Kurs spawacza
Kurs spawania w metodach MIG (131), MAG
(135), TIG (141), MMA (111), spawanie
acetylenowo – tlenowe (311)
Kurs spawacza
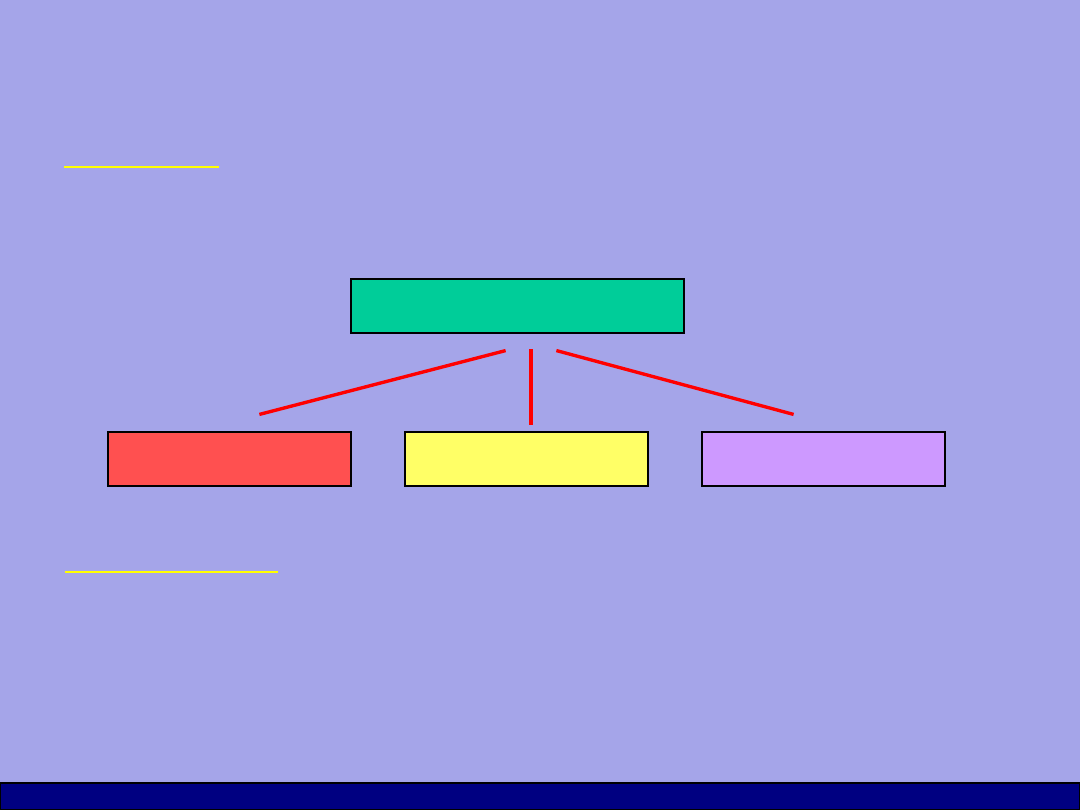
Ogólne wprowadzenie do spawalnictwa
Spajanie - metody łączenia materiałów, przy których
uzyskuje się połączenie o fizycznej ciągłości
Spajanie
Spawanie
Zgrzewanie
Lutowanie
Spawalność
-
przydatność
metalu
o
danej
wrażliwości
na
spawanie
do
utworzenia
w
określonych warunkach spawania złącza metalicznie
ciągłego o wymaganej użyteczności
Kurs spawacza
Ogólne wprowadzenie do spawalnictwa
Definicje
Definicje
Spoina ciągła
Spoina ciągła – spoina ułożona na całej długości złącza
Spoina przerywana
Spoina przerywana – spoina ułożona z regularnymi
przerwami
Spoina sczepna
Spoina sczepna – krótka spoina wykonana dla
utryzmania łączonych elementów w położeniu
odpowiednim dla spawania
Spoina montażowa
Spoina montażowa – spoina łącząca części
fabrykowane w całość konstrukcyjną, wykonana w
warunkach spawania montażowego
Spoina punktowa
Spoina punktowa – spoina wykonana bez przesuwu
źródła ciepła względem materiału spawanego
Kurs spawacza
Ogólne wprowadzenie do spawalnictwa
Definicje
Definicje
Spoina jednowarstwowa (jednościegowa)
Spoina jednowarstwowa (jednościegowa) – spoina
składająca się z jednej warstwy (ściegu)
Spoina dwuwarstwowa (dwuściegowa)
Spoina dwuwarstwowa (dwuściegowa) – spoina
skladająca się z dwóch warstw
Spoina wielowarstwowa (wielościegowa)
Spoina wielowarstwowa (wielościegowa) – spoina
utworzona przez ułożenie dwóch lub więcej warstw
(ściegów)
Spoina nośna
Spoina nośna – spoina przenosząca naprężenia
będące wynikiem obciążenia spawanej konstrukcji
ciężarem własnym lub użytkowym
Kurs spawacza
Ogólne wprowadzenie do spawalnictwa
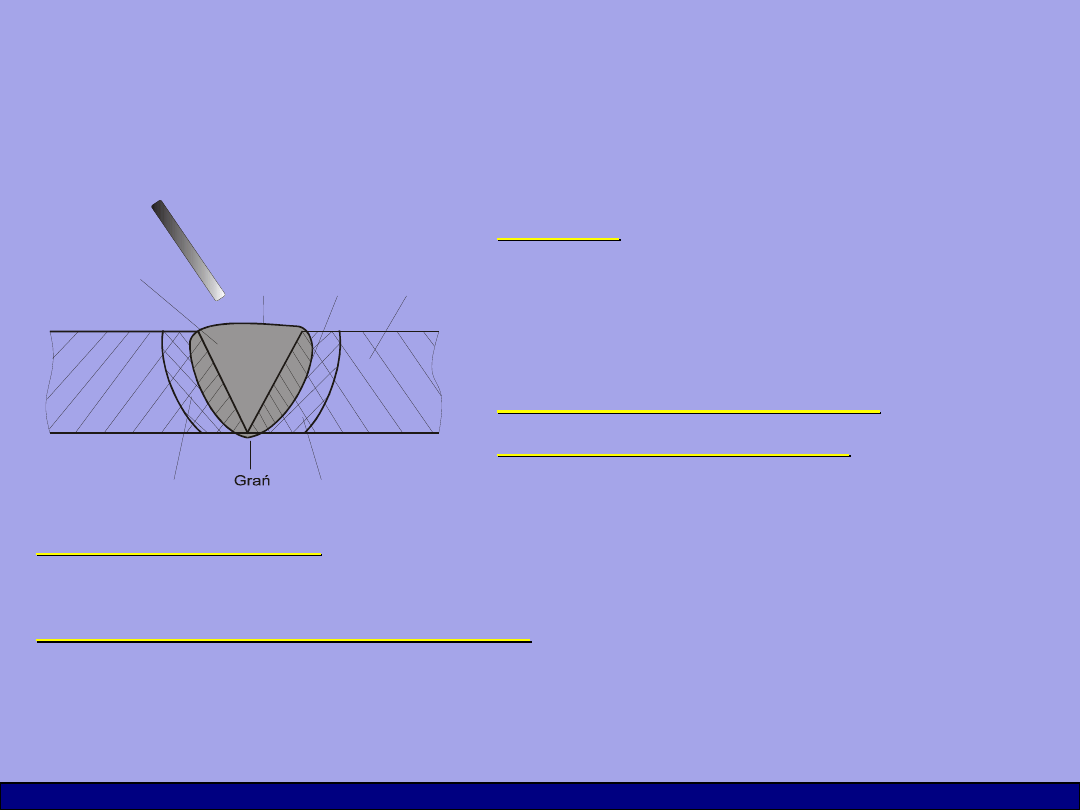
Budowa złącza spawanego
Budowa złącza spawanego
S p o in a
L in ia
w to p ie n ia
M a te r ia ł
s p a w a n y
S W C
S W C
L ic o
S p o iw o
( m a te r ia ł d o d a tk o w y )
Spoina
Spoina – część złącza
spawanego utworzona
podczas spawania ze
stopionego metalu
Materiał podstawowy
Materiał podstawowy
(spawany, rodzimy)
(spawany, rodzimy) – materiał
z którego wykonywane są
części poddane procesowi
spajania
Strefa stopienia
Strefa stopienia – stopiona część materiału
podstawowego zmieszana ze stopiwem
SWC (strefa wpływu ciepła)
SWC (strefa wpływu ciepła) – obszar metalu
podstawowego który nie uległ stopieniu ale w którym
zaszły jakiekolwiek zmiany w wyniku spawania (zmiany
struktury, składu chemicznego, odporności korozyjnej)
Kurs spawacza
Wykaz metod spawania i ich
numeryczne oznaczenie
1- spawanie łukowe
1- spawanie łukowe
101- spawanie łukowe elektrodą metalową
101- spawanie łukowe elektrodą metalową
111- spawanie ręczne elektrodą otuloną
111- spawanie ręczne elektrodą otuloną
121- spawanie łukiem krytym drutem elektrodowym
121- spawanie łukiem krytym drutem elektrodowym
131- spawanie łukowe w osłonie gazu obojętnego elektrodą topliwą MIG
131- spawanie łukowe w osłonie gazu obojętnego elektrodą topliwą MIG
135- spawanie łukowe w atmosferze gazu aktywnego elektrodą topliwą
135- spawanie łukowe w atmosferze gazu aktywnego elektrodą topliwą
MAG
MAG
136- spawanie łukowe drutem elektrodowym proszkowym w
136- spawanie łukowe drutem elektrodowym proszkowym w
atmosferze gazu aktywnego
atmosferze gazu aktywnego
141- spawanie łukowe elektrodą wolframową, TIG
141- spawanie łukowe elektrodą wolframową, TIG
311- spawanie acetylenowo-tlenowe
311- spawanie acetylenowo-tlenowe
Kurs spawacza
Ogólna klasyfikacja stopów żelaza z węglem
Stal – stop żelaza z węglem o zawartości węgla do 2 %
obrobiony plastycznie i obrabiany cieplnie
Staliwo – odlewniczy stop żelaza z węglem o zawartości
węgla do 2%
Żeliwo – odlewniczy stop żelaza z węglem o zawartości
węgla od 2 do 4%
Podstawowe pierwiastki w stalach węglowych:
-Węgiel
(zwiększa wytrzymałość i twardość, obniża własn. plastyczne)
-
Mangan
Mangan
-Krzem
-Krzem
domieszki: aluminium i miedź
zanieczyszczenia: siarka (pęknięcia gorące), fosfor (kruchość), wodór
(powoduje wydzielanie płatków-pęcherzyków), azot, tlen (starzenie stali)
wpływają korzystnie na stal
Stal jest uznawana za dobrze spawalną jeżeli zawartość
węgle
C do 0,25% np. St3S
C do 0,25% np. St3S
(S235)
(S235)
Kurs spawacza
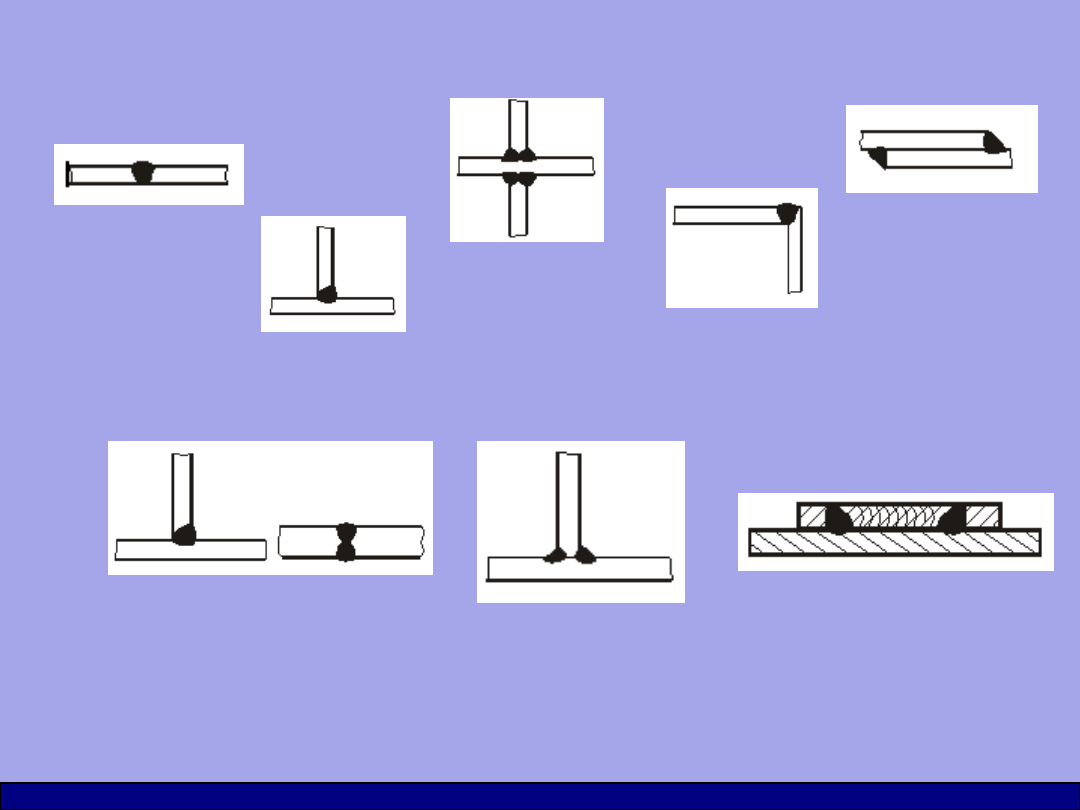
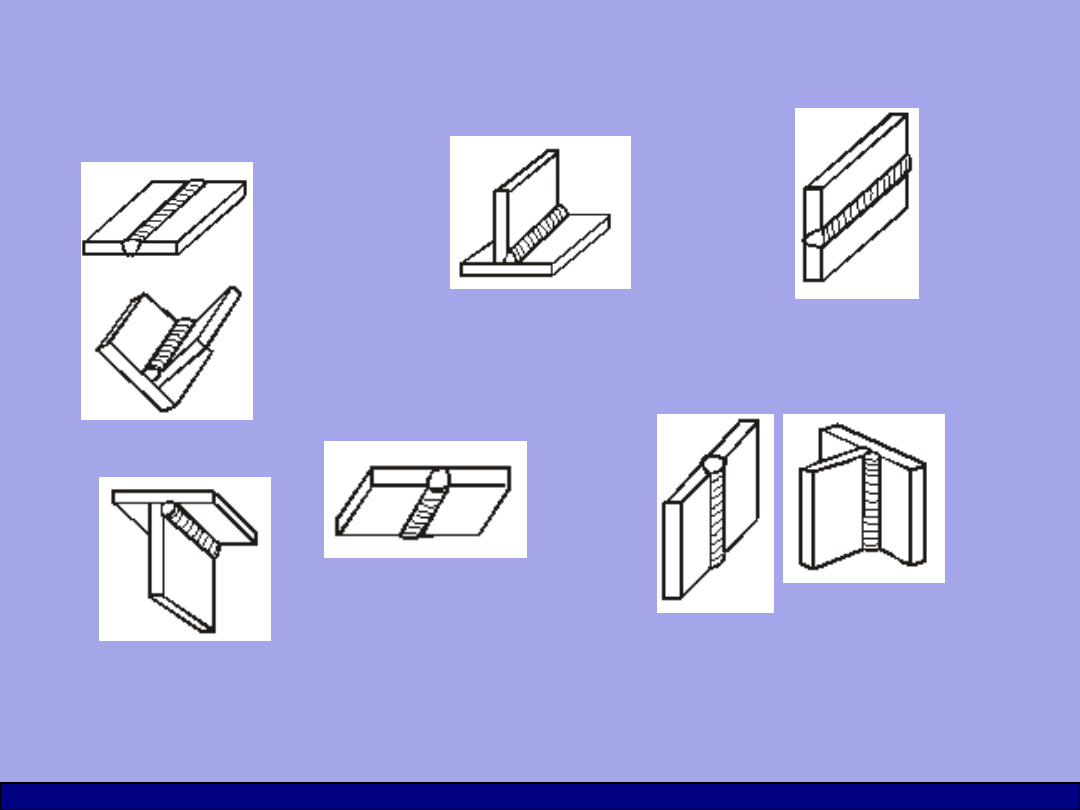
Typy złączy
Doczołowe
Teowe
Krzyżowe
Narożne
Zakładkowe
Rodzaje spoin
Czołowa
Pachwinowa
Otworowa
Kurs spawacza
Pozycje spawania
PA - podolna
PB - naboczna
PC - naścienna
PD - okapowa
PE - pułapowa
PF – pionowa z dołu do góry
PG – pionowa z góry na dół
Kurs spawacza
PN-EN 287-1 Egzamin kwalifikacyjny
spawaczy
Warunek wejściowy przystąpienia do egzaminu to
ukończony 18 rok życia i ukończona minimum
szkoła podstawowa
Oznaczenie kwalifikacji spawacza
EN 287-1 111 P BW 2 B t13 PA ss nb
Oznaczenie
normy
Proces
spawania
np.311, 135,
136, 141 itp.
P-blacha
T-rura
BW-spoina czołowa
FW-spoina pachwinowa
Gr mat.
Zgodnie z CR
ISO 15608, np.
2; 1.3; 8 itd.
Mat. Dodatkowy
B- drut proszkowy zasadowy
lub otulina zasadowa
S-drut lity
Grubość
materiału
13 mm
Pozycja
spawania
Szczegóły dotyczące
spoin:
bs- sp. dwustronne
lw- sp. w lewo
mb- sp. z podkładką
ml- wielowarstwowe
nb- bez podkładki
rw- sp. w prawo
sl- jednowarstwowe
ss- sp. jednostronne
Kurs spawacza
PN-EN 287-1 Egzamin kwalifikacyjny
spawaczy
Po zdanym kursie podstawowym spawacz dostaje
świadectwo egzaminu kwalifikacyjnego spawacza
zgodnie z PN-EN 287-1
Wystawione świadectwo ma ważność dwa lata pod
warunkiem, że co 6 miesięcy na świadectwie nadzór
lub osoba odpowiedzialna pracodawcy potwierdzi, że
spawacz pracował w zakresie swoich kwalifikacji
Świadectwo można przedłużyć na następne dwa lata
pod pewnymi warunkami (1-protokoły i dokumenty
wykorzystywane do przedłużenia przypisane powinny
być do spawacza, 2- spoiny powinny spełniać poziom
akceptacji B wg PN-EN ISO 5817 z drobnymi
wyjątkami w których mogą spełniać C)
Kurs spawacza
Spawanie gazowe 311
Palnik
Płomień
Materiał
dodatkowy
Jeziorko
Mat.
spawany
Proces polega na stopieniu brzegów
materiału łączonego płomieniem
przeważnie acetylenowo – tlenowym
Zakres zastosowania: stale
niestopowe, niskostopowe, do pracy
w podwyższonej temperaturze,
żeliwo, mosiądz.
,
Stosuje się przeważnie do prac
remontowych
Oprócz mieszanki tlen-acetylen dopuszcza się mieszanki
tlenu z gazem ziemnym, propanem-butanem lub nawet
wodorem
Kurs spawacza
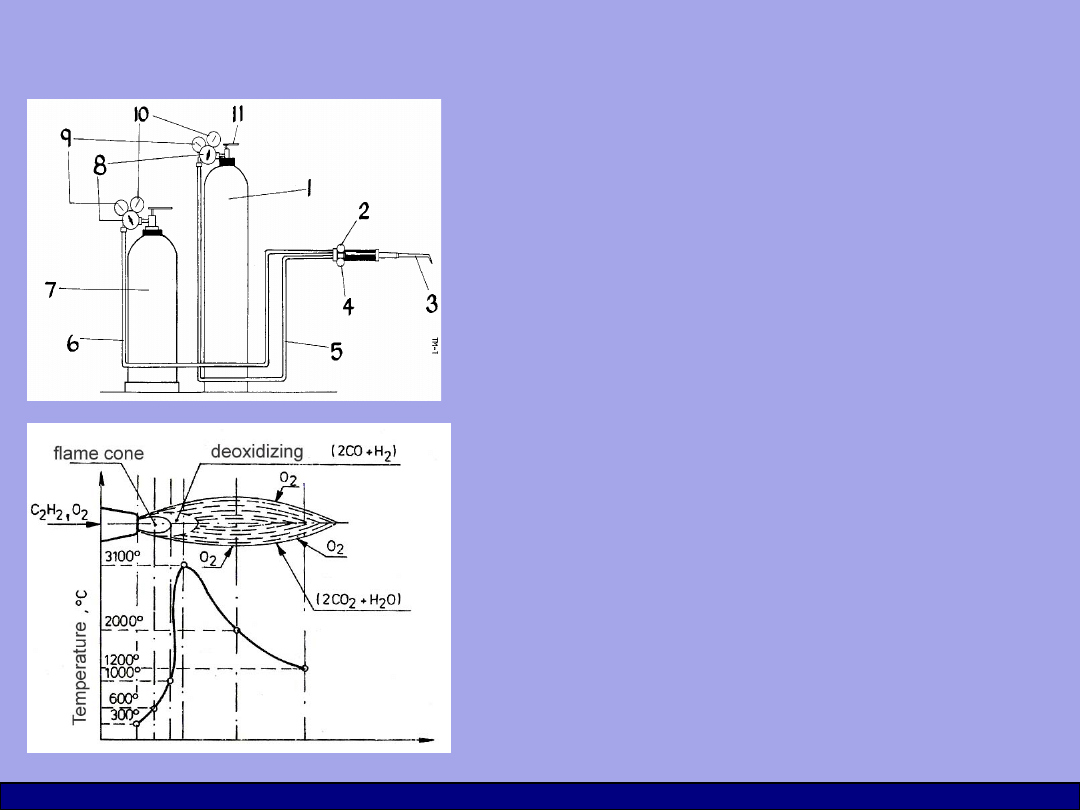
Spawanie gazowe 311
Rozkład temperatury na
długości łuku spawalniczego
Spalanie przebiega zgodnie z wzorem
C
2
H
2
+ 2,5 O
2
2 CO
2
+ H
2
O
Stanowisko do spawania: 1- butla
tlenowa, 2,3,4- elementy palnika,
5,6-przewody gazowe, 7-butla
acetylenowa, 8,9,10- reduktory,
11- zawór główny na butli
Kurs spawacza
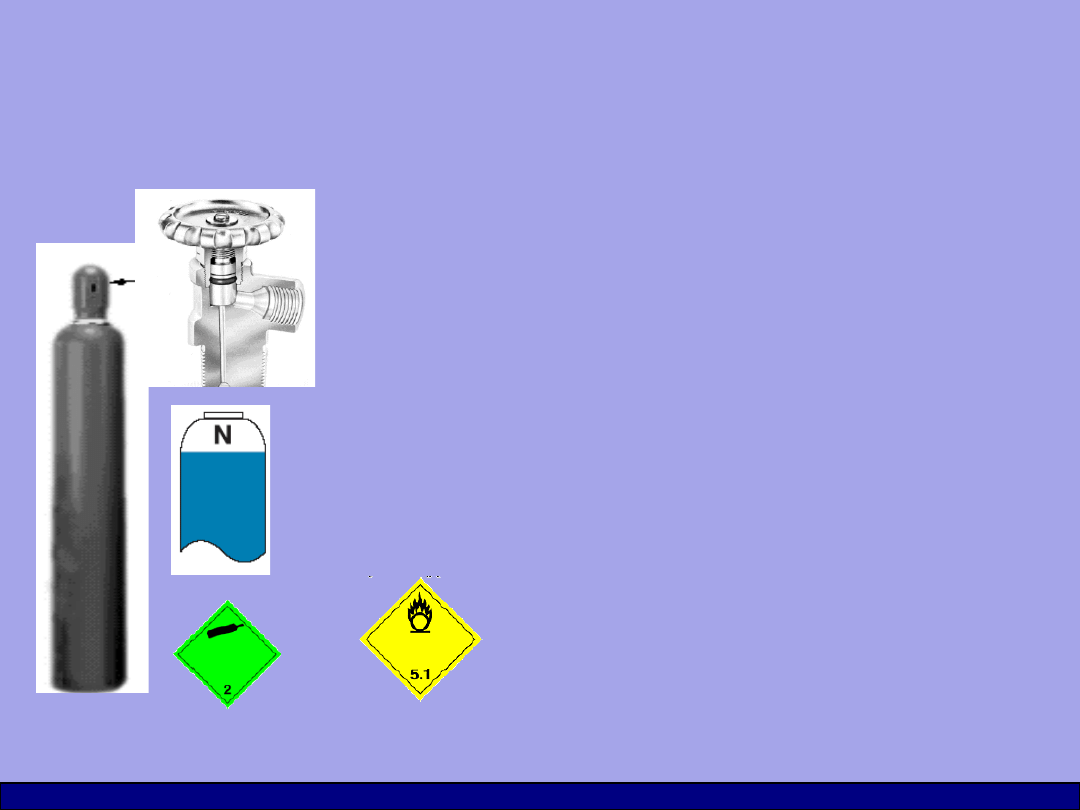
Spawanie gazowe 311
Butla tlenowa wykonana jest ze stali ciągnionej bez
szwu w której tlen znajduje się pod ciśnieniem 15MPa
Przeważnie
produkowane
są
w
zakresie pojemności 0,5 do 50 litrów.
Dla potrzeb spawalnictwa stosuje się
zazwyczaj butle o pojemności 40 l i
masie 62 kg
Non-flammable
Oxydizing
Zgodnie z normą PN-EN 1089-3 butla
powinna być malowana na kolor
niebieski z białym paskiem i literą N
Zgodnie z PN-EN 1089-2 na
butla powinna być opatrzona
symbolami jak na rysunku
Kurs spawacza
Spawanie gazowe 311
UWAGA!!!
Butli tlenowej nie wolno smarować, zanieczyszczać
smarem, tłuszczem lub innymi substancjami
zapalającymi się przy zetknięciu z tlenem
Maksymalny pobór tlenu z butli wynosi 10000l/h
Zawór butli otwierać w taki sposób
aby wylot gazu nie był skierowany na
twarz operatora
Podczas transportu stosować zawsze
kołpak ochronny
Gwałtowne uderzenia mogą
powodować eksplozję butli
Kurs spawacza
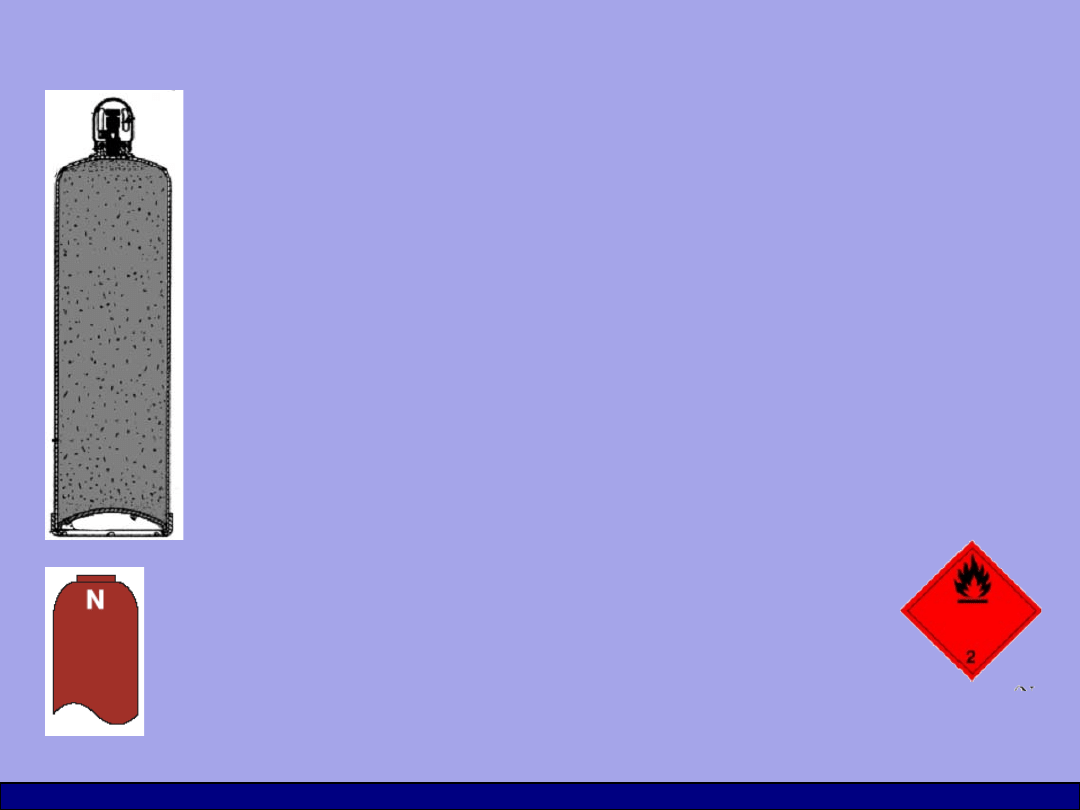
Spawanie gazowe 311
Butla acetylenowa podobnie jak butla
tlenowa wykonana jest ze stali w sposób
ciągniony bez szwu. 75% objętości butli
acetylenowej
wypełnione
jest
masą
porowatą zawierającą węgiel drzewny,
włókno azbestowe, tlenek cynku i aceton.
Objętość acetonu wynosi ok. 40% objętości
całej butli i wypełnia również masę
porowatą. Acetylen rozpuszcza się w
acetonie
przeciwdziałając
wybuchowi.
Maksymalne ciśnienie w butli wynosi 1,5
MPa
Flamable gas
Butla powinna być malowana na kolor
czerwony z białą literą N i opatrzona
symbolem
ostrzegającym
o
zawartości gazu palnego
Kurs spawacza
Spawanie gazowe 311
UWAGA!!!
Maksymalny pobór acetylenu z butli wynosi 1000l/h
często ogranicza się go nawet do 500 l/h
Butli do acetylenu nie można używać w pozycji
leżącej z powodu nadmiernego zużycia acetonu
W butli po zużyciu acetylenu powinno pozostać
ciśnienie resztkowe, które w zależności od
temperatury waha się od 0,05 do 0,3 MPa
W jednej butli 40 litrowej rozpuszcza się ok. 5 m
3
acetylenu
Zawory butli acetylenowej wykonane są z brązu
berylowego a wszelakie połączenia gwintowe
posiadają lewy gwint i nacięcia na nakrętkach celem
uniknięcia pomyłek
Nie smaruje się reduktorów i zaworów przy butli acetylenowej
Kurs spawacza
Neutralny gdy
stosunek O
2
/C
2
H
2
= 1,0
– 1,2
Nawęglający gdy
stosunek O
2
/C
2
H
2
< 1,0
Utleniający
O
2
/C
2
H
2
> 1,2
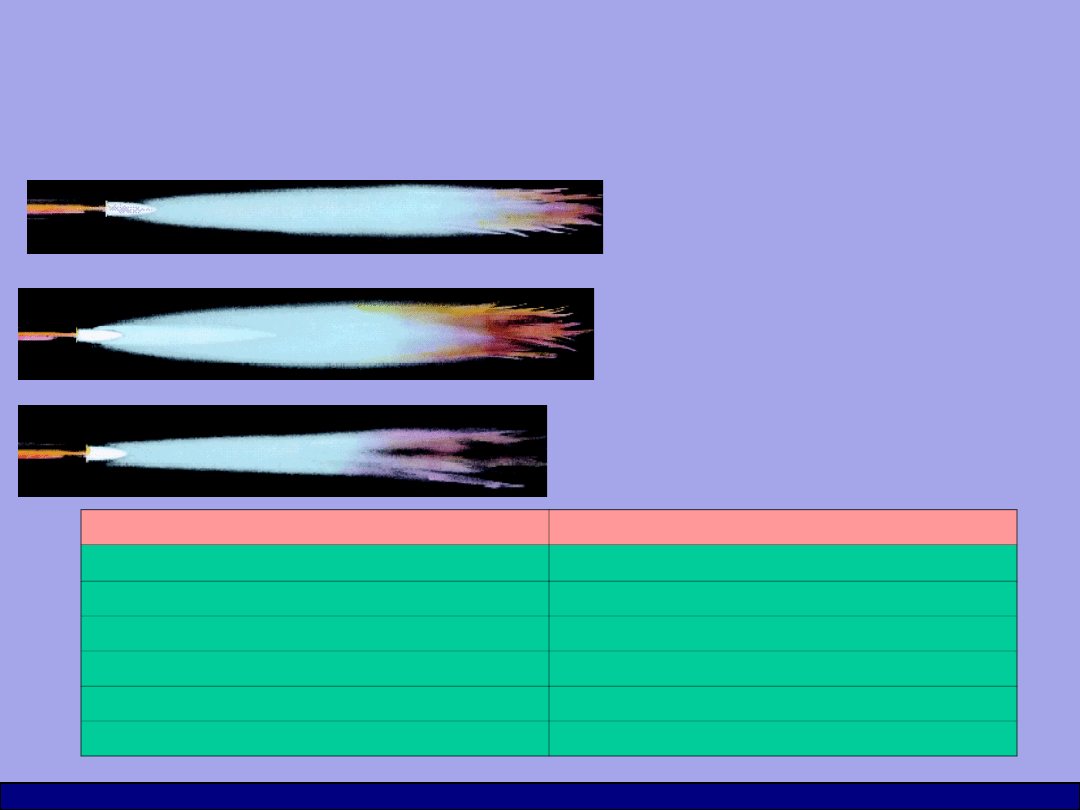
Spawanie gazowe 311
Rodzaj płomienia w zależności od stosunku O
2
/C
2
H
2
Rodzaj stali
Rodzaj płomienia
Stal niskowęglowa
Neutralny
Stal wysokowęglowa
Lekko nawęglający
Mosiądz
Utleniający
Żeliwo
Lekko utleniający
Stal nierdzewna
Neutralny
Napawanie utwardzające
Nawęglający
Kurs spawacza
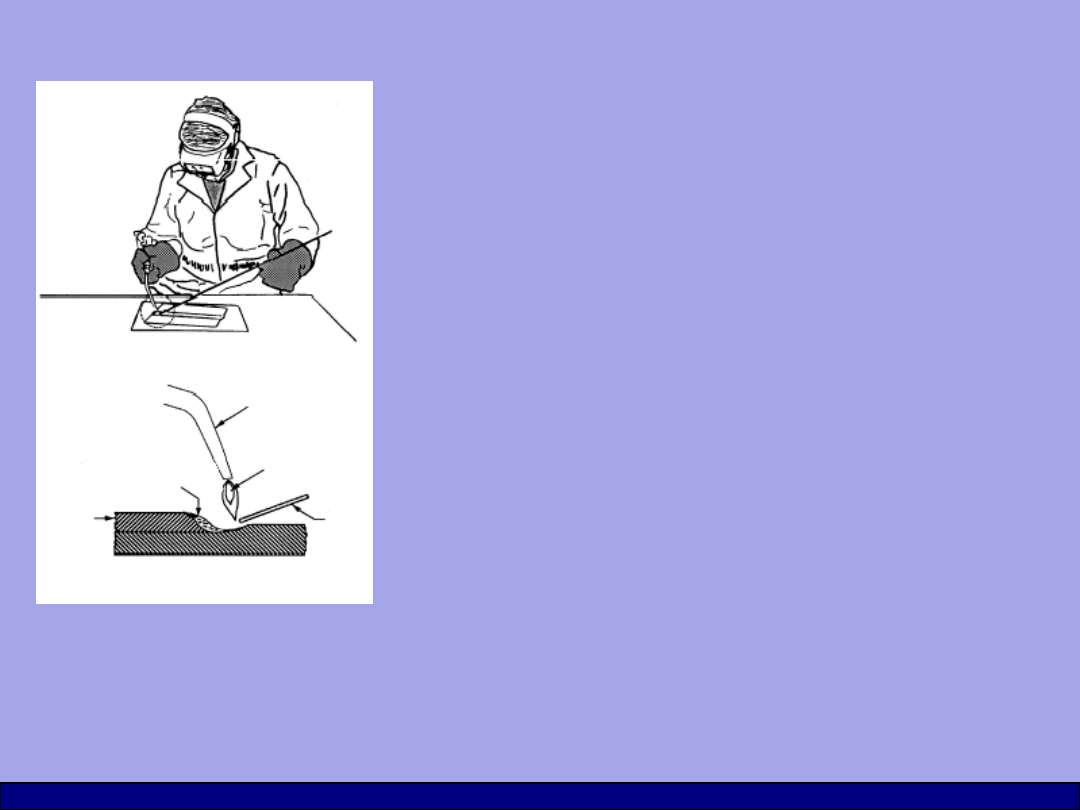
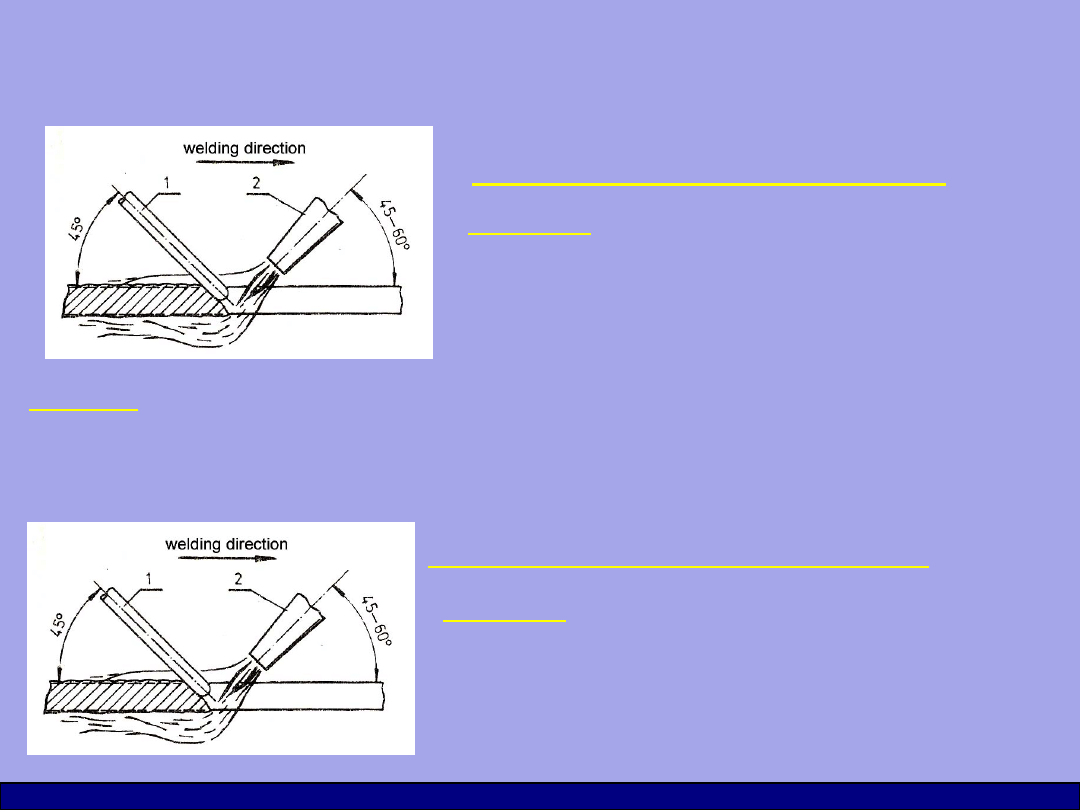
Spawanie gazowe 311
Techniki spawania
Technika spawania w lewo
Zalety: gładka lub lekko
łuskowata powierzchina ściegu,
niski wkład energii, spawanie
blach o grubości do 4 mm
Wady: duże straty ciepła, lekko przemieszczające się z
przodu jeziorko, utrudniona kontrola skuteczności
przetopienia grani, niska efektywność ochronnego
działania kity
Technika spawania w prawo
Zalety:efektywne wykorzystanie
energii, gwarantowany przetop
grani, niska prędkość chłodzenia,
lepsze działanie ochronne kity
Kurs spawacza
Spawanie gazowe 311
Techniki spawania
Wady: niezbyt równa, łuskowata powierzchnia spoiny,
technika trudna do zastosowania przy grubościach
blach poniżej 4mm.
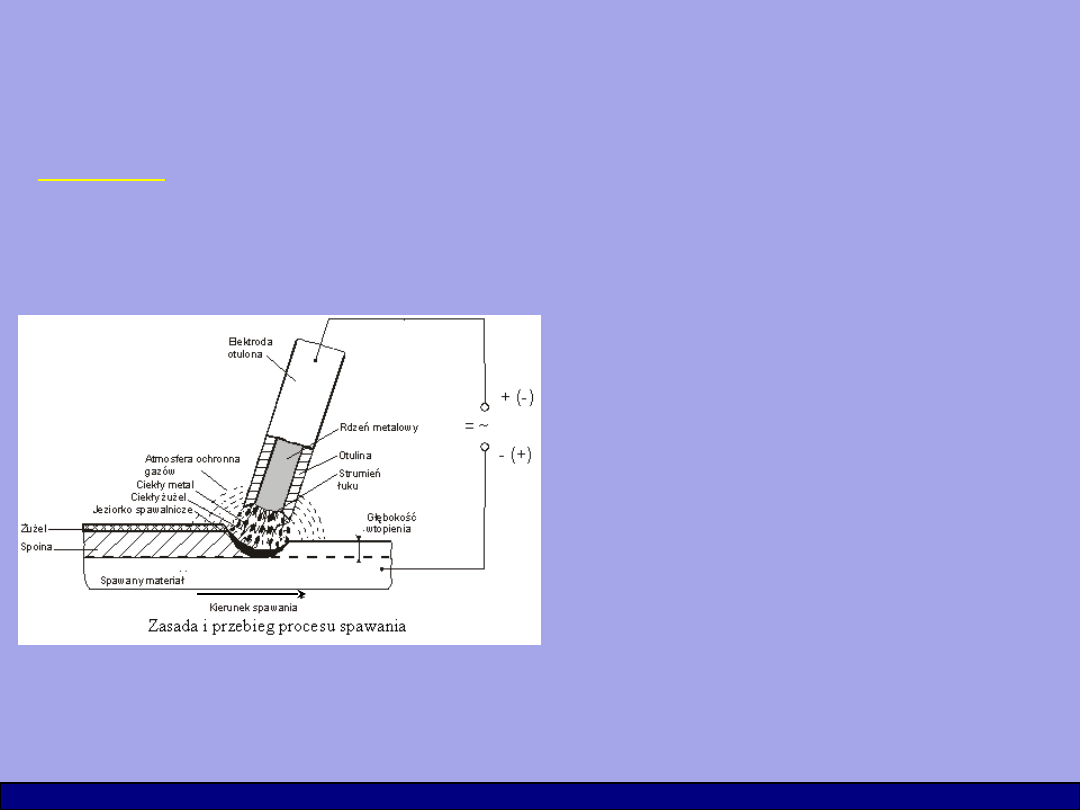
Spawanie elektrodą otuloną 111
Zasada procesu
Spawanie ręczne elektrodą
otuloną jest procesem w
którym trwałe połączenie
uzyskuje się przez stopienie
ciepłem łuku elektrycznego
topliwej elektrody otulonej i
materiału spawanego.
Łuk jarzy się pomiędzy rdzeniem elektrody pokrytym
otuliną a spawanym materiałem
Kurs spawacza
Spawanie elektrodą otuloną 111
Otulina elektrod spełnia szereg zadań do których należą:
-zwiększenie przewodnictwa elektrycznego przestrzeni
łuku,
-ochrona ciekłego metalu przed dostępem tlenu i azotu z
powietrza,
-utworzenie żużla zmniejszającego szybkość chłodzenia
spoiny i kształtującego lico spoiny,
-regulację składu chemicznego stopiwa,
-zapewnienie szybkiego wypływania ze stopiwa żużla i
produktów odgazowania,
Podział z punktu widzenia metalurgicznego i
technologicznego (sterowane składem chemicznym
otuliny):
A- kwaśne (np. EA 146) RR- rutylowa grubo
otulona
B- zasadowe (np. EA 150) RC- rutylowo-
celulozowa
R- rutylowe (np. ER 146) RA- rutylowo-
kwaśna
C- celulozowa (np. EC 146) RB- rutylowo-
zasadowa
Kurs spawacza
Spawanie elektrodą otuloną 111
Oznaczenie elektrody
EB 150
Rodzaj elektrody
Wytrzymałość na
rozciąganie stopiwa
(50 kg/mm
2
)
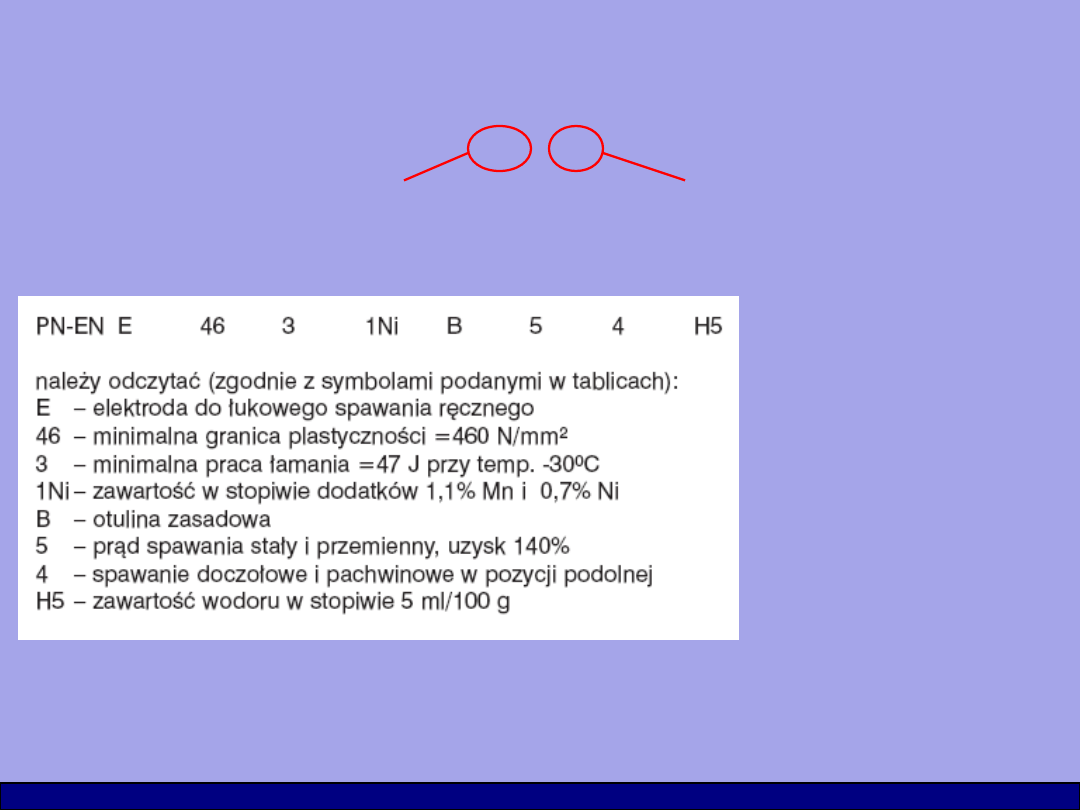
Oznaczenie elektrod otulonych wg PN-EN 2560:2006
Średnice elektrod: 1,6; 2,0; 2,5; 3,25; 4; 5; 6 mm
Długości elektrod: 240 do 450 mm
Kurs spawacza
Elektrody zasadowe dają stopiwo najwyższej
jakości (niskowodorowe)
Wymagają dokładnego suszenia bezpośrednio
przed spawaniem w temperaturze 200350C
przez min 2 h
Do elektrod zasadowych można podłączać
jedynie prąd stały z biegunowością dodatnią.
Nadają się do spawania w każdej pozycji z
wyjątkiem PG
Wszystkie otuliny elektrod powinny być suche jedynie
otulina elektrody do spawania pod wodą powinna
posiadać otulinę wilgotną
Spawanie elektrodą otuloną 111
Elektrody zasadowe
Kurs spawacza
Spawanie elektrodą otuloną 111
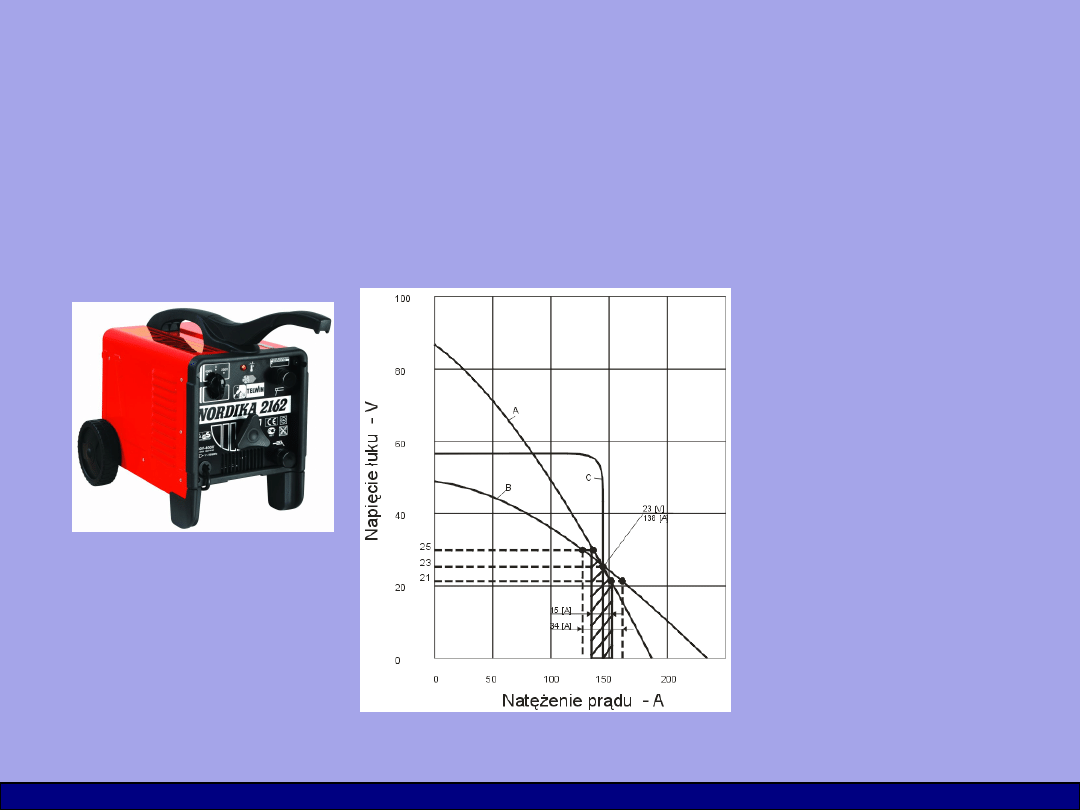
Urządzenia do spawania elektrodą otuloną:
a) Transformatory spawalnicze (prąd
przemienny)
b) Prostowniki spawalnicze (prąd stały)
c) Spawarki wirowe (prąd stały)
Napięcie łuku
jest
proporcjonalne
do jego długości
Charakterystyka
prądowo-
napięciowa
źródeł prądu
Kurs spawacza
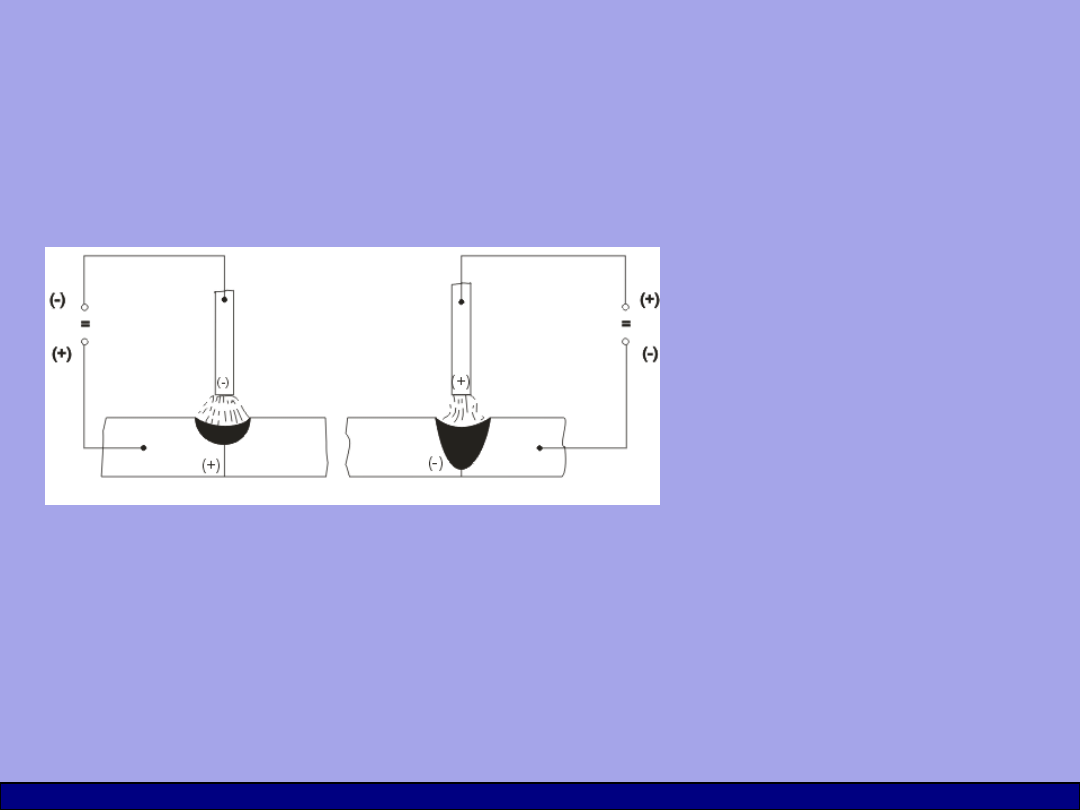
Spawanie elektrodą otuloną 111
Wpływ
biegunowości
prądu na
głębokość
wtopienia w
materiał
podstawowy
Spawanie
elektrodami
otulonymi
może
być
prowadzone prądem stałym z biegunowością dodatnią
lub ujemną bądź prądem przemiennym
Parametry spawania elektrodą otuloną:
-Rodzaj i natężenie prądu spawania
-Napięcie łuku
-Prędkość spawania
-Średnica elektrody i jej położenie względem złącza
Kurs spawacza
Spawanie elektrodą otuloną 111
Średnica elektrody otulonej decyduje o:
a) Gęstości prądu spawania
b) Kształcie ściegu spoiny
c) Głębokości wtopienia
d) Możliwości spawania w pozycjach przymusowych
Dobór średnicy elektrody zależy od:
a) Grubości spawanego materiału
b) Pozycji spawania
c) Sposobu przygotowania złącza
d) Rodzaju złącza
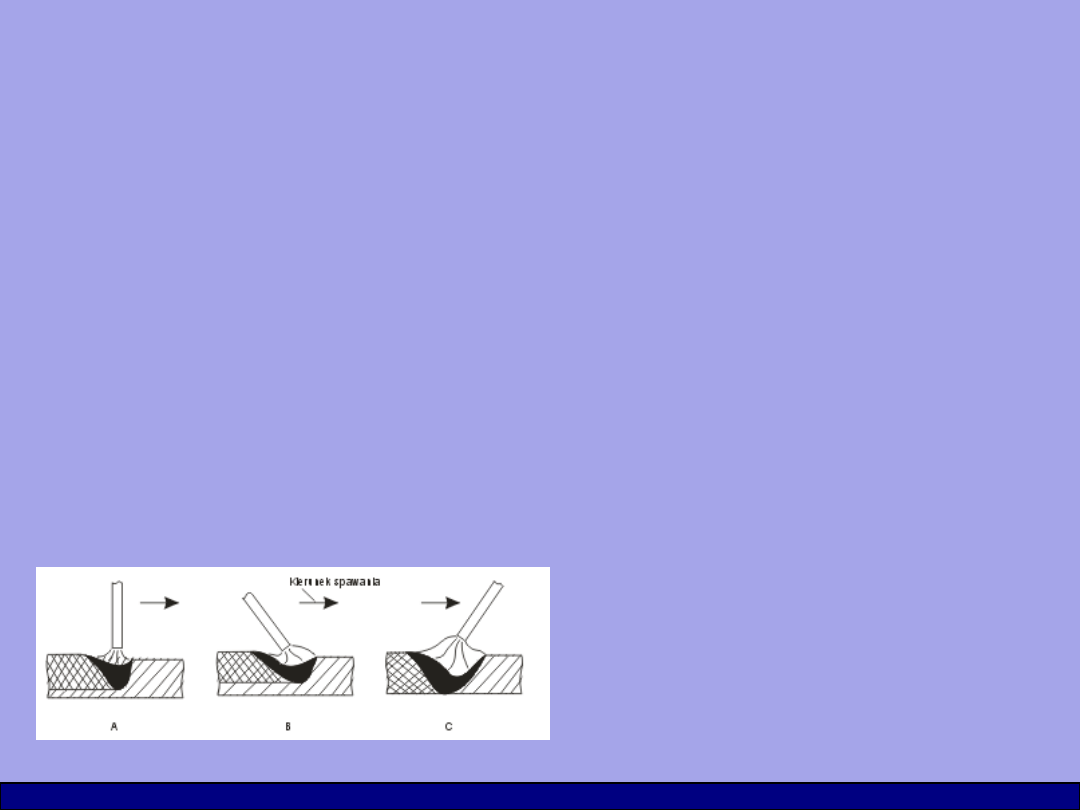
Wpływ pochylenie
elektrody na kształt
spoiny
Kurs spawacza
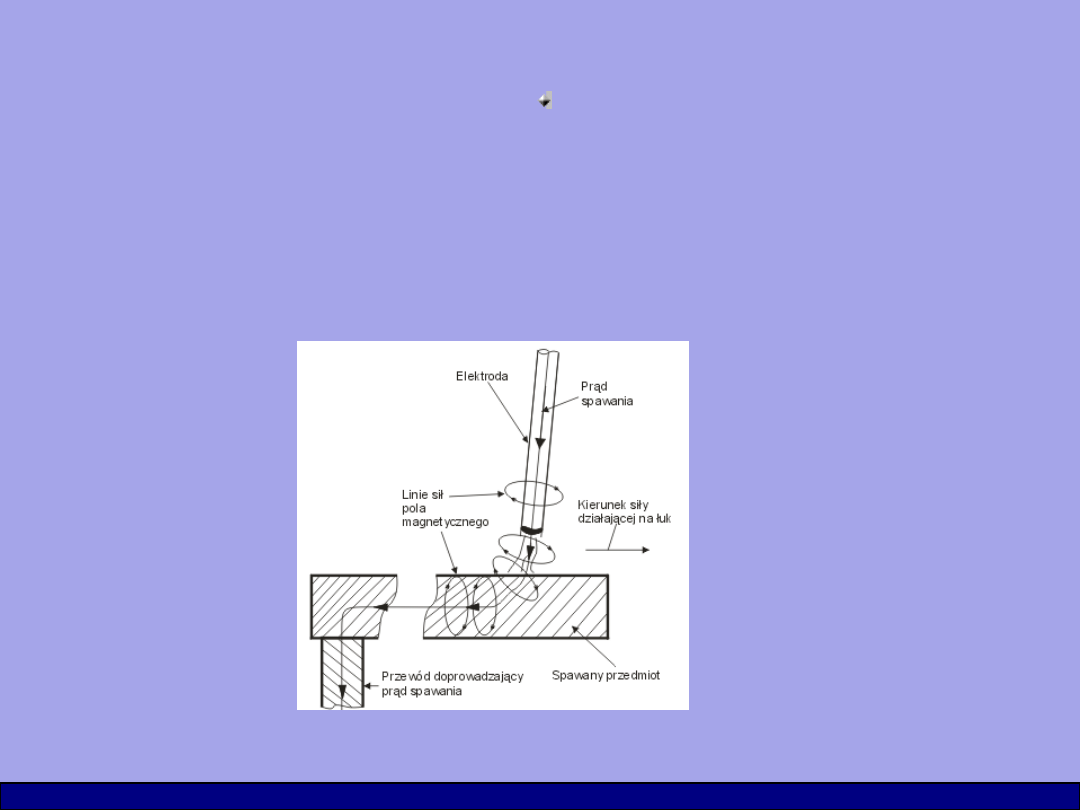
Spawanie elektrodą otuloną 111
Zjawisko ugięcia łuku spawalniczego
Zjawisko występujące przy spawaniu prądem stałym
spowodowane bliską obecnością pola magnetycznego
w obszarze łuku bardzo często spowodowane
niewłaściwym zaciśnięciem przewodu masowego
Kurs spawacza
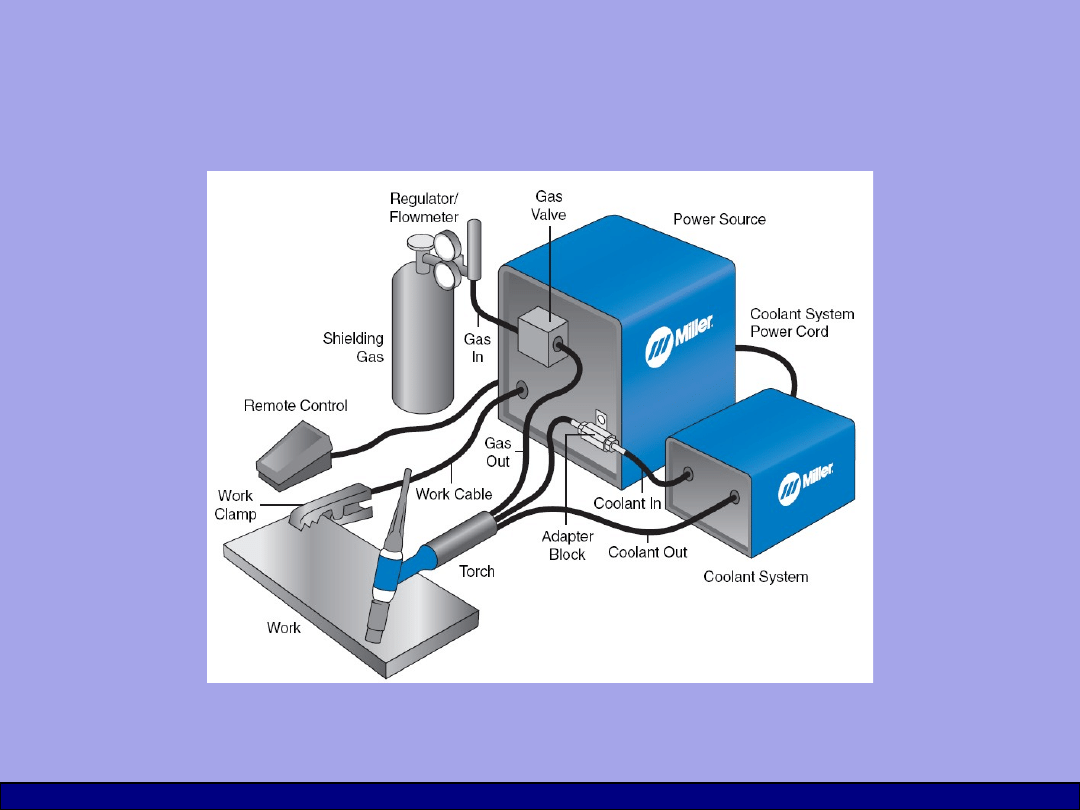
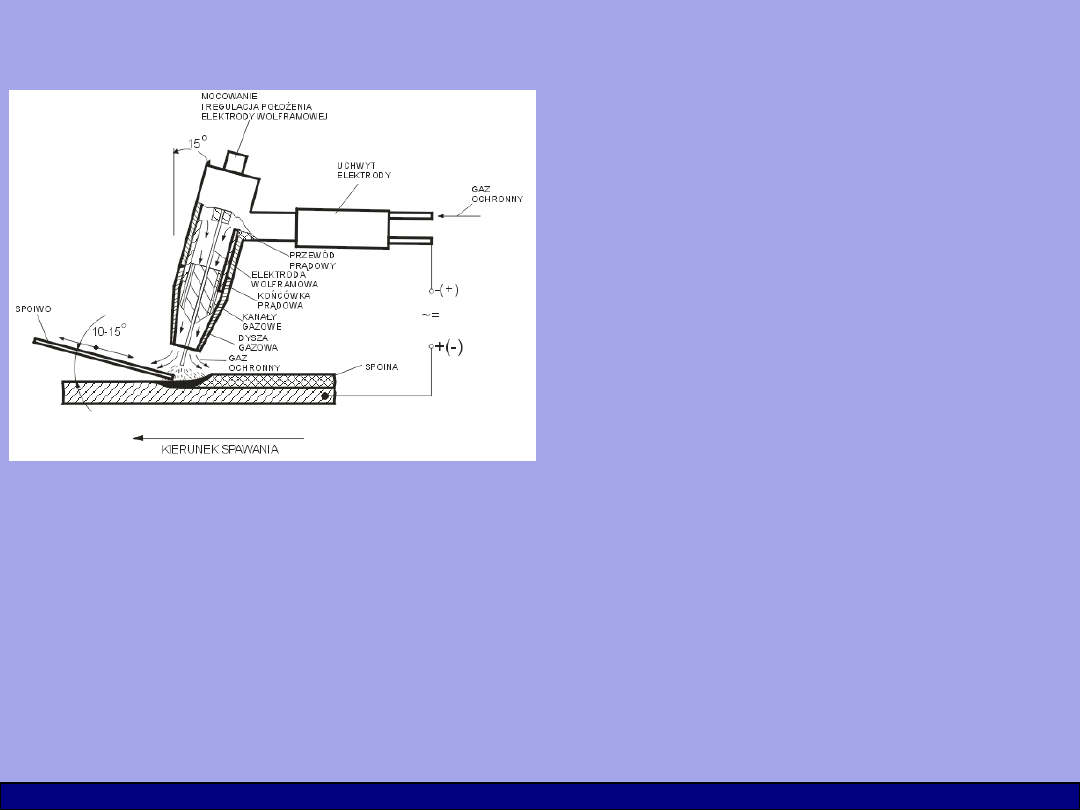
Spawanie elektrodą nietopliwą TIG 141
Kurs spawacza
Spawanie elektrodą nietopliwą TIG 141
Spawanie łukowe metodą
TIG polega na stopieniu
łączonych
przedmiotów
ciepłem łuku jarzącego się
pomiędzy
nietopliwą
elektrodą wolframową a
materiałem spawanym w
atmosferze
gazu
obojętnego
Parametry procesu spawania:
-Rodzaj i natężenie prądu spawania
-Napięcie łuku
-Rodzaj i strumień objętości gazu
osłonowego
-Szybkość spawania
-Rodzaj i średnica elektrody wolframowej
-Średnica materiału dodatkowego
Kurs spawacza
Spawanie elektrodą nietopliwą TIG 141
Rodzaj i natężenie prądu spawania
Do spawania stali stosuje się wyłącznie prąd
stały z biegunowością ujemną (minus na
elektrodzie)
Jedynie do spawania aluminium, magnezu i ich
stopów stosowany jest prąd przemienny
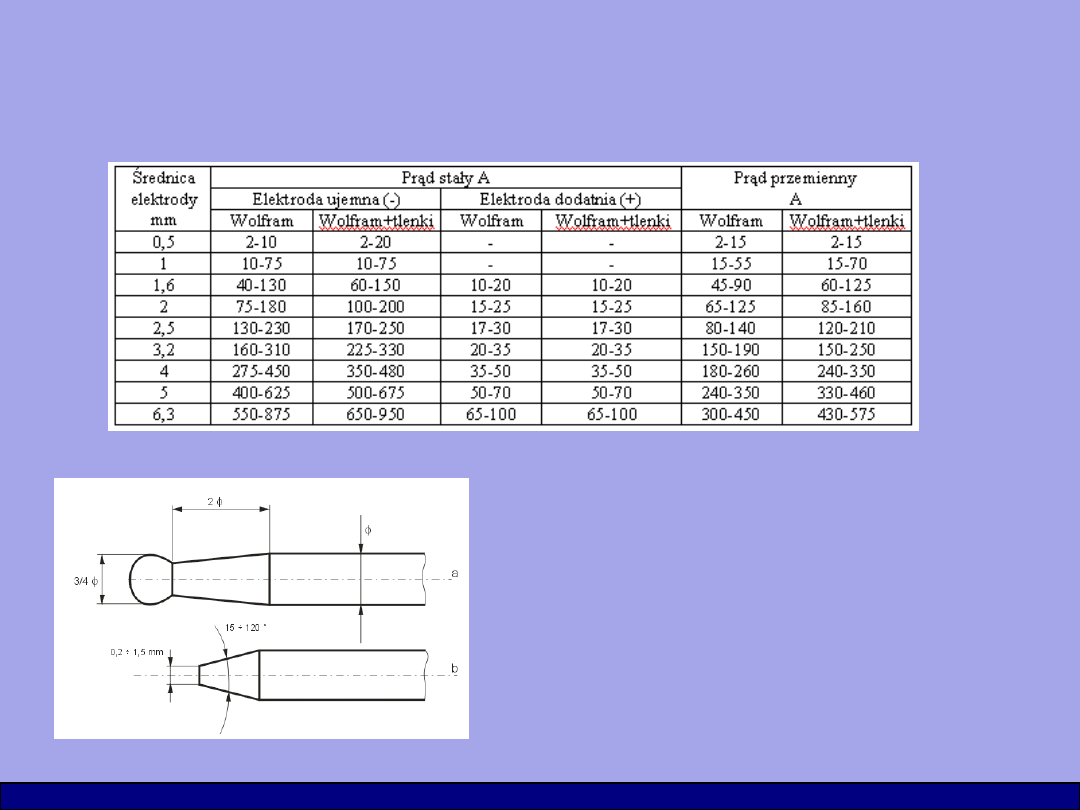
Elektrody wolframowe i gazy osłonowe PN-EN 6848
Jako elektrody nietopliwe stosuje się wolfram
(temperatura topnienia 3410C) i wolfram z domieszkami
tlenków toru, lantanu, cyrkonu i ceru
W zależności od rodzaju i ilości dodawanych tlenków
końcówki elektrody malowane są na różne kolory np.:
Czysty wolfram – zielona
Torowana – czerwona, pomarańczowa, żółta
Lantanowana- czarna
Kurs spawacza
Spawanie elektrodą nietopliwą TIG 141
Dopuszczalne natężenia prądu dla poszczególnych
elektrod i biegunowości
Ukosowanie elektrody nietopliwej
a- prąd przemienny
b- prąd stały np. do
spawania stali kąt
ukosowania wynosi 60
Kurs spawacza
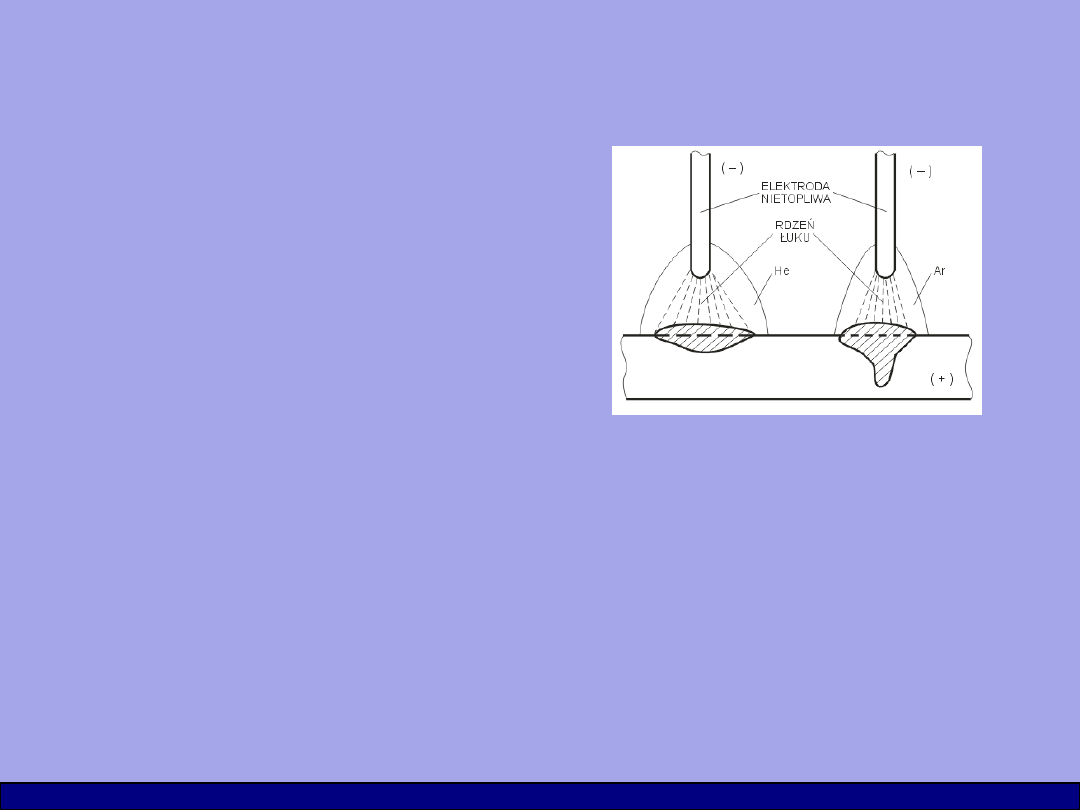
Spawanie elektrodą nietopliwą TIG 141
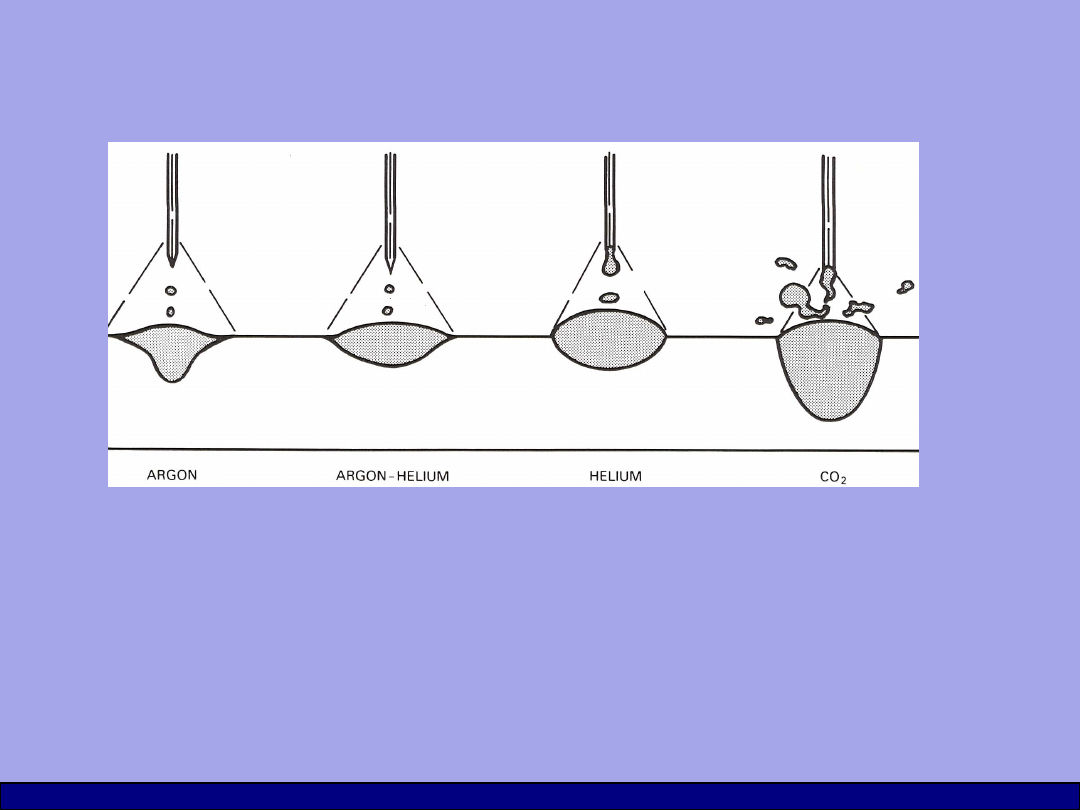
Gazy osłonowe
Jako gazy osłonowe stosuje
się wyłącznie gazy obojętne
jak Ar, He lub ich mieszanki.
Niedopuszczalne
jest
stosowanie
gazów
utleniających jak CO
2
i O
2
Argon i hel przechowywane są w butlach o
maksymalnym sprężeniu do15MPa. Butle powinno się
opróżniać do lekkiego nadciśnienia
Zajarzenie łuku spawalniczego odbywa się przez
potarcie elektrody o przedmiot spawany lub przez
zjonizowanie przestrzeni łuku za pomocą jonizatora
Kurs spawacza
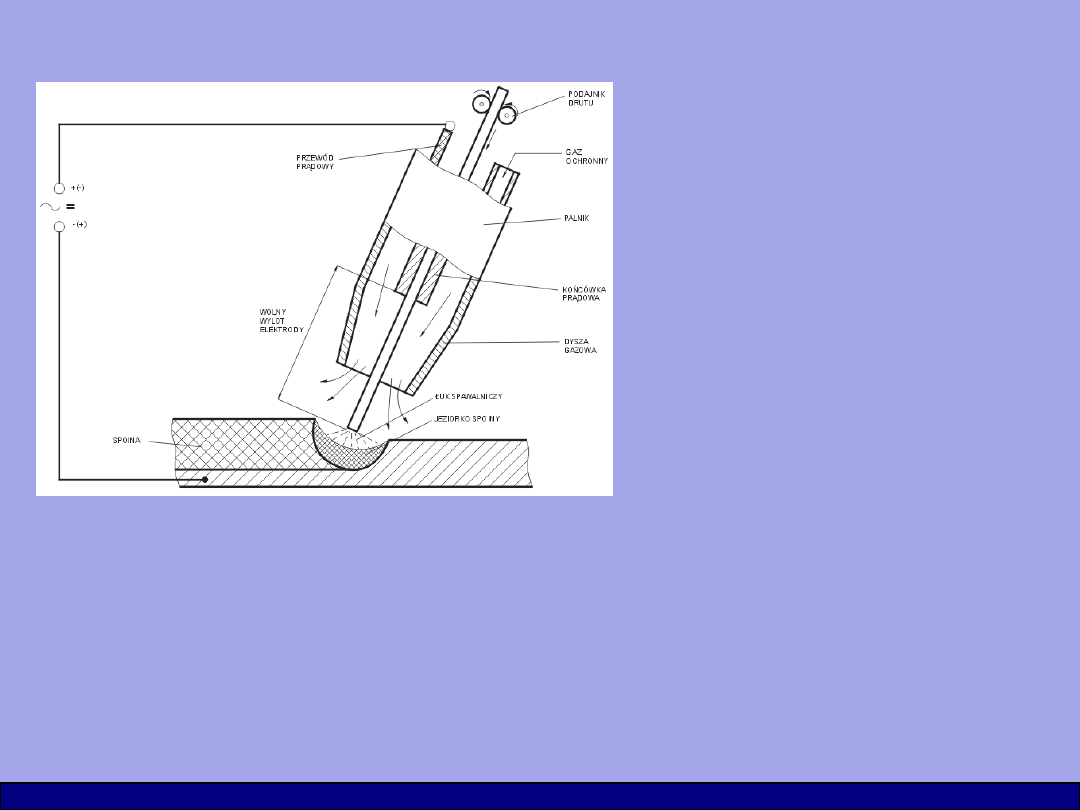
Spawanie metodą MIG/MAG
Metoda w której trwałe
połączenie uzyskuje się
dzięki
stopieniu
brzegów
materiału
podstawowego
za
pomocą łuku jarzącego
się pomiędzy elektrodą
podawaną w sposób
ciągły a materiałem
podstawowym
W skład stanowiska spawalniczego wchodzą: źródło
energii,
podajnik
drutu
elektrodowego,
uchwyt
spawalniczy, butla z gazem osłonowym.
Kurs spawacza
Spawanie metodą MIG/MAG
Parametry spawania:
a) Rodzaj i natężenie prądu spawania A
b) Napięcie łuku
c) Długość wolnego wylotu elektrody
d) Rodzaj i strumień objętości gazu osłonowego
e) Średnica materiału dodatkowego i dyszy gazowej
f) Kąt ustawienia uchwytu spawalniczego względem powierzchni
Spawanie odbywa się z podłączeniem elektrody do
bieguna dodatniego
Na urządzeniu reguluje się tylko napięcie i prędkość
podawania drutu
Rodzaj i natężenie prądu spawania
Kurs spawacza
Spawanie metodą MIG/MAG
Źródło prądu musi posiadać płaską charakterystykę
prądowo-napięciową
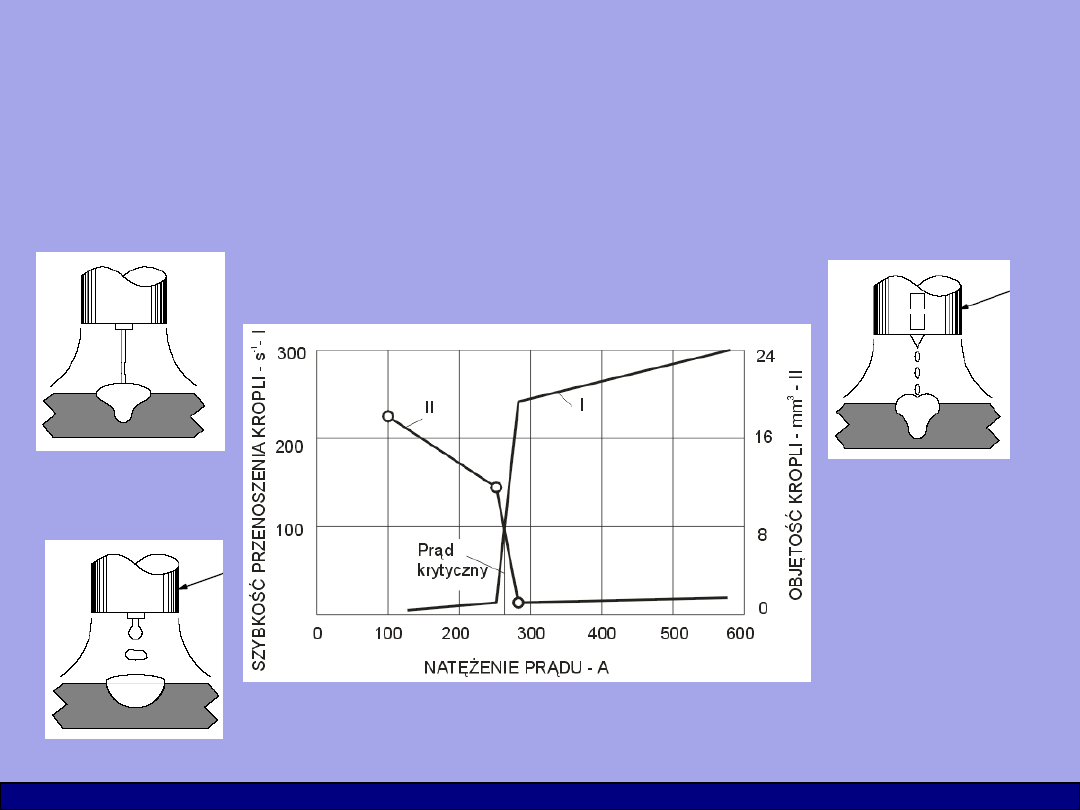
Sposób przenoszenia metalu w łuku
zwarciowe
kroplowe
natryskowe
Kurs spawacza
Spawanie metodą MIG/MAG
Długość wolnego wylotu elektrody wynosi od 6 do 12
mm przy spawaniu łukiem zwarciowym i 10 do 25
przy spawaniu łukiem natryskowym
Długość wolnego wylotu
Długość wolnego wylotu
Gaz osłonowy
Gaz osłonowy
Przyjmuje się strumień objętości gazu osłonowego
10x większą od średnicy drutu przeważnie 8-16
l/min
Przepływ gazu mierzy się rotametrem
Do metody MIG (Metal Inert Gas) stosuje się
wyłącznie gazy obojętne czyli Ar, He lub ich
mieszanki
Do metody MAG (Metal Active Gas) stosuje się gazy i
mieszanki aktywne jak Ar+O
2
, Ar+CO
2
itp.
Kurs spawacza
Spawanie metodą MIG/MAG
Gaz osłonowy
Gaz osłonowy
Stosowanie czystego CO
2
jako gazu osłonowego
zapewnia bardzo małą skłonność do powstawania porów
przy znacznym rozprysku
Kurs spawacza
Spawanie metodą MIG/MAG
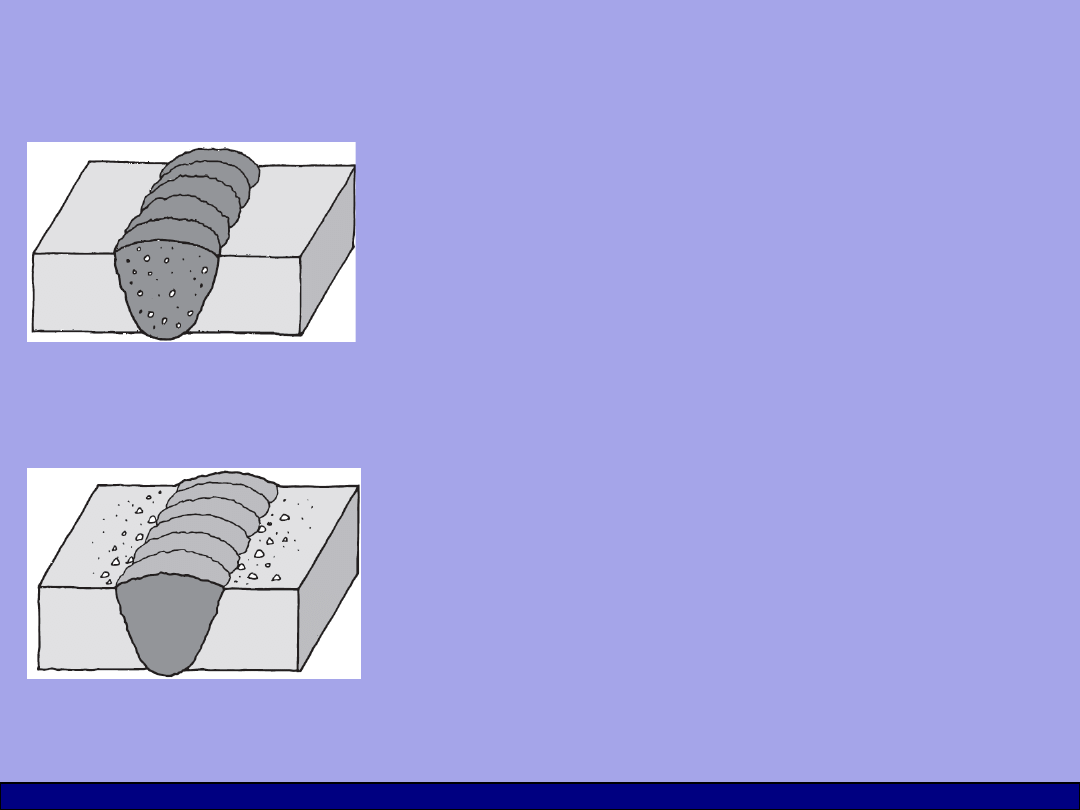
Porowatość
Porowatość
Porowatość jest częstą
niezgodnością występującą w złączu
spawanym metodą MAG
Przyczyna: zanieczyszczenia,
niewłaściwa technika spawania,
przeciągi
Rozprysk
Rozprysk
Bardzo duży przy spawaniu czystym
CO
2
Przyczyna: źle dobrane parametry
spawania, nie właściwe ustawienie
uchwytu względem powierzchni
spawanej
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
Wyszukiwarka
Podobne podstrony:
Gronostajski,podstawy i techniki wytwarzania II,metody spawania
Metody spawania
Metody spawania gazowego, Zajęcia praktyczne
Metody spawania stali nierdzewnych
5152747584507-Metody spawania
Metody spawania
METODY SPAWANIA GAZOWEGO, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, Spawalnictwo
Metody spawania
Metody kontroli połączeń spawanych
4 Naprężenia własne i metody ich eliminowania, spawanie MAG
T 3[1] METODY DIAGNOZOWANIA I ROZWIAZYWANIA PROBLEMOW
10 Metody otrzymywania zwierzat transgenicznychid 10950 ppt
metodyka 3
organizacja i metodyka pracy sluzby bhp
metodyka, metody proaktywne metodyka wf
epidemiologia metody,A Kusińska,K Mitręga,M Pałka,K Orszulik 3B
więcej podobnych podstron