1
1.
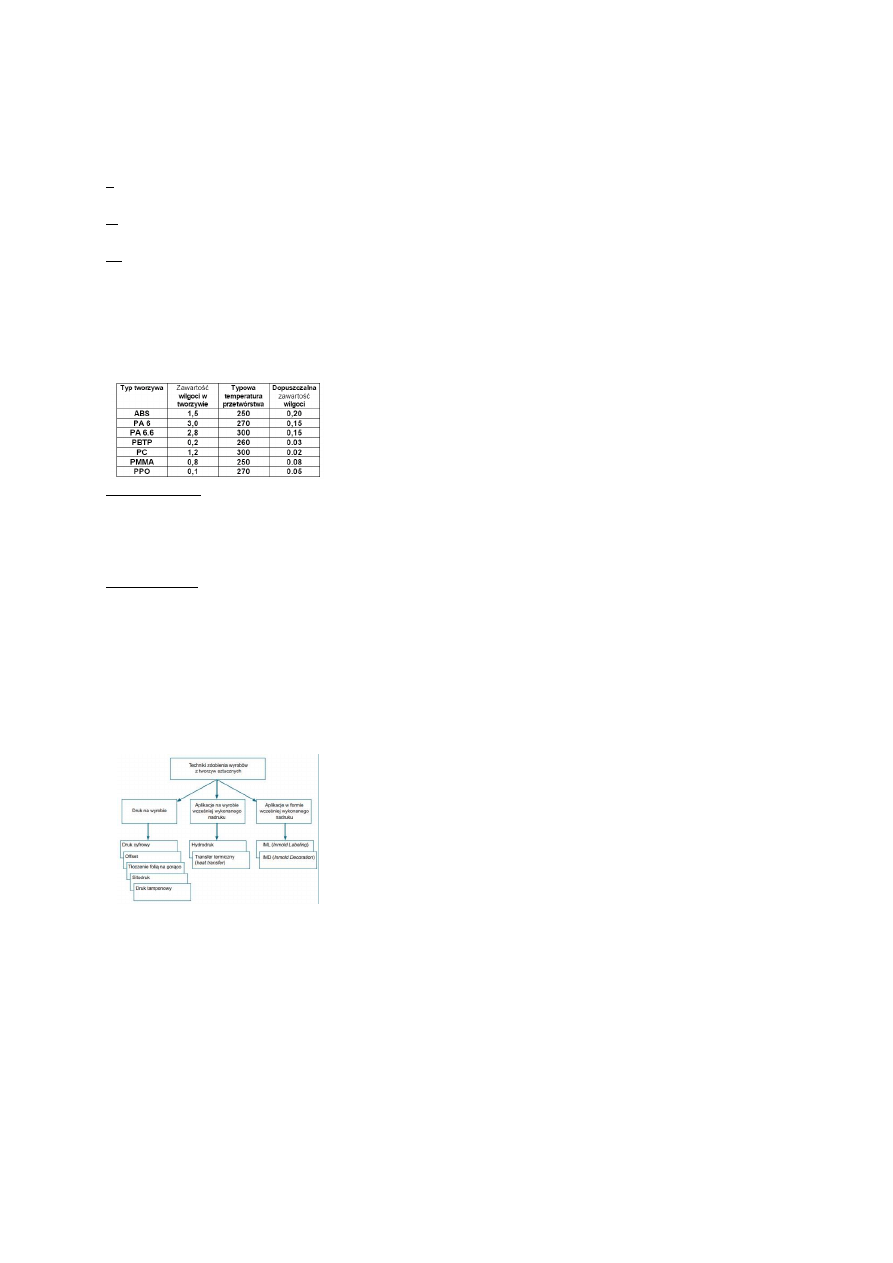
Wyjaśnij i podaj przykłady tworzyw sztucznych
higroskopijnych i niehigroskopijnych
Niehigroskopijne – wilgoć gromadzi się w wyniku kondensacji na
powierzchni granulatu w postaci kropel, np. PS, PVC, PE, PP
Higroskopijne – wilgoć znajduje się również wewnątrz granulatu, np. PET,
ABS, PA, PC
2.
Sposoby
rozpoznawania
zbytniego
zawilgocenia
tworzywa sztucznego
PE
- Widoczne pęcherze na strumieniu wtryskiwanego tworzywa _1
- Widoczne strugi kierunkowego płynięcia _2
- Zmniejszona wytrzymałość _3
PET
- Brak objawów _ 1 i 2
- Odporność na obciążenia dynamiczne _3
- Zmniejszona wytrzymałość _3
POM
- Możliwe tworzenie się smug na wyprasce _1
- Lekko zwiększona wypływka _2
- Brak wpływu _3
1_ objawy podczas wtrysku, 2_ objawy oceny wizualnej, 3_ wpływ na
wielkości mechaniczne
3.
Warunki i parametry procesu suszenia
Warunki suszenia
- Temperatura suszenia
- Czas suszenia
- Natężenie przepływu powietrza w poszczególnych zbiornikach
- Stopień wilgotności powietrza
- Stopień wilgotności granulatu
Parametry procesu suszenia
4.
Metody suszenia tworzyw sztucznych
Suszenie gorącym powietrzem
Zasada: podgrzanie powietrza atmosferycznego
Uwaga: stosowana tylko do szuszenia tworzyw niehigroskopijnych,
ponieważ pozwala usunąć wilgoć tylko z powierzchni tworzywa.
Gorące powietrze jest wilgotne!!!
Zalety: niski koszt zakupu
Wady: ogrzane powietrze jest wydalane do atmosfery (wysokie koszty
eksploatacji), ulatnianie się do atmosfery szczątkowych ilości
monomerów
Kryteria doboru: zakres temperatury, wielkość komory roboczej
Suszenie suchym powietrzem
Zasada:
polega na podgrzaniu powietrza atmosferycznego i
przepuszczeniu go przez komorę zawierającą środek absorbujący wilgoć
(np. sita molekularne). Para wodna zamieniona zostaje w mgłę, która
absorbowana jest przez środek suszący.
Uwaga: stosowana do suszenia tworzyw higroskopijnych (także
niehigroskopijnych), ponieważ pozwala usunąć wilgoć z powierzchni
tworzywa i z wnętrza granulatu.
Zaleta:
•
zawartość wilgoci w tworzywie jest całkowicie
niezależny od warunków klimatycznych
•
potrzeba znacznie mniejszych ilości powietrza do
wysuszenia 1kg tworzywa niż w metodzie suszenia gorącym powietrzem
•
system pracuje w układzie obiegu zamkniętego dzięki
czemu metoda ta charakteryzuje się znacznie mniejszym zużyciem
energii
5.
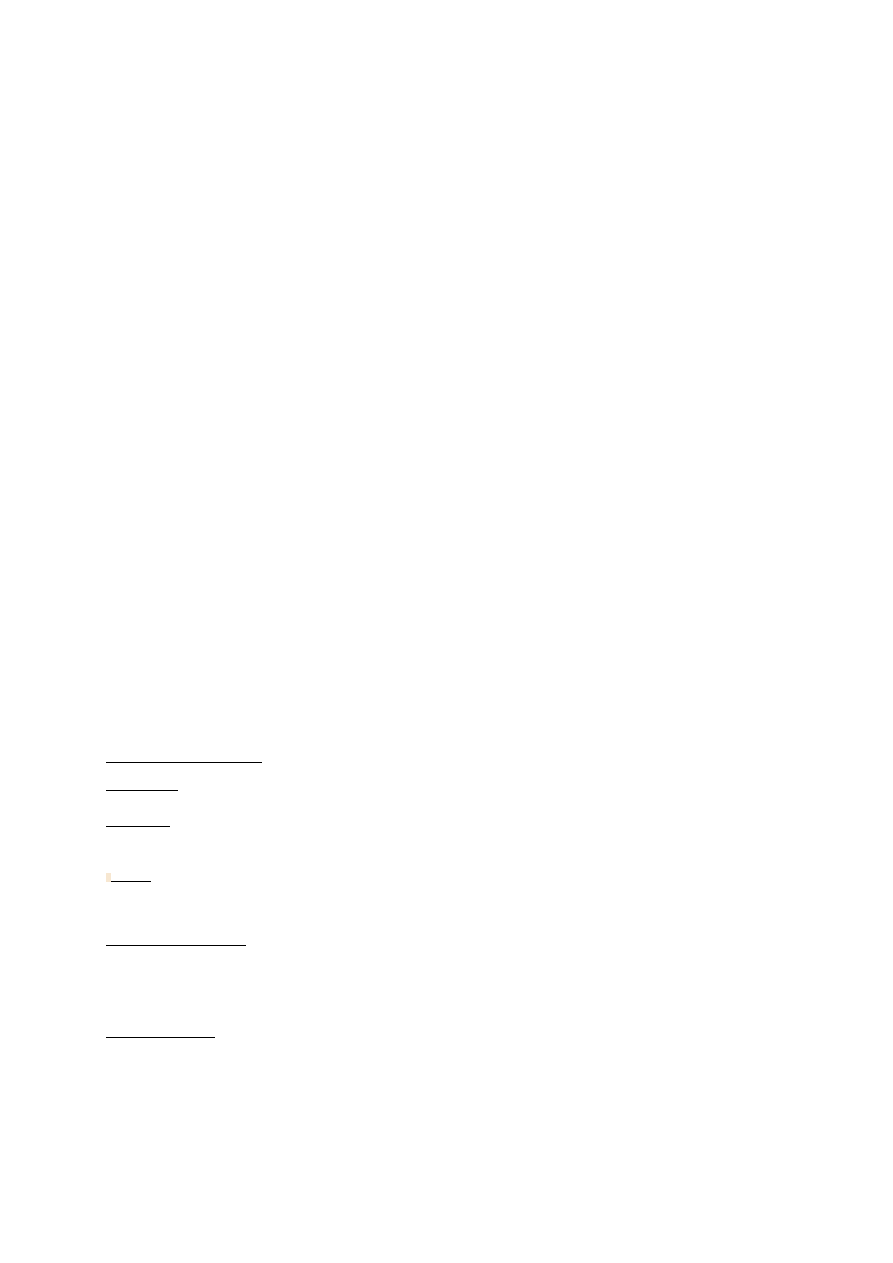
Podział
technik
zdobienia
przedmiotów
trójwymiarowych
2
6.
Kryteria wyboru techniki zdobienia pod określony
detal
- Poliolefiny: niskie napięcie powierzchniowe poliolefin powoduje brak
zwilżania farbą podczas druku i brak przyczepności po wyschnięciu.
Rozwiązanie: aktywowanie powierzchni – zmiana struktury cząsteczek
poprzez użycie: palnika gazowego, plazmy lub podkładu – przy produkcji
małoseryjnej;
- Poliamid: przyczepność farby na wyrobie z poliamidu poprawi się
znakomicie, jeżeli nadruk poddamy krótkotrwałemu działaniu wysokiej
temperatury (post-treatment);
- Elastomery: zdobienie elastomerów jest szczególnie kłopotliwe,
ponieważ poza przyczepnością nadruk musi być tak elastyczny, jak
materiał wyrobu;
- Tworzywa termoutwardzalne: trwały nadruk na tworzywach
termoutwardzalnych zapewnią tylko farby dwuskładnikowe
- Uwaga ogólna: wyroby przeznaczone do nadruku powinny być sterylnie
czyste. Nawet ślady potu z rąk operatora pogorszą przyczepność
nadruku, a stosowanie środków ułatwiających wyjęcie wypraski z formy
musi być wyeliminowane.
7.
Druk tamponowy (definicja procesu, zastosowanie,
rodzaje stosowanych tamponów, klisz i farb)
Zasada: technika zdobienia polegająca na przenoszeniu farby ze wzoru,
znajdującego się na formie drukowej, za pomocą tamponu na
powierzchnię przedmiotu.
Zastosowanie:
- W przemyśle samochodowym na: włącznikach i wyłącznikach,
klawiszach, dźwigniach, przyciskach,
- W przemyśle elektronicznym: na obudowach urządzeń przemysłowych,
jak i użytku domowego (sprzęt video, radia, telefony itd.), płytach
kompaktowych
- W gospodarstwie domowym – nadruki dekoracyjne na pokrętłach
piecyków gazowych i elektrycznych, na narzędziach, robotach
kuchennych
- Na dziecięcych zabawkach – minikolejki, lalki, samochodziki, klocki,
piłeczki, grzechotki
- W reklamie – napisy na długopisach, piórach, zapalniczkach,
notatnikach, zegarkach, breloczkach
Rodzaje tamponów:
- Okrągłe – do okrągłych nadruków
- Prostokątne – do nadruków zbliżonych do prostokąta
- W kształcie listwy – do długich linii
Klisze stosowane w tampodruku – klisza to nośnik obrazu, który chcemy
wydrukować
- Fotopolimerowe (500 – 50 000 nadruków)
- Stalowe cienkie (20 000 – 100 000 nadruków)
- Stalowe – 10mm (ponad 1 000 000 nadruków)
Farby stosowane w tampodruku
Właściwości farby drukarskiej
- Nie powinna zasychać w pojemniku na farbę,
- Powinna być nieszkodliwa dla zdrowia i środowiska
- Łatwa w czyszczeniu
- Powinna mieć dobrą przyczepność na przedmiocie możliwie bez
wcześniejszej aktywacji powierzchni zadrukowywanego przedmiotu
- Możliwie jeden typ farby do większości zadrukowywanych materiałów
Rodzaje stosowanych farb
- Jednokomponentowe
- Dwukomponentowe
8.
Wady i zalety tampodruku
Zalety:
- druk na powierzchniach nieregularnych
- możliwość druku wielokolorowego w jednej operacji
- dobra jakość nadruku
Wady:
- ograniczona wielkość nadruku
- cienka warstwa farby
- wiele parametrów wpływających na jakość nadruku
9.
Urządzenia pomocnicze stosowane w technologii
tampodruku
- Pomiar i regulacja parametrów środowiska pracy
---termometr (temperatura powyżej 20 stopni Celsjusza)
---higrometr (wilgotność względna ponad 60%).
- Czyszczenie tamponu - czyszczenie tamponu jest możliwe za pomocą
taśmy lepiącej. Jest ona wsuwana co zaprogramowaną ilość cykli pod
tampon, który przenosi na nią wszystkie zgromadzone zanieczyszczenia
(zaschniętą farbę, zebrany z powierzchni przedmiotów kurz itp.).
- Nawiew powietrza - nawiew powietrza na tampon lub na przedmiot
drukowany przyśpiesza odparowywanie rozcieńczalnika, stabilizuje
proces przenoszenia farby. Można stosować powietrze zimne lub
podgrzane. Należy zwracać uwagę na to, aby nie spowodować
przyśpieszonego wysychania farby na formie drukowej, zwłaszcza w
otwartych systemach farbowych.
- Pompy farby - system farbowy drukarki tamponowej jest połączony z
zewnętrznym zbiornikiem i pompą obiegową. W niektórych wykonaniach
do farby jest automatycznie dodawany rozcieńczalnik w ilości
zapewniającej utrzymanie stałej lepkości. Zastosowanie pompy może być
uzasadnione jedynie przy pracy z farbami jednoskładnikowymi, przy
rzadkich zmianach farby. Czyszczenie układu jest pracochłonne
i związane z dużym zużyciem farby i środków myjących.
- Układy wizyjne kontroli jakości nadruku - eliminowanie czynnika
ludzkiego z działania automatycznych linii druku wprowadza konieczność
stosowania elektronicznych układów rozpoznawania obrazów.
Cel automatyzacji: wykrywanie zmian położenia nadruku rzędu 0,01 mm,
wykrywanie zmian barw.
Kontrola jakości: zadaniem układów jest porównywanie aktualnie
wykonywanego nadruku z nadrukiem wzorcowym. W wypadku
zaistnienia rozbieżności, wadliwe wyroby mogą być odrzucane,
alarmowany może być operator lub może być zatrzymywane urządzenie
drukujące.
- Usuwanie ładunków elektrycznych
Problem: powstawania na nadruku tzw. „pajęczynek” - mikroskopijnych
nitek farby osadzonych wokół konturu nadruku.
Przyczyna: własności stosowanej farby – lepkość; ładunki elektryczne na
powierzchni silikonowego tamponu (izolator).
Podczas pracy drukarki generują się na jego powierzchni przedmiotu
ładunki elektryczne o potencjale tysięcy woltów. Ładunki te powodują
przyciąganie podobnie naładowanych cząstek farby. Naniesiona na
przedmiot farba próbuje wrócić na unoszący się tampon formując nitki,
które ostatecznie osadzają się na powierzchni przedmiotu tworząc
„pajęczynkę”.

3
Rozwiązanie: neutralizacja zgromadzonych na powierzchni tamponu
ładunków elektrycznych za pomocą strumienia powietrza zjonizowanego
niosącego ładunki o przeciwnym znaku.
Urządzenie: eliminatory ładunków statycznych – generator wysokiego
napięcia (20000-40000V) ładuje szereg elektrod, które owiewane są
strumieniem powietrza.
Zastosowanie eliminatora ładunków statycznych zmniejsza również
problemy spowodowane przez ładunki statyczne na powierzchni
przedmiotu po nadruku czyli intensywne przyciąganie kurzu.
UWAGA: problem tworzenia się tzw. „pajęczynek” i osiadania kurzu na
nadruku niekiedy można wyeliminować poprzez: podniesienie
wilgotności powietrza w pomieszczeniu, odpowiednie (dobre) uziemienie
tamponu i drukarki.
10.
Druk sitowy (definicja procesu, zastosowanie, rodzaje
stosowanych form drukowych i farb)
Zasada: technika druku polegająca na ręcznym lub mechanicznym
przeciskaniu farby za pomocą rakla przez formę drukarską wykonaną na
specjalnym sicie. Sito pokryte jest emulsją, na której odwzorowany jest
drukowany obraz. Przeciskana farba przechodzi przez te obszary sita,
które nie są pokryte emulsją.
Zastosowanie: opakowania kosmetyków, wyroby techniczne, płyty CD,
opakowania do produktów masowych (lody, jogurty itd.)
- Przemysł elektroniczny – do wytwarzania układów scalonych
- Przemysł tekstylny i odzieżowy – filmodruk (np. nadruki na koszulkach)
- Przemysł samochodowy
- Przemysł ceramiczny
- Przemysł meblowy
- Reklama
- Sztuka – serigrafia
Rodzaje stosowanych form drukowych
Siatka sitodrukowa to prostokątna rama, zwykle aluminiowa lub
drewniana, z napięta na niej siatka z szablonem.
Siatki są wykonane z materiałów, które zapewniają im trwałość,
odporność na uszkodzenia mechaniczne i warunki atmosferyczne oraz
jak najlepsze parametry druku (pasowanie, jakość druku).
Rodzaj materiałów stosowanych na siatki: włókna jedwabne łub
bawełniane, włókna nylonowe (poliamid), włókna poliestrowe, włókna
metalowe.
W druku grafik najczęściej stosowne siatki zawierają od 100 do 150
włókien na centymetr (oczko siatki ma wtedy średnicę od 40 do 34 μm)
Podstawowym współczynnikiem charakteryzującym siatkę sitodrukową
jest: gęstość - ilość splotów (nitek) na cal, stosowany zakres od 7 do 200
splotów na cal.
Parametr ten ma główny wpływ na ilość przeciskanej farby.
Grubości włókien, z których produkowane są siatki: S, T, HD, M (mało
popularna).
Ma to wpływ na tzw. oczko siatki. Czyli przy tej samej gęstości (ilość
splotów) średnica włókna zmniejsza powierzchnie przepuszczającą farbę
(oczko siatki). Redukuje to zużycie farby. Siatki takie mają większą
wytrzymałość.
Wykonanie formy drukowej
Przygotowanie formy drukowej polega na wykonaniu szablonu, czyli
zakryciu miejsc nie drukujących - zablokowaniu otworków siatki
sitodrukowej.
Metody wykonania formy drukowej:
- ręczne nanoszenie właściwego roztworu, który po zaschnięciu tworzy
nieprzepuszczalną warstwę na siatce,
- rysunek tuszem lub kredką litograficzną na powierzchni siatki,
- szablony wycinane z papieru lub folii,
- emulsje światłoczułe - siatka powlekana jest emulsją, która po
wyschnięciu naświetlana jest stykowo w kopioramie; po wywołaniu
(wypłukaniu nienaświetlonej emulsji) i wysuszeniu siatka z szablonem
jest gotowa do druku.
Wybór jednego ze sposobów wykonania formy zależy od rodzaju farby,
sita, wysokości nakładu i oczekiwanych efektów na odbitce.
Siatki do druku farbami UV (czyli utrwalanymi promieniami UV) muszą
mieć jak największą ilość splotów. Spowodowane jest to przede
wszystkim procesem utwardzania tego rodzaju farb. Farby te milszą
zostać prześwietlone promieniami UV co powoduje proces polimeryzacji
(utwardzania). Zbyt gruba warstwa uniemożliwia prawidłowy przebieg
tego procesu.
Ponieważ technicznie utkanie takich siatek jest bardzo trudne, stosuje się
tzw. kalandrowanie. Czyli siatka jest spłaszczana za pomocą gorącego
walca co powoduje, że ilość farby UV jest ograniczana do pożądanej
objętości. W zależności od tego z której strony używamy jej do druku,
ilość zmniejszonej farby to 25% lub 50%.
Zalecenia w doborze siatek w zależności od rodzaju druku:
- 100T-120T druk na butelkach, gadżetach
- 120T-180T rastry
- 120T - 180 farby UV
Rodzaje stosowanych farb
- Winylowo - akrylowa farba, o wysokim połysku i dużej odporności na
światło oraz na niekorzystne warunki atmosferyczne. Bardzo dobrze
kryjąca, szybkoschnąca, przeznaczona do druków wysokiej jakości na
wielu materiałach powszechnie stosowanych w sitodruku graficznym.
Słabozapachowa, zawiera rozpuszczalniki o niewielkim wpływie na
zanieczyszczenie atmosfery.
ZASTOSOWANIE: druk na elastycznym i sztywnym PVC, PS, ABS, PMMA
itd.
- Farba sitodrukowa rozpuszczalnikowa - bardzo dobrze kryjąca,
błyszcząca, bardzo szybkoschnąca, odporna na niekorzystne warunki
atmosferyczne. Bardzo elastyczna. Samorozpuszczająca się (aktywne
składniki opóźniające zasychanie na sicie). Doskonała odporność na
mokre i suche ścieranie.
ZASTOSOWANIE: druk na PVC, aktywowanym poliestrze, PMMA, PS,
banery i reklamy, do dekoracji obuwia sportowego, plandek
samochodowych, namiotów handlowych itp.
11.
Wady i zalety sitodruku
Zalety:
- dokładny druk z możliwością uzyskania wypukłej warstwy farby,
- proste urządzenia drukujące.
Wady:
- tylko jeden kolor w jednej operacji,
- urządzenia do druku wielokolorowego są złożone z szeregu drukarek
jednokolorowych,
- niewielka trwałość formy drukowej – sita,
- druk tylko na powierzchniach płaskich, walcowych i stożkowych.
12.
Technika
termodruku
(definicja
procesu,
zastosowanie, charakterystyka folii i matryc)
Zasada: grzany stempel, wykonany zwykle z twardego silikonu lub z
metalu, posiada kształt odwzorowujący nadruk. Stempel dociska do
powierzchni przedmiotu wielowarstwową folię. Docisk i temperatura
powodują wtopienie się w tworzywo sztuczne warstwy dekoracyjnej folii,
a następnie oderwanie się jej od nośnika.
4
Zastosowanie: opakowania kosmetyków, wyroby techniczne itd.
- Opakowania z tworzyw sztucznych
- Artykuły gospodarstwa domowego
- Artykuły RTV
- Akcesoria meblowe
- Wyposażenie mieszkań
- Elementy nadruku w przemyśle samochodowym
Charakterystyka warstw folii
1.
warstwa poliestrowa (PET) stanowi fizyczny nośnik dla
pozostałych warstw. Grubość warstwy - 12 μm.
UZASADNIENIE STOSOWANIA: od jej jakości zależy to czy prawidłowo
można folię nawinąć na rolki (folia jest konfekcjonowana w postaci rolek)
i czy równo prowadzi sie w maszynach do hot-stampingu
2.
warstwa rozdzielająca (silikon lub termotopliwy wosk)
UZASADNIENIE STOSOWANIA pozwala na oderwanie warstwy nośnika od
pozostałych warstw w czasie procesu hot-stampingu
3.
3 warstwa lakieru
UZASADNIENIE UŻYCIA: Warstwa chroniąca termpodruk przed
ścieraniem, nadaje również folii połysk (są folie z połyskiem, matowe i
półmatowe) oraz barwę (folie mają różną barwę, a w przypadku folii
srebrnych warstwa lakieru jest bezbarwna)
4.
warstwa aluminium
UZASADNIENIE UŻYCIA: nadaje charakterystyczny, metaliczny połysk
metalicznym foliom do hot-stampingu
5.
warstwa klejowa.
Folie hot-stamping można podzielić na grupy:
- folie metaliczne: srebrna, złote w różnych odcieniach, kolorowe - folie
te występują jako folie błyszczące i matowe (ewentualnie półmatowe),
- folie pigmentowe: kolorowe błyszcze lub matowe charakteryzujące się
pełnym kryciem,
- folie perłowe: kolorowe, często o dużej transparentności,
- folie dyfrakcyjne: stanowią szczególną odmianę folii metalicznych, bo
posiadające mikrorowki tworzące siatkę dyfrakcyjną, folie te mogą
posiadać jednolicie mieniącą się całą powierzchnie lub zawierać wzory
holograficzne produkowane seryjnie lub na indywidualne zamówienie.
Matryce
Rodzaje form drukarskich:
- Matryce silikonowe (płaskie i kształtowe) – 90%; podstawowe
parametry matryc: rodzaj silikonu – HTV, twardość 80-90˚Sh.
Produkcja matryc silikonowych jest złożonym procesem, związanym z
wykorzystaniem technik cyfrowych przy wykonywaniu preform
wulkanizujących
- Matryce metalowe – branża poligraficzna
13.
Technika
hydrodruku
(definicja
procesu,
zastosowanie, charakterystyka folii)
Zasada: nadruk na nośniku z folii rozpuszczalnej w wodzie. Folia jest
umieszczana na powierzchni wody w zbiorniku. Po rozpuszczeniu nośnika
na powierzchni wody pozostaje jedynie farba tworząca nadruk. Zostaje
ona natryskowo pokryta warstwą klejową.
Przedmioty przeznaczone do zdobienia są przygotowane przez pokrycie
podkładami i lakierem koloru bazowego. Po zanurzeniu przedmiotu w
wodzie, ciśnienie hydrostatyczne powoduje równomierne przyklejenie
się warstwy farby do powierzchni przedmiotu. Dalej zdobiony przedmiot
jest myty, suszony i pokrywany lakierem ochronnym.
14.
Etapy procesu drukowania w hydrodruku
- umieszczanie folii na powierzchni wody w zbiorniku,
- rozpuszczenie nośnika na powierzchni
- pokrycie farby warstwą klejową
- zanurzenie przedmiotu w wodzie
- mycie, suszenie i pokrywanie lakierem ochronnym
15.
Wady i zalety hydrodruku
Zalety:
- druk 3-D na przedmiotach o dowolnym kształcie
Wady:
- proces prowadzony ręcznie
- trudny do automatyzacji, przez co ogranicza to skalę jego stosowania
- duża ilość operacji
- ograniczone możliwości pozycjonowania nadruku na wyrobie
16.
Charakterystyka procesu IMD
Folia jest formowana termicznie (naprasowywana) do kształtu
odpowiadającego wnętrzu formy wtryskowej. Precyzyjnie wycięta
wkładka (insert) jest umieszczana w formie wtryskowej. Po zamknięciu
formy na stępuje wtrysk tworzywa zapewniającego sztywność i
funkcjonalność wyrobu.
Jeżeli folia była drukowana po stronie zewnętrznej, podczas druku
stosuje się dodatkową warstwę lakieru ochronnego, lecz cały proces jest
łatwiejszy do przeprowadzenia.
Jeżeli nadruk wykonany jest po wewnętrznej stronie folii, folia stanowi
wyjątkowo odporne zabezpieczenie nadruku, lecz podnosi to wymagania
dotyczące stosowanej farby i techniki druku, wynikające z temperatury
wtryskiwanego tworzywa.
Zastosowania:
- elementy wyposażenia samochodów,
- obudowy i klawiatury telefonów komórkowych,
- sprzęt komputerowy,
- sprzęt medyczny,
- artykuły gospodarstwa domowego.
Rodzaj folii stosowanej w tej technice: poliwęglan, folia ABS, poliester
(PET)
Jeżeli tworzywo wtryskiwane jest tego samego typu, co stosowany
nośnik, uzyskuje się jednorodną strukturę wyrobu. W innych
przypadkach stosować można aktywowane termicznie warstwy klejowe
(naniesione podczas druku na folii), poprawiające przyczepność wkładki
do tworzywa wtryskiwanego.
Ograniczenie: Ze względu na stosunkowo małą zdolność do odkształceń
folii dekoracyjnej, metoda ta nie może w pełni zastąpić dotychczas
stosowanych technologii, zwłaszcza przy wypraskach przestrzennych i o
złożonych kształtach.
Etapy procesu:
1.
Podanie folii z rolki do formy
2.
Przenoszenie nadruku na gorące tworzywo wypraski
3.
Odklejanie folii nośnej przy otwieraniu formy
4.
Przesuwanie rolki
Elementy oprzyrządowania
- Odpowiednio zaprojektowana forma wtryskowa
- Folia do technologii IMD
- Urządzenie do orientacji i przesuwania folii IMD
Rodzaje folii stosowanych w procesie
- Folie o wzorach ciągłych – tapetowe
- Folie o wzorach indywidualnych
Cechy procesu:
- dokładność aplikacji rysunkowej +/-0,1mm,
- możliwość dekoracji powierzchni wewnętrznej jak i zewnętrznej
wypraski,

5
- duża wydajność procesu również dla form wielogniazdowych,
- możliwość zastosowania tego rodzaju dekoracji praktycznie z użyciem
każdej współczesnej wtryskarki.
Rodzaje tworzyw stosowanych w technologii IMD: PS, ABS, SAN, PMMA,
PPO, PA6, PA 66, PC/ABS, PP, PC itd.
Rodzaj stosowanej folii zależy od rodzaju tworzywa na które jest ono
nanoszona.
Zalety technologii IMD:
- uzyskanie wyrobu finalnego w jednym procesie technologicznym
- obniżka kosztów wytwarzania (10 - 50%, średnio 30 - 35%),
- skrócenie czasu jednostkowego uzyskania wyrobu,
-
wyeliminowanie
procesów
pośrednich
i
wykończeniowych
(magazynowanie, drukowanie, lakierowanie, czyszczenie, obróbki
zwiększające przyczepność itp.),
- ten sam materiał (powłoki i wypraski) daje dobrą przyczepność i
możliwość zagospodarowania odpadów,
- ekologicznie czysty proces technologiczny (brak wydzielania lotnych
substancji szkodliwych),
- uzyskiwanie wyrobów o wysokiej jakości, wyższej odporności na
zarysowanie i ścieranie niż w procesach konwencjonalnych.
Wyszukiwarka
Podobne podstrony:
Ściąga Knitter
Ściąga Knitter
1 sciaga ppt
metro sciaga id 296943 Nieznany
ŚCIĄGA HYDROLOGIA
AM2(sciaga) kolos1 id 58845 Nieznany
Narodziny nowożytnego świata ściąga
finanse sciaga
Jak ściągać na maturze
Ściaga Jackowski
Aparatura sciaga mini
OKB SCIAGA id 334551 Nieznany
Przedstaw dylematy moralne władcy i władzy w literaturze wybranych epok Sciaga pl
fizyczna sciąga(1)
Finanse mala sciaga
Podział węży tłocznych ze względu na średnicę ściąga
więcej podobnych podstron