PROGRAMOWANIE FREZARSKICH CENTRÓW OBRÓBKOWYCH Z
ZASTOSOWANIEM KOREKCJI ŚREDNICY NARZĘDZIA
1. Cel ćwiczenia
Celem ćwiczenia jest zapoznanie studentów z zasadami programowania frezarskich centrów
obróbkowych oraz z zasadą stosowania korekcji narzędzia.
2. Wprowadzenie do programowania NC
W odróżnieniu od frezarski konwencjonalnych nowoczesne frezarki posiadają sterowanie NC. Obróbka
wyrobów na takich frezarkach odbywa się w cyklu automatycznym pod warunkiem, że sterowanie realizuje
program NC napisany w języku dla niego zrozumiałym i opisującym poszczególne fazy obróbki.
Program jest to plan zamierzonej pracy obrabiarki prowadzący do wykonania przedmiotu o
określonych kształtach, wymiarach i chropowatości powierzchni. Każdy program zawiera dwie grupy
informacji:
¾
geometryczne - dotyczące kształtów i wymiarów przedmiotu obrabianego, określają zatem
współrzędne i przemieszczenia narzędzia lub przedmiotu niezbędne do wymiarowego ustawienia
narzędzia względem przedmiotu oraz wykonania tego przedmiotu w procesie kształtowania;
¾
technologiczne - dotyczące warunków skrawania i przebiegu obróbki jak parametry obróbki -
prędkość skrawania, posuw, głębokość skrawania; materiału przedmiotu i narzędzia, kolejności
ruchów i czynności pomocniczych.
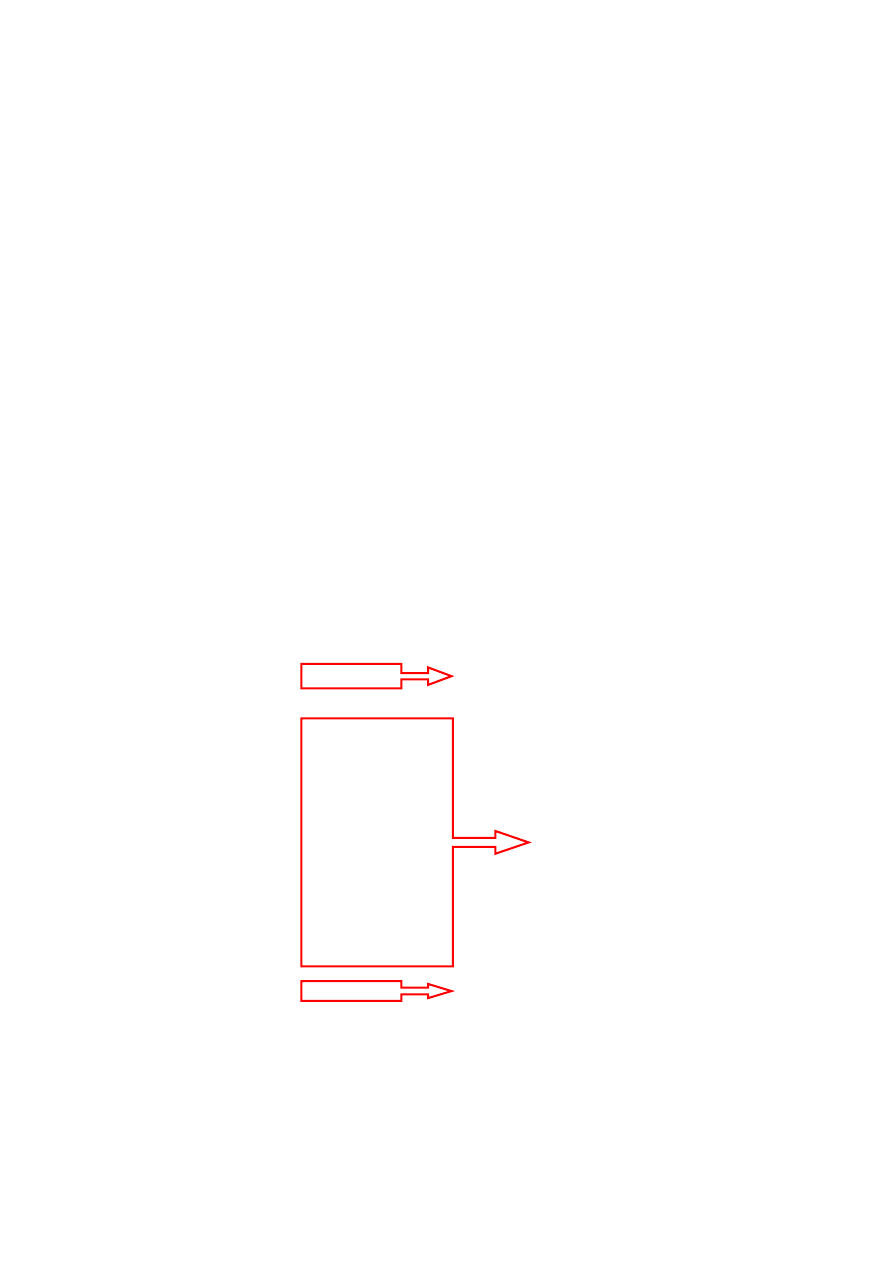
Każdy program NC składa się z wielu bloków, w których znajdują się funkcje wykonawcze (rys. 1).
Bloki numerowane są na bieżąco w sposób rosnący. Numer bloku umieszczony jest na początku oraz składa
się z adresu N i liczby. Każdy blok programu zawiera słowa. Słowo składa się z adresu i wartości albo kodu
(rys. 2). Liczba występująca w słowie może mieć znaczenie kodu lub znaczenie wartości. Na przykład w
słowie G01 „01” jest kodem przy adresie „G” natomiast w słowie X+67 „+67” jest konkretną wartością
liczbową.
%TOK 1234
N005 G90
N010 G54 X....Z.....
N015 T0202 S480 M04
N020 G00 X84 Z0
N025 G01 X-1 F1.5 M08
N030 G01Z2
N035 G00 X80
N040 G96 S120
N045 G92 S3500
N050 G81 X20 Z0 I2.5
N055 G01 Z24 Z-2
N060 G03 X80 Z-90 I0 K-10
N065 G97
N070 G26
N075 T0404 S960 M03
N080 G00 X26 Z5
N085 G33 X 23.5 Z-27 F1.5
N090 G01 X28
N095 G26
N0100 M30
POCZ
POCZ
Ą
Ą
TEK PROGRAMU
TEK PROGRAMU
SEKWENCJA
SEKWENCJA
BLOK
BLOK
Ó
Ó
W NC,
W NC,
ZAWIERAJ
ZAWIERAJ
Ą
Ą
CYCH
CYCH
INFORMACJE
INFORMACJE
DOTYCZ
DOTYCZ
Ą
Ą
CE
CE
OBR
OBR
Ó
Ó
BKI
BKI
KONIEC PROGRAMU
KONIEC PROGRAMU
Rys. 1. Budowa programu NC
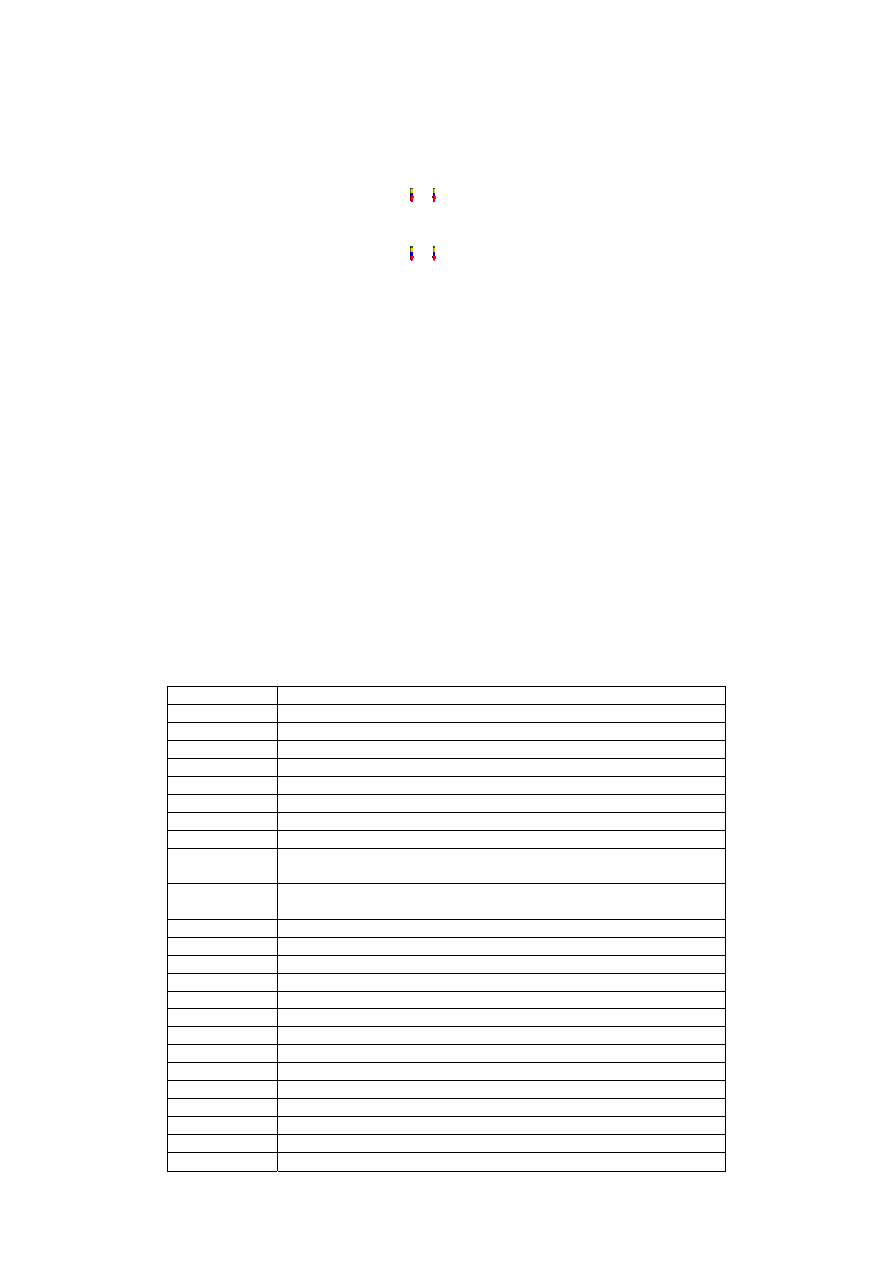
ADRES
LICZBA (kod)
N035 G01 X+67 Z-20 F0.5
N035 G01 X+67 Z
N035 G01 X+67 Z
-
-
20 F0.5
20 F0.5
N035
N035
N035
G01
G01
G01
SŁOWO
X+67
X+67
X+67
ADRES
(współrzędna)
LICZBA (wartość)
SŁOWO
Z-20
Z
Z
-
-
20
20
SŁOWO
F0.5
F0.5
F0.5
SŁOWO
NUMER BLOKU
Rys. 2. Budowa bloku NC
3. Funkcje przygotowawcze i pomocnicze
Funkcje występujące w programie NC mogą być funkcjami modalnymi (obowiązują w obszarze wielu
bloków programu NC) bądź funkcjami ważnymi tylko w jednym bloku. Funkcje modalne mogą być odwołane
albo zmienione poprzez podanie funkcji o tym samym adresie.
Funkcje sterujące stosowane podczas opracowywania programów NC można podzielić na funkcje
przygotowawcze i funkcje pomocnicze.
Funkcje przygotowawcze są to takie funkcje, które precyzują rodzaj ruchu. Instrukcje te mają za
zadanie przygotowanie sterowania NC do takiego przetwarzania danych geometrycznych, aby uzyskać
przewidziane programem warunki ruchu wszystkich zespołów roboczych obrabiarki (tab. 1).
Do funkcji pomocniczych należą tzw. funkcje maszynowe M i funkcje technologiczne ustalające
posuw, obroty i odpowiadające za wymianę narzędzi (tab. 2)
Tab. 1. Zestawienie funkcji przygotowawczych wg DIN66025 (PN-73/M-55256)
Kod Opis
G00
ruch szybki ustawczy
G01
interpolacja liniowa - posuw roboczy
G02
interpolacja kołowa zgodna z ruchem wskazówek zegara
G03
interpolacja kołowa przeciwna do ruchu wskazówek zegara
G04
postój czasowy
G09
zwolnienie (dokładne zatrzymanie)
G10
szybki przesuw we współrzędnych biegun
G11
interpolacja prostoliniowa we współrzędnych biegunowych
G12
interpolacja kołowa zgodna z ruchem wskazówek zegara we
współrzędnych biegunowych
G13
interpolacja kołowa przeć, do ruchu wskazówek zegara we
współrzędnych biegunowych
G22
wywołanie podprogramu
G23
powtórzenie części programu
G24
bezwarunkowa instrukcja skoku
G25
przesuw do punktu wyjściowego obrabiarki
G26
przesuw do punktu wymiany narzędzia
G40
odwołanie korekcji
G41
korekcja promienia narzędzia w lewo od konturu
G42
korekcja promienia narzędzia w praw od konturu
G45
równoległe dosunięcie i odsunięcie narzędzia do konturu
G46
dosunięcie lub odsunięcie narzędzia po półokręgu
G47
dosunięcie lub odsunięcie narzędzia po ćwierćokręgu
G53
wyzerowanie przesunięcia początku układu współrzędnych
G54
bezwzględne przesunięcie początku układu współrzędnych
G59
przyrostowe przesunięcie początku układu współrzędnych
G90
wymiarowanie absolutne
G91
wymiarowanie przyrostowe
Tab. 2. Zestawienie funkcji pomocniczych.
M00
zatrzymanie programu np. w celu pomiaru
M02
koniec programu
M03
włączenie obrotów wrzeciona, kierunek w prawo
M04
włączenie obrotów wrzeciona, kierunek w lewo
M05
wyłączenie obrotów wrzeciona
M06
wymiana narzędzia
M07
włączenie chłodziwa – pompa nr 1
M08
włączenie chłodziwa – pompa nr 2
M09
wyłączenie chłodziwa
M30
koniec programu, wrzeciono i pompa cieczy chłodzącej zostają wyłączone, układ
sterujący jest przygotowany do powtórnego wykonania programu
M80
anulowanie wszystkich odbić
M81
odbicie osi X
M82
odbicie osi Y
M83
odbicie osi Z
M84
odbicie osi X i Y
M85
odbicie osi X i Z
M86
odbicie osi Y i Z
M99
koniec podprogramu, sterowanie zostanie przełączone do bloku, z którego
podprogram był wywołany a następnie wykonany zostanie następny blok programu
F
posuw [mm/obr] np. F000.200 - 0.2 mm/obr
S
obroty wrzeciona [obr/min] np. S1800 - 1800 obr/min
T
wymiana narzędzia następuje po funkcji z adresem T, bezpośrednio po adresie T
następuje kod czterocyfrowy, pierwsze dwie cyfry kodu dotyczą pozycji narzędzia w
głowicy rewolwerowej, dwie następne numeru narzędzia w zbiorze wielkości
korekcyjnych np. T1298
4. Podstawowe kody sterujące
Szybki przesuw G00
Narzędzie przejeżdża z możliwie dużą prędkością do zaprogramowanego punktu docelowego o
współrzędnych X, Y i Z.
G00 [X...]
[Y...] [Z...] [F...] [S...] [T...] [M...]
Kolejność osi, wzdłuż których będzie przemieszczać się narzędzie, zależy od zaprogramowania
posuwu wgłębnego Z odniesionego do aktualnej pozycji narzędzia.
• gdy wskazany posuw wgłębny ma względem aktualnej pozycji narzędzia dodatni zwrot Z, to
przejazd narzędzia nastąpi najpierw w kierunku osi Z a na koniec w kierunku osi X i Y.
•
gdy wskazany posuw wgłębny ma w odniesieniu do aktualnej pozycji narzędzia ujemny zwrot Z, to
przejazd narzędzia nastąpi najpierw w płaszczyźnie XY, a na koniec w kierunku Z.
Gdy w tym samym bloku NC zaprogramowana jest wymiana narzędzia, zmiana posuwu i/lub zmiana
liczby obrotów to będą najpierw wprowadzone te zmiany a po tym nastąpi przejazd do współrzędnych
docelowych.
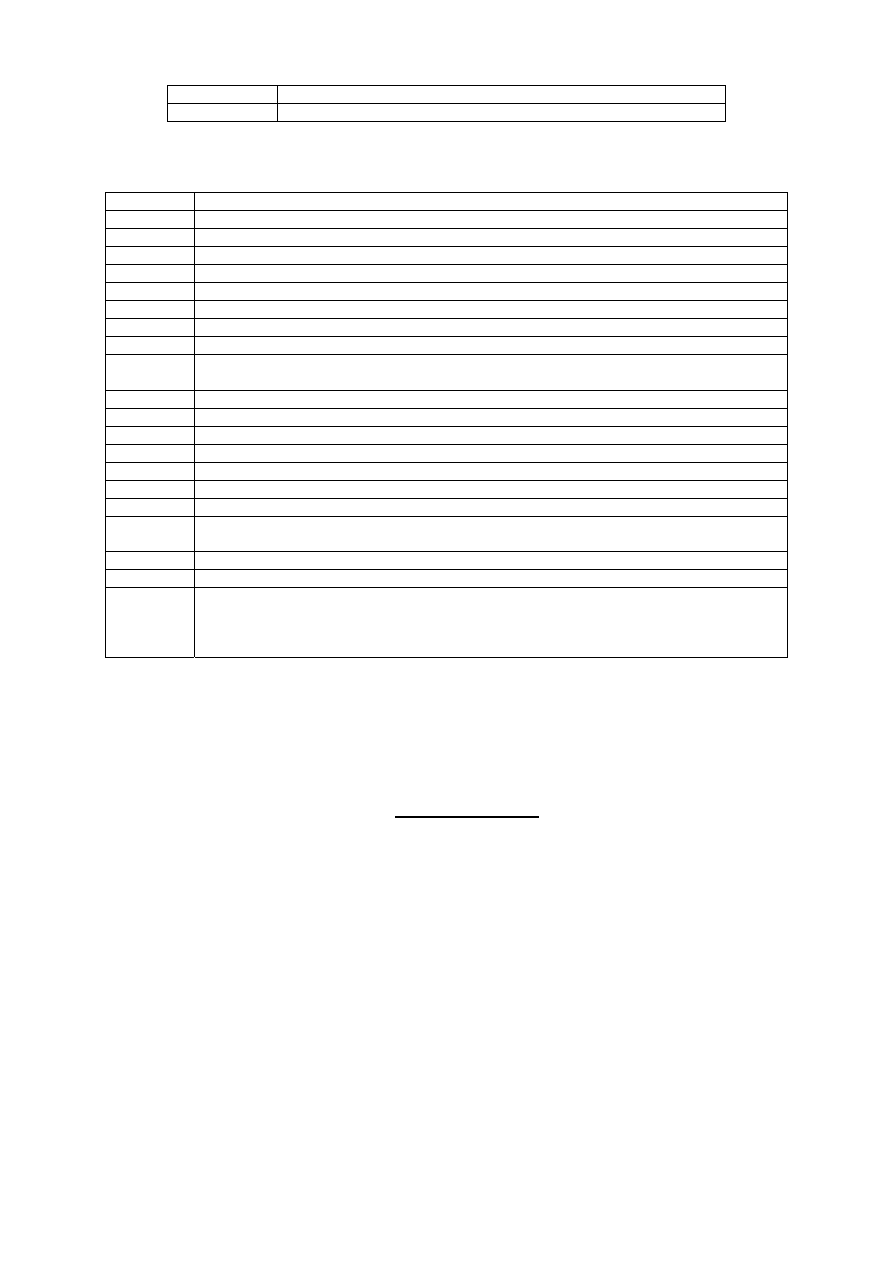
Programowanie w wymiarach absolutnych:
N090 G00 X+30 Y+65 Z+12
N095 G90
N100 G00 X+105 Y+35 Z+2
Programowanie w wymiarach przyrostowych:
N090 G00 X+30 Y+65 Z+12
N095 G91
N100 G00 X+75 Y-30 Z-10
Interpolacja liniowa G01
G01 [X...] [Y...] [Z...] [F…] [S...] [T...] [M...]
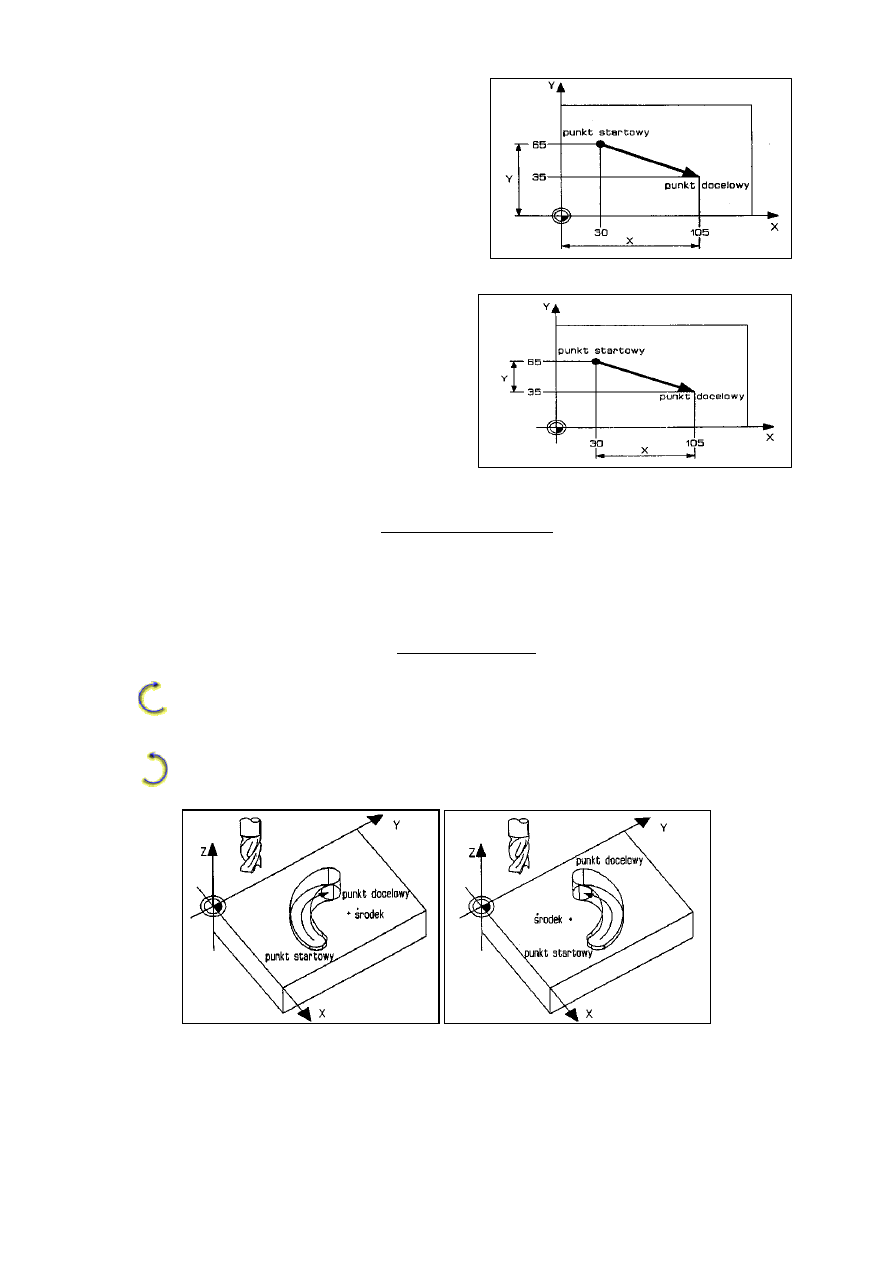
Interpolacja kołowa
G02 [X...] [Y...] [Z...] [l...] [J...] [F...] [S...] [T...] [M...]
G03 [X...] [Y...] [Z...] [l...] [J...] [F...] [S...] [T...] [M...]
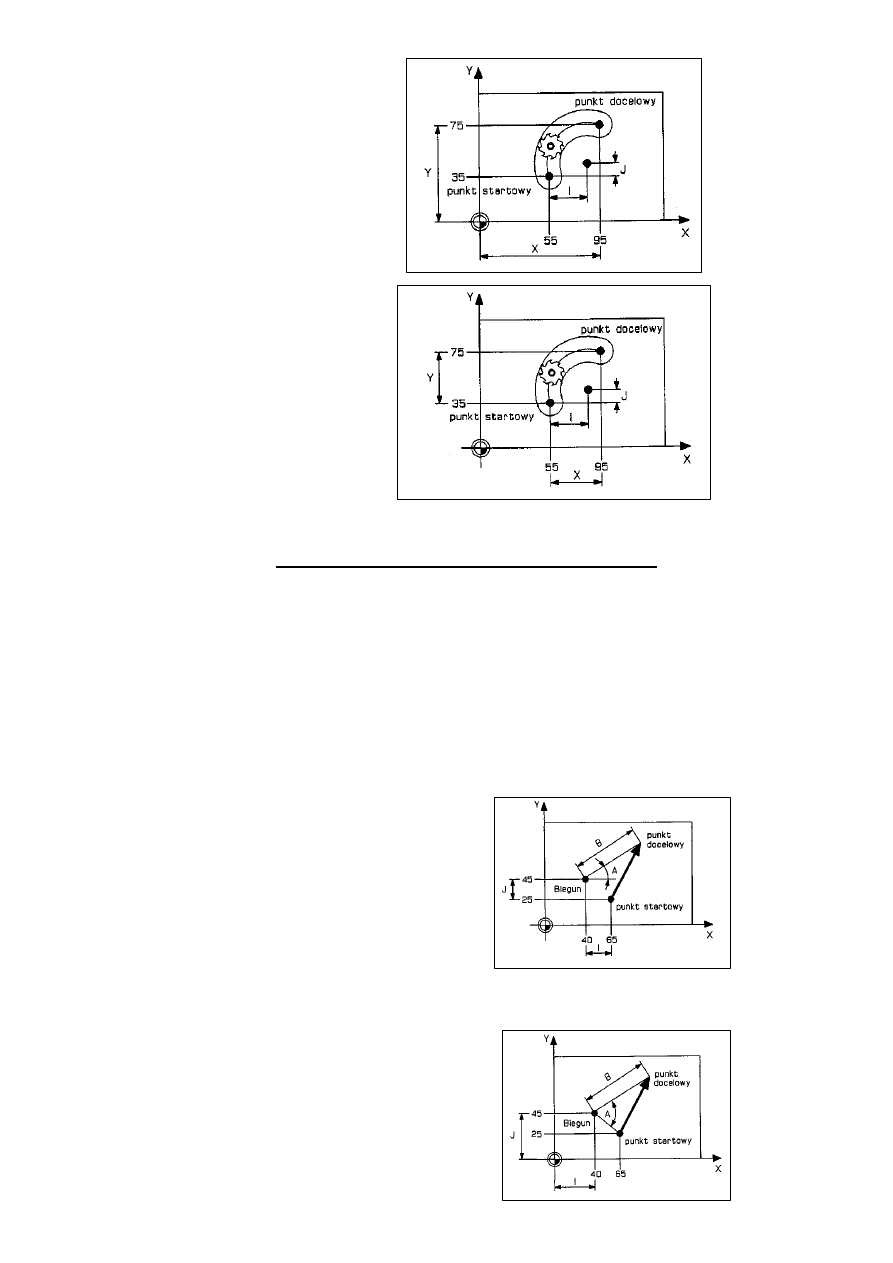
Programowanie absolutne
N085 G90
N090 G00 X+55 Y+35 Z+2
N095 G01 Z-5
N100 G02 X+95 Y+75 I+30 J+10
Programowanie przyrostowe
N085 G00 X+55 Y+35 Z+2
N090 G91
N095 G01 Z-7
N100 G02 X+40 Y+40 I+30 J+10
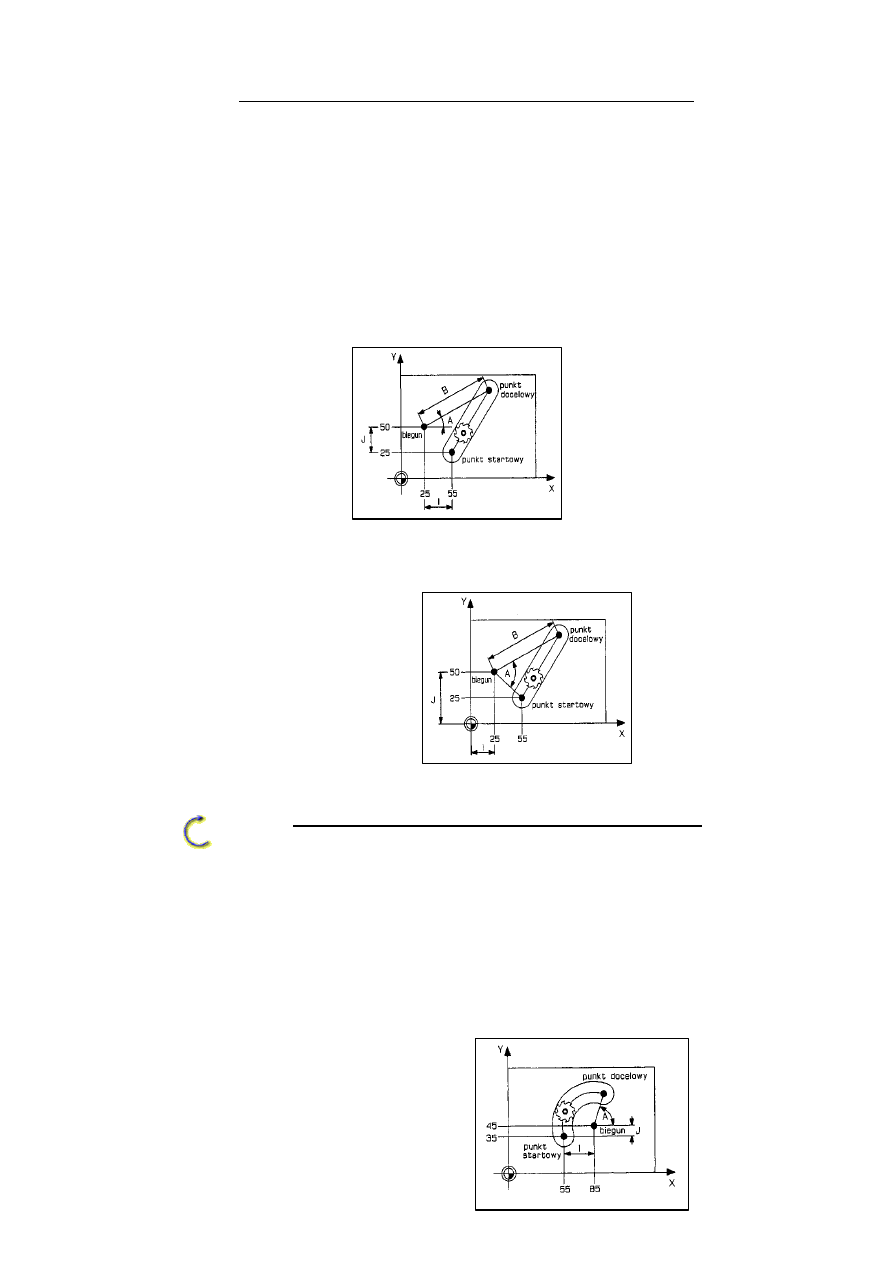
Szybki przesuw we współrzędnych biegunowych G10
G10
A... B... [I...] [J...] (O70) (O71)
A
Kąt z osią X (wymiar absolutny); jeśli dodatkowo zaprogramujemy adres O71, to A będzie podane
przyrostowo, a więc jako kąt między linią łączącą biegun z punktem startowym i linią łączącą
biegun z punktem docelowym.
B
Odległość od bieguna do punktu docelowego
I, J Współrzędne bieguna, przyrostowe - od punktu startu; jeśli dodatkowo zaprogramujemy adres O70, to
współrzędne bieguna będą odniesione do punktu zerowego przedmiotu obrabianego (wymiary
absolutne).
Kąt A w wymiarze absolutnym i współrzędne bieguna w wymiarze przyrostowym :
N110 G00 X+65 Y+25
N115 G10 A+32 B+65 I-25 J+20
Kąt A w wymiarze przyrostowym i współrzędne bieguna w wymiarze absolutnym :
N110G00X+65 Y+25
N115 G10 A+71 B+65 I+40 J+45 O70 O71
Interpolacja prostoliniowa we współrzędnych biegunowych G11
G11
A... B... [I...] [J...] (O70) (O71)
A
Kąt z osią X (wymiar absolutny); jeśli dodatkowo zaprogramujemy adres O71, to A będzie podane
przyrostowo, a więc jako kąt między linią łączącą biegun z punktem startowym i linią łączącą biegun z
punktem docelowym.
B
Odległość od bieguna do punktu docelowego
I, J Współrzędne bieguna, przyrostowe - od punktu startu; jeśli dodatkowo zaprogramujemy adres O70, to
współrzędne bieguna będą odniesione do punktu zerowego przedmiotu obrabianego (wymiary
absolutne)
Kąt A zaprogramowany w wymiarach absolutnych a współrzędne bieguna w wymiarach
przyrostowych
N110 G00 X+55 Y+25
N115 G01 Z-5
N120 G11 A+27 B+72 I-30 J+25
Kąt A zaprogramowany w wymiarach przyrostowych a współrzędne bieguna w wymiarach
absolutnych
N110 G00 X+55 Y+25
N115 G01 Z-5
N120 G11 A+66 B+72 I+25 J+50 O70 O71
Interpolacja kołowa we współrzędnych biegunowych G12
A... [I…] [J...]
(O70) (O71)
A
Kąt z osią X (wymiar absolutny); jeśli dodatkowo zaprogramujemy adres O71, to A będzie podane
przyrostowo, a więc jako kąt między linią łączącą biegun z punktem startowym i linią łączącą biegun z
punktem docelowym.
I, J Współrzędne bieguna, przyrostowe - od punktu startu; jeśli dodatkowo zaprogramujemy adres O70, to
współrzędne bieguna będą odniesione do punktu zerowego przedmiotu obrabianego (wymiary
absolutne).
Kąt A zaprogramowany w wymiarach absolutnych a współrzędne bieguna w wymiarach
przyrostowych
N110G00 X+55 Y+35 Z+2 N115G01 Z-5
N120G12 A+72 I+30 J+10
Kąt zaprogramowany w wymiarach przyrostowych a współrzędne bieguna w wymiarach absolutnych
N110 G00 X+55 Y+35 Z+2
N115 G01 Z-5
N120 G12 A+127 I+85 J+45 O70 O71
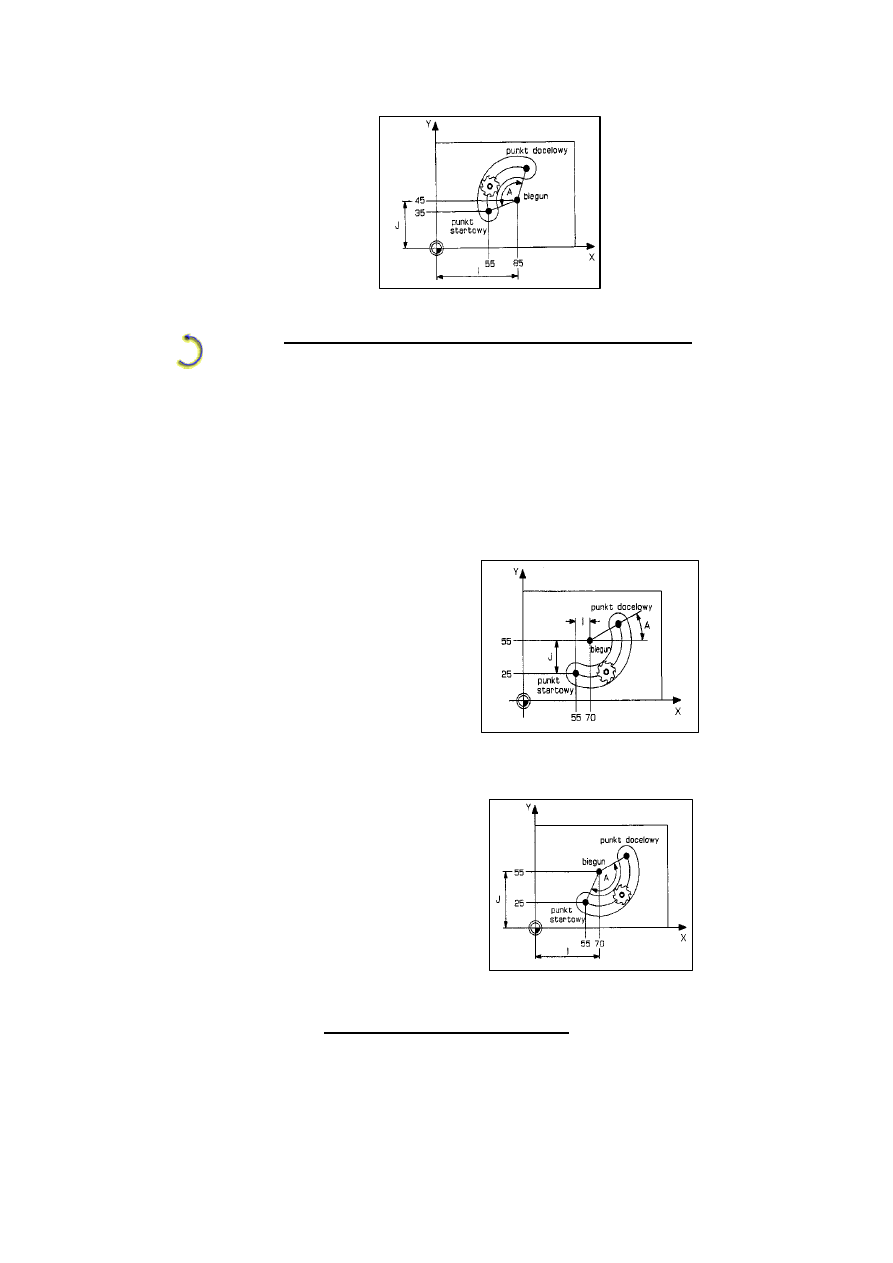
Interpolacja kołowa we współrzędnych biegunowych G13
A... [L…] [J...]
(O70) (O71)
A
Kąt z osią X (wymiar absolutny); jeśli dodatkowo zaprogramujemy adres O71, to A będzie podane
przyrostowo a więc jako kąt między linią łączącą biegun z punktem startowym i linią łączącą biegun z
punktem docelowym.
I, J Współrzędne bieguna, przyrostowe - od punktu startu; jeśli dodatkowo zaprogramuje-my adres O70,
to współrzędne bieguna będą odniesione do punktu zerowego przed-miotu obrabianego (wymiary
absolutne)
Kąt A zaprogramowany w wymiarach absolutnych a współrzędne bieguna w wymiarach
przyrostowych
N110 G00 X+55 Y+25 Z+2 N115 G01 Z-4
N120 G13 A+27 I+15 J+30
Kąt zaprogramowany w wymiarach przyrostowych a współrzędne bieguna w wymiarach absolutnych
N110 G00 X+55 Y+25 Z+2
N115 G01 Z-4
N120 G13 A+143 I+70 J+55 O70 O71
Powtórzenie części programu G23
G23 O… Q… [S…]
O Numer bloku startowego: numer bloku, od którego rozpocznie się powtarzanie.
Q Numer bloku końcowego: numer bloku programu głównego, do którego będzie wprowadzana
powtarzana cześć programu.
S
Liczba powtórzeń: zaprogramowana wartość określa, ile razy część programu powinna być powtórzona.
N190 G23 O160 Q180
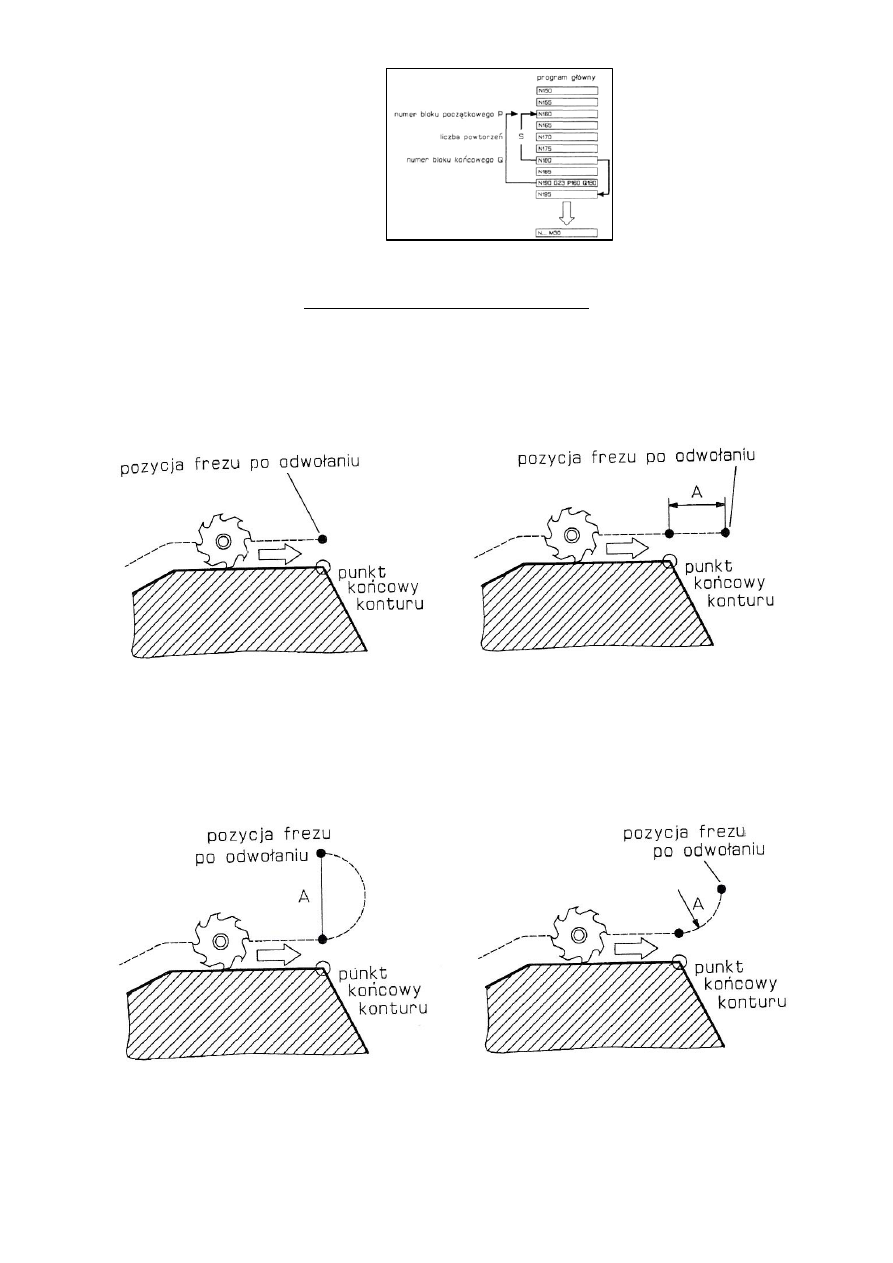
Odwołanie korekcji promienia frezu G40
ODWOŁANIE KPF BEZ WARUNKÓW
ODWOŁANIE KPF Z WARUNKIEM ODJAZDU
ODJAZDU
RÓWNOLEGŁYM DO KONTURU
G40
G40 A... G45
ODWOŁANIE KPF Z WARUNKIEM
ODWOŁANIE KPF Z WARUNKIEM
ODJAZDU PO PÓŁOKRĘGU
ODJAZDU PO ĆWIERĆOKRĘGU
G40
A...
G46
G40
A...
G47
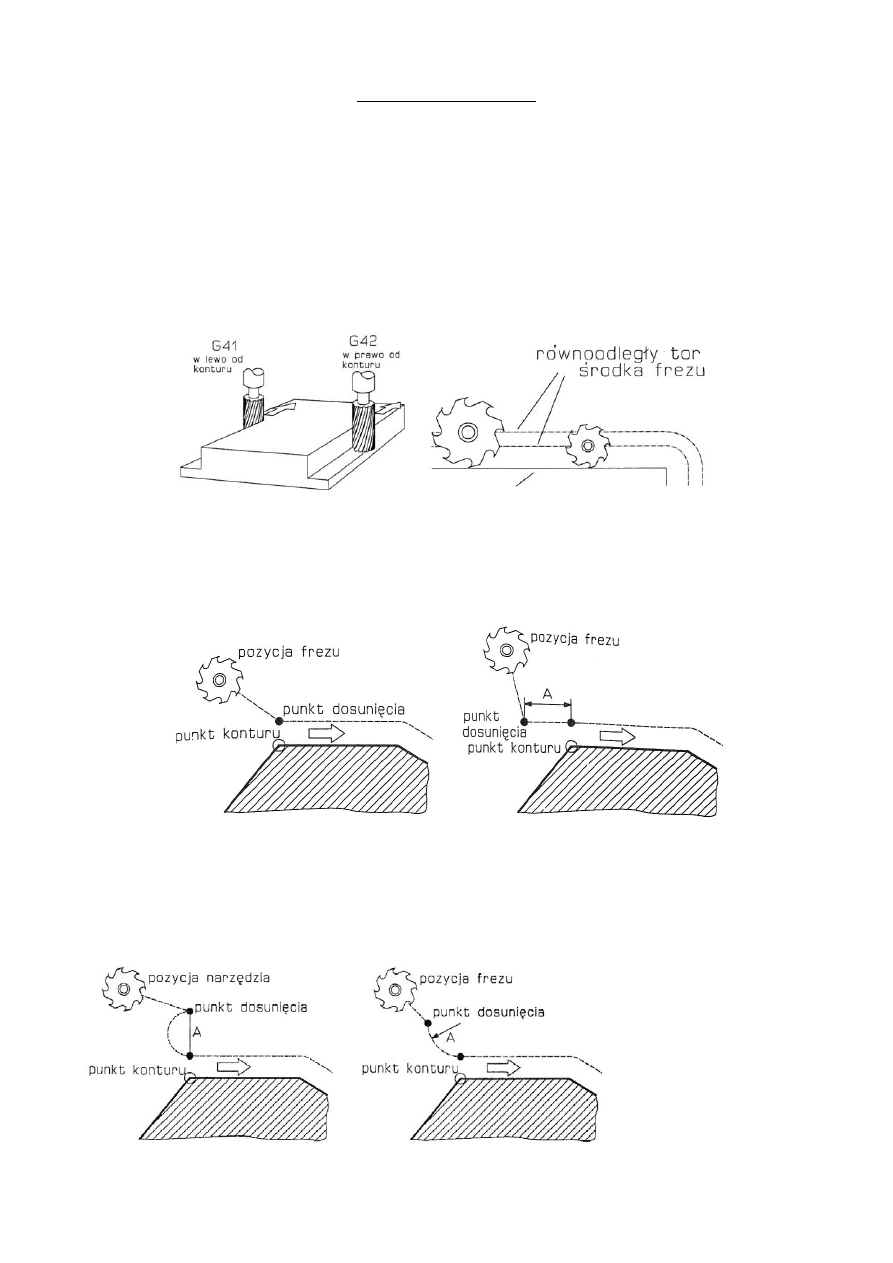
Korekcja promienia frezu
G41 - na lewo od konturu
G42 - na prawo od konturu
Wskazówki
- wewnątrz KPF nie wolno wprowadzać przesunięcia punktów (G53, G54, G59)
- nie wolno programować wymiany narzędzia
- przy wybranej KPF nie wolno definiować lub wywoływać cykli obróbkowych
- promień zaokrąglenia wewnętrznego rogu nie może być mniejszy od promienia frezu
- wewnątrz KPF nie wolno programować dwóch ruchów Z jeden po drugim.
BEZ WARUNKÓW NAJAZDU
DOJAZD RÓWNOLEGŁY DO KONTURU
G41 G01 X... Y... Z...
G41 A... G45 G01 X... Y... Z...
ODJAZDU PO PÓŁOKRĘGU ODJAZDU
PO
ĆWIERĆOKRĘGU
G41 A... G46 G01 X... Y... Z...
G41 A... G47 G01 X... Y... Z...

4.
Wykonanie ćwiczenia
Należy zaprogramować proces obróbki detalu na podstawie rysunku zamieszczonego w załączniku.
Plik konfiguracyjny obrabiarki ze zdefiniowanymi narzędziami, zamocowanym detalem i ustalonym punktem
zerowym przedmiotu obrabianego zostanie udostępniony przez prowadzącego ćwiczenie.
5. Sprawozdanie
Sprawozdanie powinno zawierać cel ćwiczenia, podstawowe wiadomości teoretyczne, rysunek detalu,
program obróbkowy oraz wnioski.
6. Literatura
1. Podstawy obróbki CNC. Mathematisch Technische Sowtware-Entwicklung GmbH, Wydawnictwo REA.
2. Praca zbiorowa: Zasady programowania obrabiarek sterowanych numerycznie. Warszawa, SIMP CBKO
1979.
3. Programowanie obrabiarek CNC – toczenie. Mathematisch Technische Sowtware-Entwicklung GmbH,
Wydawnictwo REA.
4. Szadkowski J., Stryczek R., Nikiel G.: Projektowanie procesów technologicznych na obrabiarki
sterowane numerycznie. Bielsko-Biała 1995.
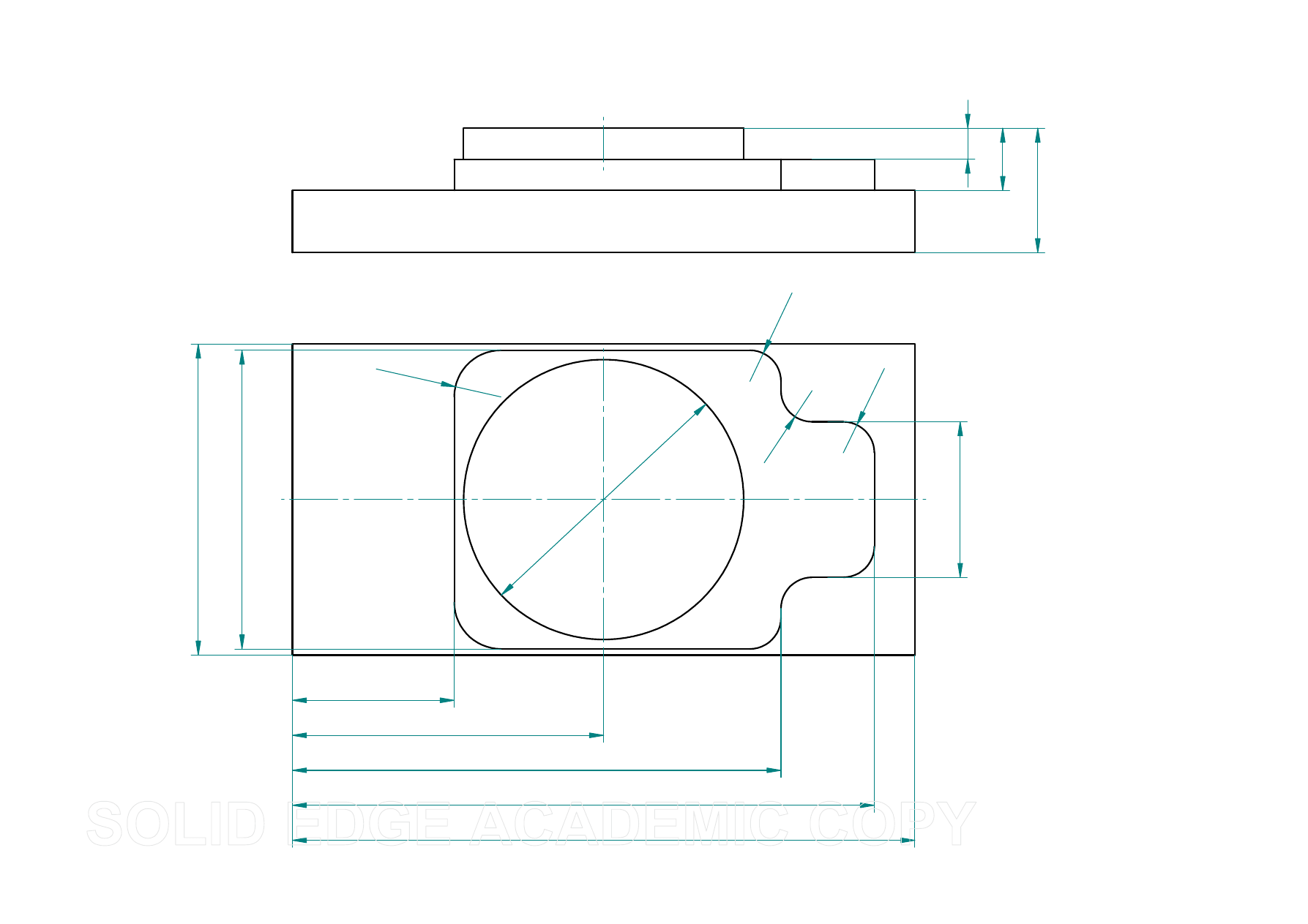
52
100
157
187
200
96
10
0
50
R
10
R
10
R
10
R 15
10
20
40
O
90
Document Outline
Wyszukiwarka
Podobne podstrony:
b Opis punktow majacych zastoso Nieznany (2)
Wzmacniacz operacyjny zastoso Nieznany
13 Kwiecien A i inni Zastosowan Nieznany
Frezowanie 2 id 181007 Nieznany
08 Zastosowanie programow kompu Nieznany (2)
1 Zastosowanie parametru predko Nieznany (2)
14 Zastosowanie przepisow prawa Nieznany (2)
04 Zastosowanie normalizacji w Nieznany (2)
17 Zastosowanie przepisow prawa Nieznany (2)
Arkusz nr 8 (zastosowania pocho Nieznany (2)
11 Zastosowanie programu komput Nieznany (2)
11 Zastosowanie podstawowych pr Nieznany (2)
azbest i jego zastosowanie id 7 Nieznany
lab2wyklad Zastosowanie bakteri Nieznany
03 Zastosowanie technik laborat Nieznany
FREZOWANIE 4 id 181011 Nieznany
09 Wyklad 6 (Zastosowania myste Nieznany (2)
liniowe zastosowania wo id 2687 Nieznany
więcej podobnych podstron