Instytut
Spawalnictwa
w Gliwicach
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Miedź i stopy miedzi
2.18
opracował:
mgr inż. Tadeusz Kuzio
dr inż. Maciej Różański
Nowelizacja materiału: 02. 2012 r.

WSTĘP
Miedź, wraz ze srebrem, złotem, cyną i ołowiem, stanowi grupę metali, których
wytwarzanie i przetwarzanie zostało najwcześniej opanowane przez człowieka.
W znanej z dziejów ludzkości epoce brązu, datowanej na ok. od 3000 r. do ok. 1000
r. p.n.e., podstawowym metalowym materiałem konstrukcyjnym, z którego wytwarza-
no m.in. różnorodne narzędzia, były stopy miedzi (głównie z cyną) zwane brązami.
W basenie Morza Śródziemnego miedź znano jeszcze znacznie wcześniej i wytwa-
rzano z niej przedmioty codziennego użytku oraz ozdoby, co potwierdzają odkrycia i
badania archeologiczne.
Miedź występuje w przyrodzie przede wszystkim w postaci rud siarczkowych:
chalkozyn (Cu
2
S), kowelin (CuS), bornit (Cu
3
FeS
2
), chalkopiryt (CuFeS
2
) lub tleno-
wych, np. kupryt (Cu
2
O) i tenoryt (CuO). Można ją uzyskać metodą pirometalurgiczną
przez redukcję, po uprzednim prażeniu związanym z odsiarczaniem i utlenianiem
żelaza. Uzyskana w ten sposób miedź zawiera stosunkowo dużą ilość (0,5
1,0%)
zanieczyszczeń i domieszek, które można następnie zmniejszyć do ok. 0,1
0,5%
przez rafinację ogniową. Znacznie bardziej czystą miedź, zawierającą do ok. 0,05%
zanieczyszczeń uzyskuje się w procesie elektrolitycznej rafinacji, w którym miedź
osadza się na katodzie (miedź katodowa). Najwyższej jakości gatunki miedzi wytwa-
rza się z miedzi katodowej przez jej przetopienie z jednoczesnym odtlenianiem lub
przetopienie w próżni (miedź beztlenowa).
Po drugiej wojnie światowej w naszym kraju odkryto złoża rudy miedzi w re-
gionie Lubinia i Polkowic, a w 1957 r. Kombinat Górniczo – Hutniczy Miedzi urucho-
mił jej wydobycie i produkcję miedzi – aktualnie KGHM Polska Miedź S.A. Polska
należy obecnie do czołowej dziesiątki największych producentów tego metalu na
świecie. Z tych rud miedzi pozyskiwane są także inne rzadkie metale, w tym stosun-
kowo duże ilości srebra.
KLASYFIKACJA MIEDZI I JEJ STOPÓW
Podstawę klasyfikacji miedzi i jej stopów stanowią: skład chemiczny, własno-
ści oraz rodzaj wyrobu i jego przeznaczenie. Każdy gatunek Cu i stopów Cu jest
oznaczony za pomocą znaku i numeru. Oznaczenie znakiem jest oparte na systemie
przedstawionym w ISO 1190-1, a numerem – wg PN-EN 1412, tj. europejskiego sys-
temu numerycznego.
System numeryczny oznaczenia materiałów miedziowych
Europejski system numeryczny oznaczenia miedzi i jej stopów wg PN-EN
1412 dotyczy materiałów miedziowych produkowanych i/lub stosowanych w Europie
i jest zarządzany przez CEN/TC133.
Numer materiału miedziowego wg tego systemu składa się z sześciu znaków, np.:
numer
C F 0 1 1 C
pozycja
1 2 3 4 5 6
gdzie:
poz. 1 – C - oznacza materiał miedziowy;
poz. 2 – duża litera oznaczająca rodzaj wyrobu: B – materiały w postaci gąsek do
przetopienia na odlewy; C – materiały w postaci odlewów; F – spoiwa do
lutowania twardego i spawania; M – stopy wstępne; R – miedź rafinowana
nie przerobiona plastycznie; S – materiały w postaci złomu; W – materiały
w postaci wyrobów przerobionych plastycznie; X – materiały nieznormali-
zowane;
poz. 3
5 – numer, od 000 do 999, przydzielony przez CEN/TC133 tylko jednemu ma-
teriałowi;
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Miedź i stopy miedzi
2.18
Instytut
Spawalnictwa
w Gliwicach
AW 1
poz. 6 – duża litera określająca jedną z poniższych grup materiałowych:
A lub B – miedź; C lub D – stopy miedzi niskostopowe (poniżej 5%); E lub
F – różne stopy miedzi (5% lub więcej składników stopowych); G – stopy
miedź-aluminium; H – stopy miedź-nikiel; J – stopy miedź-nikiel-cynk;
K – stopy miedź-cyna; L lub M – stopy miedź-cynk, dwuskładnikowe;
N lub P – stopy miedź-cynk-ołów; R lub S – stopy miedź-cynk, wieloskład-
nikowe.
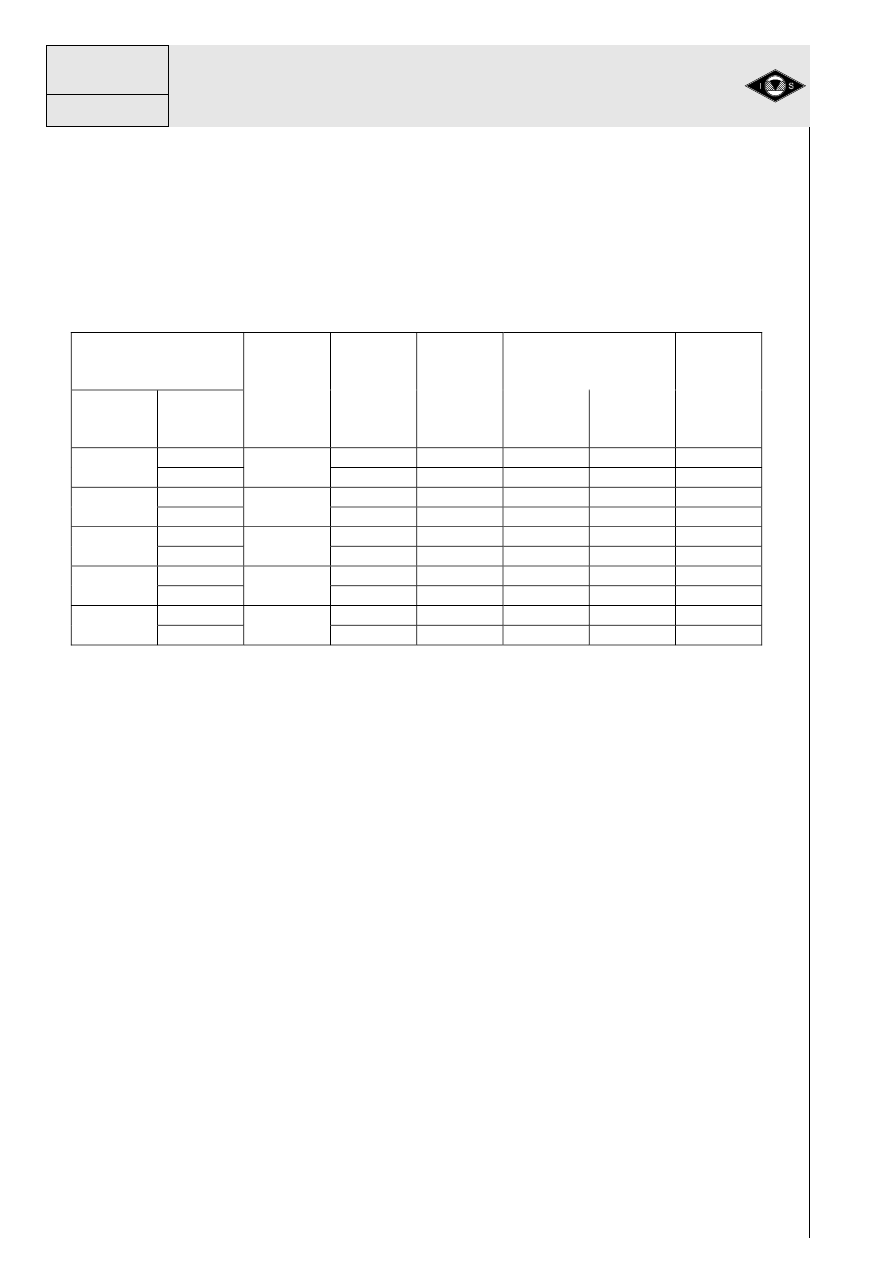
Katody miedziane i stopy wstępne
Katody miedziane są otrzymywane przez elektrolityczne osadzanie w końco-
wym procesie wytwarzania miedzi. Jest to wyrób o kształcie płaskim, nie przerobiony
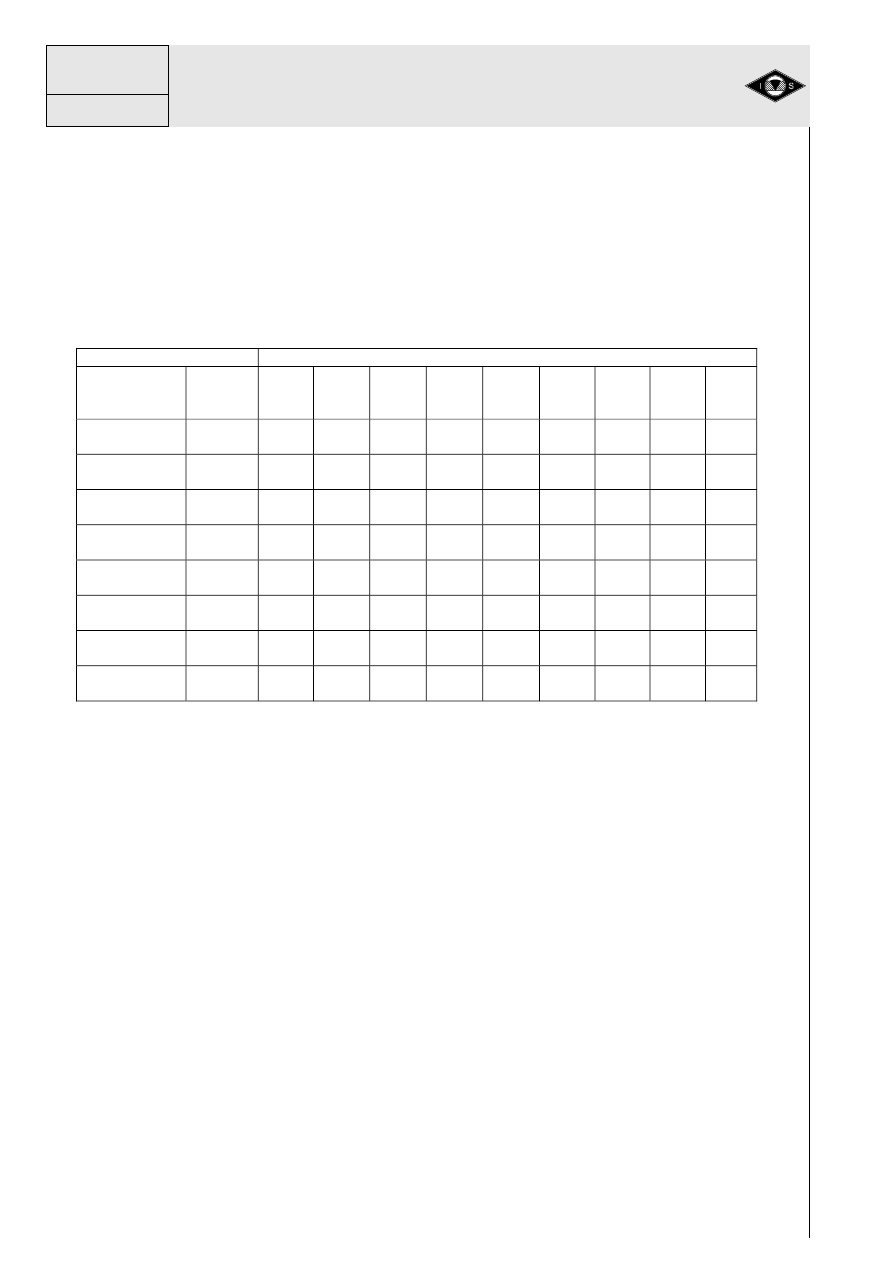
plastycznie. Norma PN-EN 1978 określa dwa gatunki katod miedzianych (tabl.
1/2.18).
Tablica 1/2.18
Katody miedziane wg PN-EN 1978:2000
Oznaczenie
Skład chemiczny
% (m/m)
Nominalna rezystywność
elektryczna masowa
g/m
2
; max.
Nominalna kon-
duktywność elek-
tryczna
MS/m ; min.
znak
numer
Cu-CATH-1
CR001A
zanieczyszcz. max. 0,0065;
Cu - reszta
0,151 76
58,58
Cu-CATH-2 CR002A
Cu – min. 99,90
0,153 28
58,00
Katody miedziane Cu-CATH1 są przeznaczone do przetapiania i produkcji
miedzi o najwyższej czystości i najniższej rezystywności elektrycznej (wyroby cią-
gnione – przewody, druty itp.). Katody Cu-CATH2 są przeznaczone do przetapiania
i produkcji pozostałych wyrobów z miedzi ogólnego przeznaczenia i dla przemysłu
elektrotechnicznego.
Stopy
wstępne miedzi są przeznaczone do wytwarzania, odtleniania lub od-
siarczania stopów odlewniczych lub stopów do przeróbki plastycznej na bazie miedzi.
Stopy te służą do wprowadzenia jednego lub kilku pierwiastków do kąpieli uzyskanej
przez stopienie katod lub miedzi rafinowanej. Mają one postać gąsek, prętów lub płyt
karbowanych (gofrowych), granulek lub kawałków łamanych, co ułatwia ich ilościowe
dozowanie do kąpieli. Są to podwójne stopy miedzi z innym pierwiastkiem o ściśle
określonej zawartości tego pierwiastka. Norma PN-EN 1981 określa skład chemiczny
i inne wymagania dla ponad 30 stopów podwójnych, typu: Cu-P, Cu-Si, Cu-Ni, Cu-
Mn, Cu-Mg, Cu-Fe, Cu-Be, Cu-Al i innych.
Miedź
Podstawą klasyfikacji miedzi jest jej czystość, określona przez maksymalną
zawartość wskazanych pierwiastków i ogółem (nawet śladowa zawartość Sb, As, Bi
itp. pierwiastków może powodować pękanie gorące) oraz zawartość pożądanych
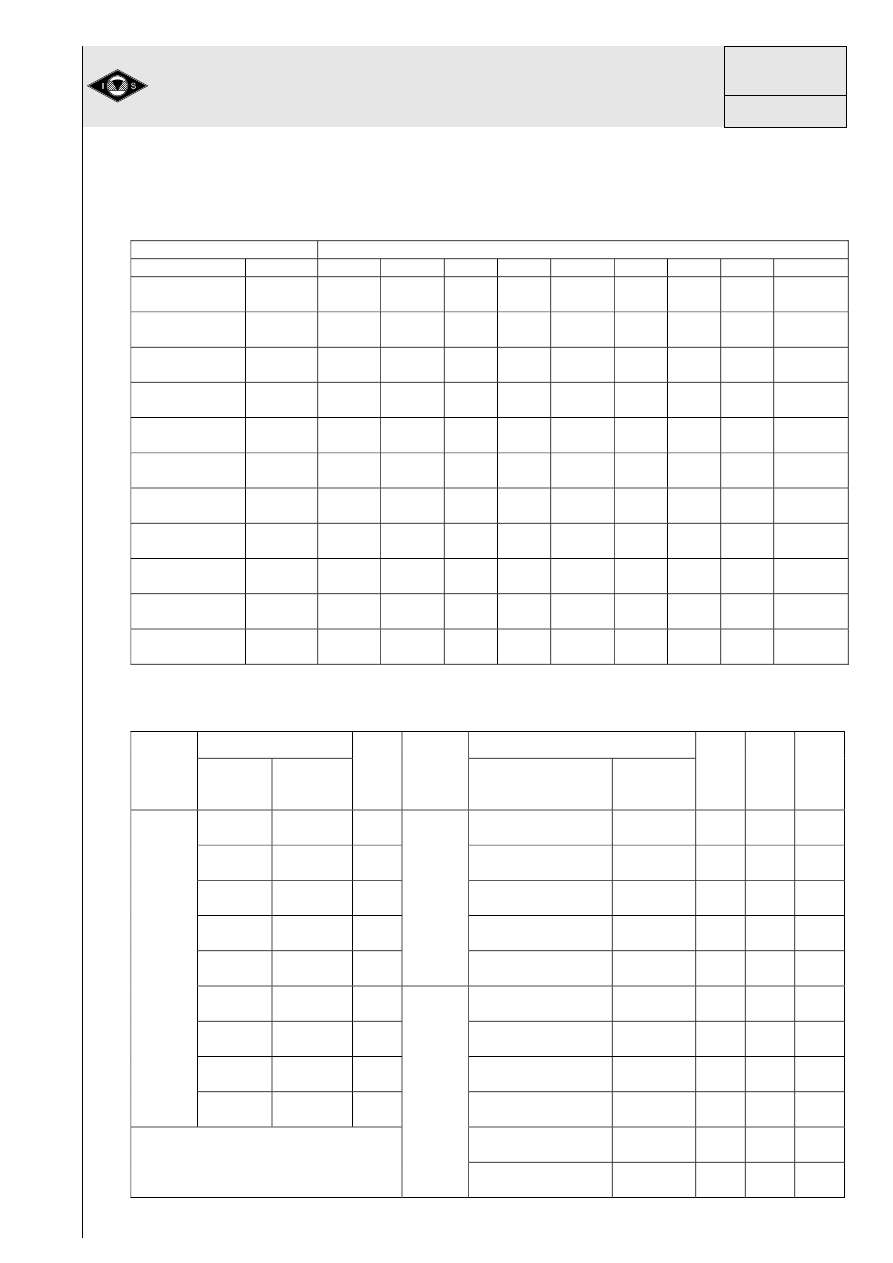
domieszek (fosfor, srebro). Norma PN-EN 1976 klasyfikuje 22 gatunki miedzi (tabl.
2/2.18): 7 gat. bez domieszek, 6 gat. zawierających fosfor i 9 gat. zawierających sre-
bro (miedź srebrowa). Są to wyroby uzyskane przez stopienie katod i rafinację, a na-
stępnie odlewane (poziomo lub pionowo) w sposób ciągły w postaci wlewków (na
drut, do wyciskania i walcowania oraz kucia) przerabianych plastycznie lub gąsek do
przeróbki plastycznej lub do wytwarzania stopów odlewniczych.
Oprócz
wymaganego
składu chemicznego, określone gat. miedzi powinny po-
siadać rezystywność elektryczną niższą od dopuszczalnej (tabl. 2/2.18) i zapewniać
odporność na kruchość wodorową.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Miedź i stopy miedzi
Instytut
Spawalnictwa
w Gliwicach
2.18
AW 2
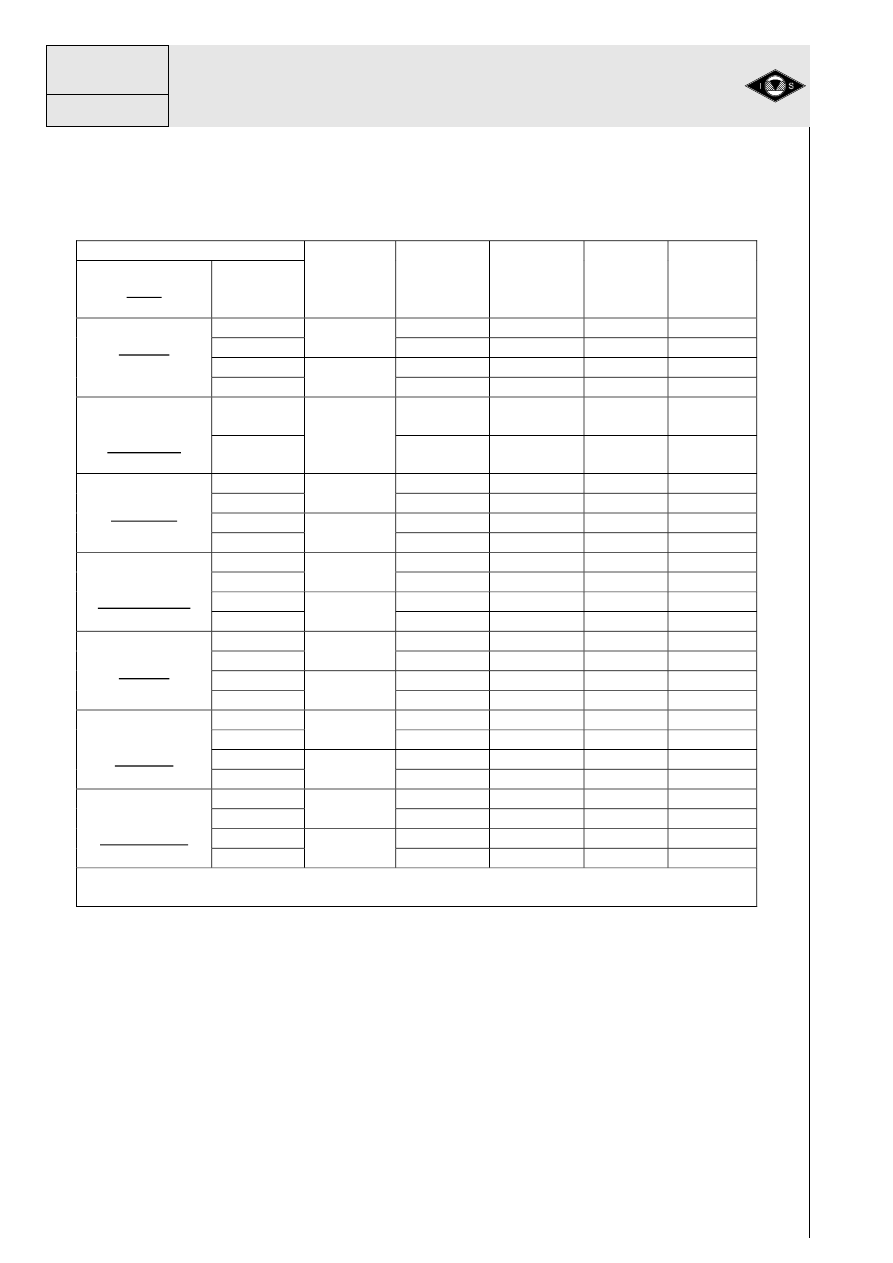
Tablica 2/2.18
Klasyfikacja gatunków miedzi wg PN-EN 1976:2001 przeznaczonych na wlewki lub
gąski do przeróbki plastycznej
Oznaczenie gatunku:
Skład chemiczny w % (m/m):
Własności elektryczne:
3)
symbol
numer
Cu
min.
P
min.
max.
Ag
min.
max.
O
max.
inne
max.
Rezystywność
elektryczna
masowa
g/m
2
; max.
Nominalna
konduktyw-
ność elek-
tryczna
MS/m; min.
Gatunki miedzi niestopowej
Cu-ETP1 CR003A
1)
reszta -
-
0,0025 0,040
0,0065 0,151
76 (58,58)
4)
Cu-ETP CR004A
99,90
-
-
0,040
0,03 0,153
28 (58,00)
Cu-FRHC CR005A
99,90 -
0,040
0,04 0,153
28 (58,00)
Cu-FRTP CR006A
99,90
-
0,100
0,05
-
-
Cu-OF1 CR007A
1)
reszta -
-
0,0025
-
2)
0,0065 0,151
76 (58,58)
Cu-OF CR008A
99,95
-
-
2)
0,03 0,153
28 (58,00)
Cu-OFE CR009A
1)
99,99
-
0,0003 0,0025
-
2)
0,0065 0,151
76 (58,58)
Gatunki miedzi zawierające fosfor
Cu-PHC CR020A
99,95
0,001
0,006
- -
2)
Bi-max:
0,0005
0,153 28
(58,00)
Cu-HCP CR021A
99,95
0,002
0,007
-
-
2)
Pb-max:
0,0005
inne –
max.0,03
0,155 96
(57,00)
Cu-PHCE CR022A
1)
99,99
0,001
0,006
-
0,025
-
2)
0,0065
0,153 28
(58,00)
Cu-DLP CR023A
99,90
0,005
0,013
- -
Bi-max:
0,0005
- -
Cu-DHP CR024A
99,90
0,015
0,040
- -
-
- -
Cu-DXP CR025A
99,90
0,040
0,060
- -
Bi-max:
0,0005
- -
Gatunki miedzi zawierające srebro
CuAg0,04 CR011A
reszta
-
0,03
0,05 0,040
Pb-max:
0,0005;
inne –
max.0,03
0,153 28
(58,00)
CuAg0,07
CR012A
-
0,06
0,08 0,040
0,153 28
(58,00)
CuAg0,10
CR013A
-
0,08
0,012 0,040
0,153 28
(58,00)
CuAg0,04P
CR014A
0,001
0,007
0,03
0,05
-
2)
0,155
96
(57,00)
CuAg0,07P
CR015A
0,06
0,08
-
2)
0,155
96
(57,00)
CuAg0,10P
CR016A
0,08
0,012
-
2)
0,155
96
(57,00)
CuAg0,04(OF)
CR017A
-
0,03
0,05
-
2)
Pb-max:
0,0005;
inne –
max.0,03
0,153 28
(58,00)
CuAg0,07(OF)
CR018A
-
0,06
0,08
-
2)
0,153
28
(58,00)
CuAg0,10(OF)
CR019A
-
0,08
0,012
-
2)
0,153
28
(58,00)
1)
Gatunki wytwarzane z miedzi katodowej Cu-CATH-1(CR001A) wg tabl. 1/2.18
2)
Zawartość tlenu jest kontrolowana, tak aby zapewnić odporność na kruchość wodorową
3)
W temperaturze 20
C
4)
Wartości w nawiasach podano orientacyjnie
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Miedź i stopy miedzi
2.18
Instytut
Spawalnictwa
w Gliwicach
AW 3
Miedź niskostopowa
Spośród materiałów miedziowych wyróżnia się grupę stopów miedzi z małym
dodatkiem jednego lub dwóch pierwiastków, które stosownie do tego dodatku stopo-
wego, zwykle są nazywane miedzią, np.: chromową, cyrkonową, tellurową, siarkową
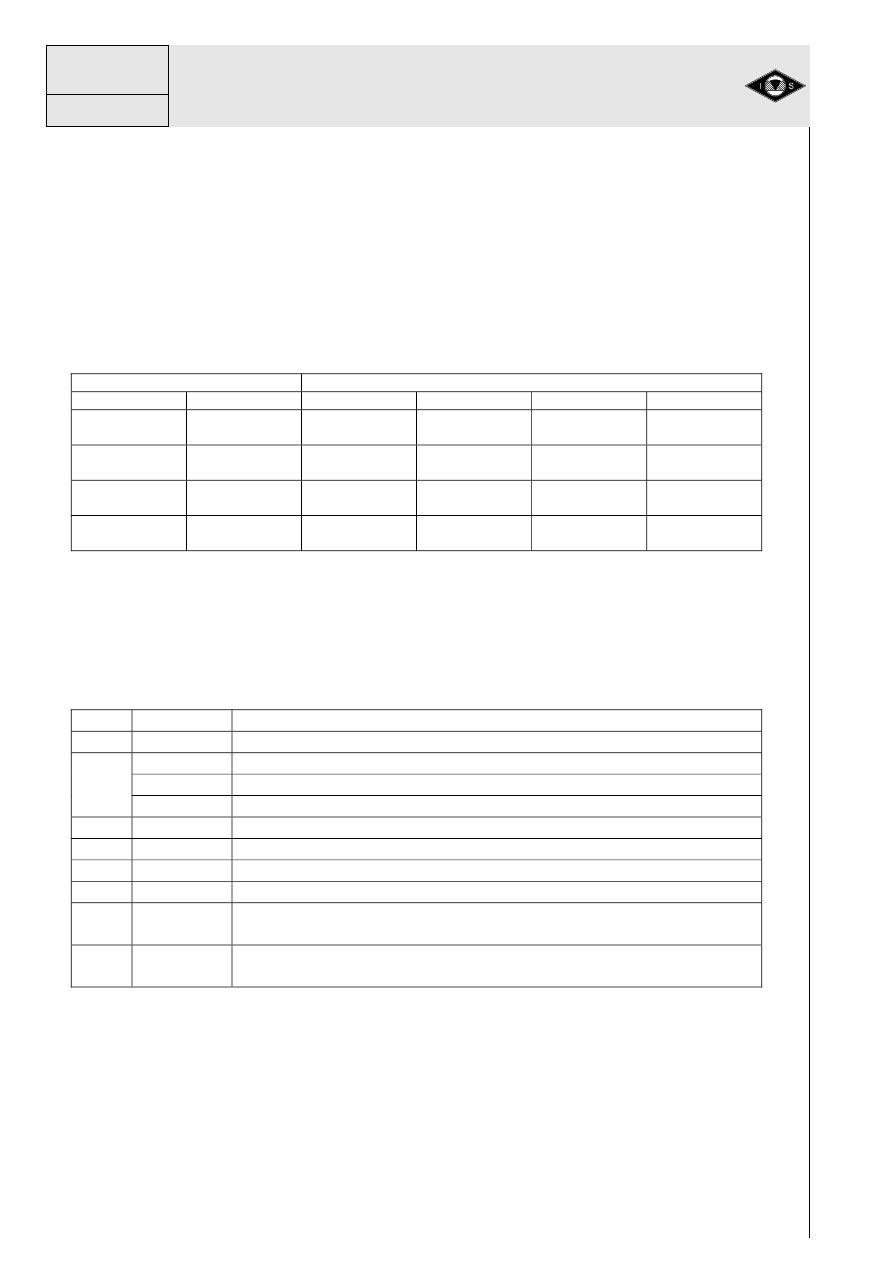
itp. Stopy te są ujęte w grupie 100 (C, D) systemu numerycznego, a ich wybrane
przykłady przedstawia tabl.3/2.18.
Tablica 3/2.18
Skład chemiczny niskostopowych stopów (niektóre gat.) miedzi w postaci prętów na odkuwki
wg PN-EN 12165:2001 i do obróbki skrawaniem na automatach wg PN-EN 12164:2011
Oznaczenie materiału: Skład chemiczny (dodatki stopowe, Cu – reszta) w % (m/m):
znak
numer
Cr
min.
max.
Fe
min.
max.
Ni
min.
max.
P
min.
max.
Pb
min.
max.
Te
min.
max.
S
min.
max.
Si
min.
max.
Zr
min.
max.
CuCr1 CW105C
0,5
1,2
-
0,08
-
-
-
-
-
-
-
-
-
-
-
0,1
-
-
CuCr1Zr CW106C
0,5
1,2
-
0,08
-
-
-
-
-
-
-
-
-
-
-
0,1
0,03
0,3
CuNi1Si CW109C
-
-
-
0,2
1,0
1,6
-
-
-
-
-
-
-
-
0,4
0,7
-
-
CuNi3Si1 CW112C
-
-
-
0,2
2,6
4,5
-
-
-
-
-
-
-
-
0,8
1,3
-
-
CuPb1P CW113C
-
-
-
-
-
-
0,003
0,012
0,7
1,5
-
-
-
-
-
-
-
-
CuSP CW114C
-
-
-
-
-
-
0,003
0,012
-
-
-
-
-
-
-
-
-
-
CuTeP CW118C
-
-
-
-
-
-
0,003
0,012
-
-
-
-
0,2
0,7
-
-
-
-
CuZr CW120C
-
-
-
-
-
-
-
-
-
-
0,4
0,7
-
-
0,1
0,2
Brązy
Stopy miedzi z innymi metalami, z wyjątkiem cynku i niklu, są nazywane brą-
zami. Ze względu na główny dodatek stopowy, brązy dzielą się na: cynowe, alumi-
niowe, berylowe, krzemowe itd., które mogą być dwu- lub wieloskładnikowe.
Brązy przerabiane plastycznie, są wytwarzane w postaci: płyt, blach, taśm,
prętów, kształtowników, rur itp. ogólnego lub określonego przeznaczenia, jak np. na:
kotły i zbiorniki ciśnieniowe, odkuwki, pokrycia dachowe itp. Klasyfikację wybranych
gat. brązów w postaci: płyt, blach, taśm i kształtowników ogólnego przeznaczenia
przedstawia tabl. 4/2.18.
Brązy są też bardzo szeroko stosowane w odlewnictwie. Norma PN-EN 1982
określa skład chemiczny gąsek (półfabrykat na odlewy) i odlewów oraz wymagane
minimalne własności mechaniczne (R
m
, R
p0,2
, A i HB) w zależności od metody odle-
wania, dla: brązów cynowych-bezołowiowych (5 gat.) i z ołowiem (9 gat.); brązów
aluminiowych (5 gat.); brązu manganowo-aluminiowego (1 gat.).
Mosiądze
Stopy miedzi z cynkiem (Zn), jako głównym dodatkiem stopowym, są nazywa-
ne mosiądzami. Za względu na skład chemiczny mosiądze dzielą się na: dwuskład-
nikowe (Cu-Zn), ołowiowe (Cu-Zn-Pb), niklowe (Cu-Zn-Ni) i inne wieloskładnikowe.
Klasyfikację mosiądzów przerabianych plastycznie (płyty, blachy, taśmy, krążki) na
wyroby ogólnego przeznaczenia określa norma PN-EN 1652 (tabl. 5/2.18). Klasyfika-
cję mosiądzów odlewniczych określa norma PN-EN 1982. Są to mosiądze wieloskła-
dnikowe zawierające oprócz cynku dodatki: ołowiu, krzemu, cyny, niklu, aluminium,
żelaza i innych pierwiastków, zależnie od gatunku.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Miedź i stopy miedzi
Instytut
Spawalnictwa
w Gliwicach
2.18
AW 4
Tablica 4/2.18
Klasyfikacja brązów (wybrane gat.) przerabianych plastycznie na wyroby ogólnego
przeznaczenia wg PN-EN 1652:1999 (blachy i taśmy) i PN-EN 12167:2002 (kształ-
towniki i pręty).
Oznaczenie materiału: Skład chemiczny (główne składniki, Cu – reszta) w % (m/m):
znak numer Al Fe Be
Co
Mn Ni P Si Sn
CuBe2 CW101C
-
-
1,8
2,1
-
0,3
- - - - -
CuCo1NiBe CW103C -
- 0,4
0,7
0,8
1,3
- 0,8
1,3
- - -
CuCo2Be CW104C
- - 0,4
0,7
2,0
2,8
- - - - -
CuAl6Si2Fe CW301G
6,0
6,4
0,5
0,7
- - - -
0,1
- 2,0
2,4
-
0,1
CuAl8Si2 CW302G
6,3
7,6
-
0,3
- - - -
0,2
- 1,5
2,2
-
0,2
CuAl8Fe3 CW303G
6,5
8,5
1,5
3,5
- - -
1,0
-
1,0
- - -
CuAl10Fe3Mn2 CW306G
9,0
11,0
2,0
4,0
- - 1,5
3,5
-
1,0
- - -
0,1
CuSn4 CW450K
-
0,1
-
-
-
-
0,01
0,4
- 3,5
4,5
CuSn5 CW451K
-
0,1
-
-
-
-
0,01
0,4
- 4,5
5,5
CuSn6 CW452K
-
0,1
-
-
-
-
0,01
0,4
- 5,5
7,0
CuSn8 CW453K
-
0,1
-
-
-
-
0,01
0,4
- 7,5
8,5
Tablica 5/2.18
Klasyfikacja mosiądzów przerabianych plastycznie na wyroby ogólnego przeznacze-
nia wg PN-EN 1652:1999 (blachy i taśmy).
Rodzaj
Oznaczenie: Cu
1)
%
min.
max.
Rodzaj
Oznaczenie: Cu
1)
%
min.
max.
Ni
%
min.
max.
Pb
%
min.
max.
znak numer
znak
numer
typu
Cu-Zn
CuZn5 CW500L 94,0
96,0
typu
Cu-Zn-
Ni
CuNi10Zn27 CW401J
61,0
64,0
9,0
11,0
-
-
CuZn10 CW501L 89,0
91,0
CuNi12Zn24 CW403J
63,0
66,0
11,0
13,0
-
-
CuZn15 CW502L 84,0
86,0
CuNi12Zn25Pb1 CW404J 60,0
63,0
11,0
13,0
0,5
1,5
CuZn20 CW503L 79,0
81,0
CuNi18Zn20 CW409J
60,0
63,0
17,0
19,0
-
-
CuZn30 CW505L 69,0
71,0
CuNi18Zn27 CW410J
53,0
56,0
17,0
19,0
-
-
CuZn33 CW506L 66,0
68,0
typu
Cu-Zn-
Pb
CuZn35Pb1 CW600N
62,5
64,0
-
-
0,8
1,6
CuZn36 CW507L 63,5
65,5
CuZn37Pb0,5 CW604N
62,0
64,0
-
-
0,1
0,8
CuZn37 CW508L 62,0
64,0
CuZn37Pb2 CW606N
61,0
62,0
-
-
1,6
2,5
CuZn40 CW509L 59,5
61,5
CuZn38Pb2 CW608N
60,0
61,0
-
-
1,6
2,5
1)
Podano tylko główne składniki,
reszta – Zn
CuZn39Pb0,5 CW610N
59,0
60,5
-
-
0,2
0,8
CuZn39Pb2 CW612N
59,0
60,0
-
-
1,6
2,5
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Miedź i stopy miedzi
2.18
Instytut
Spawalnictwa
w Gliwicach
AW 5
Miedzionikle
Stopy miedzi z niklem o zawartości niklu do około 30% są nazywane miedzio-
niklami. Zawierają one najczęściej około: 10; 25 lub 30 % Ni oraz niekiedy dodatki
żelaza, manganu i cyny. Miedzionikle przeznaczone na płyty, blachy i taśmy ogólne-
go przeznaczenia klasyfikuje norma PN-EN 1652 (tabl. 6/2.18)
Tablica 6/2.18
Miedzionikle przerabiane plastycznie na blachy i taśmy ogólnego przeznaczenia
wg PN-EN 1652:1999
Oznaczenie: Skład chemiczny (główne składniki, reszta Cu) w % (m/m):
znak numer Fe
Mn
Ni
Sn
CuNi25 CW350H -
- 24,0
26,0
-
CuNi9Sn2 CW351H -
-
8,5
10,5
1,8
2,8
CuNi10Fe1Mn CW352H
1,0
2,0
0,5
1,0
9,0
11,0
-
CuNi30Mn1Fe CW354H
0,4
1,0
0,5
1,5
30,0
32,0
-
Miedzionikle przeznaczone na odlewy klasyfikuje norma PN-EN 1982, która
obejmuje trzy gat. stopów (CC380H, CC381H i CC382H) o podobnym składzie jak
miedzionikle przerabiane plastycznie.
Na potrzeby kwalifikowania technologii spawania miedzi i jej stopów, w zależ-
ności od udziału głównego składnika stopowego dokonano podziału miedzi i stopów
miedzi na grupy/podgrupy według raportu ISO/TR 15608 (tabl. 7/2.18).
Grupa Podgrupa
Rodzaj stopu
31
Miedź zawierająca do 6% Ag i do 3% Fe
32
Stopy
miedź – cynk
32.1 Dwuskładnikowe stopy miedź – cynk
32.2 Wieloskładnikowe stopy miedź - cynk
33
Stopy
miedź - cyna
34
Stopy
miedź – nikiel
35
Stopy
miedź – aluminium
36
Stopy
miedź – nikiel – cynk
37
Stopy miedzi zawierające mniej niż 5% dodatków stopowych nie
ujęte w grupie 31 do 36
38
Inne stopy miedzi zawierające 5 i więcej % dodatków stopowych
nie ujęte w grupie 31 do 36
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Miedź i stopy miedzi
Instytut
Spawalnictwa
w Gliwicach
2.18
AW 6
WŁASNOŚCI FIZYCZNE I MECHANICZNE
Miedź
Miedź jest metalem półszlachetnym o: barwie jasno czerwonej, gęstości – ok.
8,9 g/cm
3
, temperaturze topnienia – 1084,5
C i temperaturze wrzenia – ok. 2600 C.
Miedź jest odporna na: korozję w wodzie i wodzie morskiej, korozję atmosferyczną,
kwasy organiczne i alkohole. Odporność na korozję atmosferyczną jest wynikiem
pokrywania się miedzi na powietrzu produktem utleniania zwanym patyną, która sta-
nowi zabezpieczenie przed dalszą wskrośną korozją. Patyna jest zasadowym węgla-
nem miedziowym [CuCO
3
Cu(OH)
2
] o charakterystycznej zielonkawej barwie, wi-
docznej na dachach starszych budowli pokrytych blachą miedzianą. Miedź nie jest
odporna m.in. na utleniające kwasy mineralne (kwas azotowy) i amoniak.
Miedź, spośród wszystkich metali wyróżnia się bardzo wysoką konduktywno-
ścią elektryczną (59,77 MS/m) i przewodnością cieplną (411 W/m
K). Tak wysoką
konduktywność elektryczną właściwą posiada miedź bardzo czysta (tabl. 2/2.18),
gdyż nawet nieduże domieszki innych pierwiastków, jak: fosfor, krzem, aluminium,
cyna itd., znacznie ją obniżają. Miedź w stanie wysoko podgrzanym i ciekłym bardzo
aktywnie reaguje z tlenem i wodorem, co grozi wystąpieniem zjawiska tzw. kruchości
wodorowej.
Miedź w stanie wyżarzonym (rekrystalizowanym) jest metalem bardzo mięk-
kim (~ 50 HB), plastycznym (A
10
~ 45%), o niskiej granicy plastyczności (R
p0,2
~ 60
MPa) i wytrzymałości na rozciąganie R
m
– ok. 240 MPa. Pod wpływem przeróbki pla-
stycznej na zimno, zależnie od stopnia zgniotu, zwiększa się wytrzymałość i twar-
dość miedzi, a maleje plastyczność (wydłużenie). Te własności miedź zachowuje
tylko w temperaturach otoczenia i nieco podwyższonych, gdyż w temperaturze ok.
200
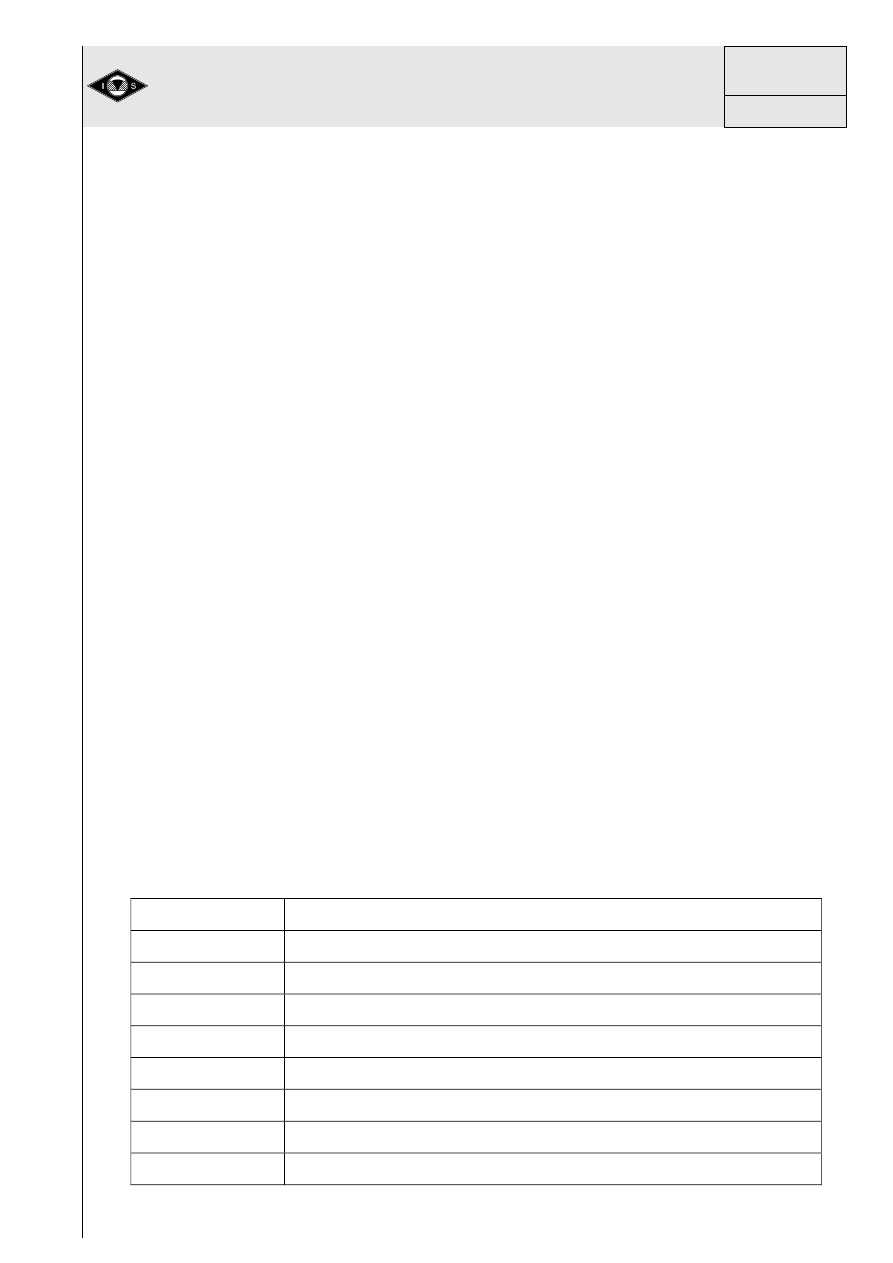
300 C następuje jej rekrystalizacja (zmiękczenie). Norma PN-EN 1173 ustala
dla miedzi i jej stopów 8 stanów materiału, które stosuje się do wyrobów przerabia-
nych plastycznie i odlewanych z wyjątkiem gąsek. Stany te oznacza się dużą literą,
która określa wymaganą własność (tabl. 8/2.18), po której (z wyjątkiem D i M) wystę-
puje liczba (3 cyfry), oznaczająca wymaganą wartość (min. i/lub max.) tej własności.
Stan materiału podaje się po oznaczeniu postaci i gat. materiału, np. blacha PN-EN
1652-Cu-OF-R240 lub blacha PN-EN 1652-CR008A-R240.
Tablica 8/2.18
Oznaczenia stanu miedzi i stopów miedzi wg PN-EN 1173:2009
Litera Obowiązująca charakterystyczna własność
A wydłużenie
B granica
sprężystości przy zginaniu
D
stan po ciągnieniu bez określonych własności mechanicznych
G wielkość ziarna
H twardość (Brinella lub Vickersa)
M
stan bez określonych własności mechanicznych
R wytrzymałość na rozciąganie
Y
umowna granica plastyczności 0,2%
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Miedź i stopy miedzi
2.18
Instytut
Spawalnictwa
w Gliwicach
AW 7
Dla płyt, blach i taśm miedzianych ogólnego przeznaczenia norma PN-EN 1652
przewiduje pięć stanów R i pięć stanów H (tabl. 9/2.18), spośród których stan R200
i H040 oznaczają miedź miękką (rekrystalizowaną).
Tablica 9/2.18
Własności mechaniczne miedzi (płyty, blachy, taśmy) w zależności od stanu materia-
łu wg PN-EN 1652:1999
Oznaczenia
Grubość
nominalna
mm
od - do
R
m
MPa
min./max.
R
p0,2
MPa
max.
A
%
dla grubości:
HV
min./max.
numer
stan ma-
teriału
do
2,5 mm
min.
pow.
2,5 mm
min.
CW004A
R200
powyżej 5 200/250 (100)
-
42
-
H040
- - - -
40/65
CW006A
R220
0,2 - 5
220/260 (140)
33
42
-
H040
- - - -
40/65
CW008A
R240
0,2 - 15
240/300 (180)
8
15
-
H065
- - - -
65/95
CW023A
R290
0,2 - 15
290/360 (250)
4
6
-
H090
- - - -
90/110
CW024A
R360
0,2 - 2
360/ -
(320)
2
-
-
H110
- - - -
110/
-
Szeroki zakres zastosowania miedzi wynika z charakterystycznych właściwo-
ści tego metalu, omówionych powyżej. Ze względu na wysoką konduktywność elek-
tryczną, miedź jest podstawowym materiałem prądoprzewodzącym stosowanym w:
elektronice (PN-EN 1758, PN-EN 13604), elektrotechnice (PN-EN 13599 i PN-EN
13601), budowie maszyn elektrycznych (PN-EN 13600) i energetyce (PN-EN 13602).
Wysoka przewodność cieplna oraz odporność na korozję (w powietrzu, w wodzie,
w wodzie morskiej i w niektórych mediach chemicznych) decydują o szerokim zasto-
sowaniu tego metalu w produkcji: wymienników ciepła (PN-EN 12451 i PN-EN
12452), bojlerów, zbiorników ciśnieniowych, zbiorników gorącej wody (PN-EN 1653) i
innej aparatury oraz w budownictwie do wytwarzania rur (PN-EN 1057) i łączników
(PN-EN 1254-1
5) instalacji sanitarnych i ogrzewania oraz trwałych pokryć dacho-
wych (PN-EN 1172). Znaczącym kierunkiem zastosowania miedzi jest też produkcja
omówionych stopów na osnowie miedzi oraz innych stopów z dodatkiem miedzi.
Miedź niskostopowa
Stosunkowo
małe dodatki stopowe (tabl.3/2.18) nadają miedzi charaktery-
styczne właściwości, które decydują o przeznaczeniu miedzi niskostopowej. Miedź
chromowa i miedź cyrkonowa zapewniają np. znacznie większą trwałość elektrod do
zgrzewarek w porównaniu z czystą miedzią. Miedź siarkowa i miedź tellurowa nadaje
się do obróbki skrawaniem także na automatach (PN-EN 12164), podczas gdy czy-
sta miedź jest materiałem bardzo trudno obrabialnym przez skrawanie (toczenie,
wiercenie). Miedź srebrowa (tabl. 2/2.18) jest stosowana m.in. na komutatory,
a miedź niklowa na przewody kompensacyjne. Miedź manganowo-krzemowa i miedź
cynowa są wykorzystywane m.in. w postaci drutów do spawania miedzi lub lutospa-
wania łukowego stali. Zależnie od przeznaczenia powyższych stopów dobiera się
odpowiednio stan materiału (R lub H), który zapewnia wymaganą wytrzymałość na
rozciąganie lub twardość.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Miedź i stopy miedzi
Instytut
Spawalnictwa
w Gliwicach
2.18
AW 8
Stopy miedzi
Właściwości fizyczne i mechaniczne stopów miedzi znacznie się różnią w po-
równaniu z czystą miedzią oraz są zróżnicowane w zależności od rodzaju stopu. Po-
siadają zdecydowanie niższą konduktywność elektryczną i niższą przewodność
cieplną oraz niższą (mosiądze i brązy) lub wyższą (miedzionikle) temperaturę top-
nienia. Własności wytrzymałościowe stopów miedzi w stanie miękkim są znacznie
wyższe niż miedzi, przy równie dobrej plastyczności (tabl. 10/2.18). Można je łatwo
odróżnić od miedzi ze względu na odmienną barwę.
Brązy charakteryzują się brązową barwą o różnych odcieniach zależnie od
rodzaju brązu. Brązy są odporne na korozję atmosferyczną oraz w wodzie i w wodzie
morskiej. Brązy cynowe i cynowo-fosforowe m.in. są stosowane na: łożyska ślizgo-
we, tulejki, ślimacznice i ślimaki, siatki, sprężyny oraz elementy aparatury kontrolno-
pomiarowej w różnych przemysłach. Brązy cynowe wieloskładnikowe, zawierające
dodatek cynku i ołowiu, są stosowane głównie na odlewane części maszyn. Brązy
aluminiowe wykazują wysoką odporność na korozję w wodzie morskiej i kwasach
utleniających, dzięki pasywacji i tworzeniu się warstewki Al
2
O
3
na ich powierzchni.
Posiadają wysokie własności mechaniczne, plastyczne i odporność na ścieranie, dla-
tego znajdują zastosowanie na panewki, koła zębate, gniazda zaworów itp. w okrę-
townictwie oraz przemyśle chemicznym. Brązy berylowe są utwardzane wydziele-
niowo (przesycanie i starzenie) i w wyniku tej obróbki cieplnej uzyskują najwyższą
wytrzymałość i twardość spośród wszystkich brązów (tabl. 10/2.18). Cechują się du-
żą przewodnością cieplną, brakiem skłonności do iskrzenia oraz odpornością na ko-
rozję i ścieranie. Stosuje się je m.in. w wytwórniach materiałów wybuchowych, na
sprężyny i membrany, elementy pomp i w elektrotechnice. Brązy krzemowe mają
podobne zastosowanie jak brązy cynowe, od których są tańsze. Brązy manganowe
są stosowane w elektrotechnice ze względu na niską lub wysoką oporność elek-
tryczną oraz dobre własności ferromagnetyczne.
Mosiądze, zwłaszcza jednofazowe (do 39% Zn), odznaczają się dużą pla-
stycznością, dobrymi własnościami mechanicznymi, które ulegają wzmocnieniu pod
wpływem zgniotu. Mosiądze są odporne na korozję atmosferyczną oraz w wodzie
i w wodzie morskiej.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Miedź i stopy miedzi
2.18
Instytut
Spawalnictwa
w Gliwicach
AW 9
Tablica 10/2.18
Własności mechaniczne wybranych stopów miedzi w postaci: płyt, blach i taśm ogól-
nego przeznaczenia wg PN-EN 1652:1999
Oznaczenia:
Grubość
mm
od - do
R
m
MPa
min./max.
R
p0,2
1)
MPa
A
2)
%
min.
HV
min./max.
(nazwa)
znak
numer
stan
materiału
(brąz berylowy)
CuBe2
CW101C
R410
1 - 15
410/ -
(max.250)
20
-
H090 -
-
-
90/150
R1200
1 - 15
1200/ -
(min.980)
2
-
H360 -
-
-
360/420
(brąz
aluminiowy)
CuAl8Fe3
CW303G
R480
0,3 - 15
480/ -
(min.210)
30
-
H110 -
-
-
110/
-
(miedzionikiel)
CuNi9Sn
CW351H
R340
0,2 – 2
360/410 (min.250) 40
-
H075 -
-
-
75/110
R560
0,1 - 5
560/650 (min.520)
-
-
H180 -
-
-
180/210
(mosiądz
niklowy)
CuNi12Zn24
CW403J
R360
0,1 - 5
360/430 (max.230) 45
-
H080 -
-
-
80/110
R620
0,1 - 2
620/ -
(min.580)
-
-
H190
-
-
-
190/ -
(brąz cynowy)
CuSn6
CW452K
R350
0,1 - 5
350/420 (max.300) 55
-
H080 -
-
-
80/110
R720
0,1 - 2
720/ -
(min.690)
-
-
H220
-
-
-
220/ -
(mosiądz
dwuskładnikowy)
CuZn40
CW509L
R340
0,3 - 10
340/420 (max.240) 43
-
H085 -
-
-
85/115
R470
0,3 - 5
470/ -
(min.390)
12
-
H140
-
-
-
140/ -
(mosiądz
ołowiowy)
CuZn38P62
CW608N
R340
0,3 - 10
340/420 (max.240) 43
-
H075 -
-
-
75/110
R540
0,3 - 2
540/ -
(min.490)
-
-
H165
-
-
-
165/ -
1)
Umowna granica plastyczności nie stanowi wymagania – dane informacyjne
2)
Dla grubości powyżej 2,5 mm
W
środowisku zawierającym chlor mosiądze są narażone na korozję, zwaną
odcynkowaniem, a w środowisku zawierającym amoniak - na międzykrystaliczną
korozję naprężeniową. Mosiądze dwuskładnikowe mają złą skrawalność, dlatego na
elementy obrabiane skrawaniem stosuje się mosiądze ołowiowe, gdyż ołów znacznie
poprawia ich skrawalność (PN-EN 12164). Mosiądze są powszechnie stosowane na
elementy maszyn i aparatury, osprzęt, armaturę itp. Mosiądze wieloskładnikowe są
szeroko stosowane jako materiały odlewnicze i do przeróbki plastycznej (kucie).
Mosiądze wysokoniklowe (8-30% Ni) w odróżnieniu od wszystkich innych mosiądzów
o żółtawej barwie, posiadają jasno srebrzysty kolor (podobny do srebra) i dlatego są
tradycyjnie nazywane „nowym srebrem”. Posiadają wysokie własności mechaniczne
oraz dobrą plastyczność i są szeroko stosowane w przemyśle maszynowym, elektro-
technicznym, precyzyjnym, chemicznym i sanitarnym.
Miedzionikle, w zależności od dodatków stopowych (Fe, Mn, Sn), charaktery-
zują się wysokimi własnościami mechanicznymi oraz dobrą odpornością na: korozję,
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Miedź i stopy miedzi
Instytut
Spawalnictwa
w Gliwicach
2.18
AW 10
erozję, kawitację i ścieranie. Stosuje się je na wymienniki ciepła w urządzeniach
okrętowych i klimatyzacyjnych, elementy sprężynujące, w elektrotechnice oraz do
wytwarzania monet.
ODTLENIANIE I SPAWALNOŚĆ
Kruchość wodorowa miedzi
Miedź w stanie silnie podgrzanym, a zwłaszcza ciekłym, bardzo silnie pochła-
nia tlen i wodór. Podczas krzepnięcia na granicach ziaren miedzi gromadzi się tlenek
miedzi (Cu
2
O) i eutektyka Cu-Cu
2
O, które mogą ulec redukcji wodorem dyfundują-
cym (rozpuszczalność wodoru w miedzi gwałtownie maleje po jej skrzepnięciu), wg
reakcji:
Cu
2
O + 2H = 2 Cu + H
2
O
W wyniku tej reakcji na granicy ziaren miedzi tworzą się pęcherze wypełnione parą
wodną. Na skutek skurczu podczas stygnięcia miedzi maleje objętość tych pęcherzy,
a tym samym wzrasta ciśnienie pary wodnej co wywołuje lokalne naprężenia, powo-
dujące mikropęknięcia (miedź zwłaszcza w temperaturze 500
600 C ma niską wy-
trzymałość i plastyczność).
Zjawisko to jest nazywane kruchością wodorową (niekiedy chorobą wodoro-
wą), a jej objawem są porowatość i pęknięcia gorące. Kruchość wodorowa może wy-
stąpić po np. wyżarzaniu miedzi nieodtlenionej w atmosferze zawierającej wodór,
a także podczas spawania miedzi.
Ze względu na powyższe zjawisko dla większości gat. miedzi norma PN-EN
1976 (patrz tabl. 2/2.18) wymaga przeprowadzenia próby odporności na kruchość
wodorową wg PN-EN ISO 2626. Próbki do tej próby powinny być kute lub walcowane
na gorąco, a potem przerabiane plastycznie na zimno na drut lub blachę o średnicy
lub grubości 2 mm. Próbki te są wyżarzane przez 30 minut w temperaturze 825
875
C w atmosferze zawierającej wodór (co najmniej 10%). Następnie są one poddawa-
ne próbie jednokrotnego zginania lub próbie 10-krotnego, dwustronnego przeginania,
zależnie od gat. miedzi oraz badaniom mikroskopowym. Brak pęknięć i pęcherzy
świadczy o tym, że miedź nie zawiera tlenu i jest odporna na kruchość wodorową.
Odtlenianie miedzi
Warunkiem
zapobiegającym wystąpieniu kruchości wodorowej jest maksymal-
ne ograniczenie zawartości tlenu w miedzi. Miedź beztlenową (zawartość tlenu do
max. 0,003%) można uzyskać przez topienie i odlewanie miedzi katodowej w próżni
lub w atmosferze redukującej. Są to drogie procesy metalurgiczne dlatego miedź
beztlenową stosuje się do specjalnych zastosowań np. w elektronice i elektrotechni-
ce. Równie skutecznym i znacznie tańszym sposobem usuwania tlenu z miedzi jest
jej odtlenianie fosforem podczas topienia i rafinacji katod, a następnie odlewania pół-
fabrykatów (wlewków). Fosfor jest bardzo silnym i skutecznym odtleniaczem miedzi,
a gwarancję pełnego odtlenienia stanowi wymagana minimalna zawartość fosforu,
określona dla poszczególnych gat. miedzi (patrz tabl. 2/2.18). Mankamentem odtle-
niania miedzi fosforem jest jego niekorzystny wpływ (silnie obniża) na konduktyw-
ność elektryczną miedzi, dlatego zawartość fosforu ogranicza się też od góry. Ponad-
to obecność fosforu w zbyt dużej ilości, podobnie jak zanieczyszczenia siarką i oło-
wiem, mogą powodować powstawanie pęknięć międzykrystalicznych w złączach
spawanych miedzi i jej stopów.
Spawalność miedzi
Miedź jest metalem trudno spawalnym ze względu na:
wysoką przewodność cieplną (ok. 711-krotnie wyższa od zwykłej stali), co
utrudnia miejscowe nadtopienie miedzi podczas spawania;
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Miedź i stopy miedzi
2.18
Instytut
Spawalnictwa
w Gliwicach
AW 11
wysoką konduktywność elektryczną (ok. 10-krotnie wyższa od zwykłej stali),
co może powodować błądzenie i uginanie się łuku elektrycznego;
wysoką rozszerzalność cieplną i skurcz (ok. 2-krotnie wyższe od zwykłej stali),
które są źródłem naprężeń wewnętrznych, powodujących odkształcenia ele-
mentów spawanych i zagrożenie pękania spoin, zwłaszcza w temperaturze
około 500
600 C, w której miedź posiada niską wytrzymałość i plastyczność;
dużą skłonność do pochłaniania tlenu w stanie wysoko podgrzanym,
a zwłaszcza ciekłym, co powoduje tworzenie się na granicach ziaren eutektyki
Cu-Cu
2
O, powodującej obniżenie wytrzymałości i dużą kruchość;
dużą skłonność do pochłaniania wodoru w stanie wysoko podgrzanym,
a zwłaszcza ciekłym, co w przypadku obecności tlenu w miedzi powoduje,
omówioną wcześniej, kruchość wodorową (pęcherze i mikropęknięcia);
dużą rzadkopłynność ciekłej miedzi, co utrudnia formowanie spoiny oraz
sprzyja tworzeniu się niepożądanych nacieków i wycieków;
niską temperaturę rekrystalizacji (200300 C), co powoduje, że przy spawa-
niu miedzi przerobionej plastycznie na zimno i umocnionej przez zgniot, wy-
trzymałość złącza spawanego (spoina i SWC) jest znacznie niższa niż mate-
riały podstawowego.
Ze względu na powyższe utrudnienia do spawania miedzi należy stosować odpo-
wiednie metody i technologie spawania. Warunkiem bezwzględnie wymaganym jest
stosowanie na elementy spawane miedzi odtlenionej -miedź nieodtleniona jest mate-
riałem niespawalnym. Złącza wysokiej jakości (bez wad) z miedzi nieodtlenionej
można uzyskać tylko przy zastosowaniu lutowania miękkiego (miedź nie ulega nad-
topieniu)
Spawalność stopów miedzi
Brązy są łatwiej spawalne niż miedź ze względu na niższą przewodność ciepl-
ną, niższe temperatury topnienia i brak zagrożenia wystąpienia kruchości wodorowej.
Do dobrze spawalnych zalicza się brązy cynowe, aluminiowe i krzemowe, przezna-
czone do obróbki plastycznej. Trudniej spawalne są brązy wieloskładnikowe i odlew-
nicze o wysokiej zawartości cynku, brązy manganowe i niklowo – manganowe oraz
niektóre brązy aluminiowe, ze względu na skłonność do pęknięć gorących i krystali-
zacyjnych. Brązy te są też skłonne do pęknięć w wyniku korozji naprężeniowej. Brązy
zawierające ołów celem poprawienia skrawalności, są niespawalne ze względu na
powstawanie pęknięć gorących powodowanych niską temperaturą topnienia ołowiu
(327
C). Trudno spawalne są brązy berylowe ze względu na wymaganą obróbkę
cieplną (przesycanie i starzenie) oraz toksyczność par berylu.
Mosiądze są materiałem bardzo trudno spawalnym ze względu na intensywne
parowanie cynku w temperaturze topnienia mosiądzów (około 900
950 C). Zjawisko
parowania cynku (temperatura topnienia – 410
C, a wrzenia – 907 C) powoduje
porowatość spoin i znaczne obniżenie zawartości cynku w spoinie, a pary cynku
i tlenku cynku są silnie toksyczne. Mosiądze zawierające ołów są niespawalne.
Miedzionikle o niższej zawartości niklu (ok. 10%) są materiałem dobrze spa-
walnym. Ze wzrostem zawartości niklu spawalność miedzionikli pogarsza się ze
względu na rosnącą temperaturę topnienia oraz większe zagrożenie wystąpienia
kruchości wodorowej.
Lutowalność oraz zgrzewalność miedzi i stopów miedzi
Miedź i większość stopów miedzi są bardzo łatwo lutowalne na miękko i na
twardo. Do trudniej lutowalnych na twardo zalicza się mosiądze i brązy zawierające
ołów lub aluminium.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Miedź i stopy miedzi
Instytut
Spawalnictwa
w Gliwicach
2.18
AW 12
Miedź i stopy miedzi zalicza się do materiałów zgrzewalnych metodami rezy-
stancyjnymi, tarciowo, dyfuzyjnie i innymi. Przy zgrzewaniu rezystancyjnym, np.
punktowym, czystej miedzi stosuje się elektrody ze specjalnych materiałów (spieki
molibdenowe lub wolframowe) o zwiększonej rezystywności elektrycznej ze względu
na wysoką konduktywność elektryczną miedzi.
METODY I TECHNOLOGIE SPAJANIA
Spawanie miedzi
Miedź można spawać prawie wszystkimi dostępnymi metodami spawalniczymi
przy czym do najczęściej stosowanych, należą: TIG, MIG, spawanie gazowe, elek-
trodami otulonymi oraz spawanie plazmowe. Rzadziej do spawania miedzi wykorzy-
stuje się wiązkę elektronową (wysoki koszt). Miedzi w zasadzie nie można spawać
laserowo lub proces prowadzony jest z dużymi trudnościami, wynikającymi z bardzo
dużej reflektywności powierzchni łączonych elementów.
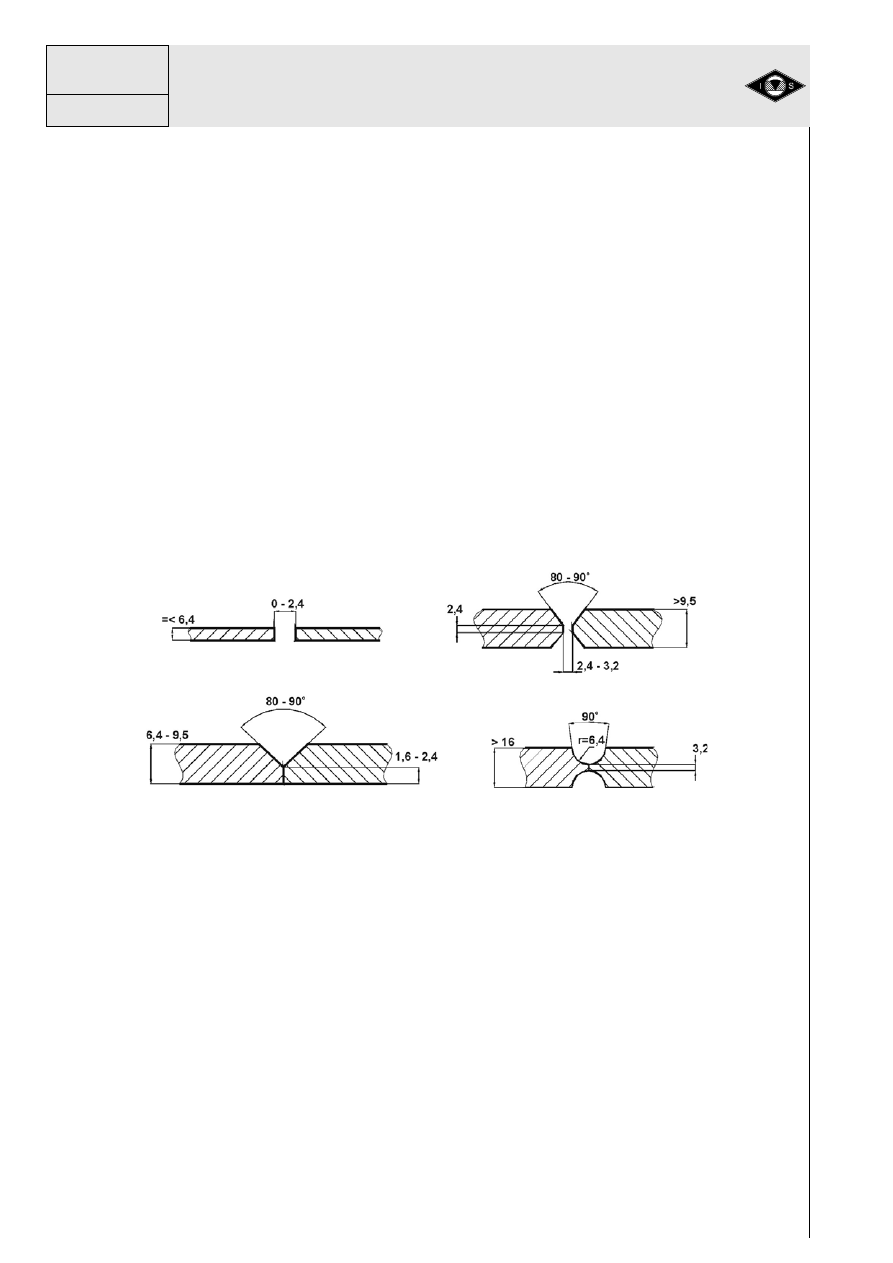
Spawanie gazowe jest jedną z najstarszych metod łączenia elementów mie-
dzianych, obecnie stosowana raczej do spawania naprawczego w miejscu awarii.
Spoiny otrzymywane tą metodą posiadają niskie własności wytrzymałościowe i pla-
styczne a wydajność spawania jest bardzo niska. W przypadku spawania blach
o grubości powyżej 4 mm miedź musi być podgrzewana wstępnie i dogrzewana
w trakcie procesu. Źródłem ciepła podczas spawania gazowego miedzi jest płomień
palnika acetylenowo – tlenowego o dużej wydajności, wyregulowany na neutralny.
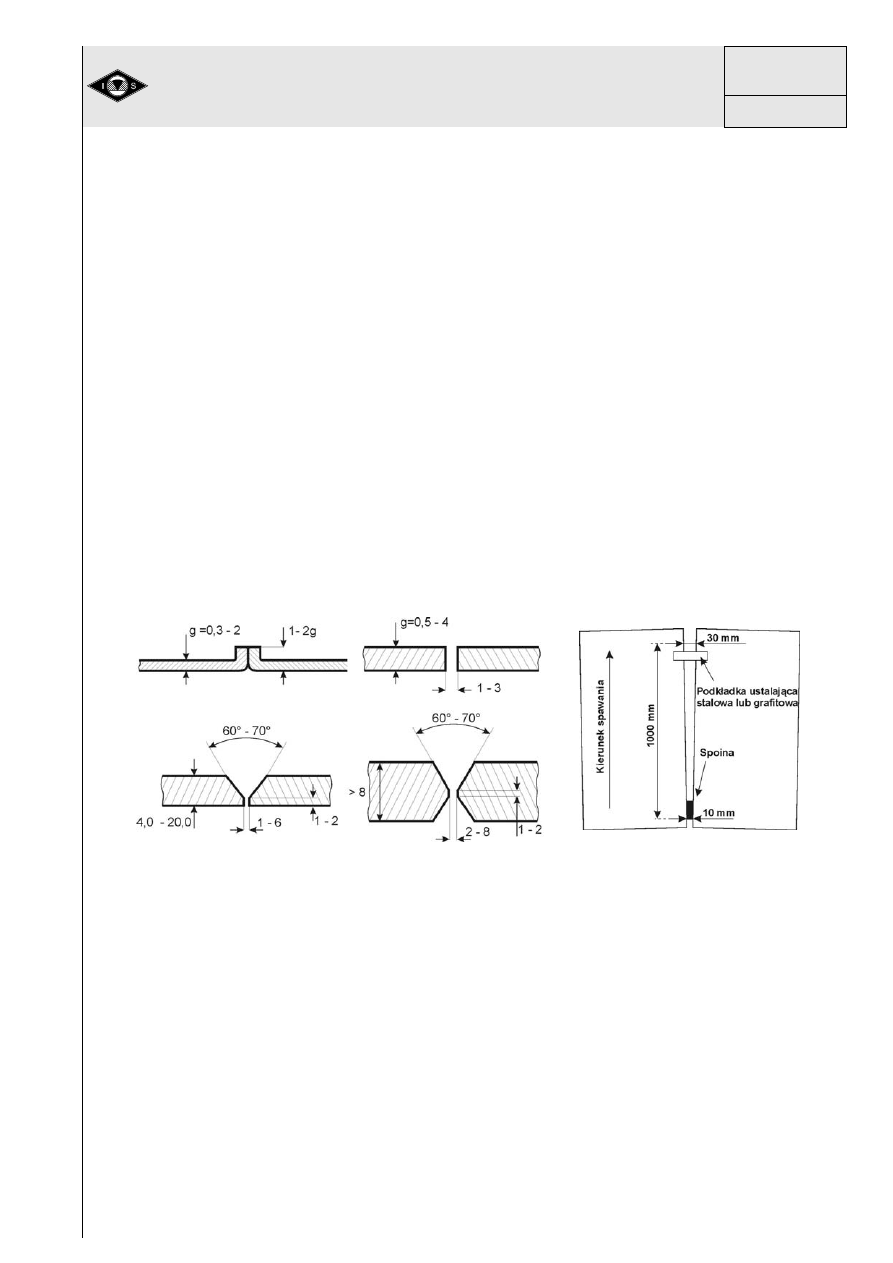
Sposób przygotowania łączonych krawędzi dla poszczególnych grubości spawanych
blach podano w na rys.1/2.18.
Rys.1/2.18. Przygotowanie krawędzi blach miedzianych do spawania gazowego (a)
oraz wstępne rozchylenie krawędzi spawanych (b).
Ze względu na bardzo duży współczynnik rozszerzalności liniowej i skurcz krzepnię-
cia miedzi zaleca się spawanie w przyrządach ustalających z wstępnym rozchyle-
niem o wielkości ok. 20 mm/mb spoiny, (rys.1/2.18 b). Nie wykonuje się spoin sczep-
nych ze względu na ich skłonność do pękania. Spoiny o grubości do 5 mm należy po
spawaniu przekuwać na zimno; połączenia o większej grubości przekuwa się wy-
łącznie na gorąco, w kierunku przeciwnym do kierunku spawania, po wykonaniu każ-
dych 100
150 mm spoiny. Celem sukcesywnego przekuwania spoin jest rozbijanie
eutektyki Cu-Cu
2
O powstającej podczas spawania i powodującej kruchość spoin.
Dodatkowym zabiegiem ograniczającym powstawanie tlenku Cu
2
O tworzącego
z miedzią ww. eutektyki jest stosowanie topnika (np. „Cupro-gaz”), rozpuszczającego
tlenek miedzi i wiążącego go w żużlu. Stosowanie topnika dopuszcza spawanie w
pozycji podolnej wyłącznie techniką w lewo. Blachy o większych grubościach spawa
się również w pozycji pionowej w górę (PF) techniką dwustronną.
a)
b)
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Miedź i stopy miedzi
2.18
Instytut
Spawalnictwa
w Gliwicach
AW 13
Spawanie elektrodami otulonymi miedzi w niektórych przypadkach prze-
wyższa spawanie metodami TIG i MIG, dzięki takim zaletom, jak: możliwość spawa-
nia bez podgrzewania wstępnego, duża wydajność spawania i niskie koszty procesu.
Obok ww. zalet ograniczeniami w stosowaniu elektrod otulonych do spawania miedzi
jest możliwość spawania jedynie w pozycji podolnej (rzadkopłynność miedzi) i ko-
nieczność stosowania wydajnego systemu odciągu silnie toksycznych pyłów i dymów
spawalniczych (związki baru i fluoru). Bardzo uciążliwe warunki BHP powodują słab-
nące zainteresowanie tą metodą, a w krajach skandynawskich wręcz odstąpiono od
jej stosowania.
Stopiwo elektrod do spawania miedzi o oznaczeniu ECuS, opracowanych
w Instytutcie Spawlanictwa w Gliwicach, zawiera ponad 99 % Cu, co zapewnia wła-
sności mechaniczne spoiny porównywalne z własnościami czystej miedzi w stanie
zrekrystalizowanym ( R
m
=170 MPa, A
5
= min. 20%, KCU – pow. 70 J). Zasadowo –
fluorkową otulinę tych elektrod tworzą związki: stabilizujące łuk, wytwarzające silną
reakcję egzotermiczną, ułatwiające przetapianie miedzi i zabezpieczające płynny me-
tal przed dostępem powietrza z atmosfery. Elektrody ze względu na dużą zawartość
związków fluoru podłącza się do bieguna dodatniego źródła prądu stałego a natęże-
nie prądu ustala się w granicach 50
90 A/mm średnicy elektrody. Napięcie łuku
elektrod miedzianych głębokowtapiających wynosi 40
50 V. Głębokowtapiające
własności elektrod ECuS umożliwiają, w pewnych warunkach, łączenie blach o gru-
bości do 8 mm spoiną jednowarstwową bez ukosowania krawędzi i do 20 mm dwu-
stronnie również bez ukosowania. Blachy o większej grubości (do 50 mm) ukosuje
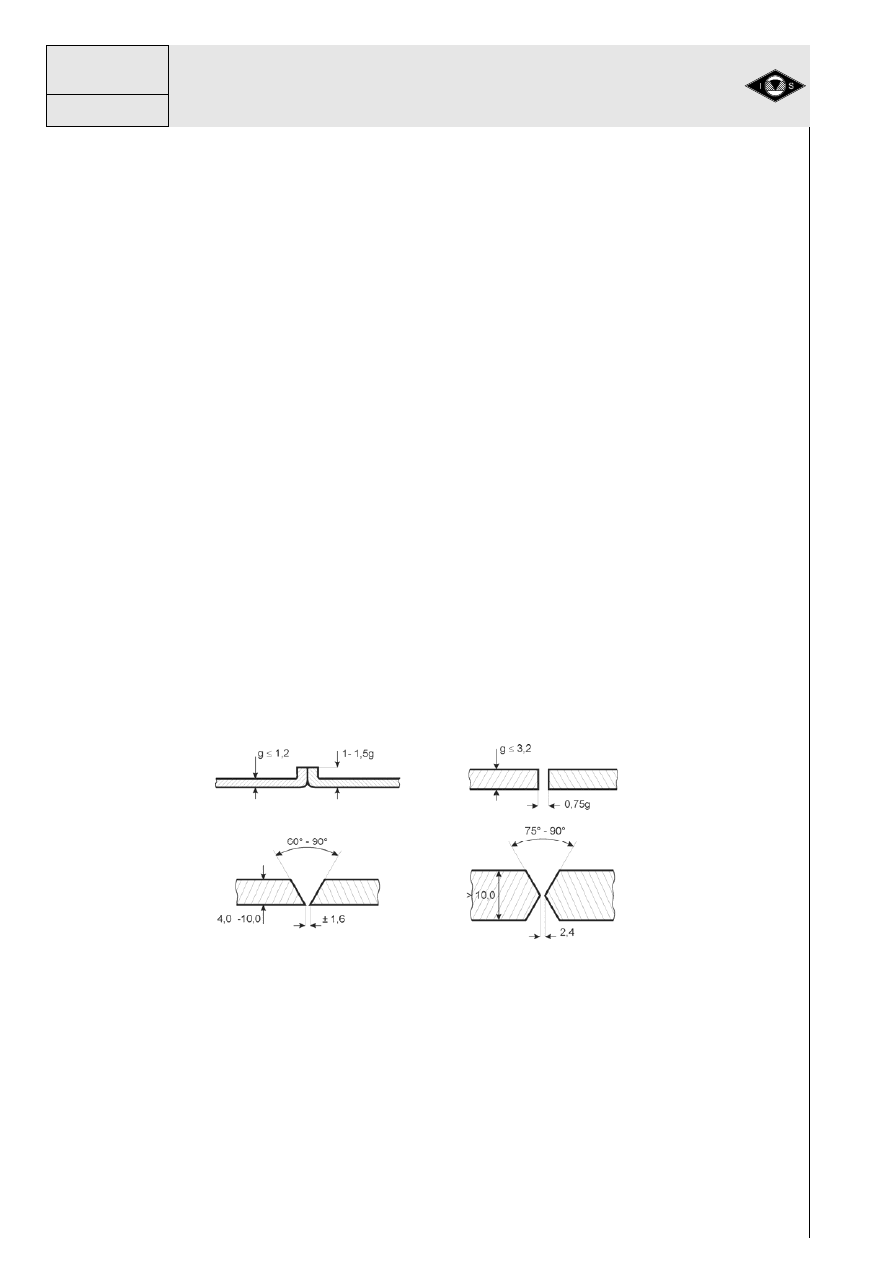
się na: V, 2V, U i 2U i spawa wielowarstwowo. Na rys. 2/2.18 przedstawiono zaleca-
ny sposób przygotowania spawanych krawędzi w zależności od grubości blach.
W celu ustabilizowania procesu spawania poza obszarem złącza, zaleca się stoso-
wanie płytek dobiegowej i wybiegowej wykonanych z miedzi lub grafitu. Spoiny wy-
konane elektrodami ECuS nie wymagają przekuwania.
Rys. 2/2.18 . Zalecane sposoby przygotowania blach z miedzi i stopów miedzi do
ręcznego spawania łukowego elektrodą otuloną
Spawanie metodą TIG jest predystynowane do łączenia cieńszych elemen-
tów oraz gdy jest wymagana wysoka jakość połączeń spawanych (brak porowatości,
mikroporowatości, mały spadek konduktywności elektrycznej). Spawanie jest prowa-
dzone w pozycji podolnej, pionowej (spawanie jednostronne i dwustronne) lub nawet
naściennej. Spawanie w pozycji pułapowej i okapowej jest utrudnione ze względu na
trudność utrzymania ciekłego metalu w jeziorku. Elektroda wolframowa zasilana jest
prądem stałym, biegunowością ujemną.
Jako gaz osłonowy jest stosowany czysty argon lub mieszanki helowo – argo-
nowe, przy czym stosowanie tych drugich jest korzystniejsze ze względu na możli-
wość zdecydowanego ograniczenia podgrzewania wstępnego lub wręcz bez pod-
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Miedź i stopy miedzi
Instytut
Spawalnictwa
w Gliwicach
2.18
AW 14
grzewania łączonych elementów o grubości nawet do 10 mm. Przy stosowaniu czy-
stego argonu, jako gazu osłonowego, blachy o grubości ok. 5 mm muszą już być
podgrzewane. Ponadto stosowanie mieszanek argon – hel zapewnia, w stosunku do
czystego argonu, większą głębokość wtopienia i prędkość spawania. Dlatego też
stosowanie czystego argonu zalecane jest do spawania elementów o grubości do 2
mm. Z kolei czysty hel ze względu na mniejszą stabilność łuku i trudności w jego za-
jarzeniu jest stosowany głównie przy spawaniu zmechanizowanym.
Proces spawania ręcznego jest prowadzony podobnie jak spawanie gazowe,
w szczególnych wypadkach zaleca się nawet stosowanie topnika jak przy spawaniu
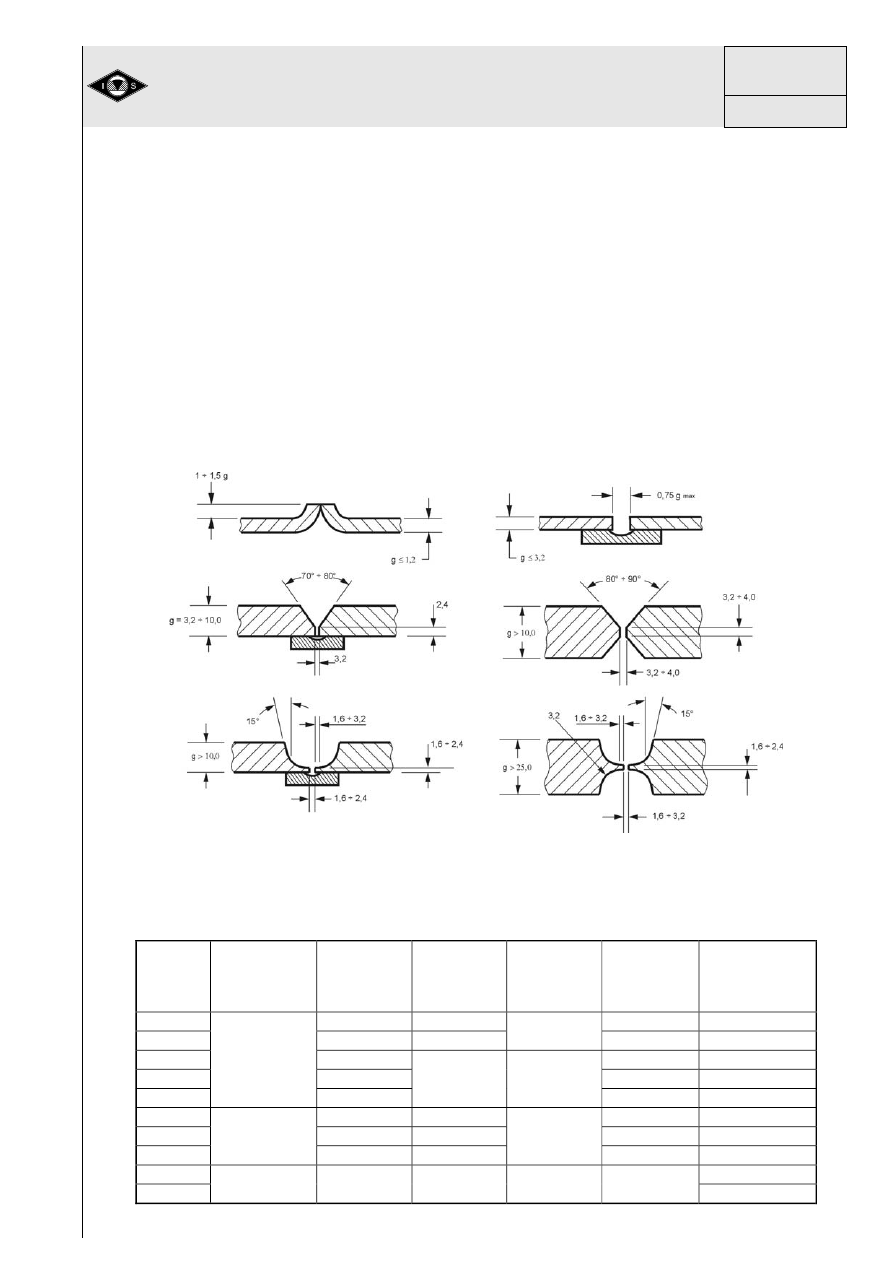
gazowym. Sposób przygotowania złączy do spawania w zależności od grubości ele-
mentów przedstawiono na rys. 3/2.18, a zalecane parametry spawania w tabl.
11/2.18. W przypadku jednowarstwowych złączy doczołowych wykonywanych w po-
zycji podolnej, ze względu na dużą rzadkopłynność miedzi, zalecane jest stosowanie
podkładek formujących grań, stałych (z miedzi) lub usuwalnych (grafitowych).
Rys. 3/2.18. Zalecany sposób przygotowania krawędzi blach miedzianych do spawa-
nia metodą TIG.
Tablica 11/2.18
Orientacyjne parametry spawania miedzi metodą TIG w osłonie argonu w pozycji
podolnej
Grubość
blachy
mm
Rodzaj spoiny
Średnica
elektrody
mm
Średnica
spoiwa
mm
Strumień
objętości
argonu
l/min
Natężenie
prądu
A
Temperatura
podgrzewania
wstępnego
C
1
I
1,5 2
8
90
120
2 2
2,5
120
180
3 2,5
3
4
10
240
280
4
2,5
3
180
240
5 3
280
350
150
200
6
V
3
4
4
12
320
380
200
300
8 5
5
420
450
300
400
10 6
6
450
500
400
500
12
2V
6 6 14
500
500
600
15
600
700
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Miedź i stopy miedzi
2.18
Instytut
Spawalnictwa
w Gliwicach
AW 15
Spawanie metodą MIG jest bardziej wydajne niż metodą TIG, kosztem nieco
gorszej jakości spoin, wynikającej z trudności w wykonaniu prawidłowego przetopie-
nia i występowaniem mikroporowatości a nawet porowatości. Podobnie jak w przy-
padku metody TIG częściej stosuje się mieszanki helowo – argonowe niż czysty ar-
gon w celu łatwiejszego topienia miedzi. Metodą MIG miedź spawa się wyłącznie
prądem stałym, stabilnym lub pulsującym, przy podłączeniu drutu elektrodowego do
bieguna dodatniego. Dzięki takim warunkom prądowym metal w łuku jest przenoszo-
ny w sposób natryskowy.
Spoiny czołowe ze względu na rzadkopłynność miedzi wykonuje się wyłącznie
w pozycji podolnej techniką w prawo, a pachwinowe w podolnej i nabocznej, względ-
nie pionowej techniką z dołu do góry. W przypadku spoin pachwinowych przeważnie
występuje zwiększona porowatość spowodowana intensywniejszym, niż w przypadku
spoin doczołowych, odprowadzaniem ciepła i tym samym krótszym czasem przeby-
wania metalu w stanie ciekłym i pułapkowaniu w metalu spoiny gazu, wydzielającego
się podczas krzepnięcia. Dlatego też spoiny pachwinowe powinno się spawać 10
20% większym natężeniem prądu w stosunku do złączy doczołowych. Blachy o gru-
bości do 6 mm spawać można bez ukosowania i nie jest wymagane podgrzewanie
wstępne. Sposób przygotowania krawędzi grubszych blach w zależności od grubości
elementów podano na rys.4/2.18 Ze względu na rzadkopłynność miedzi zaleca się
stosowanie podkładek grafitowych lub miedzianych formujących grań.
Rys. 4/2.18. Zalecany sposób przygotowania krawędzi blach miedzianych do spawa-
nia metodą MIG.
Spawanie mosiądzów
Zasadniczą trudność podczas spawania mosiądzu powoduje intensywne pa-
rowanie cynku, który ulega natychmiastowemu utlenieniu i osadza się w postaci bia-
łego nalotu. Zjawisko parowania powoduje porowatość spoin, znaczne obniżenie za-
wartości tego pierwiastka w spoinie oraz intensywną emisję tlenku cynku o własno-
ściach silnie toksycznych (powoduje m.in. gorączkę cynkową). Ze względu na ww.
zjawisko parowania cynku, do spawania mosiądzów przydatne są metody o małej
gęstości mocy: spawanie gazowe, spawanie TIG, a gdy dopuszcza się zmianę skła-
du chemicznego spoiny, również elektrodą otuloną brązową (ECuSn6). Nowoczesne
urządzenia wyposażone w systemy spawania niskoenergetycznego (CMT – Cold
Metal Transfer firmy Fronius i ColdArc firmy EWM) pozwalają z powodzeniem (ogra-
niczone zjawisko parowania cynku) spawać mosiądze również w sposób półautoma-
tyczny z wykorzystaniem spoiw brązowych jako materiału dodatkowego.
Spawanie gazowe acetylenowo tlenowe płomieniem utleniającym jest najko-
rzystniejszą metodą spawania mosiądzów. Cynk i inne łatwoutleniające się składniki
spoiwa (Sn, Si, Mn) po utlenieniu pokrywają ciekłe jeziorko metalu, ograniczając
w ten sposób dalsze parowanie cynku. Jako materiały dodatkowe do gazowego
spawania mosiądzu stosuje się druty i pręty mosiężne gołe, z rdzeniem topnikowym
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Miedź i stopy miedzi
Instytut
Spawalnictwa
w Gliwicach
2.18
AW 16
lub pręty otulone. Niezbędne jest również używanie topników typu boraksowego
(np. „Lumos” w postaci pasty). Blachy o grubości pow. 4 mm wymagają ukosowania
i podgrzewania wstępnego przed spawaniem. Ze względu na rzadkopłynność metalu
możliwe jest spawanie tylko w pozycji pionowej i podolnej, w której jest wymagane
stosowanie podkładki grafitowej formującej grań.
Metodą TIG można spawać mosiądze zwłaszcza średnio- i niskocynkowe,
ograniczając przy tym wielkość natężenia prądu w celu zmniejszenia parowania cyn-
ku. Proces jest prowadzony prądem stałym z biegunowością ujemną na elektrodzie
lub przemiennym (czyszczenie katodowe), jeśli mosiądz zawiera aluminium. Jako
spoiwo stosuje się pręty z brązu cynowego lub krzemowego np. gat (CU201 wg PN-
EN ISO 17672 lub CuSn5 i CuSi3Mn1 wg PN-EN 13347) oraz argon jako gaz osło-
nowy.
Spawanie brązów
Brązy ze względu na: znacznie mniejszą przewodność cieplną, niższą tempe-
raturę topnienia i nie występowanie zagrożenia tzw. „choroby wodorowej”, są łatwiej
spawalne niż miedź. Do dobrze spawalnych zalicza się brązy przeznaczone do ob-
róbki plastycznej (cynowe, krzemowe, aluminiowe), choć część brązów odlewniczych
może być również spawana np. w celach regeneracyjnych. Zdecydowanie trudniej
spawalne są brązy ołowiowe oraz brązy wieloskładnikowe zawierające ołów. Spawa-
nie brązów prowadzone jest metodami TIG i MIG oraz elektrodą otuloną. W kraju są
wytwarzane następujące elektrody otulone do spawania brązów: ECuSn7 – przezna-
czone do spawania brązów cynowych i krzemowych, EBACr – do spawania brązów
aluminiowych, ECuSiAl – do brązów krzemowych i ECuMnAl – do brązów wielo-
składnikowych.
Podczas spawania metodą TIG elektrodę wolframową podłącza się do biegu-
na ujemnego prądu stałego a w przypadku spawania brązów aluminiowych, w celu
usunięcia tlenków aluminium, stosuje się prąd przemienny. Zarówno do spawania
TIG jak i MIG jako materiały dodatkowe stosuje się pręty lub druty w gat. CuSn6 wg
PN-EN 13347 do spawania brązów cynowych i CuSi3Mn1 wg PN-EN 13347 do
brązów krzemowych. Dodatkowo do spawania metodą TIG brązów krzemowych
i cynowych użycie boraksowego topnika „LUMOS” polepsza jakość spoiny. Elementy
o większej masie, zwłaszcza odlewy, należy podgrzewać wstępnie do temperatury
ok. 200
300 C.
Spawanie miedzionikli
Miedzionikle spawa się głównie elektrodami otulonymi oraz metodami TIG
i MIG. Materiał dodatkowy (w postaci prętów i drutów) stanowi miedzionikiel zawiera-
jący 10
30% niklu oraz pewne dodatki żelaza, manganu i tytanu. Spoiwa te stosuje
się również do połączeń mieszanych miedzionikli z monelami lub z niklem. Podczas
spawania zaleca się układanie wąskich ściegów małą energią łuku, nie przegrzewa-
nie kąpieli jeziorka i unikanie podgrzewania wstępnego.
Lutowanie miedzi i jej stopów
Technologie i problemy lutowania miedzi i jej stopów opisano dokładniej
w temacie 1.16. Ze względu na źródło ciepła rozróżnia się następujące metody luto-
wania miękkiego:
- lutownicami,
kąpielowe na stojącej fali, lutowanie kąpielowe – w elektronice
i elektrotechnice,
- lutowanie gazowe i indukcyjne – lutowanie elementów maszyn.
Najczęściej stosowanymi metodami lutowania twardego miedzi i jej stopów jest luto-
wanie gazowe ręczne lub zmechanizowane, indukcyjne i piecowe.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Miedź i stopy miedzi
2.18
Instytut
Spawalnictwa
w Gliwicach
AW 17
Zgrzewanie
Własności fizyko-chemiczne miedzi i niektórych jej stopów umożliwiają łącze-
nie tego metalu ze sobą i innymi metalami za pomocą zgrzewania. Miedź i jej stopy
są najczęściej zgrzewane tarciowo, tarciowo z mieszaniem metalu zgrzeiny (FSW)
oraz iskrowo. Ze względu na bardzo dużą konduktywność, zgrzewanie rezystancyjne
miedzi jest utrudnione. Poszczególne metody zgrzewania dokładniej opisano w te-
macie1.11 i 1.12.2.
Często stosowaną metodą łączenia miedzi i jej stopów ze sobą i innymi meta-
lami jest zgrzewanie dyfuzyjne. Mechanizmy tworzenia połączenia podczas zgrze-
wania tą metodą wymagają idealnej czystości i wzajemnego przylegania łączonych
powierzchni, docisku (0,5
1,5 daN/mm
2
), temperatur (510
850C) i wysokiej próż-
ni. Najwyższej jakości połączenia zgrzewane dyfuzyjnie miedź tworzy z tytanem,
aluminium i molibdenem. Zgrzewanie dyfuzyjne wykazuje niewątpliwą przewagę nad
konwencjonalnymi procesami spawania i zgrzewania, zwłaszcza w złączach z mate-
riałów o różnorodnych własnościach fizykochemicznych, znajdując zastosowanie
w produkcji elementów urządzeń elektronicznych i precyzyjnych mechanizmów.
MATERIAŁY DODATKOWE
Spoiwa do spawania miedzi i jej stopów
Do spawania miedzi i jej stopów wykorzystywana jest czysta miedź i jej stopy
z: cynkiem, cyną, aluminium i niklem. Spoiwo jest dostarczane w postaci prętów lub
drutów, których skład chemiczny i oznaczenia ujmuje norma PN-EN 13347. W tabl.
12
15/2.18 przedstawiono skład chemiczny spoiw miedzianych i na osnowie miedzi.
Tablica 12/2.18
Skład chemiczny spoiw miedzianych wg PN-EN 13347:2002
Oznaczenie materiału: Skład chemiczny w %, (m/m):
znak numer
pierwiastek
Cu Bi O P Pb
Inne
Cu-ETP CW004A
min.
max.
99,9
0,0005
0,04
0,005
0,03
Cu-OF CW008A
min.
max.
99,95
0,005
1)
0,03
Cu-DHP CW024A
min.
max.
99,90
0,015
0,040
1. Zawartość tlenu jest kontrolowana, tak aby zapewnić odporność na kruchość wodorową
wg PN-EN 1976
Tablica 13/2.18
Skład chemiczny wybranych spoiw z miedzi niskostopowej wg PN-EN 13347:2002
Ozaczenie materiału: Skład chemiczny w % (m/m):
Znak Numer
Pierwia-
stek
Cu Al Fe Mn Ni P Si Sn
CuSi3Mn1 CF116C
min.
max.
reszta
0,05
0,02
0,7
1,3
0,05
2,7
3,2
CuMnSi CF132C
min.
max.
reszta
0,03
0,03
0,1
0,4
0,1
0,015
0,1
0,4
0,1
CuSn1MnSi CF133C
min.
max.
reszta
0,03
0,03
0,1
0,4
0,1
0,015
0,1
0,4
0,5
1,0
Ponadto wszystkie gatunki zawierają zanieczyszczenia: Bi – max. 0,03 %; Cd – max. 0,025 %; Pb –
0,025 %; Zn – max. 0,4 %.
Do spawania czystej miedzi metodą TIG i MIG najczęściej jest wykorzystywa-
ne spoiwo miedziane z niewielkimi dodatkami takich odtleniaczy jak Mn i Si (np. gat.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Miedź i stopy miedzi
Instytut
Spawalnictwa
w Gliwicach
2.18
AW 18
CuMnSi tabl. 13/2.18). Odtleniacze te, w tym także małe ilości Al, umożliwiają unik-
nięcie porowatości przy spawaniu miedzi rafinowanej sposobem hutniczym. Spoiwa z
czystej miedzi (tabl. 11/2.18) stosuje się do spawania miedzi metodą gazową oraz do
spawania łukowego połączeń z miedzi o wymaganej wysokiej konduktywności elek-
trycznej.
Spoiwa mosiężne (tabl. 14/2.18) są przeznaczone do spawania mosiądzów,
a ponadto (patrz pkt. 1.16) są to podstawowe spoiwa do lutowania twardego stali
niestopowych i niskostopowych.
Spoiwa z brązów (tabl. 15/2.18) stosuje się do spawania odpowiednich rodza-
jów brązów o podobnym składzie chemicznym. Spoiwa te są też szeroko stosowane
do napawania łukowego elementów stalowych (powierzchnie ślizgowe, uszczelniają-
ce itp.).
Tablica 14/2.18
Skład chemiczny wybranych spoiw mosiężnych wg PN-EN 13347:2002
Oznaczenie materiału: Skład chemiczny w % (m/m):
Znak
Numer
Pierwiastek
Cu Fe Mn Ni Si Sn Zn
CuZn40Si CF724R
min.
max.
58,5
61,5
0,25
0,2
0,4
0,2
reszta
CuZn40SiSn CF725R
min.
max.
58,5
61,5
0,25
0,2
0,4
0,2
0,5
reszta
CuZn40MnSi CF726R
min.
max.
58,5
61,5
0,25
0,05
0,25
0,15
0,4
0,2
reszta
CuZn40Sn1MnNiSi CF731R
min.
max.
56,0
62,0
0,25
0,2
1,0
0,5
1,5
0,1
0,5
0,5
1,5
reszta
CuZn40Fe1Sn1MnSi CF732R
min.
max.
56,0
60,0
0,25
1,2
0,01
0,5
0,04
0,15
0,8
1,1
reszta
Ponadto wszystkie gat. zawierają zanieczyszcz.: Al – max. 0,02 %; Fe – max. 1,0 %;Pb – 0,05 %.
Tablica 15/2.18
Skład chemiczny wybranych spoiw z brązów (miedź – cyna i miedź – aluminium) wg
PN-EN 13347:2002
Oznaczenie materiału: Skład chemiczny w % (m/m):
Znak Numer
Pierwiastek
Cu
Al Fe Ni Si Sn Zn
CuSn5 CF451K
min.
max.
reszta
0,1
0,2
4,5
5,5
0,2
CuSn8 CF453K
min.
max.
reszta
0,1
0,2
7,5
8,5
0,2
CuSn12 CF461K
min.
max.
reszta
0,005
11,0
13,0
0,2
CuAl6Si2F
e
CF301G
min.
max.
reszta
6,0
6,4
0,5
0,7
0,1
2,0
2,4
0,1
0,4
CuAl8 CF309G
min.
max.
reszta
7,0
9,0
0,5
0,5
0,2
0,1
0,2
Gazy osłonowe
Czysty argon jest zalecany do spawania blach miedzianych o grubości 1,5
2
mm. Spawanie blach o większych grubości korzystniej prowadzić w osłonie helu lub
mieszanek argonu z helem. Skład i oznaczenie czystego argonu i helu oraz ich mie-
szanek podaje norma PN-EN ISO 14175:2009. W porównaniu z argonem, łuk
w osłonie helu zapewnia większą głębokość przetopienia lub większą prędkość spa-
wania, przy tych samym natężeniu prądu (rys. 5/2.18).
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Miedź i stopy miedzi
2.18
Instytut
Spawalnictwa
w Gliwicach
AW 19
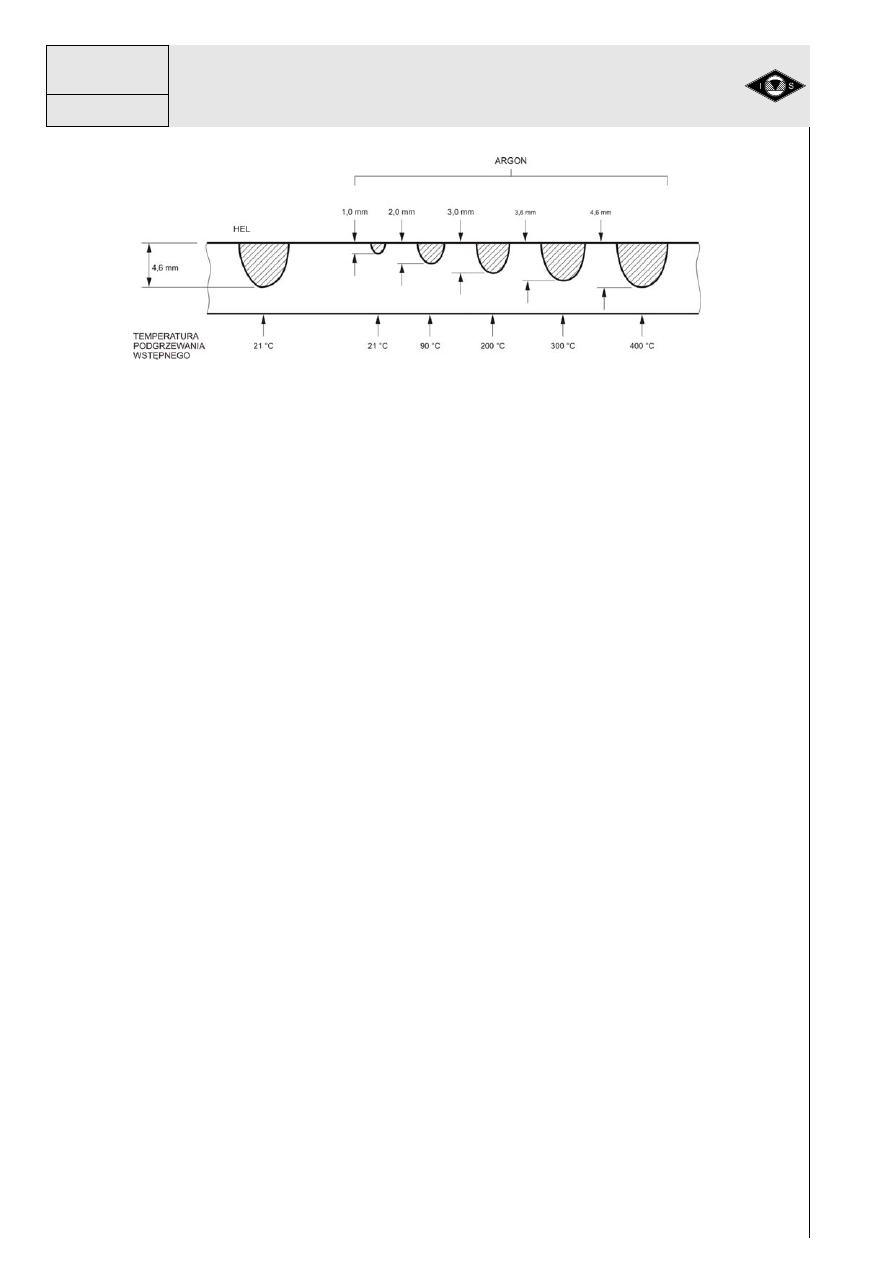
Rys.5/2.18. Wpływ rodzaju gazu ochronnego i temperatury podrzewania wstępnego
na głębokość przetopienia blachy miedzianej przy spawaniu metodą TIG prądem sta-
łym z biegunowością ujemną o natężeniu 300 A, z prędkością 0,2 m/min.
Ponadto nie jest wymagane podgrzewanie wstępne do osiągnięcia tych samych głę-
bokości wtopienia jak podczas spawania w osłonie argonu z podgrzewaniem wstęp-
nym, a samo jeziorko ciekłego metalu jest bardziej rzadkopłynne i czystsze. Pomimo
ww. zalet helu jako gazu osłonowego wykazuje on, obok bardzo wysokiej ceny, wiele
innych niekorzystnych cech, jak: trudności w zajarzeniu łuku oraz stabilnym i cichym
jego jarzeniu, uniemożliwia działanie czyszczące powierzchni złącza z warstwy tlen-
ków przy spawaniu prądem stałym z biegunowością dodatnią i prądem przemien-
nym, wymaga zdecydowanie większego strumienia objętości w celu prawidłowej
ochrony ciekłego metalu jeziorka.
Spoiwa i topniki do lutowania
Podstawowe grupy lutów miękkich do lutowania miedzi i jej stopów stanowią
luty cynowo – ołowiowe (np. S-Sn63Pb37, S-Sn60Pb40 wg PN-EN ISO 9453), cy-
nowo – srebrne (np. S-Sn97Ag3, S-Sn95Ag5 wg PN-EN ISO 9453) i ołowiowo –
srebrne (np. S-Pb98Ag2 wg PN-EN ISO 9453) o temperaturach topnienia od ok. 183
do ok. 320
C. Luty te są dostarczane w postaci: drutów litych i rdzeniowych, prętów,
gąsek, folii i past.
Rodzaje topników, ich klasyfikację i postać w jakiej są dostarczane ujęto
w normie PN-EN 29454. Do głównych rodzajów topników należą:
- kalafonia dostarczana w stanie stałym lub roztworu alkoholowego do zasto-
sowań w elektronice i elektrotechnice;
- roztwór alkoholowy kalafonii aktywowany związkami organicznymi (niskokoro-
zyjne) do zastosowań w elektronice i elektrotechnice;
- chlorkowo-kwasowe w postaci ciekłej lub pasty np. CYNOTOP (korozyjne)
przeznaczone do zastosowań w lutowaniu: elementów maszyn, instalacji, bla-
charstwie, dekarstwie itp.
Podstawowe grupy spoiw do lutowania twardego, o temperaturze topnienia od ok.
605
C , ujęto w normie PN-EN ISO 17672:
- luty
mosiężne (klasa Cu), stosowane do lutowania miedzi oraz miedzi ze stalą
niestopową;
- luty miedziowo – fosforowe (klasa CP), wykorzystywane do lutowania miedzi
(beztopnikowego) i stopów miedzi;
- luty miedziowo fosforowe ze srebrem, przeznaczone do lutowania miedzi i jej
stopów;
- luty srebrne (klasa AG) przeznaczone do lutowania miedzi i stopów miedzi
oraz połączeń mieszanych ze stalami wysokostopowymi.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Miedź i stopy miedzi
Instytut
Spawalnictwa
w Gliwicach
2.18
AW 20
W celu zabezpieczenia powierzchni lutowanych przed utlenieniem w wysokiej
temperaturze procesu, konieczne jest stosowanie aktywnych topników. Topniki do
lutowania twardego sklasyfikowano w normie PN-EN 1045.
ZASTOSOWANIE I SPECJALNE PROBLEMY
Technologie spawania miedzi i jej stopów należy dokumentować w formie in-
strukcji technologicznej spawania (WPS) opracowanej wg odpowiedniej normy PN-
EN 15609 (część 1 – spawanie łukowe, część 2 – spawanie gazowe). Badanie tech-
nologii spawania miedzi przeprowadza się wg normy PN-EN ISO 15614 – 6. Wytycz-
ne dotyczące spawania metali, w tym różnych rodzajów miedzi oraz jej stopów, okre-
śla wieloczęściowa norma PN-EN 1011.
Spawanie miedzi wykonuje się przeważnie metodami łukowymi z podgrzewa-
niem wstępnym. Konieczność podgrzewania wstępnego, szczególnie blach o więk-
szych przekrojach, wynika z bardzo dużego współczynnika przewodności cieplnej
miedzi (patrz „Spawalność”). Podgrzewanie przed spawaniem do temperatur rzędu
500
C wymaga demontażu wszelkich elementów, takich jak jak: uszczelki, zaślepki
śruby itp. gdyż podczas przebywania w wysokiej temperaturze elementy te mogą
ulec zniszczeniu. Elementy spawane w celach połączeniowych i regeneracyjnych
przed spawaniem należy dokładnie oczyścić, odtłuścić a krawędzie ukosować zgod-
nie z zaleceniami (patrz „Metody spawania”). Ze względu na bardzo duży skurcz
krzepnięcia i pomimo dużej plastyczności miedzi, zaleca się aby łączone elementy
po spawaniu chłodzić, w miarę możliwości, równomiernie i powoli w celu uniknięcia
powstawania nadmiernych naprężeń i inicjacji pęknięć.
KONTROLA JAKOŚCI POŁĄCZĘŃ SPAWANYCH MIEDZI I JEJ STOPÓW
Konstrukcje spawane wykonywane z drogiej miedzi przeważnie znajdują ści-
śle określone, specyficzne zastosowanie, np. wymienniki ciepła, radiatory, płyty doci-
skowe i kontaktowe, obejmy elektrod pieców elektrycznych itd. Bardzo wysokie kosz-
ty wytwarzania ww. konstrukcji narzucają stosowanie sprawdzonych, kwalifikowa-
nych technologii spawania i zaawansowanych metod kontroli jakości połączeń spa-
wanych. Ze względu na właściwości fizykochemiczne miedzi nie jest możliwe stoso-
wanie badań ultradźwiękowych (zbyt silne tłumienie fali ultradźwiękowej) i magne-
tyczno-proszkowych (miedź jest paramagnetykiem). Natomiast wśród badań nienisz-
czących z powodzeniem stosowane są badania wizualne i penetracyjne, którym pod-
lega 100% badanych złączy oraz badania radiograficzne.
Nie ustanowiono dotychczas odrębnej normy dotyczącej poziomów jakości dla
niezgodności spawalniczych w złączach spawanych z miedzi i jej stopów. Ze wzglę-
du na podobny charakter trudności oraz zjawisk metalurgicznych występujących
podczas spawania miedzi i aluminium do oceny niezgodności złączy spawanych
z miedzi i jej stopów stosuje się normę PN-EN ISO 10042 zgodnie z wymaganiami
normy PN-EN ISO 15614-6.
LITERATURA
Klimpel A.: Spawanie, zgrzewanie i cięcie metali. Technologie . WNT, War-
szawa, 1999.
Poradnik
inżyniera. Spawalnictwo. Tom 1 i 2. WNT, Warszawa, 2003 i 2005 r.
Przybyłowicz K.: Metaloznawstwo. WNT, Warszawa, 1996 r.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Miedź i stopy miedzi
2.18
Instytut
Spawalnictwa
w Gliwicach
AW 21
NORMY
PN-EN ISO 14175:2009.
Spawalnictwo. Materiały dodatkowe do spawania. Gazy
osłonowe do łukowego spawania i cięcia.
PN-EN 1011-1:2009.
Spawanie. Wytyczne dotyczące spawania metali.
Część 1: Ogólne wytyczne dotyczące spawania łuko-
wego.
PN-EN ISO 17672:2010.
Lutowanie twarde. Spoiwa.
PN-EN 1045:2001.
Lutowanie twarde. Topniki do lutowania twardego. Kla-
syfikacja i techniczne warunki dostawy.
PN-EN 1057+A1:2010.
Miedź i stopy miedzi. Rury miedziane okrągłe bez szwu
do wody i gazu stosowane w instalacjach sanitarnych i
ogrzewania.
PN-EN 1172:1999.
Miedź i stopy miedzi. Blachy i taśmy dla budownictwa.
PN-EN 1173:2009.
Miedź i stopy miedzi. Oznaczenia stanu materiału.
PN-EN 1254-1:2004.
Miedź i stopy miedzi. Łączniki instalacyjne. Część 1:
Łączniki do rur miedzianych z końcówkami do kapilar-
nego lutowania miękkiego lub twardego.
PN-EN 1254-5:2004.
Miedź i stopy miedzi. Łączniki instalacyjne. Część 5:
Łączniki do rur miedzianych z krótkimi końcówkami do
kapilarnego lutowania miękkiego lub twardego.
PN-EN 1412:1998.
Miedź i stopy miedzi. Europejski system numeryczny.
PN-EN 1652:1999.
Miedź i stopy miedzi. Płyty, blachy, taśmy i krążki ogól-
nego przeznaczenia.
PN-EN 1653:1999/A1:2004. Miedź i stopy miedzi. Płyty, blachy i krążki na kotły,
zbiorniki ciśnieniowe i zbiorniki gorącej wody.
PN-EN 1976:2001.
Miedź i stopy miedzi. Wyroby odlewane z miedzi nie
przerobionej plastycznie.
PN-EN 1978:2000.
Miedź i stopy miedzi. Katody miedziane.
PN-EN 1981:2005.
Miedź i stopy miedzi. Stopy wstępne.
PN-EN 1982:2010.
Miedź i stopy miedzi. Gąski i odlewy.
PN-EN ISO 2626:1997.
Miedź. Badanie odporności na kruchość wodorową.
PN-EN ISO 9453:2008.
Luty miękkie. Skład chemiczny i postać.
PN-EN ISO 10042:2008.
Spawanie – Złącza spawane łukowo w aluminium i jego
stopach – Poziomy jakości dla niezgodności spawalni-
czych.
PN-EN 12163:2011.
Miedź i stopy miedzi. Pręty ogólnego przeznaczenia.
PN-EN 12164:2011.
Miedź i stopy miedzi. Pręty do obróbki skrawaniem na
automatach.
PN-EN 12166:2011.
Miedź i stopy miedzi. Druty ogólnego przeznaczenia.
PN-EN 12167:2011.
Miedź i stopy miedzi. Kształtowniki i pręty prostokątne
ogólnego przeznaczenia.
PN-EN 12449:2002.
Miedź i stopy miedzi. Rury okrągłe bez szwu ogólnego
przeznaczenia.
PN-EN 12451:2002.
Miedź i stopy miedzi. Rury okrągłe bez szwu do wy-
mienników ciepła.
PN-EN 12452:2002.
Miedź i stopy miedzi. Rury żebrowane walcowane bez
szwu do wymienników ciepła.
PN-EN 13347:2004.
Miedź i stopy miedzi. Pręty i druty do spawania i luto-
spawania.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Miedź i stopy miedzi
Instytut
Spawalnictwa
w Gliwicach
2.18
AW 22
PN-EN 13599:2004.
Miedź i stopy miedzi. Płyty, blachy i taśmy miedziane do
celów elektrycznych.
PN-EN 13601:2004.
Miedź i stopy miedzi. Pręty i druty miedziane do ogól-
nych celów elektrycznych.
PN-EN 13605:2005.
Miedź i stopy miedzi. Kształtowniki i druty kształtowe
miedziane do celów elektrycznych.
PN-EN ISO 15609:2005. Specyfikacja i kwalifikowanie technologii spawania meta-
li. Instrukcja technologiczna spawania – Część 1: spa-
wanie łukowe; – Część 2: Spawanie gazowe.
ISO/TR 15608(E):2005.
Spawanie – Wytyczne systemu podziału materiałów me-
talowych na grupy.
PN-EN ISO 15614-6:2008. Specyfikacja i kwalifikowanie technologii spawania meta-
li. Badanie technologii spawania. Część 6: Spawanie łu-
kowe i gazowe miedzi i jej stopów.
PN-EN 29454-1:2000.
Topniki do lutowania miękkiego -- Klasyfikacja i wyma-
gania -- Klasyfikacja, etykietowanie i pakowanie.
Opracowanie Instytut Spawalnictwa - Gliwice.
Wszelkie prawa zastrze
żone. Powielanie lub rozpowszechnianie ca
ło
ści wzgl
ędnie
fragmentu w jakiejkolwiek formie i w jakikolwiek sposób jest zabronione.
KURS MIĘDZYNARODOWEGO
INŻYNIERA / TECHNOLOGA / MISTRZA / INSTRUKTORA SPAWALNIKA
(IWE/IWT/IWS/IWP)
Miedź i stopy miedzi
2.18
Instytut
Spawalnictwa
w Gliwicach
AW 23
Wyszukiwarka
Podobne podstrony:
IWE IWP 2 18 2012
IWE IWP 1 18 2012
IWE IWP 1 18 2012
IWE IWP 2 19 2012
IWE IWP 2 11 2012
IWE IWP 1 16 2012
IWE IWP 2 22 2012
IWE IWP 2 17 2012
IWE IWP 1 13 2012
IWE IWP 2 10 2 2012
IWE IWP 2 17 2012
IWE IWP 1 13 2012
IWE IWP 2 5 2012
IWE IWP 4 6 2012
IWE IWP 1 7 2012
IWE IWP 4 4 2012
IWE IWP 1 2 2012
IWE IWP 3 2 2012
więcej podobnych podstron