grubej (elementy w zakresie grubości od 3 do
25 mm) oraz dla blachy cienkiej (elementy o grubości do 3 mm).
Najczęściej stosowanym źródłem ciepła w procesach spawalniczych jest łuk
elektryczny, którego moc cieplną można wyliczyć z zależności:
ηUI
q
(6)
gdzie: q - moc cieplna, W, η - sprawność nagrzewania, U - napięcie łuku, V,
I - natężenie prądu spawania, A.
Różne metody spawania charakteryzują się różnymi wartościami sprawności
nagrzewania i wynoszą:
- spawanie elektrodami otulonymi: η = 0,70÷0,85
- spawanie łukiem krytym:
η = 0,80÷0,95
- spawanie MIG / MAG:
η = 0,45÷0,65
-
spawanie
TIG:
η = 0,45÷0,60
Ilość ciepła wprowadzonego do złącza podczas spawania można wyliczyć
z następującego równania:
v
ηUIt
Q
(7)
gdzie: Q - ilość wprowadzonego ciepła, kJ/cm, η - sprawność nagrzewania,
U, I - parametry prądowe procesu, V i A, t - czas oddziaływania źródła ciepła,
s, v - prędkość spawania, cm/min.
Kolejnym istotnym pojęciem jest efektywność (wydajność) cieplna procesu
spawania, którą można określić jako stosunek ciepła potrzebnego do przetopienia
materiału rodzimego do całkowitej ilości wprowadzonego ciepła.
1.3 Pojęcie cyklu cieplnego spawania
Pod wpływem fali ciepła, która rozprzestrzenia się podczas spawania w masie
metalowego elementu, każdy z punktów tego elementu podlega określonym
zmianom temperatury w czasie nagrzewania, a następnie chłodzenia (stygnięcia).
DEFINICJA: Charakterystyczne zmiany temperatury w funkcji czasu w każdym
z punktów ciała znajdujących się w zasięgu oddziaływania spawalniczego pola
temperatury nazywa się cyklem cieplnym spawania.
Schematyczny przebieg cykli cieplnych spawania w różnych punktach pomiarowych
spawanego elementu przedstawiono na rysunku 2/2.5.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zachowanie stali konstrukcyjnych podczas spawania
2.5
Instytut
Spawalnictwa
w Gliwicach
AW 3
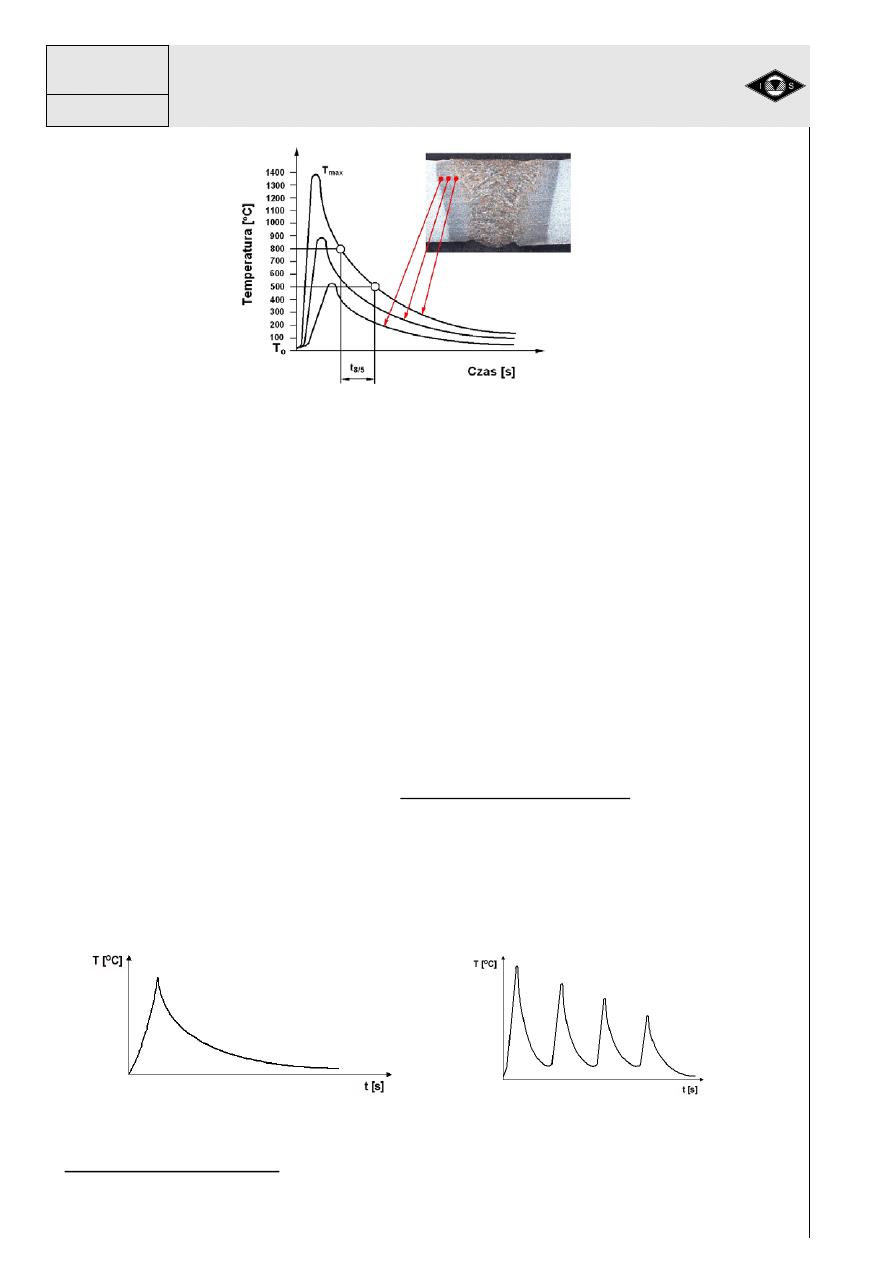
Rys. 2/2.5. Graficzne przedstawienie przebiegu cykli cieplnych spawania.
Pojedyncze cykle cieplne (patrz rysunek 2/2.5) obrazują zmiany temperatury
podczas procesu spawania w poszczególnych punktach złącza spawanego w funkcji
czasu.
Zwiększenie lub zmniejszenie energii źródła ciepła spawania (np. łuku
elektrycznego) powoduje wyraźną zmianę warunków cieplnych spawania, które są
reprezentowane przez cykl cieplny.
Cykl cieplny w danym punkcie SWC jest określany prędkością jego
nagrzewania i stygnięcia oraz najwyższą osiągniętą temperaturą. W miarę oddalania
się od spoiny poszczególne punkty w obszarze SWC osiągają coraz to niższe
wartości temperatur maksymalnych i po dłuższym okresie czasu.
Znajomość przebiegu cykli cieplnych w różnych punktach SWC pozwala
z dużym prawdopodobieństwem przewidywać rodzaje mikrostruktur w obszarach
tych punktów, a w dalszej kolejności jest podstawą do sporządzania wykresów
przemian fazowych austenitu typu CTP
c
-S dla warunków spawalniczych.
Rozróżnia się następujące rodzaje cykli cieplnych spawania:
a) cykl cieplny prosty - występuje przy spawaniu jednowarstwowym, w przypadku
kiedy dany punkt SWC złącza jest tylko raz nagrzewany źródłem ciepła (rysunek
3a/2.5),
b) cykl cieplny złożony - występuje w danym punkcie SWC złącza przy spawaniu
wielowarstwowym i wówczas punkt ten może być kilkakrotnie nagrzewany
i chłodzony w zależności od ilości wykonywanych warstw lub ściegów w spoinie
(rysunek 3b/2.5).
a)
b)
Rys. 3/2.5. Rodzaje cykli cieplnych spawania: a) cykl prosty, b) cykl złożony.
Spawanie wielowarstwowe (cykle złożone) może być realizowane w dwojaki sposób.
Pierwszy to spawanie długimi odcinkami i wtedy kolejne ściegi są układane na
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zachowanie stali konstrukcyjnych podczas spawania
Instytut
Spawalnictwa
w Gliwicach
2.5
AW 4
ostygłe ściegi poprzednie. W tym przypadku cykl złożony stanowi sumę cykli
prostych. Drugi sposób to spawanie krótkimi ściegami, kiedy kolejne ściegi są
układane na ściegi poprzednie o wysokiej temperaturze. W tym przypadku następuje
ciągłe nagrzewanie się obszaru strefy wpływu ciepła, które może być porównane do
procesu podgrzewania wstępnego.
Jedną z wielkości charakterystycznych spawalniczego cyklu cieplnego jest
temperatura maksymalna. Przykładowo, dla spawania płyty wartość temperatury
maksymalnej cyklu oblicza się z następującego równania:
2a
by
1
gy
c
E
0,242
(y)
T
2
m
(8)
gdzie: E - energia liniowa łuku elektrycznego, c - ciepło właściwe, ρ - gęstość,
g - grubość płyty, b - współczynnik wymiany ciepła na powierzchniach płyty.
Znajomość temperatur maksymalnych cykli cieplnych spawania umożliwia przede
wszystkim ocenę wielkości SWC.
Bardzo duże znaczenie praktyczne ma szybkość chłodzenia w tzw.
temperaturze najmniejszej trwałości austenitu T
k
, która decyduje o strukturze SWC
a szczególnie w przypadku napawania i spawania stali węglowych i niskostopowych.
1.4 Czynniki wpływające na kształt cykli cieplnych spawania
Czynnikami, które wpływają na kształt cykli cieplnych spawania są:
• metoda spawania,
• parametry spawania,
• temperatura początkowa spawanego elementu (temperatura otoczenia,
temperatura wstępnego podgrzania przed spawaniem),
• pojemność cieplna i przewodnictwo cieplne spawanego materiału,
• masa i grubość spawanych elementów oraz wzajemne usytuowanie tych
elementów względem siebie (rodzaj złącza spawanego).
1.5 Parametry cyklu cieplnego spawania
Każdy cykl cieplny spawania charakteryzują dwa parametry:
temperatura maksymalna cyklu T
max
,
o
C,
czas chłodzenia złącza w zakresie temperatur pomiędzy 800 a 500
o
C, oznaczony
symbolem t
8/5
, s.
O ile temperatura maksymalna cyklu cieplnego jest czynnikiem zrozumiałym
i oczywistym, o tyle drugi parametr czyli czas chłodzenia t
8/5
wymaga kilku zdań
wyjaśnienia.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zachowanie stali konstrukcyjnych podczas spawania
2.5
Instytut
Spawalnictwa
w Gliwicach
AW 5

Koncepcja czasu chłodzenia t
8/5
Dla większości stali konstrukcyjnych najbardziej krytycznym obszarem strefy
wpływu ciepła (SWC) z punktu widzenia własności złącza spawanego jest obszar
o mikrostrukturze gruboziarnistej nagrzany do temperatur powyżej 1150
o
C. Na rodzaj
mikrostruktury tego obszaru, a przede wszystkim na charakter przemian fazowych
zachodzących w tym obszarze decydujący wpływ wywierają warunki chłodzenia,
które są uzależnione od parametrów i warunków spawania oraz od rodzaju
i wymiarów złącza spawanego. Ze względu na to, że chwilowa szybkość chłodzenia
w różnych punktach cyklu cieplnego jest różna i maleje wraz z obniżaniem się
temperatury to jako parametr charakteryzujący warunki chłodzenia obszaru SWC
przyjmuje się czas chłodzenia złącza w zakresie temperatur 800÷500
o
C
oznaczany symbolem t
8/5
. Parametr w postaci czasu chłodzenia t
8/5
jest praktycznie
stały dla wszystkich cykli cieplnych na całej szerokości SWC i dlatego jednoznacznie
charakteryzuje proces spawania.
Wartość czasu chłodzenia t
8/5
można wyznaczyć w sposób analityczny.
W zależności od przyjętego modelu rozprzestrzeniania się ciepła w spawanym
elemencie do obliczania czasu t
8/5
służą następujące wzory:
dla trójwymiarowego (przestrzennego) ruchu ciepła - model spawania blachy
grubej:
o
o
2
o
8/5
T
800
1
T
500
1
E
F
K
T
5
6700
t
dla dwuwymiarowego (płaskiego) ruchu ciepła - model spawania blachy cienkiej:
2
o
2
o
2
2
2
2
5
o
8/5
T
800
1
T
500
1
t
E
F
K
10
T
4,3
4300
t
gdzie:
To - temperatura początkowa spawanego elementu,
o
C
E - energia liniowa spawania, kJ/mm
E = (U×I)/v - dla spawania prądem stałym
E = (U×I×cosφ)/v - dla spawania prądem przemiennym
U - napięcie łuku, V
I - natężenie prądu spawania, A
v - prędkość spawania, cm/s
K
2
- współczynnik względnej sprawności procesu spawania
F - współczynnik kształtu złącza
t - grubość elementu spawanego, mm
Wartości współczynnika K
2
zamieszczono w tablicy 1 a współczynnika F w tablicy 2.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zachowanie stali konstrukcyjnych podczas spawania
Instytut
Spawalnictwa
w Gliwicach
2.5
AW 6
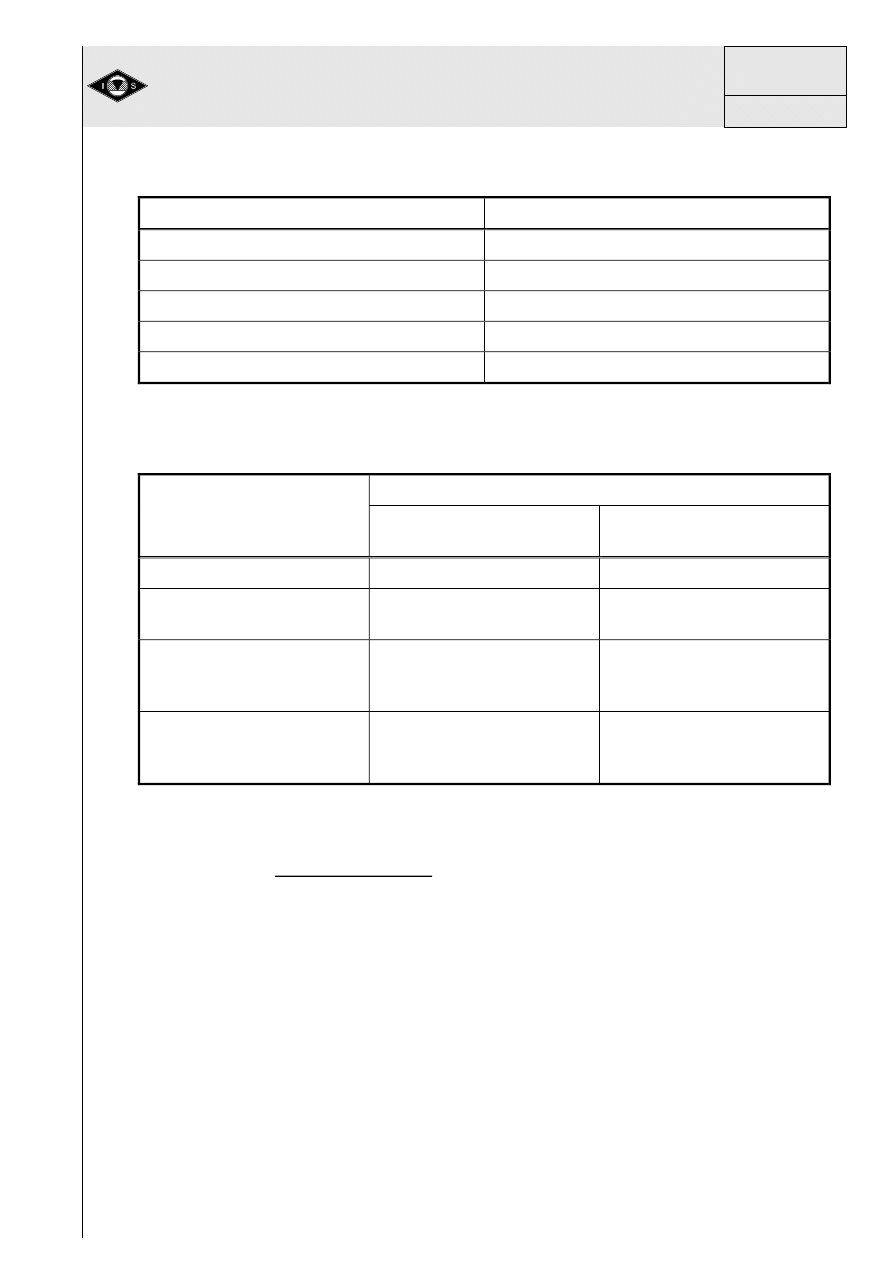
Tablica 1 Wartości współczynnika względnej sprawności procesu spawania K
2
dla
różnych metod spawania.
Metoda spawania:
K
2
:
Łuk kryty
1,0
Elektroda otulona
0,8
MIG, MAG
0,8
TIG 0,6
Spawanie plazmowe
0,6
Tablica 2 Wartości współczynnika kształtu złącza F dla różnych rodzajów złączy
spawanych.
Rodzaj złącza:
Współczynnik kształtu złącza F:
dla płaskiego ruchu ciepła:
dla przestrzennego ruchu
ciepła:
Napoina 1
1
Ściegi wypełniające spoiny
doczołowej
0,9 0,9
Jednowarstwowa spoina
pachwinowa w złączu
narożnym
0,67÷0,9 0,67
Jednowarstwowa spoina
pachwinowa w złączu
teowym
0,45÷0,67 0,67
2. Spawalność metali
Problem spawalności metali pojawił się w latach dwudziestych XX wieku
prawie równocześnie z przemysłowym opanowaniem spawania metodą gazową
acetylenowo - tlenową i metodą łukową elektrodą węglową. W miarę rozwoju
dziedziny spawalnictwa pojawiły się nowe problemy, a wraz z nimi coraz to nowsze
definicje spawalności będące odzwierciedleniem aktualnego stanu wiedzy, np.
definicja spawalności opracowana w latach 60-tych ubiegłego wieku przez
Międzynarodowy Instytut Spawalnictwa (MIS) i przyjęta przez Międzynarodową
Organizację Normalizacyjną (ISO). Definicja ta miała następujące brzmienie: „Uważa
się, że materiał metaliczny jest spawalny w danym stopniu, przy użyciu danej metody
spawania i w danym przypadku zastosowania, gdy pozwala, przy uwzględnieniu
odpowiednich dla danego przypadku środków ostrożności, na wykonanie złącza
pomiędzy elementami łączonymi z zachowaniem ciągłości metalicznej oraz
utworzenie złącza spawanego, które poprzez swe właściwości lokalne
i konsekwencje ogólne zadość uczyni wymogom żądanym i przyjętym za warunki
odbioru.” Z uwagi na ogólnikową treść i zawiłą formę definicja ta nie znalazła
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zachowanie stali konstrukcyjnych podczas spawania
2.5
Instytut
Spawalnictwa
w Gliwicach
AW 7

praktycznego zastosowania. Również w kraju podejmowano próby sformułowania
definicji spawalności.
Z kolei w normie PN-84/M-69005 „Spawalnictwo. Spajalność metali.
Terminologia” została podana definicja spajalności metali, która jest pojęciem
ogólnym obejmującym takie terminy jak: wrażliwość na spajanie, warunki spajania,
użyteczność, spawalność, zgrzewalność, lutowalność.
SPAJALNOŚĆ - przydatność metalu o danej wrażliwości na spajanie, do utworzenia
w określonych warunkach spajania złącza metalicznie ciągłego o wymaganej
użyteczności.
WRAŻLIWOŚĆ NA SPAJANIE - reakcja metalu na procesy wywołane określonymi
warunkami spajania.
WARUNKI SPAJANIA - zespół czynników technologicznych i konstrukcyjnych
oddziałujących na spajane złącze w czasie jego wykonywania.
UŻYTECZNOŚĆ - zespół własności złącza określających możliwość jego
wykorzystania w danych warunkach pracy.
SPAWALNOŚĆ, ZGRZEWALNOŚĆ, LUTOWALNOŚĆ - szczególne przypadki
spajalności odnoszące się do określonych procesów spawalniczych (spawania,
zgrzewania i lutowania).
Z ogólnej definicji spajalności, która została podana powyżej, wynika że
spawalność danego metalu należy rozpatrywać w ścisłym powiązaniu z rodzajem
konstrukcji oraz z wymaganiami stawianymi konstrukcji spawanej.
Wrażliwość na spajanie
W okresie poprzedzającym wprowadzenie pojęcia wrażliwości na spajanie
posługiwano się określeniem spawalność metalurgiczna (lokalna).
Wrażliwość na spajanie jest czynnikiem ściśle związanym ze spajanym
materiałem. W przypadku stali jest ona wynikiem procesu metalurgicznego
i przetwórstwa hutniczego oraz ewentualnych procesów technologicznych
poprzedzających proces spajania. W uproszczeniu można przyjąć, że wrażliwość
stali na spajanie zależy przede wszystkim od jej składu chemicznego oraz od
struktury stali przed spawaniem.
Skład chemiczny i struktura spajanego metalu decydują o charakterze
przemian fazowych zachodzących w obrębie SWC pod wpływem cyklu cieplnego
spajania i odpowiadających im zmian właściwości metalu zarówno podczas procesu
spajania jak i po jego zakończeniu. Skład chemiczny stali wpływa na przemiany
austenitu podczas spawania, a tym samym wpływa na twardość obszaru SWC oraz
na skłonność do tworzenia różnego rodzaju pęknięć np. pęknięć zimnych. Skład
chemiczny stali może również wpływać na strukturę i właściwości metalu spoiny
złącza. W wyniku wymieszania metalu spoiwa z nadtopionym materiałem rodzimym,
który może zawierać podwyższoną ilość siarki, w spoinie mogą powstawać pęknięcia
gorące. Z kolei w stalach, które zawierają dodatki stopowe takich pierwiastków jak
niob i wanad, ich przejście w nadmiernej ilości do spoiny złącza może zwiększyć
skłonność do pęknięć oraz może obniżyć udarność metalu spoiny.
Jednym z podstawowych wskaźników charakteryzujących wrażliwość stali na
spajanie jest równoważnik węgla. Od wartości równoważnika węgla zależy stopień
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zachowanie stali konstrukcyjnych podczas spawania
Instytut
Spawalnictwa
w Gliwicach
2.5
AW 8

utwardzenia obszaru SWC złącza spawanego oraz skłonność do tworzenia pęknięć
zimnych.
Równoważnik węgla można wyznaczyć z następujących zależności:
wg MIS dla stali o zawartości 0,05÷0,25% C (Dok. MIS IX-535-67 z 1967 r.)
%
15
Cu
Ni
5
V
Mo
Cr
6
Mn
C
C
e
(9)
wg Ito-Bessyo dla stali o zawartości 0,07÷0,22% C (Dok. MIS IX-631-69 z 1969 r.)
%
4
Mo
5
Cr
40
Ni
24
Si
6
Mn
C
C
e
(10)
gdzie: C, Mn, Si, Ni, Cu, Cr, Mo, V - zawartości pierwiastków w %.
Generalnie obowiązuje zasada, która podaje, że im wyższa wartość równoważnika
węgla C
e
tym wyższa twardość obszaru SWC w złączu spawanym i tym gorsza
spawalność stali.
Czynniki wpływające na wrażliwość na spajanie stali to:
• skład chemiczny stali (zwłaszcza zawartość węgla),
• sposób prowadzenia wytopu stali,
• stopień zanieczyszczenia stali wtrąceniami niemetalicznymi,
• rodzaj wtrąceń i ich rozmieszczenie w strukturze stali,
• struktura stali wynikająca z przeróbki plastycznej i obróbki cieplnej.
Warunki spajania
Zanim zostało wprowadzone pojęcie warunków spajania posługiwano się
takimi określeniami jak: spawalność operatywna (technologiczna) oraz spawalność
konstrukcyjna.
Warunki spajania to inaczej zespół czynników technologicznych
i konstrukcyjnych, które oddziałują na spajane złącze w czasie jego wykonywania.
Warunki spajania zależą od takich czynników jak:
- metoda spawania,
- parametry spawania,
- rodzaj spoiwa,
- kolejność i grubość układanych ściegów,
- technika spawania,
- temperatura spawanego elementu (temperatura wstępnego podgrzania),
- temperatura otoczenia,
- poziom i rozkład naprężeń.
W zależności od zastosowanej metody i parametrów spawania zmienia się
wartość energii liniowej, a tym samym zmienia się ilość ciepła wprowadzonego do
złącza. W rezultacie zmienia się charakter cyklu cieplnego, który z kolei warunkuje
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zachowanie stali konstrukcyjnych podczas spawania
2.5
Instytut
Spawalnictwa
w Gliwicach
AW 9
przebieg procesu spawania i wpływa na charakter przemian strukturalnych w obrębie
SWC. Jednocześnie ciepło wprowadzone do złącza reguluje ilość przetopionego
materiału i wynikające z tego naprężenia skurczowe. Metoda spawania, a zwłaszcza
rodzaj użytego spoiwa nie tylko decydują o rodzaju struktury i właściwościach spoiny,
ale bardzo silnie mogą wpływać na obszar SWC poprzez tworzenie mniej lub bardziej
sprzyjających warunków do przebiegu procesu dyfuzji w tej strefie podczas spawania
lub po jego zakończeniu np. w czasie obróbki cieplnej złącza po spawaniu lub
podczas jego eksploatacji. Na przykład, od metody spawania i rodzaju użytego
materiału dodatkowego zależy ilość wodoru wprowadzonego do metalu spoiny,
z którego wodór może przedyfundować do obszaru SWC złącza i w konsekwencji
wywołać pęknięcia zimne. Z kolei użycie spoiwa o składzie chemicznym odmiennym
od składu spawanego materiału, różniącego się zwłaszcza zawartością pierwiastków
węglikotwórczych, może stwarzać korzystne warunki do wystąpienia dyfuzji
reaktywnej, w wyniku której mogą powstać w złączu obszary o znacznie obniżonych
właściwościach plastycznych (zwłaszcza obniżona udarność). Od kolejności
i grubości kolejnych ściegów, od techniki spawania oraz od zastosowania lub braku
podgrzewania wstępnego elementu przed spawaniem zależą warunki stygnięcia
złącza oraz poziom i rozkład naprężeń.
Do warunków spajania należy zaliczyć również wszystkie czynniki
konstrukcyjne, które wpływają na stan naprężeń w złączu spawanym, a tym samym
mogące wpływać na zachowanie się złącza w czasie spawania (np. tworzenie się
pęknięć), jak i na jego użyteczność podczas eksploatacji. Do takich czynników
konstrukcyjnych należy zaliczyć przede wszystkim: grubość, kształt i stopień
utwierdzenia elementów spawanych oraz rodzaj złącza.
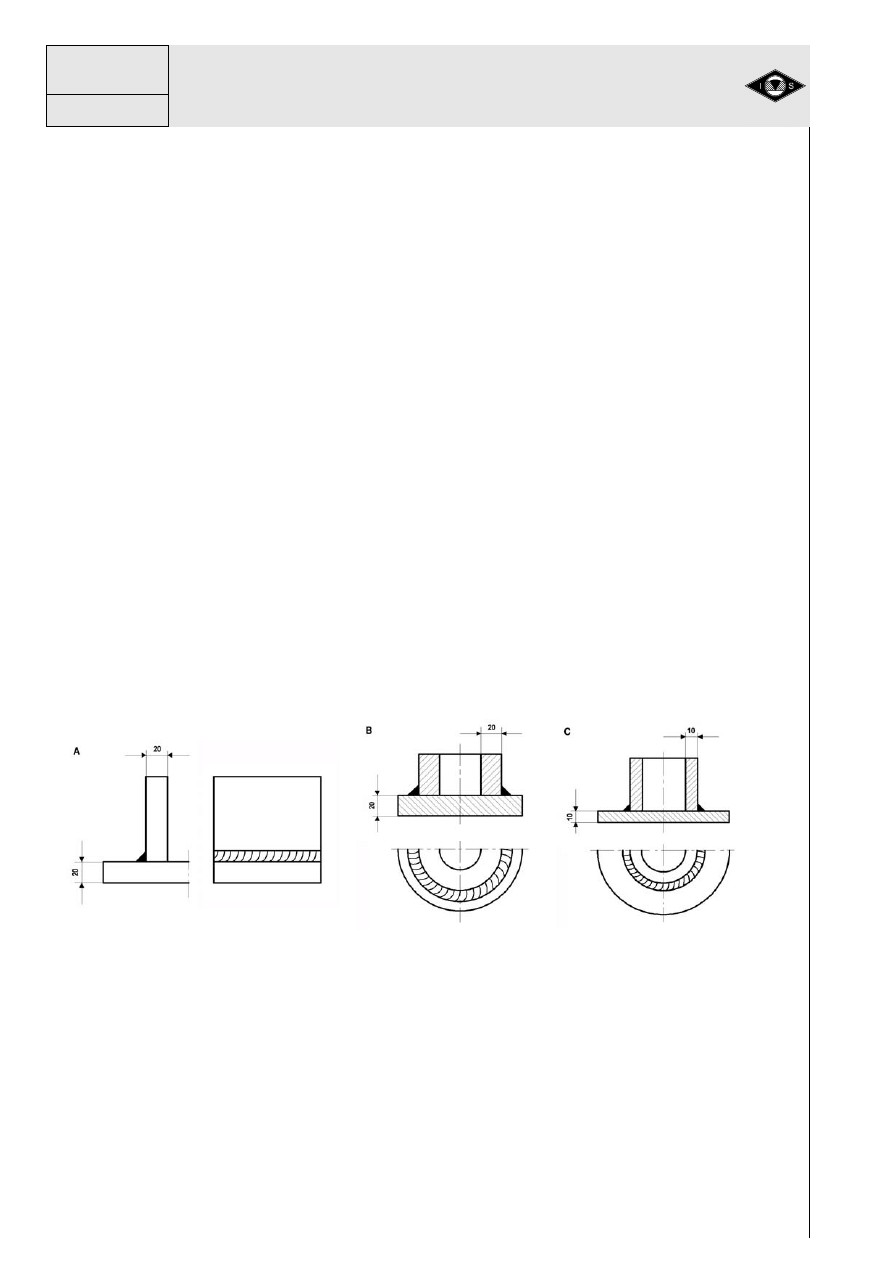
Przykład wpływu czynników konstrukcyjnych na spawalność przedstawiono na
rysunku 4/2.5.
Rys. 4/2.5. Wpływ czynników konstrukcyjnych na spawalność.
Z rysunku 4/2.5 wynika, że element konstrukcyjny „B” jest trudniej spawalny zarówno
od elementu „A” (pomimo tych samych grubości) jak i od elementu „C” (pomimo
takiego samego kształtu). Gorsza spawalność elementu „B” wynika z większego
stopnia usztywnienia będącego rezultatem kształtu złącza (spoina pachwinowa
obwodowa) oraz większej grubości ścianek i spoiny.
Użyteczność
Możliwości wykorzystania złącza spawanego w danych warunkach
eksploatacyjnych stwarzają kryteria dla oceny spawalności. Jeżeli dla danej stali
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zachowanie stali konstrukcyjnych podczas spawania
Instytut
Spawalnictwa
w Gliwicach
2.5
AW 10
można uzyskać złącze o żądanej użyteczności bez szczególnych ograniczeń
warunków spajania, np. wieloma różnymi metodami w szerokim zakresie zmian
parametrów, bez konieczności stosowania specjalnych zabiegów technologicznych
(np. stosowanie podgrzewania wstępnego przed spawaniem) to taką stal można
uznać za mało wrażliwą na proces spajania, czyli za stal łatwo spajalną.
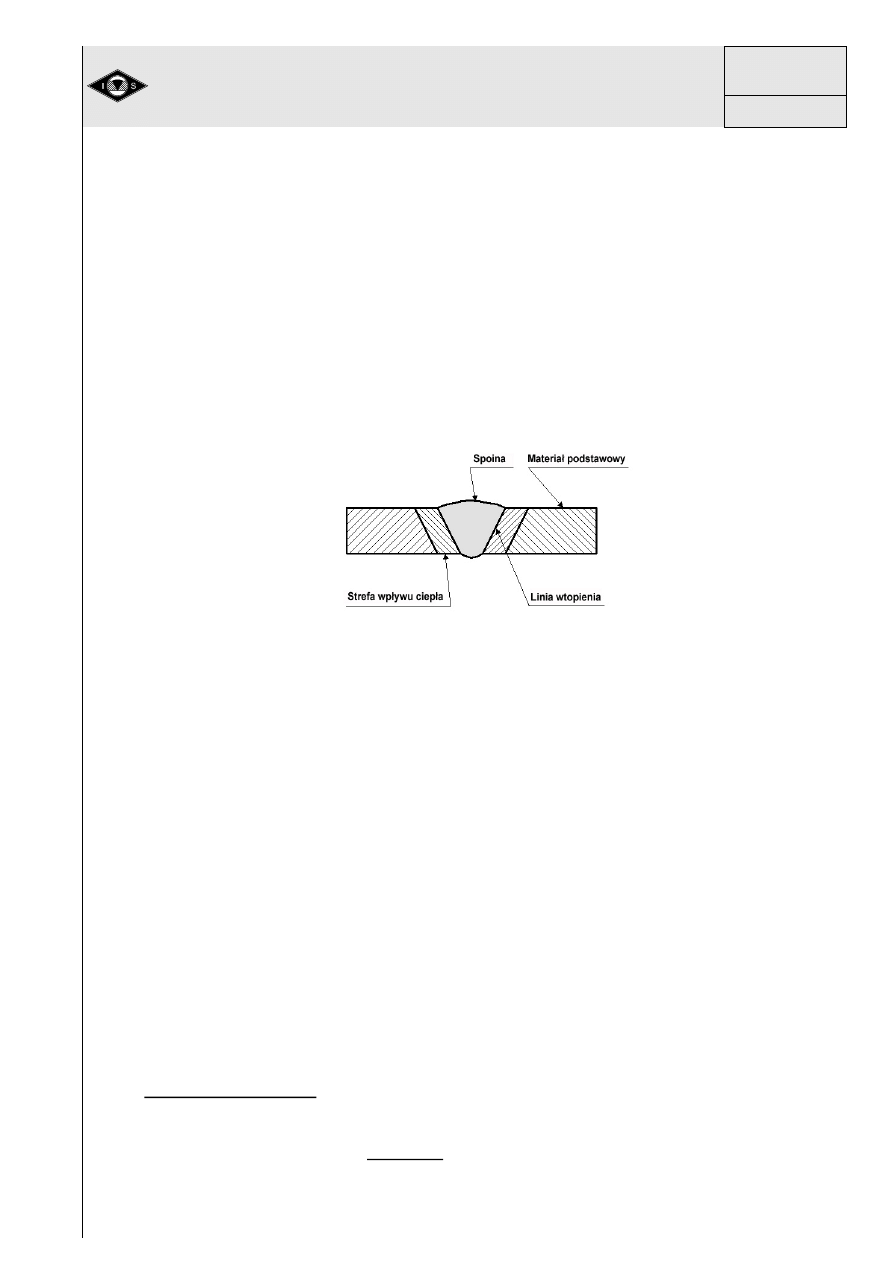
3. Złącze spawane
3.1 Charakterystyczne obszary złącza spawanego
W złączu spawanym wyróżnia się trzy podstawowe obszary: spoinę, strefę
wpływu ciepła (SWC), materiał podstawowy (materiał rodzimy) (MR). Schematyczne
przedstawienie poszczególnych obszarów złącza spawanego zamieszczono na
rysunku 5/2.5.
Rys. 5/2.5. Obszary strukturalne w złączu spawanym.
Proces spawania wywiera wpływ na właściwości poszczególnych obszarów
złącza spawanego. Zachodzące w czasie spawania reakcje i przemiany pociągają za
sobą szereg następstw, mniej lub bardziej korzystnych, takich jak:
- zmiana właściwości mechanicznych (wytrzymałościowych i plastycznych),
- wzrost kruchości w temperaturze otoczenia i w temperaturach obniżonych,
- wzrost skłonności do tworzenia różnego rodzaju pęknięć,
- tworzenie niezgodności i wad spawalniczych np. porów i pęcherzy,
- obniżenie odporności na korozję (np. na korozję międzykrystaliczną).
3.2 Materiały dodatkowe do spawania - informacje ogólne
Materiały dodatkowe do spawania obejmują te wszystkie materiały, które
stosuje się w celu uzyskania złączy spawanych o określonych właściwościach
i jakości.
Materiały dodatkowe obejmują: spoiwa, gazy techniczne, topniki spawalnicze i inne
materiały, które są stosowane w procesie spawania, napawania oraz cięcia
termicznego.
Spoiwa spawalnicze to materiały, które w procesach spawalniczych ulegają
stopieniu, a po zakrzepnięciu tworzą spoinę lub napoinę. Materiał, który jest
otrzymywany w wyniku stopienia spoiwa i nie ulega wymieszaniu z materiałem
podstawowym nazywa się stopiwem. Ze względu na procesy metalurgiczne, które
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zachowanie stali konstrukcyjnych podczas spawania
2.5
Instytut
Spawalnictwa
w Gliwicach
AW 11
zachodzą podczas spawania lub napawania, skład chemiczny stopiwa różni się od
składu chemicznego spoiwa w stanie wyjściowym.
Gazy techniczne stosowane w procesach spawalniczych dzielą się na dwie grupy:
a) gazy osłonowe do łukowego spawania, napawania i cięcia,
b) gazy palne i gazy podtrzymujące palenie do gazowego spawania, napawania,
natryskiwania i cięcia termicznego.
Gazy osłonowe (ochronne) są stosowane do osłony jeziorka spawalniczego,
elektrody nietopliwej, stapiającego się spoiwa, grani spoiny itp. przed dostępem
powietrza.
Gazy palne i gazy podtrzymujące palenie służą do zasilania palników, w których
spalają się i tworzą płomień, który stanowi źródło ciepła do spawania, natryskiwania
i cięcia termicznego.
Topniki spawalnicze są to substancje niemetaliczne zawierające składniki mineralne
i inne, które podczas spawalnia lub napawania ulegają stopienia i zapewniają osłonę
jeziorka spawalniczego przed dostępem powietrza. Ponadto topniki zapewniają
prawidłowy przebieg procesów metalurgicznych w jeziorku spawalniczym.
Inne materiały dodatkowe obejmują pozostałe materiały, które biorą udział
w procesach spawalniczych, jak: elektrody nietopliwe, elektrody topliwe do cięcia
i żłobienia, podkładki formujące, pierścienie ceramiczne i mieszanki termitowe.
3.3 Kształtowanie się i krystalizacja spoiny
Łuk elektryczny stanowi rodzaj wyładowania elektrycznego w gazie, przy
normalnym lub podwyższonym ciśnieniu gazu i przy dostatecznej mocy źródła
zasilania. Ciepło, które wydziela się w strefie spawalniczego łuku elektrycznego, jest
wykorzystywane do roztopienia spoiwa (materiału dodatkowego do spawania) oraz
do miejscowego stopienia brzegów spawanego materiału podstawowego. W wyniku
wymieszania obu wymienionych ciekłych składników tworzy się metaliczna kąpiel
zwana jeziorkiem spawalniczym. W zależności od właściwości cieplnych
spawanego materiału, charakterystyki łuku traktowanego jako źródło ciepła oraz od
warunków technologicznych spawania (natężenie prądu spawania, napięcie łuku,
prędkość spawania, kształt złącza, pozycja spawania itp.) jeziorko spawalnicze może
zmieniać swój kształt i objętość.
W czasie spawania w jeziorku spawalniczym jednocześnie zachodzą dwa
przeciwstawne procesy, a mianowicie: topienie się materiału podstawowego oraz
krzepnięcie (krystalizacja) ciekłego metalu jeziorka.
Proces krystalizacji metalu spoiny przebiega w specyficznych warunkach,
które znacznie odbiegają od warunków w jakich zachodzi krzepnięcie typowych
odlewów w warunkach hutniczych. Objętość jeziorka spawalniczego jest bardzo
mała, a w jego wnętrzu zachodzi nieustanne mieszanie się ciekłego metalu.
W jeziorku występuje znaczne zróżnicowanie temperatur, które wywołuje duże
gradienty temperatur w kierunku prostopadłym do powierzchni styku cieczy
metalicznej z otaczającym ją metalem w stanie stałym. Przemieszczanie się jeziorka,
podążającego za łukiem spawalniczym, powoduje dodatkowe zróżnicowanie pola
temperatury i zwiększenie się gradientów temperatury wraz z odległością brzegu
jeziorka od osi łuku. W związku z powyższym najbardziej intensywne odprowadzanie
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zachowanie stali konstrukcyjnych podczas spawania
Instytut
Spawalnictwa
w Gliwicach
2.5
AW 12
ciepła występuje w tylnej części jeziorka. Powierzchnie częściowo roztopionych ziarn
stanowią zarodki krystalizacji ciekłego metalu. Do zapoczątkowania procesu
krystalizacji cieczy wystarczy przechłodzenie tej cieczy jedynie o kilka stopni
Celsjusza. Narastanie kryształów nosi nazwę wzrostu epitaksjalnego. Dalszy
wzrost kryształów metalu spoiny jest uzależniony od chwilowych wartości gradientu
temperatury na czole rosnącego kryształu oraz od składu chemicznego krzepnącego
stopu.
Kierunek narastania kryształów, a zarazem ich kształt zewnętrzny, jest
związany z kształtem jeziorka spawalniczego i jego przemieszczaniem się. Przykład
wpływu kształtu ciekłego jeziorka spawalniczego na sposób krystalizacji spoiny
przedstawiono na rysunku 6/2.5.
a)
b)
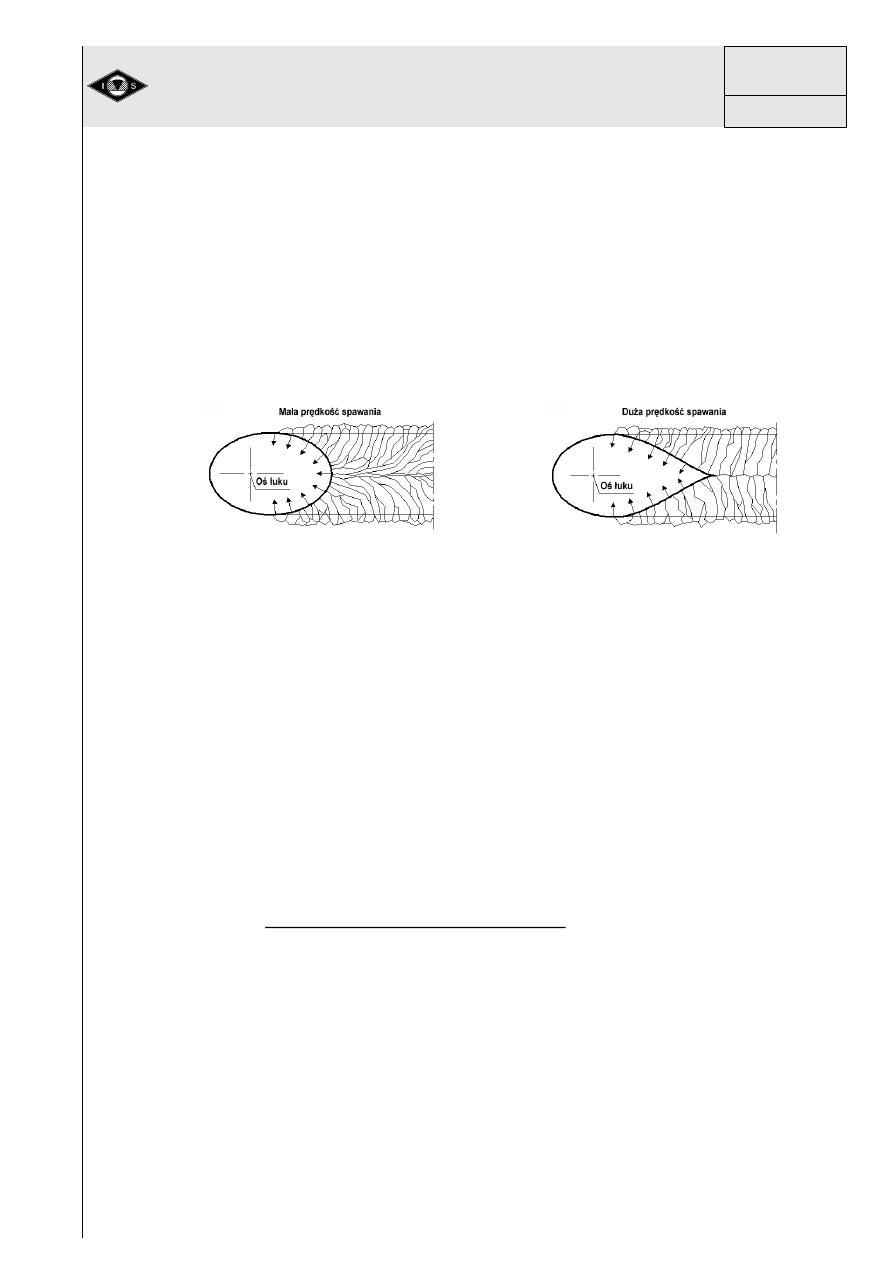
Rys. 6/2.5. Wpływ kształtu oczka ciekłego jeziorka spawalniczego na sposób
krystalizacji metalu spoiny: a) przy małej prędkości spawania, b) przy
dużej prędkości spawania.
Przy małych prędkościach spawania (rysunek 6a/2.5) ciekłe jeziorko
spawalnicze ma kształt zbliżony do elipsy, w którym zmieniający się kierunek
krystalizacji (na rysunku zaznaczony strzałkami) zmniejsza skłonność do tworzenia
pęknięć gorących w spoinie. Przy dużych prędkościach spawania płynne jeziorko
wydłuża się przyjmując kształt taki jak pokazano na rysunku 6b/2.5). W przypadku
takiej geometrii jeziorka spawalniczego kierunek maksymalnego gradientu
temperatury (zaznaczony strzałkami) na powierzchni rozdziału: ciecz-zakrzepnięty
metal nie zmienia się prawie od jej naroża do środka, a kryształy dendrytyczne
stykają się wzdłuż podłużnej osi spoiny. Sprzyja to wydzielaniu się niskotopliwych
błonek eutektycznych w powstałej w ten sposób strefie transkrystalizacji.
Podczas spawania z użyciem materiału dodatkowego (spoiwa) skład
chemiczny, właściwości i jednorodność zakrzepniętego metalu spoiny lokalnie,
zwłaszcza w obszarach zbliżonych do linii wtopienia, mogą ulegać zmianie. Jest to
spowodowane efektem wymieszania (rozcieńczenia) stopiwa przez stopiony materiał
podstawowy (nadtopione brzegi rowka spawalniczego). Stopień wymieszania
(rozcieńczenia) metalu spoiny będzie uzależniony przede wszystkim od
równomierności i głębokości wtopienia w materiał podstawowy podczas spawania, co
z kolei zależy od rodzaju spawania (spawanie ręczne, automatyczne), metody
i techniki spawania, rodzaju złącza oraz rodzaju spawanego materiału.
W spoinach czystych metali lub zawierających niewielką ilość domieszek
składników stopowych tworzą się wyłącznie kryształy kolumnowe, które nie wykazują
wyraźnej wewnętrznej niejednorodności chemicznej. Natomiast w stopach metali
dominującą formę stanowią kryształy kolumnowo-dendrytyczne, które mają wyraźną
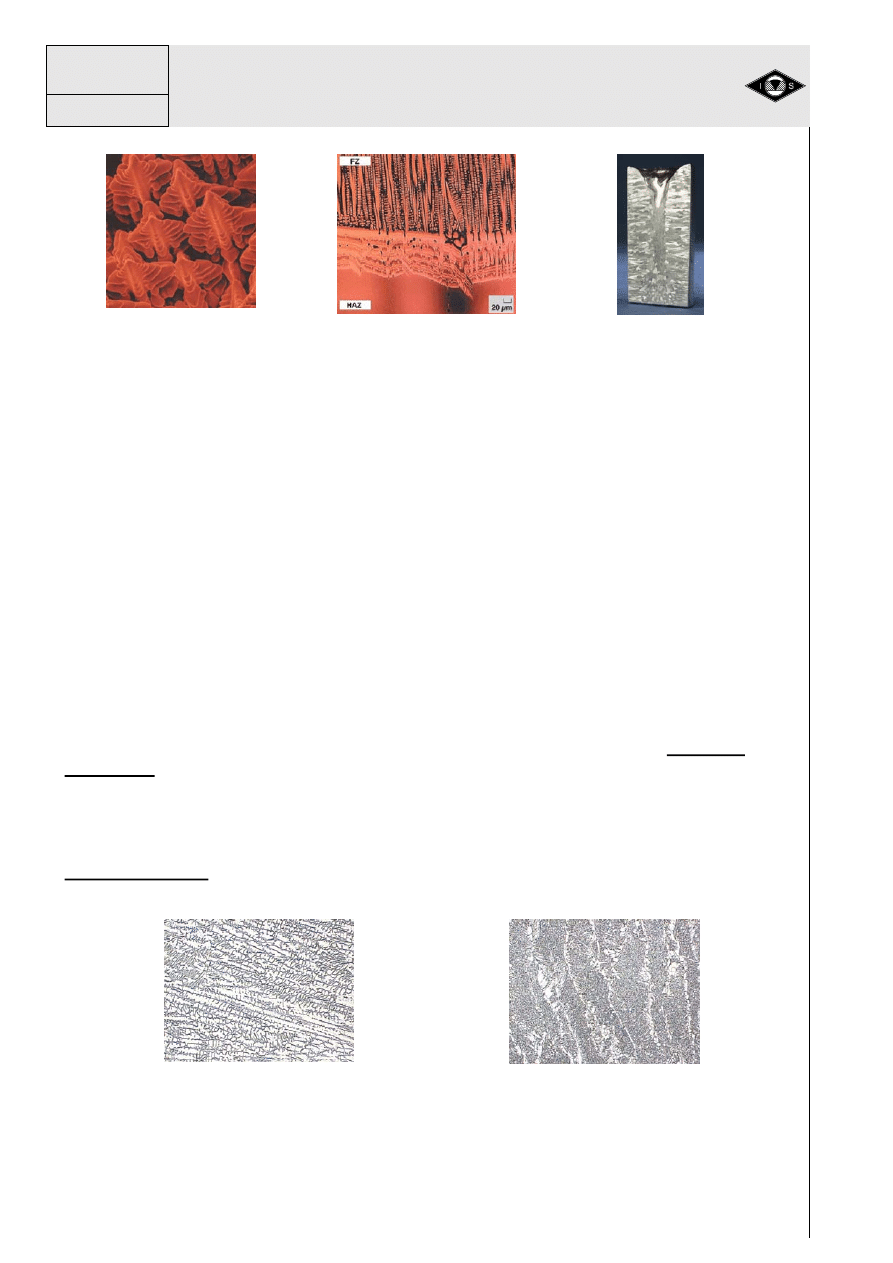
wewnątrzkrystaliczną segregację chemiczną. Przykłady struktury dendrytycznej
przedstawiono na rysunku 7/2.5.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zachowanie stali konstrukcyjnych podczas spawania
2.5
Instytut
Spawalnictwa
w Gliwicach
AW 13
a)
b)
c)
Rys. 7/2.5. Kryształy dendrytyczne (prof. H. K. D. H. Bhadeshia): a) rozwój
kryształów kolumnowo-dendrytycznych w stopie na bazie niklu
(zdjęcie z mikroskopu skaningowego), b) rozwój kryształów kolumnowo
-dendrytycznych w kierunku od linii wtopienia w głąb spoiny.
FZ - Fusion Zone = strefa przejściowa, HAZ - Heat Affected Zone =
SWC (zdjęcie z mikroskopu świetlnego), c) wlewek hutniczy stopu
aluminium - widoczna orientacja kryształów zgodna z kierunkiem
krystalizacji.
Proces krystalizacji metalu spoiny przebiega bardzo szybko i dlatego często
dochodzi do zróżnicowania składu chemicznego poszczególnych kryształów czyli
występuje segregacja dendrytyczna. W przypadku stworzenia dogodnych warunków
do powolnego stygnięcia zakrzepniętej spoiny następuje częściowe wyrównanie
(ujednorodnienie) jej składu chemicznego w wyniku procesów dyfuzji.
Procesowi krzepnięcia i krystalizacji metalu spoiny towarzyszą dodatkowe
procesy. Następuje wydzielanie gazów co pociąga za sobą tworzenie się porów
i pęcherzy w spoinie. Zachodzą procesy wydzielania wtrąceń niemetalicznych.
Ponadto, w wyniku działających naprężeń oraz zmniejszonej spoistości metalu mogą
się tworzyć w spoinie różnego rodzaju pęknięcia.
Struktura, która powstaje w wyniku krzepnięcia metalu nosi nazwę struktury
pierwotnej. Struktura pierwotna spoiny różni się od struktur tworzących się w wyniku
przemian w stanie stałym na przykład na skutek przemian alotropowych.
W przypadku metali nie przechodzących przemian alotropowych, struktura pierwotna
w spoinie zostaje zachowana aż do temperatury otoczenia. Z kolei struktura tworząca
się w metalu spoiny w rezultacie przemian fazowych w stanie stałym nazywa się
strukturą wtórną. Przykład różnych rodzajów struktur w spoinie złącza spawanego
przedstawiono na rysunku 8/2.5.
a)
Traw. FeCl
3
pow. 200×
b)
Traw. Nital pow. 200×
Rys. 8/2.5. Rodzaje struktur w metalu spoiny (fot. IS): a) Struktura pierwotna. Spoina
typu 00H18N9T. Austenit, b) Struktura wtórna. Złącze spawane ze stali
konstrukcyjnej niestopowej. Bainit + ferryt ziarnisty na granicach ziarn
byłego austenitu.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zachowanie stali konstrukcyjnych podczas spawania
Instytut
Spawalnictwa
w Gliwicach
2.5
AW 14
Struktura pierwotna ma istotne znaczenie przy wyjaśnianiu przebiegu procesu
krzepnięcia metalu oraz powstawaniu pęknięć gorących. Struktura wtórna
w znaczący sposób wpływa na właściwości wytrzymałościowe spoiny.
Spoina w złączu spawanym wykazuje typową strukturę metalu lanego, która
ma gorsze właściwości mechaniczne od struktury metalu poddanego przeróbce
plastycznej. Spoiny o jednakowym składzie chemicznym, lecz o różnej strukturze
pierwotnej mogą posiadać różne właściwości wytrzymałościowe i plastyczne,
odmienną wrażliwość na powstawanie pęknięć i różną odporność na korozję.
Mikrostruktura spoin wielościegowych jest zróżnicowana i zależy od stopnia
wyżarzenia i przekrystalizowania obszarów uprzednio wykonanych ściegów przez
ciepło kolejnego cyklu spawania. Ciepło kolejnego spawanego ściegu powoduje
rozdrobnienie ziarn ściegu ułożonego poprzednio. Od udziału w metalu spoiny
obszarów wyżarzonych o drobnoziarnistej mikrostrukturze zależy wartość pracy
łamania złącza spawanego. W celu zwiększenia udziału w spoinie obszarów
wyżarzonych o korzystnej mikrostrukturze a tym samym w celu zapewnienia
wymaganej udarności złączu spawanemu, spoiny należy wykonywać przy użyciu
większej liczby ściegów przy mniejszej ilości wprowadzanego ciepła.
Struktura metalu spoiny w znacznym stopniu wpływa na jej właściwości
mechaniczne, a zwłaszcza na plastyczność. Utworzenie drobnych, równoosiowych
ziarn w metalu spoiny powoduje następujące korzyści:
a) drobnoziarnista struktura obniża skłonność spoiny do tworzenia pęknięć podczas
procesu krzepnięcia i krystalizacji (mniejsze ryzyko pękania gorącego),
b) drobnoziarnista struktura wpływa na poprawę ciągliwości i udarności metalu
spoiny, zwłaszcza w złączach stali niestopowych (węglowych) oraz stali stopowych
odpornych na korozję.
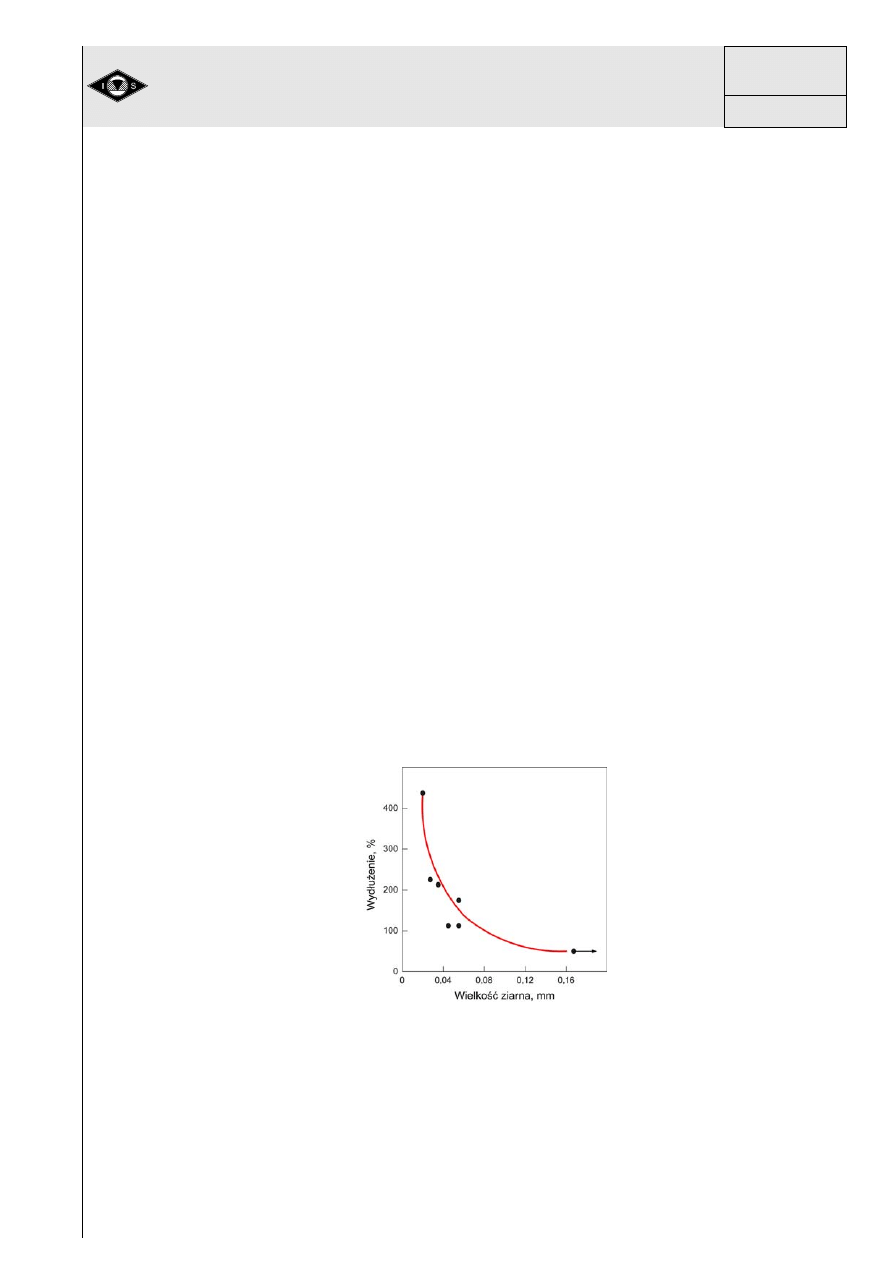
Wpływ wielkości ziarna w strukturze spoiny stali austenitycznej Cr-Ni przedstawiono
na rysunku 9/2.5.
Rys. 9/2.5. Wpływ wielkości ziarna w strukturze spoiny austenitycznej stali Cr-Ni na
ciągliwość w temperaturze 925
o
C (wg prof. E. Tasaka).
Drobnoziarnistą mikrostrukturę metalu spoiny można otrzymać takimi sposobami, jak:
a) zwiększenie szybkości chłodzenia jeziorka spawalniczego,
b) modyfikowanie jeziorka spawalniczego poprzez wprowadzanie bardzo drobnych
nierozpuszczalnych cząstek albo poprzez wprowadzanie do metalu spoiny substancji
powierzchniowo aktywnych.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zachowanie stali konstrukcyjnych podczas spawania
2.5
Instytut
Spawalnictwa
w Gliwicach
AW 15
Zwiększenie szybkości chłodzenia jeziorka spawalniczego można uzyskać przez
zmniejszenie energii liniowej spawania. Im mniejsza energia liniowa spawania tym
mniejsza jest objętość ciekłego metalu w jeziorku spawalniczym. Podczas
krystalizacji małych objętości ciekłego metalu wzrost kryształów kolumnowo-
dendrytycznych jest ograniczony i nie osiągają one dużych rozmiarów. Z drugiej
jednak strony, krystalizacja małych objętości metalu jeziorka spawalniczego,
zwłaszcza w warunkach intensywnego odprowadzania ciepła, może powodować
hartowanie spoiny co w konsekwencji pogarsza jej właściwości plastyczne. Dlatego,
w praktyce, nadmierne ograniczanie energii liniowej spawania nie jest zalecane.
Istotnym zagadnieniem związanym z szybkością chłodzenia złączy spawanych jest
proces wydzielania ferrytu δ (ferryt delta) w spoinach stali stopowych odpornych na
korozję, zwłaszcza stali Cr-Ni o strukturze austenitycznej. Okazuje się, że duże
znaczenie w tym przypadku ma stosunek zawartości chromu do niklu. Dla małego
stosunku Cr/Ni wzrost szybkości chłodzenia powoduje zmniejszenie zawartości
ferrytu δ. Natomiast dla dużego stosunku Cr/Ni wraz ze wzrostem szybkości
chłodzenia złącza spawanego wzrasta również zawartość ferrytu w spoinie.
Efekt rozdrobnienia mikrostruktury metalu spoiny poprzez modyfikowanie jeziorka
spawalniczego osiągnięto już kilkadziesiąt lat temu podczas spawania łukowego
złączy ze stali niskowęglowej. Jako modyfikatorów użyto węglika tytanu w postaci
proszku oraz mieszaniny żelazotytanu i węglika tytanu. Doświadczenia różnych
badaczy wykazały, że jest możliwe również rozdrobnienie struktury metalu spoiny
w złączach stali konstrukcyjnych C-Mn i stali nierdzewnych o strukturze
austenitycznej. Bardzo dobry rezultat rozdrobnienia ziarn na drodze modyfikacji
ciekłego jeziorka spawalniczego uzyskuje się przy spawaniu technicznych stopów
aluminium z zastosowaniem jako modyfikatorów tytanu lub cyrkonu. Pierwiastki
spełniające rolę modyfikatorów wpływają na rozdrobnienie struktury w dwojaki
sposób. Albo zwiększają podczas procesu krzepnięcia i krystalizacji liczbę ośrodków
krystalizacji (zarodków) albo działają jak substancje powierzchniowo czynne tj.
segregują na froncie krystalizacji i obniżają energię powierzchniową granic ziarn co
ogranicza ich rozrost.
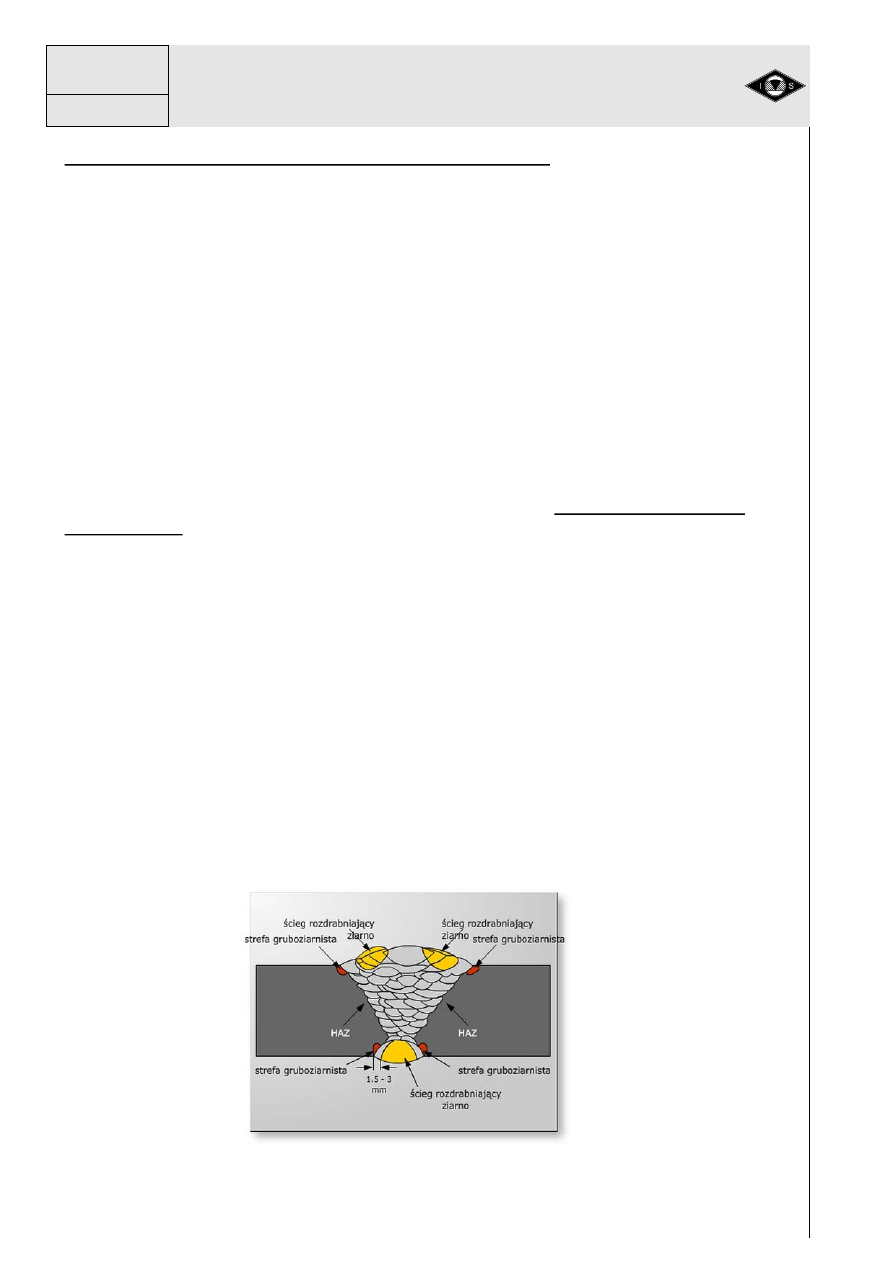
Dla spawanych elementów konstrukcyjnych, które są przeznaczone do pracy przy
dużych obciążeniach i od których wymaga się wysokich właściwości mechanicznych
stosuje się również spawanie z użyciem tzw. ściegów rozdrabniających ziarno -
rysunek 10/2.5.
Rys. 10/2.5. Rozmieszczenie ściegów rozdrabniających ziarno w spoinie przy
spawaniu wielowarstwowym.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zachowanie stali konstrukcyjnych podczas spawania
Instytut
Spawalnictwa
w Gliwicach
2.5
AW 16
3.4 Podstawowe wiadomości o przemianach austenitu zachodzących w stalach
podczas nagrzewania
Przemiany zachodzące w stali w czasie nagrzewania prowadzą do stanu
strukturalnego, który jest bliski warunkom równowagi. Zjawiska zachodzące podczas
nagrzewania i wygrzewania są zjawiskami ważnymi ponieważ przygotowują stan
wyjściowy do zmian występujących w czasie chłodzenia.
W czasie procesu nagrzewania stali mogą w niej zachodzić takie zmiany
strukturalne jak:
przemiana perlitu i ferrytu w austenit,
wydzielanie z roztworów przesyconych,
sferoidyzacja,
rekrystalizacja.
Warunkiem koniecznym do rozpoczęcia procesu tworzenia się austenitu
z perlitu, czyli procesu tworzenia się mieszaniny ferrytu i cementytu jest nagrzanie
stali do temperatury wyższej od A
C1
. Szybkość procesu tworzenia się austenitu
z perlitu rośnie przede wszystkim wraz ze zwiększeniem szybkości nagrzewania.
Ogólnie w procesie przemiany perlitu w austenit można wyróżnić trzy kolejno
następujące po sobie fazy: tworzenie austenitu niejednorodnego, rozpuszczanie
węglików i ujednorodnienie austenitu.
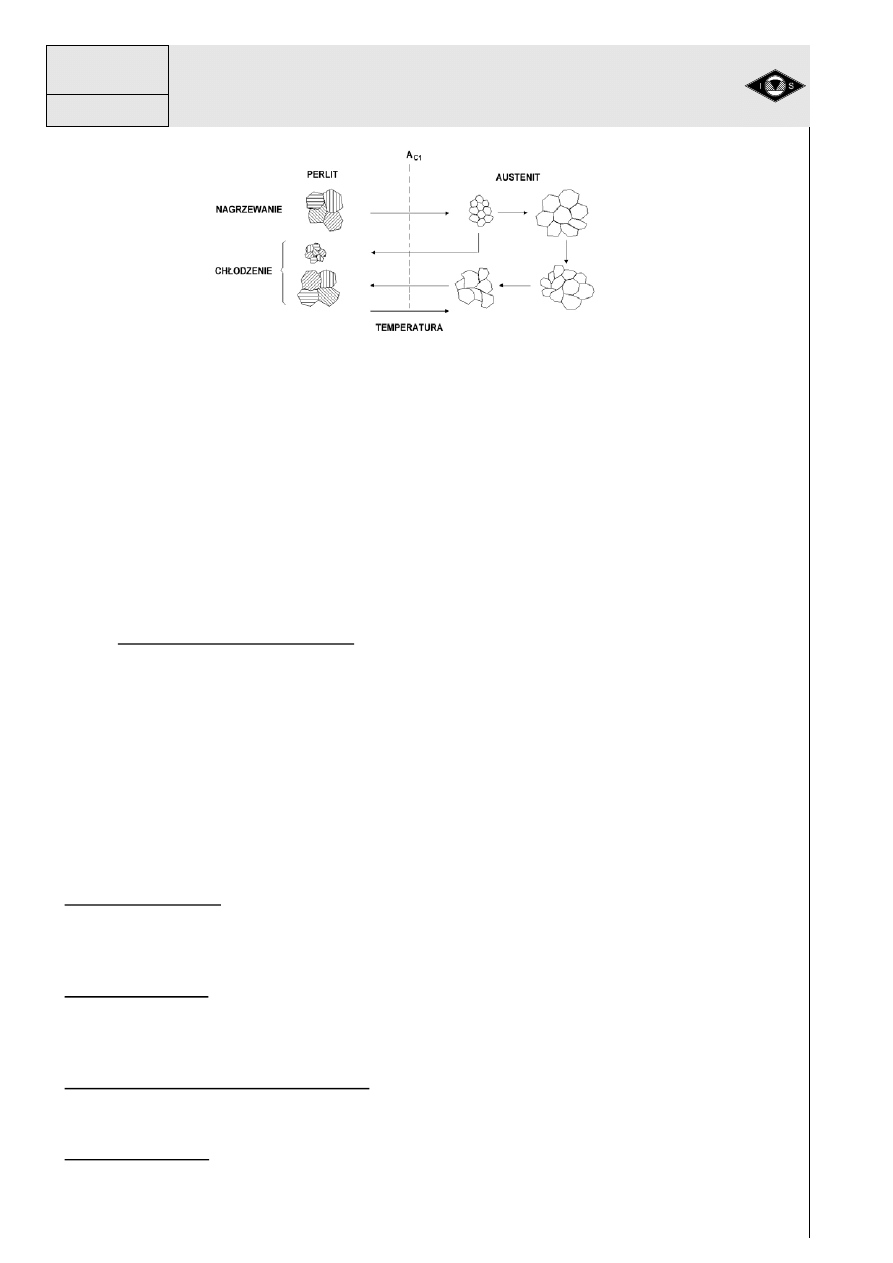
Przemiana perlitu w austenit jest związana z rozdrobnieniem ziarn. Średnia
wielkość ziarn nowo utworzonego austenitu jest mniejsza od wielkości ziarn perlitu,
z którego ten austenit powstał. Proces ten schematycznie przedstawiono na rysunku
11/2.5.
Rys. 11/2.5. Schemat rozrostu ziarn austenitu powstałego podczas nagrzewania stali
eutektoidalnej
(0,8%
węgla) o strukturze gruboziarnistej
i drobnoziarnistej.
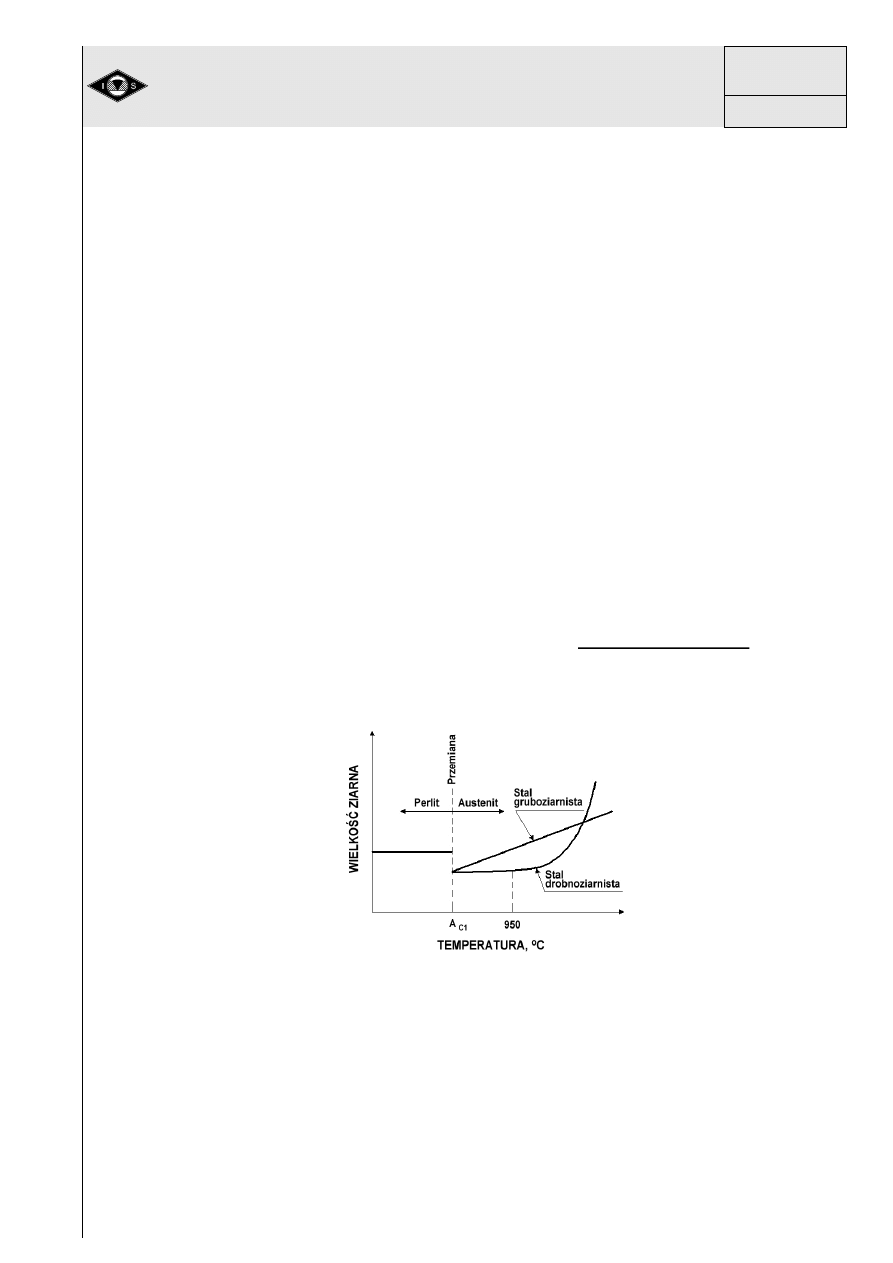
Podwyższenie temperatury powyżej A
C1
lub wydłużenie czasu wygrzewania
powoduje rozrost ziarn austenitu w stalach gruboziarnistych. W niektórych grupach
stali, zwłaszcza w stalach uspokojonych za pomocą aluminium, które są traktowane
jako stale drobnoziarniste wielkość ziarn nie ulega praktycznie zmianie. W przypadku
powolnego chłodzenia wielkość nowo utworzonego ziarna perlitu jest zbliżona do
wielkości pierwotnego ziarna austenitu (rysunek 12/2.5).
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zachowanie stali konstrukcyjnych podczas spawania
2.5
Instytut
Spawalnictwa
w Gliwicach
AW 17
Rys. 12/2.5. Schemat zmian wielkości ziarna stali podczas nagrzewania do
temperatury powyżej A
C1
i następującego po nim chłodzenia.
W różnorodnych zabiegach i operacjach obróbki cieplnej stali bardzo istotną
rolę odgrywa wielkość ziarn austenitu pierwotnego, czyli austenitu, który występował
w strukturze stali po zakończeniu wygrzewania bezpośrednio przed rozpoczęciem
procesu chłodzenia i przed przemianą alotropową.
Stale o strukturze drobnoziarnistej umożliwiają stosowanie wyższej
temperatury końca obróbki plastycznej na gorąco oraz szerszego zakresu temperatur
austenityzowania w czasie operacji hartowania. Drobnoziarnista struktura austenitu
pierwotnego korzystnie wpływa na poprawę właściwości wytrzymałościowych,
plastycznych oraz eksploatacyjnych stali po takich operacjach jak wyżarzanie
normalizujące, hartowanie czy też ulepszanie cieplne.
Kontrolowanie wielkości ziarn austenitu pierwotnego umożliwia przewidywanie
niektórych właściwości stali po przemianie alotropowej oraz ułatwia ocenę
prawidłowości przeprowadzonej obróbki cieplnej.
Określanie wielkości ziarn austenitu pierwotnego w stalach o strukturze
nieaustenitycznej (np. konstrukcyjne stale niestopowe, stale konstrukcyjne
o podwyższonej wytrzymałości) może się odbywać za pomocą następujących metod:
- metoda nawęglania,
- metoda utleniania,
- metoda siatki ferrytu lub cementytu,
- metoda trawienia.
Metoda nawęglania stali w ośrodku stałym z następnym kontrolowanym chłodzeniem
umożliwia metalograficzną obserwację wydzieleń cementytu (w postaci siatki) na
granicach ziarn austenitu pierwotnego w warstwie nawęglonej, wytrawionej np.
nitalem.
Metoda utleniania polega na obserwacji siatki ferrytu utworzonej na granicach ziarn
austenitu pierwotnego w wyniku odwęglenia przygranicznych obszarów ziarn
podczas austenityzowania stali w atmosferze utleniającej, po następnym ochłodzeniu
w wodzie lub powietrzu.
Metodę siatki ferrytu lub cementytu stosuje się do obserwacji ziarna austenitu
pierwotnego w stalach, ponieważ na granicach ziarn austenitu podczas chłodzenia
wydziela się - w zależności od zawartości węgla - ferryt lub cementyt w postaci siatki.
Metoda trawienia roztworem kwasu pikrynowego i kwasu solnego w alkoholu
etylowym umożliwia obserwację ziarn austenitu pierwotnego w stalach, głównie
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zachowanie stali konstrukcyjnych podczas spawania
Instytut
Spawalnictwa
w Gliwicach
2.5
AW 18
stopowych zahartowanych na martenzyt. W celu wyraźniejszego wytrawienia granic
ziarn austenitu pierwotnego w niektórych stalach korzystne jest zastosowanie
dodatkowego odpuszczania w temperaturze około 450
o
C.
3.5 Strefa wpływu ciepła (SWC = HAZ)
Obszar materiału spawanego, w którym cykle cieplne spawania powodują
zmiany struktury i właściwości tego materiału nazywa się strefą wpływu ciepła
(SWC) lub
HAZ (z ang. Heat Affected Zone). Zmiany struktury oraz zmiany
właściwości obszaru SWC są wynikiem zachodzenia w spawanym materiale
przemian alotropowych, przemian strukturalnych (fazowych) a także odkształcenia
sieci krystalograficznej, przy czym procesy te mogą zachodzić pojedynczo lub
jednocześnie. Zależy to od właściwości fizyko-chemicznych spawanego materiału.
W metalach, w których przemiany alotropowe nie zachodzą (np. miedź, nikiel)
jak również w stopach metali nie podlegających przemianom fazowym w stanie
stałym, zmiany struktury w obszarze SWC ograniczają się jedynie do zmian wielkości
ziarna. W każdym metalu, ogrzanym powyżej pewnej charakterystycznej dla niego
temperatury krytycznej, następuje rozrost ziarn, który jest tym większy im bardziej ta
temperatura została przekroczona. W związku z tym w obszarze SWC metali
jednofazowych w miarę zbliżania się do linii wtopienia spoiny następuje stopniowy
wzrost wielkości ziarna, które osiąga maksymalne wymiary w najbliższym
sąsiedztwie spoiny, w miejscach gdzie panowały najwyższe temperatury. Ze względu
na brak przemian alotropowych ziarno w obszarze SWC nie ulega rozdrobnieniu
w czasie fazy chłodzenia. Taki typ budowy strukturalnej obszaru SWC jest
charakterystyczny dla złączy spawanych ze stali niskowęglowych, austenitycznych
stali chromowo-niklowych (np. 00H18N9), wysokochromowych stali ferrytycznych
oraz wysokostopowych stali o strukturze martenzytycznej. Nadmiernego rozrostu
ziarn w obszarze SWC stali jednofazowych nie można usunąć za pomocą obróbki
cieplnej, w związku z czym bardzo często złącza spawane z tych stali mogą
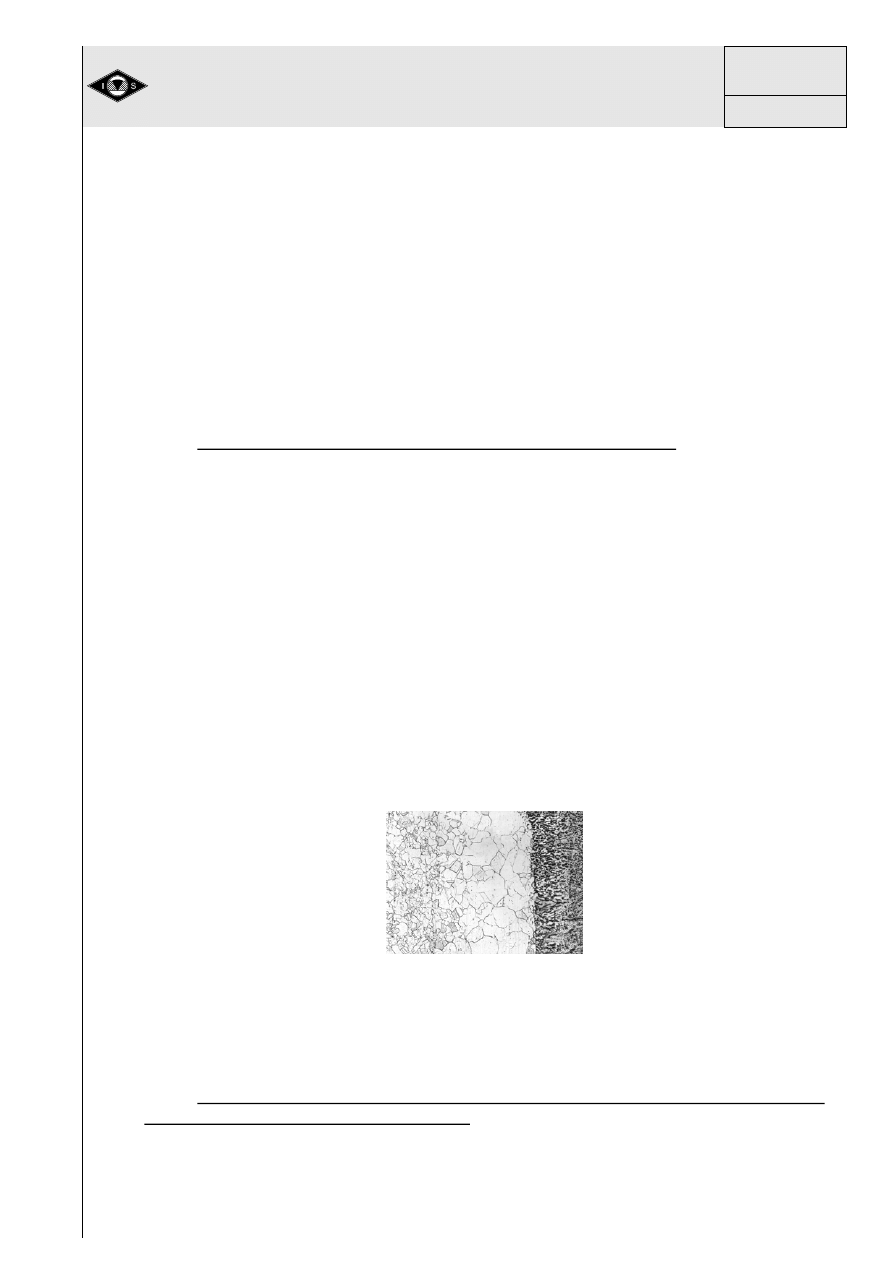
wykazywać niskie właściwości plastyczne. Przykład obszaru SWC w złączu
spawanym ze stali jednofazowej przedstawiono na rysunku 13/2.5.
Traw. elektrolityczne pow. 200×
Rys. 13/2.5. Złącze spawane metodą TIG. Strefa przejściowa. Lewa strona: SWC,
stal X6CrNiMoTi17-12-2, austenit + wydzielenia węglików. Widoczny
rozrost ziarn. Prawa strona: spoina, austenit, struktura pierwotna
(fot. IS).
W metalach, w których zachodzą przemiany alotropowe lub które podlegają
przemianom fazowym w stanie stałym obszar SWC ma złożoną budowę, która
charakteryzuje się obecnością kilku obszarów o zróżnicowanej mikrostrukturze
i właściwościach. Taki typ SWC występuje w złączach spawanych z konstrukcyjnych
stali niskowęglowych (np. St3S czyli S235JR) lub konstrukcyjnych stali
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zachowanie stali konstrukcyjnych podczas spawania
2.5
Instytut
Spawalnictwa
w Gliwicach
AW 19
niskostopowych o podwyższonej wytrzymałości (np. 18G2A czyli S355JR). Przykład
rozłożenia poszczególnych obszarów w SWC stali niskowęglowej przedstawiono na
rysunku 14/2.5.
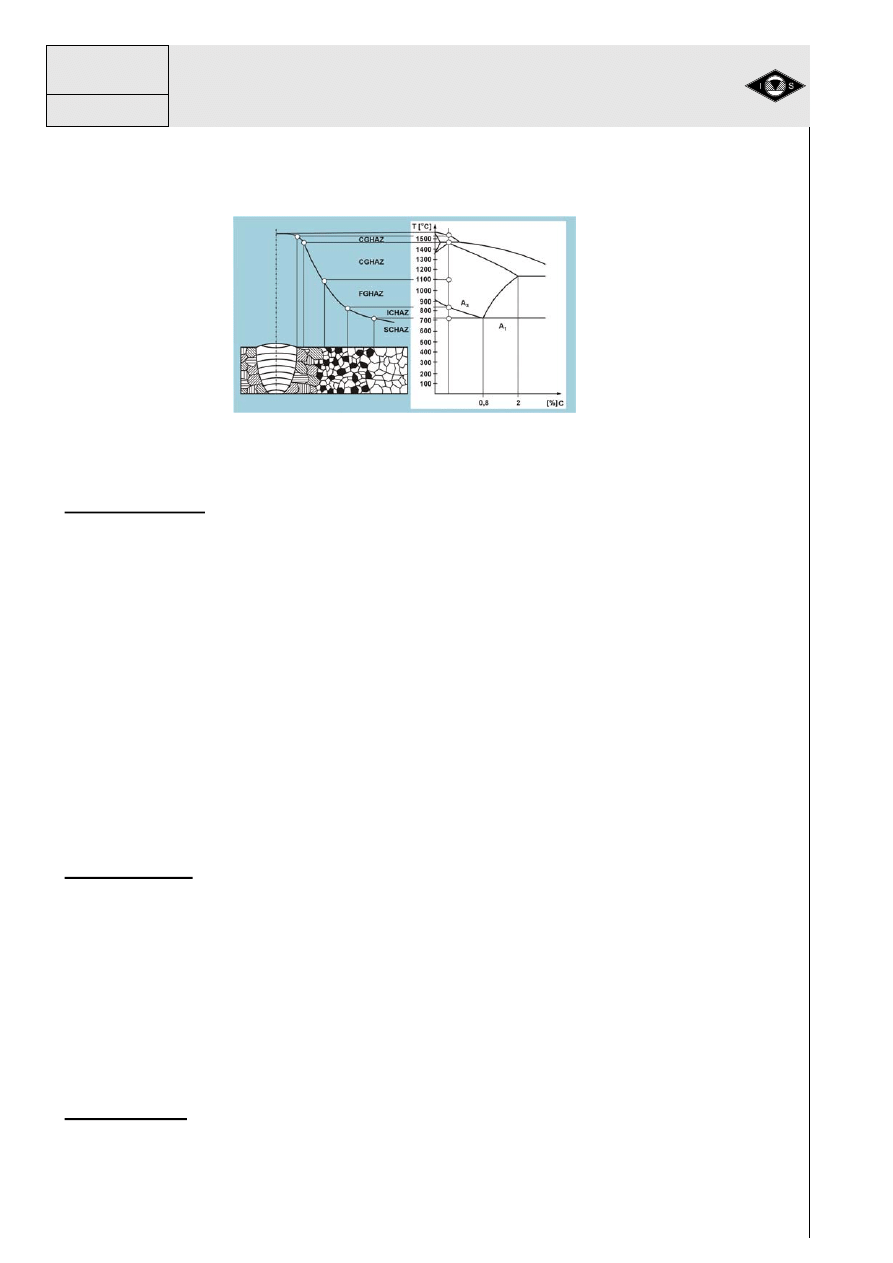
Rys. 14/2.5. Rozkład obszarów strukturalnych w SWC złącza spawanego stali
niestopowej niskowęglowej w funkcji temperatury w nawiązaniu do
fragmentu układu równowagi żelazo-węgiel.
Obszar CGHAZ (z ang. Coarse Grain HAZ) - obszar SWC o strukturze
gruboziarnistej (Tmax1150
o
C). Obszar ten obejmuje strefę częściowego roztopienia
oraz obszar struktury przegrzanej. Obszar częściowego roztopienia stanowi granicę
pomiędzy materiałem podstawowym, który podczas spawania uległ nadtopieniu,
a ciekłym metalem spoiny. Obszar częściowego roztopienia charakteryzuje się
strukturą gruboziarnistą o niekorzystnych właściwościach plastycznych. Przy dużych
szybkościach chłodzenia w tym obszarze tworzą się struktury hartownicze: martenzyt
i/lub bainit. Wysokie temperatury w obszarze przegrzania powodują rozrost ziarn
austenitu, które nie ulegają rozdrobnieniu podczas chłodzenia. Struktura, która
powstaje w wyniku przegrzania austenitu a następnie przyspieszonego chłodzenia
nazywa się strukturą Widmanstättena, i stanowi ona najczęściej mieszaninę
martenzytu, bainitu i ferrytu. Struktura ta charakteryzuje się tym, że ferryt wydziela
się nie tylko na granicach pierwotnych ziarn austenitu, ale również wewnątrz ziaren,
w postaci płytek. Obszar przegrzania charakteryzuje się niskimi właściwościami
plastycznymi (wysoka twardość i kruchość) i jest szczególnie podatny na różnego
rodzaju pęknięcia. Właściwości użytkowe obszaru CGHAZ decydują
o właściwościach użytkowych całego złącza spawanego.
Obszar FGHAZ (z ang. Fine Grain HAZ) - obszar SWC o strukturze drobnoziarnistej,
temperatura powyżej A
C3
(1150>Tmax900
o
C). Obszar FGHAZ charakteryzuje się
strukturą jaką otrzymuje się w wyniku wyżarzania normalizującego. Podczas
spawania obszar ten zostaje nagrzany do temperatur powyżej A
3
w wyniku czego
zachodzi całkowita austenityzacja i następuje rozdrobnienie wielkości ziarn.
W zależności od zawartości węgla w stali oraz od szybkości chłodzenia obszar ten
może mieć różne struktury. Przy niewielkich zawartościach węgla i wolnym
chłodzeniu tworzy się dwufazowa struktura ferrytyczno-perlityczna o dobrych
właściwościach plastycznych. Przy wyższych zawartościach węgla i dużych
szybkościach chłodzenia (krótkie czasy chłodzenia t
8/5
) mogą tworzyć się struktury
hartownicze.
Obszar ICHAZ (z ang. Intercritical HAZ) - obszar SWC o strukturze odpowiadającej
zakresowi temperatur A
C3
÷A
C1
(900>Tmax700
o
C). Obszar ICHAZ odpowiada
obszarowi niepełnej normalizacji. Podczas spawania obszar ten jest nagrzewany do
temperatur w zakresie A
1
÷A
3
co prowadzi do austenityzacji perlitu obecnego
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zachowanie stali konstrukcyjnych podczas spawania
Instytut
Spawalnictwa
w Gliwicach
2.5
AW 20
w strukturze materiału podstawowego. Ferryt ulega przemianie tylko częściowo
i praktycznie jego forma pozostaje taka sama jak w materiale podstawowym.
W czasie chłodzenia austenit, który powstał z perlitu, ulega rozpadowi na
drobnoziarnistą mieszaninę ferrytu i perlitu. W rezultacie w strukturze obszaru
niepełnej normalizacji występuje ferryt o wyraźnie zróżnicowanej wielkości ziarna.
Obszar SCHAZ (z ang. Subcritical HAZ) - obszar materiału spawanego o strukturze
odpowiadającej temperaturom niższym od A
C1
(700>Tmax600
o
C).
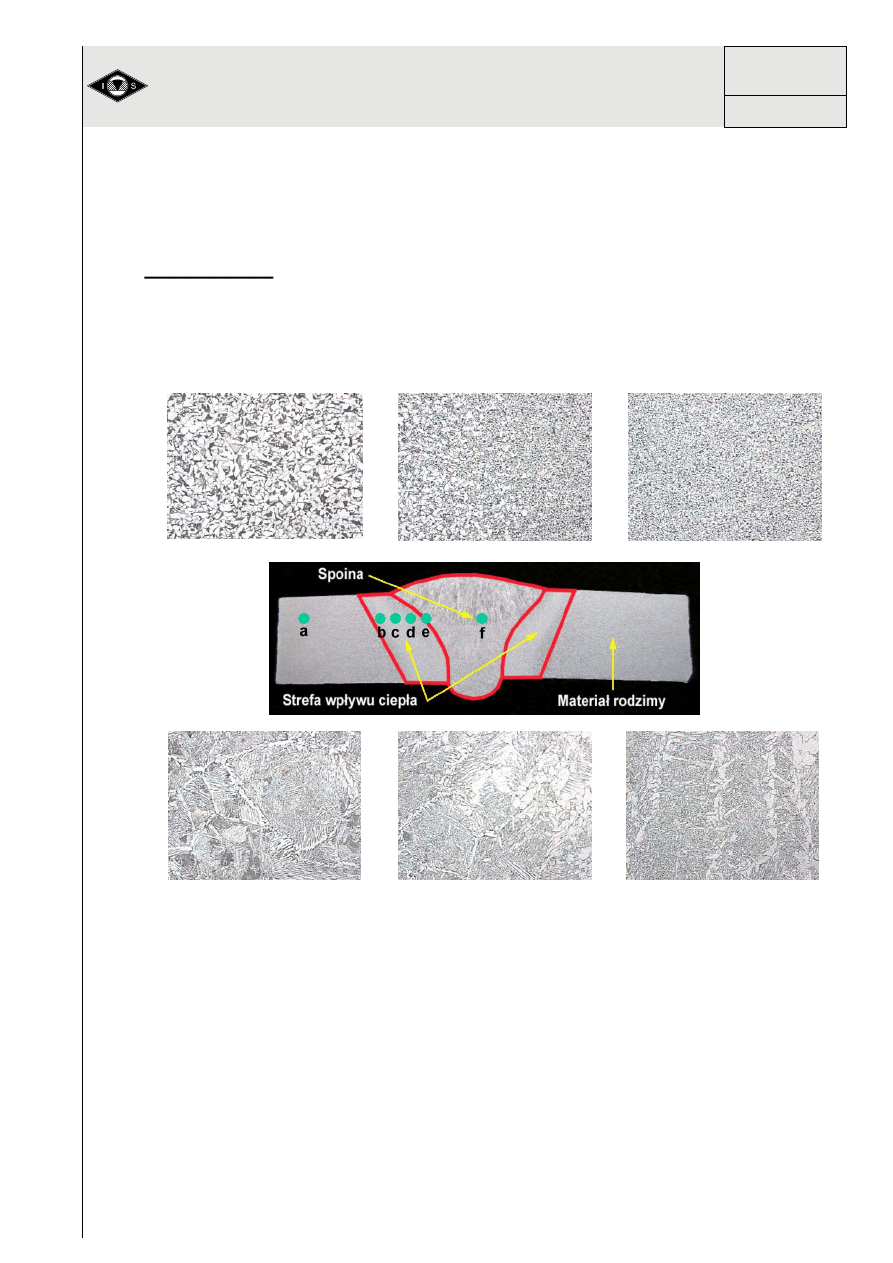
Przykłady zmian mikrostruktury w różnych obszarach rzeczywistego złącza
spawanego stali niestopowej, która podlega przemianom strukturalnym
zamieszczono na rysunku 15/2.5.
a)
b)
c)
d)
e)
f)
Rys. 15/2.5. Przykład zmian mikrostruktur w różnych obszarach złącza spawanego
stali niestopowej:
a) materiał rodzimy, ferryt + perlit,
b) obszar ICHAZ, drobnoziarnista struktura ferrytyczno-perlityczna ze
zróżnicowaną wielkością ziarna ferrytu,
c) obszar FGHAZ, jednorodna i drobnoziarnista struktura ferrytyczno-
perlityczna,
d) obszar CGHAZ, struktura Widmanstättena,
e) strefa przejściowa pomiędzy obszarem SWC a spoiną,
f) spoina, bainit + ferryt ziarnisty rozlokowany po granicach ziarn byłego
austenitu.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zachowanie stali konstrukcyjnych podczas spawania
2.5
Instytut
Spawalnictwa
w Gliwicach
AW 21
Oprócz opisanych powyżej obszarów w SWC złączy ze stali niskowęglowych
mogą ponadto występować:
- podczas spawania stali uprzednio poddanej zgniotowi na zimno, w strefie objętej
temperaturami 400÷500
o
C może pojawić się obszar rekrystalizacji charakteryzujący
się rozrostem ziarna,
- w czasie spawania stali nieuspokojonych (zwłaszcza stali nie zawierających
aluminium) w obrębie metalu nagrzanego do temperatury około 300
o
C może nastąpić
proces starzenia związany z utratą plastyczności.
W stalach o większej zawartości węgla (powyżej 0,25%) oraz w stalach, które
zawierają niewielkie ilości dodatków stopowych budowa strukturalna obszaru SWC
jest zbliżona do morfologii SWC w złączach spawanych stali niskowęglowych. Cechą
charakterystyczną obszaru SWC w złączach stali o większej zawartości węgla
i w stalach niskostopowych jest występowanie struktur hartowniczych takich jak:
martenzyt i bainit. Wynika to ze zwiększonej hartowności tych grup stali
w porównaniu ze stalami niskowęglowymi. W przypadku tych stali struktury
hartownicze występują głównie w obszarze SWC o strukturze gruboziarnistej
CGHAZ.
Podczas spawania wielowarstwowego, przy układaniu kolejnych ściegów nie
tylko w metalu spoiny, ale również w obszarze SWC zachodzi oddziaływanie
kolejnych cykli cieplnych i w efekcie powstają struktury metalograficzne o różnych
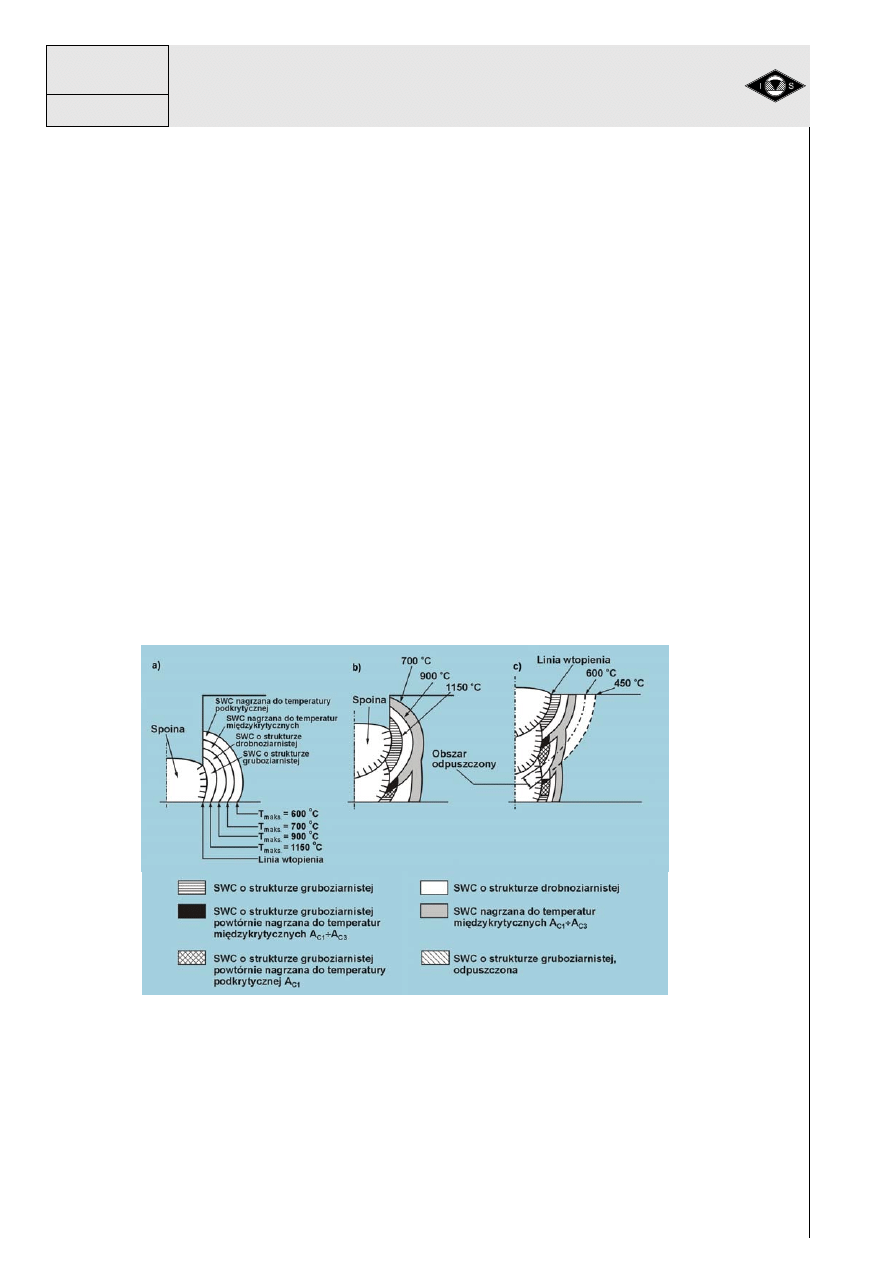
właściwościach plastycznych - rysunek 16/2.5. Ponadto tworzą się obszary
o mikrostrukturze odpuszczonej.
Rys. 16/2.5. Schematyczne przedstawienie obszarów mikrostrukturalnych SWC:
a)
przy
spawaniu
jednowarstwowym, b) przy spawaniu
dwuwarstwowym, c) przy spawaniu wielowarstwowym.
Zróżnicowanie mikrostruktur w obszarze SWC przy spawaniu wielowarstwowym
w zależności od kolejnych cykli cieplnych przedstawiono na rysunku 17/2.5.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zachowanie stali konstrukcyjnych podczas spawania
Instytut
Spawalnictwa
w Gliwicach
2.5
AW 22
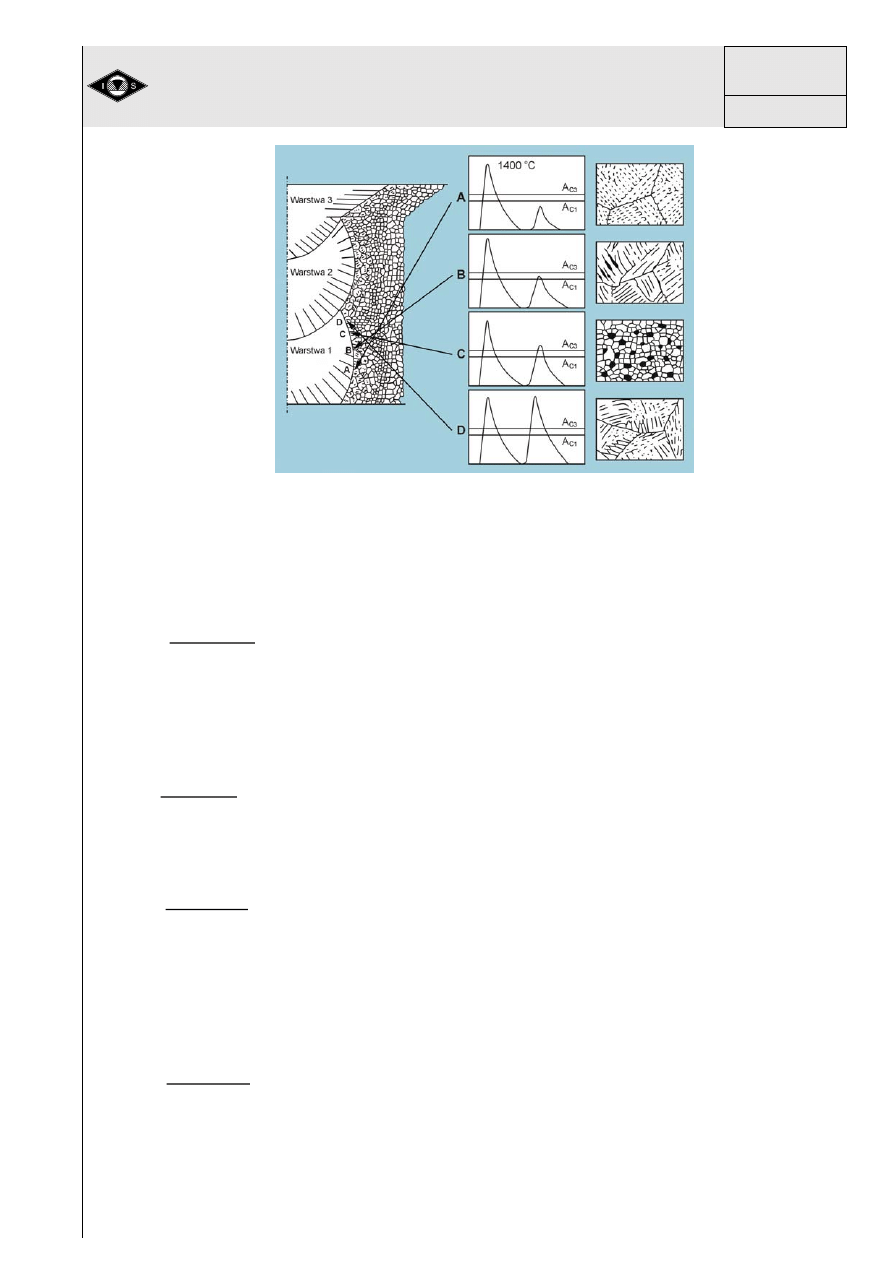
Rys. 17/2.5. Schematyczne przedstawienie obszarów mikrostrukturalnych SWC przy
spawaniu wielowarstwowym w funkcji temperatur maksymalnych
kolejnych cykli cieplnych spawania.
Na rysunku 17/2.5 widać, że różne temperatury maksymalne drugiego cyklu
cieplnego, pozwalają wyróżnić kilka stref w obrębie obszaru CGHAZ: A, B, C i D
o różnej budowie strukturalnej:
Obszar A - strefa powtórnie nagrzana cyklem cieplnym o temperaturze
maksymalnej niższej od temperatury A
C1
. W stalach konstrukcyjnych niestopowych
oraz stalach z mikrododatkami mikrostruktura obszaru A jest uzależniona od składu
chemicznego stali oraz długości czasu chłodzenia t
8/5
. W przypadku, gdy po
pierwszym cyklu cieplnym występowały struktury hartownicze (martenzyt i/lub górny
bainit), to po kolejnym cyklu cieplnym w obszarze A będą występowały struktury
odpuszczone.
Obszar B - to tzw. „lokalna krucha strefa” LBZ (Local Brittle Zone), która powstaje
w wyniku ponownego nagrzewania do temperatur w zakresie A
C1
-A
C3
i częściowo, na
skutek procesu dyfuzji, uległa powtórnej austenityzacji. Powtórna austenityzacja
sprzyja lokalnemu wzbogaceniu austenitu w węgiel. W razultacie w SWC powstają
kruche fazy martenzytyczno-austenityczne tzw. składnik M-A.
Obszar C - obszar SWC o strukturze drobnoziarnistej oznaczany symbolem
FGHAZ. Podczas spawania obszar FGHAZ jest powtórnie nagrzewany cyklem
cieplnym o temperaturze maksymalnej wyższej od temperatury A
C3
. W efekcie tego
następuje całkowita, ponowna austenityzacja tego obszaru. Ponieważ temperatura
maksymalna drugiego cyklu cieplnego jest niewystarczająca, aby spowodować
rozrost ziarn, dlatego obszar C zachowuje drobnoziarnistą mikrostrukturę
ferrytyczno-perlityczną. W złączach spawanych stali konstrukcyjnych niestopowych
i z mikrododatkami obszar C jest typową strukturą po wyżarzaniu normalizującym.
Obszar D - obszar SWC o strukturze gruboziarnistej, dla którego podczas
spawania każdy kolejny cykl cieplny ma temperaturę maksymalną w zakresie od
1150
o
C do temperatury topliwości. W złączach spawanych konstrukcyjnych stali
niestopowych i z mikrododatkami w obszarze D występuje struktura Widmanstättena.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zachowanie stali konstrukcyjnych podczas spawania
2.5
Instytut
Spawalnictwa
w Gliwicach
AW 23

Literatura
[1]
Brózda J. i inni: Spawanie i obróbka cieplna stali do pracy w podwyższonych
temperaturach. Wytyczne Nr W-90/IS-46, Instytut Spawalnictwa, Gliwice 1990.
[2] Dobrzański L. A.: Podstawy nauki o materiałach i metaloznawstwo. Materiały
inżynierskie z podstawami projektowania materiałowego. Wydawnictwa
Naukowo-Techniczne, Warszawa 2002.
[3]
High strength steels for welded structures (Technical report). Dokument
MIS IX-535-67.
[4]
Ito Y., Bessyo K.: A prediction of welding procedure to avoid heat affected
zone cracking. Dokument MIS IX-631-69.
[5]
Pilarczyk J., Pilarczyk J.: Spawanie i napawanie elektryczne metali. Wydanie
drugie uzupełnione. Wydawnictwo „Śląsk” Sp. z o.o., Katowice 1996.
[6]
Pilarczyk J. i inni: Poradnik Inżyniera. Spawalnictwo. Tom 1. Wydawnictwa
Naukowo-Techniczne, Warszawa 2003.
[7]
PN-84/M-69005 Spawalnictwo. Spajalność metali. Terminologia
[8]
Brózda J.: Stale konstrukcyjne i ich spawalność. Instytut Spawalnictwa,
Gliwice, 2007.
[9]
Tasak E.: Metalurgia spawania. Wydawnictwo JAK, Kraków, 2008.
[10] Toyoda M., Minami F., Yamaguchi Y., Amano K., Kawabata F.: Tempering
Effect on HAZ Toughness of Multi-layered Welds. IIW Doc. X-1193-89.
[11] Guide to Weldability and Metallurgy of Welding od Steels Processed by
Thermo-mechanical Rolling or by Accelerated Cooling. IIW Doc. IX-1649-91.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Zachowanie stali konstrukcyjnych podczas spawania
Instytut
Spawalnictwa
w Gliwicach
2.5
AW 24
Wyszukiwarka
Podobne podstrony:
IWE IWP 4 6 2012
IWE IWP 1 7 2012
IWE IWP 4 4 2012
IWE IWP 1 2 2012
IWE IWP 3 2 2012
IWE IWP 2 8 2012
IWE IWP 1 8 2 2012
IWE IWP 1 5 2012
IWE IWP 1 6 2012
IWE IWP 3 1 2012
IWE IWP 4 6 2012
IWE IWP 1 7 2012
IWE IWP 1 7 2012
IWE IWP 2 18 2012
IWE IWP 2 19 2012
IWE IWP 2 11 2012
IWE IWP 1 16 2012
IWE IWP 2 22 2012
więcej podobnych podstron