RECYKLING I MINIMALIZACJA ODPADÓW
1. Wielokryterialna analiza jakości produktu
Do zbioru licznych kryteriów, jakie obecnie bierze się pod uwagę przy wytwarzaniu no-
wych produktów, maszyn i urządzeń, doszły w ostatnich latach nowe, dotąd w ogóle lub w
niewielkim stopniu uwzględniane, a bezpośrednio dotyczące relacji produkt - środowisko.
Chodzi tutaj nie tylko o obciążanie środowiska w okresie użytkowania maszyny ale również o
to co dla środowiska oznaczać będzie likwidacja produktu. Należy zatem mieć na uwadze, że
na poszczególnych etapach powstawania, życia i po technicznej śmierci maszyny, będzie trze-
ba ponosić określone nakłady lub straty związane z wymianą części i koniecznością likwidacji
lub przerobu części zużytych. Trzeba będzie uzdatniać lub neutralizować oleje i płyny techno-
logiczne niezbędne do pracy maszyny, usuwać i przerabiać odpady poprodukcyjne, a wreszcie
zlikwidować samą maszynę, składającą się z wielu części połączonych ze sobą w sposób
trwały lub rozbieralny i wykonanych z materiałów o różnym składzie chemicznym.
W ostatnich latach szczególnie uciążliwymi okazały się straty jakie ponosi środowisko w
wyniku ekspansji przemysłowej i rosnącej wciąż produkcji oraz konsumpcji. Z tych to powo-
dów do grupy kryteriów stosowanych od dawna przy ocenie wyrobu, a odnoszących się do je-
go walorów użytkowych, kosztu i możliwości wykonania, coraz częściej dochodzą kryteria
wynikające z pożądanego odzysku materiałów i neutralizacji odpadów powstałych w procesie
użytkowania wyrobu, jak i po jego likwidacji. Konstruktor w procesie tworzenia nowej ma-
szyny lub produktu musi się
coraz częściej zastanawiać
nad jej(go) przystosowa-
niem do recyklingu i bez-
problemowej neutralizacji
odpadów jakie powstaną
przy jej(go) likwidacji. Są
to warunki niemniej ważne
od spełnienia kryterium
możliwie
najmniejszego
obciążenia środowiska w
procesie użytkowania danej
maszyny (produktu), a do-
tyczącego zwykle jej (jego)
energo- i materiałochłonno-
ś
ci.
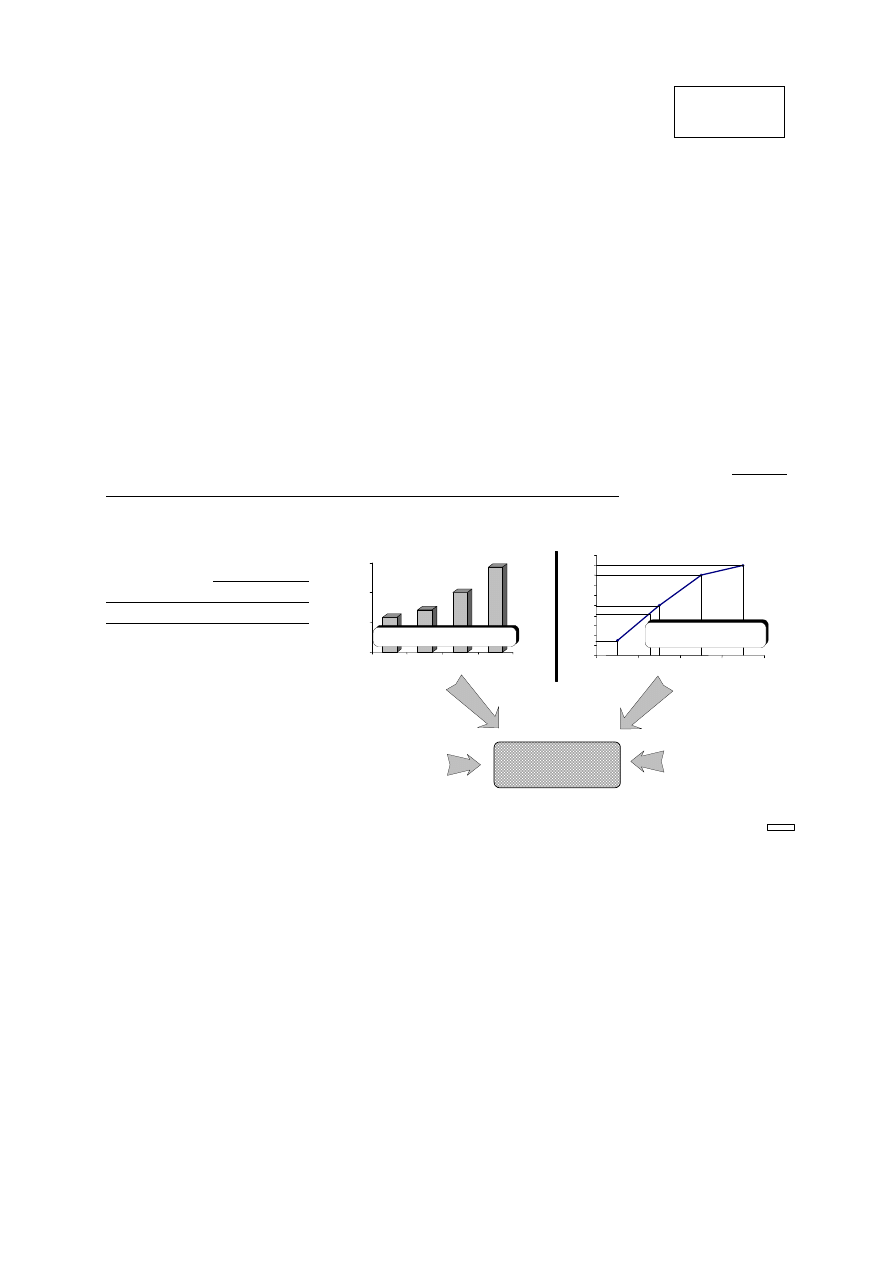
Na konieczność poważnego podejścia do sprawy recyklingu składa się wiele przyczyn,
które w liczbach i faktach, odnoszących się do Europy Zachodniej prezentuje rys.1.
2. Regulacje prawne w zakresie odpadów przemysłowych i komunalnych
Ż
adna polska encyklopedia sprzed kilkunastu lat nie określała słowa „odpad”. Według
Konwencji Bazylejskiej, którą Polska ratyfikowała w 1992r., a traktującej o kontroli transgra-
nicznej odpadów niebezpiecznych i ich usuwaniu, odpady to substancje lub przedmioty, które
są usuwane lub przeznaczone do usunięcia i które muszą być usunięte zgodnie z przepisami
prawa wewnętrznego danego kraju. Specjaliści od ochrony środowiska nazywają odpadami
substancje, materiały lub przedmioty powstające w wyniku ludzkiej działalności konsumpcyj-
nej lub przemysłowej i które są przeznaczone do usunięcia i składowania z powodu braku
możliwości ich wykorzystania. Projekt ustawy o odpadach komunalnych i przemysłowych
określa natomiast, że odpadami są wszystkie przedmioty lub rzeczy ruchome, powstałe w wy-
IS8PP003
CZYNNIKI WYMUSZAJĄCE
4
5
6
7
8
9
10
11
12
13
14
1980
1990
2000
2010
Rok
Mln. ton
Ilość rocznych odpadów
z tworzyw sztucznych
2,35
2,85
4,00
5,70
0
2
4
6
Mln. ton
1987
1992
1995
2000
Rok
Ilość odpadów do demontażu
KONIECZNOŚĆ
RECYKLINGU
-
OSTRZEJSZE
PRZEPISY
-
UTYLIZACJA
SZKODLIWYCH
ODPADÓW
- WYCZERPANIE SIĘ
WAŻNIEJSZYCH
SUROWCÓW
-
KURCZENIE SIĘ
PRZESTRZENI
SKŁADOWANIA
ODPADÓW
Rys.1. Czynniki wymuszające konieczność stosowania recyklingu
wykład nr
ekol’rec.doc

2
niku prowadzonego procesu gospodarczego lub bytowania człowieka, które są usuwane albo
których usunięcie jest zamierzone lub powinno być przeprowadzone.
Ilość odpadów powstających w wyniku działalności przemysłowej i komunalno-bytowej
stanowi około 40% całej masy przetwarzanych w Polsce surowców, materiałów, i wyrobów
(200 milionów ton rocznie). Tylko 26% odpadów jest wykorzystywanych gospodarczo. Na
składowiskach w Polsce zgromadzono 4 miliardy ton odpadów, z czego 4-5% wagowych to
odpady komunalne. Odpady te zajmują około 180-200 tys. hektarów powierzchni i swoim od-
działywaniem (pylenie, skażenie wód powierzchniowych i podziemnych) degradują dużo
większe obszary, niż zajmują bezpośrednio. Według zagranicznych ekspertów Banku Świa-
towego nigdzie na świecie nie ma takiego miejsca jakim jest Górny Śląsk, gdzie w tak gęsto
zaludnionej aglomeracji zgromadzono 300 tysięcy ton odpadów na każdym kilometrze kwa-
dratowym.
Strategia zintegrowanej gospodarki odpadami powinna opierać się na pięciu podstawo-
wych elementach ustawionych hierarchicznie:
- unikać powstawania odpadów,
- zminimalizowanie ilości i toksyczności wytwarzanych odpadów,
- recykling lub powtórne wykorzystanie jak największej ilości wytworzonych odpadów,
- odzysk energii z pozostałych odpadów palnych (przy emisji zanieczyszczeń),
- bezpieczne składowanie pozostałych odpadów z zapewnieniem kontroli środowiska.
Możliwość recyklingu uwarunkowana jest jednak selektywnym gromadzeniem odpadów
w przedsiębiorstwach i gospodarstwach domowych i selektywnym ich składowaniem.
Większość przepisów prawnych w zakresie odpadów przemysłowych i komunalnych jest
wciąż aktualizowana lub będzie zmieniana w najbliższym czasie. Ustawy prawne mają na ce-
lu określenie:
- zasad minimalizacji odpadów,
- zasad usuwania odpadów w sposób zapewniający ochronę życia i zdrowia ludzi oraz
ochronę środowiska,
- sposobu przeciwdziałania powstawaniu strat w gospodarce.
Zasadnicze rozdziały obowiązującej w Polsce ustawy o ochronie środowiska z dnia 27
kwietnia 2001r., noszącej nazwę „Prawo ochrony środowiska” (Dz.U. Nr 62, poz.627), obo-
wiązującej od 1 października 2001r., traktują o:
1) gospodarczym wykorzystaniu odpadów (wykorzystanie wtórne) i unieszkodliwianiu przez
rozkład biologiczny,
2) zasadach postępowania z odpadami, które zobowiązują wszystkie podmioty gospodarcze
do takich form produkcji oraz przerobu by utrzymać możliwie najniższy poziom odpadów,
3) składowaniu odpadów w miejscach wyłącznie do tego przeznaczonych,
4) międzynarodowym obrocie odpadami (sprowadzanie, przewóz, wywóz),
5) przepisach karnych za niespełnienie obowiązków w zakresie transportu, ewidencji, selek-
tywnego składowania, przestrzegania zasad bezpieczeństwa,
Należy tutaj podkreślić, że import odpadów niebezpiecznych do Polski jest całkowicie
zakazany. Od 1989 do 1995r. różne firmy zagraniczne zaproponowały dostarczenie do Polski
ponad 10 mln. ton odpadów niebezpiecznych. Większość tych przedsięwzięć udaremniono.
Istnieje wprawdzie „Ustawa o utrzymaniu czystości i porządku w gminach” z dnia 13 wrze-
ś
nia 1996r. (Dz.U. Nr 132, poz.622, Dz.U. Nr 60, poz.369, Dz.U. Nr 100, poz.1085, Dz.U. Nr
154, poz. 1800), ale w przepisach tych brak jest jasnych regulacji prawnych w zakresie wpły-
wu władz lokalnych na działalność nowo powstałych przedsiębiorstw i klasyfikowania odpa-
dów w aspekcie ich oddziaływania na środowisko.
3
Oprócz wyżej wymienionej ustawy wydano również listę odpadów niebezpiecznych, jako
załącznik do rozporządzenia Ministra Ochrony Środowiska, Zasobów Naturalnych i Leśnic-
twa z dnia 3 sierpnia 1993r. Lista ta obejmuje: zużyte opakowania po środkach fitosanitar-
nych, odpady z żywic, plastyfikatorów, klejów i spoiw, odpady zawierające chlorowcopo-
chodne związków organicznych, np. PCV, odpady z powierzchniowej obróbki tworzyw
sztucznych. Przy takim jednak założeniu wszystkie wysypiska komunalne zawierają odpady
niebezpieczne (np. PCV). Z uwagi właśnie na składowanie PCV na wysypiskach komunal-
nych są one większym zagrożeniem niż składowiska przemysłowe. Wydano również szereg
dyrektyw i rozporządzeń np. „Rozporządzenie MOŚZNiL (Ministra Ochrony Środowiska Za-
sobów Naturalnych i Leśnictwa) z dnia 24 grudnia 1997r. (Dz.U Nr 162, poz.1135), Rozpo-
rządzenie Ministra Gospodarki z dnia 2 lipca 1998r. w sprawie określenia odpadów, które
powinny być wykorzystane w celach przemysłowych oraz warunków, jakie muszą być speł-
nione przy ich wykorzystaniu (Dz.U. Nr 90, poz.573).
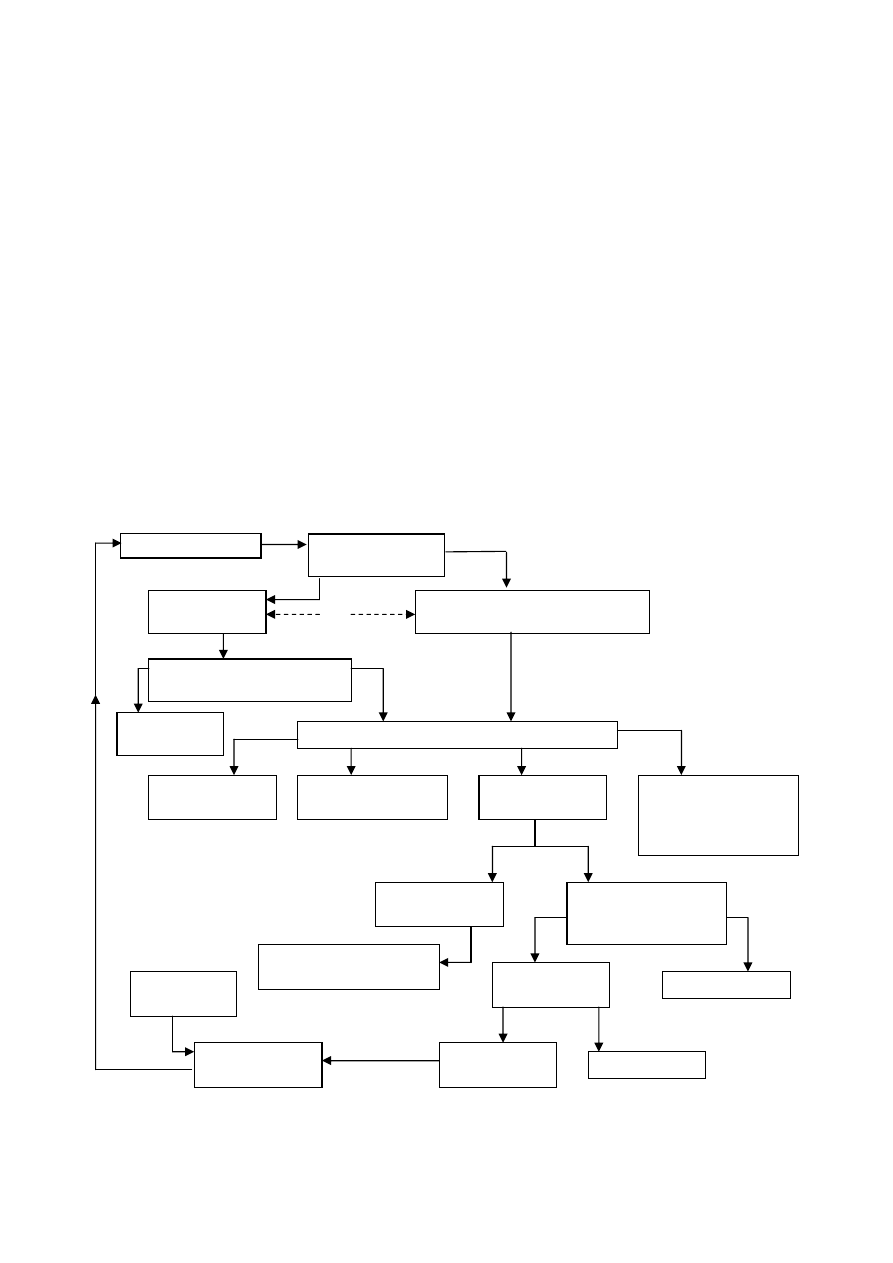
3. Recyrkulacja w wybranych procesach technologicznych
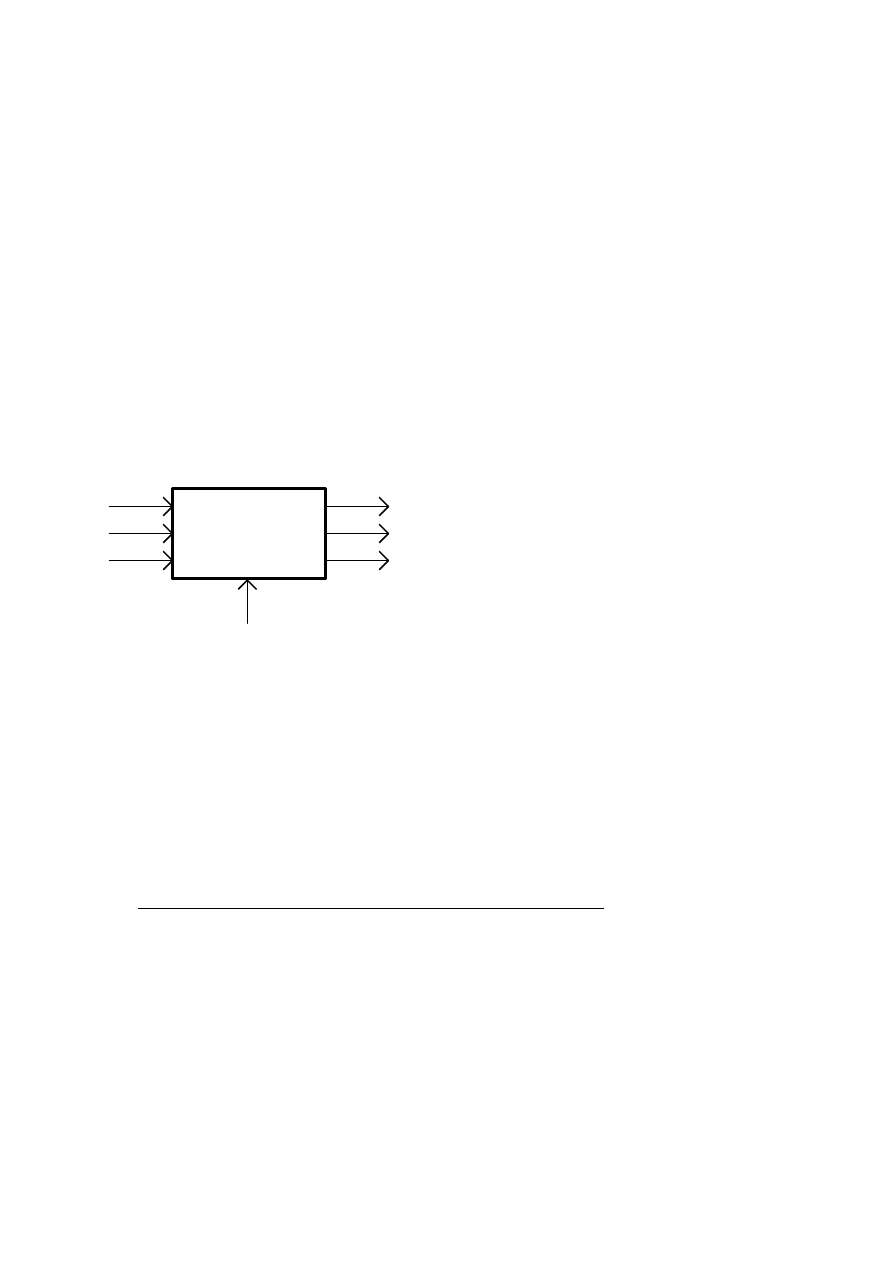
Proces technologiczny, zgodnie z tezami nauki konstrukcji, można uznać za system skła-
dający się z wejść i wyjść oraz relacji między nimi, jak to schematycznie przedstawia rys.2.
Występują w nim tory masowe (M), energe-
tyczne (E), informatyczne (I) oraz zakłócenia
(Z). W torze masowym na wejściu znajdują się
materiały niezbędne do wytworzenia produktu,
ś
rodki pomocnicze, narzędzia, płyny chłodzą-
co-smarujące, pojemniki, uchwyty. Na wyjściu
znajdują się te same środki (zużyte całkowicie
lub częściowo), zamiast materiałów znajdują
się natomiast gotowe produkty i odpady.
W torze energetycznym na wejściu jest
energia niezbędna do bezpośredniej realizacji założonego procesu technologicznego i do rea-
lizacji czynności pomocniczych (podawanie, płukanie, obrót głowicy narzędziowej). Wyjście
energetyczne jest trudne do zidentyfikowania, bowiem jest ono rozproszone. W głównej mie-
rze jest to ciepło, powstałe w procesach tarcia lub doprowadzone dla zabezpieczenia prawi-
dłowości procesu, które wraz z wyjściem masowym (wykonanym przedmiotem) jest odpro-
wadzane do otoczenia.
Na wejściu informatycznym znajdują się parametry procesu zapewniające właściwy jego
przebieg i pozostają one na wyjściu w niezmienionej postaci.
W procesie technologicznym występują ponadto zakłócenia, które zmieniają często za-
mierzone relacje pomiędzy wejściami a wyjściami masy, energii i informacji.
Możliwości recyrkulacji występują głównie w torze masowym. Jako produkty uboczne
występują w tego typu procesach odpady materiału wejściowego w postaci np. wiórów lub
ażuru blachy, które po przetworzeniu ich w hucie wracają w postaci pełnowartościowego ma-
teriału wejściowego do kolejnego procesu technologicznego. Niektóre odpady po obróbce pla-
stycznej mogą od razu stanowić materiał wejściowy do innych procesów technologicznych.
Inną grupą środków w torze masowym są płyny technologiczne, które nie podlegają zużyciu w
trakcie produkcji jednej części i mogą być wykorzystywane wielokrotnie. O ich uzdatnianiu,
recyrkulacji lub neutralizacji jest mowa w innym rozdziale. Kolejną grupą środków technicz-
nych w torze masowym są narzędzia. Większość z nich posiada zdolność do typowego cha-
rakteru recyrkulacji, bowiem narzędzia po wymianie płytek lub po naostrzeniu mogą powrócić
do procesu technologicznego. Jak dotąd z możliwości recyrkulacji w torze masowym korzysta
się najczęściej w odniesieniu do tworzyw sztucznych. Również same obrabiarki należy trak-
Proces
technologiczny
M
E
I
i
i
i
M
E
I
o
o
o
Z
Rys.2.
Wejścia, wyjścia i zakłócenia w pro-
cesie technologicznym
4
tować jako zbiór elementów, do których należy stosować recyrkulację. Mogą być one poddane
regeneracji i ponownie eksploatowane lub skierowane ponownie do procesu hutniczego jako
złom. W budowie obrabiarek mogą występować także tworzywa, które posiadają bardzo po-
żą
dane cechy użytkowe, jednak nie nadają się do recyrkulacji. Przykładem mogą być betony i
polimerobetony, stosowane zamiast żeliwa na korpusy obrabiarek.
W torze energetycznym możliwości recyrkulacji są zdecydowanie mniejsze, gdyż energia
zamieniana jest na ciepło i dyssypuje w sposób niekontrolowany do otoczenia. Istnieją jednak
próby jej recyrkulacji. Są znane próby wykorzystania ciepła wydzielanego w obróbce skrawa-
niem do obróbki cieplno-chemicznej, wykonywanej bezpośrednio w strefie skrawania (np.
hartowanie).
W torze informatycznym problem recyrkulacji praktycznie nie istnieje. Informacje zawar-
te na różnych nośnikach nie ulegają zużyciu i można wykorzystać je powtórnie w tym samym
procesie. Można też dyskietkę lub taśmę skopiować i wykorzystać w innym procesie techno-
logicznym.
W dziedzinie obróbki skrawaniem stosuje się dziś powszechnie narzędzia z wlutowanymi
lub wymiennymi (mocowanymi mechanicznie) płytkami z węglików spiekanych. Spieki te
zawierają węgliki wolframu, kobaltu, niektóre węglik tytanu, tantalu, niobu, chromu, molib-
denu czy wanadu. Nawet w katalogu narzędzi f-my Sandvik Coromant (CoroKey wydanie 8
rok 2005), promującym te narzędzia, można znaleźć informacje, że szlifowanie lub podgrze-
wanie produktu na bazie spieku węglikowego prowadzi do wydzielania pyłu lub wyziewów
zawierających niebezpieczne składniki, szkodliwe dla dróg oddechowych, pokarmowych,
mogące spowodować obrażenia skóry (podrażnienia, wysypka, reakcje alergiczne) lub oczu.
Wdychane pyły są toksyczne, powtarzające się wdychanie aerozoli zawierających kobalt może
spowodować trudności w oddychaniu, a w zwiększonych stężeniach prowadzi do zwłóknienia
płuc i do choroby nowotworowej. Szczególnie silne działanie uczuleniowe względem skóry
wykazują kobalt i nikiel. Dlatego nawet sami producenci narzędzi ostrzegają przed wdycha-
niem pyłów, zalecają stosować miejscową wentylację i wyciągi pyłów, stosować maski i oku-
lary ochronne, rękawice. Po kontakcie z pyłem z narzędzi umyć powierzchnię skóry, często
prać odzież. Na stanowisku roboczym nie należy jeść, pić i palić tytoniu. Przed spożyciem po-
siłku, a nawet przed zapaleniem papierosa, umyć skórę.
4. Tendencje w budowie pojazdów i recyrkulacja w branży samochodowej
Stale wzrastająca liczba samochodów jest zagrożeniem dla środowiska wynikającym nie
tylko z ich użytkowania, ale także z konieczności likwidacji dużej liczby pojazdów jakie co ro-
ku trzeba wycofywać z ruchu po utracie przez nie wymaganej sprawności technicznej, będącej
skutkiem starzenia się lub kolizji drogowych. Przy ogromnej liczbie użytkowanych w skali
ś
wiatowej samochodów, szacowanej w
2000 roku na ponad 600 milionów, licz-
ba aut corocznie wyrejestrowywanych
jest równie imponująca (kilkadziesiąt
milionów) i stale rośnie. W Europie Za-
chodniej (UE) likwiduje się co roku
około 12 milionów samochodów, z cze-
go w samych tylko Niemczech liczba ta
przekracza 3 miliony. W Polsce eks-
ploatowano (rok 2003) około 13,7 mln
samochodów osobowych, zaś w roku
2010 ma ich być 21 mln. GUS nie pu-
blikuje jak dotąd danych o ilości zło-
mowanych w Polsce rocznie pojazdów,
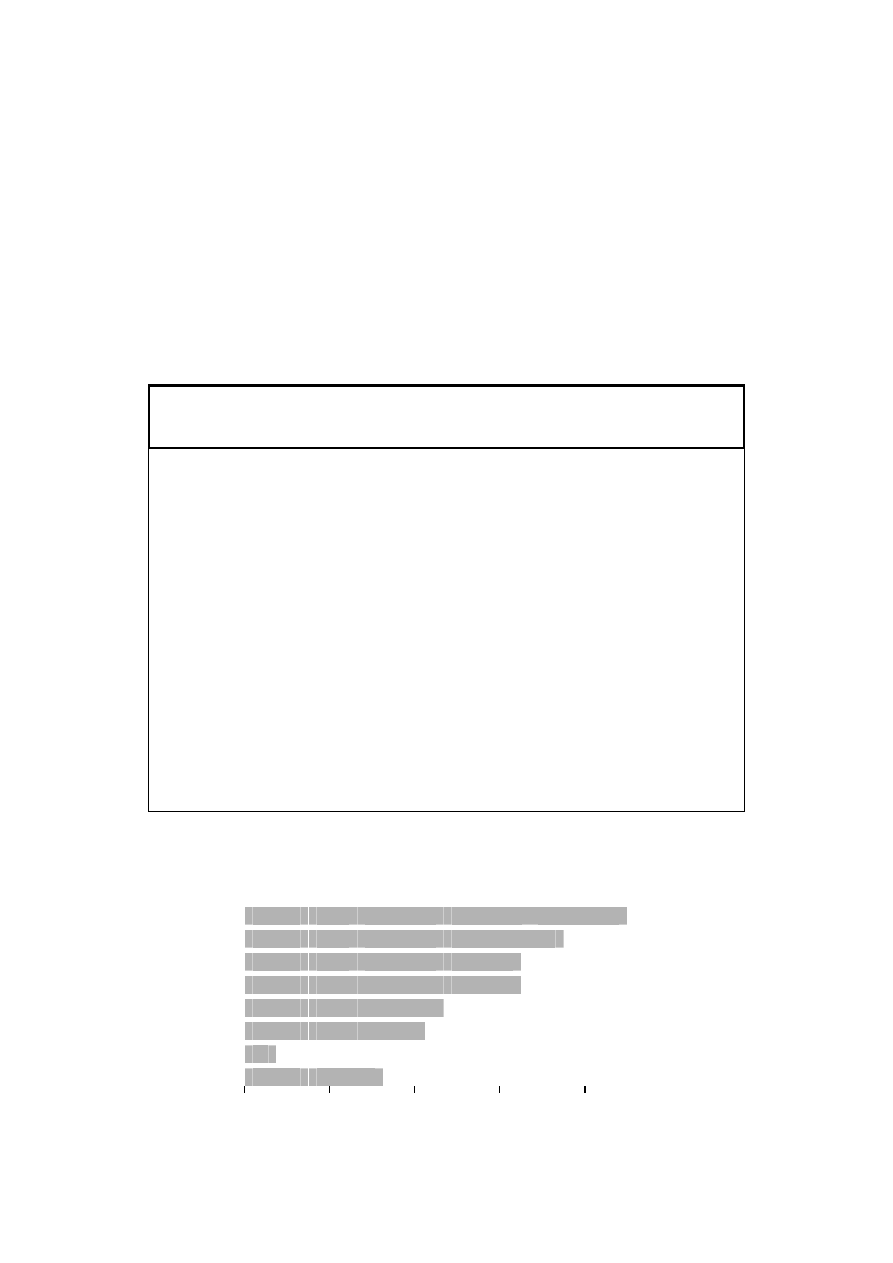
0
10
20
30
40
50
Do 5 lat
6-10 lat
11-15 lat
16-20 lat
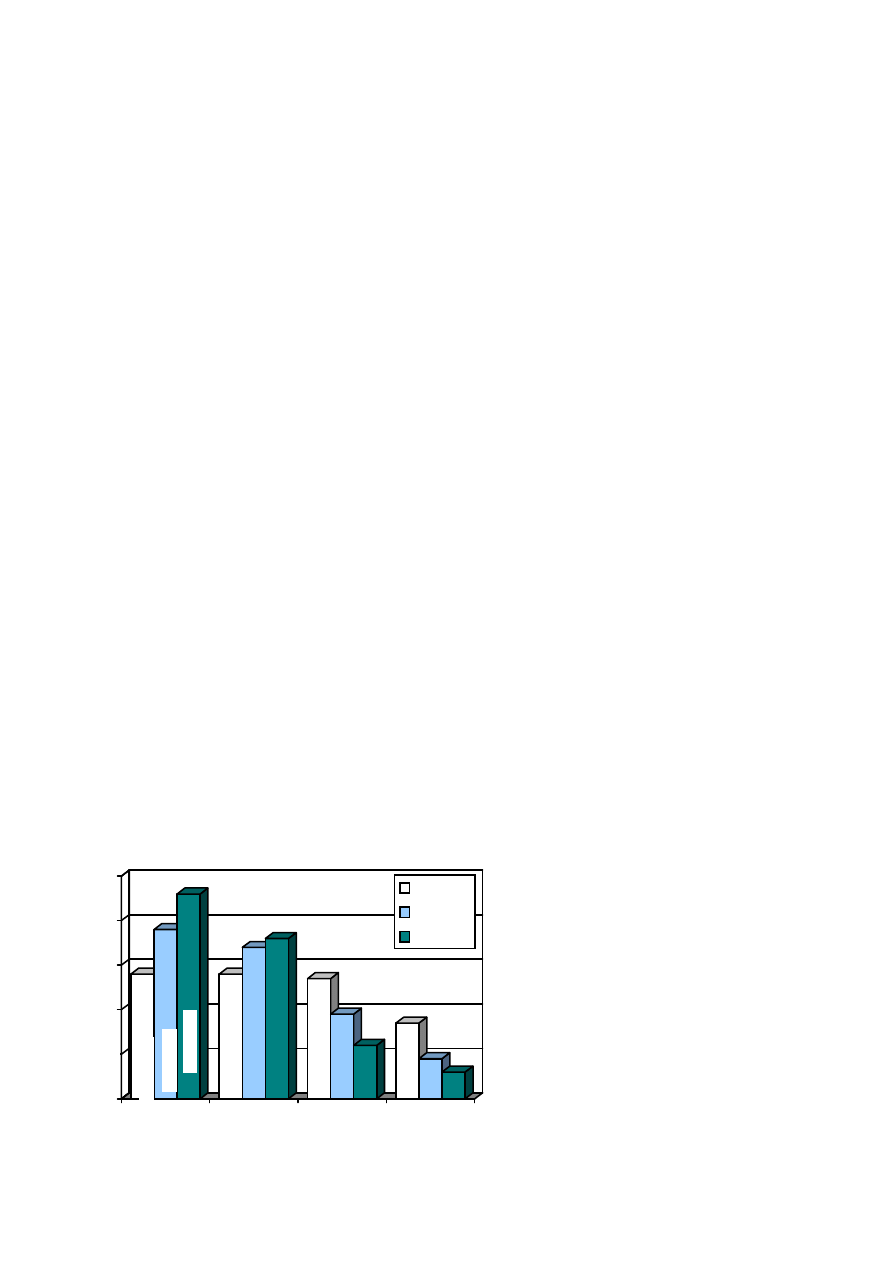
Polska
Włochy
Francja
Rys.3. Struktura wiekowa parku samochodowego w
Polsce, Włoszech i we Francji
%
P
O
L
S
K
A
W
Ł
O
C
H
Y
F
R
A
N
C
JA
5
szacuje się jednak, że była ona rzędu 250.000 (lata 1997-2000), i że w najbliższych latach
szybko będzie wzrastała do poziomu około 800 tysięcy, a nawet 1,5 miliona samochodów rocz-
nie. Prognoza taka wynika ze struktury wiekowej parku samochodowego w Polsce, którą w po-
równawczym zestawieniu z analogiczną we Włoszech i Francji, pokazano na rys.3, jak i z faktu
szybko wzrastającej liczby zarejestrowanych w Polsce samochodów. Po roku 2003 liczba sta-
rych samochodów wzrosła, i tak wg GUS 56% pojazdów miało ponad 10 lat, bowiem 70%
sprowadzonych ostatnio aut miało więcej niż 10 lat. W przodujących pod względem technicz-
nym krajach, likwiduje się każdego roku około 15 % ze stanu użytkowanych pojazdów.
Mimo, że już w latach 50-tych, wraz z szybkim rozrastaniem się aglomeracji miejskich,
któremu towarzyszył rozwój i koncentracja transportu samochodowego, stwierdzano silne za-
nieczyszczenie środowiska i konieczność walki z tym zjawiskiem to zakrojone na szeroką
skalę działania podjęto dopiero w latach 70-80. Wcześniej najważniejszym problemem w za-
kresie motoryzacji była produkcja, czyli liczba i jakość produkowanych pojazdów. Zagadnie-
nia ekologiczne ujmowane były „przy okazji” w postaci zabiegów konstrukcyjno-
technologicznych, zmniejszających np. zużycie paliw i olejów, a także hałas. Problemem eko-
logicznym branży samochodowej jest jednak nie tylko zatruwanie środowiska przez eksploat-
owane samochody, ale również likwidowanie aut wycofanych z eksploatacji. Średnio każdy
eksploatowany samochód emituje do atmosfery rocznie 30 kg nie spalonego paliwa, 35 kg
tlenku azotu, 400 kg tlenku węgla i blisko 4000 kg dwutlenku węgla, co nie jest obojętne dla
zdrowia człowieka. Lista szkodliwych substancji jest znacznie dłuższa (węglowodory i po-
chodne HC, aldehydy, ołów, cząstki stałe, tlenki siarki, amoniak, metan). Nadmierna ilość
CO
2
powoduje efekt cieplarniany, podwyższona zawartość tlenku azotu w powietrzu może
wywoływać zachorowalność na astmę, grypę, choroby płuc i oskrzeli, zaburzenia rytmu serca,
niewydolność krążenia, anemię i bóle głowy. Kwaśne deszcze niszczą skutecznie środowisko.
Ponadto eksploatacja samochodów wiąże się z podwyższoną hałaśliwością, która niekorzyst-
nie wpływa na kierowcę i na otoczenie.
Często nie zdajemy sobie sprawy, że większość energii, otrzymana ze spalania paliwa,
jest w samochodzie rozpraszana, a tylko około 12% wejściowej energii jest zamieniana na
energię użyteczną, niezbędną do przemieszczania się samochodu. Według amerykańskiego
Urzędu Ochrony Środowiska (EPA) rozdział energii w samochodzie osobowym według testu
miasto/autostrada ma się jak na rys.3a. Zatem 1/3 energii jest rozpraszana wraz z gazami spa-
linowymi, niewiele mniej wskutek chłodzenia cylindrów, reszta zaś niezbędna jest do poko-
nania oporów tarcia, w tym oporów toczenia i oporów powietrza.
Energia wejściowa 100%
Gazy spalinowe 33%
Moc indykowana 38%
Chłodzenie cylindrów 29%
Przepływ po-
wietrza 6%
Tarcie tłoka
3%
Moc użyteczna 25%
Inne straty 4,5%
Osprzęt
1,5-2%
Skrzynia
biegów 1,5%
Moc do dyspozycji
(na kołach) 12%
Przekładnia
główna 1,5%
Hamulce
3,5%
Opory toczenia 6%
Opór powietrza 6%
Rys.3a. Rozdział energii w samochodzie podczas cyklu jezdnego miasto/autostrada (EPA)

6
Realizację wymagań związanych z ochroną środowiska można uzyskać w tej branży na
drodze: ograniczenia zużycia paliwa, zmniejszenia toksyczności spalin, stosowania paliw al-
ternatywnych, stosowania napędów hybrydowych i elektrycznych, ograniczenie hałasu i recy-
kling. Coraz silniej odczuwane skutki zanieczyszczania środowiska postawiły przed szere-
giem państw, często pod wpływem działań oddolnych, konieczność ustalania norm dopusz-
czalnych zanieczyszczeń i hałasu, powodowanych przez transport samochodowy.
Ograniczenie zużycia paliwa to stosowanie rozwiązań silników zasilanych niezbędną w
danym momencie dawką paliwa, podaną we właściwym momencie. W myśl wymogu Mini-
sterstwa Ochrony Środowiska Niemiec do roku 2005 należało obniżyć zużycie paliwa w sa-
mochodach osobowych do 5 dm
3
/100 km. Norma ta została osiągnięta przez samochody nie-
których producentów, a zapowiadane jest dalsze obniżanie zużycie paliwa w silnikach samo-
chodów osobowych do poziomu 3 dm
3
/100 km. Coraz częściej wprowadza się do konstrukcji
nowych samochodów różnego typu rozwiązania, mające na celu oszczędzanie energii. W sa-
mochodzie Golf Automatic silnik wyłącza się samoczynnie, kiedy jest niepotrzebny do napę-
du (postój na światłach, jazda z góry). Innym sposobem (Mitsubishi) jest wyłączanie z pracy
niektórych cylindrów. Za proekologiczne rozwiązanie napędu samochodu można uznać napę-
dy hybrydowe będące połączeniem silnika spalinowego, stosowanego w terenie pozamiejskim
oraz silnika asynchronicznego, włączanego w terenie zabudowanym. W doświadczalnym Gol-
fie zastosowano silnik spalinowy 1,4 l o mocy 44 kW oraz elektryczny o mocy 7 kW (napięcie
72 V).
Aby zmniejszyć toksyczność spalin należy ograniczyć emisję: dwutlenku węgla, węglo-
wodorów, tlenków azotu, cząstek stałych, tlenku węgla i związków ołowiu. Zmiany w tym
kierunku to poprawa warunków spalania paliwa w silnikach spalinowych, zamiana silników z
zapłonem iskrowym na silniki wysokoprężne (mniejsze zużycie paliwa i wydzielanie substan-
cji o mniejszej szkodliwości), zamiana benzyny etylizowanej na bezołowiową lub stosowanie
paliw mieszanych np. z dodatkiem alkoholu, wprowadzania silników ze spalaniem gazu pro-
pan-butan, metanu lub wodoru. Pod tym względem wprowadza się zaostrzone wymagania,
które zgodnie z wymaganiami EWG ratyfikowała również Polska. Od 1 lipca 1995r. każdy
nowo rejestrowany w Polsce samochód musiał mieć katalizator (oprócz F126p). Emisję tok-
sycznych spalin można ograniczyć przez ograniczenie ich powstawania, neutralizację w dopa-
laczu katalitycznym oraz przez stosowanie paliw nietoksycznych lub alternatywnych. Paliwa
alternatywne brane pod uwagę to wodór, gaz ziemny, propan-butan, paliwa alkoholowe i pa-
liwa z olejów roślinnych.
W Polsce istnieje również możliwość stosowania do napędu samochodów paliwa gazo-
wego propan-butan, mniej zanieczyszczającego środowisko w porównaniu ze stosowaniem
konwencjonalnej benzyny. Rozpowszechni się również stosowanie biopaliw, spośród których
na pierwszym miejscu należałoby wymienić biodiesel do silników wysokoprężnych i etanol
jako alternatywne, proekologiczne paliwo do silników o napędzie iskrowym. Stosowanie bio-
paliw nie powoduje bowiem wzbogacania atmosfery w CO
2
, bo gaz ten powstały w wyniku
spalania biopaliw krąży w przyrodzie tak jak woda. Produkuje się już seryjnie samochody
osobowe i dostawcze z silnikami o napędzie zarówno olejem napędowym jak i gazem ziem-
nym. Stosuje się też w niektórych krajach ulgi podatkowe dla właścicieli pojazdów z silnika-
mi wysokoprężnymi.
Hałas w samochodzie pochodzi z silnika, układu napędowego, układu wydechowego, tar-
cia opon o podłoże oraz z zespołów w których występuje nadmierny luz. Szczególnie niebez-
pieczny jest hałas pozasłuchowy. Zarządzenie Ministra Transportu i Gospodarki Morskiej z
1995r. nakłada obowiązek badania poziomu hałasu przy badaniu technicznym (pomiar w cza-
sie postoju przy uruchomionym silniku w odległości 0,5 m od pojazdu).
7
W świetle danych przedstawionych na rys.1 i 3 proces likwidacji starych aut uznano za
jeden z głównych strumieni odpadów. O poważnym jego potraktowaniu świadczy to, że już w
roku 1991 Komisja Europejska zainicjowała wspólny dla krajów Unii program i strategię po-
stępowania w zakresie maksymalnego odzysku materiałów bądź energii w racjonalnie zorga-
nizowanym procesie recyklingu przy likwidacji starych samochodów. Przyjęty program ma
zapewnić zrealizowanie uzgodnionej dyrektywy UE, w myśl której:
1. Od 1 stycznia 2005 roku najwyżej 15% wagi samochodu może być składowane jako odpad
na składowisku.
2. Od 1 stycznia 2015 roku już tylko 5% wagi samochodu może stanowić odpad, reszta musi
podlegać recyklingowi.
Od tego czasu w wielu krajach zachodnich ustawodawcy wprowadzili szereg aktów
prawnych stanowiących podstawę do osiągnięcia tak ambitnego celu. W Niemczech np. już w
15.08.90 roku Federalne Ministerstwo Ochrony Środowiska, opracowało jako obowiązujące,
następujące zalecenia:
a) - Producent, handel lub instytucje trzecie są zobowiązane do bezpłatnego odbioru starych
samochodów.
b) - Odbierający stare samochody zatroszczy się o zorganizowanie i zainstalowanie niezbęd-
nych urządzeń do racjonalnego demontażu likwidowanych aut, selekcji materiałów, neu-
tralizacji odpadów i materiałów szkodliwych dla środowiska.
c) - Już na etapie projektowania nowych modeli samochodów, producent powinien myśleć o
recyklingu materiałów i likwidacji odpadów jakie wynikną przy złomowaniu pojazdów.
Producentów samochodów zobowiązuje się do tego by nowe konstrukcje były „pro-recy-
klingowe”, tzn. możliwie proste w demontażu, posiadały znakowane części z tworzyw
sztucznych przy równoczesnym wprowadzeniu daleko idącej unifikacji i ograniczeniu liczby
rodzajów tworzyw sztucznych w samochodzie. W wielu krajach na producentach spoczywa
również obowiązek odbioru starych aut i zorganizowanie racjonalnego, proekologicznego
demontażu zużytych pojazdów, z zastosowaniem przemysłowych metod i technologii. W in-
stytutach badawczych powstają koncepcje nowoczesnych maszyn i urządzeń oraz technologie
demontażu starych aut, przewidziane dla rodzącego się „przemysłu recyklingowego”.
W ostatnich latach powstały liczne analizy i naukowe opracowania dotyczące tzw. pla-
nów sieci racjonalnego demontażu i recyklingu starych samochodów. W warunkach polskich,
przed kilku laty, 2/3 samochodów w grupie mającej 15 lat i więcej stanowiły auta produkcji
polskiej (Fiat 126, Fiat 125 i FSO 1500) i tylko nieco powyżej 1/3 to auta pozostałych marek.
Powinno to było skłonić producentów, tj. FIAT AUTO POLAND I DAEWOO-FSO do ak-
tywnego włączenia się w działania na rzecz recyklingu i starannego opracowania metod de-
montażu i dokumentacji technologicznej recyklingu dla tych właśnie obydwu typów samo-
chodów.
Poważnym problemem, zarówno technicznym jak i ekologicznym przy likwidacji starych
pojazdów, jest uwolnienie przewidzianej na złom konstrukcji od środków smarowych i pły-
nów technologicznych, o czym będzie mowa w jednym z wykładów. Płyny te to: resztki pali-
wa w baku, olej silnikowy, olej w skrzyni biegów i dyferencjale, olej w amortyzatorach, olej
hydrauliczny, olej w układzie hamulcowym, płyn w chłodnicy, płyn do spryskiwania szyb,
kwas w akumulatorze.
Aby samochód był przyjazny środowisku powinien być wykonany z materiałów, które
można powtórnie przetworzyć. W RFN złomuje się rocznie ponad 3 mln starych samocho-
dów. Dostosowanie ich do możliwości recyklingu posiada zatem ogromne znaczenie. Stąd
producenci samochodów prowadzą intensywne badania nad możliwością wykorzystania zuży-
tych aut. Dlatego należy zapewnić możliwość szybkiego i łatwego demontażu samochodu
oraz ograniczenie różnorodności stosowanych w nim tworzyw konstrukcyjnych. Około 80%
8
masy samochodu to materiały nadające się do ponownego wykorzystania w procesie wytwa-
rzania. Tworzywa znakuje się, wprowadza się łatwe rozłączanie różnych tworzyw. Przerabia-
ne elementy stosuje się na części coraz mniej ważne. Np. polipropylen, z którego wykonane są
zderzaki przetwarza się najpierw na kanały nadmuchu powietrza w desce rozdzielczej, a na-
stępnie kanały przetwarza się na wykładziny pod dywaniki. Szyby samochodowe wykorzystu-
je się do produkcji butelek. Coraz częściej myśli się już o recyklingu wielokrotnym. Jednak o
regeneracji wielokrotnej należy decydować już na etapie projektowania cech konstrukcyjnych
elementu oraz procesu jego wytwa-
rzania. Dotyczy to np. redukowania
liczby kłopotliwych i zawodnych po-
łączeń mechanicznych jak wpusty,
stożki, śruby mocujące, nakrętki,
podkładki, pierścienie sprężynujące -
poprzez zastępowanie ich połącze-
niami klejonymi. Daje to możliwość
zwiększenia regeneracyjnej podatno-
ś
ci elementów.
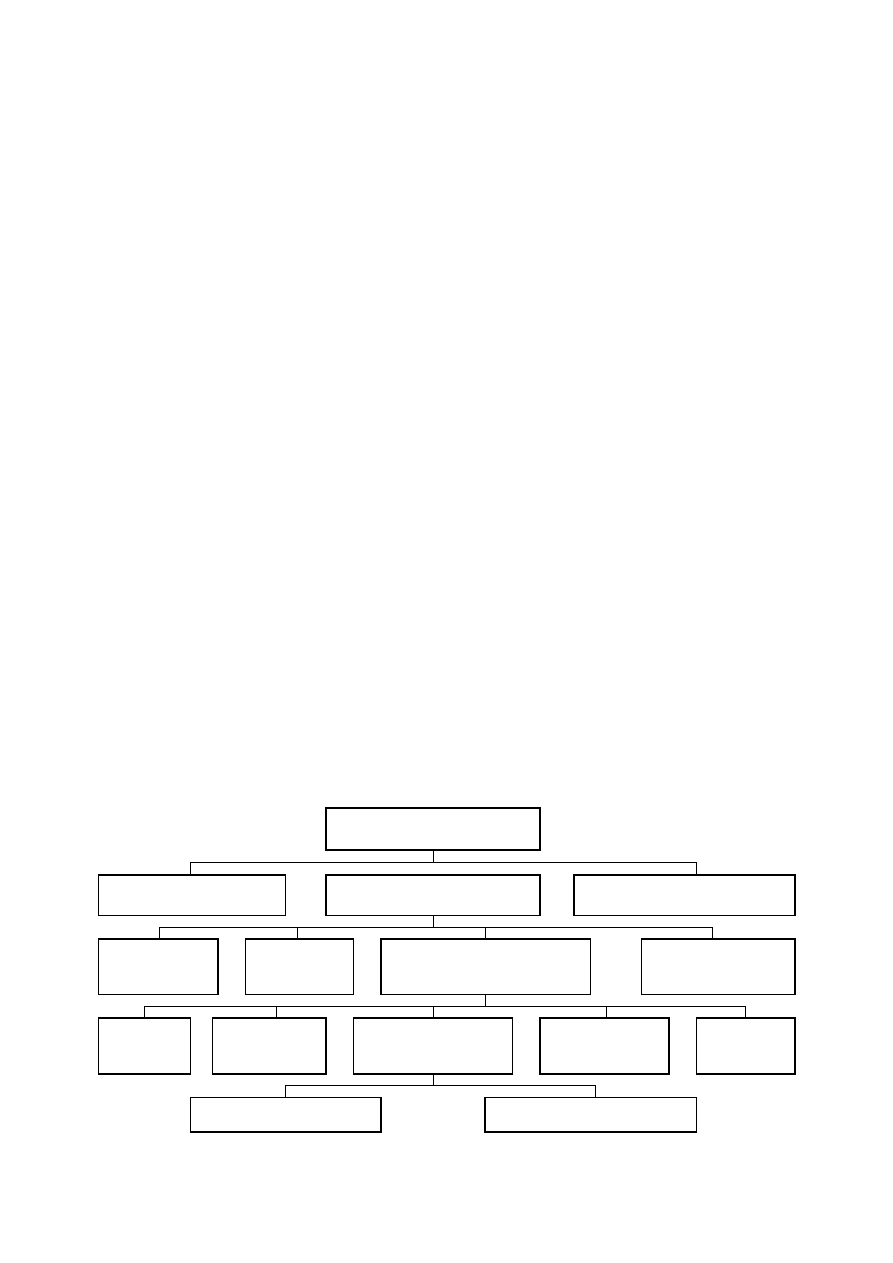
Ogólnie recykling przy likwida-
cji starych samochodów jest tech-
nicznie złożonym procesem i doty-
czy kilkunastu rodzajów różnych ma-
teriałów i części, dla których metody
odzysku i techniczna baza recyklingu
są zupełnie różne. W schematyczny sposób przedstawiono to na rys.4. Analizując ten schemat
można wyróżnić:
- Recykling materiałowy, w wyniku którego ze starych samochodów odzyskuje się różne,
gospodarczo przydatne materiały. Dotyczy to głównie wszystkich części metalowych, olejów
i płynów eksploatacyjnych, szyb, niektórych części z tworzyw sztucznych.
- Recykling energetyczny, polegający na tym, że niektóre, palne części pochodzące z demon-
tażu samochodu (opony, tworzywa sztuczne, tkaniny) stosuje się jako paliwo w różnych pro-
cesach technologicznych np. w cementowniach. Recykling energetyczny jest najbardziej
prymitywną formą recyklingu. Zużyte opony np. mogą niekiedy z powodzeniem być obiek-
tem recyklingu materiałowego, gdyż wytwarzany z nich granulat stosuje się do produkcji
różnych wyrobów lub dodaje do masy przy produkcji nowych opon.
- Recykling produktowy, szczególnie pożądany, w wyniku którego wymontowane części ze
złomowanych samochodów, po regeneracji, mogą być ponownie użyte w innych samocho-
dach, pełniąc te same funkcje. Recyklingowi produktowemu poddaje się np. opony nadające
się do regeneracji polegającej na bieżnikowaniu.
Istniejąca w Polsce ustawa z dnia 20 stycznia 2005 r. o recyklingu pojazdów wycofanych
z eksploatacji (Dz.U. Nr 25, poz. 202) DIOŚ 024/80c/1989/06/JSD/MS Warszawa, dn. 16
marca 2006 r. w art. 11 mówi o obowiązku zapewnienia sieci zbierania pojazdów przez
wprowadzających je na rynek. Zgodnie z art. 11 ust. 1 tej ustawy to wprowadzający na rynek
pojazd jest obowiązany zapewnić sieć zbierania pojazdów, obejmującą terytorium kraju w
sposób umożliwiający właścicielowi oddanie pojazdu wycofanego z eksploatacji do punktu
zbierania pojazdów lub stacji demontażu, położonych w odległości nie większej niż 50 km w
linii prostej od miejsca zamieszkania albo siedziby właściciela pojazdu. Wprowadzający może
utworzyć sieć sam lub poprzez umowy zawarte z prowadzącymi stacje demontażu, którzy z
kolei podpisują umowy z prowadzącymi punkty zbierania pojazdów.
sprzedaży
części do
sprzedaży
części do
sztuczne
tworzywa
tyczny
odzysk energe-
tworzywa sztuczne
metale kolorowe
metale magn.
jące środowisko
jące środowisko
płyny chłodz.
płyny ham.
r
y
s1
3
_
3
.d
w
g
Recykling
elektrolit
oleje
zanieczyszcza-
Odpady
płynów
Usuwanie
~2%
~10%
energ.
zanieczyszcza-
odzysk
felgi, obud.
szyb
ogumienia
Recykling
szyby
ołów
guma
szkło
Odpady
jące środ.
~20%
akumulatorów
Demontaż
~73%
Odpady
do odzysku
Segregacja
zanieczyszcza-
(strzępiarki)
Regeneracja
bnianie
Rozdra-
części
~15%
razem
~15%
Odpady
części
na
Demontaż
Selekcja
Rys.4. Struktura procesu likwidacji starych samocho-
dów i recyklingu, spełniającego aktualnie obowiązu-
jące wymogi dyrektywy UE (odpad ~ 15%)

9
W warunkach polskich system recyklingu samochodów nie jest w pełni zorganizowany,
zorganizowano go w trzech już istniejących regionalnych sieciach recyklingu starych samo-
chodów (wielkopolskiej, dolnośląskiej i górnośląskiej) oraz cztery są planowane lub realizo-
wane (pomorska, mazowiecka, lubelska i małopolska). Regionalną sieć tworzą małe stacje
demontażu samochodów, rozmieszczone w promieniu około 100 km wokół strzępiarek (mły-
nów przemysłowych), współpracujących z przedsiębiorstwami przetwórczymi odzyskiwanych
materiałów. Obecnie działa w Polsce 356 legalnych zakładów demontażu oraz 60 punktów
zbierania samochodów – stan na 30.01.2006. Podstawowym aktem prawnym dotyczącym za-
gospodarowania odpadów w postaci zużytych pojazdów jest „prawo o ruchu drogowym”. W
art. 79, ust.1, poz.1 napisano, że pojazd zostaje wyrejestrowany na wniosek jego właściciela w
przypadku zniszczenia (kasacji) pojazdu jeżeli jego właściciel przedstawił zaświadczenie o
przekazaniu pojazdu do składnicy złomu, wyznaczonej przez Wojewodę. Składnica ta, zgod-
nie z w/w ustawą, musi spełniać wymagania techniczne, sanitarne i ochrony środowiska. O
pewnych pozytywnych zmianach istniejącego stanu recyklingu samochodów w Polsce świad-
czy m. in.:
- uchwalenie w latach 1996-98 szeregu aktów prawnych dotyczących gospodarki odpadami,
recyklingu, ruchu drogowego i ochrony środowiska,
- ożywienie podaży na złomowiska starych samochodów dzięki akcjom promocyjnym nie-
których producentów samochodów,
- zwiększenie zainteresowania właścicieli przedsiębiorstw demontażu modernizacją i rozwo-
jem swoich zakładów,
- pojawieniem się na polskim rynku specjalistycznego sprzętu do racjonalizacji demontażu i
ułatwienia recyklingu.
W krajach Unii Europejskiej o rozwój recyklingu troszczą się przede wszystkim produ-
cenci samochodów. We Włoszech np. koncern Fiata opracował i realizuje specjalny program
FARE (Fiat Auto Recykling) polegający na zorganizowaniu sieci przedsiębiorstw recyklingu
liczącej już ponad 200 przedsiębiorstw i systematycznie powiększanej. Podobnie jak we Wło-
szech również w Niemczech, Francji i Anglii zorganizowano różnego typu konsorcja zajmu-
jące się przemysłowymi, proekologicznymi metodami demontażu starych samochodów i re-
cyklingiem. Szeroko zakrojone są również badania nad nowymi konstrukcjami samochodów
przyjaznych środowisku i podatnych do recyklingu.
Koncern AUDI przyjął na siebie odpowiedzialność za przerób pojazdów wycofanych z
eksploatacji. Odbiór starych pojazdów odbywa się u 3600 dealerów. Gwarantuje się odbiór
wszystkich modeli AUDI i wypłatę pieniędzy za zwrócone pojazdy. VW domaga się dotacji
rządowych za dostarczenie starych samochodów do punktu złomowania. Jedną z firm działa-
jących prężnie na rzecz ochrony środowiska jest Daimler-Benz. Organizuje ona sympozja, na
których prezentuje zamierzenia na najbliższe lata i dokonuje podsumowania dotychczasowych
osiągnięć. Oprócz dążenia do wcześniejszego spełnienia wymogów o ograniczeniu zużycia
paliwa i emisji spalin, zakłady wprowadzają własne wymagania, dotyczące ochrony powie-
trza, wody i surowców naturalnych. Koncern ten opracował system przemysłowego odzyski-
wania znacznej części surowców, szczególnie tworzyw sztucznych. Przyczynił się do stwo-
rzenia i wyposażenia specjalnych ośrodków, które rozbierają i osuszają stare samochody. W
Niemczech działają już przewoźne rozdrabniacze tworzyw, na podwoziach naczepowych,
przerabiające tworzywa na granulki, łatwe i wygodne w transporcie. Firma dąży do pełniej-
szego wykorzystania recyklingu materiałowego, np. dziś zbiornik paliwa zbudowany jest w
40% z surowców do dalszego przerobu, a dąży się do 100% odzysku.
Pomimo to w Niemczech eksploatuje się jeszcze ponad 11 mln samochodów w wieku
powyżej 10 lat, które szczególnie zanieczyszczają środowisko. Największą aktywność w
zmniejszaniu zanieczyszczeń i w recyklingu wykazują Stany Zjednoczone, Kanada, Europa
10
Zachodnia i Japonia. Przodującą firmą jest natomiast Daimler-Benz, producent Mercedesów.
Samochód Mercedes klasy C został skonstruowany pod kątem możliwości recyklingu. Produ-
cent udziela gwarancji odbioru tego samochodu do odzysku. Firma odbiera jednak tylko sa-
mochody seryjne bez przeróbek i bez wmontowanych części obcych i nie wykazujące poważ-
nych uszkodzeń powypadkowych. Chodzi tutaj o możliwość automatyzacji procesu demonta-
ż
u samochodu. Firma wypłaca ekwiwalent równy wartości starego samochodu obniżony o
koszty transportu. Specjaliści z dziedziny odzyskiwania surowców rozbierają dostarczone po-
jazdy w trzech etapach:
1. usunięcie wszystkich materiałów i płynów eksploatacyjnych (zbieranie i przekazywanie
właściwym producentom),
2. demontaż: szyb, opon, elementów z tworzyw i z włókien,
3. rozdrobnienie i mielenie nadwozia.
Istnieje jednak konieczność rozdzielania części na zawierające żelazo i nieżelazne przed
skierowaniem ich do odpowiednich stalowni i odlewni.
5. Recykling opakowań
W całej ilości odpadów komunalnych w Europie udział opakowań stanowi około 50% ich
masy i około 70% ich udziału objętościowego. W ujęciu wagowym oznacza to, że na jednego
mieszkańca w poszczególnych krajach Europy przypada rocznie od około 100 do 200 kg od-
padów opakowaniowych, w tym 34 -70 kg opakowań z tektury i papieru. W celu ograniczenia
obciążenia środowiska odpadami pochodzącymi z opakowań, realizuje się w krajach UE tzw.
„strategię „3 x Re”:
⇒
Reduction at source - ograniczenie do niezbędnego minimum ilości opakowań,
⇒
Reuse - wielokrotne użycie tych samych opakowań,
⇒
Recycling - wtórne przetwarzanie opakowań.
W przypadku odpadów z tektury i papieru, pierwsze z trzech „Re” ma mniejsze znacze-
nie. Ze względów higieniczno-sanitarnych, a także pro-
mocyjno-reklamowych, opakowania z tektury i papieru
są opakowaniami jednorazowego użytku. Jedynym efek-
tywnym sposobem ograniczenia obciążenia środowiska
jest powtórne przetwórstwo opakowań papierowych -
czyli recykling. O ile przetwórstwo jednorodnej makula-
tury nie przedstawia trudności technologicznych, to nie-
jednolite surowcowo opakowania (tzw. opakowania
kombinowane) sprawiają duże problemy. Do takich
opakowań zaliczają się kartonowe opakowania na napo-
je, których w Europie zużywa się już obecnie około 70
milionów sztuk dziennie (!), przy stałym dynamicznym
wzroście rynku tego typu opakowań.
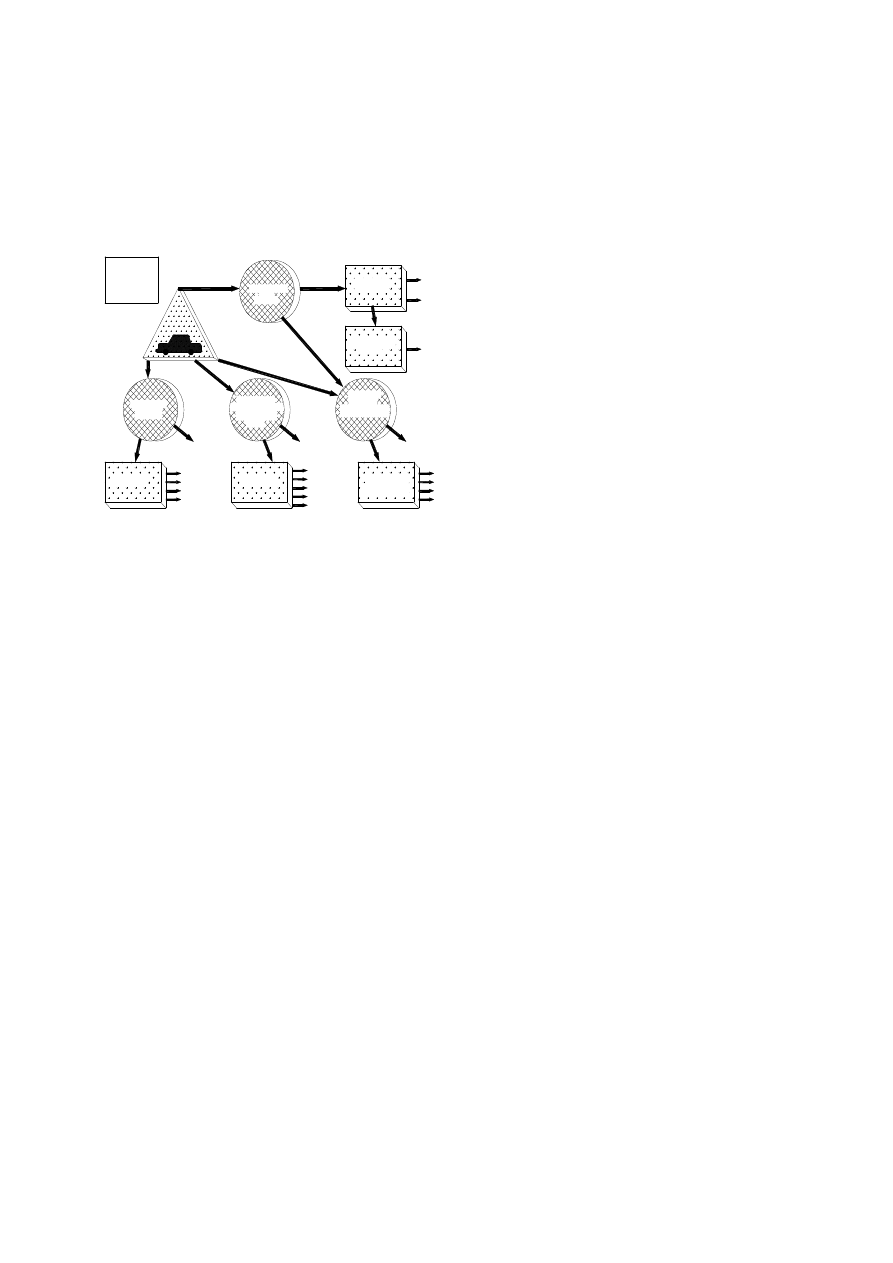
Przykładem aseptycznego opakowania na napoje
jest najpopularniejszy obecnie karton typu „Tetra Brick
Aseptic”, przedstawiony na rys.5. Sporządza się go z 6-
warstwowego laminatu, w którym karton stanowi 75% masy całego opakowania, nadając mu
pożądaną sztywność, polietylen stanowi 20% masy i chroni karton i jego otoczenie przed za-
moczeniem, oraz folia aluminiowa (5%), stanowiąca dodatkową barierę dla światła i tlenu,
zapewniającą aseptyczność opakowania.
Przy odzyskiwaniu surowców z opakowań aseptycznych napotyka się na szereg trudności.
Laminat nie poddaje się łatwo przerobowi na surowiec wtórny. Konieczne jest bowiem od-
dzielenie poszczególnych składników tj. papieru, folii aluminiowej i polietylenu. Dodatko-
Rys.5. Typowy skład laminatu opako-
wania
11
wym utrudnieniem jest tutaj fakt, iż zużyte opakowania na napoje tego typu trafiają najczę-
ś
ciej na wysypisko jako zmieszane z innymi odpadkami komunalnymi. Przed właściwym
przetwarzaniem konieczne jest posortowanie tych odpadów.
Znacznie bardziej efektywnym i racjonalnym rozwiązaniem jest selektywne zbieranie zuży-
tych opakowań. Istniejące w wysokorozwiniętych krajach systemy powstały w wyniku wprowa-
dzenia odpowiedniego, proekologicznego prawodawstwa. Wymagają one nie tylko zorganizowa-
nia odpowiedniej infrastruktury logistycznej ale również zdyscyplinowania, kultury i wrażliwości
ekologicznej ze strony społeczeństwa. Ocenia się, że w skali światowej ilość posortowanych
opakowań po napojach poddawanych recyklingowi jest rzędu 250.000 ton rocznie. Przodują w
tym zakresie Niemcy, mający największy (50% w 1996 roku) udział w tym światowym bilansie.
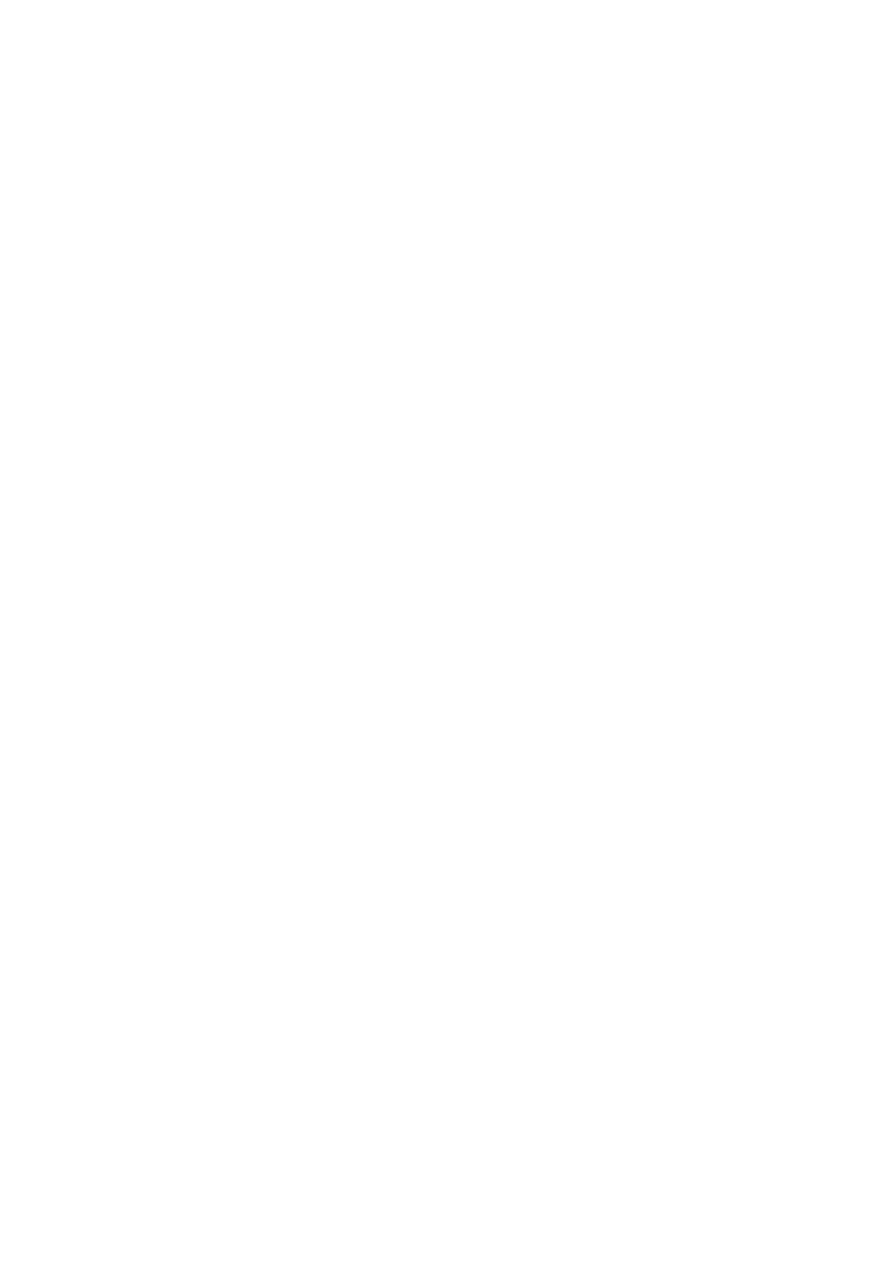
W procesie recyrkulacji opakowań aseptycznych możliwe są różne alternatywne metody po-
stępowania. Zagadnienie to ilustruje ogólny schemat, przedstawiony na rys. 6. Najprostsza meto-
da utylizacji opakowań wielowarstwowych polega na spalaniu ich w całości. Ze spalenia dwóch
ton takich odpadów można uzyskać energię odpowiadającą spaleniu jednej tony węgla. Ilość po-
piołu pozostająca po takim procesie utylizacji wynosi 6% wagowych i jest 2-3 krotnie mniejsza
niż w procesie spalania węgla. Z uwagi na konieczność ograniczenia emisji szkodliwych sub-
stancji toksycznych, proces spalania powinien odbywać się w ściśle określonych warunkach i
przy zachowaniu określonych przez UE parametrów. Konieczne jest zatem sortowanie odpadów
również przed utylizacją spalaniem, w celu wyeliminowania materiałów zawierających polichlo-
rek winylu (PCV), związki chloru, ołowiu i rtęć, powodujące szkodliwe emisje.
Rys.6. Alternatywne metody recyrkulacji opakowań aseptycznych
WYKORZYSTANIE
ODPADY PO
OPAKOWANIACH
ZBIERANIE
OPAKOWAŃ
ZBIERANIE OPAKOWAŃ PO NA-
POJACH OD KONSUMENTÓW
lub
ODDZIELANIE OPAKOWAŃ
PO NAPOJACH
odpady innego
rodzaju
ODPADY PO OPAKOWANIACH NA NAPOJE
SKŁADOWANIE
NA WYSYPISKU
SPALANIE CAŁYCH
OPAKOWAŃ
ODDZIELANIE
SKŁADNIKÓW
ROZDRABNIANIE
CAŁYCH OPAKOWAŃ
- płyty izolacyjne
- meble
spalenie 2 ton opakowań = ener-
gia ze spalenia 1 tony ropy
WTÓRNA MASA
PAPIERNICZA
MIESZANINA FOLII
ALUMINIOWEJ I PO-
LIETYLENOWEJ
WYKORZYSTANIE AL-
TERNATYWNE tabl.1
ODDZIELANIE
SKŁADNIKÓW
SPALANIE
40MJ/kg odpadów
cykl otwarty
PAPIER I PO-
LIETYLEN
MASA PA-
NOWE OPAKO-
WANIA PAPIER-
NICZA
FOLIA ALUMI-
NIOWA
POLIETYLEN
cykl zamknięty
12
Przykładem ekonomicznie opłacalnego recyklingu materiałowego laminowanych opakowań
kartonowych może być papiernia Nesa w Hiszpanii, przerabiająca rocznie 2 tys. ton kartoników po
napojach, z których uzyskuje mocne włókna celulozowe, nadające się do produkcji papieru na
worki i torby do pakowania produktów przemysłowych. W niemieckiej fabryce Diez przez praso-
wanie na gorąco rozdrobnionych opakowań po napojach uruchomiono w 1990 roku produkcję
wodoodpornych, twardych płyt o nazwie „Tectan”, które są stosowane na parkiety i w produkcji
wysokojakościowych mebli.
Technologia oddzielania włókien celulozowych od folii polietylenowej i aluminiowej wymaga
stosowania specjalistycznych maszyn, oddzielających włókna papiernicze w procesie ich wypłu-
kiwania, opracowanym przez firmę Regenex. Odzyskiwana masa papiernicza może być ponownie
wykorzystana do produkcji różnorodnych wyrobów jakie dla przykładu wymieniono w tabeli 1.
Tabela 1. Przykłady wtórnego wykorzystania recyrkulowanych włókien papierniczych
Oddzielone folie aluminiowe i polietylenowe (25% wagowych) można utylizować przez
spalanie z odzyskiem energii. Wartość kaloryczna przy spalaniu folii aluminiowej jest taka
sama jak przy spalaniu węgla (p. rys.7), a przy spalaniu polietylenu zysk energetyczny jest
jeszcze większy.
ropa naftowa
9,4
opony
7,5
folia Al
6,3
węgiel
6,3
tekstylia
4,4
papier
4,2
odpady żywnościowe
0,83
biomasa
3,6
0
2
4
6
8
wartość kaloryczna Mcal/kg
Rys.7. Wartość kaloryczna spalania różnych materiałów
ALTERNATYWNE MOŻLIWOŚCI WYKORZYSTANIA
RECYRKULOWANYCH WŁÓKIEN PAPIERNICZYCH
* Produkty papiernicze
- bibuła, papier toaletowy
- papier opakowaniowy, torby na zakupy
- niektóre gatunki papieru gazetowego i papieru do pisania
* Produkty formowane z masy celulozowej
- opakowania na jajka, pudełka na żywność, palety na owoce itp.
* Produkty izolacyjne
- izolacje celulozowe (porowate)
- włókna wilgotne (kleje wodne)
- płyty budowlane
* Kartonowo-gipsowe płyty ścienne
* Wypełniacze
- farby, masy uszczelniające itp.
* Specjalne możliwości wykorzystania
- jako materiał stosowany przez plastyków do wykonywania dekoracji itp.
- do wytwarzania papierów z jedwabistym połyskiem (silk paper)
* Kompostowanie
13
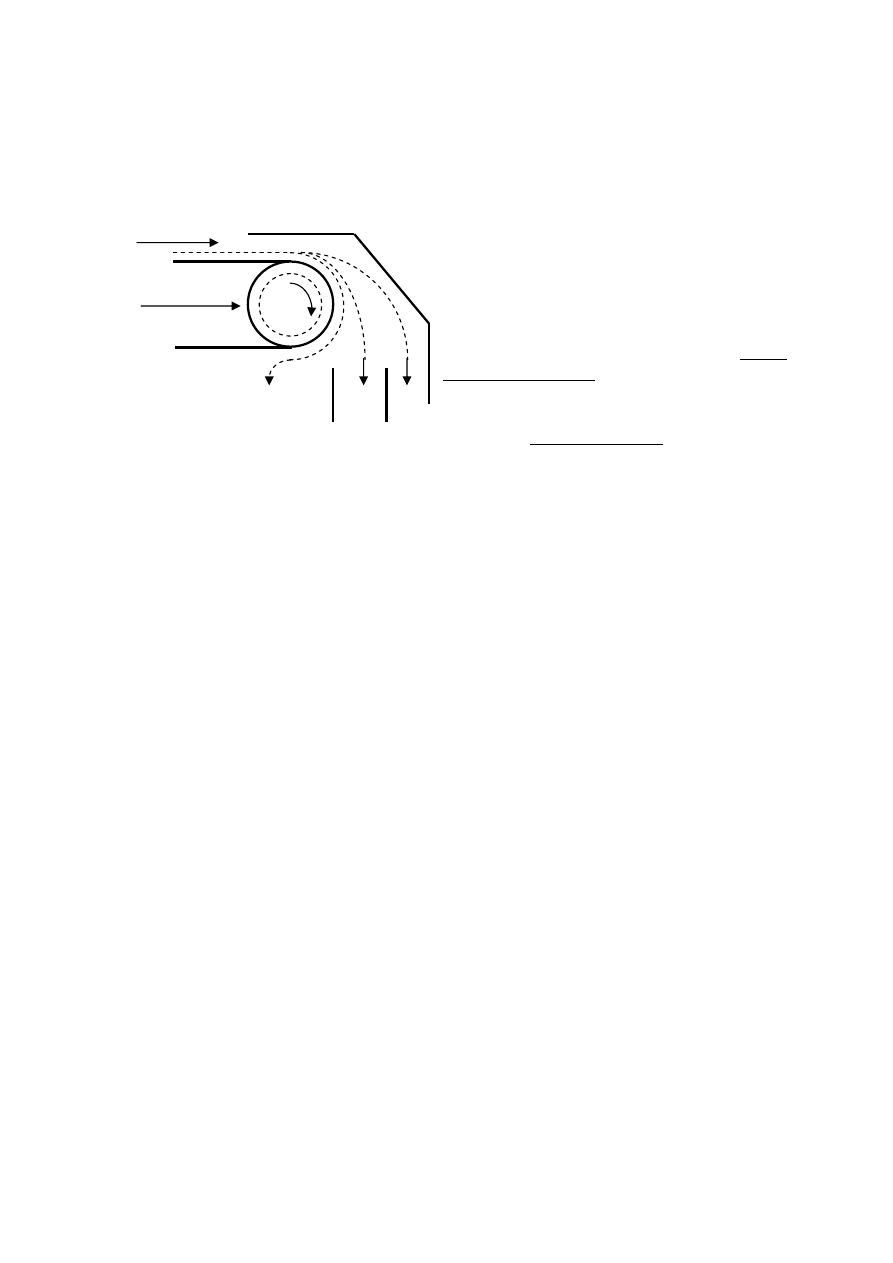
Poza spalaniem możliwe jest odzyskiwanie aluminium z mieszaniny obu rodzajów folii.
W tym celu najpierw rozdrabnia się mieszaninę obydwu folii, po którym przeprowadza się
sortowanie grawitacyjno-indukcyjne rozdrobnionej substancji w sposób schematycznie poka-
zany na rys.8. Uzyskaną w ten sposób frakcję zawierającą 17% aluminium poddaje się do-
kładnie regulowanemu procesowi termicznego wydzielania aluminium, w którym wykorzy-
stywana jest energia ze spalania pozostałych
składników mieszaniny. Efektywność tego pro-
cesu odzyskiwania aluminium jest znaczna bo
dochodzi do 35% masy folii wyjściowej.
W procesie recyrkulacji zużytych opako-
wań kartonowych po napojach możliwe jest,
jak to pokazano, realizowanie zarówno otwar-
tych cykli recyklingu (włókna papiernicze), po-
legających na wytwarzaniu z wtórnych materia-
łów innych produktów niż te z których je odzy-
skano jak i cykli zamkniętych (dla folii alumi-
niowych) gdy z przetopionego aluminium
można wytworzyć ponownie folię do produkcji
nowych opakowań kartonowych.
6. Recyrkulacja tworzyw sztucznych (PET, PCV)
Sztuczne tworzywa są dzisiaj nie do zastąpienia w wielu dziedzinach jak medycyna czy
techniki informacyjne. Groźne dla środowiska są natomiast wyroby, które żyją bardzo krótko,
zwłaszcza opakowania. Opakowania i śmieci z tworzyw stanowią tylko 6-7% wagi wszyst-
kich śmieci, ale są lekkie i dlatego stanowią ponad 30% ich objętości. Wiele z nich produkuje
się z ropy naftowej i nie ma żadnego problemu by przetworzyć je wielokrotnie, w końcu uzy-
skać z nich paliwo. Cementownie opalają swoje instalacje tworzywami, a odpady ze spalenia
poprawiają jakość cementu. Niektóre z tworzyw, jak np. PET (polietylen), służący do produk-
cji butelek wyparł z rynku wiele opakowań szklanych, może być przetwarzany wielokrotnie, z
butelek po zgranulowaniu produkuje się izolacje, dodaje do farb, lakierów i klejów. Można go
rozłożyć na surowce, z których powstał, zrobić z niego inne tworzywo. PET wygrywa dzisiaj
ze szkłem, produkcja butelek szklanych wymaga więcej energii, wymaga temperatury powy-
ż
ej 1000
0
C, jest ciężka więc i droższy jest jej transport. Problem leży w zasadzie tylko w ko-
nieczności segregowania butelek z tworzyw. Dzisiaj kładzie się nacisk na produkcję tworzyw
biodegradowalnych, które można np. kompostować, a wykorzystuje się do tego specjalne
szczepy bakterii, które mogą wytwarzać polimery, a także je „zjadać”. Biodegradowalne po-
limery stosuje się już dzisiaj w medycynie, np. nici chirurgiczne czy śruby do zespalania ko-
ś
ci, w systemach kontrolowanego uwalniania leków.
Polichlorek winylu (PCV) jest jednym z najstarszych tworzyw sztucznych, występują-
cych na świecie. Światowa zdolność produkcyjna (22 mln ton rocznie), niska cena i różnorod-
ne zastosowania w wielu dziedzinach gospodarki sprawiają, że wyeliminowanie tego tworzy-
wa jest dziś nie do wyobrażenia.
PCV twardy stosuje się do produkcji rur, armatury, kształtowników, folii, płyt, dyskietek,
kart czekowych, rynien dachowych, mebli biurowych i ogrodowych. Ma małą gęstość, zado-
walające własności mechaniczne i elektryczne, jest odporny na korozję i zróżnicowane wa-
runki atmosferyczne i wreszcie dobrze się przetwarza. Zmiękczony PCV używa się na folie i
płyty, skóry sztuczne, wykładziny podłogowe, izolacje kablowe, rury, kształtowniki i węże.
Jest obojętny biologicznie i dlatego znajduje zastosowanie w technice medycznej, np. ręka-
wiczki, pojemniki na krew, cewniki, przewody do płynów infuzyjnych. Z kolei przezroczy-
Bęben magnetyczny
Dozowanie
Taśma
transportująca
Materiał
ferromagnetyczny
M
at
er
ia
ł
p
ar
am
ag
n
et
y
cz
n
y
F
ra
k
cj
a
b
o
g
at
a
w
al
u
m
in
iu
m
Rys.8. Separacja grawitacyjno-
magnetyczna

14
stość, nieprzepuszczalność gazów i zapachów, odporność na oleje, tłuszcze i kwasy pozwalają
stosować go powszechnie w przemyśle opakowań do artykułów spożywczych.
Coraz szersze stosowanie PCV w gospodarce narodowej i w życiu codziennym krajów
uprzemysłowionych stwarza konieczność rozwiązania problemu zagospodarowania odpadów
z tego tworzywa w sposób ekologicznie dopuszczalny i ekonomicznie uzasadniony. Działania
te sprowadzają się do: ograniczenia zużycia tworzyw, recyrkulacji odpadów i zużytych wy-
tworów, zastępowania dotychczasowych tworzyw nowymi rodzajami tworzyw foto i biode-
gradowalnych oraz do spalania odpadów.
Próbę recyrkulacji odpadów produkcyjnych i zużytych wytworów ze zmiękczonego PCV
podjęto w 1991 roku w Wytwórni Artykułów z Tworzyw Sztucznych „Papa Jan” w Szczytnie.
Do przetwarzania wykorzystuje się skórę sztuczną, izolację kabli, wykładzinę podłogową, po-
deszwy butów, płytki PCV i odpady technologiczne. Odpady te są pozyskiwane od producen-
tów, przedsiębiorstw zajmujących się ich skupem i z wysypisk komunalnych i magazynowane
na składowisku przyzakładowym w odpowiednio wydzielonych sektorach. Odpady są segre-
gowane i myte, rozdrabniane za pomocą krajarki gilotynowej oraz rozdrabniarki walcowej.
Rozdrobnione odpady wraz z odpowiednimi dodatkami wprowadza się partiami do walcarki i
wykonuje z nich folię polimerową grubości 1 mm. Po wykonaniu folia jest kontrolowana pod
ś
wiatłem aby wykryć ewentualne wtrącenia metaliczne i anomalie materiałowe czy po-
wierzchniowe. Folia w odcinkach długości 15 m jest przeznaczona na pokrycia dachowe, izo-
lację przeciw wilgoci, uszczelniania wysypisk komunalnych i musi spełniać wymagania prze-
widziane odpowiednimi normami. Tak wykonana folia nie wykazuje w czasie oględzin pęk-
nięć, prześwitów, rys mechanicznych, zlepień, zmiany barwy i połysku. Folia jest nieprzesią-
kliwa, odporna na temperaturę do 90
o
C, odporna na starzenie. Wyniki odpowiednich badań
potwierdzają spełnienie przez taką folię wymagań odpowiednich norm PN i BN i wymagań
dla folii budowlanej. Dopuszcza się ją zatem do stosowania na pokrycia dachowe, do izolacji
przeciwwilgociowej i wodoszczelnej.
Podobnie podjęto próby recyrkulacji PCV twardego (nieplastyfikowanego), używanego
głównie do produkcji ram okiennych i drzwiowych. Odpady tego tworzywa wynoszą wtedy
około 11%. Przy rozwiniętej obecnie produkcji okien i drzwi jest to ilość duża i nie dająca się
zmniejszyć. Z wielu metod utylizacji odpadów twardego PCV znane jest spalanie w tempera-
turze ok. 1000
o
C z zabezpieczeniem przed wydzielaniem się dioksyn, nie stanowiące zagro-
ż
enia dla ludzi i środowiska naturalnego. Pomimo tego międzynarodowe organizacje ekolo-
giczne prowadziły kampanię przeciwko wytwarzaniu i stosowaniu PCV. Stąd zwrot ku recyr-
kulacji tego tworzywa. Stosowane jest ono w fazie wtórnej jako dodatek przy wykonywaniu
warstw wewnętrznych wyrobów wieloskładnikowych, np. rur, listew maskujących, listew
podszybowych. Jedną z nowych możliwości jest zastosowanie PCV twardego zmieszanego z
innym tworzywem termoplastycznym do wykonywania słupków przydrogowych. Udział PCV
jako odpadu okiennego i drzwiowego w masie słupka wynosi 93%, zaś tworzywa termopla-
stycznego (akrylonitryl-butadien-styren ABS) - 7%. Otrzymane w ten sposób słupki spełniają
dobrze stawiane im wymagania. Mają biały kolor, dobrą adhezję do folii optycznych, są sta-
bilne w czasie, nie ulegają zniszczeniu przy przypadkowym najechaniu na niego samochodu
(ugięcie o
π
/4). Wreszcie waga i łatwy sposób otrzymywania słupków sprawiają, że ich cena
jest konkurencyjna. Prowadzone są próby innego wykorzystania twardego PCV.
W „Stomilu” w Bydgoszczy przeprowadzono próby ze stosowaniem odpadów poproduk-
cyjnych oraz zużytych wyrobów gumowych (opon) do produkcji nowych wyrobów. Odpady
są segregowane i mielone do wielkości recyrkulatu 1mm do 4mm. Granulat dodawano do
kauczuku butadienowo-styrenowego w miejsce sadzy do produkcji opon, płyt, taśm. Okazało
się, że dodanie granulatu nie utrudnia przetwarzania mieszanki oraz, że do produkcji wyro-
bów o wysokich wymogach należy dodawać granulat o odpowiedniej wielkości i w niewiel-
15
kiej ilości, w przypadku innych wyrobów, np. mat wyciszających, podkładów, wielkość gra-
nulatu jest bez znaczenia.
7. Recyrkulacja przy likwidowaniu sprzętu komputerowego
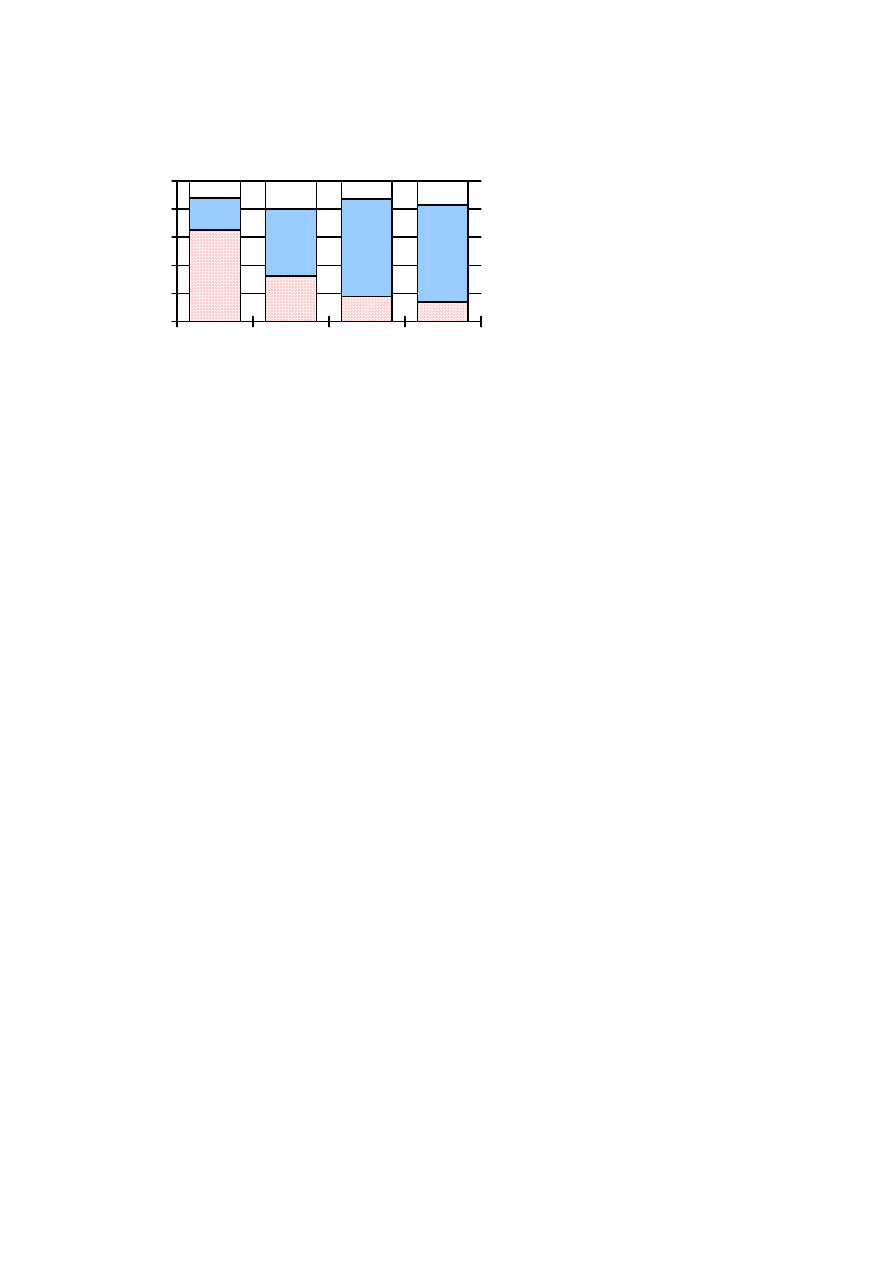
65%
32,50%
18%
14%
23%
47,50%
69%
69%
12%
20%
13%
17%
0%
20%
40%
60%
80%
100%
1988
1990/91
1993/94
1994/95
Rys.9. Efekt działań podejmowanych na rzecz recyklingu przez jedną z niemieckich firm kom-
puterowych.
Szybki rozwój w dziedzinie nowoczesnej technologii informatycznej, a w szczególności
komputerów sprawia, że okres racjonalnego ich użytkowania coraz bardziej się skraca. Od-
zwierciedla się to nie tylko w rozpisaniu ich amortyzacji na okres liczony na Zachodzie do 2,5
lat (w Polsce - 3,5 roku), ale również w problemach związanych z recyklingiem materiało-
wym i produktowym. Pro-recyklingowe rozwiązania konstrukcyjne, polegające na powszech-
nie stosowanej modularyzacji zespołów, na znakowaniu i unifikacji stosowanych materiałów
konstrukcyjnych, umożliwiły na przestrzeni ostatnich lat znacznie zmniejszyć ilość odpadów
powstających przy likwidacji przestarzałego sprzętu komputerowego. O postępach w tym za-
kresie może świadczyć wykres pokazany na rys.9, przedstawiający osiągnięcia w zakresie re-
cyklingu jednej z niemieckich firm komputerowych. Przy dziewięciokrotnym, na przestrzeni
sześciu lat, wzroście tonażu likwidowanych przez tę firmę komputerów, procentowa ilość kie-
rowanych na wysypiska odpadów spadła z 65% do poziomu 14%, co oznacza że ilość odpa-
dów pod względem tonażu wzrosła tylko nieznacznie.
Na uwagę zasługuje w tym przypadku również stosunkowo wysoki procent recyklingu
produktowego (17%), polegającego na wtórnej odsprzedaży zregenerowanych i sprawnych
komputerów, lub wykorzystaniu w nowych konstrukcjach modułów i zespołów pochodzących
z demontażu wycofywanego sprzętu.
Proekologiczne myślenie w tej firmie odzwierciedla się również w dbaniu o recykling
przy kształtowaniu procesów technologicznych. 70% stosowanej w tych procesach wody krą-
ż
y w obiegach zamkniętych. Na szeroką skalę dba się również o recykling energetyczny,
ograniczając wielkość „odpadu energetycznego” do poziomu 27%. Nawet w tak specyficz-
nych procesach jak trawienie, szeroko stosowane w tej branży produkcyjnej, stosuje się rege-
nerację roztworów (35%), a z tych, które uważa się za definitywnie zużyte, odzyskuje się
miedź przed ich neutralizacją.
8. Recyrkulacja odpadów budowlanych
Odpady budowlane są jednymi z bardziej uciążliwych odpadów. Obecne przeobrażenia
gospodarcze powodują, że tego surowca jest coraz więcej i właściwe jego zagospodarowanie
nabiera coraz większego znaczenia. Należy mieć na uwadze również fakt, że w niedalekiej
przyszłości konieczne będą wyburzenia budynków wznoszonych z betonu zbrojonego i recyr-
kulacja tego tworzywa. Odpady budowlane można powtórnie wykorzystywać w zasadzie tylko
w budownictwie. Alternatywą dla tego sposobu wykorzystania jest wywóz na składnicę odpa-
dów, a więc zanieczyszczenie środowiska. Recyrkulacja odpadów budowlanych może przy-
nieść wymierne korzyści w postaci:
5383t - tonaż rocznie likwidowanych komputerów
4497t
1047t
600t
- recykling produktowy
- recykling materiałowy
- odpady kierowane na
składowiska
16
- obniżenia kosztów budowy (rozdrobniony materiał budowlany jest na placu budowy lub w
niewielkiej od niego odległości, zatem tańszy i mniej energochłonny jest jego transport),
- zmniejszyć można produkcję cementu, cegły, kruszywa,
- mniejsza ilość składowanych odpadów, zatem mniejsze koszty składowania, a także korzy-
ś
ci niewymierne jak:
- mniejsze zanieczyszczenie środowiska - gleby i wód gruntowych,
- ograniczona degradacja powierzchni ziemi - zmniejszenie eksploatacji kruszywa.
Jako odpady budowlane rozumie się be-
ton zbrojony lub nie, cegły i odpady asfaltu.
Materiał wejściowy do procesu recyrkulacji
może powstać bezpośrednio u producenta ma-
teriałów budowlanych lub w miejscu jego za-
legania, np. w miejscu wyburzeń lub remontu
zabudowań. Podstawowym zabiegiem w pro-
cesie uzdatniania tego rodzaju odpadów jest
ich rozdrobnienie. Należy także przewidzieć
możliwość oddzielania i wychwytywania
elementów stalowych, które by mogły obniżyć
cechy produktu końcowego. Jego przydatność
do określonych celów zależy od granulacji
rozdrobnionego odpadu. Kolejnym etapem
procesu uzdatniania odpadu jest zatem jego
sortowanie na różne frakcje wymiarowe.
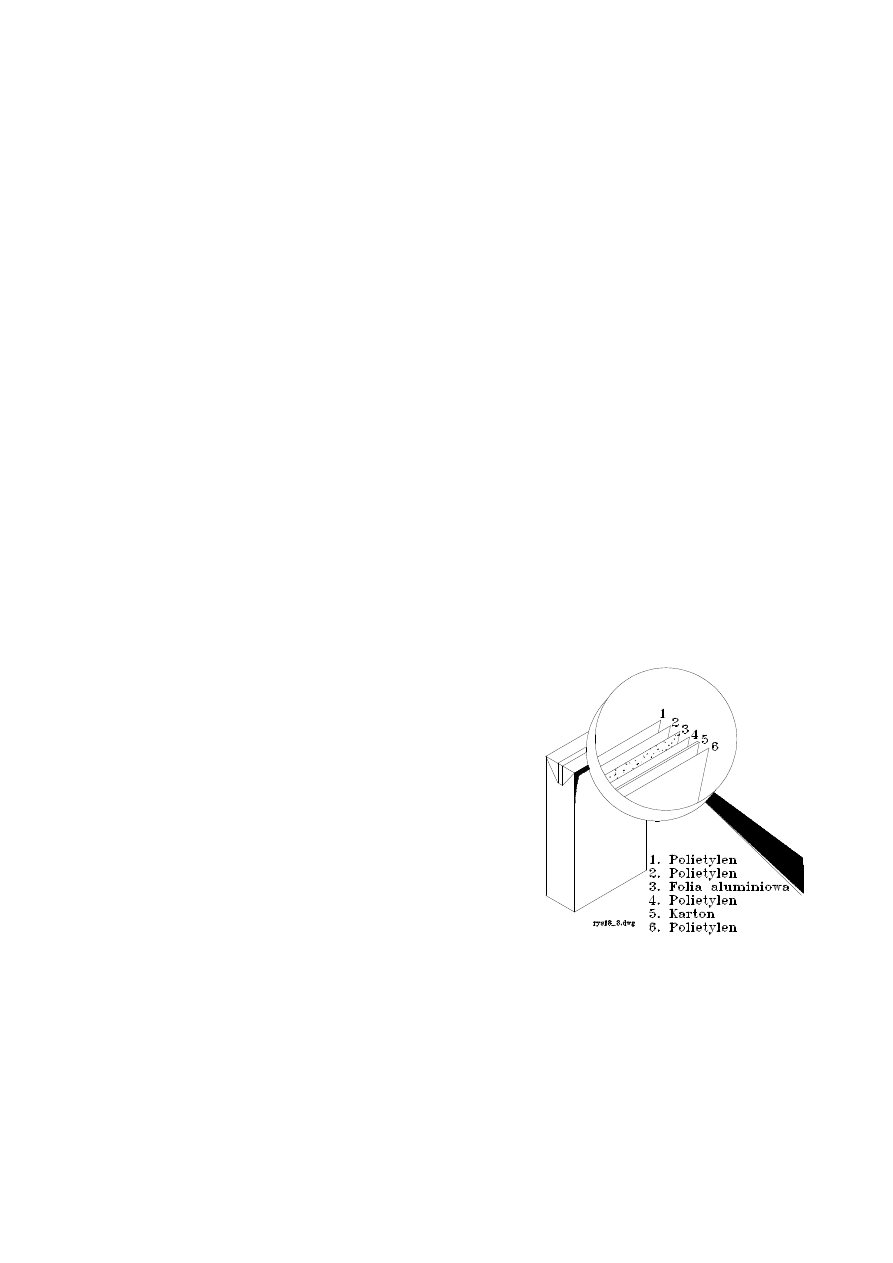
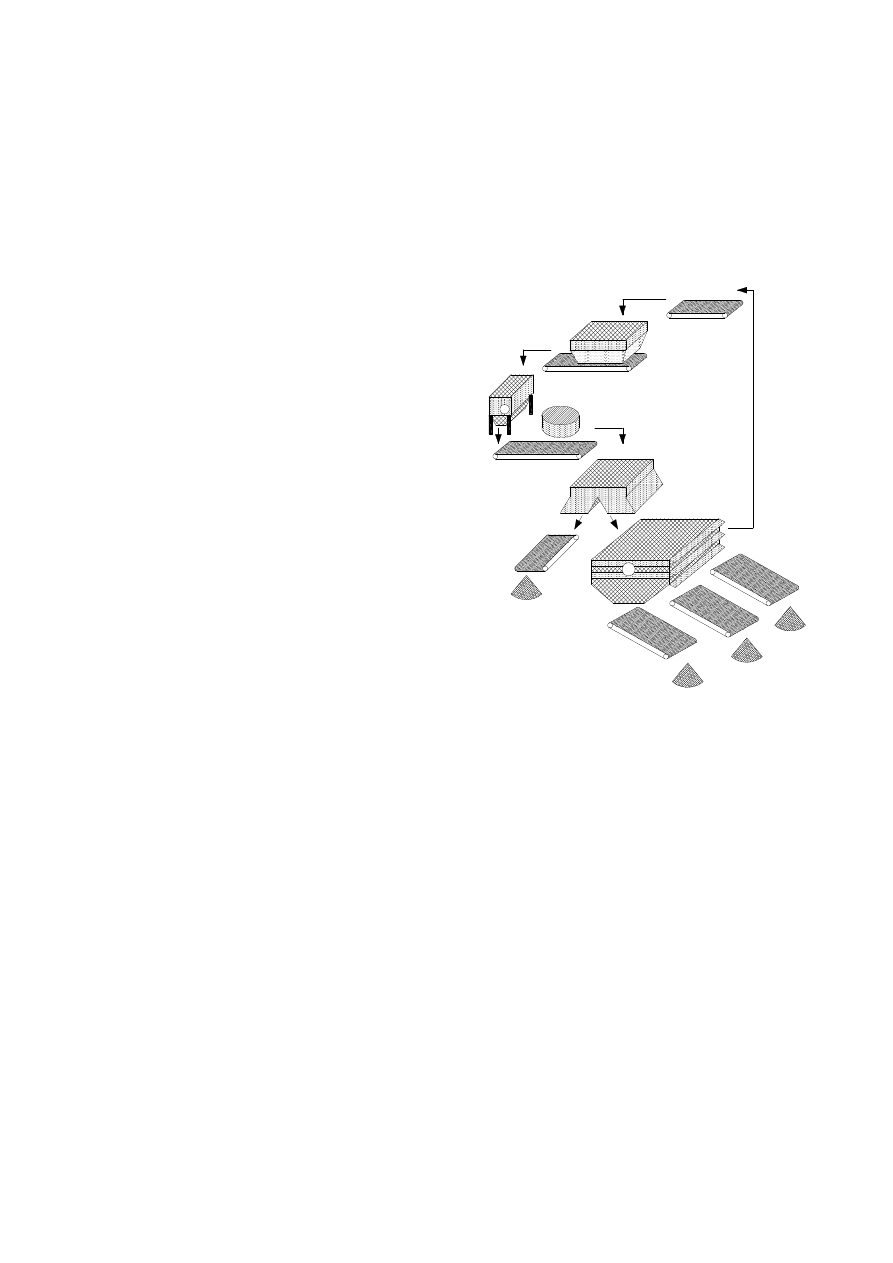
Kompleksową realizację działań nie-
zbędnych do ponownego wykorzystania od-
padów (z wyłączeniem płyt zbrojonych) w
budownictwie zapewnia zestaw do recyrkula-
cji produkowany przez MAKRUM w Byd-
goszczy, a przedstawiony schematycznie na
rys.10. Przerabiane odpady są podawane za
pomocą ładowarki do kosza zsypowego 1 i
przemieszczane przenośnikiem do kruszarki udarowej 2, celem rozdrobnienia. Umożliwia ona
dopasowanie komory kruszenia do potrzeb w zakresie rodzaju i granulacji wsadu i ma regu-
lowaną prędkość obwodową wirnika. Lej zsypowy 3 kieruje granulat na przenośnik 4. Ewen-
tualne wtrącenia stalowe są oddzielane przez separator 5, znajdujący się nad przenośnikiem 4.
Produkt z kruszarki jest przekazywany do przesypu 6, a dalej do wibracyjnego przesiewacza
sitowego 7, który rozdziela produkt na poszczególne frakcje, kierowane przenośnikami ta-
ś
mowymi 8 na plac składowy. Frakcja największa jest kierowana na przenośnik 9 i powtórnie
wraca do kruszarki. Przesyp 6 jest dwudrożny, co umożliwia wyłączenie z obiegu przesiewa-
cza 7, zbędnego przy rozdrabnianiu niektórych materiałów np. asfaltu i gromadzenie takich
odpadów na oddzielnej hałdzie.
9. Oczyszczania powietrza
Lotne odpady w procesach produkcyjnych, odpady i spaliny wywołane transportem sa-
mochodowym to główne czynniki zanieczyszczenia powietrza, które jest z kolei jednym z
najczęściej występujących przypadków skażenia środowiska. Zanieczyszczenia w postaci pyłu
o zróżnicowanych rozmiarach cząstek w granicach 0,001
µ
m do 5 mm pochodzenia mineral-
nego lub organicznego tworzą stosunkowo trwałe zawiesiny w powietrzu. Do najbardziej
uciążliwych dla otoczenia ze względu na zanieczyszczanie powietrza pyłem należą procesy
rys13_10.dwg
8
3
4
5
8
8
8
7
6
2
9
1
Rys.10. Zestaw urządzeń do przeróbki odpadów
budowlanych
9

17
odlewnicze i spawalnicze. Emitują one do otoczenia pyły o bardzo zróżnicowanych składach
zawierające cząstki metali i ich związków i szczególnie szkodliwy dla zdrowia SiO
2
. Problem
ograniczenia zawartości pyłu w powietrzu to strefa stanowisk roboczych, będąca najczęściej
ź
ródłem emisji zanieczyszczeń oraz powietrze odprowadzane z zapylonych oddziałów zakła-
dów do otoczenia. W obu przypadkach stosuje się odmienne metody zmniejszenia stężenia
pyłu.
W obróbce skrawaniem jednym z powodów zanieczyszczania powietrza jest tępienie się
narzędzi skrawających na powierzchni przyłożenia i natarcia. Powstające pyły zawierają metale
ciężkie takie jak wolfram, tytan, kobalt, nikiel, molibden, chrom, które są składnikami narzę-
dziowych materiałów stopowych (stali szybkotnących, węglików spiekanych). W obróbce
ś
ciernej pyły zawierają składniki materiałów ściernych tarcz szlifierskich. Pyły te są wchłaniane
przez człowieka drogami oddechowymi, niektóre mogą przenikać do organizmu przez skórę
lub przewód pokarmowy, co wpływa na zwiększenie wchłoniętej dawki. Większość tych pyłów
jest w grupie o dużym stężeniu (nawet do 10 mg/m
3
) lecz są one nietoksyczne i nietrujące. Są to
głównie pyły dwusiarczku węgla, ołowiu i jego związków oraz pyły krzemowe.
Miarą zanieczyszczenia powietrza jest stężenie pyłu w powietrzu wyrażone masą pyłu
zawartą w 1m
3
powietrza i wyrażone w mg/m
3
. Ograniczenie zawartości pyłu w powietrzu do
wartości nie przekraczającej dopuszczalnej granicy można zapewnić stosując:
- rozrzedzanie pyłu w powietrzu,
- hermetyzację źródeł emisji oraz
- wyciągi miejscowe.
Pierwsza metoda jest realizowana za pomocą instalacji ogólnej wentylacji pomieszczenia.
Dla utrzymania małych stężeń zanieczyszczeń konieczna jest duża wielokrotność wymiany
powietrza, czyli trzeba odprowadzić powietrze o objętości wielokrotnie przekraczającej obję-
tość pomieszczenia. Zatem wentylacja ogólna jest nieekonomicznym sposobem obniżania stę-
ż
enia pyłu w pomieszczeniach technologicznych. Korzystniejsza jest ze względów technicz-
nych i ekonomicznych hermetyzacja stanowisk roboczych, w przypadku zaś trudności w jej
zastosowaniu korzystne jest stosowanie odciągów miejscowych. Hermetyzację stanowisk ro-
boczych stosuje się np. do maszyn oczyszczających odlewy. Oczyszczarki bębnowe i taśmowe
mają zatem hermetycznie zamknięte komory robocze, z których pył jest odciągany do instala-
cji odpylających. Stanowiska do oczyszczania odlewów dużych, ze względu na konieczność
transportu i manipulowania dużymi i ciężkimi odlewami, trudno jest obudować hermetycznie
osłonami, dlatego stosuje się tutaj odciągi miejscowe. Ssawy odciągów powinny być wykona-
ne w formie nastawnych rękawów co umożliwia ich ustawianie w dowolnym miejscu w polu
obsługi. Odciągi miejscowe nastawne zapewniają odprowadzanie zanieczyszczeń powietrza
bezpośrednio ze źródeł ich emisji i zapobiegają rozprzestrzenianiu się ich w pomieszczeniu.
Prędkość porywania pyłów w oczyszczalni odlewów powinna być większa od 0,75 m/s.
Zapylone powietrze, odprowadzane do atmosfery stanowi poważne zagrożenie ekolo-
giczne. Szczególnie duża jest koncentracja pyłów w powietrzu odprowadzanym ze stanowisk
roboczych hermetycznych lub wyposażonych w odciągi miejscowe. Ograniczenia ilości pyłów
emitowanych do atmosfery zmuszają zakłady przemysłowe do stosowania skutecznych insta-
lacji odpylania powietrza. Ze względu na zasadę działania urządzenia te można podzielić na:
- wykorzystujące do rozdziału faz różnicę gęstości i przyspieszenia w ruchu wirowym (cy-
klony),
- filtrujące poprzez filtry tkaninowe,
- odpylacze mokre,
- odpylacze elektrostatyczne,

18
Skuteczność działania odpylaczy jest określona sprawnością odpylania, czyli ilorazem
masy zanieczyszczeń usuniętych z powietrza do masy tych zanieczyszczeń w powietrzu nie
oczyszczonym.
η
=
Q
usunięte
= 1
−
Q
pozostałe
Q
wyjściowe
Q
wyjściowe
Sprawność odpylania wymienionych wyżej odpylaczy wynosi: cyklony
η
= 0,75-0,9, od-
pylacze filtracyjne tkaninowe i odpylacze mokre
η
= 0,95-0,97, odpylacze elektrostatyczne
η
= 0,99. Cyklony przeznaczone są przede wszystkim do usuwania z powietrza zanieczyszczeń
o rozmiarach 5-10
µ
m i pracują głównie na pierwszym stopniu odpylania powietrza. Drugi
stopień to odpylacze tkaninowe lub mokre. Odpylacz mokry posiada dwie sekcje. W jednej
kierownice powodują zawirowanie zanieczyszczonego powietrza, które wypływa do sekcji
drugiej stanowiącej wannę wypełnioną wodą. Powietrze uderza o powierzchnię wody a pyły
pod wpływem sił bezwładności i zwilżenia są zatrzymywane na powierzchni wody, następnie
zaś opadają na dno wanny i są usuwane jako szlam przenośnikiem zgrzebłowym. Pracują one
tylko w temperaturach dodatnich.
10. Ekobilans – metoda LCA (
Life Cycle Assessment
)
Globalny rozwój cywilizacji, rosnące wymagania konsumentów i ostra konkurencja na
rynku wymagają wprowadzania nowych wyrobów, nowych technologii i pozyskiwania coraz
większej ilości surowców pierwotnych. Powoduje to wzrost obciążenia środowiska, bowiem
każdy produkt czy maszyna w dowolnym okresie swego życia będzie również negatywnie od-
działywać na otoczenie. Począwszy od fazy pomysłu (koncypowania) poprzez projektowanie,
wytwarzanie, użytkowanie i recykling nieodzowne będzie korzystanie z różnych materiałów
niezbędnych do wytworzenia maszyny, a w okresie jej użytkowania z materiałów i środków
wspomagających (np. półwyroby, ciecze eksploatacyjne), umożliwiających niezawodne i eko-
nomiczne jej użytkowanie. Wreszcie po technicznej śmierci maszyny poddana ona zostanie
procesowi recyklingu, czy nawet tylko potraktowana jako złom bądź materiał składowany na
wysypisku. I w tej fazie istnienia również będzie ona oddziaływać na otoczenie. Należy zdać
sobie sprawę z tego, że każdy produkt czy maszyna mogą spełniać swoje zasadnicze funkcje
jeśli do ich wykonania użyje się różnych materiałów i różnych technologii, wreszcie w różny
sposób można je wykorzystywać, różnie eksploatować, czy wreszcie różnie prowadzić na nich
procesy technologiczne i wreszcie poddawać różnym metodom recyklingu. Jest bardzo pożą-
dane by na każdym etapie swego życia produkt lub cała maszyna w najmniejszym możliwym
stopniu negatywnie oddziaływały na otoczenie. Skłania to producentów i władze samorządo-
we do poszukiwania stosownych metod ekologicznej oceny wyrobów i procesów wytwarza-
nia. Ocenę tego oddziaływania można przeprowadzić za pomocą ekobilansowania, a jedną z
jego metod jest metoda LCA. Ekobilansowanie definiuje się jako: Procesy oceny środowi-
skowych obciążeń związanych z systemem cyklu życia obiektu bądź działalności polegające
na identyfikacji i ilościowym opisaniu użytej energii, materiałów, powstałych odpadów oraz
oddziaływania tych czynników na środowisko. W węższym zakresie ekobilans jest to ocenio-
ny ekologiczny bilans materiałowy i energetyczny dotyczący wyrobu, procesu lub ich kombi-
nacji. W roku 1969 zaczęła go stosować Coca-Cola dla oceny oddziaływań opakowań do na-
pojów. Zakres badań obejmował: zużycie surowców, energii, emisję zanieczyszczeń oraz uty-
lizację odpadów. Była to metoda bardzo przybliżona, bowiem wpływ różnych czynników
oceniano w skali punktowej, zwykle od 1 do 10, ponadto inne oddziaływanie ma np. jednost-
ka energii powstała w elektrowni cieplnej, jądrowej, wiatrowej czy wodnej. Mimo to ekobi-
lans służył ujawnianiu słabych stron wyrobów i procesów, poprawie ekologicznych własności
w fazie projektowania, ułatwiał podejmowanie decyzji w zakresie doboru surowców i techno-
logii produkcji. Miał on jednak charakter subiektywny, szczególnie gdy wykonywano go na

19
potrzeby własnej firmy. Trudności interpretacyjne skłoniły do ujednolicania ekobilansów, a
takie działania legislacyjne podjęto w roku 1992.
Dziś głównym celem ekobilansu jest analiza porównawcza lub optymalizacyjna, ukierun-
kowana na wyrób lub proces tak, by możliwe było złagodzenie oddziaływania środowiskowe-
go. Może on być też podstawą do uruchomienia lub wstrzymania produkcji, przyznania dota-
cji lub znaku ekologicznego. Ocenę oddziaływania na środowisko prowadzi się analizując na-
stępujące kryteria:
- efekt cieplarniany,
- niszczenie warstwy ozonowej,
- tworzenie smogu fotochemicznego,
- wzrost kwasowości,
- toksyczne oddziaływanie na środowisko i na człowieka,
- wpływ na żywność.
By obiektywnie oceniać wyroby podjęto się ujednolicenia metod ekobilansowania, czemu
ma służyć również wykorzystanie technik komputerowych. Zagadnienie to znalazło także
swoje odzwierciedlenie w normach serii ISO 14000 (14040 do 14043). Prowadzone prace nad
standaryzacją i dostępność mają stopniowo upowszechnić stosowanie ekobilansu jako metody
ś
rodowiskowej oceny produktów i technologii.
Główne korzyści płynące z analiz ekobilansowych to:
•
poznanie środowiskowych oddziaływań obiektów technicznych,
•
możliwość ulepszania produktów i technologii,
•
działania inwentaryzacyjne, szukanie oszczędności materiałowych, energetycznych,
•
możliwość dostosowania produkcji do wymaganych norm,
•
podnoszenie prestiżu producenta,
•
zdobywanie środków finansowych i subsydiów od władz różnych szczebli.
Standardy ISO wymagają kompleksowego podejścia do wpływu, jaki wywiera uruchomie-
nie produkcji i wprowadzenie na rynek nowego wyrobu. Znajdują zastosowanie głównie w fa-
zie projektowania wyrobu, ale odnoszą się do całego cyklu życia wyrobu. Problematyka LCA
wg ISO obejmuje trzy zagadnienia:
1. analizę inwentarza – czyli rozpoznanie istotnych ekologicznie czynników wejścia i wyjścia,
2. analizę potencjału oddziaływania środowiskowego (związanego z czynnikami wejścia i wyjścia),
3. interpretację wyników inwentarza i faz oddziaływania badanego obiektu.
Sam proces LCA składa się z czterech powiązanych wzajemnie faz:
a) definicja celu i zakresu, określenie zasad i struktury (PN-EN ISO 14040),
b) analiza inwentarza, analiza zbioru (PN-EN ISO 14041),
c) ocena oddziaływania, ocena wpływu cyklu życia (PN-EN ISO 14042),
d) interpretacja wyników, interpretacja cyklu życia (PN-EN ISO 14043).
Ocena oddziaływań środowiskowych wymaga ustalenia, jakie zasoby i jaki potencjał ich
zagrożenia są związane z rozpatrywanym wyrobem, które źródła oddziaływań i ich powiąza-
nia są najbardziej istotne. Te ustalenia noszą nazwę strumieni wejściowych i wyjściowych.
Strumienie wejściowe to przede wszystkim materiały i energia, wyjściowe to te same czynniki
ale przetworzone w wyniku procesu.
W badaniu oddziaływania na środowisko różnych procesów wytwarzania stwierdzono, że
tylko niektóre elementy procesu są istotne w tym oddziaływaniu. Wielkość 95% a nawet 99%
oddziaływań określana jest przez 10% elementów procesu. Zatem w metodzie LCA należy
zwracać uwagę na istotne elementy procesu, inne można pominąć. Przykładowe wyniki bilan-
su metodą LCA przedstawiono dla przypadku produkcji energii z różnych źródeł, biorąc pod
uwagę zagrożenia wynikające z wydobycia paliw, ich transportu, budowy i wykorzystania
urządzeń. Obliczono ilość emitowanego (w Mg) CO
2
, na 1 GWh uzyskanej energii, zaś od-
20
Paliwo
Ilość Mg CO
2
/GWh
Węgiel brunatny
1062 – 1372
Węgiel kamienny
130 – 1985
Olej opałowy
774 - 866
Gaz ziemny
245 – 499
Ogniwa słoneczne
12,5 – 104
Elektrownie wodne
60 – 120
Spalanie drewna
667 – 849
Energia wiatru
7,4 – 14,5
Energia atomowa
3 - 10
działywanie CH
4
i N
2
O przeliczono wskaźnikami – odpowiednio 21 dla CH
4
i 310 dla N
2
O.
Wyniki zestawiono w poniższej tabeli.
Jak dotąd LCA stosowana jest on najczę-
ś
ciej w odniesieniu do opakowań (około
35% bilansów).
Analiza cyklu życia przeprowadzona
przez osobę trzecią zezwala na umieszcze-
nie na wyrobach etykiet środowiskowych.
Wskazują one na preferencję danego wyro-
bu, wynikającą z analizy cyklu życia. Przy-
kłady etykiet środowiskowych zamieszczo-
no na poniższym rysunku 11. Dwie pierw-
sze z lewej strony, stosowane w krajach
skandynawskich, dotyczą znakowania od-
powiednio wyrobów papierniczych wykonanych z surowców wtórnych, drugi zaś przyznawa-
ny jest przez Związek Plantatorów Upraw Ekologicznych (uprawy bez stosowania nawozów
sztucznych i chemicznych środków ochrony roślin – rolnictwo biodynamiczne). Ostatni znak
Niebieskiego Anioła, stosowany w Niemczech, dotyczy także znakowania olejów.
Rys. 11. Etykiety środowiskowe
WYKŁADY/ekspl’rec.doc
Wyszukiwarka
Podobne podstrony:
ekol'1 I
och srod wykl 5 lata 80 pl, polit ekol panstwa
ekol'3a
22Kowalik rec # Nowe studia leksykograficzne, tom 2 Kraków 2008 Wyd Lexis
ekol'1 id 154767 Nieznany
wymagania.podst.ekol(2), Ekologia
ekol sc, Ogrodnictwo UP Lbn, Ekologia o ochrona środowiska
Wyk+éad 1 rec
Sprawozdanie 2 ekol
ekol'2 I
ekol'1 i pytania
ekol'2
Ekol cw lek I 2013 14
ekol'pyt'IIIrok
MapaMap REC MM REC instrukcja o Nieznany
Agonici rec opioidowych, zatrucie morfin
Rec płynnych postaci leków poprawione
Rec leków robionych materiały dla studentów lekarskiego
EKOL Wplyw halasu na czlowieka i srodowisko
więcej podobnych podstron