Organizacja systemów
produkcyjnych
5. Przygotowanie
konstrukcyjne
Dr inż. Eugeniusz Neumann
2
Literatura
Dworczyk M., Organizacja technicznego przygotowania
produkcji, PWE, Warszawa 1973
Haratym F,. System technicznego przygotowania produkcji,
WNT, Warszawa 1979
Haratym F., Techniczne przygotowanie produkcji, PWT,
Warszawa 1961
Jodełko Z., Marks B., Dokumentacja techniczna w
przedsiębiorstwie budowy maszyn, WNT, Warszawa 1979
Mantura W., Michalski W., Metodyczne podstawy projektowania
techniczno – ekonomicznego przygotowania produkcji wyrobu,
WPP, Poznań 1985
Meissner J., Guliński J., Innowacyjność i konkurencyjność w
Wielkopolsce. Diagnoza i program na przyszłość, Poznań 2000
Zbroja T. (red.), Strategia wytwarzania, w: Materiały
konferencyjne: Automatyzacja produkcji ’97, T1. Innowacje w
technice i Zarządzaniu, Wrocław 1997
3
Wprowadzenie
Konstrukcyjne przygotowanie produkcji (KPP) jest to
opracowanie konstrukcji wyrobów oraz sposobu ich
eksploatacji. Obejmuje te czynności, które bezpośrednio lub
pośrednio związane są z konstruowaniem wyrobów, jak
również z opracowaniem zasad instalacji i eksploatacji
wyrobów. W zależności od, rodzaju (złożoności) wyrobu,
wielkości (typu) produkcji, stopnia nowoczesności, poziomu
technologicznego przedsiębiorstwa czy też branży, zakres KPP
będzie ulegał zmianie.
Konstrukcyjne przygotowanie produkcji jest właściwie
pierwszym i istotnym etapem
w przygotowaniu produkcji. Stwarza podstawy ekonomicznej
produkcji i eksploatacji wyrobów. Polega więc na dokładnym
sprecyzowaniu zakresu produkcji, określeniu konstrukcji,
materiałów i wymiarów wyrobów. Określa warunki wykonania i
montażu głównego wyrobu, tak
by zapewnić maksymalną ekonomiczność produkcji.
4
Dział konstrukcyjnego przygotowania
produkcji w strukturze organizacyjnej
przedsiębiorstwa.
Dział konstrukcyjnego przygotowania produkcji w większości
przedsiębiorstw jest wydzielony jako odrębna jednostka organizacyjna.
Przeważnie podporządkowana jest ona bezpośrednio głównemu
inżynierowi, a umiejscowiona w pionie technicznym. Oczywiście
organizacja działów technicznych, odnoszących się do konstrukcyjnego
przygotowania produkcji zależy od typu produkcji, rodzaju
produkowanych wyrobów, no i od wielkości przedsiębiorstwa.
Dział konstrukcyjnego przygotowania produkcji, czy też dział głównego
konstruktora, podzielony jest zwykle na następujące sekcje:
Studiów i rozwoju,
Doświadczeń (laboratoria i warsztaty doświadczalne),
Konstrukcji na poziomie operacyjnym (wykonawczym),
Normalizacji i patentów.
W sekcji konstrukcyjnej (wykonawczej)- często wydziela się konstruktora i
technologa, którzy odpowiedzialni są za cały projekt konstrukcyjny. W
innym przypadku dział konstrukcyjnego przygotowania produkcji i dział
technologicznego przygotowania produkcji ściśle ze sobą
współpracują. Pozwala to na spójne działania na etapie całego
technicznego przygotowania produkcji.
5
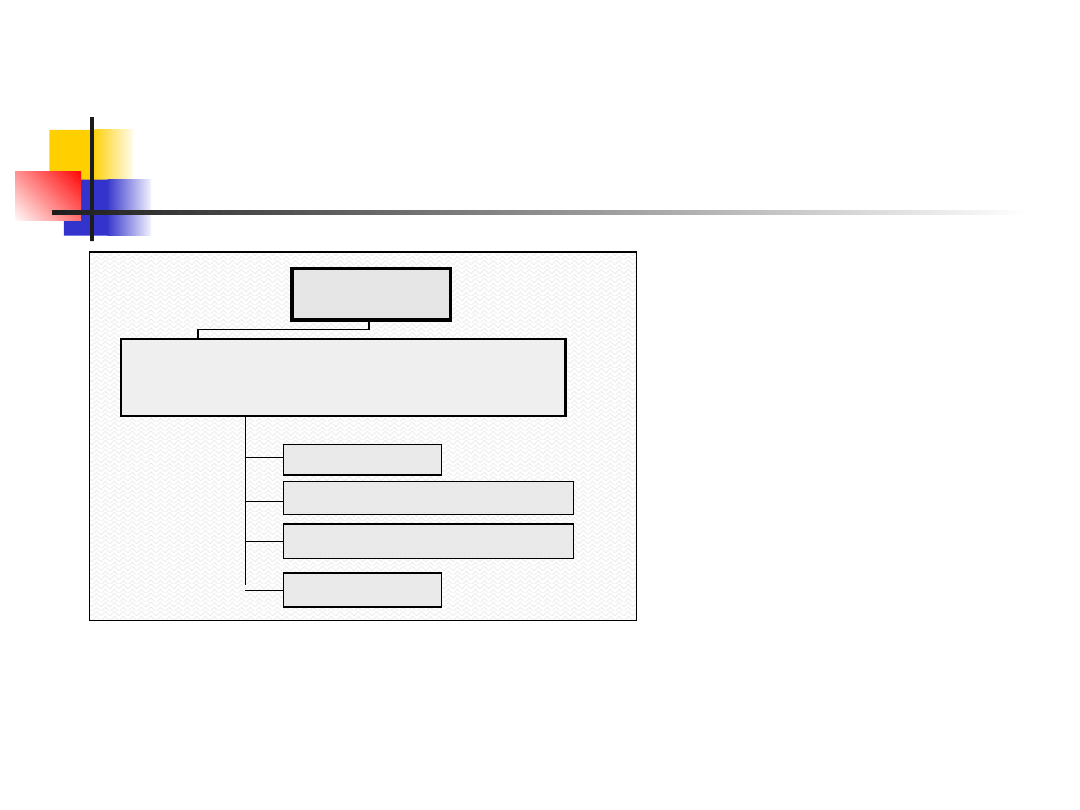
Organizacja komórek konstrukcyjnego
przygotowania produkcji.
Główny inżynier -
Dyrektor
techniczny
Dział konstrukcyjnego przygotowania
produkcji
Kierownik działu - Główny konstruktor
Sekcja rozwoju
Sekcja doświadczalna
Sekcja konstrukcyjna
Sekcja patentowa
6
Założenia KPP
Konstruowanie nowego produktu (wyrobu) powinno być rozpatrywane w
trzech kategoriach jednocześnie:
Wyrób jako obiekt eksploatacji przez użytkownika,
Wyrób jako obiekt technologicznego przygotowania produkcji,
Wyrób jako obiekt produkowany przez przedsiębiorstwo.
Jest to założenie, które jest warunkiem trudnym do zachowania, lecz
prawidłowo wprowadzone pozwoli na uzyskanie pełnego sukcesu
przedsiębiorstwa.
Tak więc przedmiot konstruowania spełniać winien wymagania użytkowe
i eksploatacyjne dotyczące najlepszej jakości oraz funkcjonalności, przy zachowaniu
minimalnych kosztów w fazie produkcji i użytkowania.
Jako przedmiot technicznego przygotowania produkcji, wyrób winien być
projektowany w sposób optymalny, zgodny z wymaganiami stawianymi w
dokumentacji konstrukcyjnej.
Tak więc projektując wyrób należy określić jego konstrukcję, konstrukcje jego
elementów składowych, warunki użytkowania i napraw wyrobu gotowego. Wszystko
to powinno być zaprezentowane w sposób jasny i kompletny.
Natomiast jako obiekt produkowany, projektant powinien skupić się nad jego
wykonalnością, a więc tak zwaną technologicznością konstrukcji. Wykonalność ma
bowiem istotny wpływ na koszty przygotowania produkcji, a co ważne również na
koszty wytwarzania.
7
Technologiczność konstrukcji
Mówimy o technologiczności konstrukcji wtedy, gdy:
Liczba zespołów wyrobu gotowego jest minimalna,
Zastosowano elementy znormalizowane, zunifikowane,
Wykorzystano materiały w sposób maksymalny, z niewielką ilością
odpadów,
Uzyskujemy z materiałów i surowców minimalną ilość braków,
Możliwe jest szybkie uruchomienie produkcji przy minimalnych
kosztach.
Technologiczność konstrukcji polega na dostosowaniu konstrukcji
wyrobu
do istniejących warunków produkcyjnych. W jednych warunkach
produkcyjnych będzie ona technologiczna, lecz ta sama konstrukcja
wyrobu w innych warunkach produkcyjnych będzie już
nietechnologiczna.
Natomiast technologiczność konstrukcji z punktu widzenia montażu
występuje wtedy, gdy wyrób gotowy lub jego zespoły składowe mogą
być w szybki i sprawny sposób zmontowane. Występuje jeśli montaż nie
wymaga dodatkowych prac uzupełniających lub dopasowujących części.
8
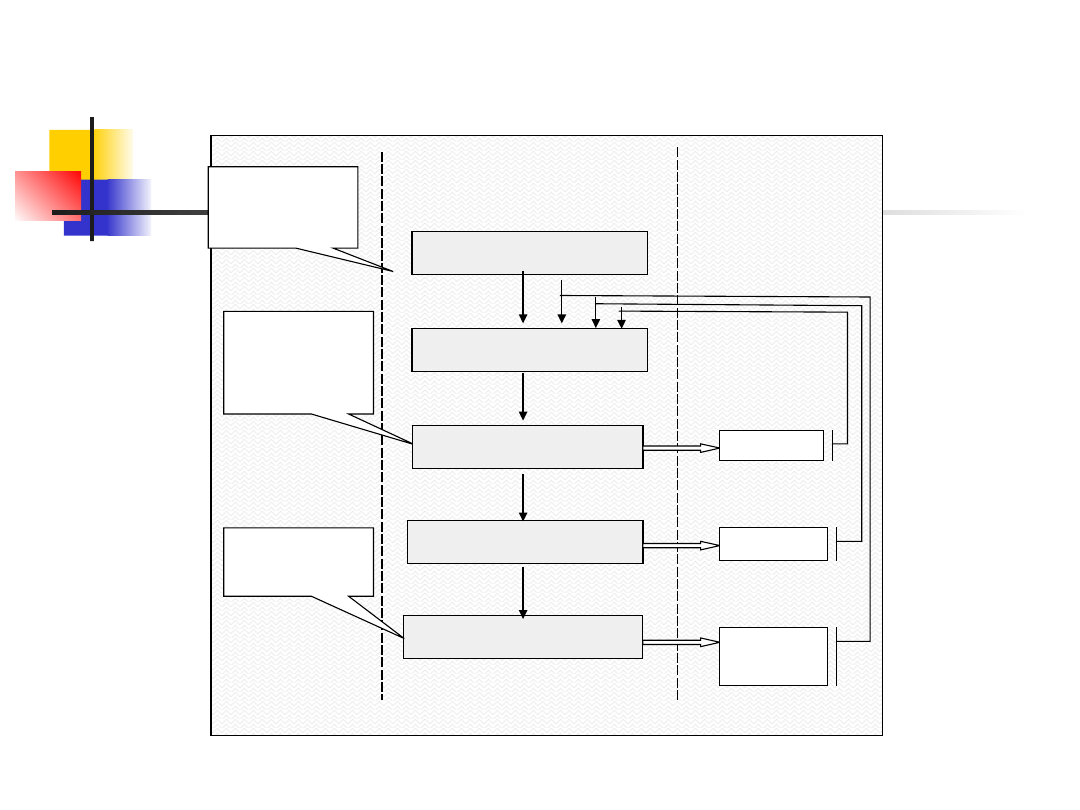
Proces konstruowania
Wyprzedzenie
Czynności główne
Sprawdzenie
Funkcjonalność
Trwałość
Celowość
Charakter
Konstrukcja wyrobu
Dobór cech
konstrukcyjnych
Badanie modelu
Wyrób
Dokumentacja:
Wstępna
Prototypu
Informacyjna
Przemysłowa
Konstrukcja
Prototyp
Seria próbna
Seria
produkcyjna
Zmiana
cech
Modyfikacj
a
Weryfikacj
a
9
Dokumentacja KPP
Właściwe konstrukcyjne przygotowanie produkcji zwane jest także pracami
konstrukcyjno – doświadczalnymi. Jest pierwszym etapem prac przygotowawczych
do uruchomienia produkcji nowych wyrobów. Na tym właśnie etapie opracowywana
jest dokumentacja konstrukcyjna. Jest ona przygotowywana na podstawie ogólnej
koncepcji
z perspektywicznego konstrukcyjnego przygotowania produkcji.
Dokumentacja konstrukcyjna właściwego KPP składa się z dwóch
dokumentów:
Założeń techniczno – ekonomicznych (ZTE),
Projektu techniczno – roboczego.
W ramach założeń techniczno – ekonomicznych dąży się do opracowania
jednego wspólnego rozwiązania, zawierającego warianty wyrobu zróżnicowanego
pod względem standardu, a więc również i ceny. Będą to rozwiązania dla wyrobu
typowego, standardowego, o bazowym wykończeniu. Drugim rozwiązaniem jest
wyrób popularny o zaniżonym standardzie oraz niższej cenie. No i trzeci wariant,
wyrób luksusowy, spełniający dodatkowe funkcje, posiadający wyższy poziom
jakości i wyższą cenę. Jest on przeznaczony dla klienta wymagającego.
Celem założeń techniczno – ekonomicznych jest wprowadzenie do dalszych
etapów prac, tylko tych projektów, których produkcja jest ekonomicznie i rynkowo
uzasadniona. Zapobiega to angażowaniu się przedsiębiorstwa w prace nad
wyrobem nie spełniającym założeń strategii koncepcji produktu.
10
Założenia techniczno - ekonomiczne
Założenia techniczno – ekonomiczne powinny zawierać:
Dokumentację konstrukcyjną,
Rysunek zestawieniowy,
Niezbędne obliczenia dotyczące funkcjonalności i wytrzymałości,
Warunki techniczne wykonania,
Analizę i ocenę cech użytkowych,
Niezbędny zakres badania prototypu,
Analizę możliwości produkcyjnych,
Wielkość produkcji,
Analizę możliwości rynkowych,
Instrukcję użytkową dla użytkownika,
Wstępne rozwiązania patentowe,
Analizę kosztów,
Harmonogram prac.
Ze względu na zawartą w dokumentacji pełną koncepcję wyrobu i jego konstrukcji,
właściwe konstrukcyjne przygotowanie produkcji jest najważniejszą częścią prac
projektowych. Pełna dokumentacja dotycząca zarówno wyrobów nowych, jak i
zmodernizowanych, zatwierdzana jest najczęściej przez dyrektora naczelnego
przedsiębiorstwa.
11
Dokumentacja
konstrukcyjna
Dokumentacja konstrukcyjna zawiera zbiór dokumentów zawierających
jednoznacznie informacje, które wystarczają do:
Określenia konstrukcji wyrobu i elementów składowych wyrobu gotowego,
Przygotowania założeń procesu produkcyjnego,
Określenia warunków i sposobu użytkowania wyrobu,
Zorganizowania warunków i sposobu użytkowania wyrobów.
Dokładność i zakres dokumentacji konstrukcyjnej uzależniona jest jednak od:
Wielkości i typu produkcji – należy tu brać pod uwagę wyszczególnienie produkcji
na: jednostkową, średnio- i wielkoseryjną oraz masową,
Wielkości przedsiębiorstwa – w tym przypadku bierze się pod uwagę wielkość
zatrudnienia. Stąd możemy podzielić przedsiębiorstwa na: małe (6-50), średnie (51-
500), duże (501-2000) i wielkie (powyżej 2001),
Złożoności wyrobu – można wyróżnić małą złożoność strukturalną wyrobu, wtedy
wyrób składa się z maksymalnie 300 elementów, oraz dużą złożoność strukturalną,
gdy wyrób zawiera powyżej 3000 elementów składowych,
Złożoności procesu technologicznego – zależy od ilości procesów technologicznych
w procesie produkcyjnym. W przypadku poniżej czterech mamy do czynienia z
procesem technologicznym produkcji mało złożonym, powyżej jest to już proces
technologiczny produkcji złożony. Mając na myśli procesy, uwzględniamy rodzaj
procesu technologicznego, a więc: odlewanie, spawanie, obróbka cieplna, obróbka
powierzchniowa...
12
Dokumentacja konstrukcyjna
Dokumentacja konstrukcyjna podstawowa
Rysunki złożeniowe wyrobu, zespołów lub części
Rysunki wykonawcze części
Warunki techniczne wykonania, kontroli i odbioru wyrobu, zespołów i części
Specyfikacje zespołów, podzespołów i części
Rysunki opakowania
Dokumentacja techniczno – ruchowa
Opis techniczny
Instrukcja montażu
Instrukcja obsługi i konserwacji
Wykaz części zamiennych
Dokumentacja handlowa
Opis ofertowy
Rysunek ofertowy
Zamówienie
Dokumentacja uzupełniająca
Schematy i instrukcje montażowe wyrobu i zespołów
Rysunki gabarytowe
Rysunki ogólnego widoku
Obliczenia
Wykaz materiałów
Normy
13
Wyjaśnienia
Rysunki złożeniowe przedstawiają wyrób lub jego główne
zespoły w stanie zmontowanym. Rysunki te powinny być
wykonane zgodnie z zasadami i normami rysunku
technicznego. Zawierają one również informacje
wyjaśniające oraz tabliczki rysunkowe, wraz
z wykazem części wchodzących w skład wyrobu lub
zespołu.
Rysunki wykonawcze elementów składowych wyrobu
gotowego przedstawiają wszystkie części wyrobu
gotowego z danymi potrzebnymi do ich wykonania. Rysunki
te powinny więc zawierać:
Rzuty i przekroje,
Wymiary i tolerancje,
Oznaczenia chropowatości,
Rodzaj materiału,
Wytyczne dotyczące obróbki cieplnej, powierzchniowej...
14
Warunki techniczne stałe i
tymczasowe
Warunki techniczne zawierają wskazówki i zalecenia
dotyczące wykonania, kontroli i odbioru wyrobów będących
przedmiotem produkcji. Można wyróżnić dwa dokumenty
określające warunki techniczne. Są to:
warunki techniczne tymczasowe (wstępne) opracowane dla
prototypów oraz serii próbnych, podlegających próbom
produkcyjnym i eksploatacyjnym. Mogą być również
opracowywane dla serii produkcyjnych, gdzie uległ zmianie, na
określony czas, wyrób produkcyjny (np. zmiana materiałowa).
Drugim dokumentem są warunki techniczne stałe
opracowywane dla wyrobów produkcyjnych po zatwierdzeniu
poprawności prototypów. Warunki techniczne określają
wymagania stawiane użytkowanym maszynom i urządzeniom,
zalecenia dotyczące konserwacji
i napraw oraz warunków przechowywania maszyn i urządzeń.
Bardzo często, aby nie tworzyć kolejnych dokumentów
technicznych informacje o warunkach zamieszczane są na
rysunkach wykonawczych.
15
Specyfikacja
Specyfikacja jest wykazem elementów składowych wyrobu gotowego wraz z
podaniem opisu (nazwa, numer rzeczowy), ilości i jednostki elementów. Dane
dotyczące elementów wyrobu przeniesione są z rysunku złożeniowego na
dokument, by nie zachodziła potrzeba korzystania z rysunku.
Specyfikację można podzielić ze względu na korzystanie z niej na:
Specyfikację konstrukcyjną sporządzaną w dziale konstrukcyjnym, zawierającą
informacje
o elementach składowych i ich powtarzalności w wyrobie gotowym,
Specyfikację produkcyjną opracowaną na podstawie specyfikacji konstrukcyjnej,
dostosowaną do potrzeb produkcji i pełniącą niekiedy rolę zlecenia dla produkcji,
Specyfikację zaopatrzeniową zawierającą dane o częściach, materiałach,
półfabrykatach
w celu ustalenia zapotrzebowania.
Specyfikacja jest innym przedstawieniem struktury wyrobu będącym odbiciem
relacji pomiędzy zespołami i częściami. Zagadnienie struktury wyrobu i odmian
specyfikacji najprościej przedstawić na konkretnym przykładzie.
Będziemy mieć wyrób gotowy składający się z: zespołu A1 o powtarzalności
równej jeden, podzespołu A5 o powtarzalności równej dwa, oraz z elementu T1 o
powtarzalności cztery. Zespół A1 zbudowany jest z podzespołów: A4
(powtarzalność 1) i A5 (powtarzalność 3). Powtarzalność danego elementu
składowego oznacza jego wielokrotne zastosowanie w elemencie lub wyrobie
gotowym, w skład którego wchodzi bezpośrednio.
16
Rodzaje specyfikacji
Specyfikacja pozwala na rozpatrywanie wyrobu gotowego (jego
struktury) w dwojaki sposób:
Analityczny - zadajemy sobie pytanie: z czego zbudowany jest
wyrób? Odpowiedzią
są specyfikacje analityczne wyrobu.
Syntetyczny – zadajemy sobie pytanie: w jakich wyrobach
gotowych, innych zespołach zawarte są dane części i podzespoły?
Wynikiem są tu specyfikacje syntetyczne, zwane powszechnie
wykazami zastosowań.
Specyfikację analityczną można w zależności od potrzeb
przedstawić w sposób ilościowy, strukturalny i modułowy.
Specyfikacja ilościowa jest to wykaz wszystkich części wyrobu
gotowego wymienione tylko jeden raz z podaniem ich ilości łącznej.
Właściwie jest ona stosowana w wypadku wyrobów o prostej
strukturze. Specyfikacja ta nie zawiera dodatkowych podziałów
stopniowych. Można w niej zawrzeć również elementy kompletne,
takie jak zespoły.
17
Zawartość dokumentacji
Dokumentacja jest opracowaniem technicznym i składa
się przeważnie z:
Opisu technicznego wyrobu gotowego przeznaczonego dla
użytkowania w celu zaznajomienia go z budową i działaniem
wyrobu,
Instrukcji montażu w przypadku, gdy wyrób dostarczany jest
użytkownikowi w formie „nie wykończonej” w detalach
montażowych (np. meble w klapkach, urządzenie w zespołach)
i niezbędna jest instrukcja montażu. Powinna być ona
opracowana w sposób jasny, jednoznaczny i prosty,
wspomagana rysunkami instruktażowymi, by można było
wykonać montaż wyrobu samodzielnie,
Instrukcji obsługi i konserwacji. Jest to zbiór zaleceń i
wskazówek wspomagających bezawaryjne użytkowanie i
prawidłową eksploatację wyrobu oraz jego konserwację,
Wykazu części zamiennych zawierającego listę części
niezbędnych do zapewnienia ciągłości użytkowania wyrobu
18
Zawartość dokumentacji
Dokumentacja handlowa.Ta część dokumentacji często przygotowywana jest
przez dział marketingu, przy współpracy działu przygotowania produkcji.
Związana jest bowiem z opracowaniem technicznym, skierowanym do odbiorcy
w celu promowania klientowi wyrobu. Zawiera więc rysunek ofertowy, opis
ofertowy i ewentualnie formularz zamówienia.
Rysunek ofertowy jest graficzną prezentacja wyrobu. Obecnie
przygotowywane
są profesjonalne zdjęcia, rysunki, rzuty przybliżające kształt i wygląd wyrobu
oraz jego cechy.
Opis ofertowy są to dodatkowe informacje, których nie można przedstawić na
rysunku. Zawiera on charakterystykę techniczną wyrobu, informację o
zastosowaniu i znaczeniu wyrobu.
Kwestionariusz, formularz zamówieniowy bardzo często zostaje dołączony
do rysunków i opisu ofertowego, by ułatwić klientowi zakup wyrobu. Oczywiście
odnosi się
to przede wszystkim w przypadku powiązań producent – dystrybutor,
producent – instytucja.
W czasach globalizacji i informatyzacji dokumentacja handlowa jest zamieszczana
na stronach internetowych (www) firm.
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
Wyszukiwarka
Podobne podstrony:
2 Przygotowanie konstrukcyjne 3id 19649 ppt
ZASADY PRZYGOTOWANIA PRACY DYLOMOWEJ ppt
2 Przygotowanie pacjentaid 19650 ppt
1 Przygotowanie do instalacji WindowsXP 2id 10350 ppt
07 Uwzględnienie wpływów dynamicznych w konstrukcjach budowlanychid 6742 ppt
1 Przygotowanie obiektów do działań ratowniczychid 8657 ppt
2013 03 26 W 7 TRM Przygotowanie obiektu i budowyid 28270 ppt
13Strategie konstruowania kwestionariuszy osobowości i etapy tworzenia testu 5id 15139 ppt
Pytania przygotowawcze - semV gr1-3, Studia, Konstrukcje metalowe I, Egzamin
02 pojecie, funkcje, konstrukcje i klasyfikacja podatkow, technika podatkowa, oplatyid 3727 ppt
bez żywności 17 Ogólne zasady pobierania i przygotowywania próbek do mikrobiologicznych metod badawc
Jak przygotować prezentacje w PPT
2010 11 17 przygotoaqnie do zab aseptycznych Irsid 27012 ppt
13Strategie konstruowania kwestionariuszy osobowości i etapy tworzenia testu 4id 15138 ppt
Zestaw przykładowych pytań przygotowawczych - egzamin KM semV-2011, Studia, Konstrukcje metalowe I,
02 pojęcie, funkcje, konstrukcje i klasyfikacja podatków, technika podatkowa, opłatyid 3726 ppt
13Strategie konstruowania kwestionariuszy osobowości i etapy tworzenia testuid 15135 ppt
więcej podobnych podstron